
Chancen und Herausforderungen für die Serienfertigung von Triebwerksbauteilen mittels Metall-Lasersintern
Marius Lakomiec, MTU Aero EnginesHamburg, den 19. April 2013

19. April 2013 MTU - Rapid Technologien 2
Agenda
Prozesskette und Einführungsstrategie2.
Umsetzung in Kategorien – die Potenziale3.
MTU und Team Rapid-Technologien1.
Ausblick: Chancen und Herausforderungen4.

Das MTU-Geschäftsmodell basiert auf 3 Säulen
ZivileInstandhaltung 38,3 %
Umsatz 2012 Stärken
Umsatz gesamt =3.378,6 Mio. €
Ziviles OEM-Geschäft 46,9 %
Militärisches Geschäft 14,8 %
Ziviles Triebwerksgeschäft• Ausgewogenes Produktportfolio• Hoher Anteil an zukunftsträchtigen Programmen
Zivile Instandhaltung• Weltweit größter unabhängiger Instandhalter• Zugang zu wachstumsstarken Segmenten
(V2500, CFM56, PW1000G, GE90, CF34)
Militärisches Geschäft• Teilnahme an europäischen Schlüsselprogram-
men mit Entwicklungsverantwortung für die Systeme
• Beteiligung am US-Militärmarkt• Führender Partner der Bundeswehr für Triebwerke
19. April 2013 3MTU - Rapid Technologien
PW4000 Growth GP7000 CF6 PW2000 V2500
Airbus A319,A320, A321,Boeing MD-90
Boeing 757, Boeing C-17,(milit.: F117)
Airbus A380 Airbus A300, A310, A330,Boeing 747, 767,MD-11
Boeing 777
GEnx
Boeing 787 DreamlinerBoeing 747-8
PW6000
Airbus A318
JT8D-200
Boeing MD-80-Series
PW300
Learjet 60, Do328JET, Gulfstream G200, Hawker 1000,Dassault Falcon 7X, Cessna Sovereign
PW500
Cessna Bravo,Cessna XLS
PW1000G
Airbus A320neoMitsubishi Regional Jet (MRJ), Bombardier CSeries,Irkut MS-21Embraer E-170/E-190
PW800
Langstrecken-Geschäftsflugzeuge, Regionalflugzeuge, Narrowbodies
19. April 2013 4
Die zivile Anwendungspalette
MTU - Rapid Technologien
Die militärische Anwendungspalette
Tyne
TransallBreguet Atlantic
T64
Sikorsky CH53-G
MTR390
EurocopterTiger
250-C20
PAH-1
GP7000
EurofighterTyphoon
EJ200
Panavia Tornado
RB199
F4-Phantom II
J79
F-16
F110
TP400-D6
Airbus A400M
GE38
Sikorsky CH53-K
F/A-18 Hornet
F414 / F404
19. April 2013 5MTU - Rapid Technologien

19. April 2013 MTU - Rapid Technologien 6
Team Rapid-Technologien
Aufgabenbereich
Beschaffung und Fertigung von Rapid Prototyping Bauteilen
Beschaffung von generativ gefertigten Vorrichtungs- und Sonderbauteilen
Beschaffung von Rig-/E-Hardware
Generative Fertigung und Verfahrensentwicklung
Optische 3D-Messung
Reverse Engineering

19. April 2013 MTU - Rapid Technologien 7
MTU-Maschinenpark
seit Dezember 2011:
3 Fertigungsanlagen (M280)
1 Technologieanlage (M270)
Gesamt: 4 Anlagen
seit Oktober 2012:
1 weitere Fertigungsanlage (M280)
1 weitere Technologieanlage (M280)
Gesamt: 6 Anlagen
Weitere Anlagen in Planung
19. April 2013 MTU - Rapid Technologien 8
Agenda
Prozesskette und Einführungsstrategie2.
Umsetzung in Kategorien – die Potenziale3.
MTU und Team Rapid-Technologien1.
Ausblick: Chancen und Herausforderungen4.

19. April 2013 MTU - Rapid Technologien 9
CAD-Modell Generative Rohteilfertigung Optische Messung
Spanende FertigbearbeitungSchlussprüfungFertigteil
Prozesskette Generative Fertigung
► Prozesskette grundsätzlich kurz► Oberflächenqualität erfordert Nacharbeit► Zulassung für Triebwerksanwendungen sehr komplex

Strategie Prozesseinführung
19. April 2013 MTU - Rapid Technologien 10
Herstellung von Fertigungshilfsmitteln,Rig- und E-Hardware
Phase 1: Vorrichtungen, Rig
Wirtschaftliche Herstellung von Rohteilen als Substitution für heutige Gussrohteile
Herstellung von funktionalen Strukturen zur Gewichts und Herstellkostenreduktion (z.B. bionische Bauteile)
Phase 3: Neue Bauweisen
Phase 2: Substitution
► Schrittweise Einführung generativer Fertigungsverfahren.► Rasante technische Weiterentwicklung ist zu erwarten.► Voraussetzung für Kostenreduktion und Einführung neuer Bauweisen
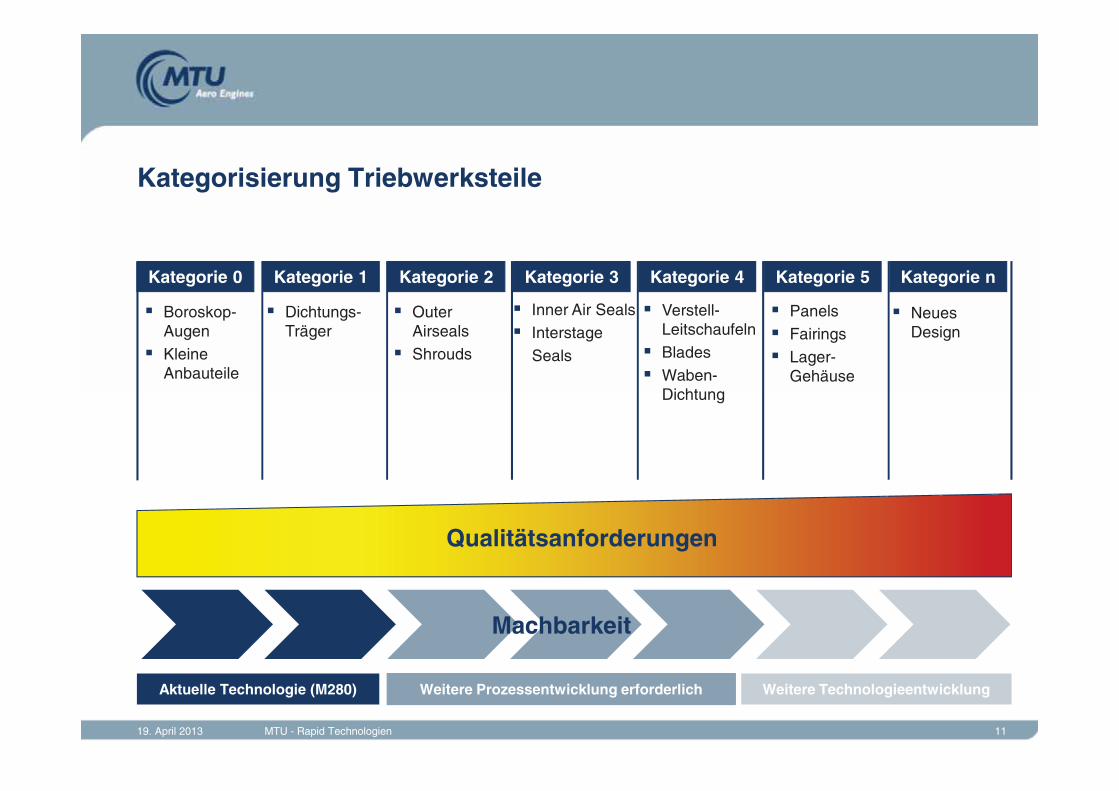
Aktuelle Technologie (M280) Weitere Prozessentwicklung erforderlich Weitere Technologieentwicklung
19. April 2013 MTU - Rapid Technologien 11
Kategorie 0 Kategorie 2 Kategorie 3 Kategorie 4 Kategorie 5
Boroskop-AugenKleine Anbauteile
Dichtungs-Träger
Outer AirsealsShrouds
Inner Air SealsInterstage Seals
Verstell-LeitschaufelnBladesWaben-Dichtung
Panels FairingsLager-Gehäuse
Kategorie 1
Qualitätsanforderungen
Machbarkeit
Kategorie n
Neues Design
Kategorisierung Triebwerksteile
19. April 2013 MTU - Rapid Technologien 12
Agenda
Prozesskette und Einführungsstrategie2.
Umsetzung in Kategorien – die Potenziale3.
MTU und Team Rapid-Technologien1.
Ausblick: Chancen und Herausforderungen4.

19. April 2013 MTU - Rapid Technologien 13
Phase 1Herstellung von RIG-Teile, Fertigungshilfsmitteln und Entwicklungs-Hardware
Spülelektroden
(PECM)
Kostenreduzierung
Flexibilität und Zeitersparnis
Ermöglichung neuer Bauweisen
► Ziele:
Kühlmittel-Spritzdüsen
(Schleifen)
Leitgittersegmente mit integrierter Wabe und Instrumentierung (HDV)
Ca. 200 generativ hergestellte Materialnummern / Jahr (Polyamid & Metall)

19. April 2013 MTU - Rapid Technologien 14
Phase 2Wirtschaftliche Herstellung von Rohteilen als Substitution für heutige Gussrohteile
Reduktion der Rohteilkosten
Ersatz von Gussteilen und kleinen Dreh-Frästeilen
Erhalt von Wertschöpfung
Weiterentwicklung und Qualifizierung des Prozesses
Qualifizierung von Werkstoffen
Erhöhung der Produktivität
► Ziele:
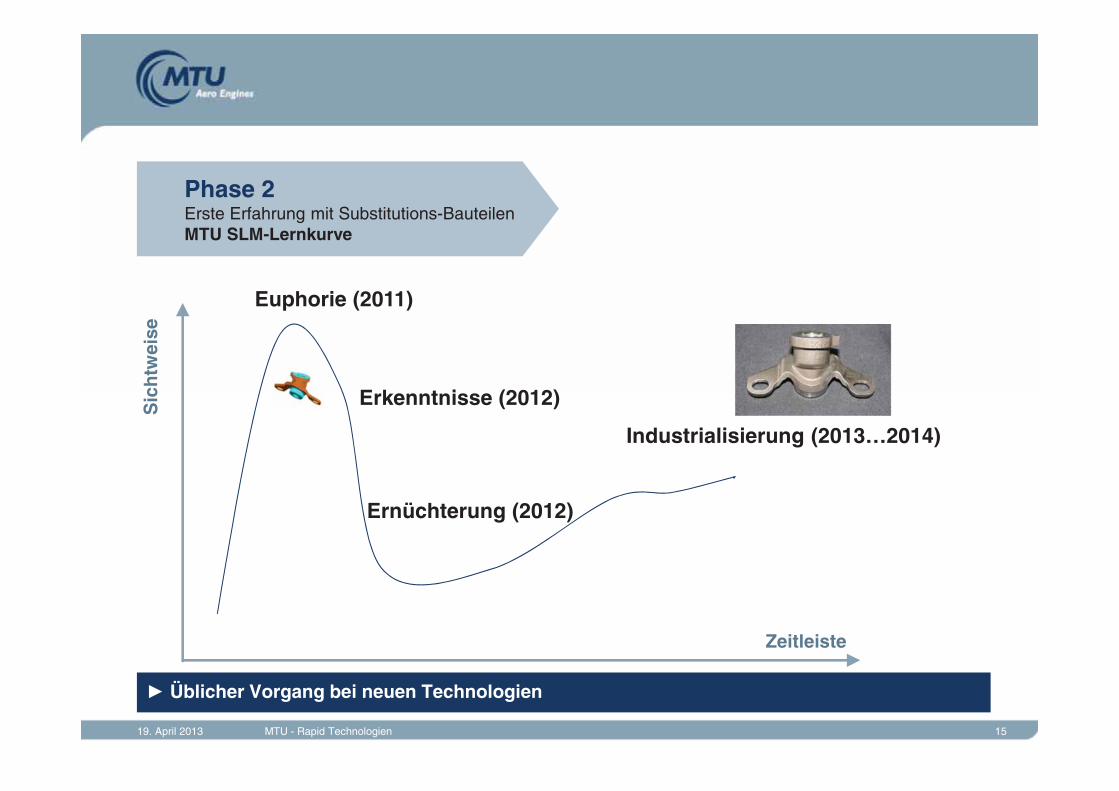
► Üblicher Vorgang bei neuen Technologien
19. April 2013 MTU - Rapid Technologien 15
Euphorie (2011)
Erkenntnisse (2012)
Ernüchterung (2012)
Industrialisierung (2013…2014)
Phase 2Erste Erfahrung mit Substitutions-BauteilenMTU SLM-Lernkurve
Zeitleiste
Sic
htw
eise

Boroskopaugen PW1133G NEO
Alle Entwicklungstriebwerke mit SLM-Teilen bestückt
Produktionsstart 2013
Hochlauf 2015
Phase 2Erste Bauteile Erste Erfolge
19. April 2013 MTU - Rapid Technologien 16
19. April 2013 MTU - Rapid Technologien 17
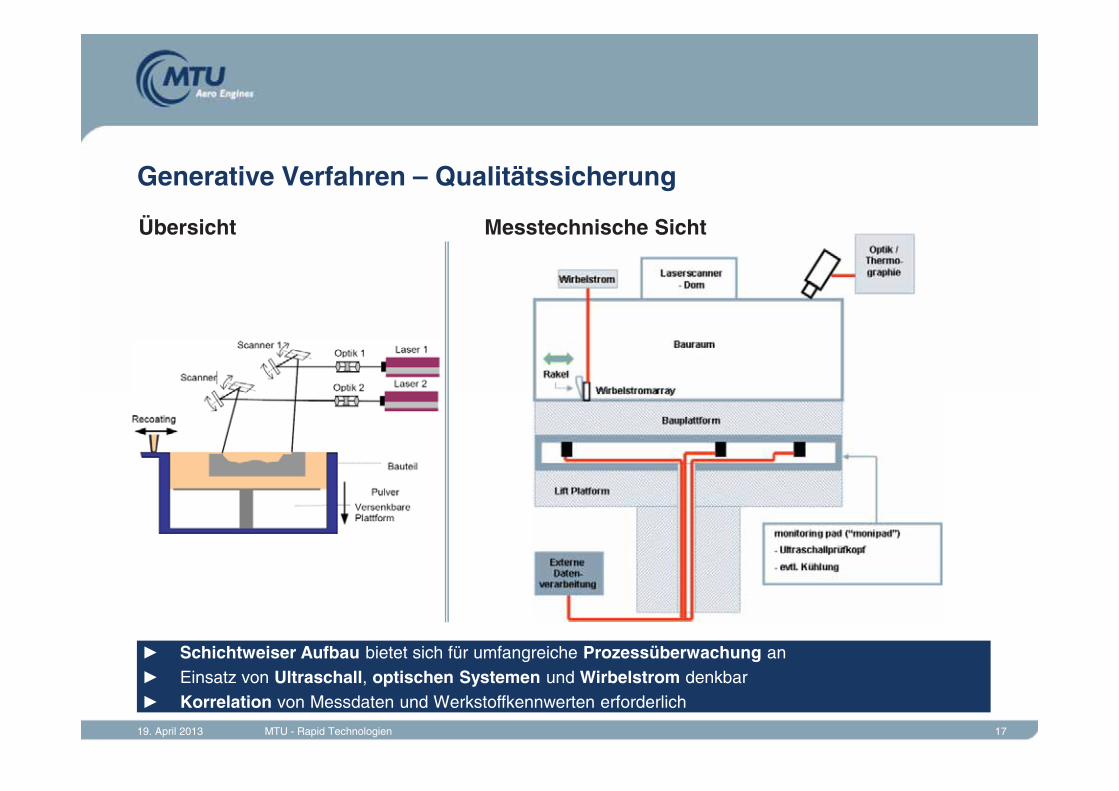
Generative Verfahren – Qualitätssicherung
Übersicht
► Schichtweiser Aufbau bietet sich für umfangreiche Prozessüberwachung an► Einsatz von Ultraschall, optischen Systemen und Wirbelstrom denkbar► Korrelation von Messdaten und Werkstoffkennwerten erforderlich
Messtechnische Sicht

19. April 2013 MTU - Rapid Technologien 18
VOR
Pulver
Anlagen Zustand
Maschinen Rüstung
► Sicherung eines stabilen Prozesses► Reproduzierbarkeit Bauteilqualität
WÄHREND
dem Bauprozess
Bauparameter
Online-Prozess-Kontrolle
NACH
FPI
X-Ray
Sichtprüfung
Materialprüfung
Phase 2QualitätssicherungProzesskette

19. April 2013 MTU - Rapid Technologien 19
Phase 3Herstellung von neue Bauweisen mit funktionalen Strukturen zur Gewichts- und Herstellkostenreduktion (bionische Bauteile)
Schaffung neuer Designmöglichkeiten
Entwicklung neuer Werkstoffe► Ziele:
Integration von Baugruppen
Neues Leichtbau-Design
Strukturmechanische Optimierung
19. April 2013 MTU - Rapid Technologien 20
Agenda
Prozesskette und Einführungsstrategie2.
Umsetzung in Kategorien – die Potenziale3.
MTU und Team Rapid-Technologien1.
Ausblick: Chancen und Herausforderungen4.
19. April 2013 MTU - Rapid Technologien 21
Kostenreduzierung bei geringen Stückzahlen
Steigerung Automatisierungsgrad
Zulassung von neuem innovativen Design, zur Einsparung von Gewicht und Kosten
Technologie ist noch nicht vollends entwickelt, es treten aber bereits erste Anwendungen auf
Datenbasis für Werkstoffkennwerte muss ausgebaut werden
QS-Systeme für Triebwerksteile müssen weiter entwickelt werden
Ausblick: Chancen und Herausforderungen
Kostensenkung
Wettbewerbsfähigkeit
Chancen Neues Design
19. April 2013 MTU - Rapid Technologien 22
Nächste Schritte
FHMI, Rig- und E-Hardware► Potenziale ausschöpfen
► Flächendeckender interner Einsatz
Substitution► Ermittlung statistisch abgesicherter Werkstoffkenn-
werte für bereits generativ herstellbare Werkstoffe
► Entwicklung weiterer Werkstoffe für den Einsatz im
Heißgasbereich
► Qualitätssicherungssystem, Prozessüberwachung
► Erschließung externer Märkte
Neue Bauweisen► Entwicklung von Auslegungstools
► Werkstoffentwicklung
Herstellung von funktionalen Strukturen zur Gewichts- und Herstellkostenreduktion
Wirtschaftliche Herstellung von Rohteilen als Substitution für heutige Gussrohteile
Herstellung von FHMI, Rig- und E-Hardware mit Prototypenanlagen bei externen Zulieferern

Vielen Dank für Ihre Aufmerksamkeit!

19. April 2013 MTU - Rapid Technologien 24
Baugruppen eines Getriebefans
19. April 2013 MTU - Rapid Technologien 25
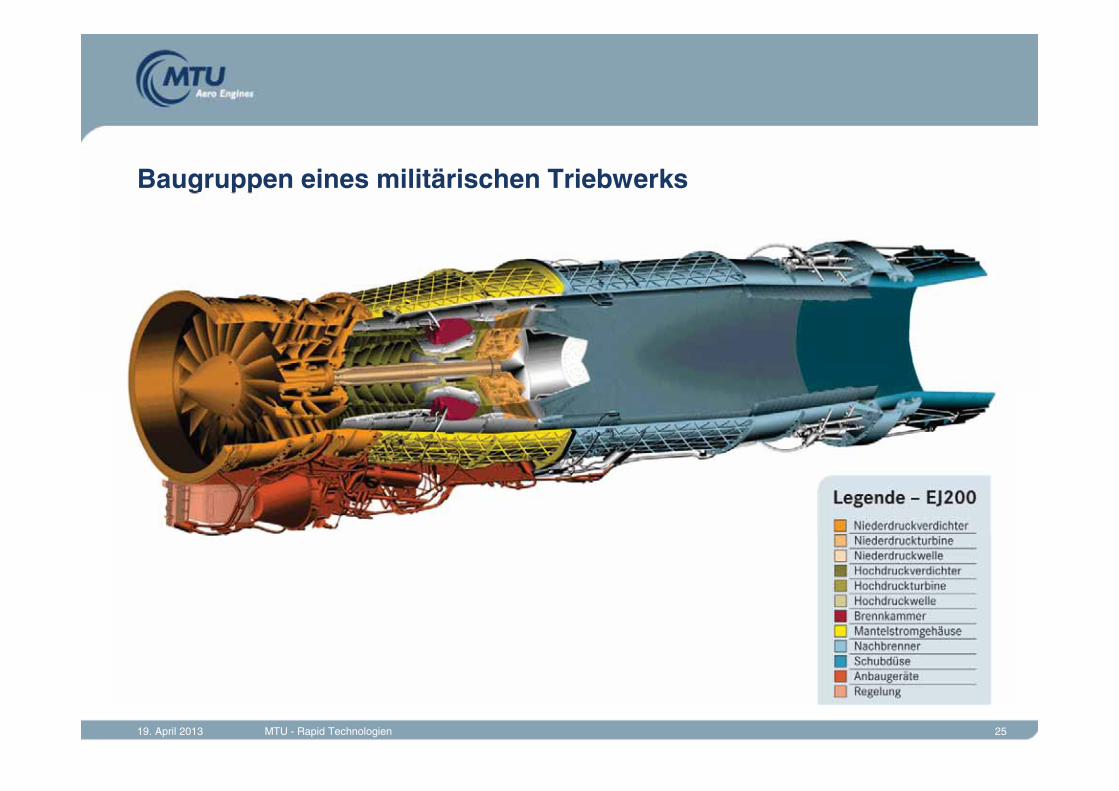
Baugruppen eines militärischen Triebwerks







