5.1 · pdf filekonstruktion und dimensionierung nach vdi 2230 261 15. berechnen sie die...
TRANSCRIPT
Dichtungstechnik
1 2 3
4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Berührungsdichtungen zwischen ruhenden Bauteilen (statische Dichtungen)
191
5.1.2 Lösbare Dichtungen
Lösbare berührende Dichtungen werden unterschieden in zwei Arten:
• Dichtungen zwischen Bauteilen, die während der Montage durch äußere Kräfte, z. B. Schrauben, so verspannt werden, dass die für die Dichtwirkung notwendige Flächenpressung in der Fuge entsteht. Beispiele hierfür zeigen die nachfolgenden Flanschverschraubungen von Rohrleitung
• Dichtungen, die ohne große Vorspannung eingebaut werden und durch den Betriebsdruck an den zu dichtenden Spalt angedrückt werden und ihn abdichten. Als Beispiele können schwimmend eingebaute ORinge angesehen werden oder Kolbenringe an Hubkolbenmotoren, die später behandelt werden.
5.1.2.1 Flächendichtungen
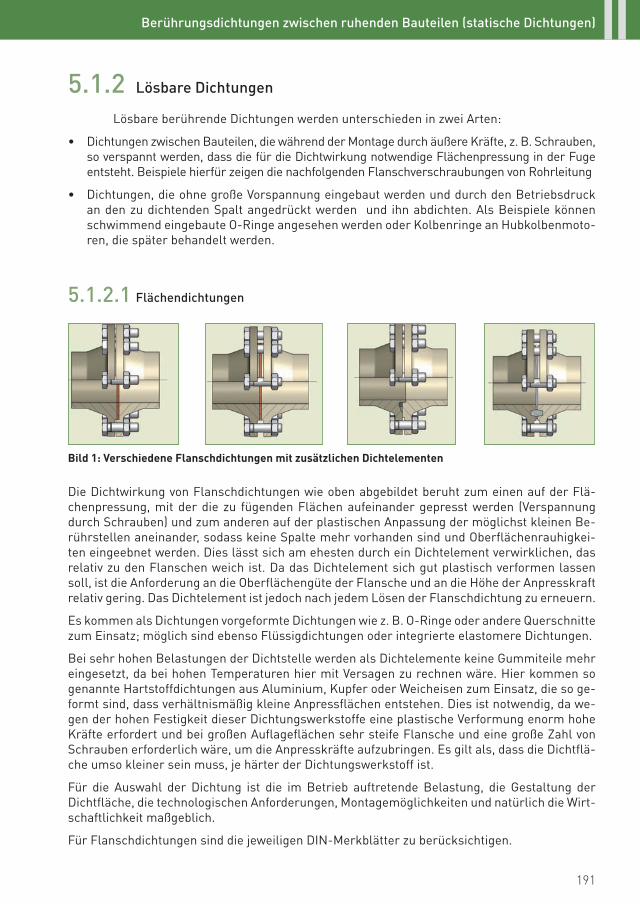
Bild1:VerschiedeneFlanschdichtungenmitzusätzlichenDichtelementen
Die Dichtwirkung von Flanschdichtungen wie oben abgebildet beruht zum einen auf der Flächenpressung, mit der die zu fügenden Flächen aufeinander gepresst werden (Verspannung durch Schrauben) und zum anderen auf der plastischen Anpassung der möglichst kleinen Berührstellen aneinander, sodass keine Spalte mehr vorhanden sind und Oberflächenrauhigkeiten eingeebnet werden. Dies lässt sich am ehesten durch ein Dichtelement verwirklichen, das relativ zu den Flanschen weich ist. Da das Dichtelement sich gut plastisch verformen lassen soll, ist die Anforderung an die Oberflächengüte der Flansche und an die Höhe der Anpresskraft relativ gering. Das Dichtelement ist jedoch nach jedem Lösen der Flanschdichtung zu erneuern.
Es kommen als Dichtungen vorgeformte Dichtungen wie z. B. ORinge oder andere Querschnitte zum Einsatz; möglich sind ebenso Flüssigdichtungen oder integrierte elastomere Dichtungen.
Bei sehr hohen Belastungen der Dichtstelle werden als Dichtelemente keine Gummiteile mehr eingesetzt, da bei hohen Temperaturen hier mit Versagen zu rechnen wäre. Hier kommen so genannte Hartstoffdichtungen aus Aluminium, Kupfer oder Weicheisen zum Einsatz, die so geformt sind, dass verhältnismäßig kleine Anpressflächen entstehen. Dies ist notwendig, da wegen der hohen Festigkeit dieser Dichtungswerkstoffe eine plastische Verformung enorm hohe Kräfte erfordert und bei großen Auflageflächen sehr steife Flansche und eine große Zahl von Schrauben erforderlich wäre, um die Anpresskräfte aufzubringen. Es gilt als, dass die Dichtfläche umso kleiner sein muss, je härter der Dichtungswerkstoff ist.
Für die Auswahl der Dichtung ist die im Betrieb auftretende Belastung, die Gestaltung der Dichtfläche, die technologischen Anforderungen, Montagemöglichkeiten und natürlich die Wirtschaftlichkeit maßgeblich.
Für Flanschdichtungen sind die jeweiligen DINMerkblätter zu berücksichtigen.

Schrauben
1 2 3
4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
KonstruktionundDimensionierungnachVDI2230
261
15.Berechnen Sie die Nachgiebigkeit der Schraube:
Bild1:AufteilungeinerSchraubeineinzelnezylindrischeKörperzurBerechnungihrerelastischenNachgiebigkeit(VDI-Richtlinie2230)
Die Schraube besteht aus n einzelnen zylindrischen Elementen der Länge li und des Quer-schnitts Si mit dem Elastizitätsmodul E
S. Die Nachgiebigkeit eines Elementes wird durch fol-
gende Gleichung beschrieben:
δ i iS i
lE S
=
Die Schraube entspricht einer Reihenschaltung von n federnden Zylinderelementen, des Kopfes δ K und des eingeschraubten Gewindeteils einschließlich der Mutter δG.
δ δK GS N
dE S
= = 0 4, mit S d
N =2
4π
Die Gesamtnachgiebigkeit δ S ergibt sich durch Addition der einzelnen Nachgiebigkeiten:
δ δ δ δS K ii
nG= + +
=∑1
16.Berechnen Sie die Nachgiebigkeit der verspannten Platten:Die exakte Berechnung der Nachgiebigkeit δ P der verspannten Teile ist äußerst schwierig, weil der tragende Anteil des Flansches unbekannt ist. Man führt daher das Modell eines Ersatzkörpers mit dem fiktiven Querschnitt Sers und fiktivem Durchmesser Dersatz ein. Als Durchmesser wird bei schmalen Flanschen der Durchmesser eines zur Schraubenachse konzentrischen Kreises genommen, der nirgendwo aus dem Flanschmaterial austritt, oder bei ausreichend viel Material (voll ausgebildeter Birger-Kegel) mit dem gemittelten Durch-messer des Birger-Kegels. Mithilfe des Ersatzquerschnittes wird für die Nachgiebigkeits-berechnung ein gemittelter Querschnitt angenommen.
Welle-Nabe-Verbindungen
1 2 3
4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Definition
277
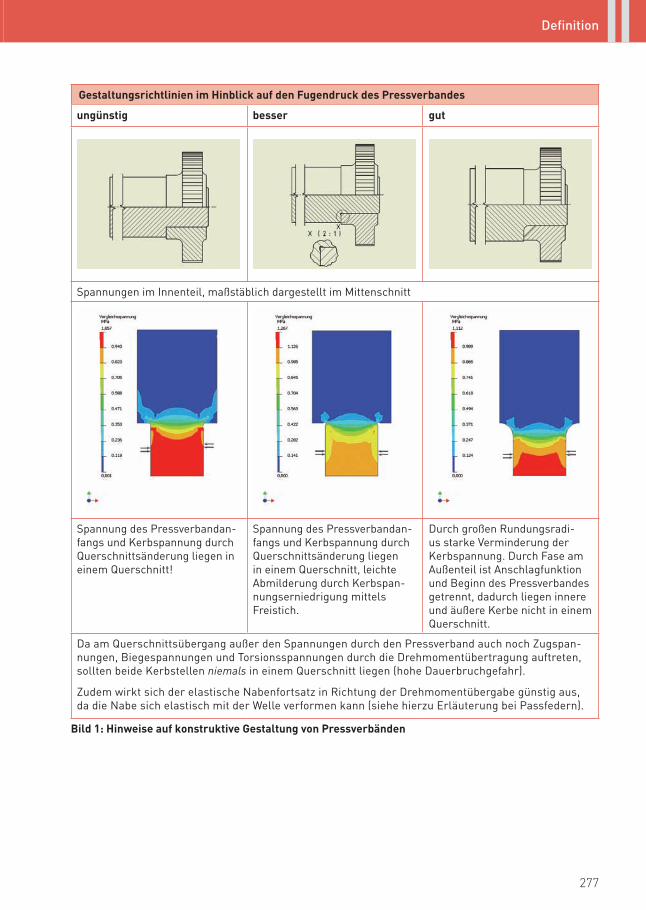
GestaltungsrichtlinienimHinblickaufdenFugendruckdesPressverbandes
ungünstig besser gut
Spannungen im Innenteil, maßstäblich dargestellt im Mittenschnitt
Spannung des Pressverbandan-fangs und Kerbspannung durch Querschnittsänderung liegen in einem Querschnitt!
Spannung des Pressverbandan-fangs und Kerbspannung durch Querschnittsänderung liegen in einem Querschnitt, leichte Abmilderung durch Kerbspan-nungserniedrigung mittels Freistich.
Durch großen Rundungsradi-us starke Verminderung der Kerbspannung. Durch Fase am Außenteil ist Anschlagfunktion und Beginn des Pressverbandes getrennt, dadurch liegen innere und äußere Kerbe nicht in einem Querschnitt.
Da am Querschnittsübergang außer den Spannungen durch den Pressverband auch noch Zugspan-nungen, Biegespannungen und Torsionsspannungen durch die Drehmomentübertragung auftreten, sollten beide Kerbstellen niemals in einem Querschnitt liegen (hohe Dauerbruchgefahr).
Zudem wirkt sich der elastische Nabenfortsatz in Richtung der Drehmomentübergabe günstig aus, da die Nabe sich elastisch mit der Welle verformen kann (siehe hierzu Erläuterung bei Passfedern).
Bild1:HinweiseaufkonstruktiveGestaltungvonPressverbänden
07_Konstruktionslehre.indd 277 07.03.2011 16:05:02
1 2 3
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Welle-Nabe-Verbindungen
278
7 Definition
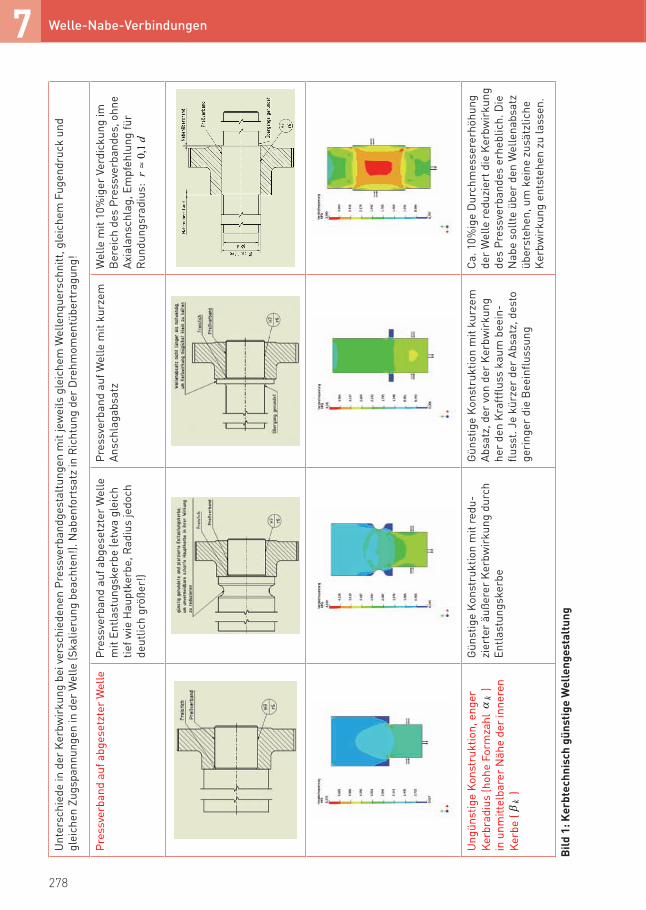
Unt
ersc
hied
e in
der
Ker
bwir
kung
bei
ver
schi
eden
en P
ress
verb
andg
esta
ltung
en m
it je
wei
ls g
leic
hem
Wel
lenq
uers
chni
tt, g
leic
hem
Fug
endr
uck
und
glei
chen
Zug
span
nung
en in
der
Wel
le (S
kalie
rung
bea
chte
n!).
Nab
enfo
rtsa
tz in
Ric
htun
g de
r D
rehm
omen
tübe
rtra
gung
!
Pres
sver
band
auf
abg
eset
zter
Wel
lePr
essv
erba
nd a
uf a
bges
etzt
er W
elle
m
it En
tlast
ungs
kerb
e (e
twa
glei
ch
tief w
ie H
aupt
kerb
e, R
adiu
s je
doch
de
utlic
h gr
ößer
!)
Pres
sver
band
auf
Wel
le m
it ku
rzem
An
schl
agab
satz
Wel
le m
it 10
%ig
er V
erdi
ckun
g im
B
erei
ch d
es P
ress
verb
ande
s, o
hne
Axia
lans
chla
g, E
mpf
ehlu
ng fü
r R
undu
ngsr
adiu
s: r
d≈01,
Ung
ünst
ige
Kon
stru
ktio
n, e
nger
K
erbr
adiu
s (h
ohe
Form
zahl
αk
) in
unm
ittel
bare
r N
ähe
der
inne
ren
Ker
be (βk
)
Gün
stig
e K
onst
rukt
ion
mit
redu
-zi
erte
r äu
ßere
r K
erbw
irku
ng d
urch
En
tlast
ungs
kerb
e
Gün
stig
e K
onst
rukt
ion
mit
kurz
em
Absa
tz, d
er v
on d
er K
erbw
irku
ng
her
den
Kra
ftflu
ss k
aum
bee
in-
fluss
t. Je
kür
zer
der
Absa
tz, d
esto
ge
ring
er d
ie B
eein
fluss
ung
Ca. 1
0%ig
e D
urch
mes
sere
rhöh
ung
der
Wel
le re
duzi
ert d
ie K
erbw
irku
ng
des
Pres
sver
band
es e
rheb
lich.
Die
N
abe
sollt
e üb
er d
en W
elle
nabs
atz
über
steh
en, u
m k
eine
zus
ätzl
iche
K
erbw
irku
ng e
ntst
ehen
zu
lass
en.
Bild
1:K
erbt
echn
isch
gün
stig
eW
elle
nges
talt
ung
07_Konstruktionslehre.indd 278 07.03.2011 16:05:09
Welle-Nabe-Verbindungen
1 2 3
4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
FormschlüssigeWelle-Nabe-Verbindungen
315
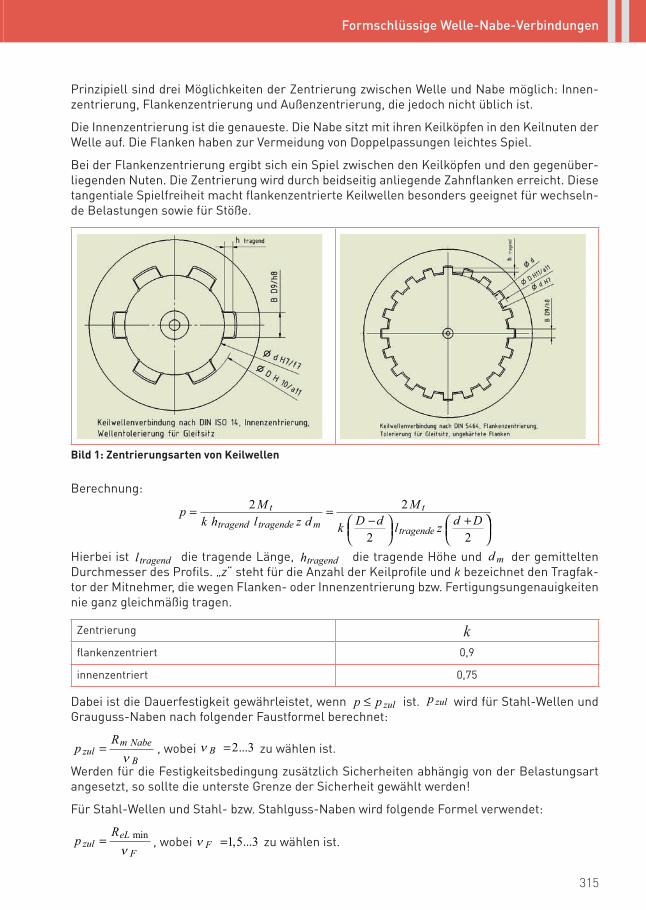
Prinzipiell sind drei Möglichkeiten der Zentrierung zwischen Welle und Nabe möglich: Innen-zentrierung, Flankenzentrierung und Außenzentrierung, die jedoch nicht üblich ist.
Die Innenzentrierung ist die genaueste. Die Nabe sitzt mit ihren Keilköpfen in den Keilnuten der Welle auf. Die Flanken haben zur Vermeidung von Doppelpassungen leichtes Spiel.
Bei der Flankenzentrierung ergibt sich ein Spiel zwischen den Keilköpfen und den gegenüber-liegenden Nuten. Die Zentrierung wird durch beidseitig anliegende Zahnflanken erreicht. Diese tangentiale Spielfreiheit macht flankenzentrierte Keilwellen besonders geeignet für wechseln-de Belastungen sowie für Stöße.
Bild1:ZentrierungsartenvonKeilwellen
Berechnung:
p Mk h l z d
M
k D d l z d Dt
tragend tragende m
t
tragende
= =−
+
2 2
2 2
Hierbei ist ltragend die tragende Länge, htragend die tragende Höhe und dm der gemittelten Durchmesser des Profils. „z“ steht für die Anzahl der Keilprofile und k bezeichnet den Tragfak-tor der Mitnehmer, die wegen Flanken- oder Innenzentrierung bzw. Fertigungsungenauigkeiten nie ganz gleichmäßig tragen.
Zentrierung kflankenzentriert 0,9
innenzentriert 0,75
Dabei ist die Dauerfestigkeit gewährleistet, wenn p p zul≤ ist. p zul wird für Stahl-Wellen und Grauguss-Naben nach folgender Faustformel berechnet:
pR
zulm Nabe
B=
ν, wobei ν B =2 3... zu wählen ist.
Werden für die Festigkeitsbedingung zusätzlich Sicherheiten abhängig von der Belastungsart angesetzt, so sollte die unterste Grenze der Sicherheit gewählt werden!
Für Stahl-Wellen und Stahl- bzw. Stahlguss-Naben wird folgende Formel verwendet:
pR
zuleL
F= min
ν, wobei ν F =1 5 3, ... zu wählen ist.
07_Konstruktionslehre.indd 315 07.03.2011 16:08:01

Schweißtechnik
1 2 3
4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Einflussfaktoren auf die Schweißbarkeit eines Bauteils
381
BeispielefürgeschweißteRohrstabanschlüsse,speziellfürRundrohr
Konstruktionsbeispiel Spannungsverläufe (sämtliche Rohrstücke wurden mit einer Zugspannung von 1 N/mm² belastet und die Enden des durchgehenden Rohres sind fixiert. Die Spannungen am Anfang und Ende des Unter-zuges sind nicht von Interesse und entstehen durch endliche Rohrlängen.
Stumpf geschweißter Rohranschluss: Einfache und preiswerte Fertigung ohne aufwändige Vorberei-tung der Naht. Hohe Spannung an der Unterseite des durchgehenden Rohres.
Stumpf geschweißter Rohranschluss mit eingesetzten Eckblechen: Wenig Schweißnahtvorbereitung, jedoch zusätzlich auszuschneidende Eckbleche. Spannungen insgesamt geringer durch mehr Schweißnahtfläche, jedoch hohe Steifigkeit und Anrissgefahr an den Enden der Eckbleche (Stirnseiten verschweißen!).
Rohrstoß mit geschlitztem Rohrende und eingesetztem Verbindungsblech. Relativ viel Aufwand, aber besser rundum zu fertigende Schweißnähte. An ein Verbindungsblech können mehrere Stäbe in verschie-denen Winkeln angeschweißt werden. Das offene Rohrende kann kritisch sein bei Feuchtigkeit, jedoch günstig zum Verzinken. Durch hohe Steifigkeit des Bleches Anrissgefahr an den Schweißnahtenden.
08_Konstruktionslehre.indd 381 23.03.2011 16:31:32

1 2 3
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Kupplungen und Bremsen
474
9 Exemplarische Vorstellung verschiedener Kupplungsbauarten
Bild1:Schmidt-Kupplung
Die mittlere Scheibe (grün) wird von der antreibenden Scheibe (blaugrau) mit drei parallelen Lenkern geführt. Der Antrieb der Abtriebsscheibe (rot) erfolgt wiederum durch drei an der mitt-leren Scheibe angebrachten Lenkern. Die Kupplung hat keine Unwucht.
0° 20°
40° 60°
80° 100°
120° 140°
Bild2:BewegungsablaufeinerSchmidt-Kupplungin20°-Schritten,linksjeweilsinderantriebsseiti-genAnsicht,mittigvorderZwischenscheibegeschnittenundrechtsvorderAbtriebscheibegeschnit-ten(sieheauchbeiliegendeAnimation)
09_Konstruktionslehre.indd 474 05.04.2011 15:13:00
1 2 3
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Kupplungen und Bremsen
524
9 Zusätzliche Hinweise zur Kupplungswahl:
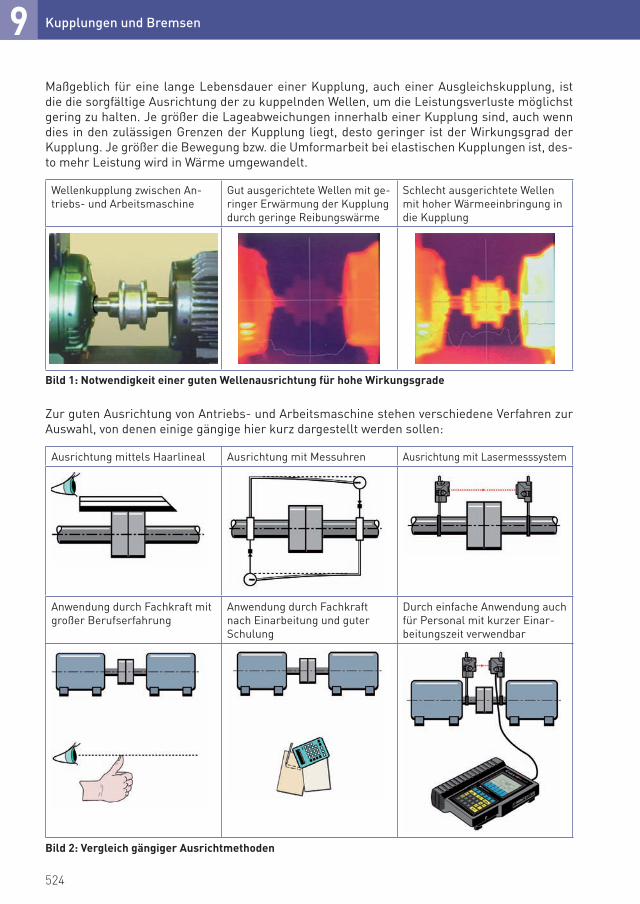
Maßgeblich für eine lange Lebensdauer einer Kupplung, auch einer Ausgleichskupplung, ist die die sorgfältige Ausrichtung der zu kuppelnden Wellen, um die Leistungsverluste möglichst gering zu halten. Je größer die Lageabweichungen innerhalb einer Kupplung sind, auch wenn dies in den zulässigen Grenzen der Kupplung liegt, desto geringer ist der Wirkungsgrad der Kupplung. Je größer die Bewegung bzw. die Umformarbeit bei elastischen Kupplungen ist, des-to mehr Leistung wird in Wärme umgewandelt.
Wellenkupplung zwischen An-triebs- und Arbeitsmaschine
Gut ausgerichtete Wellen mit ge-ringer Erwärmung der Kupplung durch geringe Reibungswärme
Schlecht ausgerichtete Wellen mit hoher Wärmeeinbringung in die Kupplung
Bild1:NotwendigkeiteinergutenWellenausrichtungfürhoheWirkungsgrade
Zur guten Ausrichtung von Antriebs- und Arbeitsmaschine stehen verschiedene Verfahren zur Auswahl, von denen einige gängige hier kurz dargestellt werden sollen:
Ausrichtung mittels Haarlineal Ausrichtung mit Messuhren Ausrichtung mit Lasermesssystem
Anwendung durch Fachkraft mit großer Berufserfahrung
Anwendung durch Fachkraft nach Einarbeitung und guter Schulung
Durch einfache Anwendung auch für Personal mit kurzer Einar-beitungszeit verwendbar
Bild2:VergleichgängigerAusrichtmethoden
09_Konstruktionslehre.indd 524 05.04.2011 15:22:28

1 2 3
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Kupplungen und Bremsen
540
9 Bauarten von Bremsen
Einf
ache
Ban
dbre
mse
Sum
men
band
brem
seD
iffer
entia
lban
dbre
mse
FM
adle
Betätigung
Brems
=−
()
21
µα
MF
d
SS
dSe
Sd
Brems
Brems
==
=−
()
=−
()
2 22
12
22
µα
SM
deBrems
22
1=
−(
)µ
α,
Se
MdeBrems
12
1=
−(
)µ
αµ
α
FM
ae
a
dle
Betätigung
Brems
=+
()
−(
)2
1
12
µα
µα
MF
d
SS
dSe
Sd
Brems
Brems
==
=−
()
=−
()
2 22
12
22
µα
SM
deBrems
22
1=
−(
)µ
α,
Se
MdeBrems
12
1=
−(
)µ
αµ
α
Für
aa
12
= s
ind
die
Bre
msm
omen
te in
bei
den
Dre
hric
htun
gen
glei
ch g
roß!
FM
adl
e
eBetätigung
Brems
aa
=−
−2
11
21
µα
µα
Selb
sthe
mm
ung
tritt
ein
, wen
n gi
lt:
aa
e21≥
µα
Rec
htsl
auf:
MF
de
eBrems
Betätigung
l aaa
=−
()
−2
1
1212µα
µα
Link
slau
f:
MF
de
eBrems
Betätigung
l aaa
=−
()
−2
12
12
µα
µα
Bed
ingu
ng fü
r di
e Fu
nktio
n: a
a2
1>
09_Konstruktionslehre.indd 540 05.04.2011 15:23:52