castingtimes dez. | 2008 - shw casting … · editorial 2 ein ereignisreiches jahr liegt fast...
TRANSCRIPT
Made in USAEin Blick über den großen Teich - unser Werk in Torrington
Ausbildung 2009Alles über unsereNeuen
Engagement im BrandschutzDie Werksfeuerwehr derSHW CT gibt es seit 1846
CastingTIMES Dez.
| 200
8
Mitarbeiterzeitschrift der CT-Gruppe
Foto
: Jan
Urb
acze
k, c
ross
7med
ia G
mbH
Editorial
2
ein ereignisreiches Jahr liegt fast hinter uns. Der CT-Gruppe wird es gelingen, in 2008 ihren Umsatz um über 15% zu stei-gern. Ein Erfolg, zu dem die Mitarbeiter in allen Gesellschaften der Gruppe bei-getragen haben.
In unseren deutschen Werken wurden 2008 rund 45 Mio. € in den Ausbau von neuen Produktionsanlagen investiert, die in Wasseralfingen und Heidenheim fertig gestellt sind, in Königsbronn der-zeit noch mit Maschinen bestückt und in Kiel in weiteren Stufen noch ausgebaut werden.
Diese Um- und Ausbauten forderten in 2008 auch eine Zusatzbelastung von un-seren Mitarbeiterinnen und Mitarbeitern bei teilweise schwierigen Arbeitsbedin-gungen. Für Ihre Bereitschaft, auch unter diesen erschwerten Bedingungen eine hohe Leistung zu erbringen, möchten wir uns herzlich bedanken.
In unserem Werk in Torrington/USA fand 2008 eine andere Art des Neubeginns statt. Zum 1. November 2008 wurde mit George Shank eine langjährige Füh-rungskraft zum Präsidenten der SHW CT Inc. bestellt, der die Gesellschaft weiter ausbauen und neue Märkte für unser Werk erschließen soll.
Die seit einigen Monaten herrschende weltweite Finanzkrise wird mit ihren
Auswirkungen auf die Weltwirtschaft auch an der CT-Gruppe nicht spurlos vo-rübergehen. Durch die klare Ausrichtung auf wachsende Absatzmärkte und eine enge Partnerschaft mit unseren Kunden sind wir aber optimistisch, die in 2009 kommenden Herausforderungen zu be-wältigen. Hierbei unterstützen uns die gerade fertig gestellten optimalen und damit wettbewerbsfähigen Produktions-kapazitäten und die erweiterten Mög-lichkeiten, unseren Kunden bearbeitete Gussteile in Wachstumsmärkten anbie-ten zu können.
Für die beginnende Adventszeit wün-schen wir Ihnen und Ihren Familien be-sinnliche Tage und ein schönes Weih-nachtsfest,
Ulrich Severing
Ulrich Severing,Geschäftsführung SHW CT
Frank Motte,Geschäftsführung SHW CT
Frank Motte
Liebe Mitarbeiterinnenund Mitarbeiter,

InhaltSHW CT Inc.
Inhalt
0404050506
Made in USAUnser Werk in TorringtonPersönlicher Rückblick von Bob Reichelt Geschichtliches zu TorringtonNeuer Präsident bei SHW CT Inc.
3
Foto
: Jan
Urb
acze
k, c
ross
7med
ia G
mbH
Werk Wasseralfingen
Werk Königsbronn
07080909
090909
10
1111121313
Einweihung des Gießereineubaus Neue Gießerei in Betrieb genommenAktuelles aus WasseralfingenNeues Kerntransportsystem und Luft-kissenfahrzeugErweiterung SchmelzbetriebBetriebsfest 2008Outdoorteamworkshop im Werk Was-seralfingenCT Dienstleistung Gussputzerei
Aktuelles aus KönigsbronnNeue BearbeitungshalleVorstellung Abteilung KonstruktionFür unsere Sicherheit - ZweiradtrainingVorstellung Martin Veile
14
15
15
15
Inbetriebnahme einer Muldenband-strahlanlageLängster Tragkörper in der Geschichte der HGAbguss eines 64t schweren Dampftur-binengehäusesPersonelle Veränderungen
Gießerei Kiel16 16161717
181920
Aktuelles aus KielSommerfest der Vielfalt300 Tage ohne Unfälle mit AusfalltagenKooperation aus einem GussAusbildungsbeginn 2008 - Vorstellung der neuen AzubisGießereiausbau - Es hat sich viel getan„Alles Gute“ für den 3. LebensabschnittBesuch der CATERPILLAR-Gießerei
CT Allgemein21 21212323
MenschenWir gratulieren herzlichNeueinstellungen in der CT-GruppeAusbildung 19 neue Azubis bei SHW CT
Heidenheimer Gießerei1414
Aktuelles aus HeidenheimNeue Produktionshalle fertig
2425 26262727
Berufliche Bildung gGmbHArbeitssicherheits- und Gesundheitstag1.SHW CT Cup für AzubisFussballturnier der IG Metall Jugend SicherheitEngagement im Brandschutz seit 1846
IMPRESSUM:Redaktion:Fabienne WeidnerSHW Casting Technologies GmbHStiewingstraße 101, 73433 Aalen-WasseralfingenPhone: +49 (0) 7361/3702-304Fax: +49 (0) 7361/3702-486Email: [email protected]
Thomas PlathGießerei Kiel GmbHFalckensteiner Straße 2, 24159 KielPhone: +49 (0) 431/9089-2961Mobil: +49 (0) 175/5874 271Fax: +49 (0) 431/9089-2929Email: Thomas.Plath@Gießerei-Kiel.de
Layout und Gestaltung:Jan Urbaczek, Nina Webercross7media GmbHAchalmstraße 28, 73432 Aalen-WaldhausenTel.: 07367/7480, Fax: 07367/ 7269Email: [email protected]
Namentlich gekennzeichnete Beiträge spiegeln nicht unbedingt die Meinung der Redaktion wider.

SHW CT Inc.
Die Geschichte von SHW in den USA be-ginnt erst im Jahre 1985 mit der Übernahme der Walzensparte der ehemaligen Farrel Corporation in Ansonia (CT). Bereits 1991 wurde am heutigen Standort in Torrington (CT) eine neue Fertigungsstätte errich-tet. In der Bearbeitungswerkstatt wird im 2-Schichtbetrieb gearbeitet.
Die Ergänzung der Fertigungsmöglichkeiten um die Hartbeschichtungsanlage brachte das Werk in die Position eines One-Stop-Shops. Kunden können hier neben Neuwal-zen ihre vorhandenen Walzen komplett über-holen lassen einschließlich dynamischer Druckprobe, Schleifen und Hartbeschichten.Zwangsläufig beträgt auch das Servicevolu-men weit über 50% der Aktivitäten, da kein
vergleichbares Geschäft wie in der Schwe-sterfabrik in Königsbronn direkt mit den Pa-piermaschinenbauern aus Deutschland und Finnland für Neuwalzen vorhanden ist.
Mit 31 Mitarbeitern erwirtschaftet das Un-ternehmen einen Jahresumsatz von gut 8,4 Mio US$. Über 90% der Walzen werden zur Zeit an die US-Papierindustrie ausgeliefert. Der vorhandene Maschinenpark ermöglicht aber auch die Fertigung und Bearbeitung von ähnlichen und sogar anderen Produkten als Hartgusskalanderwalzen. Damit kann zur Zeit dieser Negativentwicklung entge-gengesteuert werden. Der mögliche Eng-pass besteht jedoch auf der Bedienerseite. In den USA gibt es kein mit den deutschen Gegebenheiten vergleichbares Ausbildungs-
system. Deshalb gestaltet es sich in Torring-ton sehr schwierig, qualifizierte Mitarbeiter, wie z.B. CNC-Dreher, zu finden.Aber im Land der sprichwörtlich unbe-grenzten Möglichkeiten wird sich auch hierfür die SHW Casting Technologies Inc. in Zukunft ein gangbarer Weg auftun.
Alle weiteren interessanten Infos über den SHW CT-Standort Torrington sind auf des-sen Homepage unter www.shwinc.com ausführlich nachzulesen.
Ein Beitrag von U. Wittendorfer
SHW CT Inc. - Made in USAEin Blick über den großen Teich - unser Werk in Torrington
Standorte
4
Nachtschicht Ingenieure, Verkäufer Tagschicht
Fotos: Wittendorfer

Ich erinnere mich noch gut an die riesigen Walzen, als ich damals im Jahre 1963 als Lehrling bei der Farrel-Birmingham Company in Ansonia (Connecticut) meinen ersten Ar-beitstag hatte. Es war schon beeindruckend wie diese Massen mit den Brückenkränen bewegt wurden. Die Arbeiter verwendeten ziemlich große Werkzeuge und andererseits haben sie mit ihren Messinstrumenten ganz enge Toleranzen gemessen. Das hatte mich so fasziniert, dass ich beschlossen hatte, eben diese Tätigkeiten eines Tages auch ausführen zu dürfen.
Es waren diese immensen Berge aufein-andergestapelter Walzen, die teilweise länger waren als drei aneinandergereihte Autos. Manchmal hatte es einen halben Tag gedauert, bis die richtige Walze, welche vielleicht ganz unten lag, auf die Maschine gebracht werden konnte.
Während meiner Ausbildung war ich einen ganzen Sommer in der damaligen Gießerei eingesetzt. Ich erinnere mich noch ganz ge-nau and die heißen Nachmittage dort. An einigen Tagen, an denen es extrem heiß werden sollte, haben wir uns vor Schicht-beginn entschlossen, wieder nach Hause zu gehen. Natürlich unbezahlt.
Meine allererste Walze, die ich zum Bear-beiten bekam, war eine kleine Laborwalze. Gott sei Dank, denn die habe ich zu Aus-schuss gemacht. Das Untermaß war zuviel des Guten. Das war eine Lehre für mich, vor allem auch deshalb, weil ich dies meinem Schichtmeister erklären musste. Die Schleif-maschinen liefen rund um die Uhr, auch während der Feiertage. Einmal war die Ent-täuschung meiner Familie riesengroß. Ge-rade an Thanksgiving, einem der höchsten Feiertage in den USA, wenn nicht sogar der Wichtigste, war ich nicht beim Festtags-mahl zugegen. Ich schlief während dieser Zeit in meinem Zimmer, denn ich musste abends wieder auf die Nachtschicht, wie schon die Woche zuvor und wie auch die kommenden Wochen.
Farrel war in den 60ern sehr gut ausgela-stet. Die Auftragsbücher waren voll. Es wur-den sogar Schleifer und Dreher aus England eingestellt, um die Aufträge abzuarbeiten. Drei Schichten mit über 75 Arbeitern waren in der Walzenwerkstatt zugegen. Und einer der besten Kranführer war eine Frau!
Als ich meine Ausbildung beendet hatte, wechselte ich auf Tagschicht in die Arbeits-vorbereitung. Die Gehaltserhöhung war 1 Cent pro Woche. Aber ich hatte endlich kei-ne Nachtschicht mehr. Ich war jetzt für die Planung der Maschinenbelegung
45 Jahre Berufserfahrung
Geschichtlicheszu Torrington
Menschen
Robert Reichelt‘s persönlicher Rückblick
T-Town, wie das Städtchen Torrington in New England auch genannt wird, ist eine Klein-stadt mit 37.000 Einwohnern und liegt im US-Bundesstaat Connecticut. 45 Autominuten sind es bis zur Hauptstadt Hartford entfernt. Gut 180 km sind es in nordöstlicher Richtung nach Boston und südlich nach New York City sind es deren 150.
Erstmals erwähnt wurde Torrington im Jahre 1732, aber erst gegen 1813 begann seine erwähnenswerte industrielle Entwicklung. Zuerst waren es die Wollspinnereien, welche sich am Naugatuck River ansiedelten und die Wasserkraft nutzten. Darauf folgten 1834 die ersten Kupferhütten, welche auch Torrington den Beinamen der Kupferstadt brachten.
Die beiden Hurrikanes Connie und Diane bescherten jedoch 1955 dem Naugatuck-Tal die größte Hochwasserkatastrophe des Jahr-hunderts. Fast das gesamte Stadtzentrum von Torrington als auch umliegende Gebiete wur-den überflutet.
Das Gesicht von Torrington hat sich im Laufe der Zeit grundlegend verändert. So dominie-ren heutzutage neben einigen wenigen Fer-tigungsbetrieben überwiegend Handel und Tourismus das Geschehen.
„Meine allererste Walze habe ich zu Ausschuss gemacht.“
5
Bob Reichelt

verantwortlich. Nach ein paar Jahren wurde ich zum Leiter dieser Abteilung befördert. Letztendlich füllte ich diese Position fast neun Jahre lang aus. Danach übernahm ich die Lei-tung der kompletten Walzenwerkstatt.
In den 70er Jahren hat sich Mr. Farrel ent-schlossen sich zur Ruhe zu setzen und sein Sohn hatte kein Interesse, die Firma zu übernehmen. Deshalb wurde Farrel damals an die USM Corporation verkauft. Anfang der Achtziger übernahm die Emhart Corpo-ration das Geschäft. Emhart kannte nur die Fertigung von Tausenden von Stücken pro Tag. Ein paar Walzen im Monat zu fertigen passte nicht in ihre Philosophie.
Im Mai 1986 kaufte dann die damalige SHW die Farrel Gießerei und die Walzendivision von Emhart. Wir als Belegschaft wurden an einem Freitag über diese Übernahme infor-miert. Wir wurden vor die Wahl gestellt, am Montag weiterzuarbeiten wie bisher oder uns nach etwas Anderem umzuschauen.
Alle haben sich entschlossen, hier weiter-zuarbeiten. Es gab viele Änderungen. Doch am meisten persönlich betroffen hat mich die Schließung der Gießerei, weil dort viele meiner Freunde arbeiteten.
Kurz danach bekamen wir mit Fred Graves einen neuen Werksleiter. Er hat erkannt, dass die Gebäude sehr alt sind und dass es u.a. extrem teuer war, diese zu beheizen. So kam der Gedanke auf, einen neuen Standort für SHW in den USA zu finden. Die Nähe zu einem Hafen war eine Grundanforderung. So war auch Houston (Texas) im Gespräch, doch glücklicherweise hat man sich für Tor-rington (Connecticut) entschieden. Das war letztendlich perfekt für mich. So konnte ich weiter in der Gegend wohnen und weiter für SHW arbeiten. Von Ansonia nach Torrington liegen gerade mal 45 Autominuten, für die USA beileibe keine Riesenentfernung. Im
Juli 1991 wurde die nagelneue Fabrik in Tor-rington dann eröffnet.
Wenn ich vorausschaue, so sehe ich, dass viele Papierfabriken in Nordamerika ge-schlossen werden und keine neuen gebaut werden. Das ist nicht gut für den Standort Torrington. Unsere Mitarbeiter sind sehr qualifiziert und motiviert. Doch sie müssen ihre Erfahrung und ihr Können mit neuen jungen Mitarbeitern teilen, um dieses Ni-veau weiter hoch zu halten, für welches SHW in den USA bekannt ist.
Und jeden Tag, wenn ich zur Arbeit komme, bin ich immer noch beeindruckt von den großen Walzen, den Lagergrößen, den Ober-flächengenauigkeiten und den engen Tole-ranzen. Aber auch von den Freundschaften, die sich unter uns über Jahre manifestiert haben. Ich würde gerne noch weitere 45 Jahre für die SHW-CT Inc. arbeiten um dann als „the real old man“ in deren Annalen ein-zugehen. Ein Beitrag von Robert (Bob) Reichelt
SHW CT Inc.
„Einer der besten Kran-führer war eine Frau!“
6
Am 1. November 2008 ist die Werks-leitung in die Hände von George Shank übertragen worden. George Shank wird sich intensiv mit der Neuausrichtung des Werkes zu beschäftigen haben, um die Abhängigkeit vom instabilen Papiermarkt zu reduzieren.
Wir wünschen George Shank viel Erfolg.
Neuer Präsident bei SHW CT Inc.George Shank seit 1. November Werksleiter in Torrington
Geschäftsleitung
Foto: links: G. Shank rechts: U. Wittendorfer

Werk Wasseralfingen
7
Einweihung des GießereineubausFeierlichkeit
Nachdem Ende Februar das erste 12V46 Motorengehäuse gegossen wurde, fand die Einweihungsfeier zur neuen Gießerei am 27. Juni zu-sammen mit Vertretern unseres Kunden Wärtsilä statt.
Als Vertreter waren angereist: Pekka Siren, Sergio Razeto, Kari Hotanen, Yngve Bärgård, Lars Hellberg und Han van Wittmarschen.
Nach der musikalischen Begrüßung durch die SHW Bergkapelle hielt Herr Severing eine kurze Ansprache über die Entstehung und Entwicklung der neuen Gießerei für den Kunden Wärtsilä. Im Anschluss sprach Herr
Siren über die bisherige gute Zusammenar-beit mit SHW CT und zeigte sich sichtlich erstaunt und erfreut über das, was SHW CT in den vergangenen Monaten geleistet und auf die Beine gestellt hat.
Als Überraschung wurde anschließend ein 12V46 mit dem Luftkissen hereingefahren, aus dem im Takt der Musik Feuerwerks-
fontänen zündeten. Nicht nur unser Kunde zeigte sich von diesem Spektakel beein-druckt, der verantwortliche Pyrotechniker erntete reichlich verdienten Applaus.
Die Feierlichkeiten wurden durch ein gemeinsames Essen beschlossen.
Vertreter Wärtsilä mit unseren Geschäftsführern (v.l.n.r.: Pekka Siren, Sergio Razeto, Kari Hotanen, Yngve Bärgård, Ulrich Severing, Lars Hellberg, Han van Wittmarschen, Frank Motte.
Feuerwerk aus V46 Wärtsilämotorengehäuse
Fotos: Schwenninger

Neue Gießerei in Betrieb genommenNeubau
Nachdem in den Monaten zwischen August 2007 und Januar 2008 die mei-sten Montagetätigkeiten abgeschlossen waren, erfolgte am 29. Februar 2008 der erste Guss eines V46 12 Zylinder Mo-torengehäuses. In den darauffolgenden Monaten wurden die verschiedenen neuen Anlagen, wie z. B. die Sandgene-rierung, die Sandmischer und das Strahl-haus optimiert.
Nach der Einarbeitung der neuen Mitar-beiter speziell in der Kernmacherei und in der Strahlerei konnte die Leistung kontinuierlich gesteigert werden.
Vom ersten Abguss im Februar bis heute wurden bereits über 60 Motorengehäuse gefertigt.
Ein Beitrag von J. Dersch
Seit Februar 2008 bereits über 60 Motorengehäuse gefertigt
Fotos: Schwenninger
Werk Wasseralfingen
8
Neues Kerntransportsystemund Luftkissenfahrzeug
Betriebsfest 2008
Erweiterung Schmelzbetrieb
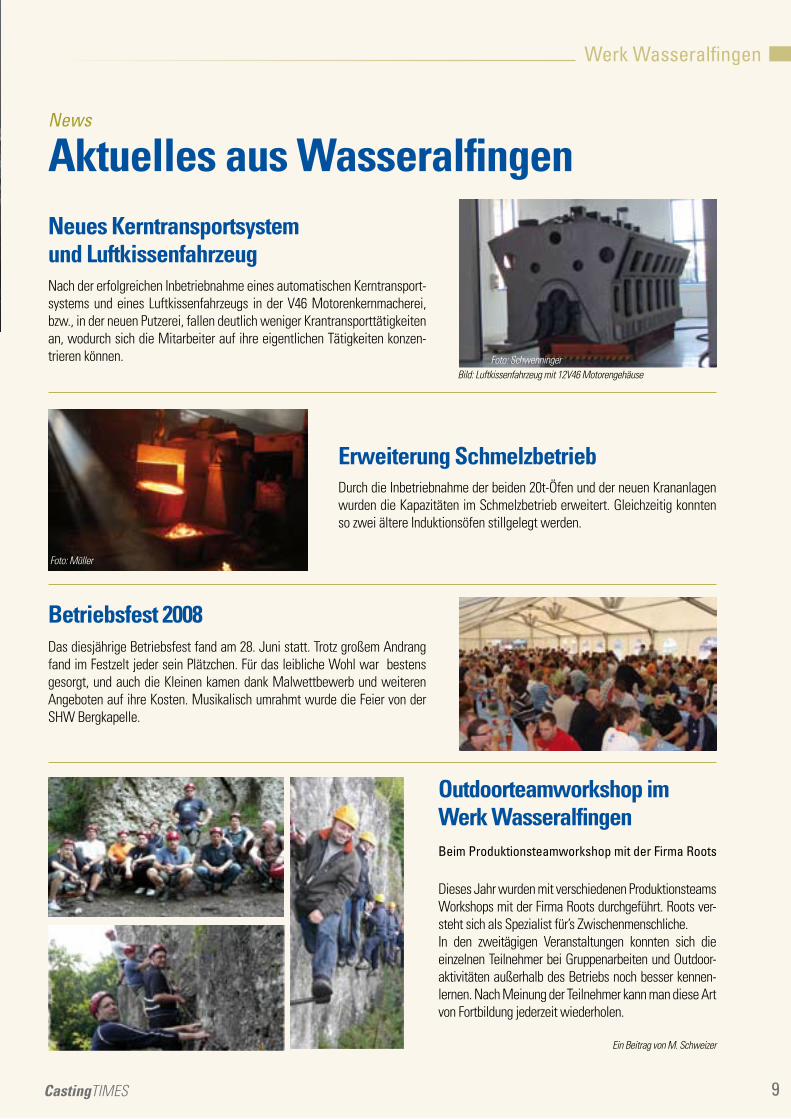
Nach der erfolgreichen Inbetriebnahme eines automatischen Kerntransport-systems und eines Luftkissenfahrzeugs in der V46 Motorenkernmacherei, bzw., in der neuen Putzerei, fallen deutlich weniger Krantransporttätigkeiten an, wodurch sich die Mitarbeiter auf ihre eigentlichen Tätigkeiten konzen-trieren können.
Das diesjährige Betriebsfest fand am 28. Juni statt. Trotz großem Andrang fand im Festzelt jeder sein Plätzchen. Für das leibliche Wohl war bestens gesorgt, und auch die Kleinen kamen dank Malwettbewerb und weiteren Angeboten auf ihre Kosten. Musikalisch umrahmt wurde die Feier von der SHW Bergkapelle.
Durch die Inbetriebnahme der beiden 20t-Öfen und der neuen Krananlagen wurden die Kapazitäten im Schmelzbetrieb erweitert. Gleichzeitig konnten so zwei ältere Induktionsöfen stillgelegt werden.
Aktuelles aus WasseralfingenNews
Foto: Schwenninger
Foto: Müller
Outdoorteamworkshop im Werk Wasseralfingen
Dieses Jahr wurden mit verschiedenen Produktionsteams Workshops mit der Firma Roots durchgeführt. Roots ver-steht sich als Spezialist für’s Zwischenmenschliche. In den zweitägigen Veranstaltungen konnten sich die einzelnen Teilnehmer bei Gruppenarbeiten und Outdoor-aktivitäten außerhalb des Betriebs noch besser kennen-lernen. Nach Meinung der Teilnehmer kann man diese Art von Fortbildung jederzeit wiederholen.
Ein Beitrag von M. Schweizer
Beim Produktionsteamworkshop mit der Firma Roots
Bild: Luftkissenfahrzeug mit 12V46 Motorengehäuse
Werk Wasseralfingen
9

10
Herr Orsini und Herr König sind als Vorar-beiter und Schichtführer in der CTD ange-stellt und schildern hier kurz, wie sie zum Gussputzen und zu SHW gekommen sind.
Herr Orsini arbeitete zunächst als Kfz-Me-chaniker. Danach wechselte er zur Firma Voith als Anlagenführer, wo er wenig später gefragt wurde, ob er nicht vorübergehend als Gussputzer in der Gießerei aushelfen könnte. Der Umgang mit den Maschinen und moderner Technik brachte Herrn Or-sini dazu, sich mit einer Gussputzerei für Putz- und Strahlarbeiten selbständig zu machen. Auf Grund der damalig schlech-ten wirtschaftlichen Situation wechselte er nach sieben Jahren wieder in eine Fest-anstellung in einer Gussputzerei, die auch für die SHW CT GmbH tätig war. Dadurch fand er den Weg nach Wasseralfingen, wo er seit dem 20. April 2007 Vorarbeiter der CT Dienstleistung GmbH ist.Somit wurden aus dem „kurzfristigen Aus-helfen“ als Gussputzer inzwischen 20 Jah-re, die Herr Orsini in keiner Weise bereut. Im Gegenteil, einen anderen Beruf könnte er sich kaum vorstellen. Die Arbeit ist ihm in Fleisch und Blut übergegangen, der Um-gang mit den Maschinen, dem Guss und auch der direkte Kontakt mit den Mitarbei-tern - eine Mischung, „… die einen gern zur Arbeit kommen lässt“.
CT Dienstleistung GmbH GussputzereiDie CT Dienstleistung GmbH wurde am 20.04.2007 gegründet.Heute sind bei der CTD insgesamt 38 Personen in den Werken Wasseralfingen und Königsbronn beschäftigt.
Herr König absolvierte zunächst eine Aus-bildung zum Bäcker und arbeitete einige Jahre in diesem Beruf. Ähnlich wie Herr Orsini kam er über Bekannte zu SHW, wo er inzwischen ebenfalls seit acht Jahren (frü-her ebenfalls noch bei einer Fremdfirma) als Gussputzer tätig ist. Auch ihm gefällt die Arbeit in der Produktion, was immer interessant, abwechslungsreich und eine ständige Herausforderung sei. Eine gute Motivation ist auch, dass man am Ende des Arbeitstages sieht, was man geleistet hat. Außerdem stimme das Arbeitsklima in der CTD und solange er könnte, würde er auch in diesem Beruf arbeiten.
Die vorausschauende Planung im Persona-leinsatz oder auch die Beschaffung der Ar-beitsmaterialien, bzw. Mittel zur Arbeitssi-cherheit, ist dabei sehr wichtig und nimmt einen großen Teil der Zeit in Anspruch. Diese Aufgaben teilen sich die beiden Vor-arbeiter im wöchentlichen Wechsel von Früh- und Spätschicht. Was allerdings immer schwieriger wird, ist das Finden geeigneter Mitarbeiter, da die Arbeit körperlich sehr anstrengend ist und die anfangs oft hohe Motivation und das Interesse an der Tätigkeit nachlässt.
Trotz des sehr guten Arbeitsklimas inner-halb der CT Dienstleistung GmbH finden es beide sehr schade, dass die CTD auch nach anderthalb Jahren Zugehörigkeit zur CT-Gruppe noch immer als Fremdfirma gesehen wird und dieses auch zu spüren bekommt. Hier wünschen sie sich mehr In-tegration sowie eine engere und bessere Zusammenarbeit.
Die CT-Gruppe umfasst derzeit 5 Produktionsstätten CT
GmbH
SHW CastingTechnologies
GmbH
SHW CastingTechnologies
Inc.
WerkWasser-alfingen
WerkKönigs-bronn
WerkTorring-
ton
WerkHeiden-
heim
WerkKiel
Heidenheimer Gießerei GmbH
& Co. KG
GießereiKiel GmbH
Infografik: cross7media GmbH
CT Dienst-leistung GmbH
CT Immobilien-gesellschaft
mbH & Co. KG
Gießerei Kiel Immo-biliengesellschaft
mbH & Co. KGGussputzerei Grundbesitz Wasseralfingen
und KönigsbronnGrundbesitz Kiel
CT-Gruppe
Werk Wasseralfingen

Werk Wasseralfingen
Auf dieser Maschine wird die A, B und C-Bearbeitung der Motorengehäuse für den russischen Kunden Kolomna durchge-führt. Die ersten Späne sollen planmäßig ab Mitte November fallen. Wir bearbei-ten auf der neuen Maschine zunächst un-sere Spannplatten zur Aufspannung der Motoren. Danach werden zwei Probemo-toren fertig gestellt, um alle Abläufe und den Werkzeugeinsatz zu testen.
Wir fertigen dann ab Januar 2009 bis zu vier Motorengehäuse pro Woche und stei-gern damit den Lieferumfang an unseren Kunden in Russland. Qualität wird unser oberstes Gebot sein, dafür hat das abge-bildete Team hart gearbeitet: Auslegung
der Bearbeitungsabläufe, Entwurf der Vorrichtungen, Auswahl der Werkzeuge, Erstellen der NC Programme, Auslegung der Messmittel, Mithilfe beim Aufbau und Ausrichten der Bearbeitungsmaschi-ne sowie wöchentliche Qualitätskontrolle der bei unserem Lieferanten in Döbeln gefertigten Motoren. Wenn die Maschine läuft, werden die Motoren von den Mit-arbeitern (Zerspanungsmechaniker) im 3-Schicht-Betrieb gefertigt.
Das persönliche Statement von Herrn Knäbel bringt es auf den Punkt: Ohne das Engagement, den Einsatz, die Ausdauer des Teams könnte das neue Standbein für SHW CT in Königsbronn
nicht aufgebaut werden. Ich bin stolz auf meine Mannschaft! Trotz Ausfall eines Mitarbeiters der Firma G&A ist es uns gelungen, durch Einsatz der eigenen Mit-arbeiter und unserer Instandhaltung den eng gesteckten Terminplan für den Auf-bau der Maschine einzuhalten.
Ich bin sicher, dass mit so einer Mannschaft auch der Aufbau der 2. Bearbeitungsma-schine der PAMA Speedram 3000 ebenso gut über die Bühne gehen wird. Ich freue mich schon auf den Tag, an dem wir Herrn Severing das viele Geld, das er so großzü-gig investiert hat, durch unsere Produktion wieder „heimzahlen“ können.“
Ein Beitrag von U. Knäbel
Neue BearbeitungshalleNeue Halle für Bearbeitungsmaschine für Kunde Kolomna und weitere Kunden
Produktion
Bearbeitungsmaschine für Kolomna
Foto oben rechts: Dieses Bild macht die riesigen Ausmaße des Fundaments für die Fahrständermaschine von der Firma PAMA deutlich, mit deren Aufbau wir jetzt begonnen haben. Auf dieser Maschine werden verschiedene Teile unserer Kunden gefertigt, die wir schon heutein den SHW Gießereien gießen.
Foto rechts:Das Bild zeigt im Hintergrund die Maschine Mutitec von Waldrich Coburg zur Bearbeitung der 16 Zylinder V-Motoren für den Kunden Kolomna. Im Vordergrund die Mannschaft (von links nach rechts): Hr. Knäbel (Leiter der neuen Bearbeitungshalle und Projektleiter für den Aufbau der Halle und der Maschinen), Hr. Klawonn, Hr. Zinn-bauer, Hr. Oberst, Hr. Göttling, Hr. D´Amore, Hr. Sinasi, Hr. Reißer, Hr. Grizmann, Hr. Ax von der Firma G&A Laser-Meßtechnik GmbH verantwortlich für den Aufbau der Maschine und Hr. Lutz.
Fundament Fahrständermaschine
11
Werk Königsbronn

Werk Königsbronn
Dabei muss mit den anderen Abteilungen sowie den Kunden und Zulieferern eng zusammengearbeitet werden.Beheizte Kalanderwalzen werden schon in der Angebotsphase mit dem sog. SHW-Auslegungs-Datenblatt nachgerechnet. Dazu sind die Hauptabmessungen und die Einsatzdaten erforderlich.Im Auftragsfall werden weitere konstruk-tionsbegleitende Berechnungen durchge-führt. Die Außenkontur der Walzen wird von den Kunden vorgegeben, muss aber meistens an die SHW-Fertigungs- und Konstruktionsstandards angepasst wer-den. Bei den beheizten Walzen wird zu-sätzlich das „Innenleben“ und der Dicht-kopfanschluss konstruiert.Die zwei Haupttypen Äquitherm®-V-Walzen und Äquitherm®-P-Walzen sind in weitere Untertypen unterteilt Die wasser- oder ölbeheizten Äquitherm®-V-Walzen, d.h. Walzen mit eingeschrumpf-tem Verdrängerkörper in der Zentral-bohrung, gibt es in den Ausführungen dickwandig, Standard und dünnwandig. Die Walzendurchmesser liegen entspre-chend den Kokillendurchmessern etwa im Bereich von Ø220 mm bis Ø1270 mm,
meist im Abstand von ein bis zwei Zoll.Die Ausführungen der periphergebohrten Walzen, der sog. Äquitherm®-P-Walzen, sind abhängig von Durchfluss-System, Heizmedium (Wasser oder Thermalöl), Material und Abmessungen. Auch hier gibt es einen großen Durchmesserbereich von Ø250 mm bis Ø1650 mm im Abstand von ca. zwei Zoll. Die Typen MONO-LT, DUO-LT, TRI-LT, TRI-HT werden in der Re-gel für kleine bis mittlere und die Typen DUO-HT, DUO-VP, DUO-ST, DUO-HTA, TRI-II-LT, TRI-II-HT, TRI-II-ST für mittlere bis große Walzendurchmesser verwendet.Dazu kommen noch diverse Sonder-konstruktionen und natürlich die un-beheizten Walzen mit angegossenen, eingeschrumpften oder angeschraubten Zapfen.Durch die verschiedenen Kombinationen von Walzendurchmesser, Länge, Typ und Außenkontur ergibt sich eine Vielzahl von Variationen. Tatsächlich sind die Kalan-derwalzen für jedes Projekt unterschied-lich. Seltene Ausnahmen sind Nachfol-geaufträge und Ersatzbeschaffungen. Ein Projekt umfasst normalerweise ein bis drei Walzen, selten auch mal zehn Walzen.
Ein Beispiel: Eine große P-Walze mit Ø1575 mm, die von außen aussieht wie ein Walzenkörper mit zwei angeschraubten Zapfen, besteht in Wirklichkeit mit Wal-zenkörper, Flanschzapfen, Innenteilen, Schrauben, Dichtungen usw. aus 35 ver-schiedenen Teilen und insgesamt 697 Ein-zelteilen. Dafür müssen 21 Zeichnungen sowie eine Fertigungsstückliste und eine Kundenstückliste erstellt werden. Zur Ar-chivierung werden die Zeichnungen auf Transparentpapier gedruckt. Für einen Auftrag mit drei Walzen müssen für die Arbeitsvorbereitung, die Fertigung, die Zulieferer und den Kunden insgesamt 144 Papierzeichnungen gedruckt, gefaltet und beschriftet werden. Dazu sind 7 bzw. 2 Kopien der Stücklisten erforderlich. Au-ßerdem müssen 18 Zeichnungen und die Kundenstückliste im pdf-Format und die Flanschzapfenzeichnungen im dxf-Format bereitgestellt werden.Weitere Aufgabenbereiche sind z.B. die Verwaltung des Zeichnungsarchivs, so-wie die Erstellung und Verwaltung der Werknormen.
Ein Beitrag von J. Holzhäuer
Vorstellung der Abteilung KonstruktionIn der Abteilung Konstruktion im Werk Königsbronn werden von mo-mentan vier Mitarbeiterinnen und Mitarbeitern hauptsächlich Ausle-gungen, Berechnungen und Fertigungszeichnungen für beheizte und unbeheizte Papierkalanderwalzen erstellt.
Konstruktion
12
Werk Königsbronn
Abteilung Konstruktion, v.l.n.r.: Frau Veh, Herr Holzhäuer, Herr Hammel, Frau Burger
Flanschzapfen mit Dichtungen und Innenteilen in Explosionsdarstellung

Am Sonntag, den 27.04.2008 fand ein von mir organisiertes und von der Kreis-verkehrswacht Ostalbkreis geleitetes Fahrsicherheitstraining für Motorradfah-rer statt. Die Zielgruppe waren berufliche Vielfahrer sowie alle, die für den Arbeits-weg ein motorisiertes Zweirad benutzen.Das Training fand in Schwäbisch Gmünd auf dem Parkplatz der Firma ZF statt.Es wurde von Herrn Roland Lutz, der im Ostalbkreis als Motorradpolizist unter-wegs ist, geleitet. Dieser wurde von Jo-hann Schill, der Fahrlehrer ist, unterstützt.Um 8:30 Uhr wurden 18 Motorradfahrer-/innen nach kurzer Vorstellungsrunde über richtige Kleidung und wichtige technische Details, wie z.B. Prüfung des Lenkkopfla-gers, am Zweirad unterwiesen. Bei herr-lich frühlingshaftem Wetter ging es mit
Aufwärmübungen wie Schrittgeschwin-digkeitsfahren über eine längere Strecke los. Es folgten Gleichgewichtsübungen;
• Auf dem Sattel kniend, stehend, beidar • mig und einarmig fahren• Auf einer Seite des Motorrads auf den • Fußrastern stehend Kurven fahren• Stehend und freihändig fahren, u.v.m...
Dabei kam manch einer/eine doch schon ins Schwitzen.Es folgten Slalom und Ausweichübungen und schon war es Mittagszeit.Nach einem stärkenden Mittagessen ging es in Theorie und Praxis weiter.Mit aufgestellter Gefahrenstelle wurden Brems- und Ausweichübungen, sowie Re-aktion jedes Einzelnen getestet, wobei der
Eine oder Andere doch feststellen muss-te, was für Auswirkungen eine falsche Reaktion haben kann. Kurven fahren… mit welcher Geschwindigkeit ohne mit dem Zweirad abzufliegen?Das und wie der bzw. die Motorradfah-rer/in die Kurve einfährt und mit wel-cher Technik die Kurve durchfahren wird, muss jeder mit sich selbst ausmachen.Vollbremsungen, auch das sollte gekonnt sein; dabei das Gleichgewicht nicht ver-lieren und das Motorrad sicher zum Ste-hen bringen. Beeindruckend war hier die von Herrn Lutz vorgeführte Vollbremsung aus 90 km/h.Ich denke, jedem der 18 Teilnehmer hat der Übungstag sehr gut gefallen und jeder hat für seinen Teil etwas dazugelernt. Es hat sich wirklich gelohnt...
Ein Beitrag von L. Behm
Für unsere SicherheitZweiradtraining am 27.04.2008
Sicherheit
Nach meiner Ausbildung von 1988-1990 zum Techniker Fachrichtung Feinwerktechnik mit Schwerpunkt Fertigungstechnik bewarb ich mich auf eine Zeitungsanzeige für das Werk in Königsbronn.Meine persönlichen Planungen waren da-mals aber eher anders. Ich stellte mir einen Arbeitsplatz im Bereich der Feinwerktechnik vor.Nach einer Betriebsführung bei SHW in Königsbronn wurde aber mein Interesse von diesen großen Bauteilen und deren Bearbei-tung geweckt.Seit 1990 bin ich als Techniker in der Abtei-
lung Arbeitsvorbereitung beschäftigt. Meine Aufgaben hier sind die Programmierung der CNC-Maschinen, für den VK2 Bereich bin ich mit zuständig, für die Fertigungsplanung, die Fertigungssteuerung sowie die Erstellung der hierfür notwendigen Vorkalkulationen. Wenn erforderlich, muss auch noch eine gültige Fertigungszeichnung erstellt wer-den. Bei regelmäßigen Treffen ehemaliger Absolventen der Technikerschule werde ich immer wieder gefragt, warum ich gerade diesen Berufsweg eingeschlagen habe.Die Aussage, das Bearbeiten von großen
Werkstücken unterscheide sich nicht von der Bearbeitung kleiner Werkstücke, ist falsch. Gerade bei der Großteilbearbeitung sind täglich verschiedene Probleme zu lösen und mehr Flexibilität erforderlich, das macht diese Arbeit einfach interessant. In meiner Freizeitgestaltung bin ich in der Stadtkapelle Oberkochen aktiv, hier spiele ich seit 34 Jahren Waldhorn.
Vorstellung Martin VeileTechniker in der Abteilung Arbeitsvorbereitung
Menschen
Foto Mitte: Team des Motorradsicherheitstrainings 2008
13
Werk Königsbronn
Flanschzapfen mit Dichtungen und Innenteilen in Explosionsdarstellung

Neue Produktionshalle fertig
Inbetriebnahme einer Muldenbandstrahlanlage
Die neue Produktionshalle ist nun fertig gestellt. Mit dem 80t Kran des Herstellers Voith Traun lassen sich die in Arbeit befindlichen Formen problemlos handhaben. Sukzessive wird nun in der neuen Fertigungsstätte das Personal aufgebaut und somit auch die Produktion gesteigert.
Gut bewährt hat sich zwischenzeitlich auch der neue Formsandmischer der Fa. Wöhr mit zwei Leistungsstufen von 28 und 48t/h. Der Mischerarm, bzw. der Sandauslauf, kann von 1,5m bis ca. 4,2m Höhe verfahren werden. Außerdem sorgen zwei Gruben mit den Maßen 9x8x3,3m und 7,5x7,5x3,3m für flexible Fertigungsmöglichkeiten. Die gesamten Ver- und Entsorgungsleitungen sind bei dem Neubau in geordneten Verhältnissen auf dem Hallen-dach installiert.
Die Belegschaft der Heidenheimer Gießerei ist stolz auf dieses neue Bauwerk. Nicht zuletzt deshalb, weil in den vergangenen Jahren, oder fast Jahrzehnten, unter der alten Führung so gut wie nichts investiert wurde. Erst mit Übernahme der HG in die CT-Gruppe wurden in den Jahren 2006 bis 2008 in Summe ca. 6 € investiert. Nachdem nun bereits die Produktion in der neuen Halle begonnen hat, obwohl die Bauarbeiten noch nicht restlos abgeschlossen sind, fand am 02. Oktober die offizielle Einweihungsfeier im feierlichen Rahmen statt.
Die Kokillenwirtschaft stellt in einer Gießerei, die viele unterschiedliche Teile in Gussei-sen mit Kugelgraphit fertigt, immer ein Problem dar. Die zum Einsatz kommenden Kühlko-killen, meistens aus Gusseisen oder Stahl, müssen unbedingt sauber gestrahlt sein. Bei Nichteinhaltung dieser Maßgabe kann es zu schwerwiegenden Gussfehlern, die bis zum Ausschuss führen können, kommen.
Um dieser Problematik Rechnung zu tragen hat sich die HG entschlossen, eigens für diese Arbeiten eine Muldenbandstrahlanlage mit anschließendem Sortierband zu beschaffen.
Diese Anlage kann Chargen bis zu 1500kg strahlen. Die Einzelstückgewichte können bis zu 200kg betragen.
Die Kokillenbereitstellung für die Formerei kann, bedingt durch die schnelle Verfügbar-keit der Anlage, in Kürze erfolgen. Außerdem kann dadurch der Kokillenbestand reduziert werden.
Aktuelles aus HeidenheimNews
Das Wachstum geht weiter: neue Produktions-halle, neue Anlagen und neue Rekorde.
Erster Abguss in der neuen Halle
Ver- und Entsorgungsleitungen auf dem Dach
Wöhrmischer
Muldenbandstrahlmaschine
14
Heidenheimer Gießerei
Längster Tragkörper in der Geschichte der HG
Abguss eines 64t schweren Dampfturbinengehäuses
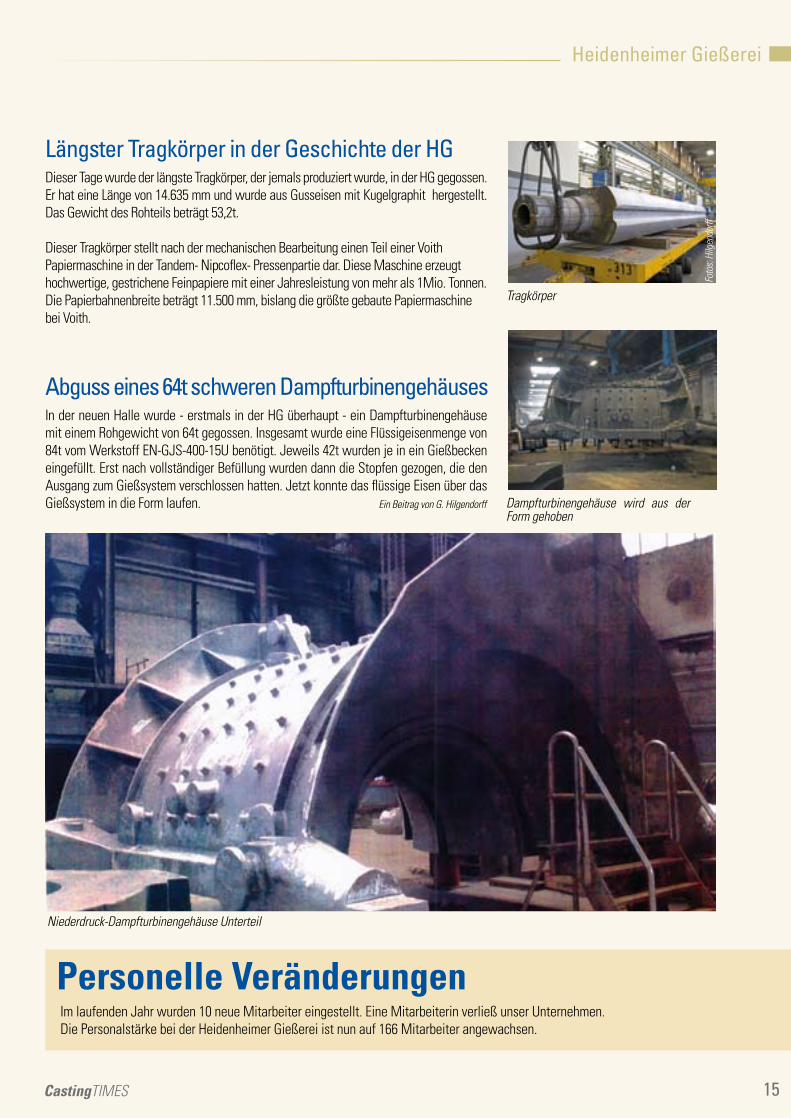
Dieser Tage wurde der längste Tragkörper, der jemals produziert wurde, in der HG gegossen. Er hat eine Länge von 14.635 mm und wurde aus Gusseisen mit Kugelgraphit hergestellt. Das Gewicht des Rohteils beträgt 53,2t.
Dieser Tragkörper stellt nach der mechanischen Bearbeitung einen Teil einer Voith Papiermaschine in der Tandem- Nipcoflex- Pressenpartie dar. Diese Maschine erzeugt hochwertige, gestrichene Feinpapiere mit einer Jahresleistung von mehr als 1Mio. Tonnen. Die Papierbahnenbreite beträgt 11.500 mm, bislang die größte gebaute Papiermaschine bei Voith.
In der neuen Halle wurde - erstmals in der HG überhaupt - ein Dampfturbinengehäuse mit einem Rohgewicht von 64t gegossen. Insgesamt wurde eine Flüssigeisenmenge von 84t vom Werkstoff EN-GJS-400-15U benötigt. Jeweils 42t wurden je in ein Gießbecken eingefüllt. Erst nach vollständiger Befüllung wurden dann die Stopfen gezogen, die den Ausgang zum Gießsystem verschlossen hatten. Jetzt konnte das flüssige Eisen über das Gießsystem in die Form laufen. Ein Beitrag von G. Hilgendorff
Personelle VeränderungenIm laufenden Jahr wurden 10 neue Mitarbeiter eingestellt. Eine Mitarbeiterin verließ unser Unternehmen. Die Personalstärke bei der Heidenheimer Gießerei ist nun auf 166 Mitarbeiter angewachsen.
Tragkörper
Dampfturbinengehäuse wird aus der Form gehoben
Foto
s: Hi
lgend
orff
Niederdruck-Dampfturbinengehäuse Unterteil
Heidenheimer Gießerei
15

Sommerfest der „Vielfalt“Events
Gemeinsam mit der Firma Caterpillar Motoren feierte die Gießerei Kiel am Samstag, den 30.08.2008 das diesjährige Sommerfest.
Bei strahlend blauem Sommerwetter, konn-ten die Mitarbeiter und ihre Familienange-hörigen Live-Musik der unterschiedlichsten Stilrichtungen erleben und sich dabei an den internationalen Ständen mit insgesamt 20 landestypischen Speisen und Getränken stärken.
Für die Kleinen Gäste gab es abwechslungs-reiche Aktionen wie Torwandschießen, Malwettbewerb und Kinderschminken. Der Hauptgewinn der Tombola war eine
Kreuzfahrt mit der Color Fantasy. Während der zahlreichen Veranstaltungen nutzten viele Kollegen die Möglichkeit, sich mit den ebenfalls anwesenden „Ruheständlern“ über alte Zeiten aber auch über die jetzt sichtbaren Bauaktivitäten der Gießereier-weiterung zu unterhalten.
Vielen Dank an alle Mitarbeiterinnen und Mitarbeiter, die zu diesem gelungenen Tag beigetragen haben. Ein Beitrag von P. Holzhauer u. T. Plath, Bilder von T. Plath
300 Tage ohne Unfälle mit AusfalltagenAm 22.09.2008 haben wir 300 Tage ohne Unfälle mit Ausfalltagen geschafft!
Ein großes Dankeschön geht an die gesamte Belegschaft, die durch ihr sicheres Verhalten dazu beigetragen hat.
Jeder Mitarbeiter hat als Dankeschön 1 „Sweatshirt-Troyer“ erhalten.
Weiter so!!Unser Ziel ist es, die 362 Tage ohne Unfall mit Ausfalltagen aus 2007 zu übertreffen! Ein Beitrag von T. Plath
16
Gießerei Kiel

Am 19. Juni 2008 wurden im Industriemu-seum Howaldtsche Metallgießerei (Bild oben rechts) die Kooperationsvereinba-rungen zwischen der Gesamtschule Fried-richsort und der Peter Petersen Hauptschu-le mit der Gießerei Kiel GmbH übergeben.
Durch die Zusammenarbeit zwischen Schule und Betrieb sollen die Schülerinnen und Schüler auf ihre zukünftig unterschied-lichen Rollen im Wirtschaftsleben vor-bereitet werden sowie eine verbesserte
Am 01.09.2008 beginnt für 6 junge Leute ein neuer Abschnitt in ihrem Leben. Neben 5 jungen Männern bilden wir zum ersten Mal eine weibliche Auszubildende für den Beruf des Gießereimechanikers aus.
Nicht nur für die jungen Leute beginnt etwas Neues und Aufregendes, sondern auch für uns. Es sind die ersten Auszubil-denden, die einen Ausbildungsvertrag mit der Gießerei Kiel GmbH geschlossen ha-ben. Ein Beitrag von P. Holzhauer, Bilder von T. Plath
Berufsvorbereitung bekommen. Mit der von der Industrie- und Handelskammer zu Kiel (IHK) vermittelten Initiative sollen die Schüler die Möglichkeit zu Betriebserkun-dungen und Praktika bei der Gießerei Kiel erhalten. Als Gegenleistung bieten die Schulen unterschiedliche Aktivitäten wie z.B. Musikveranstaltungen, Thea-teraufführungen und Ausstellungen von Kunstwerken an.
Ein Beitrag von P. Holzhauer, Bilder von T. Plath
Kooperation aus einem Guss
Ausbildungsbeginn September 2008
Die Schüler erhalten die Möglichkeit zu Betriebs-erkundungen und Praktika bei der Gießerei Kiel
Vorstellung unserer neuen Auszubildenden
Ausbildung
Ausbildung
Herr Christiansen mit den Schulleitern der Kooperationsschulen (links Herr Weigel, rechts Herr von Seeler)
HowaldtscheMetallgießerei e.V.
v. links n. rechts: Christopher Luksnat, Jan Phillip Berg, Dennis Isendick und Torge EbsenBianca Ziebell Maik Scholtz
Wir wünschen unseren neuen Auszubildenden „Glück auf!“
Gießerei Kiel
17

Es hat sich viel getanGießereiausbau
Seit der letzten Ausgabe der Casting Times im Februar 2008, Artikel Hallenerweiterung/Gießereiausbau, hat sich viel getan.
Mittlerweile wurde „STEP 1“ (s. Bild) wieder zurückgebaut, um die auf 160 t Tragkraft verstärkte Kranbahn in das Hal-lenschiff einbringen zu können. Unter die-sem „Hallenbereich“ werden inzwischen die Kellerfundamente für 4 Sandsilos, die Maschinenkeller für das Strahlhaus von der Firma Rump sowie für die Sandaufga-bestelle der Sandregenerierung der Firma FAT und eine neue Gießgrube für 4 Form-plätze errichtet.
Um mit „STEP 3“ beginnen zu können, wurde vom 24.05. – 25.05.08 das Ge-bäude 16 abgerissen. Hierzu wurde aus arbeitssicherheitstechnischen Gründen in versetzten Schichten gearbeitet. Der
Bauantrag für „STEP 3“ wurde mit Öf-fentlichkeitsbeteiligung Anfang Februar gestellt. Es sind keine Einsprüche beim zuständigen Umweltamt eingegangen. Die Baugenehmigung wurde mit entspre-chenden Auflagen erteilt.
Ein Beitrag von P. Holzhauer, Bilder von T. Plath
Bilder (von oben nach unten) :1. Abriss Geb. 16
2. Rückbau „STEP 1“3. Aktueller Blick auf die Baustelle
18
Gießerei Kiel

bereitgestellte leckere Büffet von dem an-gehenden Ruheständler eröffnet.
Als zunächst letzten Kollegen verabschie-deten wir Ismail Özgünay. Ismail Özgünay war hauptsächlich in der Nachtschicht im Schmelzbetrieb eingesetzt. Er wurde als sehr motivierter und flexibler Mitarbeiter von seinen Kollegen geschätzt. Seine fei-erliche Verabschiedung fand in unserem neuen Betriebsratsbüro statt, in dem eben-falls ein leckeres Abschiedsbüffet für alle
bereitgestellt war. Waldemar Schönebeck und Rüdiger Klement überreichten dem an-gehenden Vorruheständler eine gegossene Wandtafel mit dem traditionellen Motiv eines Kupolofens zur Erinnerung an seinen langjährigen Arbeitsplatz in der Gießerei.
Die Kollegen und Mitarbeiter wünschen den „3 Vorruheständlern“ auf diesem Wege nochmals für die Zukunft vor allem viel Gesundheit und alles Gute.
Beitrag und Bilder von T. Plath
Den Anfang machte Ende Februar unser „Wolli.“ Als Vorarbeiter in der Handforme-rei war Wolfgang Böttcher schon früh um 03.30 Uhr mit den morgendlichen Über-raschungen der Gießereibranche bestens vertraut.
Durch seine ruhige und besonnene Art konnte er aber derartige „Startprobleme“ schnell und problemlos beseitigen. Bei einer Feier in der großen Pause wurde eigens für diesen Termin, Wolli`s treuer Wegbegleiter „Ausgebaut.“ Feierlich wur-de der „Startknopf der Sandregenerierung montiert auf Eichenholz“und somit für die häusliche Wandmontage vorgesehen, von Herrn Christiansen überreicht.
Ende Mai war es dann auch für Sedat Öz-dalyan soweit. Unser Kollege Sedat war in der Frühschicht mit der aufwendigen Kernfertigung für Ersatzteil-Zylinderköpfe betraut. Betrachtete man bei Sedat das handwerkliche Geschick und seine Ar-beitsweise, so viel auf, dass man nur sehr selten einen Mitarbeiter findet, der mit soviel Mühe und Genauigkeit die einzel-nen Arbeitsschritte verrichtet. Nach der Verabschiedung durch Herrn Christiansen und allen geladenen Gästen, wurde das
„Alles Gute“ für den 3. LebensabschnittFür unsere 3 Kollegen hieß es, zwar zu unterschiedlichen Zeiten, nun zum letzten Male früh aufstehen, schnell frühstücken, Tasche packen und ab zur Arbeit. Wir wünschen für die Zukunft alles Gute.
Menschen
Wolfgang Böttcher, seit 17.05.1973 bei uns beschäftigt als Vorarbeiter, ging in den Ruhestand am 28.02.2008
Wolfgang Böttcher bekam ein ganz besonderes Andenken überreicht - den Startknopf der Sandregenerierung, montiert auf einer Eichenholzplatte.
Sedat Özdalyan, seit 01.12.1989 bei uns be-schäftigt als Kernmacher, ging in den Ruhe-stand am 31.05.2008
Ismail Özgünay, seit 01.10.1974 bei uns als Schmelzer beschäftigt, ging in den Ruhestand am 31.08.2008
Gießerei Kiel
19

torblöcken. In der CT-Gruppe beträgt der Anteil GGG ca. 95%.
Wir wurden in der Gießerei sehr freund-lich von den Mitarbeitern empfangen und haben sehr offen die jeweiligen Er-fahrungen im Umgang mit den täglichen Herausforderungen wie Gussschweißen, Kokillenverwaltung, Sandregenerierung, Formtechnik in der Serienproduktion und Lunkerprobleme bei GGG diskutiert . Ein großer Vorteil in dem Miteinander liegt in der Tatsache, dass hier zwei Gießereien
Kontakt haben, die zwar das gleiche Pro-dukt fertigen, jedoch unterschiedliche Segmente bedienen und damit nicht im Wettbewerb stehen. So hat die eine Seite weitreichende Erfahrungen in der Auto-matisierung von Fertigungsprozessen und die andere in der Herstellung von Motor-blöcken aus Gusseisen mit Kugelgraphit. Da der Erfahrungsaustausch für beide Seiten hilfreich war, ist ein Gegenbesuch im nächsten Jahr angedacht.
Ein Beitrag von R. Junold, Bilder von R. Junold
Anlass für diesen Besuch war der gegen-seitige Wunsch, durch den Austausch von Erfahrungen, Ansätze zur Verbesserung von Qualitätsabläufen und gießereispe-zifischen Problemstellungen zu finden. Anfang September konnten dann 4 Mit-arbeiter der CT-Gruppe in Begleitung des für die Betreuung der Gießereiprodukte zuständigen Caterpillar-Mitarbeiters die Motoren-Gießerei von Caterpillar in den USA besuchen. Diese ist, ca. 4 Stunden Fahrzeit von Chicago entfernt, in der Stadt Mapleton im Staat Illinoise ansässig.
Die Gießerei hat zurzeit ca. 800 Mitarbei-ter, die ca. 170.000t Guss pro Jahr her-stellen. Die Produkte sind hauptsächlich Motorblöcke für Baufahrzeuge und Lo-komotiven sowie die dazugehörigen Zy-linderköpfe und Laufbuchsen. Der größte Block wiegt 18t. An Werkstoffen wird zu 94% Gusseisen mit Lamellengraphit (GG) hergestellt, der Rest sind Gusseisen mit Vermiculargraphit (GGV) für Zylinderköpfe und ca. 5% Gusseisen mit Kugelgraphit (GGG) für die neue Generation von Mo-
Besuch der CATERPILLAR-Gießerei in Mapleton, Illinois, USAEine Delegation der CT-Gruppe konnte auf Vermittlung von Caterpillar Kiel (KEC) die Motoren-Giesserei in den USA besuchen.
Erfahrungsaustausch
Blick auf die Skyline von Chicago, der Hauptstadt des Bundestaates Illinois
Typisch für die USA: riesige Trucks transportieren Güter durch das ganze Land
Unsere Delegation bei Caterpillar in Mapleton
20
Gießerei Kiel

21
Auch in diesem Jahr wurden bedingt durch den Gießereiausbau und die gute Auftragslage zahlreiche neue Mitarbeiter eingestellt. Auf die Werke Königsbronn und Wasseralfingen verteilt sind dies 42 neue Kollegen in Königsbronn und 56 neue Mitarbeiter in Wasseralfingen. Hier stellen sich einige Kollegen kurz vor.
Werk Wasseralfingen:Roland Sonleitner 12.01.2008Seyit Karadeniz 16.02.2008Alexander Heibel 02.03.2008Andreas Lang 01.04.2008Michael Schwarzer 01.06.2008Heiko Hammele 01.06.2008Markus Schweizer 01.07.2008 Jens Dambacher 07.09.2008Peter Holzner 07.09.2008 Markus Wiedmann 07.09.2008Uwe Riek 01.10.2008
Werk Königsbronn: Ulrike Geissler 01.01.2008Norbert Pöstinger 07.01.2008Gerhard Kopp 12.01.2008Susanne Sturm 01.03.2008Bernd Berker 07.09.2008
Werk Wasseralfingen:Rudi Weitmann 01.09.2008Karl-Heinz Schiele 01.09.2008
Werk Königsbronn: Manfred Hartmann 13.07.2008Alessandro Aldo 31.08.2008Jozsef Szauer 26.09.2008
Heidenheimer Gießerei: Hans-Dieter Zimmermann 01.09.2008
Werk Wasseralfingen:Paskal Hammele 13.03.2008Josef Rathgeber 10.06.2008
Heidenheimer Gießerei:Werner Gröninger 02.09.2008
Wir gratulieren herzlichMenschen
Die 25- und 40-jährigen Jubilare werden am 21.11.2008 mit einer Feier geehrt.
10-jähriges Jubiläum 25-jähriges Jubiläum
40-jähriges Jubiläum
Neueinstellungen in der CT-Gruppe
Stefan Wandel
Herr Wandel ist seit dem 01.07.2008 für unser Unternehmen tätig. Er ist als Diplom-Ingenieur (FH) für Gießerei-technik im Werk Wasseralfingen einge-setzt. Herr Wandel hat Maschinenbau/Fertigungstechnik an der Hochschule Aalen mit Vertiefungsblöcken Ferti-gungstechnik und Qualitätsmanagement
studiert und sein Studium im Februar 2008 erfolgreich abgeschlos-sen. Seine Diplomarbeit hat er bei Professor Dr.-Ing. Lothar Kallien zum Thema „Aufbau einer Feingusslinie im Gießereilabor für die Her-stellung von Magnesium-Gussteilen“ geschrieben.
Peter Kaiser
Herr Kaiser ist seit dem 01.08.2008 im Werk Wasseralfingen als ERP-Betreuer für das AX-System eingesetzt. Er ist zu-ständig für alle Module, die Koordinierung und das Management der externen IT-Partner, die Konzeption von Anpassungen, die durch das Systemhaus programmiert werden sowie für die Betreuung der An-
wender, die Verantwortung für den Betrieb, die Anpassung und die Erweiterung des ERP-Systems. Herr Kaiser verfügt über langjährige Erfahrungen im Bereich Dynamics AX und war zuletzt als Mitarbeiter in einem Microsoft Dynamics AX Unternehmen in der Region tätig.
CT Allgemein

Jürgen Schlotterer
Herr Schlotterer ist seit dem 01.04.2008 für unser Unternehmen tätig. Er ist als Qualitätsmanager für die Aufrecht-erhaltung und Weiterentwicklung des bestehenden QMS ISO 9001:2000, die Erweiterung des QMS auf ISO 14001, die Steuerung und Durchführung der internen Audits an den verschiedenen
Standorten der SHW CT sowie das Führen der Abteilung Qualitäts-prüfung mit Messraum und Zerstörungsfreier Prüfung zuständig. Herr Schlotterer hat Oberflächentechnik und Werkstoffkunde studiert und sich als TQM-Beauftragter und Interner Auditor weitergebildet und verfügt des Weiteren über langjährige Erfahrungen als Qualitätsma-nager.
Uwe Knäbel
Herr Knäbel ist seit dem 01.05.2008 für unser Werk in Königsbronn als Tech-nischer Leiter Frästechnik tätig. Er ist für die sich im Aufbau befindende BW 2 zuständig. Herr Knäbel ist Ma-schinenbauingenieur mit Fachrichtung Fertigungstechnik und verfügt über langjährige Erfahrungen als Leiter der mechanischen Fertigung.
Außerdem konnten folgende Teilnehmer aus der Umschulungs-maßnahme zur Fachkraft Gießerei mit dem externen Bil-dungsträger TÜV Süd Akademie und der Zeitarbeitsfirma Perso-naldienstleistungen time Partner nun fest eingestellt werden:
Feste Übernahmen ab 01.06.2008 in Wasseralfingen:1.Marco Dünne2. Olaf König3. Mike Pauli4. Jörg Mittenentzwei
Feste Übernahmen ab 01.07.2008 in Königsbronn:1. Marco Gramsch2. Uwe Schönbier3. René Krenn4. Theodor Röhl
Feste Übernahmen ab 01.09.2008 in Wasseralfingen:1. Jan Hirschmeier2. Hans-Wolfgang Zobel
Feste Übernahmen ab 01.09.2008 in Königsbronn:1. Matthias Engels2. Pierre Fröhlich
Andreas LeschikHerr Leschik ist seit dem 01.10.2008 als EDV-Leiter für die gesamte IT der SHW Casting Technologies GmbH sowie der Heidenheimer Gießerei und der Gie-ßerei Kiel verantwortlich. Damit ist er unter anderem für folgende Aufgaben zuständig: die Administration, Wartung und Erweiterung der IT-Systeme sowie
die Einführung neuer IT-Lösungen, die Einführung des ERP-Systems, die Weiterentwicklung und Betreuung des ERP-Systems sowie die Freigabe von EDV-Beschaffungen. Herr Leschik war bis zuletzt als Lei-ter Information, Kommunikation und Services tätig und verfügt über langjährige Erfahrungen im IT-Bereich.
Wir heißen alle neuen Mitarbeiter herzlich willkommen und wünschen ihnen viel Erfolgbei ihren Aufgaben.
Herr Stuby ist seit dem 01.04.2008 als Werksleiter für Königsbronn ver-antwortlich. Er absolvierte nach dem Abitur eine Ausbildung im Kfz-Handwerk, mit Wei-terbildung bis zum Handwerksmeister. Nach mehrjähriger Selbstständigkeit folgte schließlich ein Maschinenbau-
studium mit anschließender Anstellung bei Firma Getrag (in Untergruppenbach und Neuenstein) als Entwicklungsingeni-eur von PKW-Schaltgetrieben bis Februar 2003. Ab März 2003 war Herr Stuby bei der BARD Engineering GmbH in Bremen als Entwicklungsleiter der 5MW Offshore-Windkraftanlage verant-wortlich; anschließend bis März 2008 als Produktionsleiter der Prototypen.
Stefan Stuby
Peter Reiser
Herr Reiser ist seit dem 25.03.2008 für unser Unternehmen tätig. Er ist als System- und Netzwerkadmini-strator für die Administration der Netz-werke an den Standorten Wasseralfingen, Königsbronn, Heidenheim und Kiel sowie die Administration und das Monitoring der zentralen Netzwerkkomponenten zu-ständig und wird ferner in weiteren IT-Pro-
jekten im Unternehmen mitarbeiten. Herr Reiser hat seine Ausbildung zum Organisationsprogrammierer und zum IT-Fachmann Netzwerke Telekommunikation erfolgreich abgeschlossen und verfügt über langjäh-rige Erfahrungen im Bereich der System- und Netzwerkadministration.
22
CT Allgemein

CT - Auszubildende ab 01.09.2008 CT
HeidenheimerGießerei
WerkWasseralfingen
78 Azubis
GM = Gießereimechaniker /Handformguss ZM = Zerspanungsmechaniker /Dreh- und Frästechnik EL = Elektroniker / Betriebstechnik
24GM
17GM
2EL
9GM
10ZM
1EL
15GM
WerkKönigsbronn
GießereiKiel
Am 01. September haben bei SHW Casting Technologies 19 Azubis eine Ausbildung als Gießereimechaniker, Zerspanungsme-chaniker und Elektroniker begonnen. Die Geschäftsführung, Ausbildungsleitung und der Betriebsrat begrüßten die neuen Azubis herzlich und wünschten ihnen für ihren be-ruflichen Werdegang viel Erfolg. Nach einer Einführung in das Unternehmen mit den Werken SHW Casting Technolo-
gies Wasseralfingen und Königsbronn, der Heidenheimer Gießerei und der Gießerei Kiel wanderte man zum Besucherbergwerk Tiefer Stollen. Dort besichtigten die neuen Kollegen die Ursprünge des Unternehmens und wie die Unternehmensgeschichte vor über 640 Jahren mit dem Abbau von Eisen-erz auf der Schwäbischen Alb begann. Die CT-Gruppe beschäftigt zur Zeit insgesamt 78 Azubis. Das entspricht einer Ausbildungs-quote von über 10%.
Viel Erfolg bei der Ausbildung wünschen wir:
Robin Regensburger, Maximilian Acker-mann, Tobias Friebe, Dominik Rose, Domi-nik Amslinger, Bastian Riede, Marco Szelin-ski, Dennis Yaneta, Christian Ickler, Daniel Kovac, David Blümle, Florian Färber, Robin Vetter, Manuel Grimminger, Philipp Hägele, Florian Hirsch, Timo Hoppe, Marco Massaro und Oliver Steiner.
Ein Beitrag von K. Kucher
19 neue Azubis bei SHW CTAusbildung
Ausbildung von jungen Fachkräften von zukunftsweisender Bedeutung
Quelle: Kucher
Infog
rafik
: Her
tle /
cross
7med
ia Gm
bH
CT Allgemein
23

Berufliche Bildung gGmbH Ausbildung
Die BBQ ist ein gemeinnütziger Bildungsträger und verfügt über ein starkes Netzwerk in ganz Baden-Württemberg mit weit über 300 Mitarbeitern in 43 Niederlassungen.
Der Bildungsanbieter begleitet im Rahmen von „Start 2000 Plus“, dem Ausbildungs- und Qualifizierungsprogramm des Ver-bandes der Metall- und Elektroindustrie, neben anderen großen Betrieben auch die Auszubildenden der SHW - Werke Königs-bronn, Wasseralfingen und der Heidenhei-mer Gießerei. Folgende sozialpädagogische Mitarbeiter sind derzeit bei der SHW CT im Einsatz: Oliver Schleicher, Richard Meckes, Alexandra Schock und Nadine Graule.
Die Nachwuchskräfte der SHW CT werden von den Mitarbeiterinnen und Mitarbei-tern des Bildungsträgers BBQ während der gesamten Ausbildungsdauer individuell begleitet und unterstützt. In enger Zusam-menarbeit mit dem Unternehmen und der Berufsschule geben sie gezielte Hilfestel-lungen in vielfältigen Berufs- und Alltagsfra-gen. Im Folgenden sind mögliche Inhalte der sozialpädagogischen Betreuung aufgeführt: • Persönliches Gespräch • Kontakt zu Berufsschule und Eltern• Persönlichkeitsstärkung und Training von Schlüsselqualifikationen
• Organisation eines Seminartages• Konfliktmanagement• Unterstützung durch Förderunterricht• Vor- und Nachbereitung der Berufsschule• Organisation und Durchführung von Nachhilfeunterricht In den wöchentlichen Einzelgesprächen oder in Kleingruppenarbeit werden über-wiegend persönliche und schulische The-men besprochen. Die Mitarbeiter legen großen Wert darauf, dass eine vertrauliche Atmosphäre entsteht und auch kritische Bereiche angesprochen werden können. So soll entstehende Unzufriedenheit, was die Arbeit, Privates oder die Schule angeht, vorgebeugt und Schwierigkeiten möglichst schnell überwunden werden.
Einmal jährlich wird von BBQ ein Semi-nartag organisiert. Im Jahr 2007 waren die SHW - Auszubildenden zusammen mit Jugendlichen aus anderen Betrieben im Naturhochseilgarten Schwarzhorn, wo vor allem Spaß, aber auch Grenzerfahrungen, Selbsteinschätzung und Teamgeist ange-
sagt waren. Der Tag war für alle in vielerlei Hinsicht ein voller Erfolg. 2008 fand der Seminartag im großen Sitzungssaal des Landratsamtes Ostalbkreis in Aalen statt. Eingeladene Referenten der Verbraucher-zentrale Baden Württemberg gaben nütz-liche Informationen zu einer großen Vielfalt an Themen. Auf besonders großes Interes-se stießen die Themenbereiche Tipps und Fallen im Internet und Mobilfunk. Darüber hinaus gab es von der Schuldnerberatung Auskünfte über die erste eigene Wohnung. In diesem Rahmen wurde beispielhaft ein gemeinsamer Finanzplan erstellt.
Diese vielfältigen Maßnahmen sollen dazu beitragen, dass junge Nachwuchskräfte ihre Ausbildung erfolgreich abschließen können und somit qualifizierte Fachkräfte gewonnen werden. Ein Beitrag von A. Baur
Fotos: cross7media GmbH
24
CT Allgemein
Azubi-Arbeitssicherheits- und Gesundheitstag
Ehmann von der Thorax-Klinik Heidelberg gewonnen werden. Die Klinik Heidelberg ist die modernste Lungenfachklinik in Europa und hat als Präventionsmaßnahme einen Vortrag erarbeitet, der besonders Schüler und Azubis ansprechen soll.
Der Vortrag gliederte sich in 3 Teile: 1. Aktuelle und zukünftige Zahlen über Rau- • cherkrankheiten sowie Todesfälle.2. Dokumentarfilm: Die Zeit, die mir noch • bleibt. Eine 16-monatige Dokumenta-• tionsbegleitung, eines an Lungenkrebs erkrankten Rauchers bis zu seinem Sterben.3. Anschließende Diskussion mit Herrn • • • Briebe, einem Raucher, der an Kehlkopf- krebs erkrankt ist.
Dieser Vortrag hatte unsere Azubis sehr nachdenklich gestimmt.
Zum anschließend angebotenen Raucher-Entwöhnungsseminar bei Easywell mel-deten sich dann auch spontan 20 Azubis an. Wir hoffen und wünschen uns, dass die Azubis ihren Entschluss auch umsetzen werden.
Nach einem gemeinsamen Mittagessen fand ein Fototermin mit allen Auszubilden-den statt. Zum Abschluss des Arbeitssicher-heits- und Gesundheitstags wurde noch eine gemeinsame Löschübung mit Hand-feuerlöschern auf dem Betriebsgelände durchgeführt.
Ein gelungener Tag mit viel Gesprächsstoff, der den Azubis der verschiedenen Werke und Lehrjahre zudem noch die Möglichkeit gab, sich untereinander kennen zu lernen und auszutauschen.
Ein Beitrag von K. Kucher, Ausbildungsleitung
Nach der Begrüßung und Einleitung durch Herrn Kucher, referierte als erstes Herr Svoboda, Leiter für Arbeitssicherheit, zu verschiedenen Arbeitssicherheitsthemen. Dieses Jahr ging Herr Svoboda auf aktuelle Geschehnisse und Unfallzahlen im Unter-nehmen ein. Eine häufige Unfallursache in Unternehmen sind Rutsch- und Stolperfal-len. Anhand von zwei Lehrfilmen zeigte Herr Svoboda den Azubis Maßnahmen und Mög-lichkeiten auf, wie man durch umsichtige Vorgehensweisen solche Unfälle vermeiden kann. Im zweiten Lehrfilm wurden dann Maßnahmen zur Ersten Hilfe im Betrieb dar-gestellt. Vorbild für uns ist die Gießerei Kiel, die nahezu ein Jahr unfallfrei ist
Zum Thema „Gesundheit“ haben dieses Jahr Geschäftsführer Herr Severing und die Ausbildungsleitung das Thema „Rauchen“ aufgegriffen. Als Referent konnte dazu Herr
Am 27.10.08 fand wieder unser jährlicher Arbeitssicherheits- und Gesund-heitstag für alle Azubis in unserem Werksmuseum in Wasseralfingen statt. Alle Auszubildenden der Werke Wasseralfingen, Königsbronn und Heiden-heim treffen sich hier einmal im Jahr um zu einem ausgewählten Thema unterwiesen zu werden.
Ausbildung
CT Allgemein
25
Bild: Alle derzeitigen Azubis
Fußballturnier der IG Metall Jugend
Ausbildung
Am 22.03.08 trafen sich 12 Fußballmannschaften von verschie-denen Firmen aus dem Ostalbkreis und Umgebung in Wasseralfin-gen. Das Fußballturnier wurde von Peter Zillich und Steffen Schön des 3. Lehrjahres der SHW CT-Gruppe organisiert und ausgerichtet. Das Fußballturnier lief sehr fair ab, worüber wir uns alle freuten. Es waren sehr spannende und abwechslungsreiche Spiele und wun-derschöne Tore zu bewundern, aber auch „Budenzauber“ von den Firmen wurde gezeigt.
Nach spannenden Vorrundenspielen ergaben sich folgende Gruppenstände:
Gruppe A: 1. Mapal 2. SHW CT 3. Papierfabrik Palm 4. SeydelmannGruppe B: 1. Leitz 1 2. Maschinenfabrik Alfing 1 3. SHW CT 2 4. HDH-GießereiGruppe C: 1. Gießerei Föhl 2. Leitz 2 3. Maschinenfabrik Alfing 2 4. RUD-Ketten
Nach der Zwischenrunde ergaben sich dann folgende Platzierungsspiele:
Platz 7 + 8: Alfing 2 - SHW CT 2 3:0 Platz 5 + 6: Alfing 1 - SHW CT 1 1:1/4:3 nach 7m-SchießenPlatz 3 + 4: Mapal - Leitz 1 3:0Platz 1 + 2: Leitz 2 - Gießerei Föhl 0:0/2:3 nach 7m-Schießen
Am 04.Juli nahmen die SHW CT Azubis mit 2 Mannschaften am Turnier der IG Metall Jugend Aalen und Schwäbisch Gmünd teil. Am Start waren insgesamt 16 Mannschaften, verdienter Turniersie-ger wurde dabei die Firma Seydelmann.
Unsere SHW CT 2 Mannschaft schied leider nach unglücklichen Niederlagen nach der Vorrunde aus. Besser machte es die SHW CT 1 Mannschaft. Sie startete mit einem Unentschieden trotz guter Torchancen. Die restlichen zwei Spiele wurden aber gewon-nen, und somit war ihr der Einzug in die Endrunde der besten acht Mannschaften sicher. Im Viertelfinale gewann man dann im 9-Me-ter-Schiessen gegen Belladassaray dank toller Schützen und einer starken Torwartleistung von Daniel Kaltenberger, der drei 9-Meter-Schüsse parieren konnte. Im Halbfinale musste man sich gegen den
Nach spannendem 7m-Schießen konnte sich die Gießerei Föhl aus Rudersberg verdient auch den Turniersieg holen und somit auch den Wanderpokal und einen unterschriebenen Fußball des Regionalli-gisten VfR Aalen, den der Ausbildungsleiter von SHW CT, Karl Ku-cher, überreichte. Die Gießerei Föhl war auch spielerisch die stärkste Mannschaft und wurde verdient Turniersieger.
Zum Schluss möchten wir uns noch bei den Helfern Susanne, Jes-sica und Christof Zillich, Jessica Bulling, Marc Heinrichs, Herrn Ott und Julia Müller bedanken, sowie bei den beiden Schiedsrich-tern, die gute Leistungen zeigten. Besonderer Dank gilt auch den Hauptsponsoren des Turniers, der Volksbank Aalen und der Kreis-sparkasse, sowie Bäckerei Eymann, Getränke Keller und der Metzgerei Mäurerer.
Nach dem Erfolg des 1. SHW CT Cups haben die Azubis Peter Zillich und Steffen Schön beschlossen, ein weiteres Fußballturnier zu veranstal-ten.
späteren Turniersieger, die Firma Seydelmann, geschlagen geben. Im Spiel um Platz 3 und 4 kam es zum Derby gegen die SHW-Aus-bildung (Automotive). Dieses Spiel wurde in letzter Sekunde durch ein Tor von Marco Massaro gewonnen. Die Rivalität zwischen den beiden Mannschaften war zu spüren, denn es gab doch die eine oder andere ruppige Szene.
Platzierungen: 1. Seydelmann Aalen2. ZF-Lenksysteme Gmünd3. SHW CT 1 Wasseralfingen4. SHW Automotive
Ein Beitrag von Karl-Uwe Weber und Peter Zillich
Ein voller Erfolg! - Wir freuen uns auf das nächste Jahr
1. SHW CT Cup für Azubis
Auf dem Bild:Hintere Reihe v.l.n.r.: Ausbildungsleiter Karl Kucher, Robert Stoppel, Michael Stahl, Steffen Schön, Marc Heinrichs, Peter Zillich, Christof ZillichVordere Reihe v.l.n.r.: Marcel Prötzig, Daniel Kaltenberger, Marius Schäfer, Marco Massaro, Karl-Uwe Weber, Julian Ott, Liegend: Maxim Mittelstedt
26
CT Allgemein

Auf dem Bild:Hintere Reihe v.l.n.r.: Ausbildungsleiter Karl Kucher, Robert Stoppel, Michael Stahl, Steffen Schön, Marc Heinrichs, Peter Zillich, Christof ZillichVordere Reihe v.l.n.r.: Marcel Prötzig, Daniel Kaltenberger, Marius Schäfer, Marco Massaro, Karl-Uwe Weber, Julian Ott, Liegend: Maxim Mittelstedt
Seit der Gründung im Jahr 1846 erstmals dokumentiert, engagieren sich SHW-Mitar-beiter für den Brandschutz im Unternehmen. Heute hat die anerkannte Werkfeuerwehr SHW CT 19 aktive Mitglieder. Die Wehr besteht aus Mitarbeitern der SHW CT, der SHW Automotive, der SHS, sowie der SHW Werkzeugmaschinen GmbH.
Alle aktiven Kameraden sind mit einem digitalen Funkmeldeempfänger, bzw. mit Mobiltelefonen ausgerüstet und werden zu allen Einsätzen von einer beauftragten Alar-mierungsstelle alarmiert.
Unser Fuhrpark besteht aus einem Tank-löschfahrzeug mit 2.400 Liter Wasser. zur Brandbekämpfung, sowie zur technischen Hilfeleistung durch Bestückung mit ver-schiedensten Gerätschaften. Ein Mann-
schaftstransportwagen, ausgerüstet mit einer leistungsfähigen Tragkraftspritze und div. technischem Gerät ergänzt unsere Aus-rüstung.
Brandschutz ist bei SHW CT nicht nur Erfüll-ung von Gesetzen und Auflagen, sondern verstandene Notwendigkeit. Oberste Ziele des Brandschutzes bei uns sind Vorbeu-gen, Verhindern und gemeinsamer Ausbau der Sicherheit. Der einheitliche Standard im Brandschutz aller Gebäude und Einrich-tungen auf dem Areal ist erstes Gebot.Der Einsatzerfolg kann nur durch ständige Aus- und Weiterbildung sichergestellt wer-den. Neben den eigenen Übungen steht die gemeinsame Grundausbildung und div. Weiterbildungen unseres Teams bei der Stützpunkt-Feuerwehr Aalen, sowie in der Landesfeuerwehrschule in Bruchsal auf dem Programm.
Kameradschaft wird bei uns groß geschrie-ben, denn unter Extremsituationen ist ge-genseitiges Vertrauen unabdingbar. Daher werden auch regelmäßig gemeinsame Aus-flüge unternommen, um die Kameradschaft zu stärken. Zur weiteren Verstärkung un-seres Teams suchen wir ständig Interessen-ten in den Reihen der Belegschaften aller Betriebe hier am Standort Wasseralfingen.
Voraussetzungen sind eine gute körperliche Verfassung, ein unbefristetes Arbeitsver-hältnis, die Bereitschaft, sich jederzeit mit Teamgeist zu engagieren. Ideal wäre ein Wohnsitz in der näheren Umgebung.
Interessenten wollen sich bitte bei unserem Kommandanten Wolfgang Sauter melden. Kontakt: 07361/502-720 oder Mobil: 0176 100 49520
Engagement im Brandschutz seit 1846Die Werkfeuerwehr der SHW Casting Technologies
Sicherheit
Entstehung der Werkfeuerwehr1846 Gründung erstmals dokumentiert
1892 Erweiterung der Spritzenmann- schaft, Bildung der Werkfeuer- wehr (85 Mann)
2006 SHW CT übernimmt die Werk- feuerwehr im Zuge der Auf- teilung der SHW in selbstän- dige Einzelbetriebe
2008 Die Werkfeuerwehr verfügt über 19 aktive Mitglieder
Die Mannschaft der Werkfeuerwehr mit ihrem Kommandanten Wolfgang Sauter (5. von rechts)
27
CT - Allgemein

SHW Casting Technologies GmbH
Werk WasseralfingenStiewingstr. 10173433 Aalen-WasseralfingenTel.: +49 (0) 7361 3702-396Fax: +49 (0) 7361 3702-487
Werk KönigsbronnHeidenheimer Str. 189551 KönigsbronnTel.: +49 (0) 7328 83-0Fax: +49 (0) 7328 83-418
Heidenheimer Gießerei GmbH & Co. KG
Alexanderstr. 2489522 HeidenheimTel.: +49 (0) 7321 60967-0Fax: +49 (0) 7321 60967-32
Gießerei Kiel GmbH
Falckensteiner Str. 224159 KielTel.: +49 (0) 431 908929-00Fax: +49 (0) 431 908929-29
Die Unternehmen der CT-Gruppe: