
Der Werkzeugbau
Metalltechnik Fachbildung
vonHeiner Dolmetsch, Detlev Holznagel, Eberhard Keller, Wolfgang Klein, Thomas Odenwald
1. Auflage
Der Werkzeugbau – Dolmetsch / Holznagel / Keller / et al.
schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG
Thematische Gliederung:
Unterrichtsmaterialien
Europa Lehrmittel 2011
Verlag C.H. Beck im Internet:www.beck.de
ISBN 978 3 8085 1200 5
EUROPA-FACHBUCHREIHEfür Metallberufe
Heiner Dolmetsch Wolfgang KleinDetlef Holznagel Thomas OdenwaldEberhard Keller
METALLTECHNIK FACHBILDUNG
Der Werkzeugbau1 Stanztechnik 5 Bearbeitungsverfahren im Werkzeugbau 2 Formenbau 6 Werkstoffe und Wärmebehandlungsverfahren3 Vorrichtungsbau 7 Beispielsammlung4 Messgeräte und Lehren 8 Lernfelder
15. Auflage
VERLAG EUROPA-LEHRMITTEL · Nourney, Vollmer GmbH & Co. KGDüsselberger Straße 23 · 42781 Haan-Gruiten
Europa-Nr.: 10889
Titelei 001-006 27.03.2011 9:55 Uhr Seite 1
AutorenDolmetsch, Heiner Dipl.-Gwl., Dipl.-Ing. (FH), Oberstudienrat Metzingen
Holznagel, Detlev Dipl.-Ing., Studiendirektor Emmendingen
Keller, Eberhard Dipl.-Ing. (FH), Oberstudienrat Ulm
Klein, Wolfgang Staatl. gepr. Maschinenbautechniker, PforzheimStudiendirektor
Odenwald, Thomas Dipl.-Gwl., Dipl.-Ing. (FH), Studiendirektor Bruchsal
Lektorat und Leitung des Arbeitskreises:
Wolfgang Klein
Bildbearbeitung:
Zeichenbüro des Verlags Europa-Lehrmittel GmbH & Co., Ostfildern
Umschlaggestaltung Michael M. Kappenstein
Das vorliegende Buch wurde auf der Grundlage der neuen amtlichen Rechtschreibregeln erstellt.
Diesem Buch wurden die neuesten Ausgaben der DIN-Blätter und der VDI-Richtlinien zugrundegelegt. Verbindlich sind jedoch nur die DIN-Blätter und die VDI-Richtlinien selbst.Verlag für die DIN-Blätter: Beuth-Verlag GmbH, Burggrafenstraße 6, 10787 Berlin.
15. Auflage 2011
Druck 5 4 3 2 1
Alle Drucke derselben Auflage sind parallel einsetzbar, da sie bis auf die Behebung von Druckfehlernuntereinander unverändert sind.
ISBN 978-3-8085-1200-5
Alle Rechte vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetzlich geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2011 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruitenhttp://www.europa-lehrmittel.deSatz: rkt, 42799 Leichlingen, www.rktypo.comDruck: Konrad Triltsch, Print und digitale Medien GmbH, 97199 Ochsenfurt-Hohestadt
Titelei 001-006 27.03.2011 9:55 Uhr Seite 2
1
2
3
4
5
6
7
8
1 Stanztechnik
Seite 7 … 107
2 Formenbau
Seite 108 … 189
3 Vorrichtungsbau
Seite 190 … 235
4 Messgeräte und Lehren
Seite 236 … 264
5 Bearbeitungs-verfahren imWerkzeugbau
Seite 265 … 286
6 Werkstoffe undWärmebehand-lungsverfahren
Seite 287 … 307
8 Lernfelder mitLernsituationen
Seite 324 … 343
7 Beispielsammlungmit Analysen
Seite 308 … 323
Vorwort 3
VorwortDieses Fachbuch wendet sich vor allem an die Auszubildenden derBerufe Werkzeugmechanikerin und Werkzeugmechaniker bzw. Fein-werkmechanikerin und Feinwerkmechaniker Schwerpunkt Werk-zeugbau. Wer sich persönlich weiterbilden oder auf eine Meister-oderTechnikerprüfung vorbereiten möchte, wird in diesem Buchviele Anregungen finden.
Insbesonders die Abschnitte 2 und 5 sind auch für die Verfahrens-mechaniker/in für Kunststoff- und Kautschuktechnik interessant.
Die 15. Auflage wurde sorgfältig durchgesehen und korrigiert.
Um die geforderte Handlungskompetenz zu stärken, ist am Schlussder Abschnitte Stanztechnik, Formenbau und Vorrichtungsbau je einFallbeispiel eingefügt. Diese eignen sich besonders für den Unter-richt im Lernfeld, weil sie neben den fachlichen Aspekten in derTechnologie und der Werkstofftechnik auch noch Inhalte derArbeitsplanung und technische Berechnungen enthalten. Die Auto-ren haben hierbei besonderen Wert auf den Anwendungsbezug unddie Problemorientierung gelegt.
Um das Unterrichtskonzept „Lernen im Lernfeld“ zu stärken, wer-den am Schluss des Buches die Lernfelder 5 bis 14 für Werkzeug-mechaniker bearbeitet. Für jedes dieser Lernfelder wird ein Vor-schlag für einen Lerngegenstand gemacht und das Lernfeld in Lern-situationen aufgeteilt.
Dem Lehrbuch ist eine CD beigelegt, auf der über 700 Bilder undTabellen aus diesem Buch gespeichert sind.
Besonders zu empfehlen sind Bilder der CD aus den Abschnitten„Beispielsammlung“ und „Lernfelder“. Auf der CD finden die Nutzerauch Lösungsvorschläge für die im Buch gestellten Wiederholungs-fragen sowie Animationen und Präsentationen aus dem Fertigungs-bereich Stanz- und Umformtechnik.
Im Sachwortbereich werden die technischen Fachbegriffe sowohl indeutscher als auch in englischer Sprache angeben, um das Textver-ständnis englischer Fachliteratur zu fördern.
Besonderen Dank gilt den auf Seite 345 aufgeführten Firmen und Or-ganisationen, die den Autoren wertvolle Unterstützung gewährten.
Für Anregungen und kritische Hinweise an die E-Mail-Adresse [email protected], die zu einer weiteren Vervollständi-gung und Verbesserung des Buches beitragen können, sind Autorenund Verlag aufgeschlossen und dankbar.
Eisingen, im Frühjahr 2011 Wolfgang Klein
Titelei 001-006 27.03.2011 9:55 Uhr Seite 3
2
4
6
8
1
3
5
7
1.12 Verbundwerkzeuge . . . . . . . . . . . . . . . . 891.12.1 Folgeverbundwerkzeuge . . . . . . . . . . . . 891.12.2 Aufbau der Folgeverbundwerkzeuge . . 901.12.3 Gesamtverbundwerkzeuge . . . . . . . . . . 931.13 Pressen und Hilfseinrichtungen der
Stanztechnik . . . . . . . . . . . . . . . . . . . . . 941.13.1 Pressenarten . . . . . . . . . . . . . . . . . . . . . . 941.13.2 Wirkungsweise der Pressen . . . . . . . . . 991.13.3 Auswahl von Pressen . . . . . . . . . . . . . . 1021.13.4 Zusatzgeräte an Pressen . . . . . . . . . . . . 1031.13.5 Werkzeugeinbau und -überwachung . . 1041.13.6 Schutzeinrichtungen an Pressen . . . . . 1051.13.7 Wartung von Pressen und Werkzeugen 106
2 Formenbau . . . . . . . . . . . . . . . . . . . . . . . . 108
2.1 Fertigungsverfahren . . . . . . . . . . . . . . . 1082.2 Kokillengießen . . . . . . . . . . . . . . . . . . . . 1082.3 Druckgießen . . . . . . . . . . . . . . . . . . . . . . 1092.3.1 Warmkammerverfahren . . . . . . . . . . . . 1102.3.2 Kaltkammerverfahren . . . . . . . . . . . . . . 1112.3.3 Druckgießmaschinen . . . . . . . . . . . . . . . 1122.3.4 Richtlinien für die Gestaltung von
Druckgießteilen . . . . . . . . . . . . . . . . . . . 1122.3.5 Aufbau der Druckgießwerkzeuge . . . . . 1132.3.6 Eingießen von Fremdmetallteilen . . . . 1172.3.7 Kühlen der Form . . . . . . . . . . . . . . . . . . 1172.4 Form- und Spritzpressen . . . . . . . . . . . 1182.4.1 Formpressen . . . . . . . . . . . . . . . . . . . . . 1182.4.2 Spritzpressen . . . . . . . . . . . . . . . . . . . . . 1192.4.3 Beheizung von Press- und
Spritzpresswerkzeugen . . . . . . . . . . . . . 1202.5 Spritzgießen . . . . . . . . . . . . . . . . . . . . . . 1212.5.1 Vorgänge beim Spritzgießen . . . . . . . . . 1212.5.2 Spritzgießmaschine . . . . . . . . . . . . . . . . . 1252.5.3 Gestaltung von Spritzgießteilen . . . . . . . 1292.5.4 Aufbau von Spritzwerkzeugen . . . . . . . . 1322.5.5 Gießformen aus Normalien . . . . . . . . . . 1472.5.6 Sonderbauarten von Werkzeugen . . . . . 1652.5.7 Sonderverfahren beim Spritzgießen . . . 1672.5.8 Prototypenherstellung . . . . . . . . . . . . . . . 1712.6 Extrudieren . . . . . . . . . . . . . . . . . . . . . . . . 1752.6.1 Vollstabwerkzeug . . . . . . . . . . . . . . . . . . . 1762.6.2 Rohrwerkzeug . . . . . . . . . . . . . . . . . . . . . 1772.6.3 Blasformen von Hohlkörpern . . . . . . . . . 1782.6.4 Warmumformen . . . . . . . . . . . . . . . . . . . 1812.7 Urformen von Sinterwerkstoffen . . . . . 1842.7.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . 1842.7.2 Aufbau und Wirkungsweise
eines Presswerkzeuges . . . . . . . . . . . . . 1852.8 Kontrolle und Erprobung von
Werkzeugen . . . . . . . . . . . . . . . . . . . . . . 1852.9 Instandhaltung und Wartung
von Werkzeugen . . . . . . . . . . . . . . . . . . 1862.9.1 Instandhaltung . . . . . . . . . . . . . . . . . . . . 1862.9.2 Wartung . . . . . . . . . . . . . . . . . . . . . . . . . 187
1 Stanztechnik . . . . . . . . . . . . . . . . . . . . . . 7
1.1 Begriffsbestimmungen . . . . . . . . . . . . . 71.2 Zerteilen . . . . . . . . . . . . . . . . . . . . . . . . . 71.2.1 Scherschneiden . . . . . . . . . . . . . . . . . . . 71.2.2 Scherschneidverfahren . . . . . . . . . . . . . 81.2.3 Lage der Schneiden beim
Scherschneiden . . . . . . . . . . . . . . . . . . . 91.2.4 Schneidvorgang . . . . . . . . . . . . . . . . . . . 101.3 Schneidwerkzeuge . . . . . . . . . . . . . . . . 111.3.1 Einteilung nach dem
Fertigungsverfahren . . . . . . . . . . . . . . . 111.3.2 Einteilung nach dem
Fertigungsablauf . . . . . . . . . . . . . . . . . . 111.3.3 Einteilung nach dem
konstruktiven Aufbau . . . . . . . . . . . . . . 161.3.4 Besondere Schneidwerkzeuge . . . . . . . 191.4 Bauelemente der Schneidwerkzeuge . 241.4.1 Grundplatte . . . . . . . . . . . . . . . . . . . . . . 241.4.2 Schneidplatte . . . . . . . . . . . . . . . . . . . . . 241.4.3 Streifenführungselemente . . . . . . . . . . 261.4.4 Führungsplatte . . . . . . . . . . . . . . . . . . . . 271.4.5 Spannplatte . . . . . . . . . . . . . . . . . . . . . . 271.4.6 Schneidstempel . . . . . . . . . . . . . . . . . . . 281.4.7 Aufschlagstücke . . . . . . . . . . . . . . . . . . . 291.4.8 Stempelplatte . . . . . . . . . . . . . . . . . . . . . 301.4.9 Druckplatte . . . . . . . . . . . . . . . . . . . . . . . 301.4.10 Kopfplatte . . . . . . . . . . . . . . . . . . . . . . . . 301.4.11 Einspannzapfen . . . . . . . . . . . . . . . . . . . 301.4.12 Säulengestelle . . . . . . . . . . . . . . . . . . . . 311.4.13 Federelemente . . . . . . . . . . . . . . . . . . . . 331.4.14 Vorschubbegrenzung . . . . . . . . . . . . . . 341.4.15 Werkstück- und Abfallentfernung . . . . . 371.5 Werkstoffbeispiele für die Bauteile
eines Schneidwerkzeuges . . . . . . . . . . 401.6 Einflüsse auf die Gestaltung von
Schneidwerkzeugen . . . . . . . . . . . . . . . 421.6.1 Schneidspalt und Spiel . . . . . . . . . . . . . 421.6.2 Schnittgrat . . . . . . . . . . . . . . . . . . . . . . . 441.6.3 Schneidkraft . . . . . . . . . . . . . . . . . . . . . . 451.6.4 Lage der Einspannzapfen . . . . . . . . . . . 471.6.5 Werkstoffausnutzung . . . . . . . . . . . . . . . 491.7 Keilschneiden . . . . . . . . . . . . . . . . . . . . . 561.7.1 Messerschneiden . . . . . . . . . . . . . . . . . . 561.8 Stechen . . . . . . . . . . . . . . . . . . . . . . . . . . 581.9 Unfallverhütung an
Schneidwerkzeugen . . . . . . . . . . . . . . . 591.10 Fallbeispiel: Folgeschneidwerkzeug . . 601.10.1 Aufgabenstellung . . . . . . . . . . . . . . . . . . 601.10.2 Vorüberlegungen . . . . . . . . . . . . . . . . . . 601.10.3 Werkzeugaufbau . . . . . . . . . . . . . . . . . . 611.11 Verfahren der Umformtechnik . . . . . . . 621.11.1 Druckumformen . . . . . . . . . . . . . . . . . . . 621.11.2 Zug-Druckumformen . . . . . . . . . . . . . . . 721.11.3 Zugumformen . . . . . . . . . . . . . . . . . . . . 821.11.4 Biegeumformen . . . . . . . . . . . . . . . . . . . 821.11.5 Umformwerkzeuge mit Wirkmedien . . 88
4 Inhaltsverzeichnis
Titelei 001-006 03.09.2008 9:09 Uhr Seite 4
2
4
6
8
1
3
5
7
2.10 Fallbeispiel: Spritzgießwerkzeug . . . . . 1882.10.1 Aufgabenstellung . . . . . . . . . . . . . . . . . . 1882.10.2 Vorüberlegungen . . . . . . . . . . . . . . . . . . 1882.10.3 Werkzeugaufbau . . . . . . . . . . . . . . . . . . 189
3 Vorrichtungsbau . . . . . . . . . . . . . . . . . . . 190
3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . 1903.1.1 Begriffsbestimmung . . . . . . . . . . . . . . . 1903.1.2 Verwendungszweck . . . . . . . . . . . . . . . . 1903.1.3 Einteilung der Vorrichtungen . . . . . . . . 1903.1.4 Aufbau einer Vorrichtung . . . . . . . . . . . 1913.1.5 Vorgänge bei der Bedienung einer
Vorrichtung . . . . . . . . . . . . . . . . . . . . . . . 1913.2 Grundlagen des Vorrichtungsbaues . . 1923.2.1 Lagebestimmung . . . . . . . . . . . . . . . . . . 1923.2.2 Wahl der Bestimmflächen . . . . . . . . . . 1923.2.3 Bestimmelemente . . . . . . . . . . . . . . . . . 1923.2.4 Einlegen und Entnehmen des
Werkstückes . . . . . . . . . . . . . . . . . . . . . . 1953.2.5 Spannen des Werkstückes . . . . . . . . . . 1973.2.6 Spannkräfte . . . . . . . . . . . . . . . . . . . . . . 1973.2.7 Spannelemente . . . . . . . . . . . . . . . . . . . 1973.2.8 Hilfsspannelemente . . . . . . . . . . . . . . . . 2023.2.9 Bedienelemente . . . . . . . . . . . . . . . . . . . 2053.2.10 Vorrichtungsverschlüsse . . . . . . . . . . . . 2063.2.11 Feststellelemente . . . . . . . . . . . . . . . . . . 2073.2.12 Vorrichtungskörper . . . . . . . . . . . . . . . . 2083.2.13 Aufnahme der Vorrichtung in der
Werkzeugmaschine . . . . . . . . . . . . . . . . 2093.3 Vorrichtungsarten . . . . . . . . . . . . . . . . . 2123.3.1 Bohrvorrichtungen . . . . . . . . . . . . . . . . . 2123.3.2 Fräsvorrichtungen . . . . . . . . . . . . . . . . . 2203.3.3 Drehvorrichtungen . . . . . . . . . . . . . . . . . 2243.3.4 Fügevorrichtungen . . . . . . . . . . . . . . . . 2283.4 Werkstückträger . . . . . . . . . . . . . . . . . . 2293.4.1 Werkstückträger für
Transferstraßen . . . . . . . . . . . . . . . . . . . 2293.4.2 Werkstückträger für
Bearbeitungszentren . . . . . . . . . . . . . . . 2303.5 Vorrichtungsbaukasten . . . . . . . . . . . . . 2313.5.1 Baukastensysteme . . . . . . . . . . . . . . . . . 2313.5.2 Bauelemente . . . . . . . . . . . . . . . . . . . . . 2323.5.3 Vorgehensweise bei der Erstellung
einer Vorrichtung . . . . . . . . . . . . . . . . . . 2323.5.4 Anwendung . . . . . . . . . . . . . . . . . . . . . . 2333.6 Fallbeispiel: Fräsvorrichtung . . . . . . . . 2343.6.1 Aufgabenstellung . . . . . . . . . . . . . . . . . . 2343.6.2 Vorüberlegungen . . . . . . . . . . . . . . . . . . 2343.6.3 Vorrichtungsaufbau . . . . . . . . . . . . . . . . 235
4 Messgeräte und Lehren . . . . . . . . . . . . 236
4.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . 2364.1.1 Begriffsbestimmung . . . . . . . . . . . . . . . 2364.1.2 Prüfmittel . . . . . . . . . . . . . . . . . . . . . . . . 2364.2 Maßverkörperungen . . . . . . . . . . . . . . . 2374.2.1 Strichmaße . . . . . . . . . . . . . . . . . . . . . . . 2374.2.2 Parallelendmaße . . . . . . . . . . . . . . . . . . 237
4.3 Anzeigende Messgeräte . . . . . . . . . . . . 2384.3.1 Grundbegriffe . . . . . . . . . . . . . . . . . . . . . 2384.3.2 Messverfahren . . . . . . . . . . . . . . . . . . . . 2384.3.3 Messschrauben . . . . . . . . . . . . . . . . . . . 2394.3.4 Messuhren und Feinzeiger . . . . . . . . . . 2394.4 Optische Messgeräte . . . . . . . . . . . . . . . 2404.4.1 Messmikroskop . . . . . . . . . . . . . . . . . . . 2404.4.2 Profilprojektor . . . . . . . . . . . . . . . . . . . . 2414.5 Optisch-elektrische Messgeräte . . . . . . 2414.5.1 Inkrementale Messtaster . . . . . . . . . . . . 2414.6 Elektrische Messgeräte . . . . . . . . . . . . . 2424.6.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . 2424.6.2 Induktive Messtaster . . . . . . . . . . . . . . . 2424.6.3 Induktive Messdorne . . . . . . . . . . . . . . . 2434.6.4 Mehrstellenmessgeräte . . . . . . . . . . . . . 2434.7 Pneumatische Messgeräte . . . . . . . . . . 2444.7.1 Messverfahren . . . . . . . . . . . . . . . . . . . . 2444.7.2 Messaufnehmer . . . . . . . . . . . . . . . . . . . 2454.7.3 Messanordnung . . . . . . . . . . . . . . . . . . . 2454.8 Winkelprüfung . . . . . . . . . . . . . . . . . . . . 2464.8.1 Winkelendmaße . . . . . . . . . . . . . . . . . . . 2464.8.2 Sinuslineal . . . . . . . . . . . . . . . . . . . . . . . 2464.9 Koordinaten-Messgeräte . . . . . . . . . . . 2474.9.1 Einkoordinaten-Messgeräte . . . . . . . . . 2474.9.2 Dreikoordinaten-Messgeräte . . . . . . . . 2484.10 Lehren . . . . . . . . . . . . . . . . . . . . . . . . . . . 2504.10.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . 2504.10.2 Lehrenarten . . . . . . . . . . . . . . . . . . . . . . 2514.10.3 Überprüfen und Instandsetzen von
Prüfmitteln . . . . . . . . . . . . . . . . . . . . . . . 2574.10.4 Beschriften der Lehren . . . . . . . . . . . . . 2624.10.5 Bewehren von Messflächen . . . . . . . . . 2624.11 Digitalisieren von Modellen . . . . . . . . . 2634.11.1 Digitalisiervorgang . . . . . . . . . . . . . . . . 2634.11.2 Aufbereiten der Abtastdaten . . . . . . . . . 2634.12 Messraum . . . . . . . . . . . . . . . . . . . . . . . . 2644.12.1 Gestaltung . . . . . . . . . . . . . . . . . . . . . . . 2644.12.2 Ausstattung . . . . . . . . . . . . . . . . . . . . . . 264
5 Bearbeitungsverfahren im Werkzeugbau . . . . . . . . . . . . . . . . . . . . . . 265
5.1 Allgemeine Verfahren . . . . . . . . . . . . . . 2655.1.1 Vorrichten und Anreißen . . . . . . . . . . . . 2655.1.2 Stoßen . . . . . . . . . . . . . . . . . . . . . . . . . . 2665.1.3 Fräsen mit konventioneller
Fräsmaschine . . . . . . . . . . . . . . . . . . . . . 2665.1.4 Fräsen mit CNC-Fräsmaschinen . . . . . . 2685.2 Nachformfräsen . . . . . . . . . . . . . . . . . . . 2715.3 Hochgeschwindigkeitsfräsen . . . . . . . . 2725.4 Schleifen . . . . . . . . . . . . . . . . . . . . . . . . . 2745.4.1 Profilschleifen . . . . . . . . . . . . . . . . . . . . . 2745.4.2 Tiefschleifen . . . . . . . . . . . . . . . . . . . . . . 2755.4.3 Koordinatenschleifen . . . . . . . . . . . . . . . 2755.5 Abtragen . . . . . . . . . . . . . . . . . . . . . . . . . 2765.5.1 Funkenerosionsverfahren . . . . . . . . . . . 2765.5.2 Funkenerosives Senken . . . . . . . . . . . . . 2785.5.3 Funkenerosives Schneiden . . . . . . . . . . 283
Inhaltsverzeichnis 5
Titelei 001-006 03.09.2008 9:09 Uhr Seite 5
6 Werkstoffe und Wärmebehandlungsverfahren . . . . . . 287
6.1 Werkstoffe im Vorrichtungs- und Werkzeugbau . . . . . . . . . . . . . . . . . . . . . 287
6.1.1 Einteilung der Stähle . . . . . . . . . . . . . . . 2876.1.2 Baustähle . . . . . . . . . . . . . . . . . . . . . . . . 2876.1.3 Werkzeugstähle . . . . . . . . . . . . . . . . . . . 2906.1.4 Sinterwerkstoffe . . . . . . . . . . . . . . . . . . . 2926.1.5 Beschichtete Werkstoffe . . . . . . . . . . . . 2926.1.6 Nichteisenmetalle . . . . . . . . . . . . . . . . . 2936.2 Allgemeine Beschreibung der
Wärmebehandlungsverfahren . . . . . . . 2956.2.1 Glühen . . . . . . . . . . . . . . . . . . . . . . . . . . 2956.2.2 Härten . . . . . . . . . . . . . . . . . . . . . . . . . . . 2976.2.3 Anlassen . . . . . . . . . . . . . . . . . . . . . . . . . 3006.2.4 Maßänderung beim Härten und
Anlassen . . . . . . . . . . . . . . . . . . . . . . . . . 3016.2.5 Altern . . . . . . . . . . . . . . . . . . . . . . . . . . . 3036.3 Wärmebehandlung der
Werkzeugstähle . . . . . . . . . . . . . . . . . . . 3036.3.1 Unlegierte Werkzeugstähle . . . . . . . . . . 3036.3.2 Kaltarbeitsstähle . . . . . . . . . . . . . . . . . . 3046.3.3 Warmarbeitsstähle . . . . . . . . . . . . . . . . . 3046.4 Wärmebehandlung der Baustähle . . . . 3056.4.1 Vergüten . . . . . . . . . . . . . . . . . . . . . . . . . 3056.4.2 Einsatzhärten . . . . . . . . . . . . . . . . . . . . . 3066.4.3 Nitrieren . . . . . . . . . . . . . . . . . . . . . . . . . 307
7 Beispielsammlung mit Analysen . . . . 308
7.1 Folgeverbundwerkzeug (plattengeführt) . . . . . . . . . . . . . . . . . . . 308
7.2 Folgeverbundwerkzeug (säulengeführt) . . . . . . . . . . . . . . . . . . . . 310
7.3 Zweifach-Spritzgießwerkzeug . . . . . . . 3127.4 Spritzgießwerkzeug
(Backenwerkzeug) . . . . . . . . . . . . . . . . . 3147.5 Fräsvorrichtung . . . . . . . . . . . . . . . . . . . 3167.6 Bohrvorrichtung . . . . . . . . . . . . . . . . . . . 3187.7 Messvorrichtung . . . . . . . . . . . . . . . . . . 3207.8 Baukastenvorrichtung . . . . . . . . . . . . . . 322
8 Lernfelder . . . . . . . . . . . . . . . . . . . . . . . . . 324
8.1 Lernfeld 5:Formgeben von Bauelementen durch spanende Fertigung . . . . . . . . . . . . . . . . . 324
8.2 Lernfeld 6:Herstellen technischer Teilsysteme des Werkzeugbaus . . . . . . . . . . . . . . . . . . 326
8.3 Lernfeld 7:Fertigen mit numerisch gesteuerten Werkzeugmaschinen . . . . . 328
8.4 Lernfeld 8:Planen und Inbetriebnahme steuerungstechnischer Systeme . . . . . . 330
8.5 Lernfeld 9:Herstellen von formgebenden Werkzeugoberflächen . . . . . . . . . . . . . . . 332
8.6 Lernfeld 10:Fertigung von Bauelementen in der rechnergestützten Fertigung . . . . 334
8.7 Lernfeld 11:Herstellen der technischen Systeme des Werkzeugbaus . . . . . . . . . . 336
8.8 Lernfeld 12:Inbetriebnahme und Instandhaltenvon technischen Systemen des Werkzeugbaus . . . . . . . . . . . . . . . . . . 338
8.9 Lernfeld 13:Planen und Fertigen technischer Systeme des Werkzeugbaus . . . . . . . . . . 340
8.10 Lernfeld 14:Ändern und Anpassen techischer Systeme des Werkzeugbaus . . . . . . . . . . 342
Normblattverzeichnis . . . . . . . . . . . . . . 344Quellenverzeichnis . . . . . . . . . . . . . . . . . 345Sachwortverzeichnis . . . . . . . . . . . . . . . 346
Inhaltsverzeichnis der CD
1 Bilder und Tabellen aus dem „Werkzeugbau“ interaktiv
2 Wiederholungsfragen und Beispielsammlung mit Lösungen
3 Lernfelder
4 Sachwortverzeichnis deutsch – englisch
5 Sachwortverzeichnis englisch – deutsch
6 Animation Firma Hasco
7 Präsentation Technikerarbeit
6 Inhaltsverzeichnis
2
4
6
8
1
3
5
7
Titelei 001-006 27.03.2011 9:56 Uhr Seite 6
Werk-zeug-oberteil
Schneidstempel
Führungsplatte
Werk-zeug-unterteil
Grundplatte Zylinderstift
Schneidplatte
Zwischenlage
Pressenstößelführung
Pressen-stößel
Schneidstempel
Abstreifer
Schnittstreifen
Schneid-spalt
5}
Pressen-tisch
Grundplatte
Spanneisen
Schneidplatte
Bild 3: Schneidwerkzeug mit Plattenführung
Bild 2: Schneidwerkzeug ohne Führung
Bild 1: Schneidwerkzeuge nach der Art der Stempelführung
1
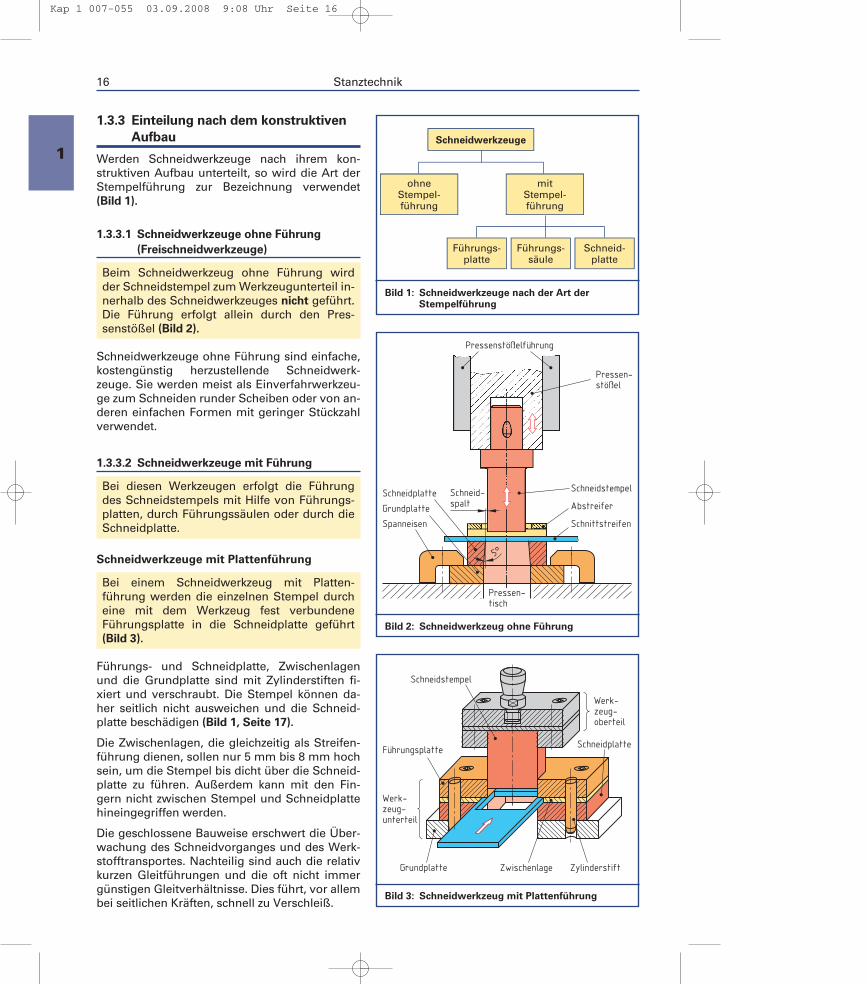
1.3.3 Einteilung nach dem konstruktivenAufbau
Werden Schneidwerkzeuge nach ihrem kon-struktiven Aufbau unterteilt, so wird die Art derStempelführung zur Bezeichnung verwendet(Bild 1).
1.3.3.1 Schneidwerkzeuge ohne Führung (Freischneidwerkzeuge)
Beim Schneidwerkzeug ohne Führung wirdder Schneidstempel zum Werkzeugunterteil in-nerhalb des Schneidwerkzeuges nicht geführt.Die Führung erfolgt allein durch den Pres-senstößel (Bild 2).
Schneidwerkzeuge ohne Führung sind einfache,kostengünstig herzustellende Schneidwerk-zeuge. Sie werden meist als Einverfahrwerkzeu-ge zum Schneiden runder Scheiben oder von an-deren einfachen Formen mit geringer Stückzahlverwendet.
1.3.3.2 Schneidwerkzeuge mit Führung
Bei diesen Werkzeugen erfolgt die Führungdes Schneidstempels mit Hilfe von Führungs-platten, durch Führungssäulen oder durch dieSchneidplatte.
Schneidwerkzeuge mit Plattenführung
Bei einem Schneidwerkzeug mit Platten-führung werden die einzelnen Stempel durcheine mit dem Werkzeug fest verbundeneFührungsplatte in die Schneidplatte geführt(Bild 3).
Führungs- und Schneidplatte, Zwischenlagenund die Grundplatte sind mit Zylinderstiften fi-xiert und verschraubt. Die Stempel können da-her seitlich nicht ausweichen und die Schneid-platte beschädigen (Bild 1, Seite 17).
Die Zwischenlagen, die gleichzeitig als Streifen-führung dienen, sollen nur 5 mm bis 8 mm hochsein, um die Stempel bis dicht über die Schneid-platte zu führen. Außerdem kann mit den Fin-gern nicht zwischen Stempel und Schneidplattehineingegriffen werden.
Die geschlossene Bauweise erschwert die Über-wachung des Schneidvorganges und des Werk-stofftransportes. Nachteilig sind auch die relativkurzen Gleitführungen und die oft nicht immergünstigen Gleitverhältnisse. Dies führt, vor allembei seitlichen Kräften, schnell zu Verschleiß.
16 Stanztechnik
Schneidwerkzeuge
ohneStempel-führung
mitStempel-führung
Schneid-platte
Führungs-säule
Führungs-platte
Kap 1 007-055 03.09.2008 9:08 Uhr Seite 16
Führungs-säule
Schneid-stempel
Schnittstreifen
Oberteil
Unterteil
Schneid-platte
Abstreif-platte
B - B
C
CA -A
BB
A A
Kopfplatte C - C
fertigesWerkstück
Form
-se
iten
sch
nei
den
Ein
sch
nei
den
Form
-lo
chen
Leer
-st
ufe
Ab
-sc
hn
eid
en
Schnittstreifen
Stempel-platte
Führungs-platte
Schneid-platte
Grund-platte
Abschneid-stempel
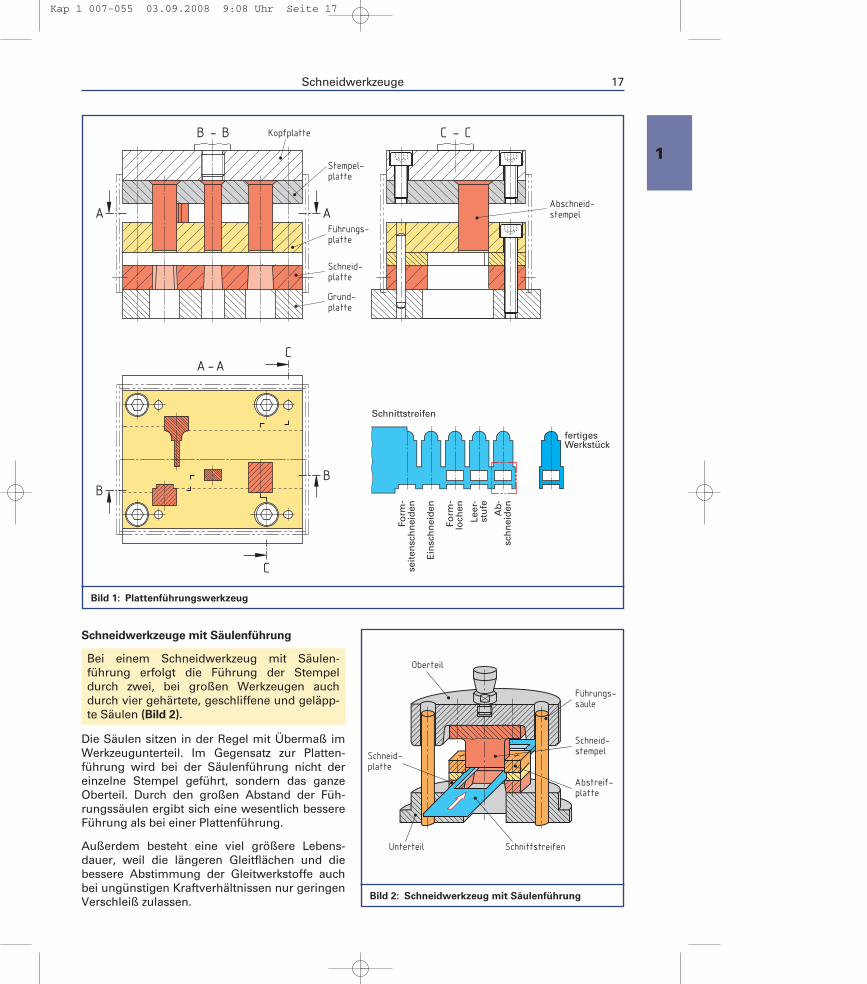
Bild 1: Plattenführungswerkzeug
Bild 2: Schneidwerkzeug mit Säulenführung
Schneidwerkzeuge mit Säulenführung
Bei einem Schneidwerkzeug mit Säulen-führung erfolgt die Führung der Stempeldurch zwei, bei großen Werkzeugen auchdurch vier gehärtete, geschliffene und geläpp-te Säulen (Bild 2).
Die Säulen sitzen in der Regel mit Übermaß imWerkzeugunterteil. Im Gegensatz zur Platten-führung wird bei der Säulenführung nicht dereinzelne Stempel geführt, sondern das ganzeOberteil. Durch den großen Abstand der Füh-rungssäulen ergibt sich eine wesentlich bessereFührung als bei einer Plattenführung.
Außerdem besteht eine viel größere Lebens-dauer, weil die längeren Gleitflächen und diebessere Abstimmung der Gleitwerkstoffe auchbei ungünstigen Kraftverhältnissen nur geringenVerschleiß zulassen.
Schneidwerkzeuge 17
1
Kap 1 007-055 03.09.2008 9:08 Uhr Seite 17
Streifen-führung
Stempelführung
Werkstück
Schneid-platte
Anschlag-fläche
Grund-platteStempel
Stempel
StreifenführungGrundplatte
Stempel geführtdurchSchneidplatte
Schneidplatte
Schablone aufWerkstückgeklemmt
Kopfplatte
Federelement
Streifen-Führungselement
Stempelplatte
Führungsplatte
Distanzstück
Aufnahmeplatte
C
C
B
B
B - B C - C
Schnittstreifen Schnittteil
Au
ssch
nei
den
Grundplatte
Druckplatte
Su
chen
Loch
un
gfü
r S
uch
stif
te
Oberteil abgehoben, ohne Streifen
Führungs-säule
Kugel-führung
Kugel-führung
Schneidplatten-einsatz
Loch
un
gfü
r W
erks
tück
Loch
un
gfü
r In
nen
form
Su
chen
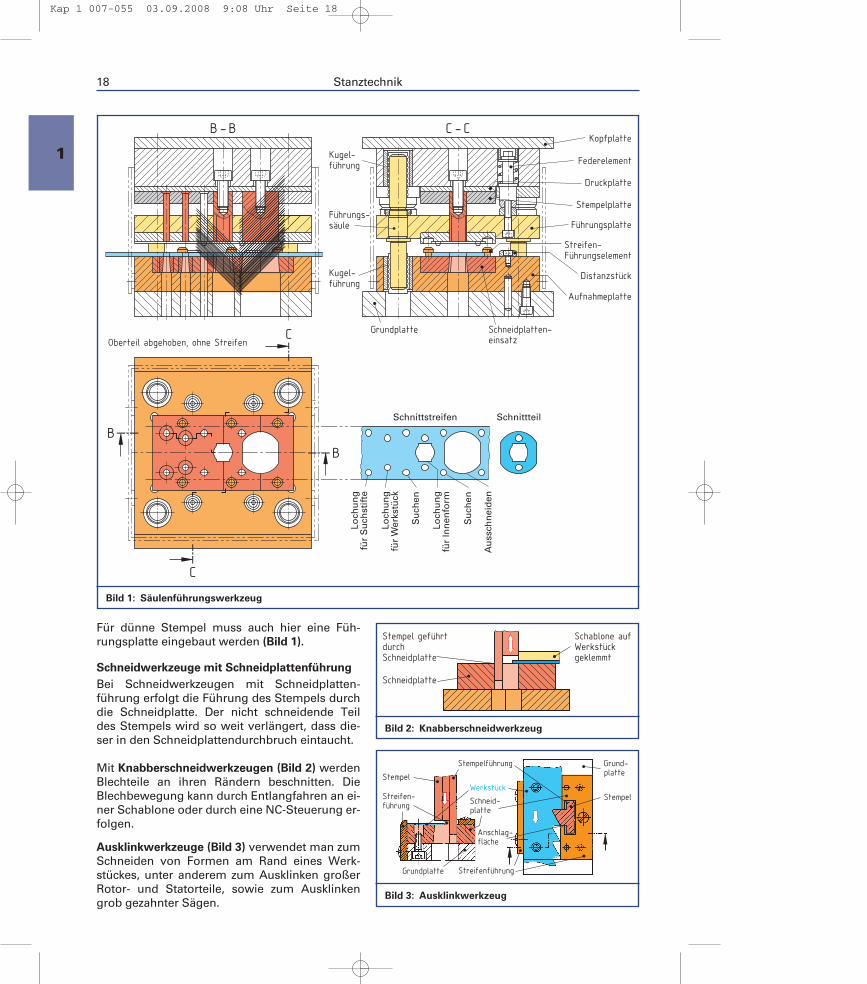
Bild 1: Säulenführungswerkzeug
Bild 3: Ausklinkwerkzeug
Bild 2: Knabberschneidwerkzeug
1
Für dünne Stempel muss auch hier eine Füh-rungsplatte eingebaut werden (Bild 1).
Schneidwerkzeuge mit SchneidplattenführungBei Schneidwerkzeugen mit Schneidplatten-führung erfolgt die Führung des Stempels durchdie Schneidplatte. Der nicht schneidende Teildes Stempels wird so weit verlängert, dass die-ser in den Schneidplattendurchbruch eintaucht.
Mit Knabberschneidwerkzeugen (Bild 2) werdenBlechteile an ihren Rändern beschnitten. DieBlechbewegung kann durch Entlangfahren an ei-ner Schablone oder durch eine NC-Steuerung er-folgen.
Ausklinkwerkzeuge (Bild 3) verwendet man zumSchneiden von Formen am Rand eines Werk-stückes, unter anderem zum Ausklinken großerRotor- und Statorteile, sowie zum Ausklinkengrob gezahnter Sägen.
18 Stanztechnik
Kap 1 007-055 03.09.2008 9:08 Uhr Seite 18
u u
Schneidspalt
u =Spiel
2
Spiel =a-a1
Schneidplatte
Stempela1
a
å
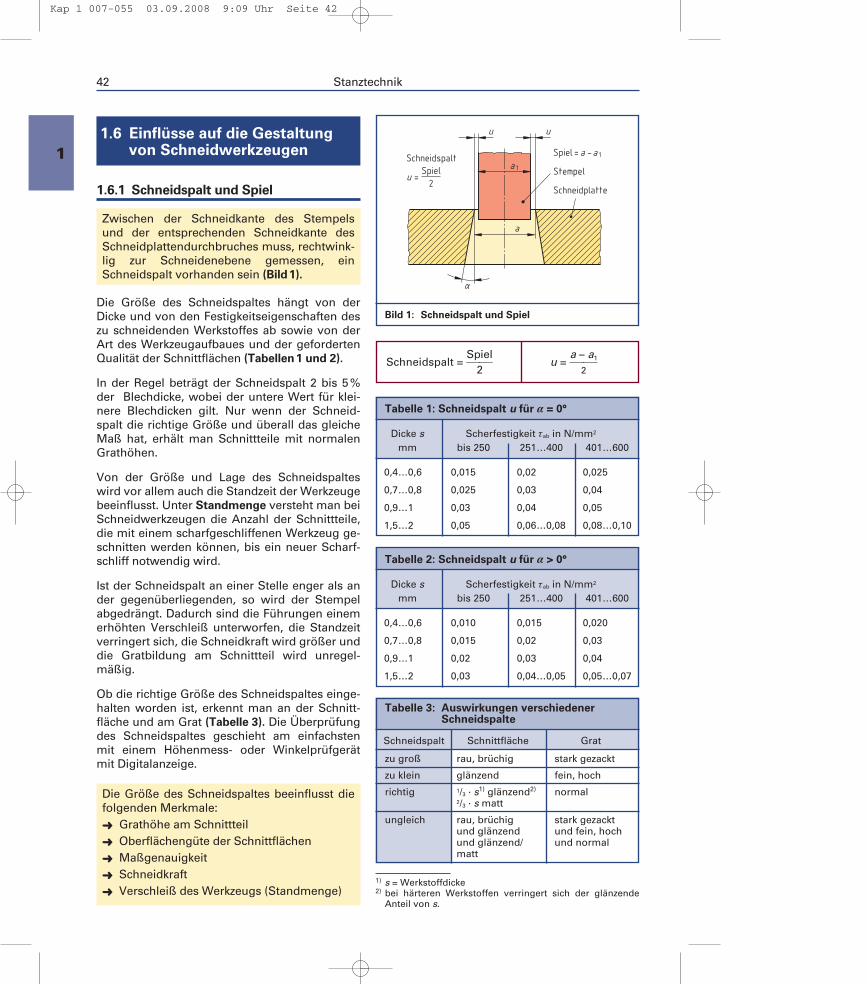
Bild 1: Schneidspalt und Spiel
1.6 Einflüsse auf die Gestaltungvon Schneidwerkzeugen
1.6.1 Schneidspalt und Spiel
Zwischen der Schneidkante des Stempels und der entsprechenden Schneidkante desSchneidplattendurchbruches muss, rechtwink-lig zur Schneidenebene gemessen, einSchneidspalt vorhanden sein (Bild1).
Die Größe des Schneidspaltes hängt von derDicke und von den Festigkeitseigenschaften deszu schneidenden Werkstoffes ab sowie von derArt des Werkzeugaufbaues und der gefordertenQualität der Schnittflächen (Tabellen1 und 2).
In der Regel beträgt der Schneidspalt 2 bis 5%der Blechdicke, wobei der untere Wert für klei-nere Blechdicken gilt. Nur wenn der Schneid-spalt die richtige Größe und überall das gleicheMaß hat, erhält man Schnittteile mit normalenGrathöhen.
Von der Größe und Lage des Schneidspalteswird vor allem auch die Standzeit der Werkzeugebeeinflusst. Unter Standmenge versteht man beiSchneidwerkzeugen die Anzahl der Schnittteile,die mit einem scharfgeschliffenen Werkzeug ge-schnitten werden können, bis ein neuer Scharf-schliff notwendig wird.
Ist der Schneidspalt an einer Stelle enger als ander gegenüberliegenden, so wird der Stempelabgedrängt. Dadurch sind die Führungen einemerhöhten Verschleiß unterworfen, die Standzeitverringert sich, die Schneidkraft wird größer unddie Gratbildung am Schnittteil wird unregel-mäßig.
Ob die richtige Größe des Schneidspaltes einge-halten worden ist, erkennt man an der Schnitt-fläche und am Grat (Tabelle 3). Die Überprüfungdes Schneidspaltes geschieht am einfachstenmit einem Höhenmess- oder Winkelprüfgerätmit Digitalanzeige.
Die Größe des Schneidspaltes beeinflusst diefolgenden Merkmale:
➜ Grathöhe am Schnittteil
➜ Oberflächengüte der Schnittflächen
➜ Maßgenauigkeit
➜ Schneidkraft
➜ Verschleiß des Werkzeugs (Standmenge)
42 Stanztechnik
1
Tabelle 1: Schneidspalt u für å = 0°
Dicke s Scherfestigkeit †ab in N/mm2
mm bis 250 251…400 401…600
0,4…0,6 0,015 0,02 0,025
0,7…0,8 0,025 0,03 0,04
0,9…1 0,03 0,04 0,05
1,5…2 0,05 0,06…0,08 0,08…0,10
Schneidspalt = �Sp
2iel� u = �
a –2
a1�
Tabelle 2: Schneidspalt u für å > 0°
Dicke s Scherfestigkeit †ab in N/mm2
mm bis 250 251…400 401…600
0,4…0,6 0,010 0,015 0,020
0,7…0,8 0,015 0,02 0,03
0,9…1 0,02 0,03 0,04
1,5…2 0,03 0,04…0,05 0,05…0,07
1) s = Werkstoffdicke2) bei härteren Werkstoffen verringert sich der glänzende
Anteil von s.
Tabelle 3: Auswirkungen verschiedenerSchneidspalte
Schneidspalt Schnittfläche Grat
zu groß rau, brüchig stark gezackt
zu klein glänzend fein, hoch
richtig 1/3 · s1) glänzend2) normal2/3 · s matt
ungleich rau, brüchig stark gezacktund glänzend und fein, hochund glänzend/ und normalmatt
Kap 1 007-055 03.09.2008 9:09 Uhr Seite 42
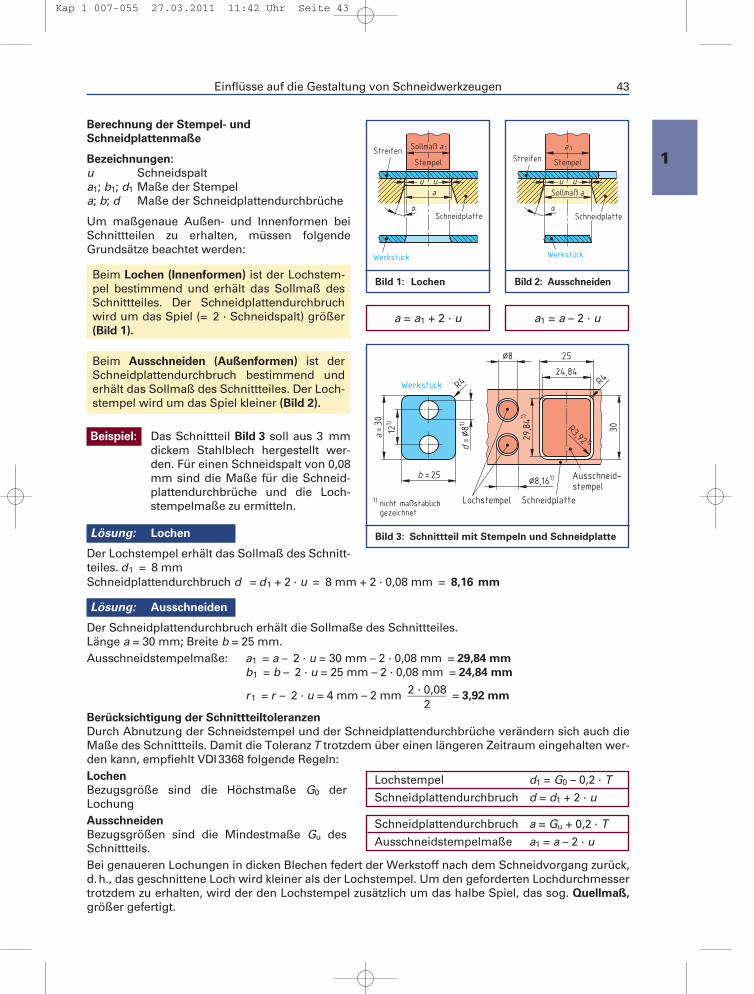
Bild 1: Lochen
Bild 3: Schnittteil mit Stempeln und Schneidplatte
Bild 2: Ausschneiden
Berechnung der Stempel- und Schneidplattenmaße
Bezeichnungen:u Schneidspalta1; b1; d1 Maße der Stempela; b; d Maße der Schneidplattendurchbrüche
Um maßgenaue Außen- und Innenformen beiSchnittteilen zu erhalten, müssen folgendeGrundsätze beachtet werden:
Beim Lochen (Innenformen) ist der Lochstem-pel bestimmend und erhält das Sollmaß desSchnittteiles. Der Schneidplattendurchbruchwird um das Spiel (= 2 · Schneidspalt) größer(Bild 1).
Beim Ausschneiden (Außenformen) ist derSchneidplattendurchbruch bestimmend underhält das Sollmaß des Schnittteiles. Der Loch-stempel wird um das Spiel kleiner (Bild 2).
Beispiel: Das Schnittteil Bild 3 soll aus 3 mmdickem Stahlblech hergestellt wer-den. Für einen Schneidspalt von 0,08mm sind die Maße für die Schneid-plattendurchbrüche und die Loch-stempelmaße zu ermitteln.
Lösung: Lochen
Der Lochstempel erhält das Sollmaß des Schnitt-teiles. d1 = 8 mm
Einflüsse auf die Gestaltung von Schneidwerkzeugen 43
1
Schneidplattendurchbruch d = d1 + 2 · u = 8 mm + 2 · 0,08 mm = 8,16 mm
Lösung: Ausschneiden
Der Schneidplattendurchbruch erhält die Sollmaße des Schnittteiles. Länge a = 30 mm; Breite b = 25 mm.Ausschneidstempelmaße: a1 = a – 2 · u = 30 mm – 2 · 0,08 mm = 29,84 mm
b1 = b – 2 · u = 25 mm – 2 · 0,08 mm = 24,84 mm
r1 = r – 2 · u = 4 mm – 2 mm �2 ·
20,08� = 3,92 mm
Berücksichtigung der SchnittteiltoleranzenDurch Abnutzung der Schneidstempel und der Schneidplattendurchbrüche verändern sich auch dieMaße des Schnittteils. Damit die ToleranzT trotzdem über einen längeren Zeitraum eingehalten wer-den kann, empfiehlt VDI3368 folgende Regeln:LochenBezugsgröße sind die Höchstmaße G0 derLochung Ausschneiden Bezugsgrößen sind die Mindestmaße Gu desSchnittteils. Bei genaueren Lochungen in dicken Blechen federt der Werkstoff nach dem Schneidvorgang zurück,d.h., das geschnittene Loch wird kleiner als der Lochstempel. Um den geforderten Lochdurchmessertrotzdem zu erhalten, wird der den Lochstempel zusätzlich um das halbe Spiel, das sog. Quellmaß,größer gefertigt.
Lochstempel d1 = G0 – 0,2 · T
Schneidplattendurchbruch d = d1 + 2 · u
Schneidplattendurchbruch a = Gu + 0,2 · T
Ausschneidstempelmaße a1 = a – 2 · u
a = a1 + 2 · u a1 = a – 2 · u
Kap 1 007-055 27.03.2011 11:42 Uhr Seite 43
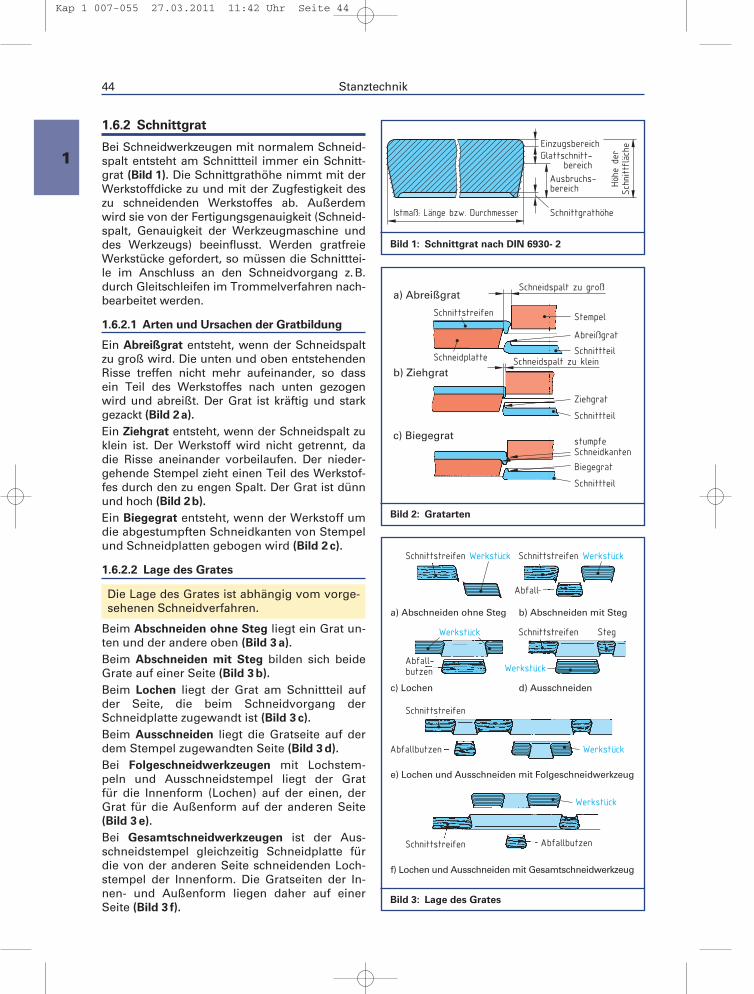
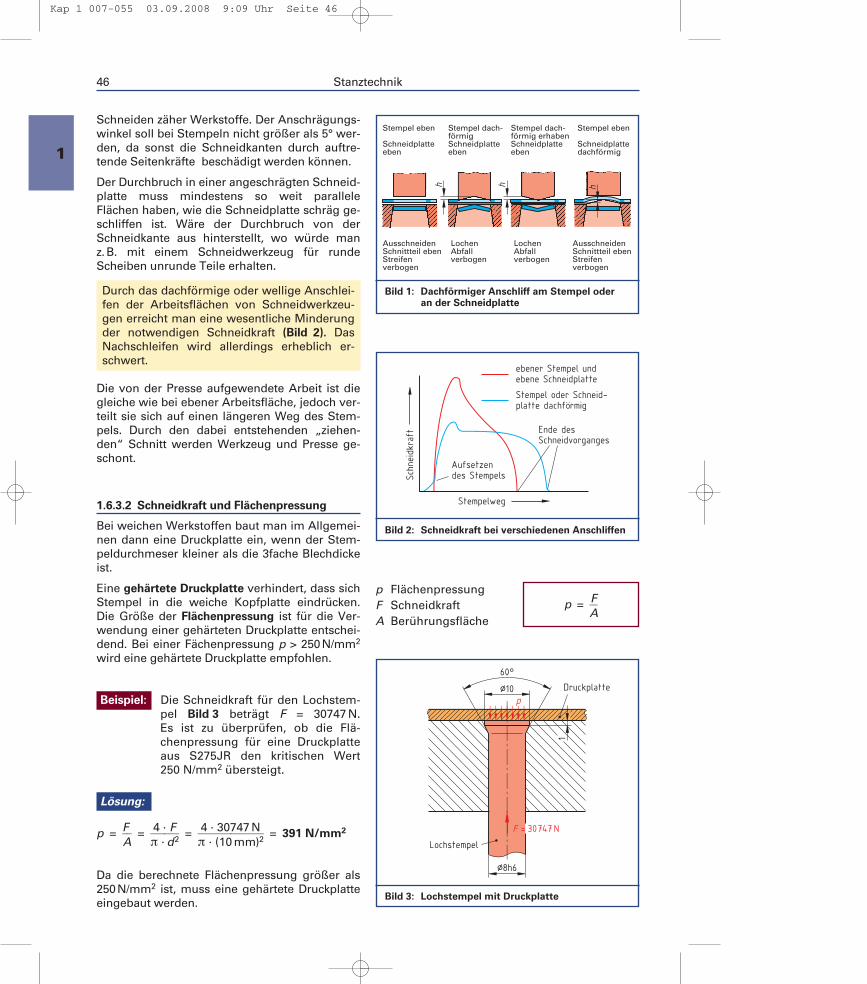
Bild 2: Gratarten
Bild 1: Schnittgrat nach DIN 6930- 2
Bild 3: Lage des Grates
1.6.2 Schnittgrat
Bei Schneidwerkzeugen mit normalem Schneid-spalt entsteht am Schnittteil immer ein Schnitt-grat (Bild 1). Die Schnittgrathöhe nimmt mit derWerkstoffdicke zu und mit der Zugfestigkeit deszu schneidenden Werkstoffes ab. Außerdemwird sie von der Fertigungsgenauigkeit (Schneid-spalt, Genauigkeit der Werkzeugmaschine unddes Werkzeugs) beeinflusst. Werden gratfreieWerkstücke gefordert, so müssen die Schnitttei-le im Anschluss an den Schneidvorgang z.B.durch Gleitschleifen im Trommelverfahren nach-bearbeitet werden.
1.6.2.1 Arten und Ursachen der Gratbildung
Ein Abreißgrat entsteht, wenn der Schneidspaltzu groß wird. Die unten und oben entstehendenRisse treffen nicht mehr aufeinander, so dassein Teil des Werkstoffes nach unten gezogenwird und abreißt. Der Grat ist kräftig und starkgezackt (Bild 2a).Ein Ziehgrat entsteht, wenn der Schneidspalt zuklein ist. Der Werkstoff wird nicht getrennt, dadie Risse aneinander vorbeilaufen. Der nieder-gehende Stempel zieht einen Teil des Werkstof-fes durch den zu engen Spalt. Der Grat ist dünnund hoch (Bild 2b).Ein Biegegrat entsteht, wenn der Werkstoff umdie abgestumpften Schneidkanten von Stempelund Schneidplatten gebogen wird (Bild 2 c).
1.6.2.2 Lage des Grates
Die Lage des Grates ist abhängig vom vorge-sehenen Schneidverfahren.
Beim Abschneiden ohne Steg liegt ein Grat un-ten und der andere oben (Bild 3 a).Beim Abschneiden mit Steg bilden sich beideGrate auf einer Seite (Bild 3 b).Beim Lochen liegt der Grat am Schnittteil aufder Seite, die beim Schneidvorgang derSchneidplatte zugewandt ist (Bild 3 c).Beim Ausschneiden liegt die Gratseite auf derdem Stempel zugewandten Seite (Bild 3 d).Bei Folgeschneidwerkzeugen mit Lochstem-peln und Ausschneidstempel liegt der Grat für die Innenform (Lochen) auf der einen, derGrat für die Außenform auf der anderen Seite(Bild 3 e).Bei Gesamtschneidwerkzeugen ist der Aus-schneidstempel gleichzeitig Schneidplatte fürdie von der anderen Seite schneidenden Loch-stempel der Innenform. Die Gratseiten der In-nen- und Außenform liegen daher auf einerSeite (Bild 3 f).
44 Stanztechnik
1
Kap 1 007-055 27.03.2011 11:42 Uhr Seite 44
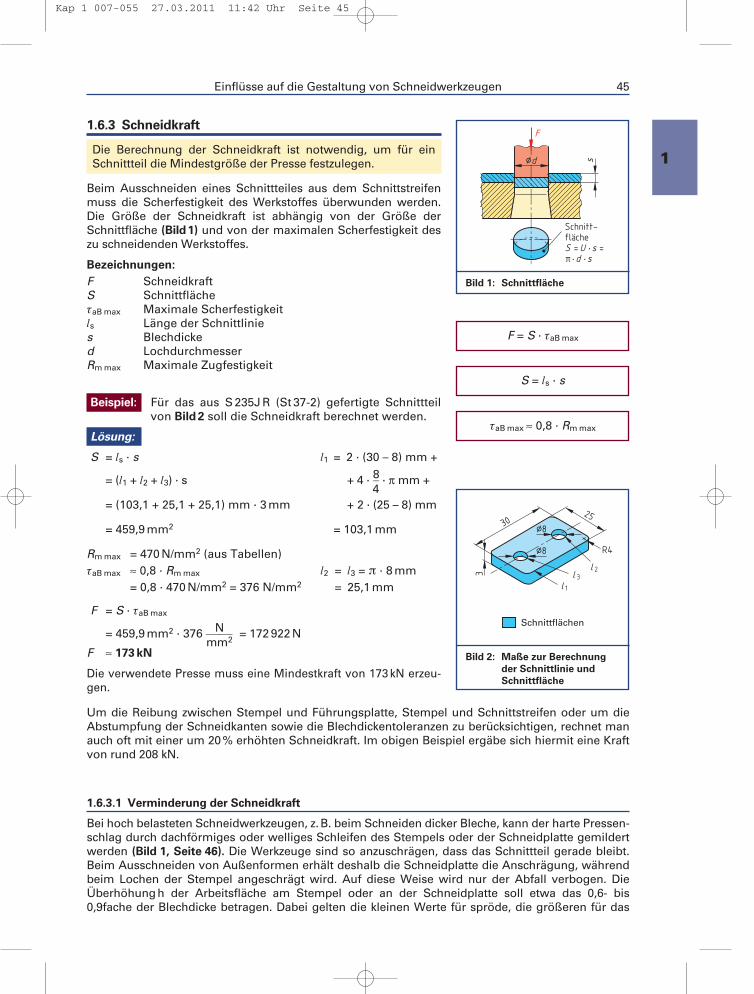
Bild 1: Schnittfläche
Bild 2: Maße zur Berechnung der Schnittlinie undSchnittfläche
1.6.3 Schneidkraft
Die Berechnung der Schneidkraft ist notwendig, um für einSchnittteil die Mindestgröße der Presse festzulegen.
Beim Ausschneiden eines Schnittteiles aus dem Schnittstreifenmuss die Scherfestigkeit des Werkstoffes überwunden werden.Die Größe der Schneidkraft ist abhängig von der Größe derSchnittfläche (Bild1) und von der maximalen Scherfestigkeit deszu schneidenden Werkstoffes.
Bezeichnungen:F SchneidkraftS Schnittfläche†aB max Maximale Scherfestigkeit§s Länge der Schnittlinies Blechdicked LochdurchmesserRm max Maximale Zugfestigkeit
Beispiel: Für das aus S 235J R (St 37-2) gefertigte Schnittteilvon Bild 2 soll die Schneidkraft berechnet werden.
Lösung:
S = §s · s §1 = 2 · (30 – 8) mm +
= (§1 + §2 + §3) · s + 4 · �84
� · π mm +
= (103,1 + 25,1 + 25,1) mm · 3 mm + 2 · (25 – 8) mm
= 459,9 mm2 = 103,1 mm
Rm max = 470 N/mm2 (aus Tabellen)†aB max ≈ 0,8 · Rm max §2 = §3 = π · 8 mm
= 0,8 · 470 N/mm2 = 376 N/mm2 = 25,1 mm
F = S · †aB max
= 459,9 mm2 · 376 �m
Nm2� = 172 922 N
F ≈ 173 kN
Die verwendete Presse muss eine Mindestkraft von 173 kN erzeu-gen.
Um die Reibung zwischen Stempel und Führungsplatte, Stempel und Schnittstreifen oder um dieAbstumpfung der Schneidkanten sowie die Blechdickentoleranzen zu berücksichtigen, rechnet manauch oft mit einer um 20% erhöhten Schneidkraft. Im obigen Beispiel ergäbe sich hiermit eine Kraftvon rund 208 kN.
1.6.3.1 Verminderung der Schneidkraft
Bei hoch belasteten Schneidwerkzeugen, z.B. beim Schneiden dicker Bleche, kann der harte Pressen-schlag durch dachförmiges oder welliges Schleifen des Stempels oder der Schneidplatte gemildertwerden (Bild 1, Seite 46). Die Werkzeuge sind so anzuschrägen, dass das Schnittteil gerade bleibt.Beim Ausschneiden von Außenformen erhält deshalb die Schneidplatte die Anschrägung, währendbeim Lochen der Stempel angeschrägt wird. Auf diese Weise wird nur der Abfall verbogen. DieÜberhöhungh der Arbeitsfläche am Stempel oder an der Schneidplatte soll etwa das 0,6- bis 0,9fache der Blechdicke betragen. Dabei gelten die kleinen Werte für spröde, die größeren für das
Einflüsse auf die Gestaltung von Schneidwerkzeugen 45
1
F = S · †aB max
S = §s · s
†aB max ≈ 0,8 · Rm max
Kap 1 007-055 27.03.2011 11:42 Uhr Seite 45
60}
œ10
œ8h6
1
p
F = 30747 N
Druckplatte
Lochstempel
Stempelweg
Sch
neidkr
aft
ebener Stempel undebene Schneidplatte
Stempel oder Schneid-platte dachförmig
Aufsetzendes Stempels
Ende desSchneidvorganges
Stempel eben
Schneidplatteeben
LochenAbfallverbogen
LochenAbfallverbogen
AusschneidenSchnittteil ebenStreifenverbogen
AusschneidenSchnittteil ebenStreifenverbogen
Stempel dach-förmigSchneidplatteeben
Stempel dach-förmig erhabenSchneidplatteeben
Stempel eben
Schneidplattedachförmig
h h h
Bild 1: Dachförmiger Anschliff am Stempel oder an der Schneidplatte
Bild 2: Schneidkraft bei verschiedenen Anschliffen
Bild 3: Lochstempel mit Druckplatte
Schneiden zäher Werkstoffe. Der Anschrägungs-winkel soll bei Stempeln nicht größer als 5° wer-den, da sonst die Schneidkanten durch auftre-tende Seitenkräfte beschädigt werden können.
Der Durchbruch in einer angeschrägten Schneid-platte muss mindestens so weit paralleleFlächen haben, wie die Schneidplatte schräg ge-schliffen ist. Wäre der Durchbruch von derSchneidkante aus hinterstellt, wo würde manz.B. mit einem Schneidwerkzeug für rundeScheiben unrunde Teile erhalten.
Durch das dachförmige oder wellige Anschlei-fen der Arbeitsflächen von Schneidwerkzeu-gen erreicht man eine wesentliche Minderungder notwendigen Schneidkraft (Bild 2). DasNachschleifen wird allerdings erheblich er-schwert.
Die von der Presse aufgewendete Arbeit ist diegleiche wie bei ebener Arbeitsfläche, jedoch ver-teilt sie sich auf einen längeren Weg des Stem-pels. Durch den dabei entstehenden „ziehen-den“ Schnitt werden Werkzeug und Presse ge-schont.
1.6.3.2 Schneidkraft und Flächenpressung
Bei weichen Werkstoffen baut man im Allgemei-nen dann eine Druckplatte ein, wenn der Stem-peldurchmeser kleiner als die 3fache Blechdickeist.
Eine gehärtete Druckplatte verhindert, dass sichStempel in die weiche Kopfplatte eindrücken.Die Größe der Flächenpressung ist für die Ver-wendung einer gehärteten Druckplatte entschei-dend. Bei einer Fächenpressung p > 250N/mm2
wird eine gehärtete Druckplatte empfohlen.
Beispiel: Die Schneidkraft für den Lochstem-pel Bild 3 beträgt F = 30747 N.Es ist zu überprüfen, ob die Flä-chenpressung für eine Druckplatteaus S275JR den kritischen Wert 250 N/mm2 übersteigt.
Lösung:
p = �FA
� = �π4
··dF
2� = �π4
··(31007m47
mN)2� = 391 N/mm2
Da die berechnete Flächenpressung größer als250N/mm2 ist, muss eine gehärtete Druckplatteeingebaut werden.
46 Stanztechnik
1
p FlächenpressungF Schneidkraft A Berührungsfläche
p = �AF
�
Kap 1 007-055 03.09.2008 9:09 Uhr Seite 46
Führungsbuchse DIN 16 716 Ringschraube DIN 580 Führungssäule DIN 16 761
Aufspann- undFormplatten,gebohrtDIN 16 760-2
ZentrierflanschDIN 16 763
AngießbuchseDIN 16 752
ZylinderschraubenISO 4762
Angusshaltebuchse DIN 16 757
ZentrierhülseDIN 16 759
AuswerferDIN 1530-1
StützsäuleDIN 16 709
Auswerferplatten,nicht gebohrtDIN 16 760-1
Leisten, gebohrtDIN 16 760-2
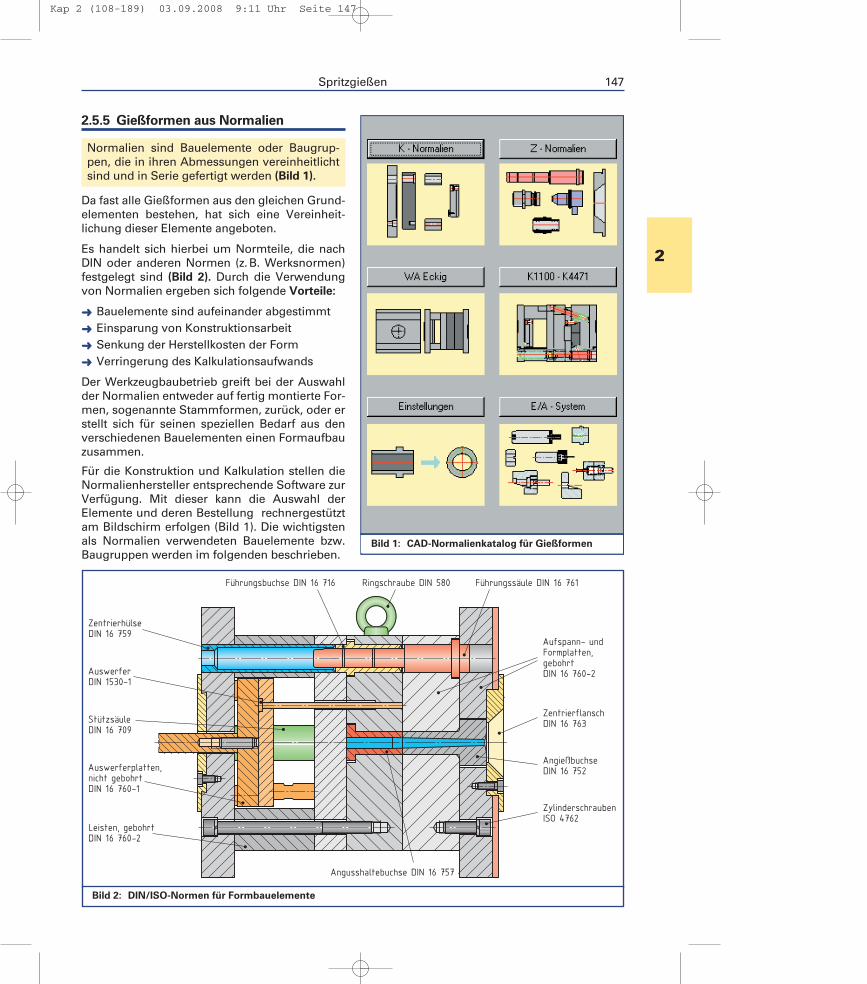
Bild 1: CAD-Normalienkatalog für Gießformen
Bild 2: DIN/ISO-Normen für Formbauelemente
Spritzgießen 147
2
2.5.5 Gießformen aus Normalien
Normalien sind Bauelemente oder Baugrup-pen, die in ihren Abmessungen vereinheitlichtsind und in Serie gefertigt werden (Bild 1).
Da fast alle Gießformen aus den gleichen Grund-elementen bestehen, hat sich eine Vereinheit-lichung dieser Elemente angeboten.
Es handelt sich hierbei um Normteile, die nachDIN oder anderen Normen (z.B. Werksnormen)festgelegt sind (Bild 2). Durch die Verwendungvon Normalien ergeben sich folgende Vorteile:
➜ Bauelemente sind aufeinander abgestimmt
➜ Einsparung von Konstruktionsarbeit
➜ Senkung der Herstellkosten der Form
➜ Verringerung des Kalkulationsaufwands
Der Werkzeugbaubetrieb greift bei der Auswahlder Normalien entweder auf fertig montierte For-men, sogenannte Stammformen, zurück, oder erstellt sich für seinen speziellen Bedarf aus denverschiedenen Bauelementen einen Formaufbauzusammen.
Für die Konstruktion und Kalkulation stellen dieNormalienhersteller entsprechende Software zurVerfügung. Mit dieser kann die Auswahl derElemente und deren Bestellung rechnergestütztam Bildschirm erfolgen (Bild 1). Die wichtigstenals Normalien verwendeten Bauelemente bzw.Baugruppen werden im folgenden beschrieben.
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 147
Auswerfereinheit
Aufspannplatte,bewegliche Seite
Zentrierhülse
Aufspannplatte,feste Seite
Flach-Auswerfer
Zwischenleisten Formeinsatz
Zwischenplatte
Formplatte,bewegliche Seite
Formplatte,feste Seite
37
25
œ15,832
28,4-0,2
Wanddicken:3 mm
Gießradien:R= 0,3 mm
Entformungs-schräge: 1,5}
Werkstoff: PS
Auswerferplatten bewegliche Aufspannplatte
Formplatte,bewegliche Seite
Zentrierhülse
Führungs-buchse
Zwischen-leiste
Führungssäule
feste AufspannplatteFormplatte, feste Seite
Zwischen-leiste
Zwischenplatte
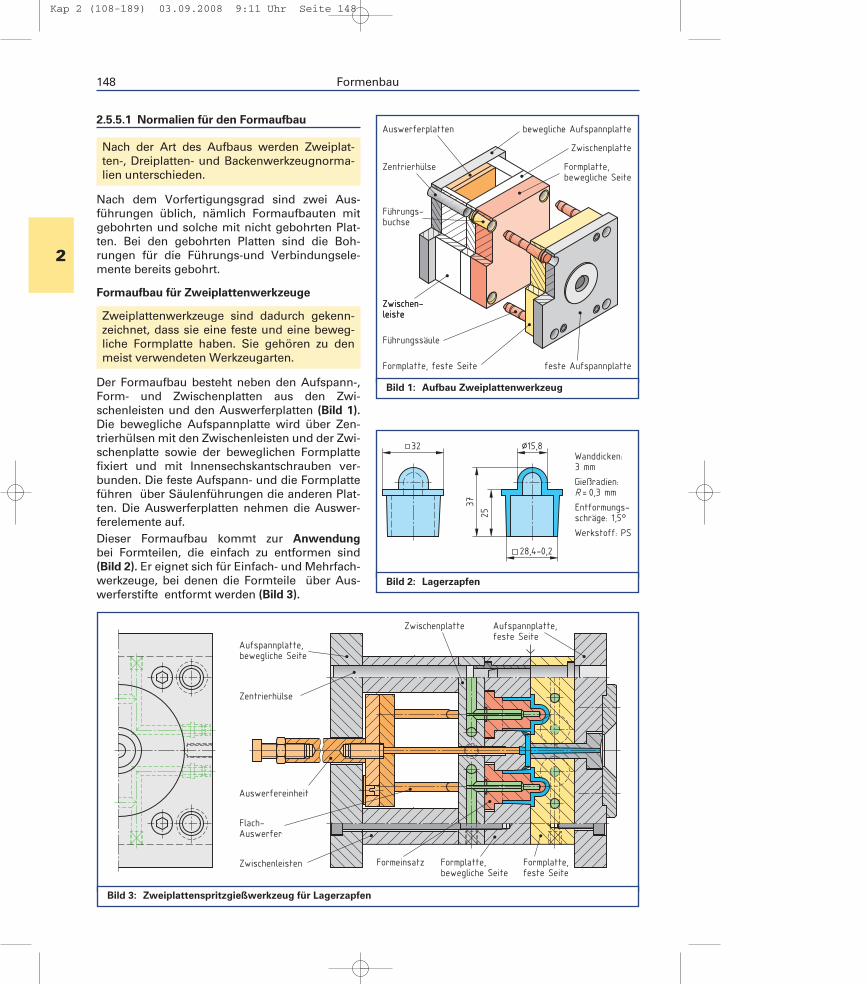
Bild 3: Zweiplattenspritzgießwerkzeug für Lagerzapfen
Bild 2: Lagerzapfen
Bild 1: Aufbau Zweiplattenwerkzeug
148 Formenbau
2.5.5.1 Normalien für den Formaufbau
Nach der Art des Aufbaus werden Zweiplat-ten-, Dreiplatten- und Backenwerkzeugnorma-lien unterschieden.
Nach dem Vorfertigungsgrad sind zwei Aus-führungen üblich, nämlich Formaufbauten mitgebohrten und solche mit nicht gebohrten Plat-ten. Bei den gebohrten Platten sind die Boh-rungen für die Führungs-und Verbindungsele-mente bereits gebohrt.
Formaufbau für Zweiplattenwerkzeuge
Zweiplattenwerkzeuge sind dadurch gekenn-zeichnet, dass sie eine feste und eine beweg-liche Formplatte haben. Sie gehören zu denmeist verwendeten Werkzeugarten.
Der Formaufbau besteht neben den Aufspann-,Form- und Zwischenplatten aus den Zwi-schenleisten und den Auswerferplatten (Bild 1).Die bewegliche Aufspannplatte wird über Zen-trierhülsen mit den Zwischenleisten und der Zwi-schenplatte sowie der beweglichen Formplattefixiert und mit Innensechskantschrauben ver-bunden. Die feste Aufspann- und die Formplatteführen über Säulenführungen die anderen Plat-ten. Die Auswerferplatten nehmen die Auswer-ferelemente auf.Dieser Formaufbau kommt zur Anwendungbei Formteilen, die einfach zu entformen sind(Bild 2). Er eignet sich für Einfach- und Mehrfach-werkzeuge, bei denen die Formteile über Aus-werferstifte entformt werden (Bild 3).
2
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 148
œ12
s
Wanddicke:2 mm
Gießradien:R= 0,5 mm
Entformungs-schräge: 0,5}
Werkstoff: ABS
R2 8-0,1
R16
25-0,1
Auswerfer-platten
Aufspannplatte,bewegliche Seite
Formplatte,bewegliche Seite
Angussplatte
Zwischenleiste
Führungssäule
Aufspannplatte,feste Seite
Formplatte,feste Seite
max. 40
0,7...2
sw DA
20}...50}min. 1,2
45}
d
30}
a) stumpfkegeligDA= 1 bis 1,3 •sw+ 2mm
b) spitzkegeligd= 0,6 bis 0,8 •sw
2}...3}
Bild 3: Abschlussdeckel
Bild 2: Aufbau Dreiplattenwerkzeug
Bild 1: Tunnelanguss
Spritzgießen 149
2
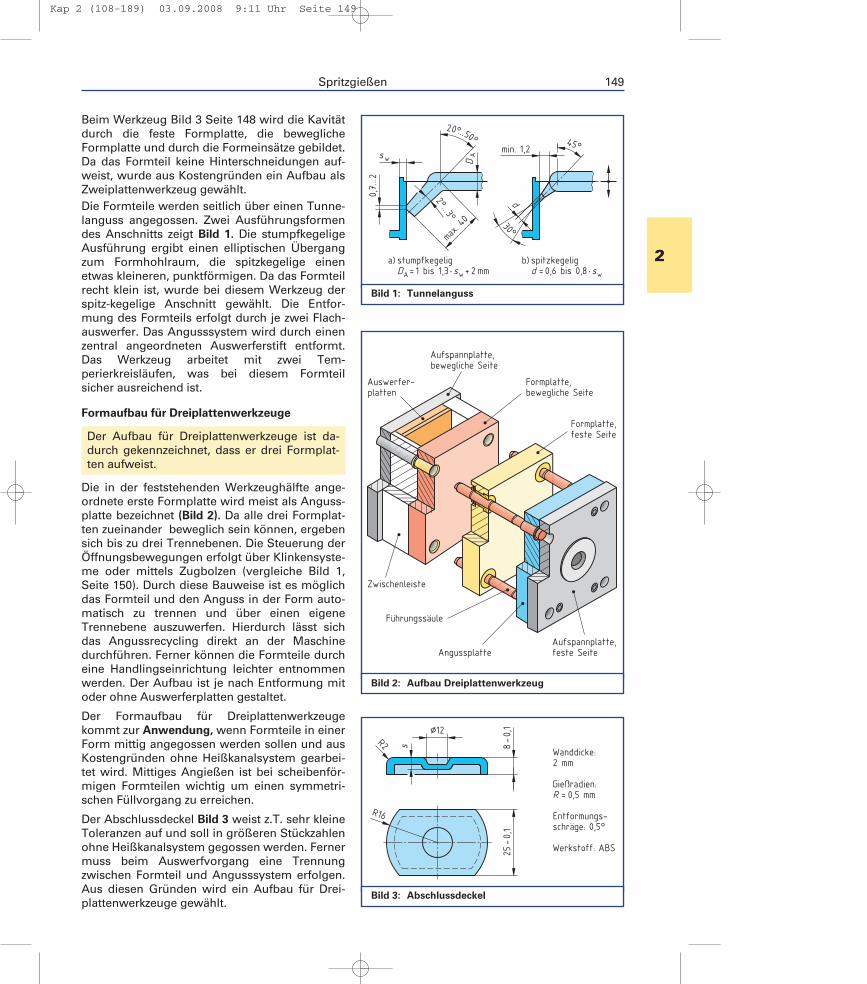
Beim Werkzeug Bild 3 Seite 148 wird die Kavitätdurch die feste Formplatte, die beweglicheFormplatte und durch die Formeinsätze gebildet.Da das Formteil keine Hinterschneidungen auf-weist, wurde aus Kostengründen ein Aufbau alsZweiplattenwerkzeug gewählt.Die Formteile werden seitlich über einen Tunne-languss angegossen. Zwei Ausführungsformendes Anschnitts zeigt Bild 1. Die stumpfkegeligeAusführung ergibt einen elliptischen Übergangzum Formhohlraum, die spitzkegelige einenetwas kleineren, punktförmigen. Da das Formteilrecht klein ist, wurde bei diesem Werkzeug derspitz-kegelige Anschnitt gewählt. Die Entfor-mung des Formteils erfolgt durch je zwei Flach-auswerfer. Das Angusssystem wird durch einenzentral angeordneten Auswerferstift entformt.Das Werkzeug arbeitet mit zwei Tem-perierkreisläufen, was bei diesem Formteilsicher ausreichend ist.
Formaufbau für Dreiplattenwerkzeuge
Der Aufbau für Dreiplattenwerkzeuge ist da-durch gekennzeichnet, dass er drei Formplat-ten aufweist.
Die in der feststehenden Werkzeughälfte ange-ordnete erste Formplatte wird meist als Anguss-platte bezeichnet (Bild 2). Da alle drei Formplat-ten zueinander beweglich sein können, ergebensich bis zu drei Trennebenen. Die Steuerung derÖffnungsbewegungen erfolgt über Klinkensyste-me oder mittels Zugbolzen (vergleiche Bild 1,Seite 150). Durch diese Bauweise ist es möglichdas Formteil und den Anguss in der Form auto-matisch zu trennen und über einen eigeneTrennebene auszuwerfen. Hierdurch lässt sichdas Angussrecycling direkt an der Maschinedurchführen. Ferner können die Formteile durcheine Handlingseinrichtung leichter entnommenwerden. Der Aufbau ist je nach Entformung mitoder ohne Auswerferplatten gestaltet.
Der Formaufbau für Dreiplattenwerkzeugekommt zur Anwendung, wenn Formteile in einerForm mittig angegossen werden sollen und ausKostengründen ohne Heißkanalsystem gearbei-tet wird. Mittiges Angießen ist bei scheibenför-migen Formteilen wichtig um einen symmetri-schen Füllvorgang zu erreichen.
Der Abschlussdeckel Bild 3 weist z.T. sehr kleineToleranzen auf und soll in größeren Stückzahlenohne Heißkanalsystem gegossen werden. Fernermuss beim Auswerfvorgang eine Trennungzwischen Formteil und Angusssystem erfolgen.Aus diesen Gründen wird ein Aufbau für Drei-plattenwerkzeuge gewählt.
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 149
Anguss-auswerferhülse
Klinkensystem Blattfeder Steuerkurve Führungssäule
Rückdrückstift
beweglicheAufspannplatte
Zugbolzen Angusshaltestift
2. Formplatte 1. Formplatte Angussplatte
Formeinsatz Formteil Angusssystem
Auswerfersystem
Stützrolle
Auswerfer
a) Werkzeug geschlossen
b) Werkzeug geöffnet
3. 1. 2.
Bild 1: Dreiplattenwerkzeug für Abschlussdeckel
150 Formenbau
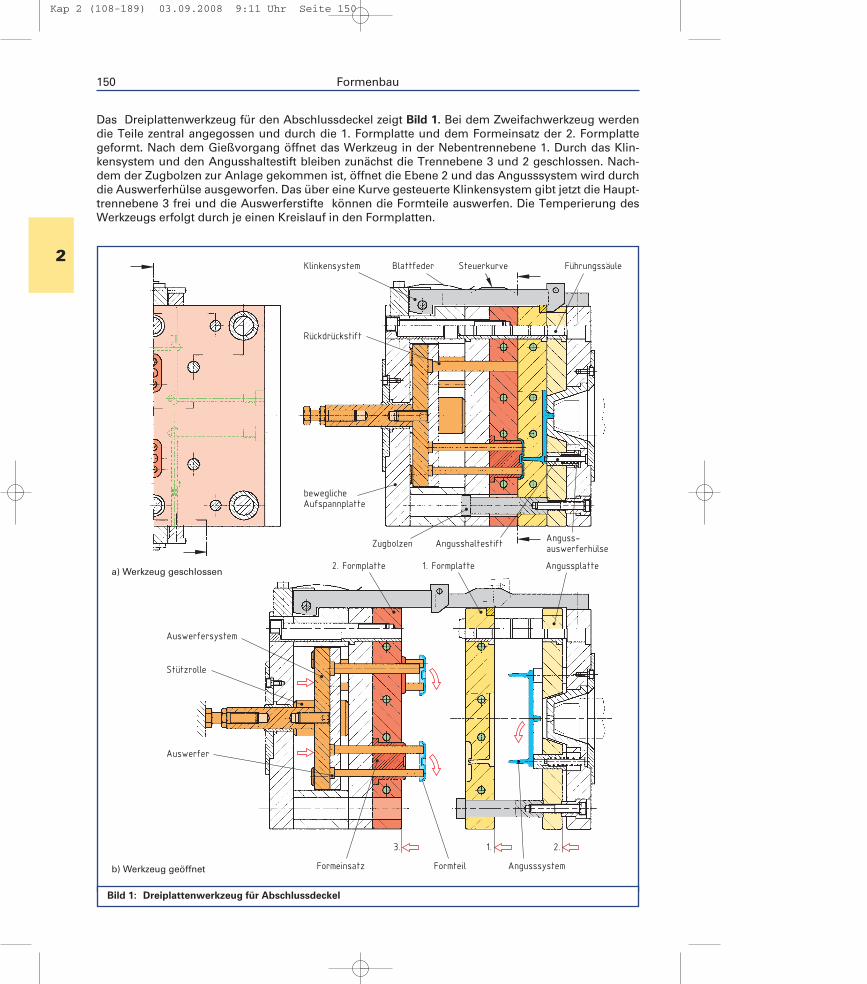
Das Dreiplattenwerkzeug für den Abschlussdeckel zeigt Bild 1. Bei dem Zweifachwerkzeug werdendie Teile zentral angegossen und durch die 1. Formplatte und dem Formeinsatz der 2. Formplattegeformt. Nach dem Gießvorgang öffnet das Werkzeug in der Nebentrennebene 1. Durch das Klin-kensystem und den Angusshaltestift bleiben zunächst die Trennebene 3 und 2 geschlossen. Nach-dem der Zugbolzen zur Anlage gekommen ist, öffnet die Ebene 2 und das Angusssystem wird durchdie Auswerferhülse ausgeworfen. Das über eine Kurve gesteuerte Klinkensystem gibt jetzt die Haupt-trennebene 3 frei und die Auswerferstifte können die Formteile auswerfen. Die Temperierung desWerkzeugs erfolgt durch je einen Kreislauf in den Formplatten.
2
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 150
UntergriffleisteZentrierbuchse
Backengrundplatte
Backenführungsplatte Entriegelungsleiste
Form-kern
Angieß-buchse
BackenschließplatteDruckleisteFormbackenAuswerferführung
Formteil
Wanddicke:2 mm
Gießradien:R= 0,5 mm
Entformungs-schräge: 0,5}
Werkstoff: PS
30
38-0,2
œ30
œ22
œ30
-0,1
Backenführung
Aufspannplatte,feste Seite
Formbacken Backen-schließplatte
Backen-grundplatte
Schrägbolzen
Bild 3: Backenwerkzeug für Spulenkörper
Bild 2: Spulenkörper
Bild 1: Aufbau Backenwerkzeug
Spritzgießen 151
2
Formaufbau für Backenwerkzeuge
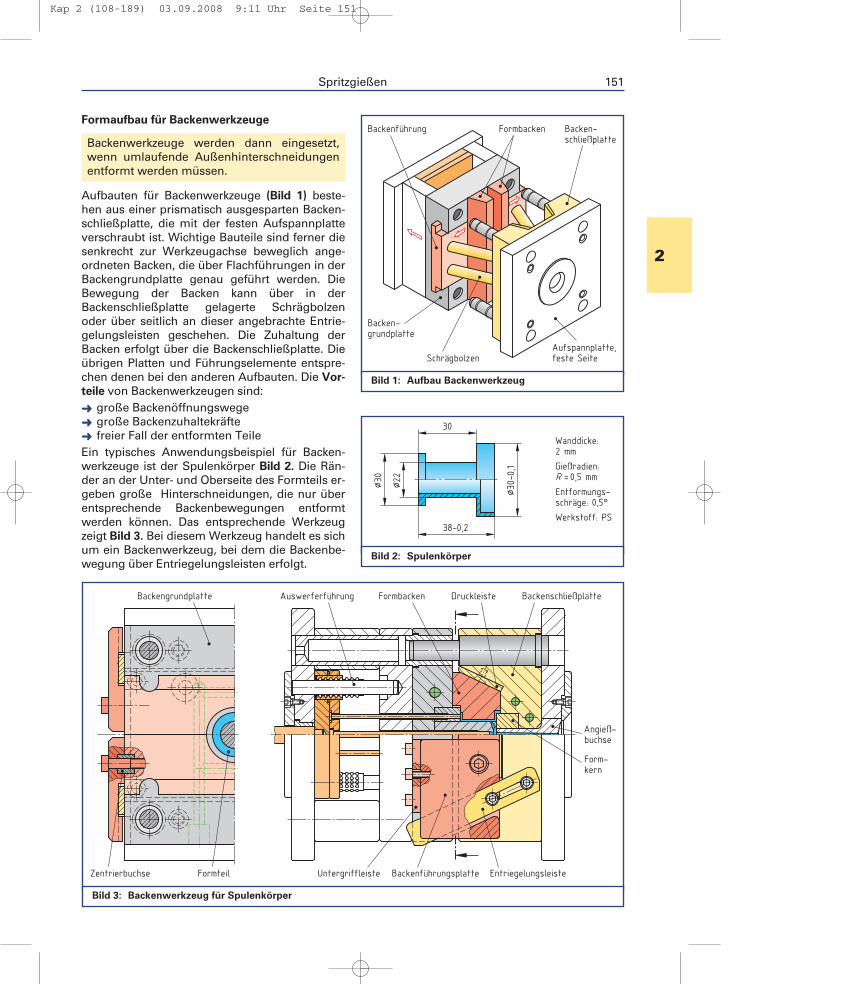
Backenwerkzeuge werden dann eingesetzt,wenn umlaufende Außenhinterschneidungenentformt werden müssen.
Aufbauten für Backenwerkzeuge (Bild 1) beste-hen aus einer prismatisch ausgesparten Backen-schließplatte, die mit der festen Aufspannplatteverschraubt ist. Wichtige Bauteile sind ferner diesenkrecht zur Werkzeugachse beweglich ange-ordneten Backen, die über Flachführungen in derBackengrundplatte genau geführt werden. DieBewegung der Backen kann über in derBackenschließplatte gelagerte Schrägbolzenoder über seitlich an dieser angebrachte Entrie-gelungsleisten geschehen. Die Zuhaltung derBacken erfolgt über die Backenschließplatte. Dieübrigen Platten und Führungselemente entspre-chen denen bei den anderen Aufbauten. Die Vor-teile von Backenwerkzeugen sind:
➜ große Backenöffnungswege➜ große Backenzuhaltekräfte➜ freier Fall der entformten TeileEin typisches Anwendungsbeispiel für Backen-werkzeuge ist der Spulenkörper Bild 2. Die Rän-der an der Unter- und Oberseite des Formteils er-geben große Hinterschneidungen, die nur überentsprechende Backenbewegungen entformtwerden können. Das entsprechende Werkzeugzeigt Bild 3. Bei diesem Werkzeug handelt es sichum ein Backenwerkzeug, bei dem die Backenbe-wegung über Entriegelungsleisten erfolgt.
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 151
188 Formenbau
2.10.1 Aufgabenstellung
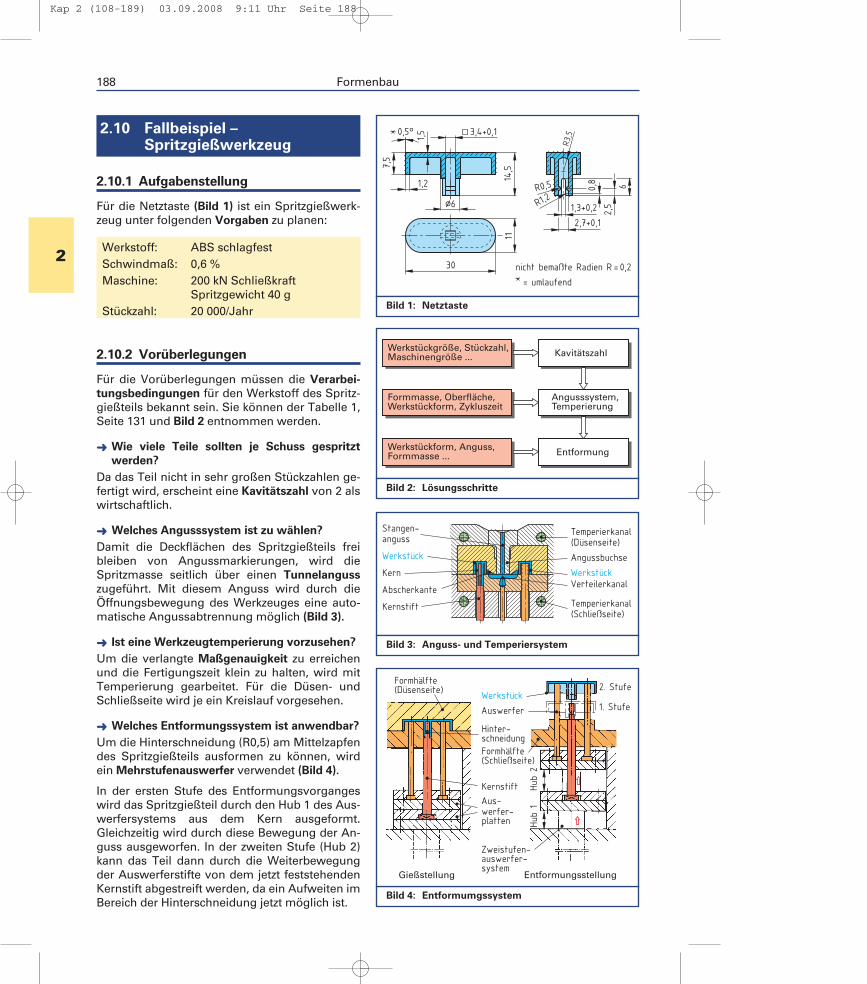
Für die Netztaste (Bild 1) ist ein Spritzgießwerk-zeug unter folgenden Vorgaben zu planen:
Werkstoff: ABS schlagfestSchwindmaß: 0,6 %Maschine: 200 kN Schließkraft
Spritzgewicht 40 gStückzahl: 20 000/Jahr
2.10.2 Vorüberlegungen
Für die Vorüberlegungen müssen die Verarbei-tungsbedingungen für den Werkstoff des Spritz-gießteils bekannt sein. Sie können der Tabelle 1,Seite 131 und Bild 2 entnommen werden.
➜ Wie viele Teile sollten je Schuss gespritztwerden?
Da das Teil nicht in sehr großen Stückzahlen ge-fertigt wird, erscheint eine Kavitätszahl von 2 alswirtschaftlich.
➜ Welches Angusssystem ist zu wählen?Damit die Deckflächen des Spritzgießteils freibleiben von Angussmarkierungen, wird dieSpritzmasse seitlich über einen Tunnelangusszugeführt. Mit diesem Anguss wird durch dieÖffnungsbewegung des Werkzeuges eine auto-matische Angussabtrennung möglich (Bild 3).
➜ Ist eine Werkzeugtemperierung vorzusehen?Um die verlangte Maßgenauigkeit zu erreichenund die Fertigungszeit klein zu halten, wird mitTemperierung gearbeitet. Für die Düsen- undSchließseite wird je ein Kreislauf vorgesehen.
➜ Welches Entformungssystem ist anwendbar?Um die Hinterschneidung (R0,5) am Mittelzapfendes Spritzgießteils ausformen zu können, wirdein Mehrstufenauswerfer verwendet (Bild 4).
In der ersten Stufe des Entformungsvorgangeswird das Spritzgießteil durch den Hub 1 des Aus-werfersystems aus dem Kern ausgeformt.Gleichzeitig wird durch diese Bewegung der An-guss ausgeworfen. In der zweiten Stufe (Hub 2)kann das Teil dann durch die Weiterbewegungder Auswerferstifte von dem jetzt feststehendenKernstift abgestreift werden, da ein Aufweiten imBereich der Hinterschneidung jetzt möglich ist.
2
2.10 Fallbeispiel –Spritzgießwerkzeug
Bild 4: Entformumgssystem
Hub
2Hub
1
Werkstück
Auswerfer
Formhälfte(Schließseite)
Zweistufen-auswerfer-system
Aus-werfer-platten
Kernstift
Hinter-schneidung
Formhälfte(Düsenseite)
EntformungsstellungGießstellung
2. Stufe
1. Stufe
Temperierkanal(Düsenseite)
Angussbuchse
WerkstückVerteilerkanal
Temperierkanal(Schließseite)
Stangen-anguss
Werkstück
Kern
Abscherkante
Kernstift
Werkstückgröße, Stückzahl,Maschinengröße ...
Werkstückform, Anguss,Formmasse ...
Formmasse, Oberfläche,Werkstückform, Zykluszeit
Kavitätszahl
Angusssystem,Temperierung
Entformung
nicht bemaßte Radien R = 0,2
= umlaufend
œ6
1,2
7,5
0,5}
1,5 3,4+0,1
14,5
11
30
0,8
2,5
6
1,3+0,2
2,7+0,1
R0,5
R1,2
R3,5
Bild 1: Netztaste
Bild 2: Lösungsschritte
Bild 3: Anguss- und Temperiersystem
Kap 2 (108-189) 03.09.2008 9:11 Uhr Seite 188
Fallbeispiel – Spritzgießwerkzeug 189
2
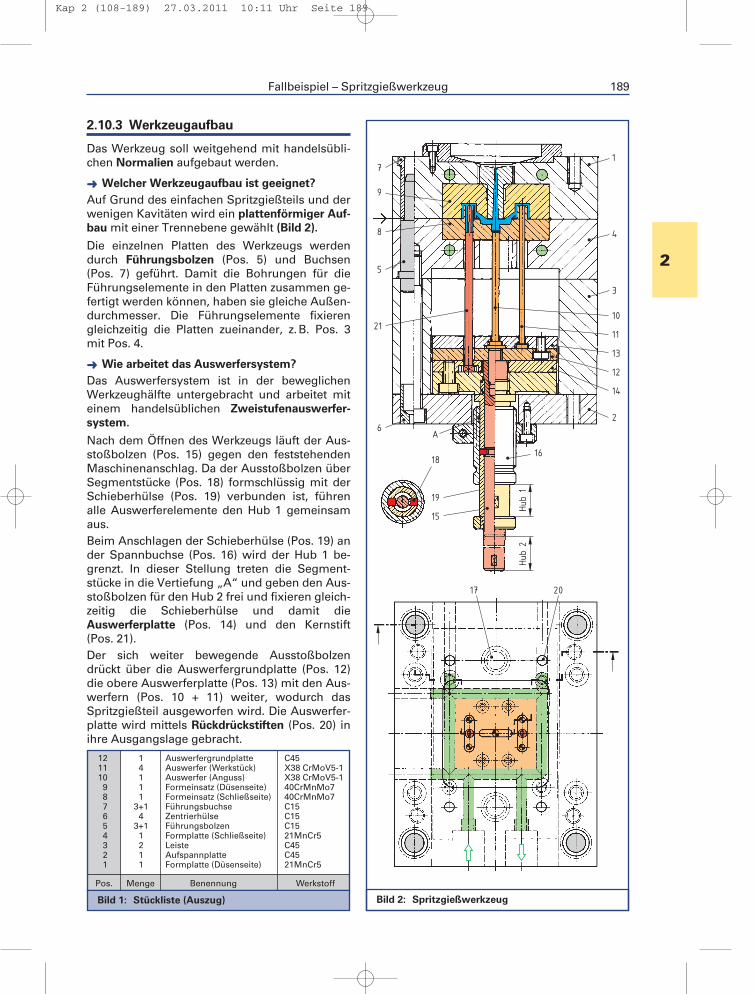
2.10.3 Werkzeugaufbau
Das Werkzeug soll weitgehend mit handelsübli-chen Normalien aufgebaut werden.
➜ Welcher Werkzeugaufbau ist geeignet?Auf Grund des einfachen Spritzgießteils und derwenigen Kavitäten wird ein plattenförmiger Auf-bau mit einer Trennebene gewählt (Bild 2).
Die einzelnen Platten des Werkzeugs werdendurch Führungsbolzen (Pos. 5) und Buchsen(Pos. 7) geführt. Damit die Bohrungen für dieFührungselemente in den Platten zusammen ge-fertigt werden können, haben sie gleiche Außen-durchmesser. Die Führungselemente fixierengleichzeitig die Platten zueinander, z.B. Pos. 3mit Pos. 4.
➜ Wie arbeitet das Auswerfersystem?Das Auswerfersystem ist in der beweglichenWerkzeughälfte untergebracht und arbeitet miteinem handelsüblichen Zweistufenauswerfer-system.
Nach dem Öffnen des Werkzeugs läuft der Aus-stoßbolzen (Pos. 15) gegen den feststehendenMaschinenanschlag. Da der Ausstoßbolzen überSegmentstücke (Pos. 18) formschlüssig mit derSchieberhülse (Pos. 19) verbunden ist, führenalle Auswerferelemente den Hub 1 gemeinsamaus.Beim Anschlagen der Schieberhülse (Pos. 19) ander Spannbuchse (Pos. 16) wird der Hub 1 be-grenzt. In dieser Stellung treten die Segment-stücke in die Vertiefung „A“ und geben den Aus-stoßbolzen für den Hub 2 frei und fixieren gleich-zeitig die Schieberhülse und damit dieAuswerferplatte (Pos. 14) und den Kernstift(Pos. 21).Der sich weiter bewegende Ausstoßbolzendrückt über die Auswerfergrundplatte (Pos. 12)die obere Auswerferplatte (Pos. 13) mit den Aus-werfern (Pos. 10 + 11) weiter, wodurch dasSpritzgießteil ausgeworfen wird. Die Auswerfer-platte wird mittels Rückdrückstiften (Pos. 20) inihre Ausgangslage gebracht.
Bild 1: Stückliste (Auszug) Bild 2: Spritzgießwerkzeug
Kap 2 (108-189) 27.03.2011 10:11 Uhr Seite 189







