din en 287-1 11/2011 versus iso 9606-1 entwurf februar ... · pdf filewerkstoff aus iso 15608...
TRANSCRIPT
1
DIN EN 287-1 11/2011
versusISO 9606-1 Entwurf Februar 2013 (deutsch)
Fluch oder Segen?
Dipl.Phys.Ing. / SFI Christiane Pohlmann
2
Einführung der ISO 9606-1
DIN EN 287-1:2011 ersetzt EN 287-1:2006-06
3
Einführung der ISO 9606-1
4
Einführung der ISO 9606-1
5
Einleitung
DIN EN ISO 9606-1
Nationales Vorwort:
-Geplant ist eine identische Übernahme der ISO 9606-1.-Es werden die im Dokument aufgestellten internationalen Normen den nationalen gegenübergestellt.-Änderungsvermerke zur DIN EN 287-1
Nationaler Anhang:
Literaturhinweise/Normen
6
Einleitung
DIN EN 287-1:2011
Wichtige Bedingungen:
-Schweißer muss schriftlichen und mündlichen Anweisungen folgen können.
-Handfertigkeitsprüfung mit einheitlichen Regeln und genormtem Prüfstück.
-Qualifizierung gilt auch für leichter zu schweißende Verbindungen, falls der Schweißer eine besondere Ausbildung bekommen hat.
ISO 9606-1
Wichtige Bedingungen:
-Schweißer muss schriftlichen und mündlichen Anweisungen folgen können.
-Handfertigkeitsprüfung mit einheitlichen Regeln und genormtem Prüfstück.
-Qualifizierung gilt auch für leichter zu schweißende Verbindungen, falls der Schweißer eine besondere Ausbildung bekommen hat.
7
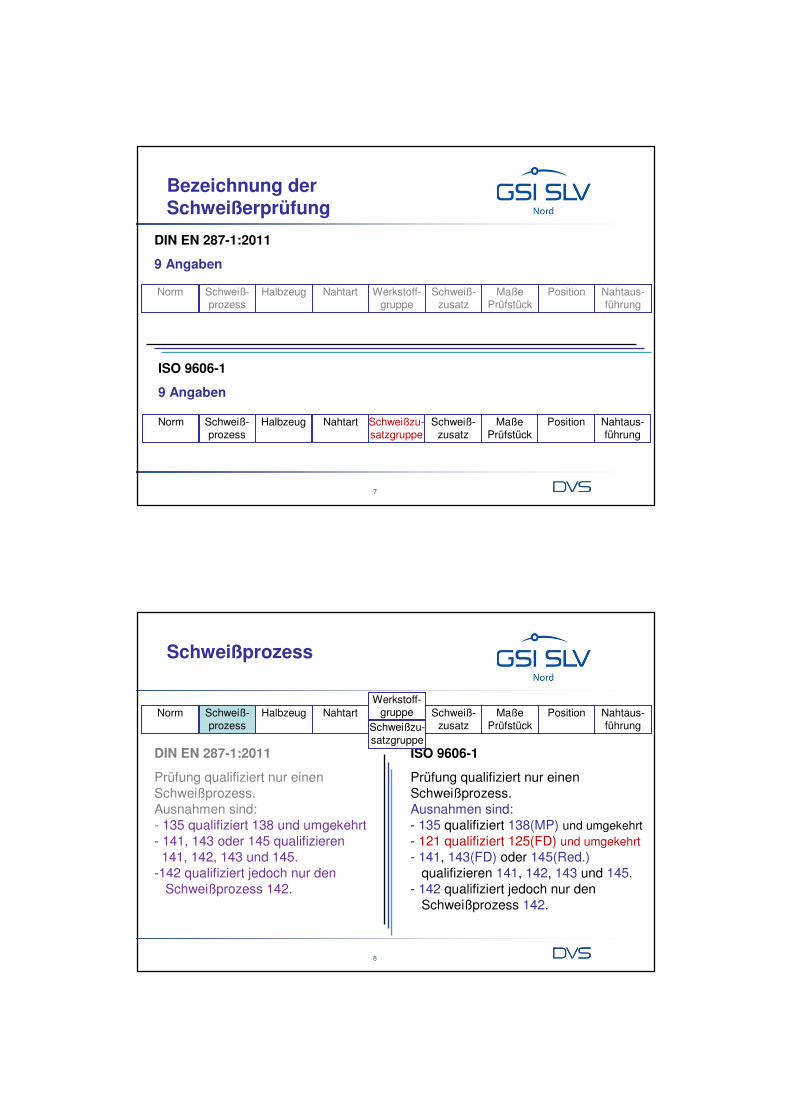
Bezeichnung der Schweißerprüfung
DIN EN 287-1:2011
9 Angaben
ISO 9606-1
9 Angaben
Schweiß-prozess
Halbzeug Nahtart Werkstoff-gruppe
Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
Norm
Schweiß-prozess
Halbzeug Nahtart Schweißzu-satzgruppe
Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
Norm
8
Schweißprozess
DIN EN 287-1:2011
Prüfung qualifiziert nur einen Schweißprozess.Ausnahmen sind: - 135 qualifiziert 138 und umgekehrt- 141, 143 oder 145 qualifizieren 141, 142, 143 und 145.
-142 qualifiziert jedoch nur den Schweißprozess 142.
ISO 9606-1
Prüfung qualifiziert nur einen Schweißprozess.Ausnahmen sind:- 135 qualifiziert 138(MP) und umgekehrt- 121 qualifiziert 125(FD) und umgekehrt- 141, 143(FD) oder 145(Red.)
qualifizieren 141, 142, 143 und 145. - 142 qualifiziert jedoch nur den
Schweißprozess 142.
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
9
Schweißprozesse ISO 4063
13 Metall-Schutzgasschweißen
131 Metall-Inertgasschweißen mit Massivdrahtelektrode
132 Metall-Inertgasschweißen mit schweißpulvergefüllter Drahtelektrode
133 Metall-Inertgasschweißen mit metallpulvergefüllter Drahtelektrode
135 Metall-Aktivgasschweißen mit Massivdrahtelektrode
136 Metall-Aktivgasschweißen mit schweißpulvergefüllter Drahtelektrode
138 Metall-Aktivgasschweißen mit metallpulvergefüllter Drahtelektrode
10
Schweißprozesse ISO 4063
14 Wolfram-Schutzgas-schweißen
141 Wolfram-Inertgasschweißen mit Massivdraht- oder Massivstabzusatz; WIG-Schweißen
142 Wolfram-Inertgasschweißen ohne Schweißzusatz
143 Wolfram-Inertgasschweißen mit Fülldraht- oder Füllstabzusatz
145 Wolfram-Schutzgas-schweißen mit reduzierenden Gasanteilen im ansonsten inerten Schutzgas und Massivdraht- oder Massivstabzusatz
146 Wolfram-Schutzgas-schweißen mit reduzierenden Gasanteilen im ansonsten inerten Schutzgas und Fülldraht- oder Füllstabzusatz
147 Wolfram-Schutzgas-schweißen mit aktiven Gasanteilen im ansonsten inerten Schutzgas
11
Schweißprozess
DIN EN 287-1:2011
-Qualifizierungen mehrerer Prozesse an einem Prüfstück sind zulässig.
ISO 9606-1
bei den Prozessen 131, 135, 138:
- Übergang im Kurzlichtbogen qualifiziert für andere Übergänge, aber nicht umgekehrt.
-Qualifizierungen mehrerer Prozesse an einem Prüfstück sind zulässig.
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
12
Halbzeug
DIN EN 287-1:2011
-Die Prüfung muss an einem Blech oder Rohr durchgeführt werden.
- Schweißnähte an Rohren mit Rohraußendurchmesser D > 25 mm schließen Schweißnähte an Blechen ein;
ISO 9606-1
-Die Prüfung muss an einem Blech oder Rohr oder einem anderen geeigneten Prüfstück durchgeführt werden.
- Schweißnähte an Rohren mit Rohraußendurchmesser D > 25 mm schließen Schweißnähte an Blechen ein;
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
13
Halbzeug
DIN EN 287-1:2011
-Schweißnähte an Blechen schließen Schweißnähte an Rohren mit einem Rohraußendurchmesser D ≥ 150 mm bei den Schweißpositionen PA, PB und PC ein, gemäß des Geltungsbereiches nach Tabelle 8;
ISO 9606-1
-Schweißnähte an Blechen schließen Schweißnähte an rotierenden Rohren mit einem Rohraußendurchmesser D ≥ 75 mm bei den Schweißpositionen PA, PB, PC, PD in Abstimmung mit Tabellen 9 und 10.
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
14
Halbzeug
DIN EN 287-1:2011
-Schweißnähte an Blechen schließen Schweißnähte an Rohren mit einem Rohraußendurchmesser D ≥ 500 mm bei allen anderen Schweißpositionen ein.
ISO 9606-1
-Schweißnähte an Blechen schließen Schweißnähte an fest eingespanntenRohren mit einem Rohraußendurch-messer D ≥ 500 mm ein in Abstimmung mit dem Geltungsbereiche der Schweißpositionen.
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe

15
Nahtart
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
-Prüfung muss als Stumpfnaht oder Kehlnaht ausgeführt werden.
-Stumpfnähte schließen jede Art von Stumpfnähten außer Rohrabzweigungen ein
ISO 9606-1
-Prüfung muss als Stumpfnaht oder Kehlnaht ausgeführt werden.
-Stumpfnähte schließen jede Art von Stumpfnähten außer Rohrabzweigungen ein
16
Nahtart
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Stumpfnähte qualifizieren nicht Kehlnähte oder umgekehrt.
Ergänzendes Kehlnaht-Prüfstück möglich: Blechdicke 10mm, Schweißung einlagig, Schweißposition PB � Qualifizierung für alle Kehlnähte im Geltungsbereich der Stumpfnaht-Schweißerprüfung
ISO 9606-1
Stumpfnähte qualifizieren nicht Kehlnähte oder umgekehrt.
Ergänzendes Kehlnaht-Prüfstückmöglich: Blechdicke 10mm oder Blechdicke des Stumpfnahtprüfstückes (wenn geringer), Schweißung einlagig, Schweißposition PB � Qualifizierung für alle Kehlnähte im Geltungsbereich der Stumpfnaht-Schweißerprüfung � Dann Qualifizierung für PA und PB
17
Nahtart
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
Es ist zulässig, ein kombiniertes Prüfstück zu schweißen:
t>=10mmAlle Prüfungen für FW und BW müssen durchgeführt werden.
18
Nahtart
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Stumpfnähte an Rohren qualifizieren Rohrabzweigungen mit einem Abzweigungswinkel ≥ 60°und dem Geltungsbereich der Tabellen 1 bis 8. Für eine Rohrabzweigung basiert der Geltungsbereich auf dem Rohraußendurchmesser des abzweigenden Rohres;
ISO 9606-1
Stumpfnähte an Rohren qualifizieren Rohrabzweigungen mit einem Abzweigungswinkel ≥ 60°und dem Geltungsbereich der Tabellen 1 bis 12. Für eine Rohrabzweigung basiert der Geltungsbereich auf dem Rohraußendurchmesser des abzweigenden Rohres;
19
Nahtart
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
für Anwendungen, wo die Nahtart weder durch eine Stumpfnaht- noch durch eine Kehlnahtprüfung qualifiziert werden kann, sollte ein spezielles Prüfstück benutzt werden, um den Schweißer zu qualifizieren, z. B. Rohrabzweigung.
ISO 9606-1
Für Anwendungen, wo die Nahtart weder durch eine Stumpfnaht- noch durch eine Kehlnahtprüfung oder einen Rohrabzweig <= 60°qualifiziert werden kann, sollte ein spezielles Prüfstück benutzt werden, um den Schweißer zu qualifizieren,. (z.B. durch Produktnormen definiert).
20
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
- Schweißen eines Werkstoffs einer Werkstoffgruppe qualifiziert für alle anderen Werkstoffe derselben Werkstoffgruppe sowie anderer Werkstoffgruppen nach Tabelle 2.
- Wenn Grundstoffe außerhalb des Gruppensystems zu schweißen sind, ist eine gesonderte Prüfung erforderlich.
ISO 9606-1
Der Grundwerkstoff für die Schweißerprüfung soll einem Werkstoff aus ISO 15608 entsprechen (Werkstoffgruppe 1-11).
Werkstoff-/Schweißzusatzgruppe
21
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Qualifizierung von unterschiedlichen Werkstoffverbindungen: Wenn ein Schweißzusatz der Werkstoffgruppe 8 oder 10 (siehe Tabelle 2) verwendet wird, sind alle Kombinationen der Werkstoffgruppe 8 oder 10 mit anderen Werkstoffgruppen eingeschlossen. Eine Prüfung, die an Werkstoffgruppen mit Walzwerkstoffen abgelegt wurde, gilt für Gusswerkstoffe und für die Mischverbindung aus Guss- und Walzwerkstoff in derselben Werkstoffgruppe.
ISO 9606-1
In der Schweißerprüfung muss ein Schweißzusatz der Tabelle 2 gewählt werden.
Wenn Schweißzusätze außerhalb der Gruppen gewählt werden ist eine gesonderte Prüfung erforderlich.
Werkstoff-/Schweißzusatzgruppe
22
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
Das Schweißen mit einem Schweißzusatz einer Gruppe qualifiziert den Schweißer zum Schweißen aller Schweißzusätze dieser Gruppe und der Grundwerkstoffe, die sich mit diesem Schweißzusatz verarbeiten lassen.
Werkstoff-/Schweißzusatzgruppe
23
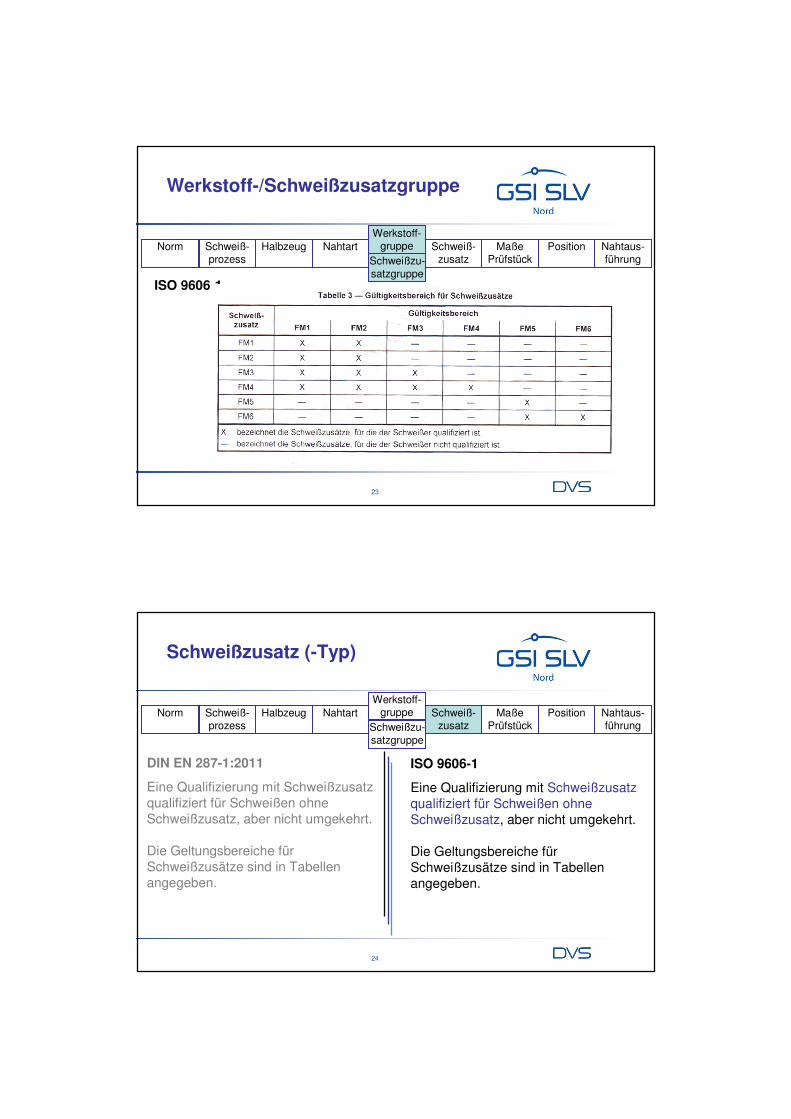
Werkstoff-/Schweißzusatzgruppe
ISO 9606-1
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
24
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
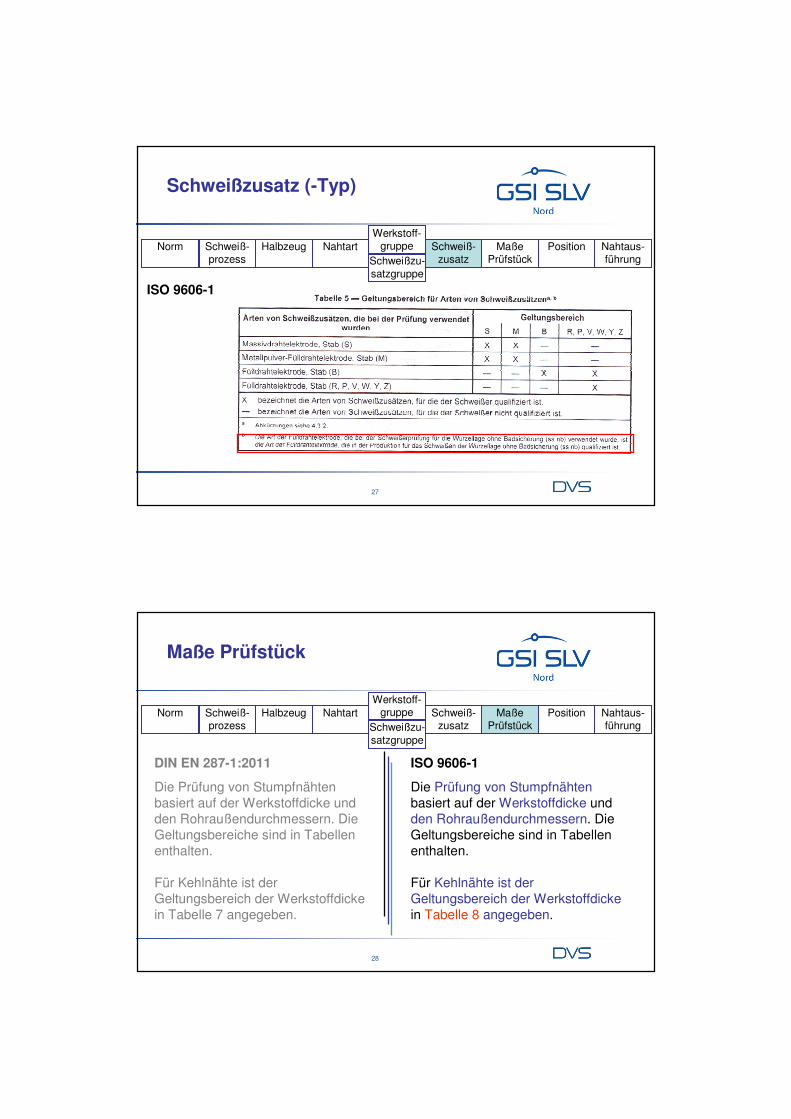
Eine Qualifizierung mit Schweißzusatz qualifiziert für Schweißen ohne Schweißzusatz, aber nicht umgekehrt.
Die Geltungsbereiche für Schweißzusätze sind in Tabellen angegeben.
ISO 9606-1
Eine Qualifizierung mit Schweißzusatz qualifiziert für Schweißen ohneSchweißzusatz, aber nicht umgekehrt.
Die Geltungsbereiche für Schweißzusätze sind in Tabellen angegeben.
Schweißzusatz (-Typ)
25
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011 ISO 9606-1
Für die Prozesse 142 und 311 (ohne Schweißzusatz)
gibt der Grundwerkstoff den Geltungsbereich der Schweißerprüfung vor.
(Nur die Werkstoffgruppe, in der geschweißt wurde.)
Schweißzusatz (-Typ)
26
Schweißzusatz (-Typ)
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
27
Schweißzusatz (-Typ)
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
28
Maße Prüfstück
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Die Prüfung von Stumpfnähten basiert auf der Werkstoffdicke und den Rohraußendurchmessern. Die Geltungsbereiche sind in Tabellen enthalten.
Für Kehlnähte ist der Geltungsbereich der Werkstoffdicke in Tabelle 7 angegeben.
ISO 9606-1
Die Prüfung von Stumpfnähtenbasiert auf der Werkstoffdicke und den Rohraußendurchmessern. Die Geltungsbereiche sind in Tabellen enthalten.
Für Kehlnähte ist der Geltungsbereich der Werkstoffdickein Tabelle 8 angegeben.
29
Maße Prüfstück
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
ANMERKUNG Es ist nicht beabsichtigt, dass die Werkstoffdicken oder die Rohraußendurchmesser genau gemessen werden sollten; vielmehr sollte die allgemeine Philosophie, die hinter den Werten in den Tabellen steht, angewendet werden.
ISO 9606-1
ANMERKUNG Es ist nicht beabsichtigt, dass die Werkstoffdicken oder die Rohraußendurchmesser genau gemessen werden sollten; vielmehr sollte die allgemeine Philosophie, die hinter den Werten in den Tabellen steht, angewendet werden.
30
Maße Prüfstück
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Für Prüfstücke mit verschiedenen Rohraußendurchmessern und Schweißgutdicken ist der Schweißer qualifiziert für: die dünnste und dickste Schweißgutdicke und/oder Grundwerkstoffdicke und den kleinsten und größten Durchmesser
ISO 9606-1
Für Prüfstücke mit verschiedenen Rohraußendurchmessern und Schweißgutdicken ist der Schweißer qualifiziert für: die dünnste und dickste Schweißgutdicke und/oder Grundwerkstoffdicke; und den kleinsten und größten Durchmesser
31
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011 ISO 9606-1
Maße Prüfstück
32
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
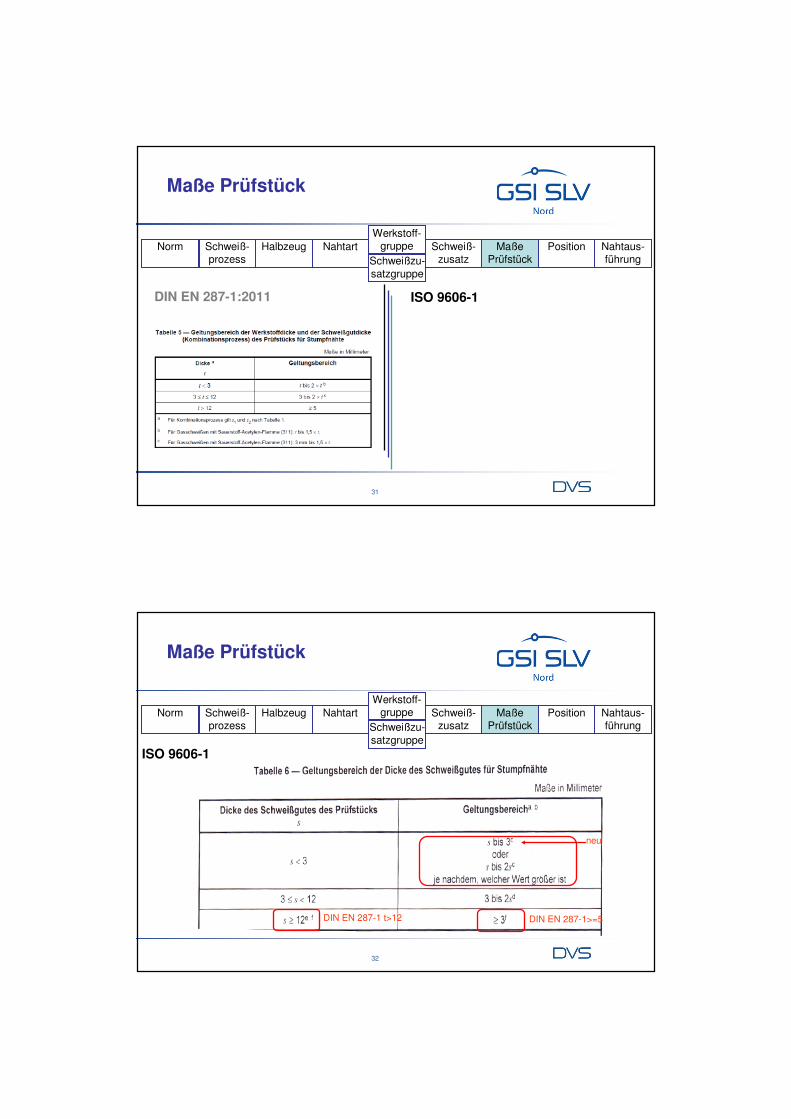
Maße Prüfstück
DIN EN 287-1 t>12 DIN EN 287-1>=5
neu
ISO 9606-1
33
Maße Prüfstück
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
test
ISO 9606-1
text
34
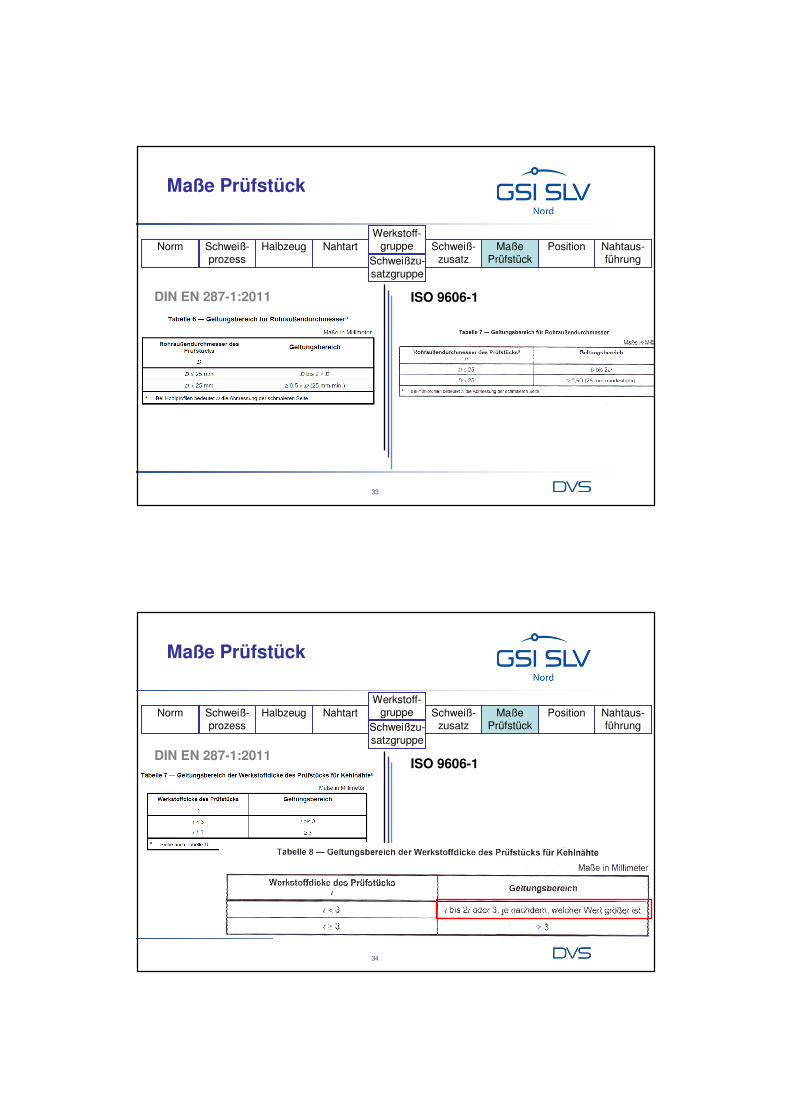
Maße Prüfstück
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011ISO 9606-1
35
Maße Prüfstück
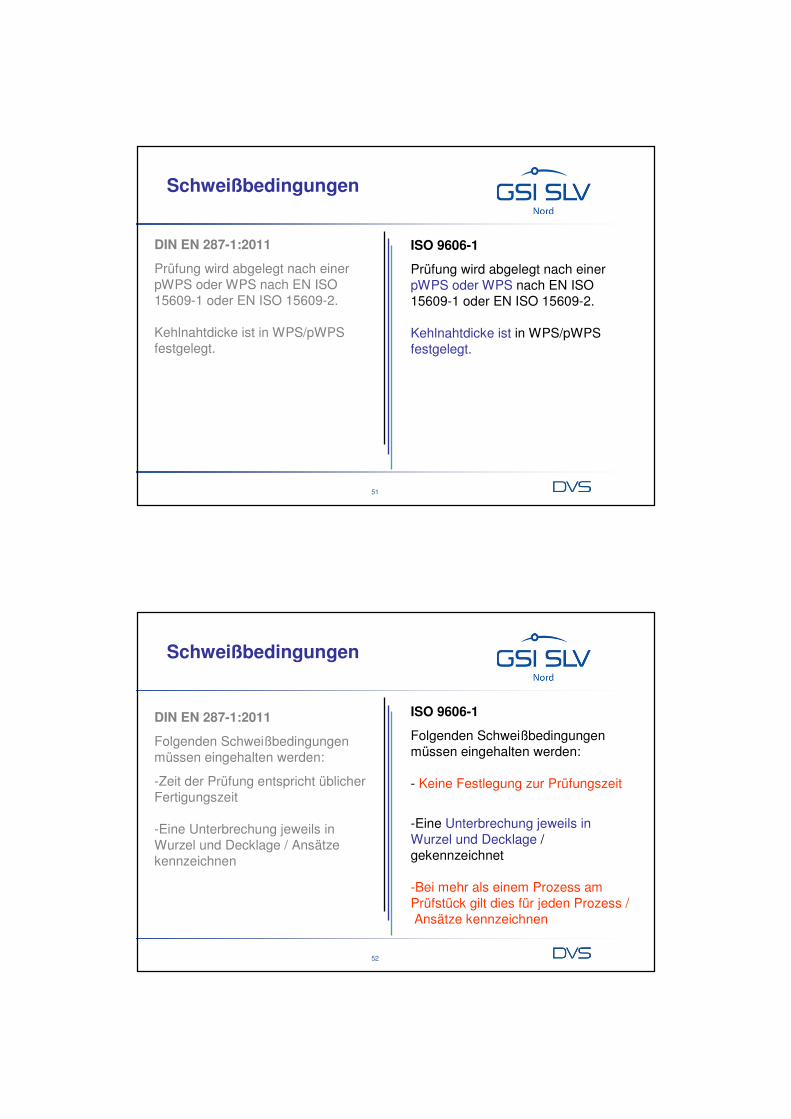
DIN EN 287-1:2011
Beim Schweißen von Rohrabzwei-gungen sind Abmessungen wie folgt anzuwenden:
aufgesetzt: Es gelten die Werkstoffdicke und der Rohraußendurchmesser des abzweigenden Rohres; ein- oder durchgesetzt: Es gilt die Werkstoffdicke des Hauptrohres oder des Behältermantels sowie der Rohraußendurchmesser des abzweigenden Rohres.
ISO 9606-1
Beim Schweißen von Rohrabzweigungen sind Abmessungen wie folgt anzuwenden: aufgesetzt: Es gelten die Werkstoffdicke und der Rohraußendurchmesser des abzweigenden Rohres;
ein- oder durchgesetzt: Es gilt die Werkstoffdicke des Hauptrohres oder des Behältermantels sowie der Rohraußendurchmesser des abzweigenden Rohres.
36
Schweißposition
Schweiß-prozess
Halbzeug Nahtart Werkstoff-gruppe
Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
Norm
Neue Schweißpositionen
Nach ISO 6947: 2011-08
37
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Der Geltungsbereich für jede Schweißposition ist in Tabellen angegeben.
Schweißpositionen und Kurzzeichen beziehen sich auf EN ISO 6947.
Die Prüfstücke müssen in Übereinstimmung mit den Sollwinkeln für die Prüfpositionen nach EN ISO 6947 geschweißt werden.
ISO 9606-1
Der Geltungsbereich für jede Schweißposition ist in Tabellen angegeben.
Schweißpositionen und Kurzzeichen beziehen sich auf ISO 6947.
Die Prüfstücke müssen in Übereinstimmung mit den Sollwinkeln für die Prüfpositionen nach ISO 6947 geschweißt werden.
38
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Das Schweißen von zwei Rohren mit gleichem Rohraußendurchmesser, eines in Schweißposition PH und eines in Schweißposition PC, schließt den Geltungsbereich für ein Rohr, das in Schweißposition H-L045 geschweißt wird, ein.
Analoges gilt für PJ/PC und J-L045.
ISO 9606-1
Das Schweißen von zwei Rohren mit gleichem Rohraußendurchmesser, eines in Schweißposition PH und eines in Schweißposition PC, schließt den Geltungsbereich für ein Rohr, das in Schweißposition H-L045 geschweißt wird, ein.
Analoges gilt für PJ/PC und J-L045.
39
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Rohraußendurchmesser D ≥ 150 mm können mit einem Prüfstück in zwei Schweißpositionen geschweißt werden (PH oder PJ 2/3 des Umfangs, PC 1/3 des Umfangs).
ISO 9606-1
Rohraußendurchmesser D ≥ 150 mm können mit einem Prüfstück in zwei Schweißpositionen geschweißtwerden (PH oder PJ 2/3 des Umfangs, PC 1/3 des Umfangs).
40
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Alle Positionen für Kehlnähte und Stumpfnähte in einer Tabelle
ISO 9606-1
Getrennte Tabellen für Kehlnähte
und Stumpfnähte

41
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
Kehlnähte
�
�
��
�
Erweiterung
ReduzierungReduzierung
�
42
Schweißposition
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
ISO 9606-1
Stumpfnähte
��
������
Reduzierung
43
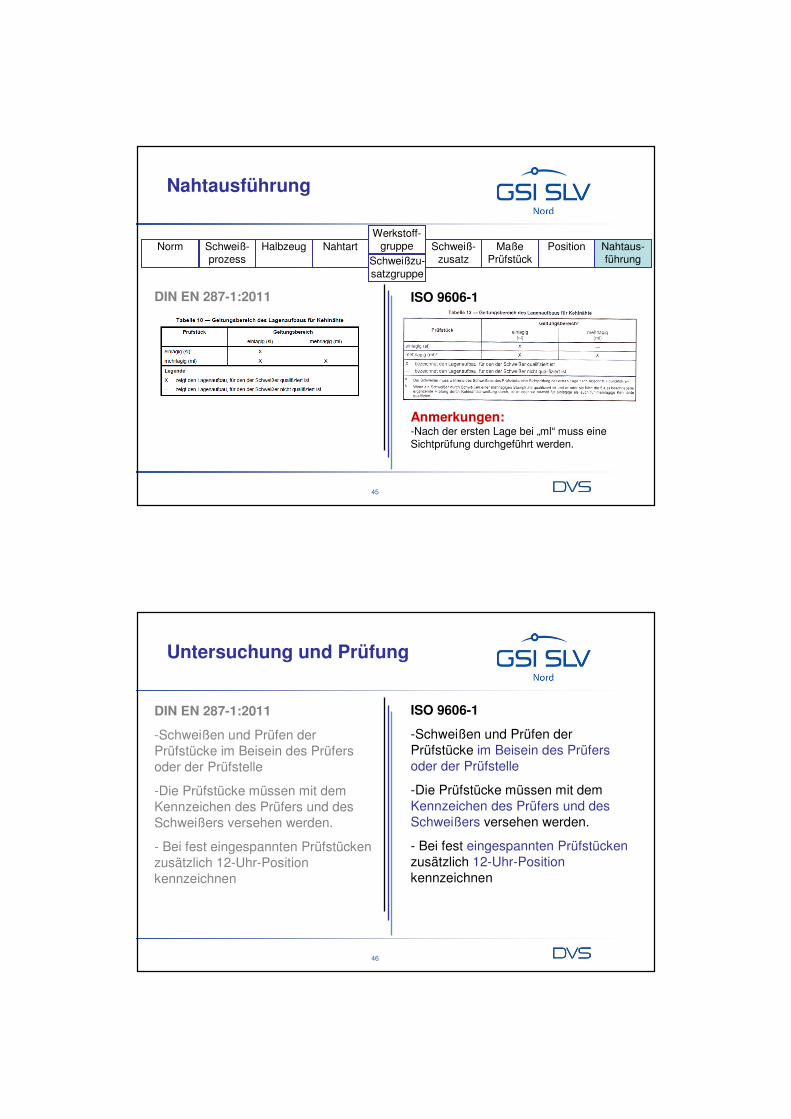
Nahtausführung
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011
Die von den Schweißnahteinzelheiten abhängigen Geltungsbereiche sind in Tabellen angegeben.
Wenn mit Schweißprozess 311 geschweißt wird, verlangt ein Wechsel vom Nachrechtsschweißen zum Nachlinksschweißen oder umgekehrt eine neue Prüfung.
ISO 9606-1
Die von den Schweißnahteinzelheitenabhängigen Geltungsbereiche sind in Tabellen angegeben.
Wenn mit Schweißprozess 311geschweißt wird, verlangt ein Wechsel vom Nachrechtsschweißen zum Nachlinksschweißen oder umgekehrt eine neue Prüfung.
44
Nahtausführung
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011 ISO 9606-1
45
Nahtausführung
Schweiß-prozess
Halbzeug NahtartWerkstoff-
gruppe Schweiß-zusatz
MaßePrüfstück
Position Nahtaus-führung
NormSchweißzu-satzgruppe
DIN EN 287-1:2011 ISO 9606-1
Anmerkungen:-Nach der ersten Lage bei „ml“ muss eine Sichtprüfung durchgeführt werden.
46
Untersuchung und Prüfung
DIN EN 287-1:2011
-Schweißen und Prüfen der Prüfstücke im Beisein des Prüfers oder der Prüfstelle
-Die Prüfstücke müssen mit dem Kennzeichen des Prüfers und des Schweißers versehen werden.
- Bei fest eingespannten Prüfstücken zusätzlich 12-Uhr-Position kennzeichnen
ISO 9606-1
-Schweißen und Prüfen der Prüfstücke im Beisein des Prüfers oder der Prüfstelle
-Die Prüfstücke müssen mit dem Kennzeichen des Prüfers und des Schweißers versehen werden.
- Bei fest eingespannten Prüfstückenzusätzlich 12-Uhr-Positionkennzeichnen

47
Untersuchung und Prüfung
DIN EN 287-1:2011
Der Prüfer oder die Prüfstelle darf die Prüfung abbrechen, wenn:
-Schweißbedingungen nicht den Anforderungen entsprechen -falls ersichtlich ist, dass der Schweißer nicht die Handfertigkeit besitzt
ISO 9606-1
Der Prüfer oder die Prüfstelle darf die Prüfung abbrechen, wenn:
-Schweißbedingungen nicht den Anforderungen entsprechen -falls ersichtlich ist, dass der Schweißer nicht die Handfertigkeitbesitzt
48
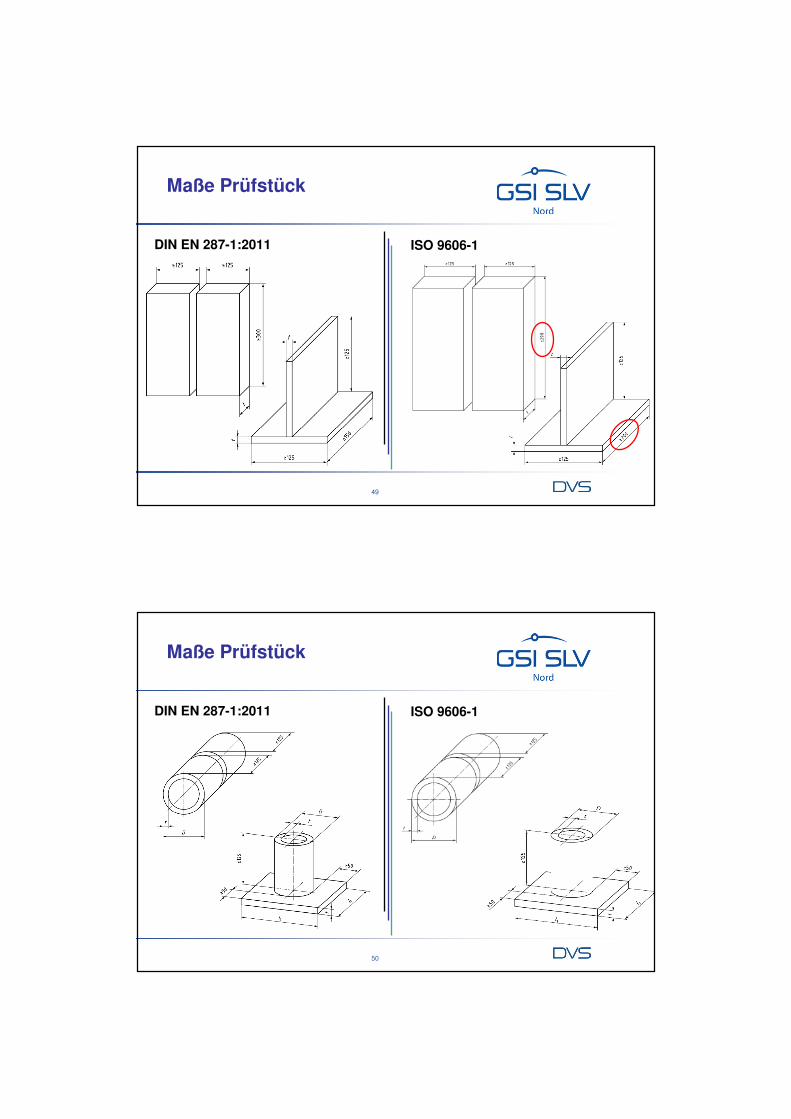
Maße Prüfstück
DIN EN 287-1:2011
Für Rohre ist eine Mindestprüflänge von 150 mm erforderlich, wobei jedoch höchstens drei Prüfstücke erforderlich sind, wenn bei einem Umfang des Rohres von < 150 mm zusätzliche Prüfstücke notwendig werden.
ISO 9606-1
Für Bleche ist eine Mindestprüflänge von 200mm erforderlich. Die Prüfungslänge ist 150mm
Für Rohre ist eine Mindestprüflänge von 150 mm erforderlich, wobei jedoch höchstens drei Prüfstücke erforderlich sind, wenn bei einem Umfang des Rohres von < 150 mm zusätzliche Prüfstücke notwendigwerden.
49
Maße Prüfstück
DIN EN 287-1:2011 ISO 9606-1
50
Maße Prüfstück
DIN EN 287-1:2011 ISO 9606-1
51
Schweißbedingungen
DIN EN 287-1:2011
Prüfung wird abgelegt nach einer pWPS oder WPS nach EN ISO 15609-1 oder EN ISO 15609-2.
Kehlnahtdicke ist in WPS/pWPSfestgelegt.
ISO 9606-1
Prüfung wird abgelegt nach einer pWPS oder WPS nach EN ISO 15609-1 oder EN ISO 15609-2.
Kehlnahtdicke ist in WPS/pWPSfestgelegt.
52
Schweißbedingungen
DIN EN 287-1:2011
Folgenden Schweißbedingungen müssen eingehalten werden:
-Zeit der Prüfung entspricht üblicher Fertigungszeit
-Eine Unterbrechung jeweils in Wurzel und Decklage / Ansätze kennzeichnen
ISO 9606-1
Folgenden Schweißbedingungen müssen eingehalten werden:
- Keine Festlegung zur Prüfungszeit
-Eine Unterbrechung jeweils in Wurzel und Decklage / gekennzeichnet
-Bei mehr als einem Prozess am Prüfstück gilt dies für jeden Prozess / Ansätze kennzeichnen

53
Schweißbedingungen
DIN EN 287-1:2011
- Schweißer darf kleine Unregelmäßigkeiten durch Schleifen beseitigen / Ausnahme Decklage(hier nur Anfang und Ende mit Erlaubnis des Prüfers)
ISO 9606-1
- Schweißer darf kleine Unregelmäßigkeiten durch Schleifen beseitigen / Ausnahme Decklage (hier nur Anfang und Ende mit Erlaubnis des Prüfers)
54
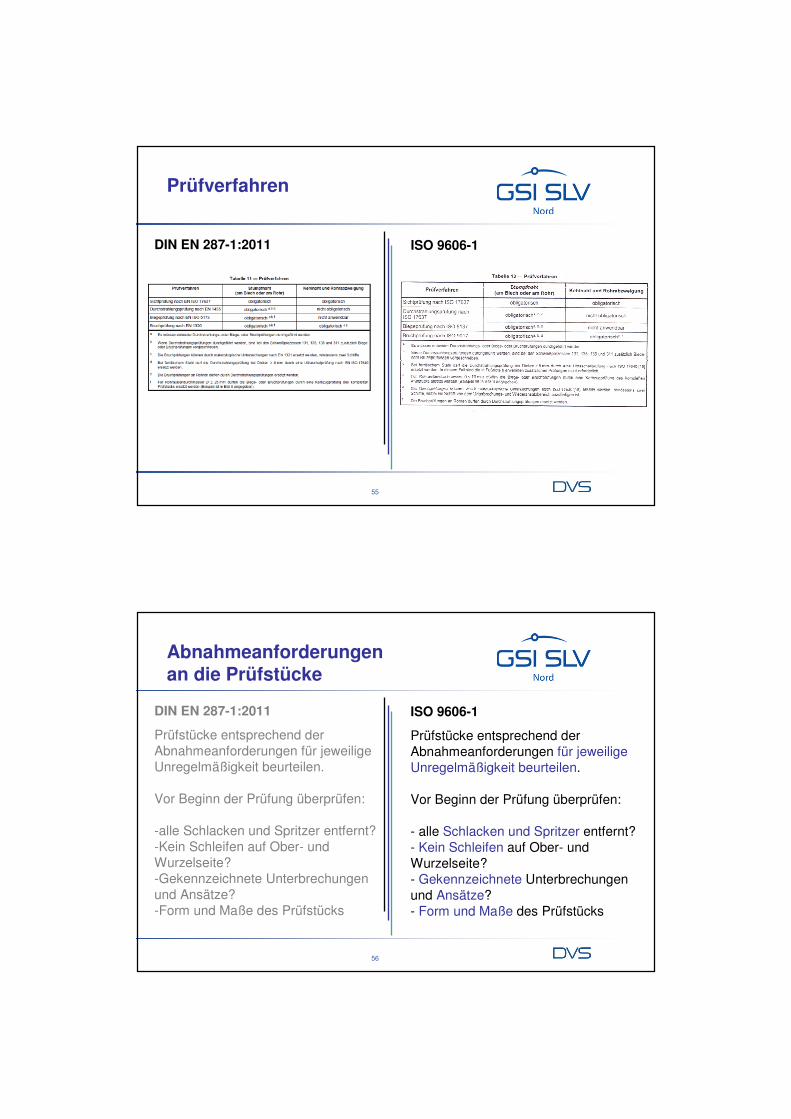
Prüfverfahren
DIN EN 287-1:2011
-Nach akzeptierter Sichtprüfung müssen zusätzliche Prüfungen nach Tabelle 11 durchgeführt werden.
- Vor zerstörender Prüfung Schweißbadsicherungen entfernen.
-Die Makroschliffproben müssen auf einer Seite so vorbereitet und geätzt werden, dass die Schweißnähte einwandfrei zu erkennen sind. Polieren ist nicht erforderlich.
ISO 9606-1
Nach akzeptierter Sichtprüfungmüssen zusätzliche Prüfungen nach Tabelle 11 durchgeführt werden.
- Vor zerstörender Prüfung Schweißbadsicherungen entfernen.
-Die Makroschliffproben müssen auf einer Seite so vorbereitet und geätzt werden, dass die Schweißnähte einwandfrei zu erkennen sind. Polieren ist nicht erforderlich.
55
Prüfverfahren
DIN EN 287-1:2011 ISO 9606-1
56
Abnahmeanforderungen an die Prüfstücke
DIN EN 287-1:2011
Prüfstücke entsprechend der Abnahmeanforderungen für jeweilige Unregelmäßigkeit beurteilen.
Vor Beginn der Prüfung überprüfen:
-alle Schlacken und Spritzer entfernt?-Kein Schleifen auf Ober- und Wurzelseite?-Gekennzeichnete Unterbrechungen und Ansätze?-Form und Maße des Prüfstücks
ISO 9606-1
Prüfstücke entsprechend der Abnahmeanforderungen für jeweilige Unregelmäßigkeit beurteilen.
Vor Beginn der Prüfung überprüfen:
- alle Schlacken und Spritzer entfernt?- Kein Schleifen auf Ober- und Wurzelseite?- Gekennzeichnete Unterbrechungen und Ansätze?- Form und Maße des Prüfstücks
57
Abnahmeanforderungen an die Prüfstücke
DIN EN 287-1:2011
Beurteilung der Unregelmäßigkeiten gemäß EN ISO 5817 Bewertungs-gruppe C für -zu große Nahtüberhöhung (Stumpfnaht)-zu große Nahtüberhöhung (Kehlnaht)-zu große Kehlnahtdicke, -zu große Wurzelüberhöhung, -schroffer Nahtübergang -Einbrandkerben,
Sonst Bewertungsgruppe B.
ISO 9606-1
Beurteilung der Unregelmäßigkeiten gemäß EN ISO 5817 Bewertungs-gruppe C für-zu große Nahtüberhöhung (Stumpfnaht)-zu große Nahtüberhöhung (Kehlnaht)-zu große Kehlnahtdicke, -zu große Wurzelüberhöhung, -schroffer Nahtübergang -Einbrandkerben,
Sonst Bewertungsgruppe B.
58
Ersatzprüfungen
DIN EN 287-1:2011
Falls ein Prüfstück die Anforderungen dieser Norm nicht erfüllt, muss dem Schweißer die Gelegenheit gegeben werden, die Prüfung zu wiederholen.
ISO 9606-1
Falls ein Prüfstück die Anforderungen dieser Norm nicht erfüllt, muss dem Schweißer die Gelegenheit gegeben werden, die Prüfung zu wiederholenohne weitere Übungsphase.
59
Gültigkeitsdauer
DIN EN 287-1:2011
Erstmalige Prüfung
Gültigkeit beginnt mit dem Datum der Prüfung.
ISO 9606-1
Erstmalige Prüfung
Gültigkeit beginnt mit dem Datum der Prüfung.
-Verlängerung alle 6 Monate notwendig. -Gültigkeitsdauer kann verlängert werden. Die gewählte
Verlängerungsmethode muss bei
der Ausstellung der
Schweißerprüfung feststehen.
60
Bestätigung der Gültigkeit
DIN EN 287-1:2011
-Schweißerprüfung bleibt 2 Jahre gültig.
- Voraussetzung: alle 6 Monate Bestätigung der SAP oder verantwortlichen Person, dass Schweißer im Geltungsbereich geschweißt hat.
ISO 9606-1
- Schweißerprüfung bleibt nur gültig, wenn alle 6 Monate Bestätigung der Schweißaufsichtsperson oder Prüfer/Prüfstelle erfolgt, dass Schweißer im Geltungsbereich geschweißt hat.
61
Verlängerung der Qualifikation
DIN EN 287-1:2011
Verlängerung nach zwei Jahren möglich durch Prüfer/Prüfstelle
� Hier Entsprechung der Wiederholungsprüfung nach 2 Jahren.
ISO 9606-1
Verlängerung nach 2 Jahren durch Prüfer/Prüfstelle möglich
Die Handfertigkeit des Schweißers wird regelmäßig bestätigt durch eine der folgenden Methoden:
a) Schweißer wird alle drei Jahre
erneut geprüft (voller Umfang)
Stellungnahme des DVS 09/2013:
… ist unkritisch, der Schweißer legt eine neue Schweißerprüfung ab.
62
Verlängerung der Qualifikation
DIN EN 287-1:2011
Verlängerung nach zwei Jahren möglich durch Prüfer/Prüfstelle
Vor Verlängerung nötig: -Nähte aus den letzten 6 Monaten prüfen (RT, UT oder zerstörend)-Ergebnisse werden aufgezeichnet und zwei Jahre aufbewahrt.Prüfbedingungen, außer Abmessungen entsprechen der Erstprüfung � Verlängerung um 2 Jahre möglich
ISO 9606-1
Verlängerung um jeweils 2 Jahredurch Prüfer/Prüfstelle möglich
b) Alle 2 Jahre-2 Nähte aus den letzten 6
Monaten prüfen (RT, UT oder zerstörend)-Ergebnisse werden aufgezeichnet und zwei Jahre aufbewahrt.-Prüfbedingungen, außer Abmessungen entsprechen der Erstprüfung � Verlängerung um 2 Jahre möglich
Stellungnahme des DVS 09/2013:
… ist unkritisch, da eine Verlängerung nach zwei Jahren auf Basis von Dokumenten durch den Prüfer/die Prüfstelle erfolgt.
Anmerkung: Nur die Prüfer/Prüfstelle der Erstausstellung kann eine Verlängerung ausstellen.

63
Verlängerung der Qualifikation
DIN EN 287-1:2011 ISO 9606-1
c) Schweißerprüfung ist so lange gültig, wie folgende Bedingungen erfüllt sind:-Kein Wechsel des Arbeitgebers-Arbeitgeber ist nach ISO3834-2 oder -3 zertifiziert. -Hersteller dokumentiert, dass Schweißer einwandfreie Qualität auf Grundlage von Anwendungsnormenhergestellt hat. Dokumentation muss die Gegebenheiten der Erstprüfung bestätigen, mindestens gleiche Position, Nahtart, Badsicherung
Stellungnahme des DVS 09/2013:
Hier kommt auf die Prüfstelle eine besondere Überwachungstätigkeit zu. 9.3 besagt, dass nur der Prüfer/die Prüfstelle die Bescheinigung verlängern darf!Alle 6 Monate muss also der Prüfer der Prüfstelle den Betrieb in Augenschein nehmen bevor die Bescheinigungen verlängert werden können. Dies bedingt einen besonderen Vertrag.
64
Aufhebung der Qualifikation
DIN EN 287-1:2011 ISO 9606-1
Aufhebung der Qualifikation
Wenn es einen bestimmten Grund gibt, die Fähigkeit des Schweißers infrage zu stellen, qualitativ ausreichende Schweißnähte herzustellen, soll diese eine Qualifikation/Schweißerprüfung widerrufen werden.
65
Schweißer-Prüfbescheinigung
DIN EN 287-1:2011
Auf Prüfbescheinigung zu vermerken:
- Bestätigung des Bestehens - Wichtige Einflussgrößen- Inhalte entsprechend Anhang A- Kombinationsprüfungen möglich- Fachkundeprüfung muss mit „bestanden“ oder „nicht durchgeführt“gekennzeichnet sein.
ISO 9606-1
Auf Prüfbescheinigung zu vermerken:
-Bestätigung des Bestehens -Einflussgrößen-Inhalte entsprechend Anhang A-Kombinationsprüfungen möglich-Fachkundeprüfung muss mit „bestanden“ oder „nicht durchgeführt“gekennzeichnet sein.
- Ergänzendes Kehlnahtprüfstück auf Schweißerprüfung aufführen.
66
Schweißerprüfbescheinigung
DIN EN 287-1:2011
Folgende Angaben nötig:-Normennummer-Schweißprozess-Produktform-Nahtart-Werkstoffgruppe-Schweißzusätze-Abmessungen Prüfstück-Schweißposition-Schweißnahteinzelheiten
ISO 9606-1
Folgende Angaben nötig:-Normennummer-Schweißprozess-Produktform-Nahtart-Werkstoffgruppe des Schweißzusatzes-Schweißzusätze-Abmessungen Prüfstück-Schweißposition-Schweißnahteinzelheiten
67
Schweißerprüfbescheinigung
DIN EN 287-1:2011
Die Art des Schutzgases und das Formiergas sind nicht in die Bezeichnung aufzunehmen, müssen aber in der Schweißer-Prüfungsbescheinigung angegeben werden (siehe Anhang A).
ISO 9606-1
Die Art des Schutzgases und das Formiergas sind nicht in die Bezeichnung aufzunehmen, müssen aber in der Schweißer-Prüfungsbescheinigung angegeben werden (siehe Anhang A).
68
Schweißerprüfbescheinigung
ISO 9606-1 – Anhang B Fachkunde
Eine Fachkundeprüfung wird empfohlen, ist aber nicht vorgeschrieben.
Einige Länder können verlangen, dass Fachkundeprüfung erfolgt.
ACHTUNG: Im deutschen Vorwort wird die Fachkunde nach mehreren Einsprüchen wieder gefordert (Eingabe des DVS).
….. Anforderungen an die Fachkunde werden beschrieben.

69
… Fluch oder Segen ???
+++ Positive Aspekte +++
-Geltungsbereiche ändern sich:
-Schweißzusatz anstatt Grundwerkstoff
-Beschränkung LiBo-Arten bei 135,136,138
-Geltungsbereiche Rohr ���� Blech in Abstimmung
mit Schweißpositionen
-Reduzierung Geltungsbereiche Schweißpositionen
(PE/PD schließen PF nicht mehr mit ein)
-Korrekturen zum Kehlnahtprüfstück
--- Negative Aspekte ---
-Kombiniertes Prüfstück möglich
-Keine Zeitvorgabe für Schweißerprüfung
-Verlängerungsmodalitäten
… meine
persönliche
Meinung …
70
Was Sie persönlich tun können
-Sie können den Entwurf in deutscher Sprache
einsehen unter:
-www.entwuerfe.din.de
-Einspruchsfrist war der 25.04.2013
71
Danke für Ihre Aufmerksamkeit
www.slv-nord.de