1
Brand- und Explosionsschutz
LET Meschede GmbH Auf’m Brinke 17
59872 Meschede
Tel.: 0291 / 99 54 - 0
Fax: 0291 / 99 54 - 54
Mail: [email protected]
Web: www.let-meschede.de
2
Mit Leidenschaft am Markt!
Vorwort
Mit Leidenschaft am Markt heißt wie in einer Familie, auf den anderen zu achten, Gefühle zu berücksichtigen, auf Besonderheiten eingehen und nicht zuletzt in guten und schlechten Zeiten zueinander stehen. Jedoch kommt Erfolg nicht von selbst sondern ist das Ergebnis von Leistung und hoher Qualität, für die alle Mitarbeiter unseres Unternehmens verantwortlich sind. Hochmotivierte und qualifizierte Mitarbeiter sind deshalb unser größtes Kapital. Dazu kommen moderne Methoden und bewährte Herstellungsverfahren. Für die Erforschung und Entwicklung neuer Verfahren steht neben modernsten Messeinrichtungen die Zusammenarbeit mit führenden Hochschulen und technischen Laboren. Gute Technologien haben aber auch eine Geschichte und sind demzufolge auch kein Zufall. Sie sind vielmehr die Summe langjähriger Erfahrung und beständiger Forschung. Unsere Flexibilität und Anpassungsfähigkeit haben uns zu einem verlässlichen Partner, kompetenten Systemanbieter und zukunftsorientierten Entwickler ge-macht. Mit der Aufnahme von dezentralen Absauganlagen stellt LETmeschede
die über ein Vierteljahrhundert erworbene Kompetenz im Filtrationsanlagenbau nun einem völlig neuen Marktsegment zur Verfügung. Die neuen dezentralen Absauganlagen zeigen Ihnen als Kunde - Wir sind mit Leidenschaft am Markt.
Ralf Kuhlmann Geschäftsführer
3
Inhalt
Know-how zu Ihrem Vorteil
1. LETmeschede in Kürze – Das sind wir! Seite 4
2. Brandschutz – Ausgangssituation Seite 5
3. Brandschutz – Konstruktiver Brandschutz Seite 6
4. Brandschutz – Argumente Seite 7
5. Brandschutz – Brandschutzkonzepte Seite 8
6. Brandschutz – Voraussetzungen für einen Brand Seite 9
7. Brandschutz – Gefahrenanalyse Seite 10
8. Brandschutz – Funkenlöschung Seite 11
9. Brandschutz – Branderkennung Seite 12
10. Brandschutz – Brandlöschung Seite 13-15
11. Brandschutz – Brandmeldeanlage und Löschsysteme Seite 16-17
12. Explosionsschutz – Definition / Wann besteht Explosionsgefahr? Seite 18
13. Explosionsschutz – Voraussetzungen für eine Explosion Seite 19
14. Explosionsschutz – Reaktionsfähige Staub-/Luftgemische Seite 20
15. Explosionsschutz – Explosionsdreieck Seite 21
16. Explosionsschutz – KST-Wert Seite 22-23
17. Explosionsschutz – ATEX-Richtlinie Seite 24
18. Explosionsschutz – Planungsschritte Seite 25
19. Explosionsschutz – Schutzmaßnahmen Seite 26-27
20. Explosionsschutz – Auflagen an die Unternehmen Seite 28
21. Anlagenbeispiel – Aluminium-Schleifstaubabsaugung Seite 29-41
22. Komplettprogramm – Das Programm von A – Z Seite 42-43
23. Wir sind für Sie da! – Ihre Ansprechpartner Seite 44
4
Wir machen Ihren Staub zu unserer Passion!
LET in Kürze
LETmeschede ist seit mehr als einem Vierteljahrhundert erfolgreich
als Hersteller und Entwickler im Bereich der Absaug- und Filtrationstechnologie tätig.
In unserem Werk in Meschede im Sauerland arbeiten 50 Mitarbeiter an der Entwicklung und Umsetzung kundenorientierter und marktgerechter Filtrationslösungen „Made in Germany“.
Das Leistungsspektrum umfasst die Planung, Fertigung, Montage und
Inbetriebnahme kompletter verfahrenstechnischer Lösungen, Service und Wartung lufttechnischer Anlagen.
Seit 2006 entwickelt und fertigt LETmeschede in Zusammenarbeit mit
Maschinenherstellern aus allen Bearbeitungsbereichen kompakte dezentrale Absauganlagen als Serien- und Kleinserienprodukte.
Um unseren Kunden die jeweils effizienteste Filtrationslösung zu bieten, schauen wir über den Tellerrand der Lufttechnik hinaus und berücksichtigen auch das jeweilige verfahrenstechnische Umfeld.
2009 Entwicklung und Fertigung von verfahrbaren Schleif- und Absaugkabinen
mit integrierten Filteranlagen für die Energie-, Luft- und Raumfahrtindustrie.
2015 entsteht aus dem Markennamen LETmeschede der neue Firmenname
LET Meschede GmbH.
Die Innovationskraft des Unternehmens gilt den ständig steigenden Anforderungen an die Umwelttechnik und an den Arbeits-, Maschinen- und
Anlagenschutz.

5
Ausgangssituation
Brandschutz
Es geschieht öfter als man denkt. Gemäß Aussagen von Herstellern aus der Brandschutzbranche brennt in Deutschland täglich mindestens eine Absaug- oder Entstaubungsanlage.
Für alle brandgefährdeten Staubarten ist eine Investition in Filteranlagen mit konstruktiven Brandschutzmaßnahmen unter dem Gesichtspunkt der Arbeits- und Produktionssicherheit zu empfehlen. Bei der Beschaffung einer Filteranlage ist zu berücksichtigen, inwieweit der abzusaugende Staub/Rauch in Verbindung mit Luft eine brennbare Mischung entstehen lässt. Ist dies der Fall, so ist bei Nichtinstallation von konstruktiven Brandschutzmaßnahmen mit hohen Schäden und daraus resultierend mit hohen Folgekosten im Brandfall zu rechnen.

6
Konstruktiver Brandschutz
Brandschutz
Mit der Installation von konstruktiven Brandschutzmaßnahmen an Filteranlagen können folgende Gefahrenpunkte und deren Folgekosten reduziert werden:
Vorrangig zu nennen sind die möglichen Personenschäden im Schadensfall.
Sachschäden an Gebäude und Maschineneinrichtung - diese Kosten werden zwar zum Teil über die Versicherung abgedeckt, allerdings sind steigende Prämien nach einem Schadensfall zu berücksichtigen.
Produktionsausfälle im Schadensfall können erhebliche betriebswirtschaftliche Folgen haben. Aufgrund des eintretenden Lieferverzuges kann es zu Abwanderung von Großkunden zur Konkurrenz kommen.
Berücksichtigen Sie diese 3 Punkte bei der Entschei-dung zur Investition, werden Sie zu dem Entschluss kommen, dass sich der höhere Anlagenpreis im Scha-densfall schnell amortisiert. Die Investition in kon-struktive Brandschutzmaßnahmen leistet einen ent-scheidenden Beitrag zur Produktions- und Liefer-sicherheit Ihres Unternehmens.
7
Argumente
Brandschutz
Immer wieder hören wir von unseren Kunden:
"Unsere Anlagen brennen nicht!" oder
„Bei uns ist noch nie etwas passiert!“ oder
„Dafür haben wir kein Geld!“ Folgenden Urteilsspruch möchten wir zitieren:
" Es entspricht der Lebenserfahrung, dass mit der Entstehung eines Brandes praktisch jederzeit gerechnet werden muss. Der Umstand, dass in vielen Gebäuden jahrzehnte-lang kein Brand ausbricht, beweist nicht, dass keine Gefahr besteht, sondern stellt für den Betroffenen einen Glücksfall dar, mit dessen Ende aber jederzeit gerechnet werden muss! " Verwaltungsgericht Gelsenkirchen 5 K 1012/85 vom 14.11.1985 Oberverwaltungsgericht Münster 10 A 363/86 vom 11.12.1994 Brände in Entstaubungsanlagen können immer dort entstehen, wo brennbare Stäube oder Rauche vorhanden sind. Auslöser eines Brandes sind brennende bzw. glühende Teile mit ausreichend Energie. Entsprechende anlagentechnische Schutzmaßnahmen sind von uns aufgrund unserer langjährigen Erfahrung im Bereich Lüftungs- und Entstaubungstechnik entwickelt worden und können bei Bedarf als zusätzliche Ausstattung installiert werden.

8
Brandschutzkonzepte
Brandschutz
Brandschutz
Abwehrender Brand-
schutz
Vorbeugender Brand-
schutz
Brandschutzorganisation
Bauliche Einrichtungen
Feuerwehrzufahrten
Branderkennung und -meldung
Funkenvermeidung
Löschwasserversorgung
Spezielle Feuerlöschmittel
Feuerwehrzufahrten
Brandbekämpfungs-maßnahmen
Feuerlöscheinrichtungen und -anlagen
Maßnahmen zur Minimie-rung bzw. Verhinderung
von Brandschäden
Maßnahmen zur Redu-zierung bzw. Bekämp-
fung von Bränden
9
Zündquelle
Voraussetzungen für einen Brand
Auswahl brennbarer Staubarten / Zündquellen
Brandschutz
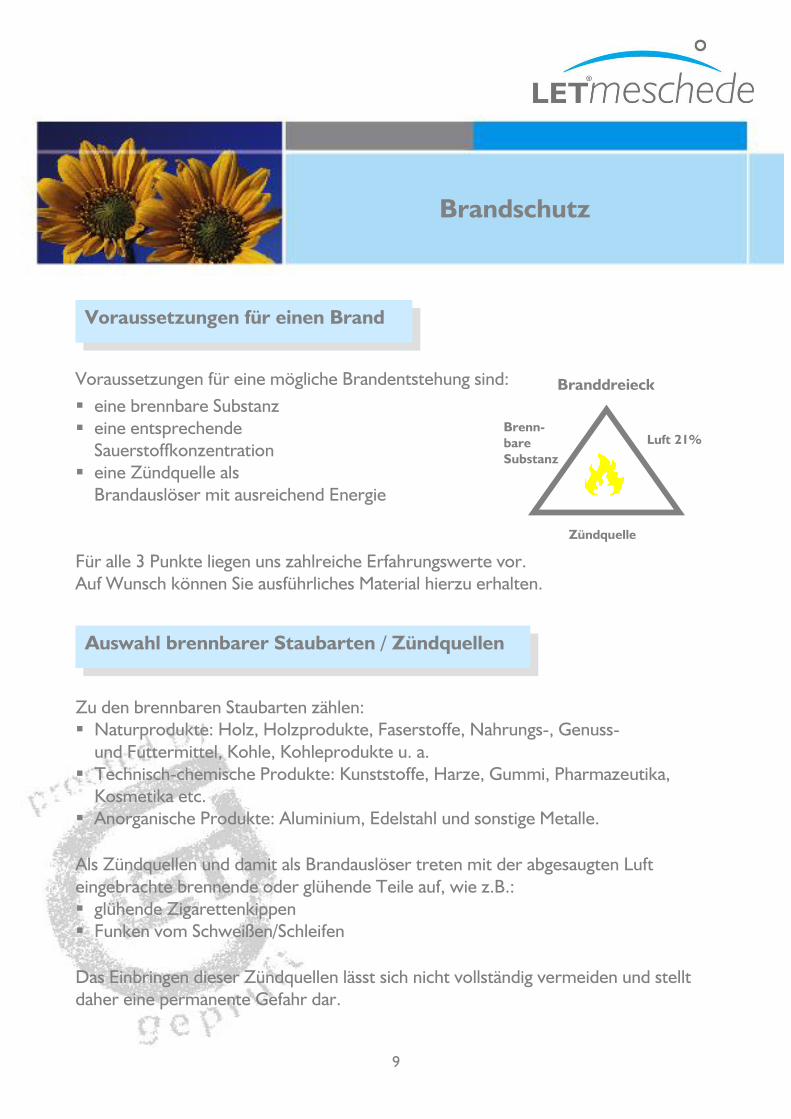
Branddreieck
Brenn- bare Substanz
Luft 21% O2
Voraussetzungen für eine mögliche Brandentstehung sind:
eine brennbare Substanz eine entsprechende Sauerstoffkonzentration eine Zündquelle als Brandauslöser mit ausreichend Energie Für alle 3 Punkte liegen uns zahlreiche Erfahrungswerte vor. Auf Wunsch können Sie ausführliches Material hierzu erhalten.
Zu den brennbaren Staubarten zählen: Naturprodukte: Holz, Holzprodukte, Faserstoffe, Nahrungs-, Genuss-
und Futtermittel, Kohle, Kohleprodukte u. a. Technisch-chemische Produkte: Kunststoffe, Harze, Gummi, Pharmazeutika,
Kosmetika etc. Anorganische Produkte: Aluminium, Edelstahl und sonstige Metalle.
Als Zündquellen und damit als Brandauslöser treten mit der abgesaugten Luft eingebrachte brennende oder glühende Teile auf, wie z.B.: glühende Zigarettenkippen Funken vom Schweißen/Schleifen
Das Einbringen dieser Zündquellen lässt sich nicht vollständig vermeiden und stellt daher eine permanente Gefahr dar.
10
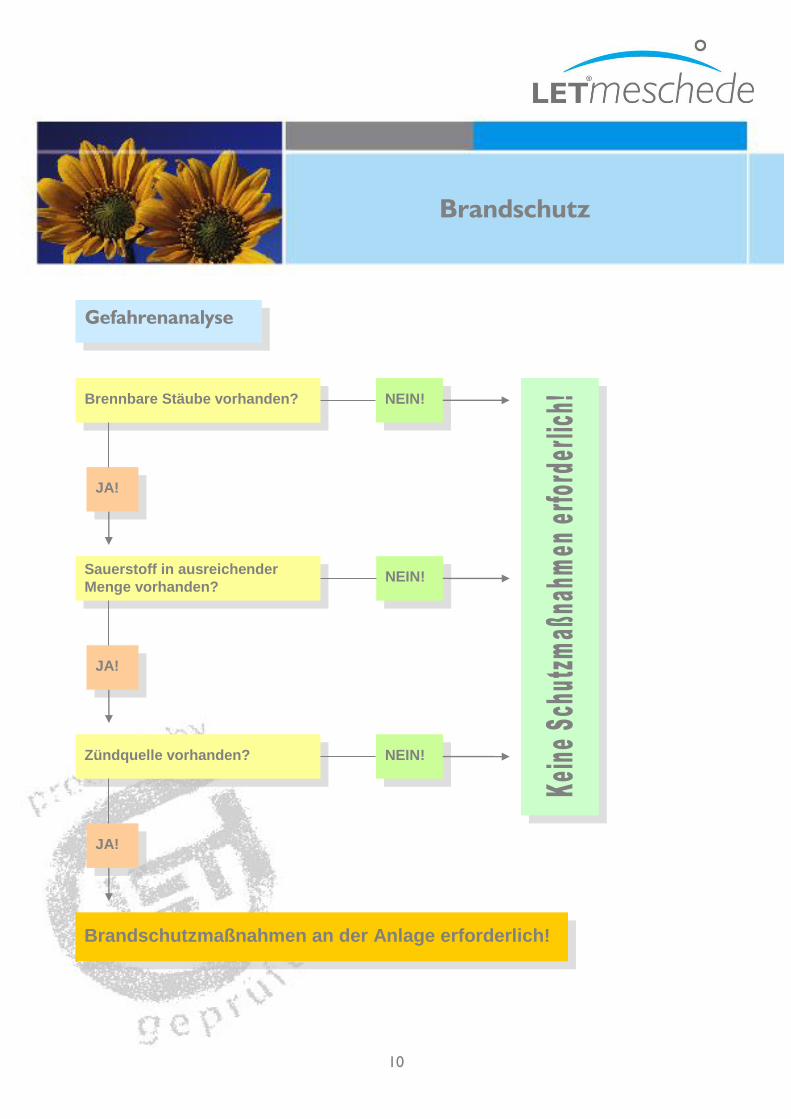
Gefahrenanalyse
Brennbare Stäube vorhanden?
NEIN!
JA!
Sauerstoff in ausreichender
Menge vorhanden?
JA!
Zündquelle vorhanden?
NEIN!
NEIN!
JA!
Brandschutzmaßnahmen an der Anlage erforderlich!
Brandschutz

11
Funkenlöschung
Brandschutz
Eine in der Rohrleitung installierte Funkenlöschanlage vermeidet größtenteils die Übertragung der Zündinitiale in die Filteranlage.
Ebenfalls in der Rohrleitung installierte Funkenmelder erkennen vorbei fliegende Funken und lösen einen Löschvorgang aus.
Durch eingedüstes Wasser werden die Funken in der Rohrleitung gelöscht. Vorteile: geringes Investitionsvolumen beeinträchtigt nicht die Funktion der Anlagentechnik platzsparende, kompakte Bauweise
Nachteile: ungeeignet für Stoffe, die mit Wasser chemisch reagieren Rückstände in der Rohrleitung nach dem Löschvorgang
12
Branderkennung
Brandschutz
Für die Erkennung von Bränden in Filteranlagen stehen folgende Anlagentechniken zur Verfügung:
Wärmefühler Die Wärmefühler sind abgestimmt auf einen Temperaturbereich und lösen bei Überschreitung einen Alarm aus.
CO-Melder Diese Erkennungstechnik basiert auf einem brandbedingten Anstieg des CO-Anteils in der Luft. Es wird sowohl auf der Rohgas- wie auch auf der Reingasseite der CO-Anteil laufend gemessen. Bei Überschreitung eines maximal zulässigen Differenzwertes wird eine Brandmeldung ausgelöst.
Flammenmelder Der Flammenmelder erkennt einen Brand an der Flackerfrequenz der Flammen und löst daraufhin eine Brandmeldung aus. Bei allen drei Versionen kann entweder eine Anzeige den Brandfall optisch melden oder eine installierte Löschanlage automatisch ausgelöst werden.
13
Brandlöschung
Brandschutz
Für die Löschung eines in der Filteranlage erkannten Brandfalles stehen folgende konstruktive Schutzmaßnahmen zur Verfügung: Löschung mit Wasser Beim Löschvorgang wird Wasser als feiner Sprühnebel über Düsen in die Filteran-lage eingebracht. Man kann den Löschvorgang entweder manuell oder automatisch über eine installierte Löschanlage auslösen. Daneben besteht die Möglichkeit, durch Anbringen von Anschlussstutzen (so genannte Trockenlöschleitungen) für Feuerwehrschläuche das Wasser in die Filteranlage zu bringen. Vorteile: Löschmittel steht in ausreichender Menge zur Verfügung geringe Investitionshöhe kühlende Wirkung des Löschmittels Nachteile: ungeeignet für Stoffe, die mit Wasser chemisch reagieren hohes Eigengewicht beim Fluten von Anlagen (muss bei der Statik
berücksichtigt werden) Löschwasser muss aufgefangen werden (Kontamination) evtl. Folgeschäden durch das Löschmittel Wasser nicht für elektrische Anlagen geeignet
14
Brandlöschung
Brandschutz
Löschung mit Inertgas Nach einer Branderkennung wird manuell oder automatisch das Fluten des kompletten Filtersystems mit Inertgas ausgelöst. Zum Einsatz kommen die Löschgase Argon, CO2 oder andere Inertgase. Durch das Einbringen dieser Gase wird der Sauerstoffanteil dem Brandherd entzogen und somit der Brand erstickt. Vorteile: auch für Stoffe geeignet, die mit Wasser chemisch reagieren keine elektrische Leitfähigkeit des Löschmittels keine Folgeschäden durch
das Löschmittel Nachteile: keine kühlende Wirkung hohes Investitionsvolumen
15
Brandlöschung
Brandschutz
Löschung mit Mehrbereichsschaum Nach der Branderkennung wird das Eindüsen von Löschschaum manuell oder automatisch über installierte Schaumdüsen ausgelöst. Der eingebrachte Schaum erstickt durch Sauerstoffentzug den Brand. Eine ausreichende Bevorratung von Schaummittel - entsprechend der Dimension des Anlagensystems - muss gewährleistet sein. Vorteile: geringere Gewichtsprobleme beim Eindüsen als bei Wasser somit geeignet zum Fluten von großen Räumen erstickende und kühlende Wirkung Nachteile: größere Reinigungsarbeiten nach Löschvorgang erforderlich Entsorgung des Löschmittels Welche Lösungsmöglichkeit in Ihrem Fall in Frage kommt, sollte in einem persönlichen Gespräch vor Ort festgelegt werden. Für weitere Fragen zu diesem Thema stehen wir Ihnen gerne zur Verfügung.
16
Brandmeldeanlage und Löschsysteme
Brandschutz
Die Brandmelde- und Löschsysteme von LETmeschede berücksichtigen die
Über eine Brandmeldezentrale, die mit einer Notstromversorgung ausgestattet ist, wird die Absaug- und Abscheideanlage im Stillstand- und Betriebszustand über-wacht. Die entsprechenden Branderkennungsmelder sorgen dafür, dass frühzeitig die Branderkennung gewährleistet wird. Die Brandmeldezentrale stellt weiter sicher, dass die Alarmweiterschaltung zum Betriebspersonal oder zur Feuerwehr erfolgt. Im Auslösefall der Brandmelde- und Löschanlage von LETmeschede ist die
Gesamtanlage innerhalb kürzester Zeit wieder voll funktionsfähig. Große Betriebsunterbrechungen und der damit verbundene Produktionsausfall, die Ihre Lieferfähigkeit und somit auch Ihre Wettbewerbsfähigkeit beeinträchtigen, fallen nicht an.
- Brandentstehungsgefahren Stoffspezifische Zündquellen Verfahrenstechnische Zündquellen Triviale Zündquellen
- Brandausbreitung Baulicher Brandschutz - Brandmeldung
Signalhorn Blitzleuchte Direktmeldung Feuerwehr
- Brandbekämpfung mit dem geeigneten Löschmittel
- Branderkennung Temperaturmelder Ionisationsrauchmelder Thermofühler CO-Gasmessgeräte
17
Brandmeldeanlage und Löschsysteme
Brandschutz
Vorteile unserer Brandmelde- und Löschsysteme sind: Vorbeugender Brandschutz Hohe Betriebssicherheit Schnelle Branderkennung Alarmweiterschaltung zum Betriebspersonal oder zur Feuerwehr Schnelle Einbringung des Löschmittels in den zu schützenden Bereich Keine Löschwasserschäden Schnelle Wiedereinsatzbereitschaft der Gesamtanlage
geringer Produktionsausfall Keine Entsorgungskosten des Löschmittels Einfaches Nachrüsten bei bestehenden Anlagen Kein Auftreten von statischen Problemen wie bei der Brandbekämpfung mit Wasser. Das Brandmelde- und Löschsystem von LETmeschede garantiert Ihnen eine
Betriebssicherheit von 98% für die zu schützende lufttechnische Industrieanlage, gemäß den einschlägigen VDS (Verband der Sachversicherer) - Richtlinien. Fehlmeldungen und -auslösungen werden ebenfalls aufgrund des Sicherheitsfaktors von 98% verhindert. Alle Komponenten des Brand- und Löschsystems von LETmeschede sind VDS-geprüft.
Fast alle Absaug- und Abscheidesysteme können nachträglich mit einem Brand-melde- und Löschsystem von LETmeschede ausgestattet werden.
Vereinbaren Sie Ihr persönliches Beratungsgespräch, denn Ihre Produktionssicher-heit kennt kein zweites Mal!
18
Definition
Explosionsschutz
Eine Explosion ist eine schnell ablaufende Oxidation mit Flammenbildung, deren Wirkung sich mit zunehmender Oxidationsgeschwindigkeit vergrößert.
Brand Stichflamme Verpuffung Explosion Detonation
Bei Explosionen treten hohe Temperaturen und hohe Druckanstiegs-geschwindigkeiten auf. Hierbei können Personen verletzt, Gebäude oder Anlagenteile zerstört sowie weitere brennbare Stoffe entzündet werden.
Explosionsgefahr kann beim Umgang mit brennbaren, d. h. oxidierbaren Stoffen auftreten, wenn diese Stoffe als Gas (z. B. Methan, Propan, Pentan), Dampf (gasförmige Phase über flüssige Phase), Nebel (fein verteilte, zerstäubte Flüssigkeit) oder als Staub vorliegen.

19
Voraussetzungen für eine Explosion
Explosionsschutz
Damit es zu einem Brand bzw. zu einer Explosion kommen kann, müssen gleichzeitig drei Voraussetzungen gegeben sein: das Vorhandensein von Luft bzw. reinem Sauerstoff das Vorhandensein einer Zündquelle mit genügend Energie das Vorhandensein eines brennbaren Stoffs (fest, flüssig und/oder gasförmig)
Nicht nur offensichtlich brennbare Stoffe können in diesem Zusammenhang ein erhebliches Gefahrenpotenzial entwickeln. Auch Materialien, die bei Raumtempe-ratur nicht brennbar sind, können in feiner Verteilung als Staub, Dampf oder Nebel sehr gefährlich sein.
20
Reaktionsfähige Staub- / Luftgemische
Zündquellen
Explosionsschutz
Aluminium Aromastoffe/Organisch Titan/Metalle Eisen Milchpulver PC, GFK, PP, PE, Polyester/Kunststoffe Farbpulver Holz Herbizide Magnesium Medikamente/Chemie Mehl Zink
Reaktionsfähig sind alle staubförmigen Stoffe < 500 mµ.
Selbstzündung Heiße Oberflächen Offene Flammen und heiße Gase Mechanisch erzeugte Funken (z. B. fallende Metallteile) Elektrische Anlagen Elektrische Ausgleichsströme, kathodischer Korrosionsschutz Statische Elektrizität Blitzschlag Adiabatische Zündquellen (Hitzeentwicklung durch Kompression) Ultraschall Chemische Zündquellen
21
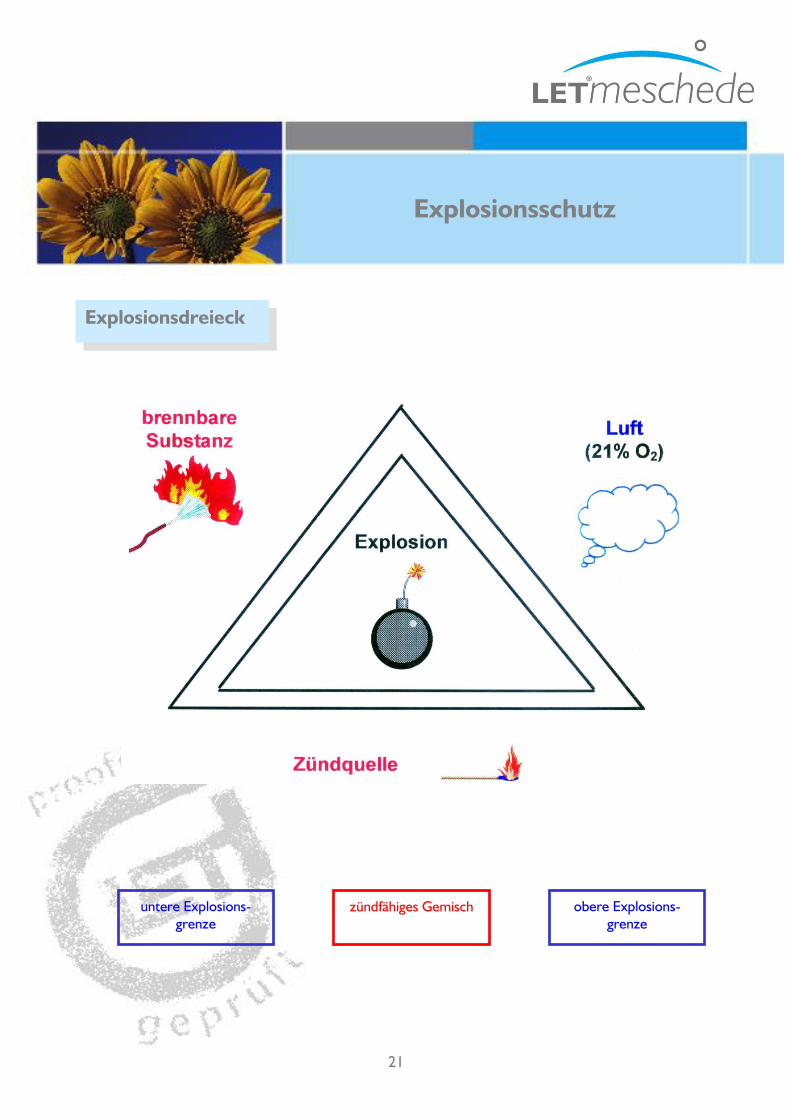
untere Explosions-grenze
obere Explosions-grenze
zündfähiges Gemisch
Explosionsdreieck
Explosionsschutz
22
KST-Wert
Explosionsschutz
Der KST-Wert ist eine nützliche staub- und prüfungsspezifische Kenngröße, die dem Wert des maximalen zeitlichen Druckanstiegs in einem Behälter von 1 m³ Größe entspricht. Grundlage sind die in den Richtlinien DIN EN 14034, EN 14491 und ISO 6184/1 festgelegten Prüfbedingungen. Die Errechnung des KST-Wertes folgt aus dem kubischen Gesetz:
(dp/dt)max x V1/3 = konst = KSt
bar sec = bar/sec * 1 m³/3 = KSt
10,8 0,025 = 432 * 0,333 = 144
(dp/dt)max Unter vorgeschriebenen Versuchsbedingungen ermittelter höchster Wert für den zeitlichen Druckanstieg, der bei einer Explosion in einem geschlossenen Behälter auftritt.
Der KST-Wert wird dazu verwendet, die Stäube in sog. Staubexplosionsklassen einzuteilen: Staubexplosionsklassen= St. in bar * m * s-1
St 1 > 0 bis 200
St 2 > 200 bis 300
St 3 > 300
23
KST-Wert
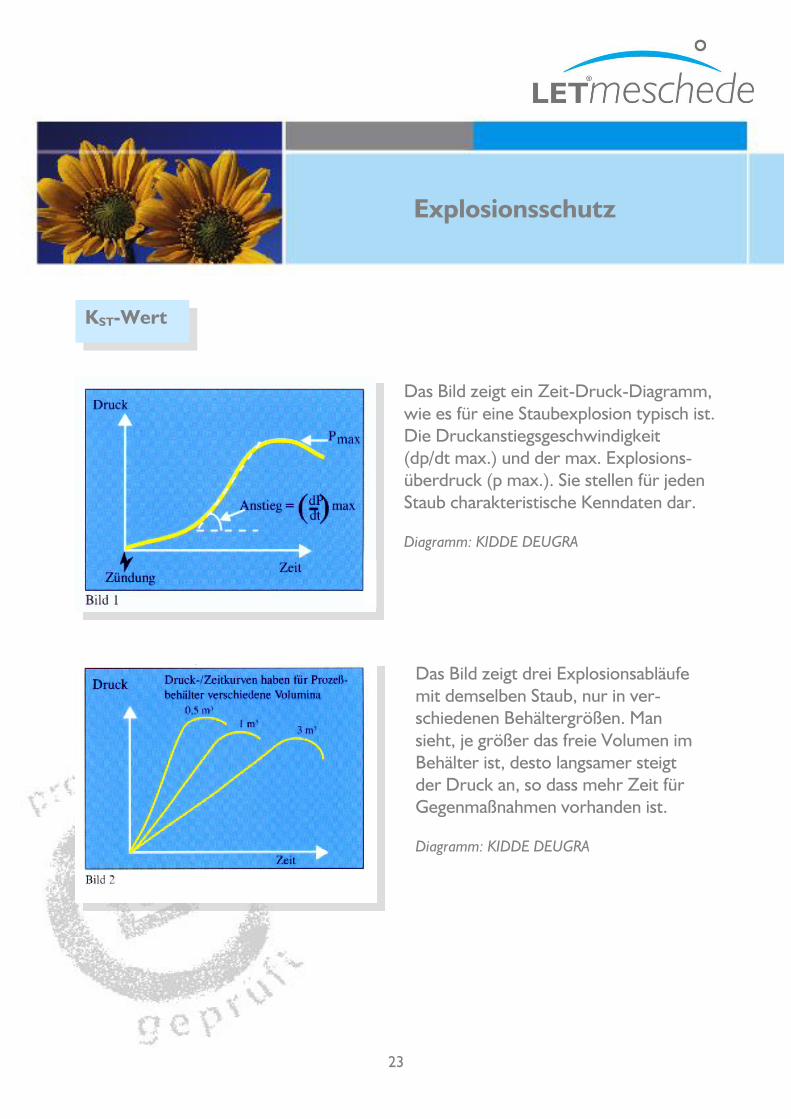
Das Bild zeigt ein Zeit-Druck-Diagramm, wie es für eine Staubexplosion typisch ist. Die Druckanstiegsgeschwindigkeit (dp/dt max.) und der max. Explosions-überdruck (p max.). Sie stellen für jeden Staub charakteristische Kenndaten dar. Diagramm: KIDDE DEUGRA
Das Bild zeigt drei Explosionsabläufe mit demselben Staub, nur in ver-schiedenen Behältergrößen. Man sieht, je größer das freie Volumen im Behälter ist, desto langsamer steigt der Druck an, so dass mehr Zeit für Gegenmaßnahmen vorhanden ist. Diagramm: KIDDE DEUGRA
Explosionsschutz

24
ATEX-Richtlinie
Explosionsschutz
Eine Vielzahl von nationalen Normen und Richtlinien sollten dafür sorgen, das Explosionsrisiko zu minimieren. Am 1. Juli 2003 wurden die zahlreichen nationalen Normen und Richtlinien zum Explosionsschutz europaweit vereinheitlicht. Die ATEX 95 (kurz für ATmosphère EXplosible) legt Anforderungen an Produkte fest und wendet sich vornehmlich an Hersteller. Die Richtlinie betrifft sämtliche elektrische Geräte, Schutzsysteme und deren Komponenten, die sich in potentiell explosionsfähiger Atmosphäre befinden. Folgende Pflichten ergeben sich für die Hersteller: Durchführung einer Risikobeurteilung der Produkte Einstufung in Gerätekategorien Festlegung der bestimmungsgemäßen Verwendung und der Betriebsbe- dingungen Die ATEX 137 beschreibt Anforderungen an Arbeitsstätten und ist für Betreiber der Anlagen relevant. Sie befasst sich mit dem betrieblichen Arbeits-schutz und wurde mit der Betriebssicherheitsverordnung in nationales Recht umgesetzt. Sie legt den Arbeitgebern im Wesentlichen folgende Pflichten auf: Ermittlung der explosionstechnischen Staubkenngrößen Zoneneinteilung je nach Explosionsgefahr Kennzeichnung der explosionsgefährdeten Bereiche Festlegung von Schutzmaßnahmen und Betriebsanweisungen für die
Mitarbeiter
25
Planungsschritte
Foto: DMT Dortmund
Foto: LETmeschede
Explosionsschutz
Für alle reaktionsfähigen Staubarten ist eine Investition in explosionsge-schützte Anlagentechnik unter dem Gesichtspunkt der Wirtschaftlich-keitsaspekte und der Berücksichtigung der Gefährdungsanalysen und Machbarkeitsstudien rechtlich vorgeschrieben. Welche Lösungsmöglichkeit im konkreten Anwendungsfall in Frage kommt, muss vor Ort festgelegt werden.
Gefährdungsanalysen Machbarkeitsstudien Wirtschaftlichkeitsaspekte
Gesamtkonzept (globale Systemlösungen)
26
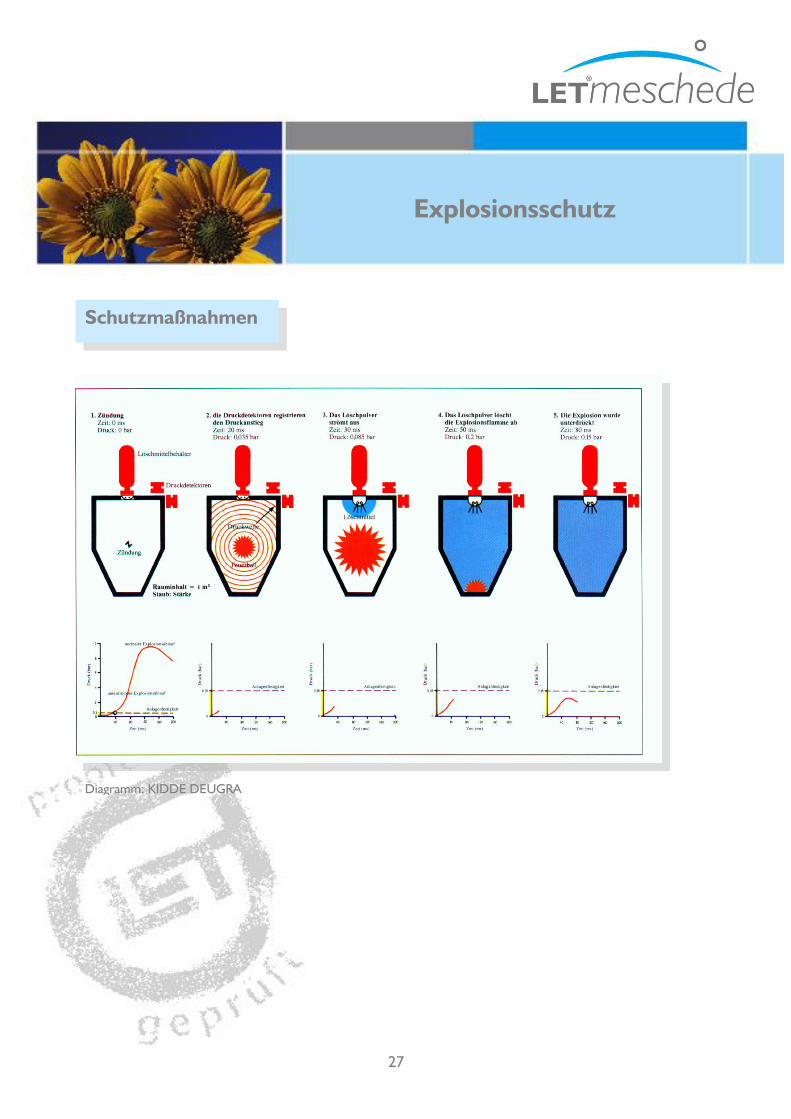
Schutzmaßnahmen
Explosionsschutz
Primäre Schutzmaßnahmen ausreichende Lüftung Konzentrationskontrolle (UEG/OEG beachten) Medium durch ein nicht brennbares ersetzen Vakuum Sekundäre Schutzmaßnahmen Zündquellen vermeiden heiße Oberflächen offene Flammen mechanisch erzeugte Funken elektrische Ausgleichsströme Blitzschlag usw. Konstruktive Schutzmaßnahmen nach DIN EN 14034 Staubbrände und Staubexplosionen Gefahren – Beurteilung – Schutzmaßnahmen druckentlastende Bauweise nach DIN EN 14491 druckstoßfeste Bauweise nach DIN EN 14034 druckfeste Bauweise nach DIN EN 14034 unterdrückende Bauweise nach DIN EN 14034 Nassabscheidung des Staubes durch benetzen desselben in einem Nassab-
scheider Feststoffinertisierung durch Zugabe von inerten Stäuben, z. B. Steinsalz oder
Natriumsulfat
27
Schutzmaßnahmen
Diagramm: KIDDE DEUGRA
Explosionsschutz

28
Auflagen an die Unternehmen
Explosionsschutz
Von dem Produktionsbetrieb dürfen keine „belastenden Umweltein- wirkungen“ ausgehen. Die nach dem „Stand der Technik“ möglichen Maßnahmen zur Emissionsbe-
grenzung müssen getroffen werden. Schutzpflicht § 5 Abs. 1 Nr. 1 BImSchG Vorsorgepflicht § 5 Abs. 1 Nr. 2 BImSchG Bundes-Immissionsschutzgesetz (BImSchG) DIN EN 14034 (Staubbrände und Staubexplosionen, Gefahren – Beurteilung
– Schutzmaßnahmen)
ZH 1/10 (Richtlinien für die Vermeidung der Gefahren durch explosionsfähige Atmosphäre, Explosionsschutz - Richtlinien, EX-RL – NEU: BGR 104 Explosions-schutz-Regeln)
Technische Anleitung zur Reinhaltung der Luft (TA-Luft) Technische Anleitung zum Schutz gegen Lärm (TA-Lärm) 2014/34/EU (Richtlinie zur Angleichung der Rechtsvorschriften der Mitgliedstaaten für Geräte und Schutzsysteme zur bestimmungsgemäßen Verwendung in explosionsgefährdeten Bereichen [ATEX 100 a]).
DIN VDE 0165 (Errichten elektrischer Anlagen in explosionsgefährdeten Bereichen). ZH 1/140 (Regeln für Sicherheit und Gesundheitsschutz an Arbeitsplätzen mit Arbeitsplatzlüftung – NEU: BGR 121 Arbeitsplätze mit Arbeitsplatzlüftung).
29
Aluminium ist anders!
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Aluminium wird heute zunehmend in fast allen Industriezweigen eingesetzt. Am Beispiel der Automobilindustrie zeigen wir die Vielseitigkeit dieses Werkstoffes auf.
Aluminium verfügt über:
ein geringes Gewicht
eine sehr hohe Affinität zum Luftsauerstoff
eine sehr hohe Lichtreflektion
eine sehr feste Oberfläche
eine gute Leitfähigkeit
eine gute chemische Beständigkeit
günstige Festigkeitseigenschaften
eine gute Umformbarkeit
einen geschlossenen Wertstoffkreislauf
Aluminium erfreut sich, aufgrund seiner Eigenschaften, im Automobilbau und hier speziell in der Karosseriefertigung großer Beliebtheit.
30
Aluminium ist anders!
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Zur Erreichung einer lackierfähigen Oberfläche muss die gesamte Karossenober-fläche geschliffen werden. Beim Schleifen mittels Schwing- und Drehtellerschleifer entsteht ein sehr feiner Staub. Aufgrund der, dem Werkstoff eigenen, enormen Affinität zum Luftsauerstoff (sofortige Bildung einer Oxidhaut), wird die Ober-fläche der Staubpartikel im Verhältnis zum Materialanteil stark erhöht.
Aus diesem Grunde besteht bei bestimmten Rahmenbedingungen die Gefahr einer Staubexplosion. Zur Auslegung von Explosionsschutzmaßnahmen gemäß den Explosionsschutzrichtlinien sind zunächst Untersuchungen bezüglich des KST-Wertes durchzuführen.
In diesem Fall sind die Versuche bei der Fach-stelle für Brand- und Explosionsschutz über Tage (Bergbau-Versuchsstrecke bei der DMT – Gesellschaft für Forschung und Prüfung mbH, Dortmund) durchgeführt worden. Diese haben gezeigt, dass mit einem KST-Wert bis zu 300 bar*m*s-1 zu rechnen ist.
31
Anlagenkenngrößen
Explosionskenngrößen
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Zur Auslegung einer brand- und/oder explosionsgeschützten Anlage werden folgende Informationen benötigt:
Stauberfassungsmöglichkeit Betriebstemperatur (°C) Volumenstrom (Nm³/h) Staubanfall/Rohgasbeladung (g/m³) Aufstellort Hallenzeichnung/Layout Produktionszeit in Std./Tag und Tage/Jahr Teilestückzahlen Verfügbarkeit der Anlage (%) Produktionszeitraum (Jahre) Fertigungskonzept (Linienführung) Layout
KST-Wert (bar*m*s-1) max. Explosionsdruck (bar) untere und obere Explosionsgrenze (g/m³) Staubexplosionsklasse (1-3) Mindestzündenergie (mJ) Zündtemperatur
Die Explosionskenngrößen können z. B. bei der DMT GmbH & Co. KG, Tremonia-straße 13 in 44137 Dortmund ausgetestet werden.

32
Anlagenaufbau
Anlagenbeispiel Aluminium-Schleifstaubsaugung
In einen neuen Produktionsprozess sind 2 Schleifkabinen, in denen Fahrzeugteile aus Aluminium geschliffen werden, eingebaut. Die Integration dieser Kabinen in den Produktionsprozess erfolgte aus produktionstechnischen Gesichtspunkten.
Die Schleifkabinenbauweise ermöglicht ohne Demontage der Einzelteile – eine Verände-rung des Aufstellortes bzw. einen nachträglichen Einbau in Produktionslinien. Der Eingang ist mit einem Klarsichtlamellen-vorhang gegen Staubaustrag geschützt. Nur wenn die Lamellenvorhänge geschlossen sind, wird mittels eines Endschalters die Druckluftversorgung für die Schleifgeräte freigegeben.
33
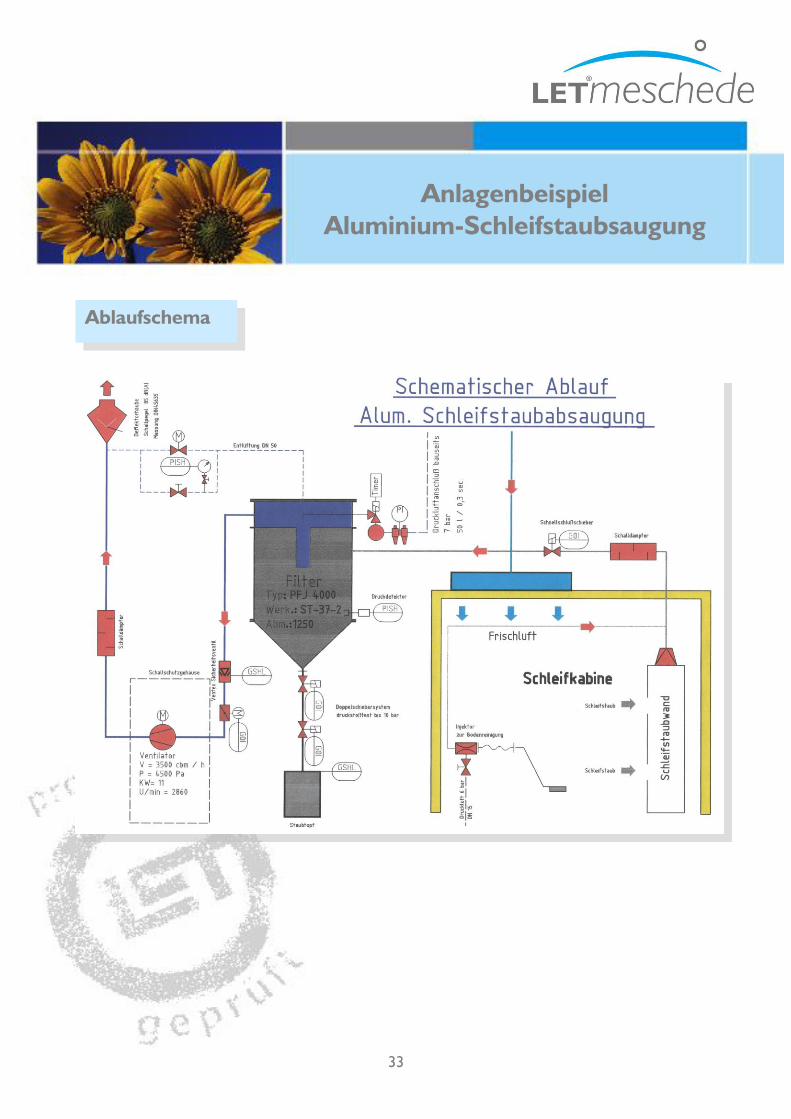
Ablaufschema
Anlagenbeispiel Aluminium-Schleifstaubsaugung

34
Schleifwerkzeuge
Rohrleitung mit Schnellschussschieber
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Die Staubabsaugung erfolgt direkt an den Schleifgeräten mittels Venturidüsen, so dass ca. 60 % aller anfallenden Stäube vor Ort abgesaugt werden. Ferner wird die Hoch-druckabsaugung zur Reinigung der Kabinen und der zu bearbeitenden Werkstücke benutzt.
Das fortlaufende Saugrohrleitungssystem ist strömungs-günstig und mit einer Luftgeschwindigkeit von 25m/s ausgelegt.
Bevor die Rohrleitung in einem Patronenfiltersystem mit integrierter Jet-Impuls-Abreinigung mündet, wird diese über einen Schnellschlussschieber entkoppelt. Die gesamte Saugrohrleitung der ND-Anlage ist für einen Betriebsdruck bis 10 bar ausgelegt und geprüft. Die Schnellschlussschieber werden über dynamische Druckdetektoren, die sich am bzw. im Filtergehäuse befinden, bereits bei einem Druckanstieg von 35 mbar/20 ms ausgelöst.
35
Anlagenbeschreibung
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Die Zulufteinbringung erfolgt über das Kabinendach mittels einer Frischluftdecke. Der Werker steht somit immer im Frischluftstrom und die maximal zulässige Staubkonzentration am Arbeitsplatz von 6 mg/m³ wird um ein vielfaches unter-schritten. Messungen belegen eine maximale Arbeitplatzkonzentration von 0,2 mg/m³ Atemluft.
Die Patronenfilteranlagen reinigen das Rohgas bis auf einen Reststaubgehalt von < 0,5 mg/Nm³. Die Abscheideanlage ist ausgelegt für einen Volumenstrom von max. 3.500 m³/h bei einem Unterdruck von 4.500 Pa.
Die Anlagen gewährleisten die Reinhaltung der Atmosphäre gemäß den gesetzlich vorgeschriebenen Grenzwerten. Damit werden die gesetzlich vorgeschriebenen Emissionswerte der TA-Luft problemlos eingehalten.
Das Jet-Impuls-Abreinigungsverfahren befreit die Filtermedien von den Staubablagerungen. Somit wird eine Anreicherung von größeren Mengen Aluminiumstaub innerhalb der Filteranlage durch das ständige Austragen und Abreinigen ausge-schlossen.

36
Anlagenbeschreibung
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Der abgeschiedene Aluminiumschleifstaub wird bei diesem System über ein wechselseitig wirkendes Doppelschiebersystem in einem nach ZH 1/32 gekennzeichneten Behälter ausgetragen. Die Austragsschieber sind auf Druckstoß-festigkeit von 10 bar Überdruck sowie auf Zünddurchschlagsicherheit gegenüber Staubexplosionen geprüft und zertifiziert. Ein Austreten bzw. Übertragen der Explosion zum Staubsammelbehälter ist somit ausgeschlossen.
37
Anlagenbeschreibung
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Aluminium reagiert mit Wasser und hierbei entsteht Wasserstoff. Je nach Witterungslage enthält die Umgebungsluft einen entsprechenden Wassergehalt. Außerdem kann es zu Reaktionen innerhalb der Filteranlage und des Staubbehäl-ters kommen.
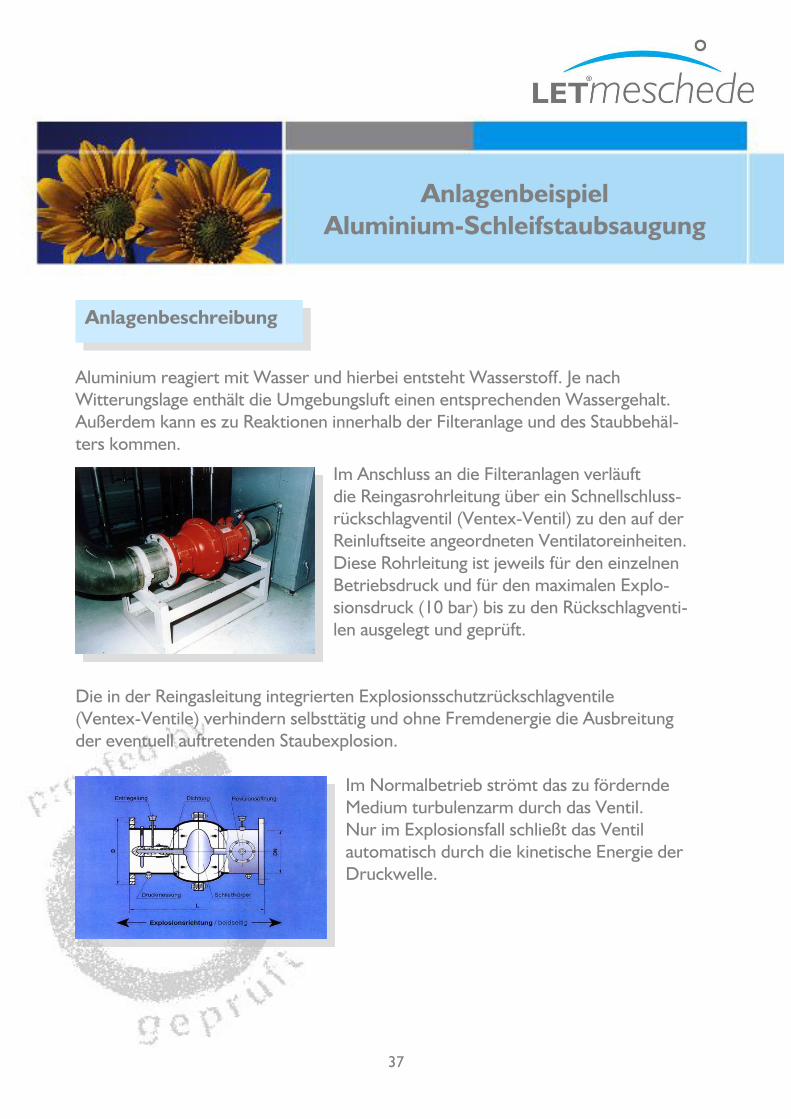
Im Anschluss an die Filteranlagen verläuft die Reingasrohrleitung über ein Schnellschluss-rückschlagventil (Ventex-Ventil) zu den auf der Reinluftseite angeordneten Ventilatoreinheiten. Diese Rohrleitung ist jeweils für den einzelnen Betriebsdruck und für den maximalen Explo-sionsdruck (10 bar) bis zu den Rückschlagventi-len ausgelegt und geprüft.
Die in der Reingasleitung integrierten Explosionsschutzrückschlagventile (Ventex-Ventile) verhindern selbsttätig und ohne Fremdenergie die Ausbreitung der eventuell auftretenden Staubexplosion.
Im Normalbetrieb strömt das zu fördernde Medium turbulenzarm durch das Ventil. Nur im Explosionsfall schließt das Ventil automatisch durch die kinetische Energie der Druckwelle.
38
Ventilatoreinheit
Roh- und Reingasanschlüsse des Abscheiders
Anlagenbeispiel Aluminium-Schleifstaubsaugung
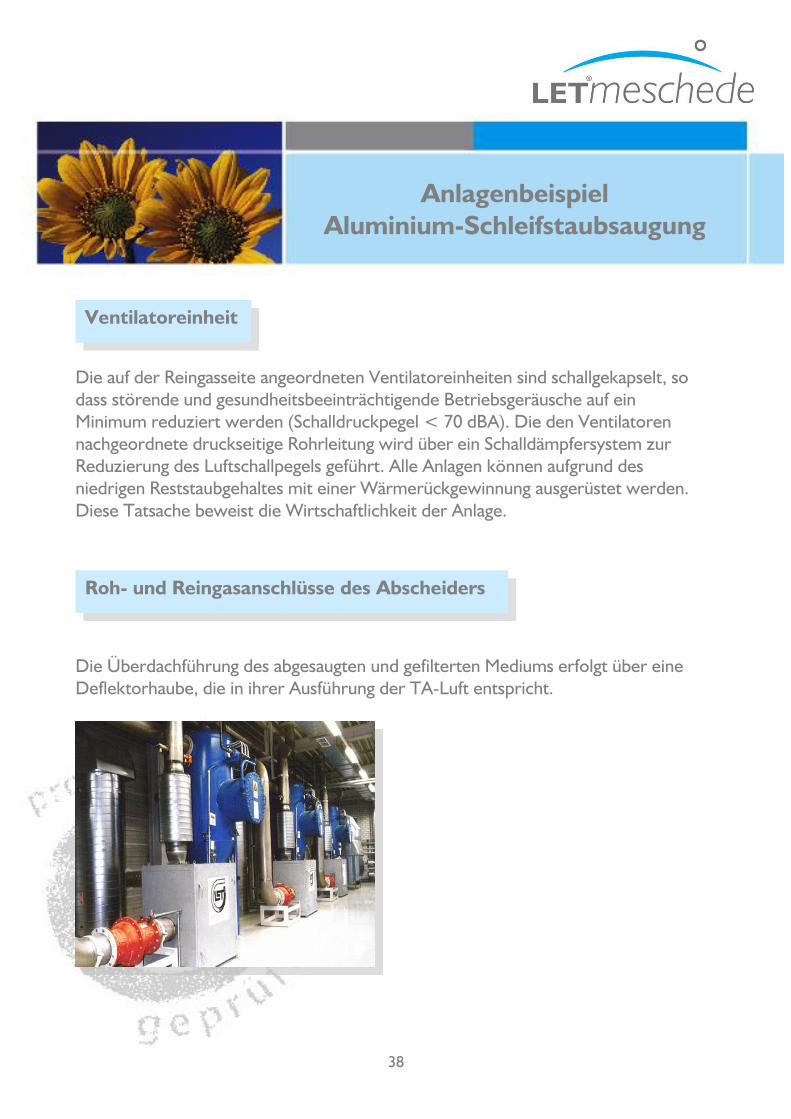
Die auf der Reingasseite angeordneten Ventilatoreinheiten sind schallgekapselt, so dass störende und gesundheitsbeeinträchtigende Betriebsgeräusche auf ein Minimum reduziert werden (Schalldruckpegel < 70 dBA). Die den Ventilatoren nachgeordnete druckseitige Rohrleitung wird über ein Schalldämpfersystem zur Reduzierung des Luftschallpegels geführt. Alle Anlagen können aufgrund des niedrigen Reststaubgehaltes mit einer Wärmerückgewinnung ausgerüstet werden. Diese Tatsache beweist die Wirtschaftlichkeit der Anlage.
Die Überdachführung des abgesaugten und gefilterten Mediums erfolgt über eine Deflektorhaube, die in ihrer Ausführung der TA-Luft entspricht.
39
Klimatisierte Arbeitsluft
Vorteile der Trockenentstaubung
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Zur Zuluftführung in den Schleifkabinen wird ein zentrales Lüftungsgerät eingesetzt. Die Ansaugung der Außenluft erfolgt über das Dach und wird teilklimatisiert. Mit diesem zentralen Lüftungsgerät wird die Zuluft in den Sommermonaten gekühlt und in den Wintermonaten erwärmt. Ferner wird die Außenluft über ein Filtersystem vor dem Eintritt in den Austauschereinheiten gereinigt, damit störende Umwelteinflüsse den Werker vor Ort nicht beeinträchtigen.
Die Verfügbarkeit der Anlagen ist auf sechs Werktage pro Woche im 24-
Stunden-Dauerbetrieb festgesetzt.
Der hohe Reinheitsgrad der Trockenentstaubung stellt sicher, dass die gereinig-te Luft über ein Umluftverfahren sogar wieder in den Fertigungsbereich zurück-geführt werden kann.
Der niedrige Energiebedarf und die Möglichkeit der uneingeschränkten Wärme-
rückgewinnung, z. B. Umluft, garantieren die Wirtschaftlichkeit der Anlage.
Bei der Trockenentstaubung wird nur eine Energiequelle – nämlich Strom – benötigt.
40
Vorteile der Trockenentstaubung
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Es fallen keine Entsorgungskosten an, da der abgeschiedene Staub dem Werk-stoffkreislauf wieder zugeführt werden kann.
Die Selbstreinigung der Anlage macht gesundheitsbeeinträchtigende und lästige manuelle Reinigungsarbeiten an und in den Filteranlagen überflüssig. Gesund-heitsschädliche Keim- und Pilzbildungen werden aufgrund der Trockenentstau-bung ausgeschlossen
Zusätzliche Chemikalien, um z. B. die Schaumbildung von Ziehfetten zu vermei-
den, werden nicht mehr benötigt.
Die im Vergleich Trockenfilteranlage/Nasswäscheranlage höhere Investitions-summe relativiert sich durch:
die niedrigeren Betriebskosten
die längere Lebensdauer der Anlage
Aufgrund der kompakten und sicheren Bauweise sind die Anlagen nicht an einen
Ort, z. B. die Technikzentrale oder die Außenaufstellung gebunden.
41
Unser Know-how ist Ihr Nutzen
Anlagenbeispiel Aluminium-Schleifstaubsaugung
Bei der vorgestellten Anlagentechnik der Marke LETmeschede handelt
es sich um eine Entwicklung, die wir gemeinsam mit unseren Kunden, führenden Hochschulen und externen Forschungseinrichtungen betrieben haben.
Auch in Zukunft garantieren wir durch unsere Forschungs- und Entwicklungsarbeit bei unseren Kunden das für den jeweiligen Anwendungsfall unter betriebswirtschaftlichen Gesichtspunkten optimale Entstaubungssystem zu installieren.
Den Einsatzmöglichkeiten der entwickelten Anlagentechnik sind keine Grenzen gesetzt. Das Anlagensystem wird nicht nur bei Aluminiumstaub eingesetzt. Anwendung findet dieses Anlagenkonzept auch in Ihrer Fertigung, wenn andere explosionsfähige Stäube auftreten.
42
Komplettprogramm!
Das Programm von A-Z
Abscheider o Zyklone o Aktivkohlefilter
Arbeitstische o mit/ohne Absaugung
Arbeitskabinen o mit/ohne Schallschutz o mit/ohne integrierter Absaugung und Filterung
Entstaubungssysteme o Baustoffindustrie, Glas & Keramik o Metallverarbeitende Industrie o Chemieindustrie o Kunststoffindustrie o Elektroindustrie o Foodindustrie o Reststoffe
Entstaubungsanlagen mit Brandschutz o mit/ohne Prüfung nach VDS o Funkenerkennung und Löschanlage o Inertgaslöschanlagen o Schaumlöschanlagen
Erfassungselemente o Absaugarme o Absaugkräne o Absaughauben o Absaugdüsen o Schweißrauchschutzschild
Explosionsgeschützte Filteranlagen und Absaugsysteme (VDI 2263, heute DIN EN 14034)
o Explosionsdruckfest o Druckentlastend o Explosionsunterdrückend o Explosionsentkopplung
Arbeitstisch höhenverstellbar
Absaugung Baustoffindustrie
Absaugarm
Explosionsgeschützte Filteranlage

43
Das Programm von A-Z
Komplettprogramm!
Filternde Abscheider o Patronenfilter o Heißgasfilter o Plattenfilter o Plissierte Filterplatten o Schwebstofffilter
MSR-Technik o Schaltschrankbau o SPS-Steuerung o Regelungsanlagen o Visualisierung
Öl- und Emulsionsnebelabscheider o Tiefenfilter o Taschenfilter
Produktion von Standardanlagen in Serien und Kleinserien
o Emulsionsnebelabscheider o Patronenfilter
Sicherheitssysteme o Gasüberwachungssysteme o Lösemittelüberwachungssysteme o Luftmengenüberwachung o Sauerstoffkonzentratgasüberwachung o Staubkonzentrationsüberwachung
Zentrale Staubsauganlagen o für die Materialförderung
Zu- und Abluftanlagen o mit Wärmerückgewinnung
Patronenfilteranlage
Schaltschrank
Zentralabsaugung
Öl- und Emulsionsnebelabscheider EA-Serie
Patronenfilter PFJ-Serie
44
Wir sind für Sie da!
VERTRIEB
Roland Vormann
Tel.: 0291 / 99 54 – 32
Fax: 0291 / 99 54 – 54
Mail: [email protected]
Web: www.let-meschede.de
ELEKTROTECHNIK
Peter Gödde
Tel.: 0291 / 99 54 – 16
Fax: 0291 / 99 54 – 54
Mail: [email protected]
Web: www.let-meschede.de
KONSTRUKTION
Abteilung Engineering
Tel.: 0291 / 99 54 – 0
Fax: 0291 / 99 54 – 54
Mail: info@let- meschede.de
Web: www.let-meschede.de
SERVICE & ERSATZTEILE
Stephanie Leisse
Tel.: 0291 / 99 54 – 14
Fax: 0291 / 99 54 – 54
Mail: [email protected]
Web: www.let-meschede.de
Ihre Ansprechpartner







