
Energieeffiziente Produktion Die Summe der Maßnahmen macht´s
Dr.-Ing. Peter Heidemeyer Dr.- Ing. Karsten Kretschmer 2. Juli 2014

Die energieeffiziente Kunststoff- Fabrik
2

3
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Einfache Maßnahmen
• Zusammenfassung

4
Aktivitäten

5
Das SKZ – Zahlen und Fakten
Hauptsitz Ausbildungsstätten FuE Standorte
• Mitglieder: >300 Firmen, Institute, Behörden
• 300 Mitarbeiter (davon 85 in FuE)
• Umsatz: 27,8 Mio. EUR (2013) (davon ca. 7,0 Mio EUR in FuE)
• Hauptsitz in Würzburg
• 8 Ausbildungsstätten weltweit 3 FuE Standorte in Deutschland

Arbeitsgebiete der Forschung und Entwicklung
6
Material- entwicklung
Compoun- dieren/
Extrudieren
Spritzgießen
Fügen
Forschung
Bauteil- eigen-
schaften
Nach- haltigkeit
Messtechnik
Composite
Dispersions- technologien
7
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Maßnahmen
• Zusammenfassung
0% 20% 40% 60% 80% 100%
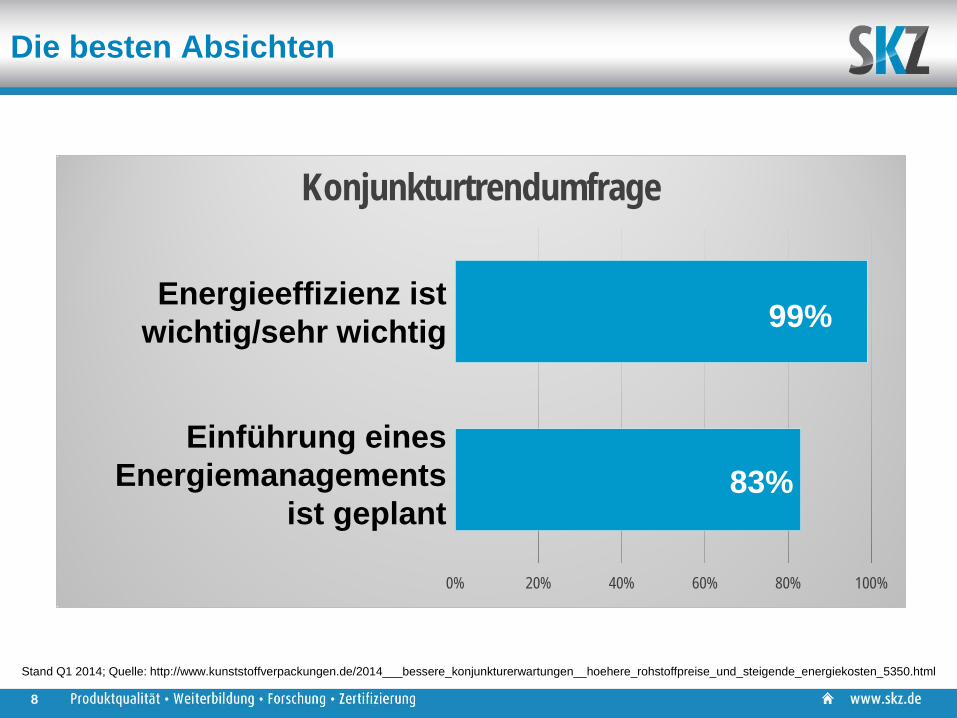
Konjunkturtrendumfrage
99%
83%
Stand Q1 2014; Quelle: http://www.kunststoffverpackungen.de/2014___bessere_konjunkturerwartungen__hoehere_rohstoffpreise_und_steigende_energiekosten_5350.html
Energieeffizienz ist wichtig/sehr wichtig
Einführung eines Energiemanagements
ist geplant
Die besten Absichten
8
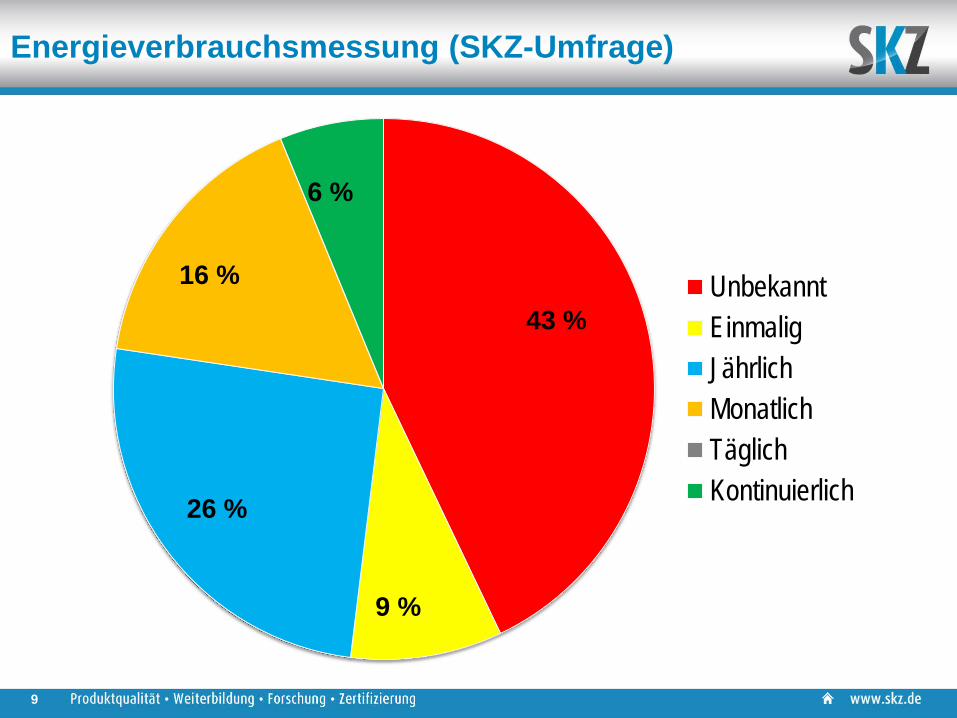
UnbekanntEinmaligJährlichMonatlichTäglichKontinuierlich
43 %
26 %
9 %
6 %
16 %
Energieverbrauchsmessung (SKZ-Umfrage)
9
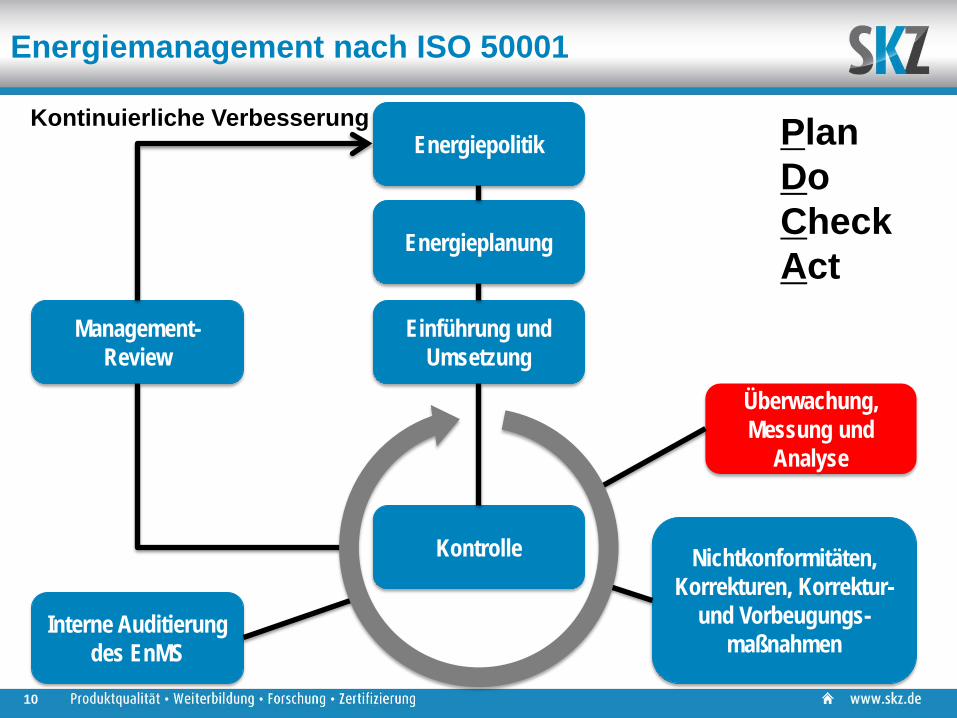
Plan Do Check Act
Energiepolitik
Energieplanung
Kontrolle
Management-Review
Interne Auditierung des EnMS
Einführung und Umsetzung
Nichtkonformitäten, Korrekturen, Korrektur-
und Vorbeugungs-maßnahmen
Überwachung, Messung und
Analyse
Kontinuierliche Verbesserung
Energiemanagement nach ISO 50001
10

Einsparung durch intelligentes Design
11

•12% ↗ productivity
•28,8€/ton ↙ cost
•13 kg CO2 emissions/ton
savings
Case Study: 1 cavity mould – 60 l container with shot weight 1410 g
Verbesserungen durch optimierte Materialien
* Average energy cost : 0,11 €/kwh ** Machine cost : 25 €/h and labour cost : 5 €/h *** CO2 emissions from fossil fuels consumed for electricity, combined heat and power and main activity heat plants divided by the output of electricity CO2 emision/kWhr Energy produced (2006-2008 global avg according IEA 2010 report): 504g CO2 /kWh (source: www.IEA.org)
Migration Organoleptic
Flowability
Processing speed Demoulding
Quelle: Borealis
High flow and BNT leads to savings
12
13
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Maßnahmen
• Zusammenfassung

Erfassungsrate von Kennzahlen (SKZ-Umfrage)
KontinuierlichMonatlichVierteljährlichJährlichEinmalig
54 %
15 %
8 %
8 %
15 %
14

Energieoptimierte Produktionsplanung
Messen
Maschinen- und produktspezifische Erfassung aller Prozess- und Energiedaten
Berechnen
Berechnung des Energieverbrauchs für jede Produkt/Maschine/Losgröße-Kombination
Kennzahlen Datenbank mit Kennzahlen zu jeder bekannten Kombination
Effizienz
Auswahl der effizientesten Maschine bei gegebenem Produkt und gegebener Losgröße
15
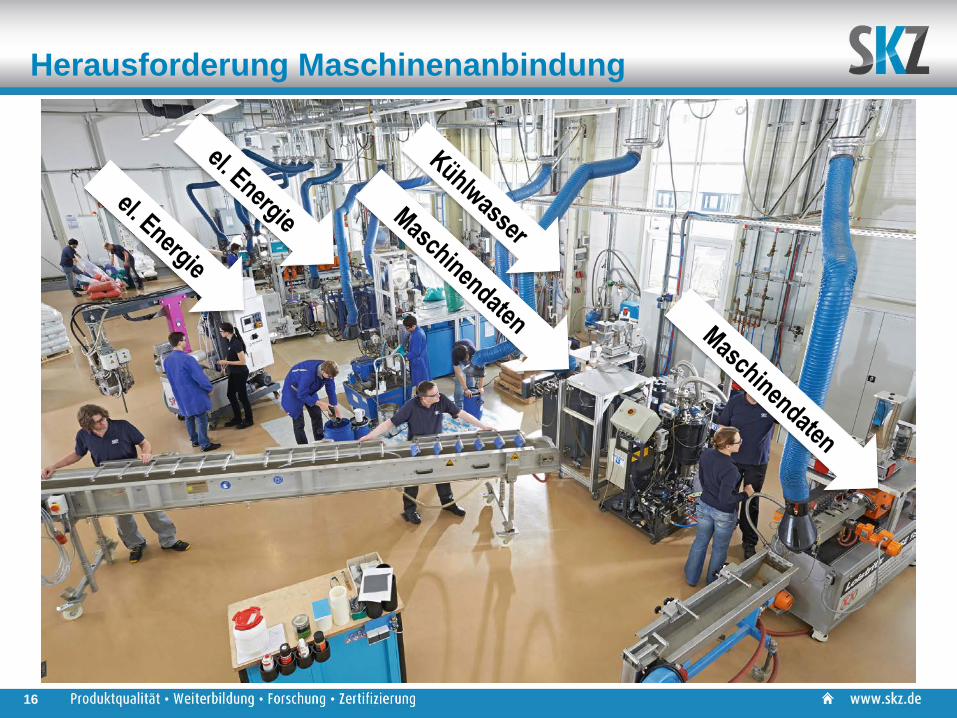
Herausforderung Maschinenanbindung
16

Hardwarevielfalt in der Automatisierung
Quelle: http://www.de.endress.com
Quelle: http://www.automation.siemens.com
• Produktionsmaschinen − Extruder (Coperion, Leistritz, Entex, Extricom ...) − Spritzgießmaschinen (Arburg, Engel, Battenfeld ...) − Schmelzepumpen (Kreyenborg, Witte, Automatik ...) − Mischer (Henschel, Mixaco ...) − Granulatoren (Automatik, Scheer ...) − Messgeräte (Göttfert, Dr. Collin ...) − ...
• Messtechnik für Prozessmedien − Kühlwasser (Bürkert, Endress&Hauser, ...) − Druckluft (Flexim, Festo, Sonotec ...) − ...
• Energiemesstechnik − Leistungsmessung (Beckhoff, Siemens, Janitza ...)
17
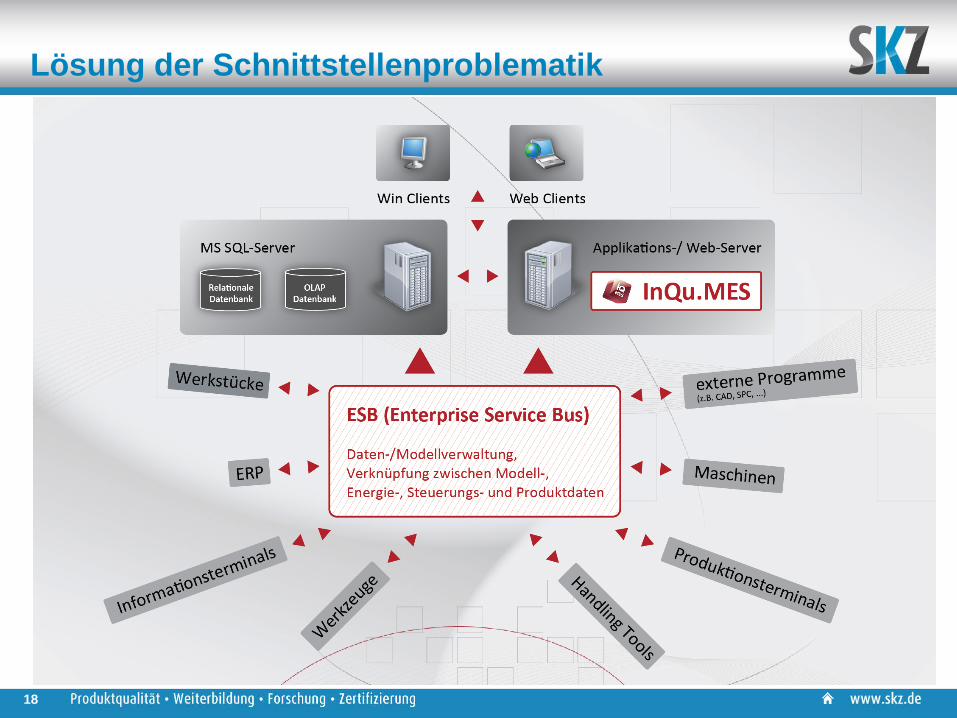
Lösung der Schnittstellenproblematik
18

19
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Maßnahmen
• Zusammenfassung

20
Energieverbrauchsmessung
• ZES Zimmer LMG 450 • Messung im laufenden Betrieb • Unter 2 % Messfehler • Messung von Strömen bis 3.000 A
Durchflussmessung
• Flexim Fluxus G601 • Messung von Flüssigkeiten und Gase • Fehler bei Standardkalibrierung < 2 %
Energiemessung: Das Equipment zählt!

21
Betriebspunkt
- M = 80 %, n = 600 min-1, m = 67 kg/h
- 40 Gew.-% Ruß, Rußtyp ELFTEX® 220
- 5 Gew.-% Gleitmittel
- Ruß über Side-Feeder
Energieverbrauchsanalyse am Beispiel Compoundieren
• Antrieb und Heizung verursachen ca. 80 % des Energieverbrauchs • Vakuumpumpe, Side-Feeder, Temperiergerät, Dosierung, Granulator und
Strangabsaugung sind nahezu betriebspunktunabhängige Verbraucher
Energiemessung: Wo sind die größten Potenziale?
Strangabsaugung+ Granulator(1,57 kW)
7 %
Temperiergerät(0,89 kW)
4 %
Dosierung (0,36 kW)
1 %
Side-Feeder(0,14 kW)
1 %
Antrieb(15,5 kW)
66 %
Heizung(2,94 kW)
13 %
Vakuumpumpe(1,96 kW)
8 %
22
0
0,05
0,1
0,15
0,2
0,25
0 50 100 150 200 250 300
dh in
kW
h/kg
Temperatur in °C
Enthalpie in kWh/kg
PP Copo
HDPE
PP Homo
LLDPE
ABS
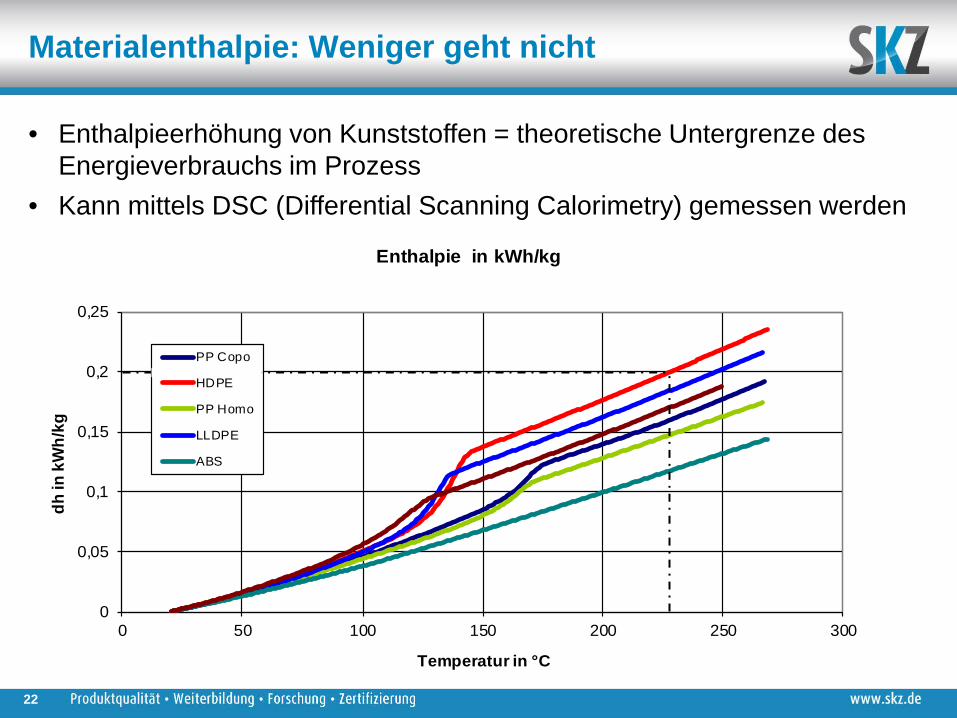
Materialenthalpie: Weniger geht nicht
• Enthalpieerhöhung von Kunststoffen = theoretische Untergrenze des Energieverbrauchs im Prozess
• Kann mittels DSC (Differential Scanning Calorimetry) gemessen werden

Benchmarking: Die Suche nach Best-Practice
Ziel • Standortbestimmung / Wettbewerbsvergleich
verschiedener Technologien Vergleich des Energieverbrauchs:
• von Maschinen oder Prozessen verschiedener Hersteller,
• einer Maschine vor und nach der Energieoptimierung
Voraussetzung für Benchmarks:
• Definierte Qualitätskriterien und Prozessparameter Vergleichbarkeit der Verfahren und Prozesse
23
24
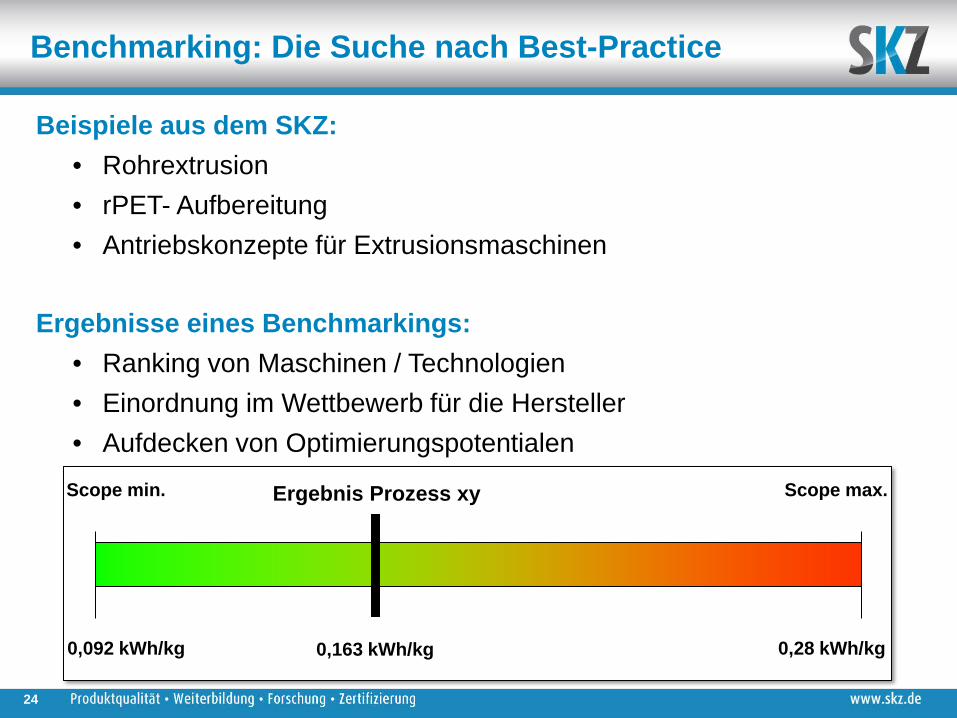
Scope min. Scope max.
0,092 kWh/kg 0,28 kWh/kg
Ergebnis Prozess xy
0,163 kWh/kg
Beispiele aus dem SKZ: • Rohrextrusion • rPET- Aufbereitung • Antriebskonzepte für Extrusionsmaschinen
Ergebnisse eines Benchmarkings: • Ranking von Maschinen / Technologien • Einordnung im Wettbewerb für die Hersteller • Aufdecken von Optimierungspotentialen
Benchmarking: Die Suche nach Best-Practice

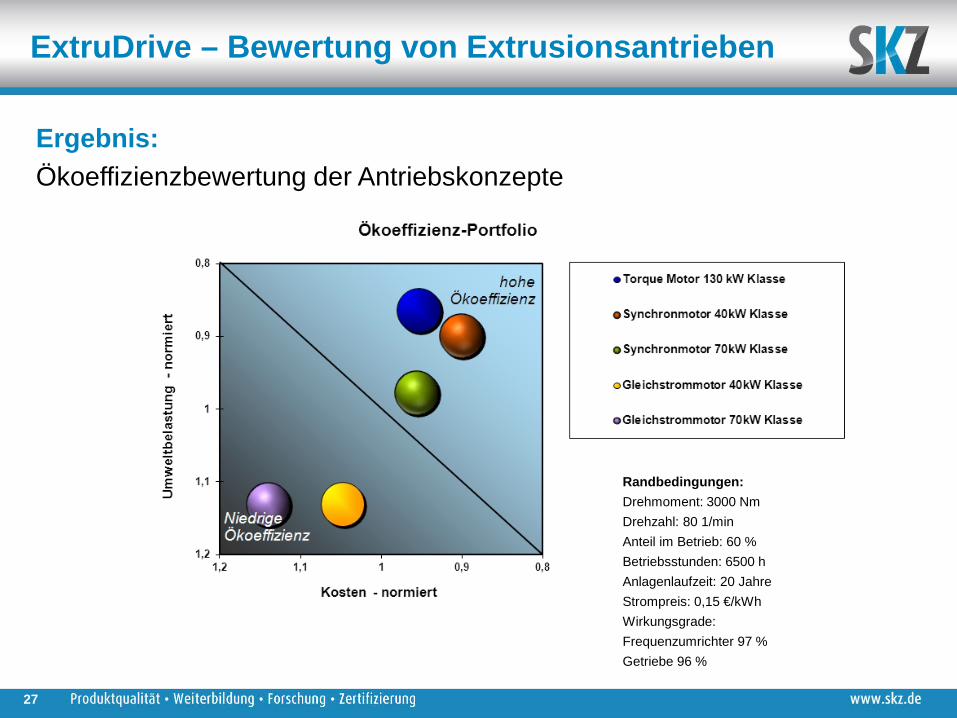
Antriebskonzepte
Gleichstromnebenschlussmotor + Thyristorsteller + Getriebe
Drehstrom Synchronmotor + Frequenzumrichter + Getriebe
Drehstrom Asynchronmotor + Frequenzumrichter + Getriebe
Torque Motor + Frequenzumrichter ohne Getriebe
Knödler CMG Antrieb (Motor + Getriebe) + Frequenzumrichter
25
Ökonomische und Ökologische Bewertung unterschiedlicher Antriebskonzepte:
Quelle: Wikipedia
Quelle: Faurndau
Quelle: Baumüller
Quelle: Oswald
Quelle: Knödler
ExtruDrive – Bewertung von Extrusionsantrieben

26
Ergebnis: Praxistool zur Auswahl und Bewertung von Extrusionsantrieben
Eingabe:
• Extrusionsbetriebspunkte (M,n) • Betriebsstunden • Strompreis Ausgabe:
• Auswahl des Antriebs mit dem für den eingegebenen Anwendungsfall optimalen Wirkungsgrad aus der Datenbank
• Lebenszykluskosten im Detail und Amortisationsrechnung im Vergleich zum günstigeren Antrieb
• Umweltindikatoren und Ökoeffizienz-Portfolio
ExtruDrive – Bewertung von Extrusionsantrieben
27
Ergebnis: Ökoeffizienzbewertung der Antriebskonzepte
Randbedingungen: Drehmoment: 3000 Nm Drehzahl: 80 1/min Anteil im Betrieb: 60 % Betriebsstunden: 6500 h Anlagenlaufzeit: 20 Jahre Strompreis: 0,15 €/kWh Wirkungsgrade: Frequenzumrichter 97 % Getriebe 96 %
ExtruDrive – Bewertung von Extrusionsantrieben

28
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Maßnahmen
• Zusammenfassung
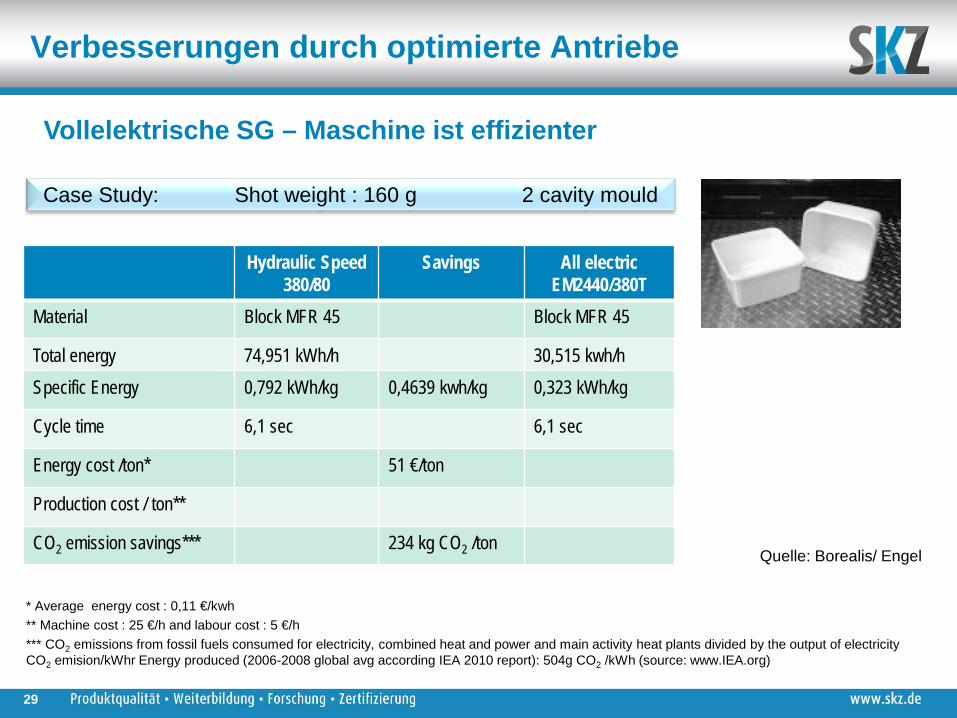
Case Study: Shot weight : 160 g 2 cavity mould
Verbesserungen durch optimierte Antriebe
* Average energy cost : 0,11 €/kwh ** Machine cost : 25 €/h and labour cost : 5 €/h *** CO2 emissions from fossil fuels consumed for electricity, combined heat and power and main activity heat plants divided by the output of electricity CO2 emision/kWhr Energy produced (2006-2008 global avg according IEA 2010 report): 504g CO2 /kWh (source: www.IEA.org)
Quelle: Borealis/ Engel
Vollelektrische SG – Maschine ist effizienter
29
Hydraulic Speed 380/80
Savings All electric EM2440/380T
Material Block MFR 45 Block MFR 45
Total energy 74,951 kWh/h 30,515 kwh/h Specific Energy 0,792 kWh/kg 0,4639 kwh/kg 0,323 kWh/kg
Cycle time 6,1 sec 6,1 sec
Energy cost /ton* 51 €/ton
Production cost / ton**
CO2 emission savings*** 234 kg CO2 /ton
Heizen mit dem Kompressor
• Recycling von ca. 100 t PET – Flaschen pro Tag (Sortieren, Mahlen, Waschen, Trocknen)
• Betriebssichere Druckluftversorgung durch drei Schraubenkompressoren mit
Öleinspritzkühlung (94% der Antriebsenergie in Wärme (Öl/ 72%; Druckluft/ 13%)
• Wärmerückgewinnung durch integrierte Wärmetauscher
• Speicherung der Wärme in „Wasserpuffern“ (80oC, 6000 l)
• Einspeisung in das Heizsystem nach Bedarf
• Einsparung Heizenergie bis zu 73% / 18000 €/a
• Wartungskosten über 20000 €/a niedriger
Gesamteinsparung ca. 40000 €/a
Quelle: Kunststoffe 6/2014 S. 84 ff
30

31
Effizienzsteigerung durch BHKW am SKZ
Installation eines Blockheizkraftwerkes (BHKW)
• Leistungsdaten: 70 kW elektrisch und 115 kW thermisch
• Vollständiger Verbrauch der erzeugten elektrischen Energie
durch die Grundlast im SKZ
• Verbrauch der thermischen Energie über mindestens
6.500 h/a für Gebäudebeheizung + Trocknung feuchter Luft
zur Laborraum-Klimatisierung
• Inbetriebnahme in KW 21/22 2013, Vertragsart: Contracting
• Bisher produzierte Strommenge: ca. 350.000 kWh
• Wärmemenge bisher: ca. 565.000 kWh
• Gesamtwirkungsgrad: ca. 75%
•BHKW Viessmann

Erfahrungen aus Energieaudits
• Allgemeine Tipps: • Energieeinkauf (ct/kWh; Spitzenlast-Berechnungsmodalitäten)
• Beschaffung: Lebensdauerbetrachtung mit Energie- und Wartungskosten
• Granulattrockung: z. B. PET: Ist: 0,17 kWh/kg…..möglich: 0,10 kWh/kg
• Spitzenlast reduzieren (Info an Mitarbeiter; Ampel; Spitzenlastmanagement)
• Hallenbeleuchtung (Amortisation oft < ein Jahr; heller und angenehmer)
• Pumpen (Lebenszykluskosten: Anschaffung 5 %; Wartung 10 %; Energie 85 %)
• Wärmerückgewinnung
• Kühl- und Temperiertemperaturen (Kühl- und Heizkreisläufe) kritisch hinterfragen
• Druckluft
• „Druckluftbesen“ teuer und laut und Dreck ist nicht weg • Druckluftniveau: Senkung um 1 bar: 7 % Energiekosteneinsparung • Leckagen: 1 mm Loch kostet ca. 600 €/a
2 mm Loch kostet ca. ??? €/a 32
33
Agenda
• SKZ – Das Kunststoff-Zentrum
• Energieeffizienz
• Steigerung durch Energiemonitoring
• Bewertung durch Benchmarking
• Maßnahmen
• Zusammenfassung
Zusammenfassung
34
• Das Thema Energie- und Ressourceneffizienz ist von hoher Bedeutung
• Durch geeignetes Monitoring können versteckte Potenziale aufgedeckt werden
• Eine Zertifizierung nach ISO 50001 systematisiert diesen Vorgang (außerdem kann ein Teil der EEG-Umlage ggf. zurückgewonnen werden)
• Der neutrale Vergleich der eigenen Produktion mit der ähnlicher Betriebe ermöglicht die realistische Bewertung von Einsparpotenzialen
• Es stehen schon heute viele Möglichkeiten zur Verfügung, den Energieverbrauch signifikant zu reduzieren (ROI u.U. << 1a)

Ausblick
35
• Das SKZ plant die Errichtung einer Modellfabrik
• Fokus auf die energieeffiziente Produktion in der Kunststoffindustrie
• Wesentlich dabei:
• Innovative Gebäudekonzepte, um eine maximale Energieeffizienz des Gebäudes zu erreichen
• Innovative Kombination von verfügbaren Konzepten/Verfahren, um Teile mit einem minimalen Einsatz von Ressourcen zu produzieren
Quelle: Arburg
Quelle: SKZ

Vielen Dank für Ihre Aufmerksamkeit
Dr. Peter Heidemeyer SKZ - KFE gGmbH Friedrich- Bergius-Ring 22 97076 Würzburg Tel. +49 931 4104-111 [email protected] www.skz.de







