� 0 Qualitätsmanagement
�
1 Logistikmanagement & Leistungsfähigkeit
� 2 Geschäftsbeziehungen
�
3 Logistische Analyse &logistische Konzepte
�
4 Geschäftsprozesse & -methoden des MRPII & ERP
�
5 Just-in-Time & Wiederholproduktion
�
6 Produktfamilien &Einmalproduktion
� 7 Prozessindustrie
� 8 Software
�
9 Nachfrage &Bedarfsvorhersage
�
10 Bestandesmanagement & stoch. Materialmanagement
�
11 DeterministischesMaterialmanagement
�
12 Zeit- &Terminmanagement
�
14 Auftragsfreigabe und Steuerung
� 13 Kapazitätsmanagement
Logistik und operationelle Führung
LoF.mmp - 26.09.2004 - vito - [email protected]
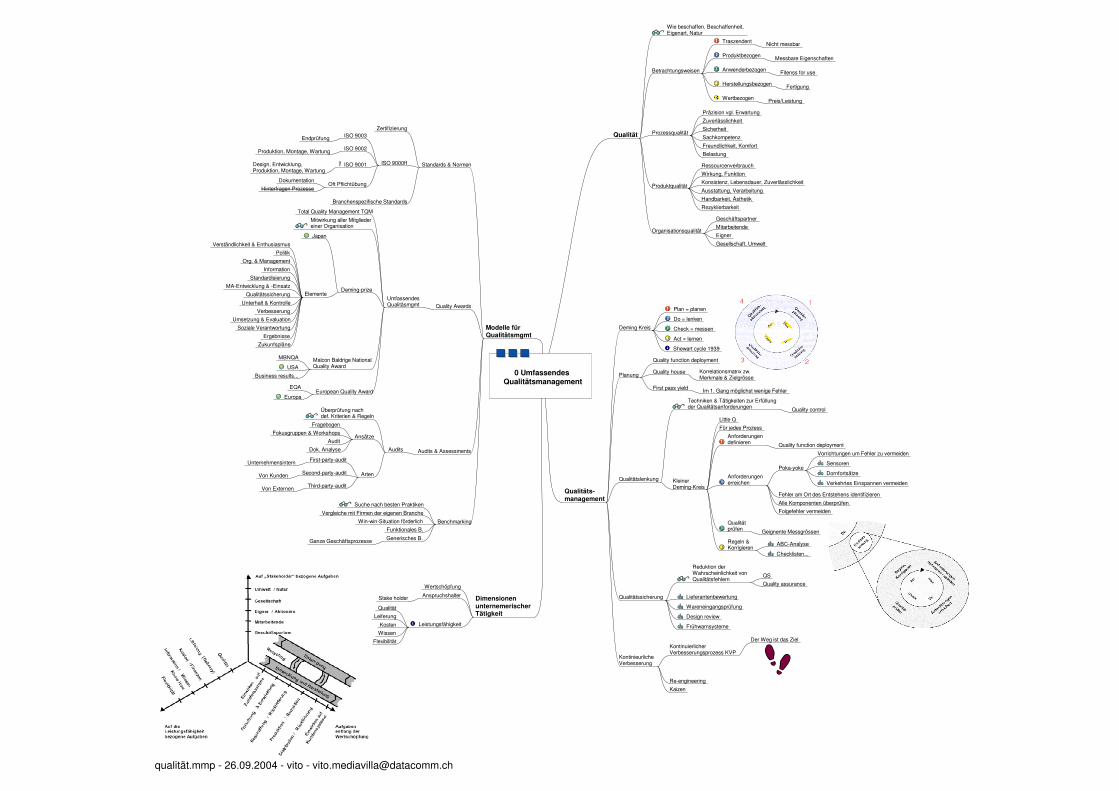
Dimensionen unternemerischer Tätigkeit
Qualitäts-management
Qualität
Modelle für Qualitätsmgmt
0 Umfassendes Qualitätsmanagement
Wertschöpfung
AnspruchshalterStake holder
Leistungsfähigkeit
Qualität
Leiferung
Kosten
Wissen
Flexibilität
Deming Kreis
Plan = planen
Do = lenken
Check = messen
Act = lernen
Shewart cycle 1939
Planung
Quality function deployment
Quality house Korrelationsmatrix zw. Merkmale & Zielgrösse
First pass yield Im 1. Gang möglichst wenige Fehler
Qualitätslenkung
Techniken & Tätigkeiten zur Erfüllung der Qualitätsanforderungen Quality control
Kleiner Deming-Kreis
Little Q
Für jedes Prozess
Anforderungen definieren Quality function deployment
Anforderungen erreichen
Poka-yoke
Vorrichtungen um Fehler zu vermeiden
Sensoren
Dornfortsätze
Verkehrtes Einspannen vermeiden
Fehler am Ort des Entstehens identifizieren
Alle Komponenten überprüfen
Folgefehler vermeiden
Qualität prüfen Geignente Messgrössen
Regeln & Korrigieren
ABC-Analyse
Checklisten...
Qualitätssicherung
Reduktion der Wahrscheinlichkeit von Qualitätsfehlern
QS
Quality assurance
Lieferantenbewertung
Wareneingangsprüfung
Design review
Frühwarnsysteme
Kontinieurliche Verbesserung
Kontinuierlicher Verbesserungsprozess KVP
Der Weg ist das Ziel
Re-engineering
Kaizen
Wie beschaffen. Beschaffenheit, Eigenart, Natur
Betrachtungsweisen
Traszendent Nicht messbar
Produktbezogen Messbare Eigenschaften
Anwenderbezogen Fitenss for use
Herstellungsbezogen Fertigung
Wertbezogen Preis/Leistung
Prozessqualität
Präzision vgl. Erwartung
Zuverlässlichkeit
Sicherheit
Sachkompetenz
Freundlichkeit, Komfort
Belastung
Produktqualität
Ressourcenverbrauch
Wirkung, Funktion
Konsistenz, Lebensdauer, Zuverlässlichkeit
Ausstattung, Verarbeitung
Handbarkeit, Ästhetik
Rezyklierbarkeit
Organisationsqualität
Geschäftspartner
Mitarbeitende
Eigner
Gesellschaft, Umwelt
Standards & Normen
Zertifizierung
ISO 9000ff
ISO 9003Endprüfung
ISO 9002Produktion, Montage, Wartung
ISO 9001Design, Entwicklung, Produktion, Montage, Wartung
Oft PflichtübungDokumentation
Hinterfragen Prozesse
Branchenspezifische Standards
Quality Awards
Umfassendes Qualitäsmgmt
Total Quality Management TQM
Mitwirkung aller Mitglieder einer Organisation
Deming-prize
Japan
Elemente
Verständlichkeit & Enthusiasmus
Politik
Org. & Management
Information
Standardisierung
MA-Entwicklung & -Einsatz
Qualitätssicherung
Unterhalt & Kontrolle
Verbesserung
Umsetzung & Evaluation
Soziale Verantwortung
Ergebnisse
Zukunfspläne
Malcon Baldrige National Quality Award
MBNQA
USA
Business results...
European Quality AwardEQA
Europa
Audits & AssessmentsAudits
Überprüfung nach def. Kriterien & Regeln
Ansätze
Fragebogen
Fokusgruppen & Workshops
Audit
Dok. Analyse
Arten
First-party-auditUnternehmensintern
Second-party-auditVon Kunden
Third-party-auditVon Externen
Benchmarking
Suche nach besten Praktiken
Vergleiche mit Firmen der eigenen Branche
Win-win-Situation förderlich
Funktionales B.
Generisches B.Ganze Geschäftsprozesse
qualität.mmp - 26.09.2004 - vito - [email protected]
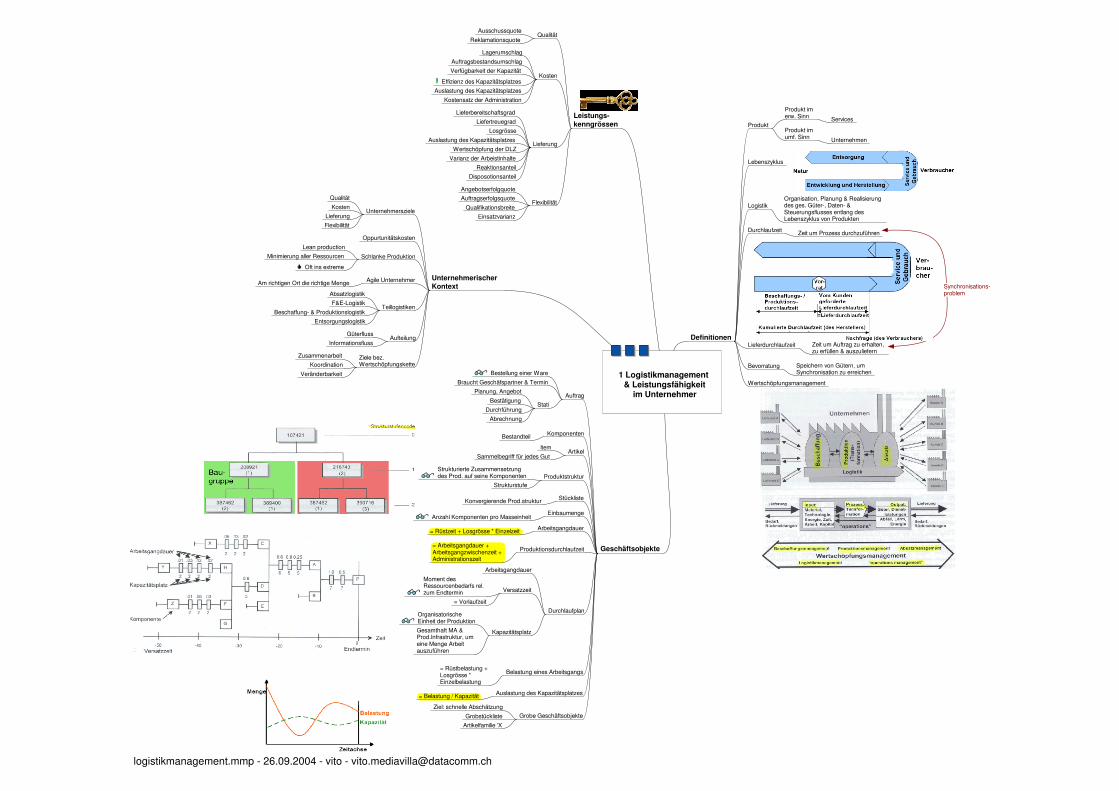
Definitionen
Geschäftsobjekte
Unternehmerischer Kontext
Leistungs-kenngrössen
1 Logistikmanagement & Leistungsfähigkeit
im Unternehmer
Produkt
Produkt im erw. Sinn Services
Produkt im umf. Sinn Unternehmen
Lebenszyklus
LogistikOrganisation, Planung & Realisierung des ges. Güter-, Daten- & Steuerungsflusses entlang des Lebenszyklus von Produkten
Durchlaufzeit Zeit um Prozess durchzuführen
Lieferdurchlaufzeit Zeit um Auftrag zu erhalten, zu erfüllen & auszuliefern
Bevorratung Speichern von Gütern, um Synchronisation zu erreichen
Wertschöpfungsmanagement
Auftrag
Bestellung einer Ware
Braucht Geschäfspartner & Termin
Stati
Planung, Angebot
Bestätigung
Durchführung
Abrechnung
KomponentenBestandteil
ArtikelItem
Sammelbegriff für jedes Gut
ProduktstrukturStrukturierte Zusammensetzung des Prod. auf seine Komponenten
Strukturstufe
StücklisteKonvergierende Prod.struktur
EinbaumengeAnzahl Komponenten pro Masseinheit
Arbeitsgangdauer= Rüstzeit + Losgrösse * Einzelzeit
Produktionsdurchlaufzeit= Arbeitsgangdauer + Arbeitsgangzwischenzeit + Administrationszeit
Durchlaufplan
Arbeitsgangdauer
Versatzzeit
Moment des Ressourcenbedarfs rel. zum Endtermin
= Vorlaufzeit
Kapazitätsplatz
Organisatorische Einheit der Produktion
Gesamthaft MA & Prod.Infrastruktur, um eine Menge Arbeit auszuführen
Belastung eines Arbeitsgangs= Rüstbelastung + Losgrösse * Einzelbelastung
Auslastung des Kapazitätsplatzes= Belastung / Kapazität
Grobe Geschäftsobjekte
Ziel: schnelle Abschätzung
Grobstückliste
Artikelfamilie 'X
Unternehmersziele
Qualität
Kosten
Lieferung
Flexibilität
Oppurtunitätskosten
Schlanke Produktion
Lean production
Minimierung aller Ressourcen
Oft ins extreme
Agile UnternehmerAm richtigen Ort die richtige Menge
Teillogistiken
Absatzlogistik
F&E-Logistik
Beschaffung- & Produktionslogistik
Entsorgungslogistik
AufteilungGüterfluss
Informationsfluss
Ziele bez. Wertschöpfungskette
Zusammenarbeit
Koordination
Veränderbarkeit
QualitätAusschussquote
Reklamationsquote
Kosten
Lagerumschlag
Auftragsbestandsumschlag
Verfügbarkeit der Kapazität
Effizienz des Kapazitätsplatzes
Auslastung des Kapazitätsplatzes
Kostensatz der Administration
Lieferung
Lieferbereitschaftsgrad
Liefertreuegrad
Losgrösse
Auslastung des Kapazitätsplatzes
Wertschöpfung der DLZ
Varianz der Arbeistinhalte
Reaktionsanteil
Disposotionsanteil
Flexibilität
Angebotserfolgquote
Auftragserfolgsquote
Qualifikationsbreite
Einsatzvarianz
Synchronisations-problem
logistikmanagement.mmp - 26.09.2004 - vito - [email protected]
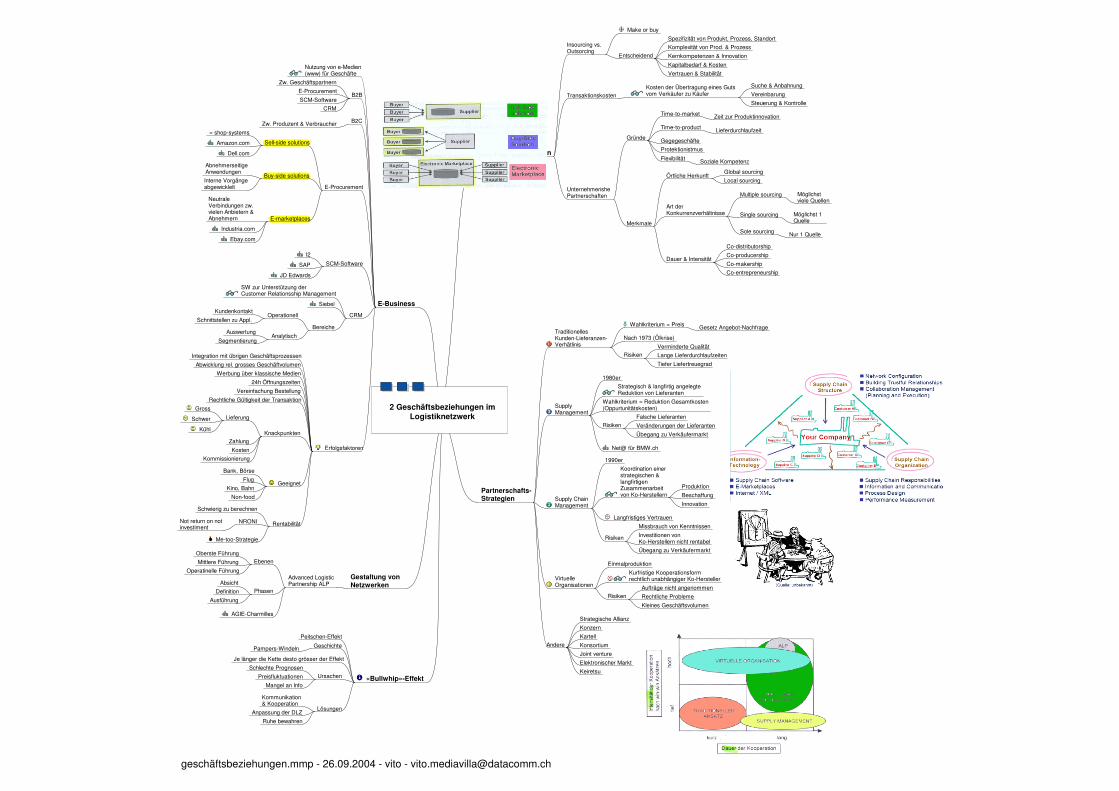
Gründe für Geschäftbeziehungen
Partnerschafts-Strategien
Gestaltung von Netzwerken
E-Business
«Bullwhip»-Effekt
2 Geschäftsbeziehungen imLogistiknetzwerk
Insourcing vs. Outsorcing
Make or buy
Entscheidend
Spezifizität von Produkt, Prozess, Standort
Komplexität von Prod. & Prozess
Kernkompetenzen & Innovation
Kapitalbedarf & Kosten
Vertrauen & Stabilität
Transaktionskosten
Kosten der Übertragung eines Guts vom Verkäufer zu Käufer
Suche & Anbahnung
Vereinbarung
Steuerung & Kontrolle
Unternehmerishe Partnerschaften
Gründe
Time-to-market Zeit zur Produktinnovation
Time-to-product Lieferdurchlaufzeit
Gegegeschäfte
Protektionistmus
Flexibilität Soziale Kompetenz
Merkmale
Örtliche HerkunftGlobal sourcing
Local sourcing
Art der Konkurrenzverhältnisse
Multiple sourcing Möglichst viele Quellen
Single sourcing Möglichst 1 Quelle
Sole sourcing Nur 1 Quelle
Dauer & Intensität
Co-distributorship
Co-producership
Co-makership
Co-entrepreneurship
Traditionelles Kunden-Lieferanzen- Verhätlinis
Wahlkriterium = Preis Gesetz Angebot-Nachfrage
Nach 1973 (Ölkrise)
Risiken
Verminderte Qualität
Lange Lieferdurchlaufzeiten
Tiefer Liefertreuegrad
Supply Management
1980er
Strategisch & langfirtig angelegte Reduktion von Lieferanten
Wahlkriterium = Reduktion Gesamtkosten (Oppurtunitätskosten)
Risiken
Falsche Lieferanten
Veränderungen der Lieferanten
Übegang zu Verkäufermarkt
Net@ für BMW.ch
Supply Chain Management
1990er
Koordination einer strategischen & langfirtigen Zusammenarbeit von Ko-Herstellern
Produktion
Beschaffung
Innovation
Langfristiges Vertrauen
Risiken
Missbrauch von Kenntnissen
Investitionen von Ko-Herstellern nicht rentabel
Übegang zu Verkäufermarkt
Virtuelle Organisationen
Einmalproduktion
Kurfristige Kooperationsform rechtlich unabhängiger Ko-Hersteller
Risiken
Aufträge nicht angenommen
Rechtliche Probleme
Kleines Geschäftsvolumen
Andere
Strategische Allianz
Konzern
Kartell
Konsortium
Joint venture
Elektronischer Markt
Keiretsu
Advanced Logistic Partnership ALP
Ebenen
Oberste Führung
Mittlere Führung
Operatinelle Führung
Phasen
Absicht
Definition
Ausführung
AGIE-Charmilles
Nutzung von e-Medien (www) für Geschäfte
B2B
Zw. Geschäftspartnern
E-Procurement
SCM-Software
CRM
B2CZw. Produzent & Verbraucher
E-Procurement
Sell-side solutions
= shop-systems
Amazon.com
Dell.com
Buy-side solutions
Abnehmerseitige Anwendungen
Interne Vorgänge abgewicklelt
E-marketplaces
Neutrale Verbindungen zw. vielen Anbietern & Abnehmern
Industria.com
Ebay.com
SCM-Software
I2
SAP
JD Edwards
CRM
SW zur Unterstützung der Customer Relationsship Management
Siebel
Bereiche
OperationellKundenkontakt
Schnittstellen zu Appl.
AnalytischAuswertung
Segmentierung
Erfolgsfaktoren
Integration mit übrigen Geschäftsprozessen
Abwicklung rel. grosses Geschäftvolumen
Werbung über klassische Medien
24h Öffnungszeiten
Vereinfachung Bestellung
Rechtliche Gültigkeit der Transaktion
Knackpunkten
Lieferung
Gross
Schwer
Kühl
Zahlung
Kosten
Kommissionierung
Geeignet
Bank, Börse
Flug
Kino, Bahn
Non-food
Rentabilität
Schwierig zu berechnen
NRONINot return on not investiment
Me-too-Strategie
Peitschen-Effekt
GeschichtePampers-Windeln
Je länger die Kette desto grösser der Effekt
Ursachen
Schlechte Prognosen
Preisfluktuationen
Mangel an Info
Lösungen
Kommunikation & Kooperation
Anpassung der DLZ
Ruhe bewahren
geschäftsbeziehungen.mmp - 26.09.2004 - vito - [email protected]
Elemente Geschäftsprozess
Gestaltung Geschäftsprozess
Wichtige Analysemethoden
Merkmale des Log.mgmt
Grundlegende Konzepte
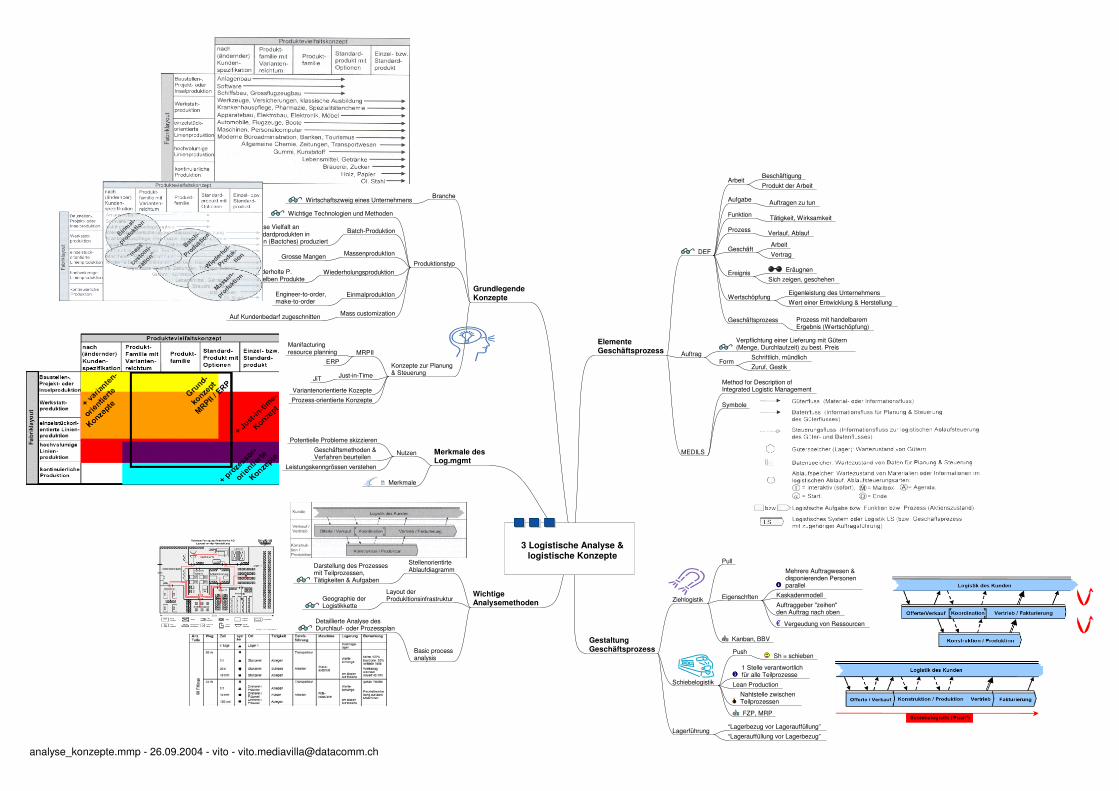
3 Logistische Analyse &logistische Konzepte
DEF
ArbeitBeschäftigung
Produkt der Arbeit
Aufgabe Auftragen zu tun
Funktion Tätigkeit, Wirksamkeit
Prozess Verlauf, Ablauf
GeschäftArbeit
Vertrag
Ereignis Eräugnen
Sich zeigen, geschehen
WertschöpfungEigenleistung des Unternehmens
Wert einer Entwicklung & Herstellung
Geschäftsprozess Prozess mit handelbarem Ergebnis (Wertschöpfung)
Auftrag
Verpflichtung einer Lieferung mit Gütern (Menge, Durchlaufzeit) zu best. Preis
FormSchriftlich, mündlich
Zuruf, Gestik
MEDILS
Method for Description of Integrated Logistic Management
Symbole
Ziehlogistik
Pull
Eigenschften
Mehrere Auftragwesen & disponierenden Personen parallel
Kaskadenmodell
Auftraggeber "zeihen" den Auftrag nach oben
Vergeudung von Ressourcen
Kanban, BBV
Schiebelogistik
PushSh = schieben
1 Stelle verantwortlich für alle Teilprozesse
Lean Production
Nahtstelle zwischen Teilprozessen
FZP, MRP
Lagerführung“Lagerbezug vor Lagerauffüllung”
“Lagerauffüllung vor Lagerbezug”
Stellenorientirte Ablaufdiagramm
Darstellung des Prozesses mit Teilprozessen, Tätigkeiten & Aufgaben
Layout der ProdukltionsinfrastrukturGeographie der
Logistikkette
Basic process analysis
Detaillierte Analyse des Durchlauf- oder Prozessplan
Nutzen
Potentielle Probleme skizzieren
Geschäftsmethoden & Verfahren beurteilen
Leistungskenngrössen verstehen
� Merkmale
BrancheWirtschaftszweig eines Unternehmens
Produktionstyp
Wichtige Technologien und Methoden
Batch-ProduktionGrosse Vielfalt an Standardprodukten in Losen (Bactches) produziert
MassenproduktionGrosse Mangen
WiederholungsproduktionWiederholte P. derselben Produkte
EinmalproduktionEngineer-to-order, make-to-order
Mass customizationAuf Kundenbedarf zugeschnitten
Konzepte zur Planung & Steuerung
MRPIIManifacturing resource planning
ERP
Just-in-TimeJiT
Variantenorientierte Kozepte
Prozess-orientierte Konzepte
analyse_konzepte.mmp - 26.09.2004 - vito - [email protected]
Verbraucher & Produkt
Logistik- &Produktionsressourcen
Produktions- &Beschaffungsauftrag
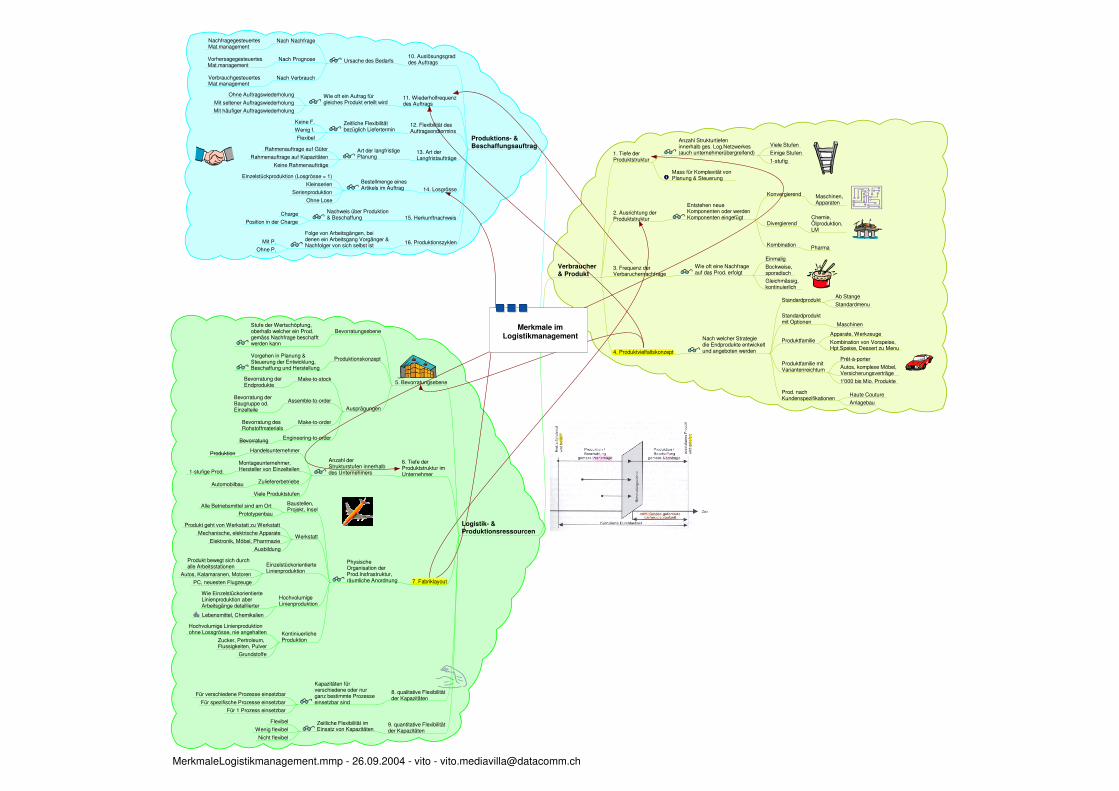
Merkmale imLogistikmanagement
1. Tiefe der Produktstruktur
Anzahl Strukturtiefen innerhalb ges. Log.Netzwerkes (auch unternehmerübergreifend)
Viele Stufen
Einige Stufen
1-stufig
Mass für Komplexität von Planung & Steuerung
2. Ausrichtung der Produktstruktur
Entstehen neue Komponenten oder werden Komponenten eingefügt
Konvergierend Maschinen, Apparaten
DivergierendChemie, Ölproduktion, LM
Kombination Pharma
3. Frequenz der Verbaruchernachfrage
Wie oft eine Nachfrage auf das Prod. erfolgt
Einmalig
Bockweise, sporadisch
Gleichmässig, kontinuierlich
4. Produktvielfaltskonzept
Nach welcher Strategie die Endprodukte entwickelt und angeboten werden
StandardproduktAb Stange
Standardmenu
Standardprodukt mit Optionen Maschinen
ProduktfamilieApparate, Werkzeuge
Kombination von Vorspeise, Hpt.Speise, Dessert zu Menu
Produktfamilie mit Variantenreichtum
Prêt-à-porter
Autos, komplexe Möbel, Versicherungsverträge
1'000 bis Mio. Produkte
Prod. nach Kundenspezifikationen
Haute Couture
Anlagebau
5. Bevorratungsebene
BevorratungsebeneStufe der Wertschöpfung, oberhalb welcher ein Prod. gemäss Nachfrage beschafft werden kann
ProduktionskonzeptVorgehen in Planung & Steuerung der Entwicklung, Beschaffung und Herstellung
Ausprägungen
Make-to-stockBevorratung der Endprodukte
Assemble-to-orderBevorratung der Baugruppe od. Einzelteile
Make-to-orderBevorratung des Rohstoffmaterials
Engineering-to-orderBevorratung
6. Tiefe der Produktstruktur im Unternehmer
Anzahl der Strukturstufen innerhalb des Unternehmers
HandelsunternehmerProduktion
Montageunternehmer, Hersteller von Einzelteilen1-stufige Prod.
ZuliefererbetriebeAutomobilbau
Viele Produktstufen
7. Fabriklayout
Physische Organisation der Prod.Insfrastruktur, räumliche Anordnung
Baustellen, Projekt, Insel
Alle Betriebsmittel sind am Ort
Prototypenbau
Werkstatt
Produkt geht von Werkstatt zu Werkstatt
Mechanische, elektrische Apparate
Elektronik, Möbel, Pharrmazie
Ausbildung
Einzelstückorientierte Linienproduktion
Produkt bewegt sich durch alle Arbeitsstationen
Autos, Katamaranen, Motoren
PC, neuesten Flugzeuge
HochvolumigeLinienproduktion
Wie Einzelstückorientierte Linienproduktion aber Arbeitsgänge detaillierter
Lebensmittel, Chemikalien
Kontiniuerliche Produktion
Hochvolumige Linienproduktion ohne Lossgrösse, nie angehalten
Zucker, Pertroleum, Flussigkeiten, Pulver
Grundstoffe
8. qualitative Flexibilität der Kapazitäten
Kapazitäten für verschiedene oder nur ganz bestimmte Prozesse einsetzbar sind
Für verschiedene Prozesse einsetzbar
Für spezifische Prozesse einsetzbar
Für 1 Prozess einsetzbar
9. quantitative Flexibilität der Kapazitäten
Zeitliche Flexibilität im Einsatz von Kapazitäten
Flexibel
Wenig flexibel
Nicht flexibel
10. Auslösungsgrad des AuftragsUrsache des Bedarfs
Nach NachfrageNachfragegesteuertes Mat.management
Nach PrognoseVorhersagegesteuertes Mat.management
Nach VerbrauchVerbrauchgesteuertes Mat.management
11. Wiederholfrequenzdes Auftrags
Wie oft ein Aufrag für gleiches Produkt erteilt wird
Ohne Auftragswiederholung
Mit seltener Auftragswiederholung
Mit häufiger Auftragswiederholung
12. Flexibilität des Auftragsendtermins
Zeitliche Flexibilität bezüglich Liefertermin
Keine F.
Wenig f.
Flexibel
13. Art der Langfristaufträge
Art der langfristige Planung
Rahmenauftrage auf Güter
Rahmenauftrage auf Kapazitäten
Keine Rahmenaufträge
14. Losgrösse
Bestellmenge eines Artikels im Auftrag
Einzelstückproduktion (Losgrösse = 1)
Kleinserien
Serienproduktion
Ohne Lose
15. HerkunftnachweisNachweis über Produktion & Beschaffung
Charge
Position in der Charge
16. Produktionszyklen
Folge von Arbeitsgängen, bei denen ein Arbeitsgang Vorgänger & Nachfolger von sich selbst ist
Mit P.
Ohne P.
MerkmaleLogistikmanagement.mmp - 26.09.2004 - vito - [email protected]
Geschäftsprozesse & Aufgaben in Planung & Steuerung
� Absatz- & Programmplanung
Detailplanung & Durchführung
Geschäftsmethoden in F & E
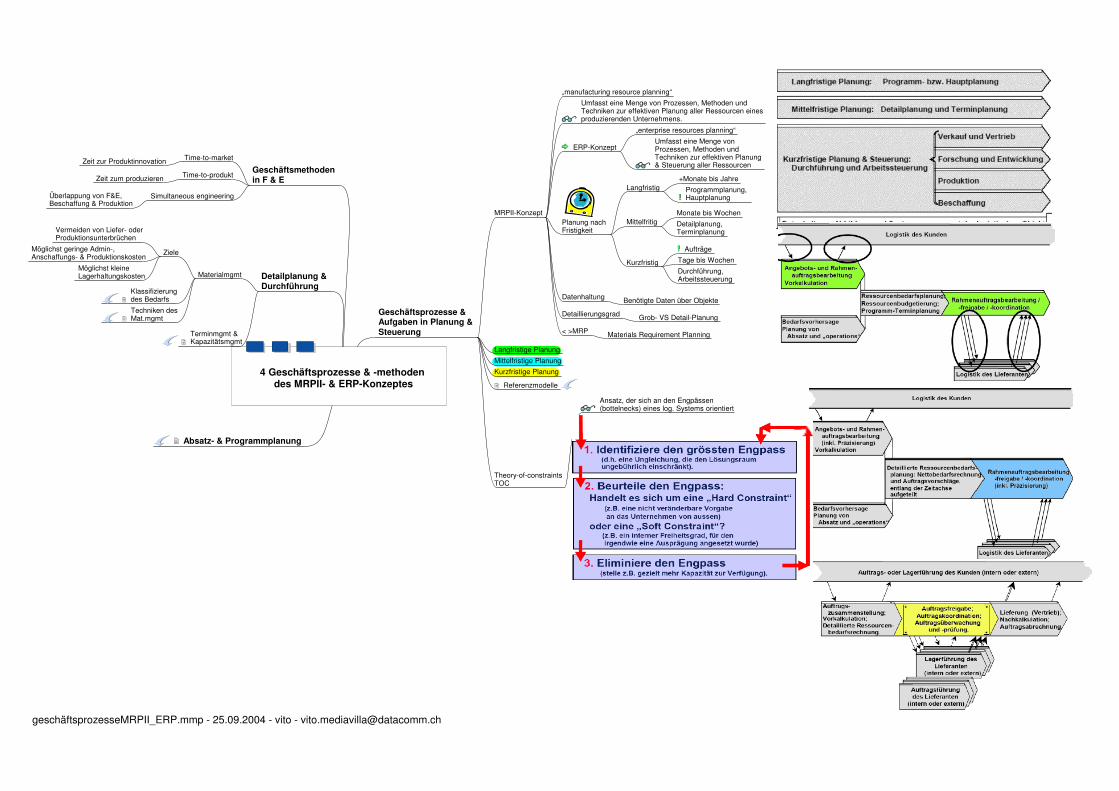
4 Geschäftsprozesse & -methoden des MRPII- & ERP-Konzeptes
MRPII-Konzept
„manufacturing resource planning“
Umfasst eine Menge von Prozessen, Methoden und Techniken zur effektiven Planung aller Ressourcen eines produzierenden Unternehmens.
ERP-Konzept
„enterprise resources planning“
Umfasst eine Menge von Prozessen, Methoden und Techniken zur effektiven Planung & Steuerung aller Ressourcen
Planung nach Fristigkeit
Langfristig+Monate bis Jahre
Programmplanung, Hauptplanung
MittelfritigMonate bis Wochen
Detailplanung, Terminplanung
Kurzfristig
Aufträge
Tage bis Wochen
Durchführung, Arbeitssteuerung
Datenhaltung Benötigte Daten über Objekte
Detaillierungsgrad Grob- VS Detail-Planung
< >MRP Materials Requirement Planning
Langfristige Planung
Mittelfristige Planung
Kurzfristige Planung
� Referenzmodelle
Theory-of-constraintsTOC
Ansatz, der sich an den Engpässen (bottelnecks) eines log. Systems orientiert
Materialmgmt
Ziele
Vermeiden von Liefer- oder Produktionsunterbrüchen
Möglichst geringe Admin-, Anschaffungs- & Produktionskosten
Möglichst kleine Lagerhaltungskosten
�
Klassifizierung des Bedarfs
�
Techniken des Mat.mgmt
�
Terminmgmt & Kapazitätsmgmt
Time-to-marketZeit zur Produktinnovation
Time-to-produktZeit zum produzieren
Simultaneous engineeringÜberlappung von F&E, Beschaffung & Produktion
geschäftsprozesseMRPII_ERP.mmp - 25.09.2004 - vito - [email protected]
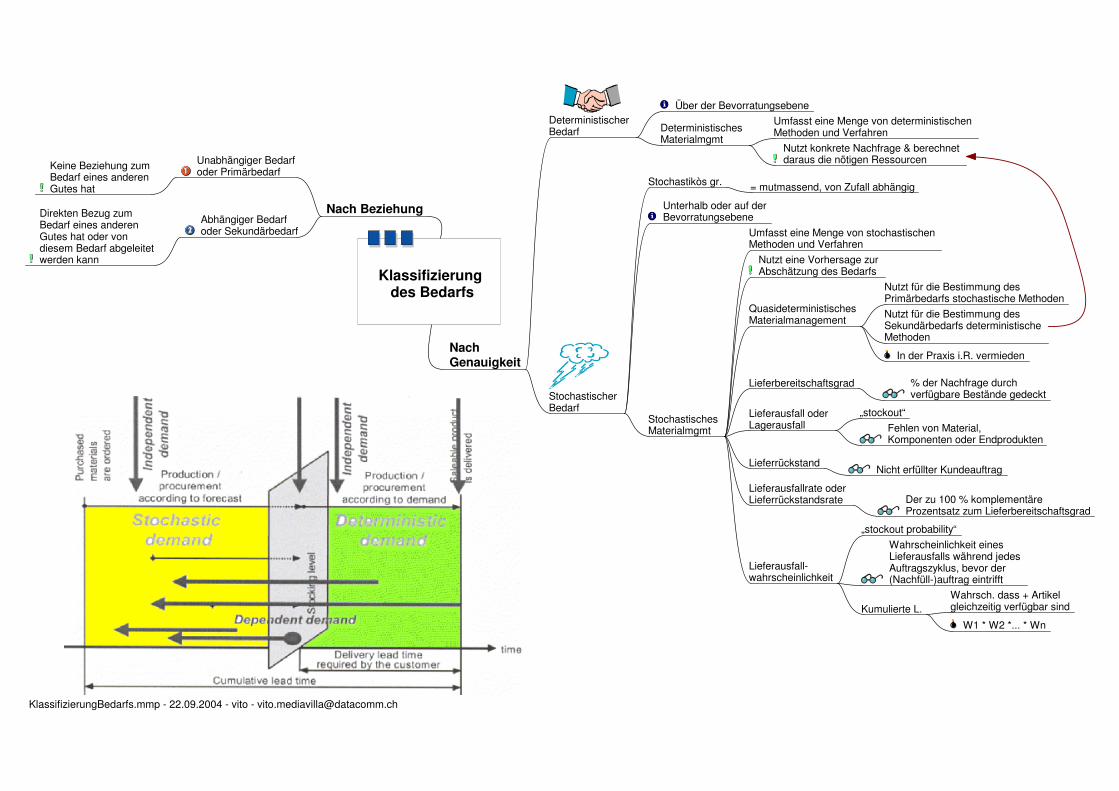
Nach Genauigkeit
Nach Beziehung
Klassifizierung des Bedarfs
Deterministischer Bedarf
Über der Bevorratungsebene
Deterministisches Materialmgmt
Umfasst eine Menge von deterministischen Methoden und Verfahren
Nutzt konkrete Nachfrage & berechnet daraus die nötigen Ressourcen
Stochastischer Bedarf
Stochastikòs gr. = mutmassend, von Zufall abhängig
Unterhalb oder auf derBevorratungsebene
Stochastisches Materialmgmt
Umfasst eine Menge von stochastischen Methoden und Verfahren
Nutzt eine Vorhersage zur Abschätzung des Bedarfs
QuasideterministischesMaterialmanagement
Nutzt für die Bestimmung des Primärbedarfs stochastische Methoden
Nutzt für die Bestimmung des Sekundärbedarfs deterministische Methoden
In der Praxis i.R. vermieden
Lieferbereitschaftsgrad % der Nachfrage durch verfügbare Bestände gedeckt
Lieferausfall oder Lagerausfall
„stockout“
Fehlen von Material, Komponenten oder Endprodukten
LieferrückstandNicht erfüllter Kundeauftrag
Lieferausfallrate oder Lieferrückstandsrate Der zu 100 % komplementäre
Prozentsatz zum Lieferbereitschaftsgrad
Lieferausfall-wahrscheinlichkeit
„stockout probability“
Wahrscheinlichkeit eines Lieferausfalls während jedes Auftragszyklus, bevor der (Nachfüll-)auftrag eintrifft
Kumulierte L.Wahrsch. dass + Artikel gleichzeitig verfügbar sind
W1 * W2 *... * Wn
Unabhängiger Bedarf oder Primärbedarf
Keine Beziehung zum Bedarf eines anderen Gutes hat
Abhängiger Bedarf oder Sekundärbedarf
Direkten Bezug zum Bedarf eines anderen Gutes hat oder von diesem Bedarf abgeleitet werden kann
KlassifizierungBedarfs.mmp - 22.09.2004 - vito - [email protected]
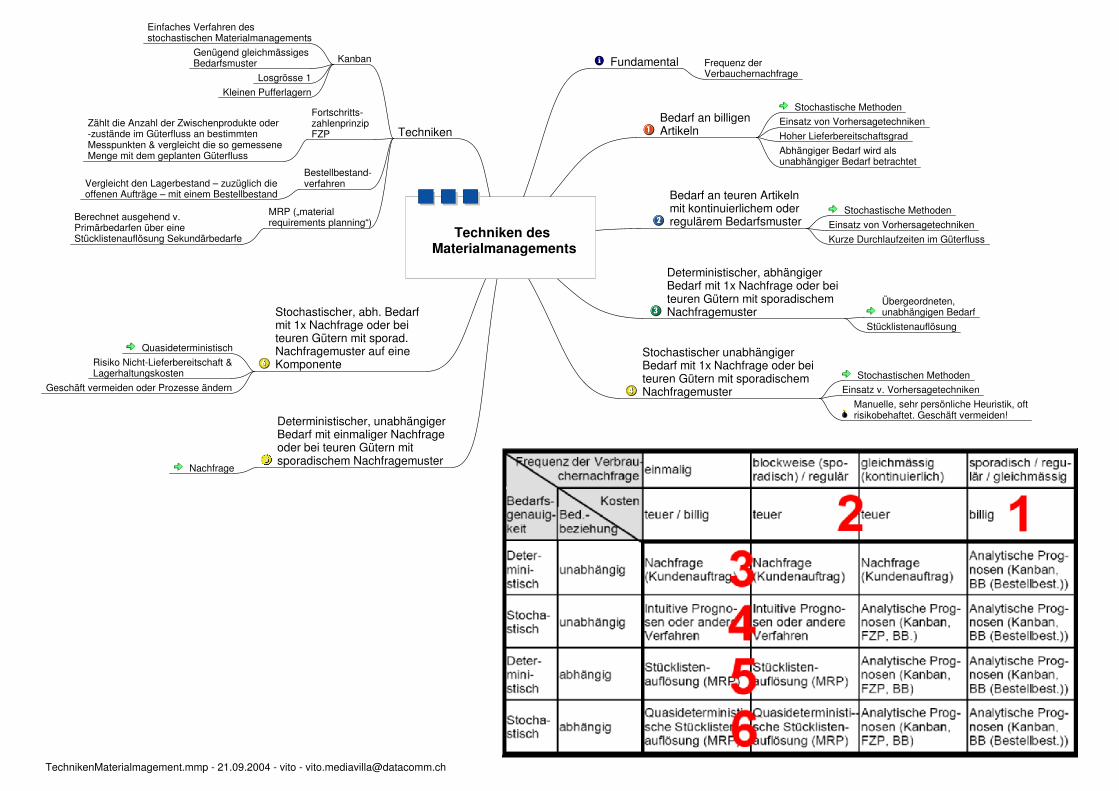
Fundamental
Bedarf an billigen Artikeln
Bedarf an teuren Artikeln mit kontinuierlichem oder regulärem Bedarfsmuster
Deterministischer, abhängiger Bedarf mit 1x Nachfrage oder bei teuren Gütern mit sporadischem Nachfragemuster
Stochastischer unabhängiger Bedarf mit 1x Nachfrage oder bei teuren Gütern mit sporadischem Nachfragemuster
Deterministischer, unabhängiger Bedarf mit einmaliger Nachfrage oder bei teuren Gütern mit sporadischem Nachfragemuster
Stochastischer, abh. Bedarf mit 1x Nachfrage oder bei teuren Gütern mit sporad. Nachfragemuster auf eine Komponente
Techniken
Techniken des Materialmanagements
Frequenz der Verbauchernachfrage
Stochastische Methoden
Einsatz von Vorhersagetechniken
Hoher Lieferbereitschaftsgrad
Abhängiger Bedarf wird als unabhängiger Bedarf betrachtet
Stochastische Methoden
Einsatz von Vorhersagetechniken
Kurze Durchlaufzeiten im Güterfluss
Übergeordneten, unabhängigen Bedarf
Stücklistenauflösung
Stochastischen Methoden
Einsatz v. Vorhersagetechniken
Manuelle, sehr persönliche Heuristik, oftrisikobehaftet. Geschäft vermeiden!
Nachfrage
Quasideterministisch
Risiko Nicht-Lieferbereitschaft &Lagerhaltungskosten
Geschäft vermeiden oder Prozesse ändern
Kanban
Einfaches Verfahren des stochastischen Materialmanagements
Genügend gleichmässiges Bedarfsmuster
Losgrösse 1
Kleinen Pufferlagern
Fortschritts-zahlenprinzip FZP
Zählt die Anzahl der Zwischenprodukte oder -zustände im Güterfluss an bestimmten Messpunkten & vergleicht die so gemessene Menge mit dem geplanten Güterfluss
Bestellbestand-verfahrenVergleicht den Lagerbestand – zuzüglich die
offenen Aufträge – mit einem Bestellbestand
MRP („material requirements planning“)
Berechnet ausgehend v. Primärbedarfen über eine Stücklistenauflösung Sekundärbedarfe
TechnikenMaterialmagement.mmp - 21.09.2004 - vito - [email protected]
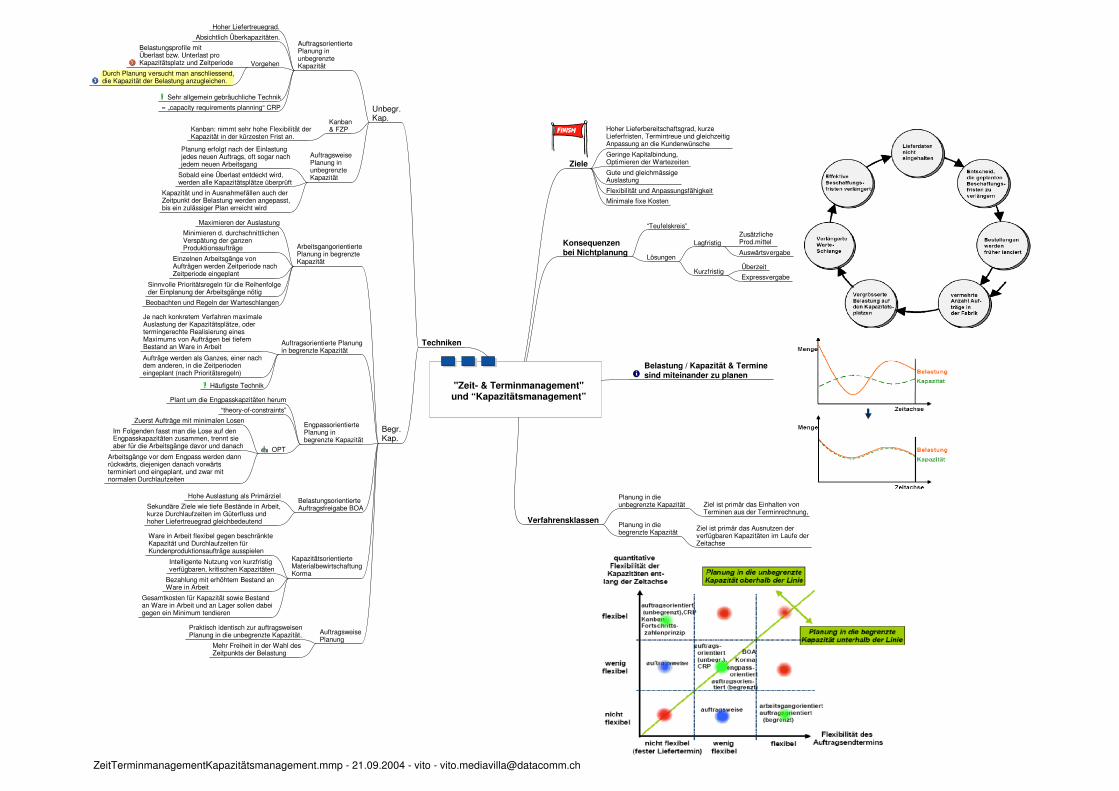
Ziele
Konsequenzen bei Nichtplanung
Belastung / Kapazität & Termine sind miteinander zu planen
Verfahrensklassen
Techniken
"Zeit- & Terminmanagement"und “Kapazitätsmanagement”
Hoher Lieferbereitschaftsgrad, kurze Lieferfristen, Termintreue und gleichzeitig Anpassung an die Kundenwünsche
Geringe Kapitalbindung, Optimieren der Wartezeiten
Gute und gleichmässige Auslastung
Flexibilität und Anpassungsfähigkeit
Minimale fixe Kosten
“Teufelskreis”
Lösungen
LagfristigZusätzliche Prod.mittel
Auswärtsvergabe
KurzfristigÜberzeit
Expressvergabe
Planung in die unbegrenzte Kapazität Ziel ist primär das Einhalten von
Terminen aus der Terminrechnung,
Planung in die begrenzte Kapazität
Ziel ist primär das Ausnutzen derverfügbaren Kapazitäten im Laufe derZeitachse
Unbegr. Kap.
Auftragsorientierte Planung in unbegrenzte Kapazität
Hoher Liefertreuegrad.
Absichtlich Überkapazitäten.
Vorgehen
Belastungsprofile mit Überlast bzw. Unterlast pro Kapazitätsplatz und Zeitperiode
Durch Planung versucht man anschliessend,die Kapazität der Belastung anzugleichen.
Sehr allgemein gebräuchliche Technik
= „capacity requirements planning“ CRP
Kanban & FZPKanban: nimmt sehr hohe Flexibilität der
Kapazität in der kürzesten Frist an.
Auftragsweise Planung in unbegrenzte Kapazität
Planung erfolgt nach der Einlastung jedes neuen Auftrags, oft sogar nach jedem neuen Arbeitsgang
Sobald eine Überlast entdeckt wird, werden alle Kapazitätsplätze überprüft
Kapazität und in Ausnahmefällen auch der Zeitpunkt der Belastung werden angepasst, bis ein zulässiger Plan erreicht wird
Begr. Kap.
Arbeitsgangorientierte Planung in begrenzte Kapazität
Maximieren der Auslastung
Minimieren d. durchschnittlichen Verspätung der ganzen Produktionsaufträge
Einzelnen Arbeitsgänge von Aufträgen werden Zeitperiode nach Zeitperiode eingeplant
Sinnvolle Prioritätsregeln für die Reihenfolgeder Einplanung der Arbeitsgänge nötig
Beobachten und Regeln der Warteschlangen
Auftragsorientierte Planung in begrenzte Kapazität
Je nach konkretem Verfahren maximale Auslastung der Kapazitätsplätze, oder termingerechte Realisierung eines Maximums von Aufträgen bei tiefem Bestand an Ware in Arbeit
Aufträge werden als Ganzes, einer nach dem anderen, in die Zeitperioden eingeplant (nach Prioritätsregeln)
Häufigste Technik
Engpassorientierte Planung in begrenzte Kapazität
Plant um die Engpasskapzitäten herum
“theory-of-constraints”
OPT
Zuerst Aufträge mit minimalen Losen
Im Folgenden fasst man die Lose auf den Engpasskapazitäten zusammen, trennt sie aber für die Arbeitsgänge davor und danach
Arbeitsgänge vor dem Engpass werden dann rückwärts, diejenigen danach vorwärts terminiert und eingeplant, und zwar mit normalen Durchlaufzeiten
BelastungsorientierteAuftragsfreigabe BOA
Hohe Auslastung als Primärziel
Sekundäre Ziele wie tiefe Bestände in Arbeit,kurze Durchlaufzeiten im Güterfluss undhoher Liefertreuegrad gleichbedeutend
Kapazitätsorientierte Materialbewirtschaftung Korma
Ware in Arbeit flexibel gegen beschränkte Kapazität und Durchlaufzeiten für Kundenproduktionsaufträge ausspielen
Intelligente Nutzung von kurzfristig verfügbaren, kritischen Kapazitäten
Bezahlung mit erhöhtem Bestand anWare in Arbeit
Gesamtkosten für Kapazität sowie Bestand an Ware in Arbeit und an Lager sollen dabei gegen ein Minimum tendieren
Auftragsweise Planung
Praktisch identisch zur auftragsweisenPlanung in die unbegrenzte Kapazität,
Mehr Freiheit in der Wahl des Zeitpunkts der Belastung
ZeitTerminmanagementKapazitätsmanagement.mmp - 21.09.2004 - vito - [email protected]
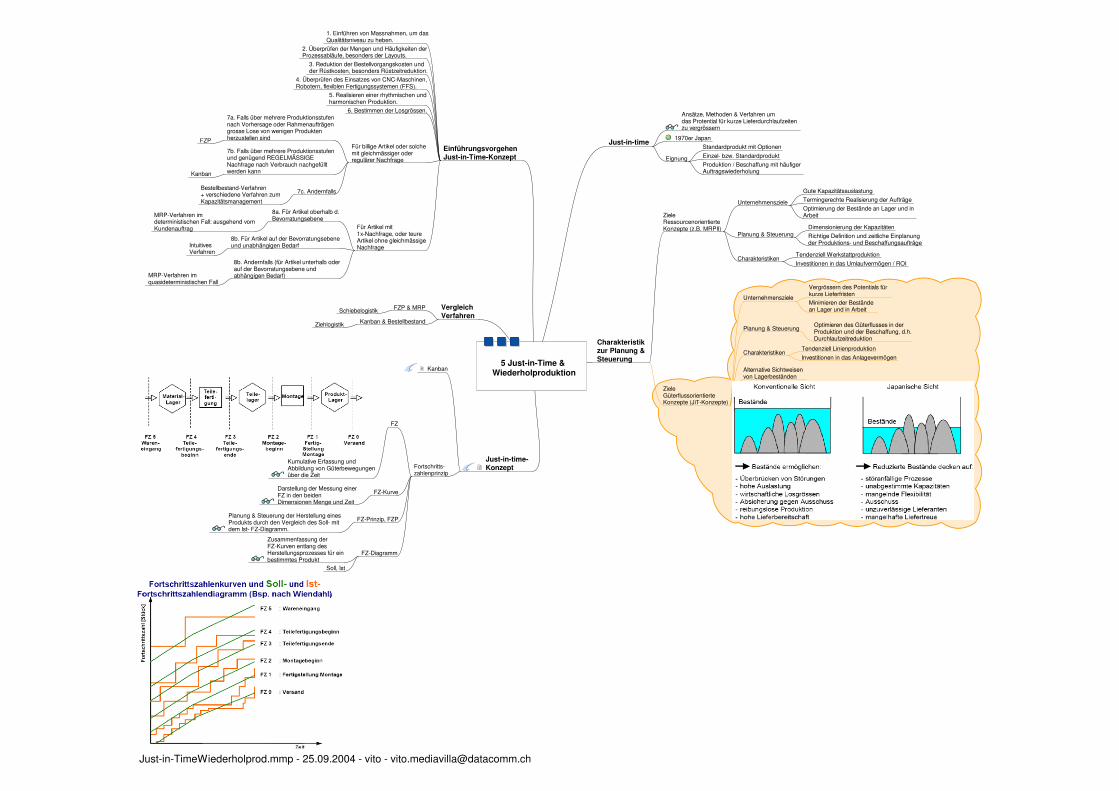
Just-in-time
Charakteristik zur Planung & Steuerung
�
Just-in-time-Konzept
Vergleich Verfahren
Einführungsvorgehen Just-in-Time-Konzept
5 Just-in-Time & Wiederholproduktion
Ansätze, Methoden & Verfahren um das Protential für kurze Lieferdurchlaufzeiten zu vergrössern
1970er Japan
Eignung
Standardprodukt mit Optionen
Einzel- bzw. Standardprodukt
Produktion / Beschaffung mit häufiger Auftragswiederholung
Ziele Ressourcenorientierte Konzepte (z.B. MRPII)
Unternehmensziele
Gute Kapazitätsauslastung
Termingerechte Realisierung der Aufträge
Optimierung der Bestände an Lager und in Arbeit
Planung & SteuerungDimensionierung der Kapazitäten
Richtige Definition und zeitliche Einplanung der Produktions- und Beschaffungsaufträge
CharakteristikenTendenziell Werkstattproduktion
Investitionen in das Umlaufvermögen / ROI
Ziele Güterflussorientierte Konzepte (JiT-Konzepte)
Unternehmensziele
Vergrössern des Potentials für kurze Lieferfristen
Minimieren der Bestände an Lager und in Arbeit
Planung & SteuerungOptimieren des Güterflusses in derProduktion und der Beschaffung, d.h.Durchlaufzeitreduktion
CharakteristikenTendenziell Linienproduktion
Investitionen in das Anlagevermögen
Alternative Sichtweisen von Lagerbeständen
� Kanban
Fortschritts-zahlenprinzip
FZ
Kumulative Erfassung und Abbildung von Güterbewegungen über die Zeit
FZ-KurveDarstellung der Messung einer FZ in den beiden Dimensionen Menge und Zeit
FZ-Prinzip, FZPPlanung & Steuerung der Herstellung eines Produkts durch den Vergleich des Soll- mit dem Ist- FZ-Diagramm.
FZ-Diagramm
Zusammenfassung der FZ-Kurven entlang des Herstellungsprozesses für ein bestimmtes Produkt
Soll, Ist
FZP & MRPSchiebelogistik
Kanban & BestellbestandZiehlogistik
1. Einführen von Massnahmen, um dasQualitätsniveau zu heben.
2. Überprüfen der Mengen und Häufigkeiten der Prozessabläufe, besonders der Layouts.
3. Reduktion der Bestellvorgangskosten und der Rüstkosten, besonders Rüstzeitreduktion.
4. Überprüfen des Einsatzes von CNC-Maschinen, Robotern, flexiblen Fertigungssystemen (FFS).
5. Realisieren einer rhythmischen und harmonischen Produktion.
6. Bestimmen der Losgrössen.
Für billige Artikel oder solche mit gleichmässiger oder regulärer Nachfrage
7a. Falls über mehrere Produktionsstufen nach Vorhersage oder Rahmenaufträgen grosse Lose von wenigen Produkten herzustellen sindFZP
7b. Falls über mehrere Produktionsstufen und genügend REGELMÄSSIGE Nachfrage nach Verbrauch nachgefüllt werden kannKanban
7c. AndernfallsBestellbestand-Verfahren + verschiedene Verfahren zum Kapazitätsmanagement
Für Artikel mit 1x-Nachfrage, oder teure Artikel ohne gleichmässige Nachfrage
8a. Für Artikel oberhalb d. Bevorratungsebene
MRP-Verfahren im deterministischen Fall: ausgehend vom Kundenauftrag
8b. Für Artikel auf der Bevorratungsebene und unabhängigen BedarfIntuitives
Verfahren
8b. Andernfalls (für Artikel unterhalb oder auf der Bevorratungsebene und abhängigen Bedarf)MRP-Verfahren im
quasideterministischen Fall
Just-in-TimeWiederholprod.mmp - 25.09.2004 - vito - [email protected]
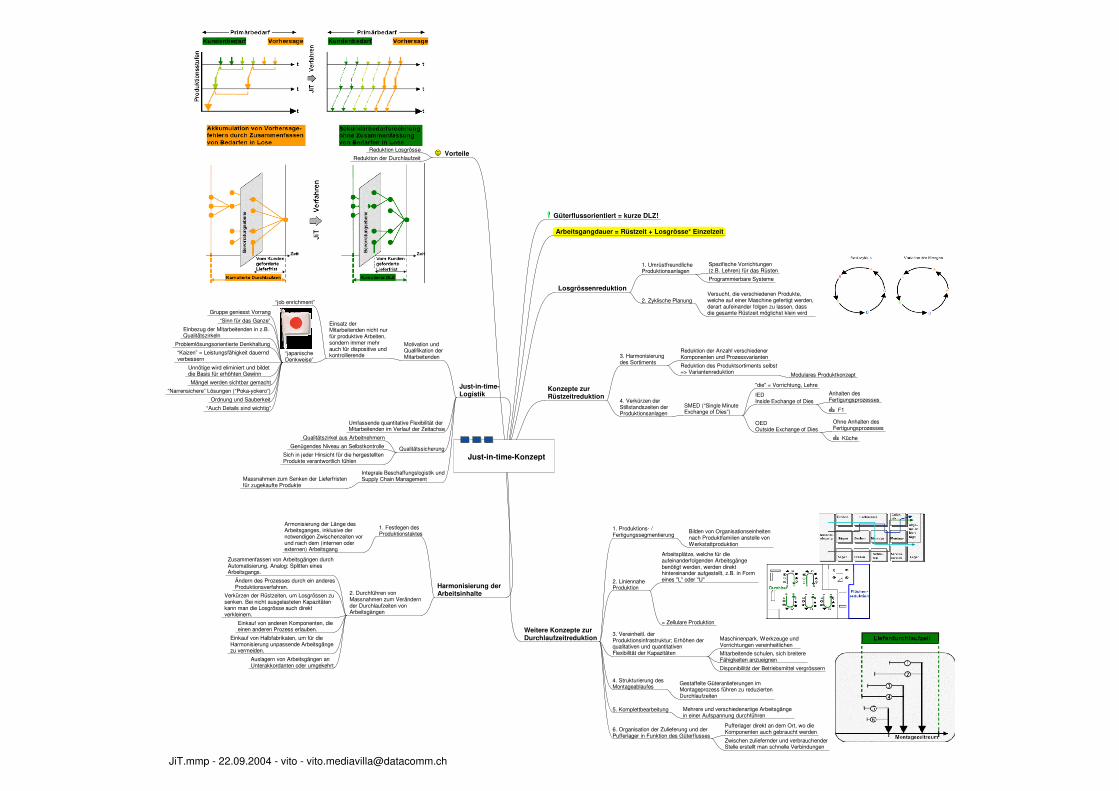
Güterflussorientiert = kurze DLZ!
Arbeitsgangdauer = Rüstzeit + Losgrösse* Einzelzeit
Losgrössenreduktion
Konzepte zurRüstzeitreduktion
Weitere Konzepte zur Durchlaufzeitreduktion
Harmonisierung der Arbeitsinhalte
Just-in-time-Logistik
Vorteile
Just-in-time-Konzept
1. Umrüstfreundliche Produktionsanlagen
Spezifische Vorrichtungen (z.B. Lehren) für das Rüsten
Programmierbare Systeme
2. Zyklische PlanungVersucht, die verschiedenen Produkte,welche auf einer Maschine gefertigt werden,derart aufeinander folgen zu lassen, dassdie gesamte Rüstzeit möglichst klein wird
3. Harmonisierung des Sortiments
Reduktion der Anzahl verschiedenerKomponenten und Prozessvarianten
Reduktion des Produktsortiments selbst=> Variantenreduktion Modulares Produktkonzept
4. Verkürzen der Stillstandszeiten der Produktionsanlagen
SMED (“Single Minute Exchange of Dies”)
"die" = Vorrichtung, Lehre
IEDInside Exchange of Dies
Anhalten des Fertigungsprozesses
F1
OEDOutside Exchange of Dies
Ohne Anhalten des Fertigungsprozesses
Küche
1. Produktions- / Fertigungssegmentierung
Bilden von Organisationseinheitennach Produktfamilien anstelle vonWerkstattproduktion
2. Liniennahe Produktion
Arbeitsplätze, welche für die aufeinanderfolgenden Arbeitsgänge benötigt werden, werden direkt hintereinander aufgestellt, z.B. in Form eines "L" oder "U"
= Zellulare Produktion
3. Vereinheitl. der Produktionsinfrastruktur; Erhöhen der qualitativen und quantitativen Flexibilität der Kapazitäten
Maschinenpark, Werkzeuge undVorrichtungen vereinheitlichen
Mitarbeitende schulen, sich breitereFähigkeiten anzueignen
Disponibilität der Betriebsmittel vergrössern
4. Strukturierung des Montageablaufes
Gestaffelte Güteranlieferungen imMontageprozess führen zu reduziertenDurchlaufzeiten
5. Komplettbearbeitung Mehrere und verschiedenartige Arbeitsgänge in einer Aufspannung durchführen
6. Organisation der Zulieferung und derPufferlager in Funktion des Güterflusses
Pufferlager direkt an dem Ort, wo dieKomponenten auch gebraucht werden
Zwischen zuliefernder und verbrauchenderStelle erstellt man schnelle Verbindungen
1. Festlegen des Produktionstaktes
Armonisierung der Länge des Arbeitsganges, inklusive der notwendigen Zwischenzeiten vor und nach dem (internen oder externen) Arbeitsgang
2. Durchführen von Massnahmen zum Verändern der Durchlaufzeiten von Arbeitsgängen
Zusammenfassen von Arbeitsgängen durch Automatisierung. Analog: Splitten eines Arbeitsgangs.
Ändern des Prozesses durch ein anderesProduktionsverfahren.
Verkürzen der Rüstzeiten, um Losgrössen zu senken. Bei nicht ausgelasteten Kapazitäten kann man die Losgrösse auch direkt verkleinern.
Einkauf von anderen Komponenten, die einen anderen Prozess erlauben.
Einkauf von Halbfabrikaten, um für die Harmonisierung unpassende Arbeitsgänge zu vermeiden.
Auslagern von Arbeitsgängen anUnterakkordanten oder umgekehrt.
Motivation und Qualifikation der Mitarbeitenden
Einsatz der Mitarbeitenden nicht nur für produktive Arbeiten, sondern immer mehr auch für dispositive und kontrollierende
“job enrichment”
“japanische Denkweise”
Gruppe geniesst Vorrang
“Sinn für das Ganze”
Einbezug der Mitarbeitenden in z.B. Qualitätszirkeln
Problemlösungsorientierte Denkhaltung
“Kaizen” = Leistungsfähigkeit dauernd verbessern
Unnötige wird eliminiert und bildet die Basis für erhöhten Gewinn
Mängel werden sichtbar gemacht
“Narrensichere” Lösungen (“Poka-yokero”)
Ordnung und Sauberkeit
“Auch Details sind wichtig”
Umfassende quantitative Flexibilität derMitarbeitenden im Verlauf der Zeitachse
Qualitätssicherung
Qualitätszirkel aus Arbeitnehmern
Genügendes Niveau an Selbstkontrolle
Sich in jeder Hinsicht für die hergestellten Produkte verantwortlich fühlen
Integrale Beschaffungslogistik undSupply Chain ManagementMassnahmen zum Senken der Lieferfristen
für zugekaufte Produkte
Reduktion Losgrösse
Reduktion der Durchlaufzeit
JiT.mmp - 22.09.2004 - vito - [email protected]
Europa seit Mitte 1970er
CharakteristikenAdaptive Techniken
Generative Techniken
Typische Charakteristiken
Begriffe
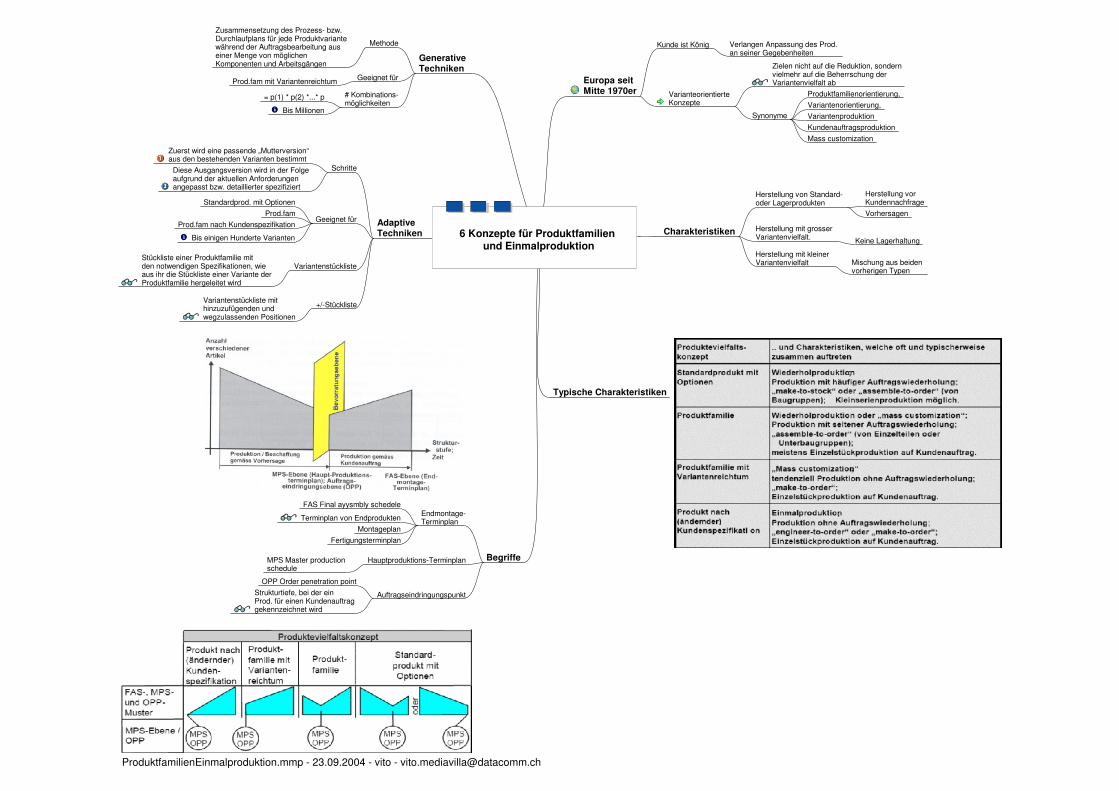
6 Konzepte für Produktfamilien und Einmalproduktion
Kunde ist König Verlangen Anpassung des Prod. an seiner Gegebenheiten
Varianteorientierte Konzepte
Zielen nicht auf die Reduktion, sondernvielmehr auf die Beherrschung derVariantenvielfalt ab
Synonyme
Produktfamilienorientierung,
Variantenorientierung,
Variantenproduktion
Kundenauftragsproduktion
Mass customization
Herstellung von Standard- oder Lagerprodukten
Herstellung vor Kundennachfrage
Vorhersagen
Herstellung mit grosser Variantenvielfalt. Keine Lagerhaltung
Herstellung mit kleiner Variantenvielfalt Mischung aus beiden
vorherigen Typen
Schritte
Zuerst wird eine passende „Mutterversion“ aus den bestehenden Varianten bestimmt
Diese Ausgangsversion wird in der Folge aufgrund der aktuellen Anforderungen angepasst bzw. detaillierter spezifiziert
Geeignet für
Standardprod. mit Optionen
Prod.fam
Prod.fam nach Kundenspezifikation
Bis einigen Hunderte Varianten
VariantenstücklisteStückliste einer Produktfamilie mit den notwendigen Spezifikationen, wie aus ihr die Stückliste einer Variante der Produktfamilie hergeleitet wird
+/-StücklisteVariantenstückliste mit hinzuzufügenden und wegzulassenden Positionen
Methode
Zusammensetzung des Prozess- bzw. Durchlaufplans für jede Produktvariante während der Auftragsbearbeitung aus einer Menge von möglichen Komponenten und Arbeitsgängen
Geeignet fürProd.fam mit Variantenreichtum
# Kombinations-möglichkeiten
= p(1) * p(2) *...* p
Bis Millionen
Endmontage-Terminplan
FAS Final ayysmbly schedele
Terminplan von Endprodukten
Montageplan
Fertigungsterminplan
Hauptproduktions-TerminplanMPS Master production schedule
Auftragseindringungspunkt
OPP Order penetration point
Strukturtiefe, bei der ein Prod. für einen Kundenauftrag gekennzeichnet wird
ProduktfamilienEinmalproduktion.mmp - 23.09.2004 - vito - [email protected]
Prozessindustrie
Prozessor-orientierte Konzepte
Charakteristiken
Merkmale
Stamm- undAuftragsdatenverwaltung
Prozessor-orientiertes Ressourcen-management
Besonderheiten der langfristigen Planung
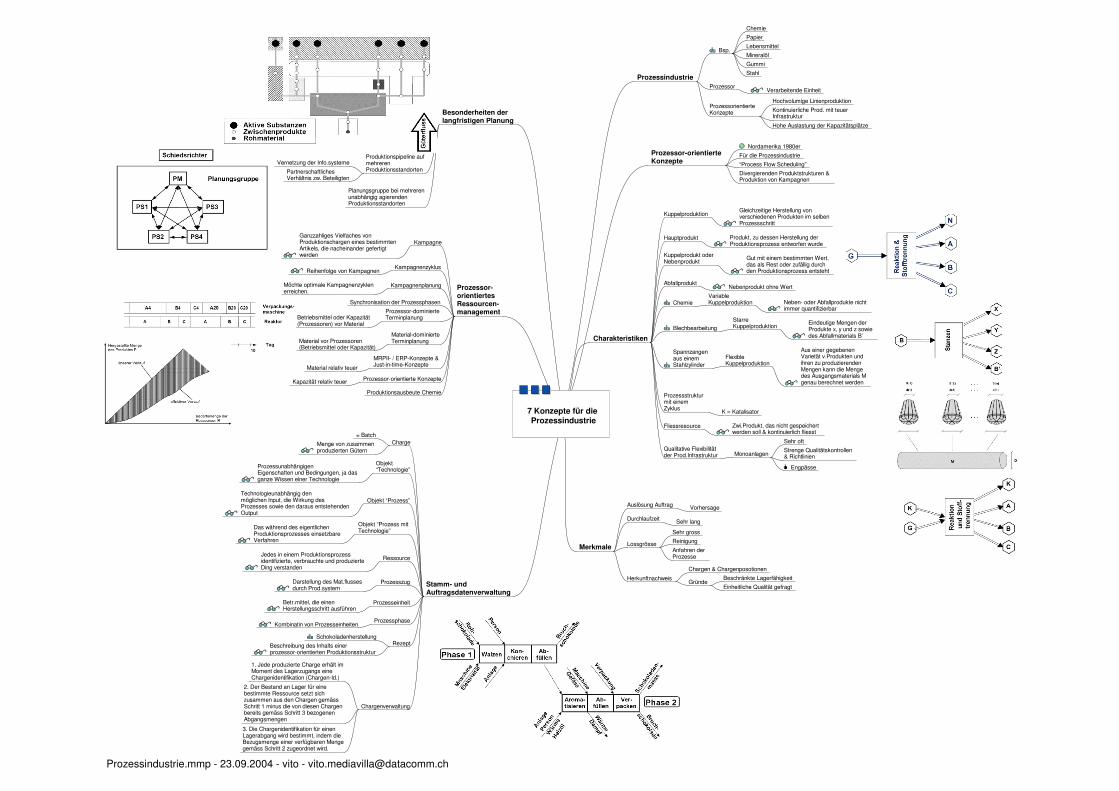
7 Konzepte für die Prozessindustrie
Bsp.
Chemie
Papier
Lebensmittel
Mineralöl
Gummi
Stahl
ProzessorVerarbeitende Einheit
Prozessorientierte Konzepte
Hochvolumige Linienproduktion
Kontinuierliche Prod. mit teuer Infrastruktur
Hohe Auslastung der Kapazitätsplätze
Nordamerika 1980er
Für die Prozessindustrie
“Process Flow Scheduling”
Divergierenden Produktstrukturen & Produktion von Kampagnen
KuppelproduktionGleichzeitige Herstellung vonverschiedenen Produkten im selbenProzessschritt
Hauptprodukt Produkt, zu dessen Herstellung derProduktionsprozess entworfen wurde
Kuppelprodukt oder Nebenprodukt
Gut mit einem bestimmten Wert, das als Rest oder zufällig durch den Produktionsprozess entsteht
AbfallproduktNebenprodukt ohne Wert
ChemieVariable Kuppelproduktion Neben- oder Abfallprodukte nicht
immer quantifizierbar
Blechbearbeitung
Starre Kuppelproduktion
Eindeutige Mengen der Produkte x, y und z sowie des Abfallmaterials B’
Spannzangen aus einem Stahlzylinder
Flexible Kuppelproduktion
Aus einer gegebenen Varietät v.Produkten und ihren zu produzierenden Mengen kann die Menge des Ausgangsmaterials M genau berechnet werden
Prozessstruktur mit einem Zyklus
K = Katalisator
Fliessresource Zwi.Produkt, das nicht gespeichert werden soll & kontinuierlich fliesst
Qualitative Flexibilität der Prod.Infrastruktur Monoanlagen
Sehr oft
Strenge Qualitätskontrollen & Richtlinien
Engpässe
Auslösung Auftrag Vorhersage
Durchlaufzeit Sehr lang
Lossgrösse
Sehr gross
Reinigung
Anfahren der Prozesse
Herkunftnachweis
Chargen & Chargenposotionen
GründeBeschränkte Lagerfähigkeit
Einheitliche Qualität gefragt
Charge= Batch
Menge von zusammen produzierten Gütern
Objekt “Technologie”
Prozessunabhängigen Eigenschaften und Bedingungen, ja das ganze Wissen einer Technologie
Objekt “Prozess”Technologieunabhängig den möglichen Input, die Wirkung des Prozesses sowie den daraus entstehenden Output
Objekt “Prozess mit Technologie”
Das während des eigentlichen Produktionsprozesses einsetzbare Verfahren
RessourceJedes in einem Produktionsprozess identifizierte, verbrauchte und produzierte Ding verstanden
ProzesszugDarstellung des Mat.flusses durch Prod.system
ProzesseinheitBetr.mittel, die einen Herstellungsschritt ausführen
ProzessphaseKombinatin von Prozesseinheiten
RezeptSchokoladenherstellung
Beschreibung des Inhalts einerprozessor-orientierten Produktionsstruktur
Chargenverwaltung
1. Jede produzierte Charge erhält im Moment des Lagerzugangs eine Chargenidentifikation (Chargen-Id.)
2. Der Bestand an Lager für eine bestimmte Ressource setzt sich zusammen aus den Chargen gemäss Schritt 1 minus die von diesen Chargen bereits gemäss Schritt 3 bezogenen Abgangsmengen
3. Die Chargenidentifikation für einen Lagerabgang wird bestimmt, indem die Bezugsmenge einer verfügbaren Menge gemäss Schritt 2 zugeordnet wird.
KampagneGanzzahliges Vielfaches von Produktionschargen eines bestimmten Artikels, die nacheinander gefertigt werden
KampagnenzyklusReihenfolge von Kampagnen
KampagnenplanungMöchte optimale Kampagnenzyklen erreichen.
Synchronisation der Prozessphasen
Prozessor-dominierte TerminplanungBetriebsmittel oder Kapazität
(Prozessoren) vor Material
Material-dominierte TerminplanungMaterial vor Prozessoren
(Betriebsmittel oder Kapazität)
MRPII- / ERP-Konzepte & Just-in-time-KonzepteMaterial relativ teuer
Prozessor-orientierte KonzepteKapazität relativ teuer
Produktionsausbeute Chemie
Produktionspipeline auf mehreren Produktionsstandorten
Vernetzung der Info.systeme
Partnerschaftliches Verhältnis zw. Beteiligten
Planungsgruppe bei mehreren unabhängig agierenden Produktionsstandorten
Prozessindustrie.mmp - 23.09.2004 - vito - [email protected]
Typen von Software
Voraussetzung zur Informatik-Stützung von Informationsystemen
Technische EntwicklungInhalte von
Logistik-Software
Erfolgsfaktoren für die Einführung
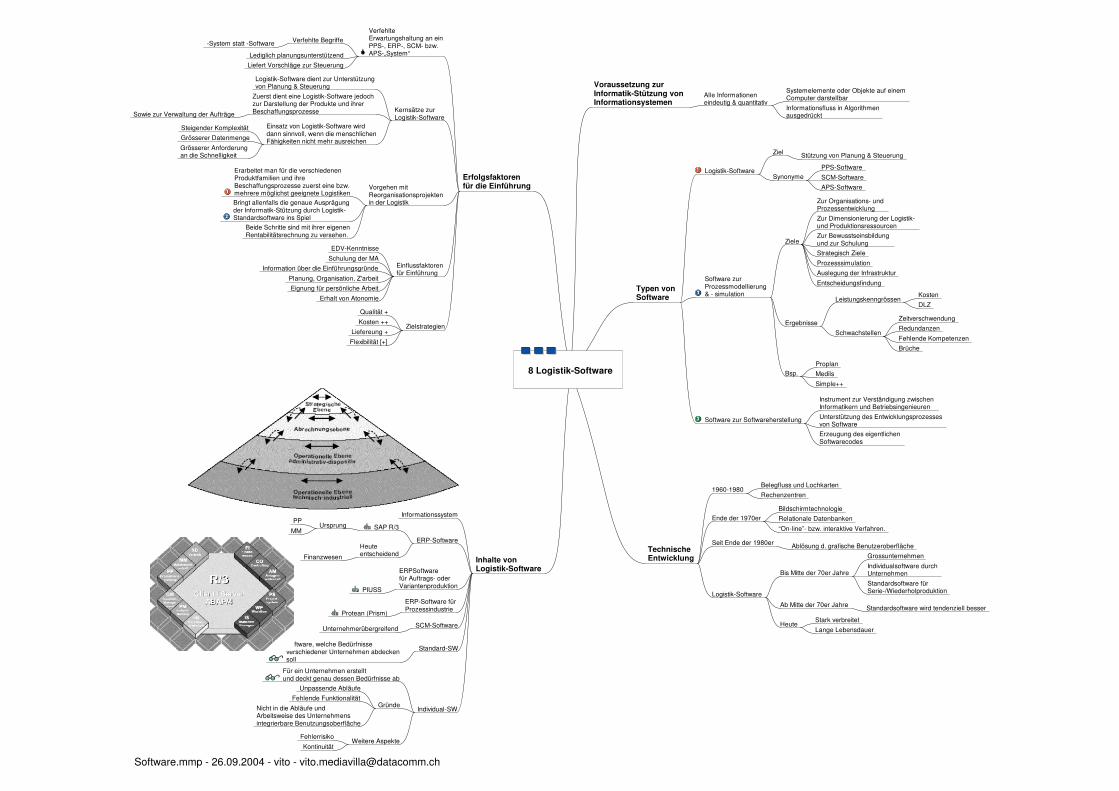
8 Logistik-Software
Logistik-Software
Ziel Stützung von Planung & Steuerung
Synonyme
PPS-Software
SCM-Software
APS-Software
Software zur Prozessmodellierung & - simulation
Ziele
Zur Organisations- und Prozessentwicklung
Zur Dimensionierung der Logistik- und Produktionsressourcen
Zur Bewusstseinsbildung und zur Schulung
Strategisch Ziele
Prozesssimulation
Auslegung der Infrastruktur
Entscheidungsfindung
Ergebnisse
LeistungskenngrössenKosten
DLZ
Schwachstellen
Zeitverschwendung
Redundanzen
Fehlende Kompetenzen
Brüche
Bsp.
Proplan
Medils
Simple++
Software zur Softwareherstellung
Instrument zur Verständigung zwischen Informatikern und Betriebsingenieuren
Unterstützung des Entwicklungsprozesses von Software
Erzeugung des eigentlichen Softwarecodes
Alle Informationen eindeutig & quantitativ
Systemelemente oder Objekte auf einem Computer darstellbar
Informationsfluss in Algorithmenausgedrückt
1960-1980Belegfluss und Lochkarten
Rechenzentren
Ende der 1970er
Bildschirmtechnologie
Relationale Datenbanken
“On-line”- bzw. interaktive Verfahren.
Seit Ende der 1980er Ablösung d. grafische Benutzeroberfläche
Logistik-Software
Bis Mitte der 70er Jahre
Grossunternehmen
Individualsoftware durchUnternehmen
Standardsoftware für Serie-/Wiederholproduktion
Ab Mitte der 70er Jahre Standardsoftware wird tendenziell besser
HeuteStark verbreitet
Lange Lebensdauer
Informationssystem
ERP-Software
SAP R/3UrsprungPP
MM
Heute entscheidendFinanzwesen
ERPSoftwarefür Auftrags- oderVariantenproduktion
PIUSS
ERP-Software für Prozessindustrie
Protean (Prism)
SCM-SoftwareUnternehmerübergreifend
Standard-SWSoftware, welche Bedürfnisse verschiedener Unternehmen abdecken soll
Individual-SW
Für ein Unternehmen erstelltund deckt genau dessen Bedürfnisse ab
Gründe
Unpassende Abläufe
Fehlende Funktionalität
Nicht in die Abläufe undArbeitsweise des Unternehmensintegrierbare Benutzungsoberfläche
Weitere AspekteFehlerrisiko
Kontinuität
Verfehlte Erwartungshaltung an ein PPS-, ERP-, SCM- bzw. APS-„System“
Verfehlte Begriffe-System statt -Software
Lediglich planungsunterstützend
Liefert Vorschläge zur Steuerung
Kernsätze zur Logistik-Software
Logistik-Software dient zur Unterstützung von Planung & Steuerung
Zuerst dient eine Logistik-Software jedoch zur Darstellung der Produkte und ihrer BeschaffungsprozesseSowie zur Verwaltung der Aufträge
Einsatz von Logistik-Software wirddann sinnvoll, wenn die menschlichenFähigkeiten nicht mehr ausreichen
Steigender Komplexität
Grösserer Datenmenge
Grösserer Anforderung an die Schnelligkeit
Vorgehen mit Reorganisationsprojekten in der Logistik
Erarbeitet man für die verschiedenen Produktfamilien und ihre Beschaffungsprozesse zuerst eine bzw. mehrere möglichst geeignete Logistiken
Bringt allenfalls die genaue Ausprägung der Informatik-Stützung durch Logistik- Standardsoftware ins Spiel
Beide Schritte sind mit ihrer eigenenRentabilitätsrechnung zu versehen.
Einflussfaktoren für Einführung
EDV-Kenntnisse
Schulung der MA
Information über die Einführungsgründe
Planung, Organisation, Z'arbeit
Eignung für persönliche Arbeit
Erhalt von Atonomie
Zielstrategien
Qualität +
Kosten ++
Liefereung +
Flexibilität [+]
Software.mmp - 26.09.2004 - vito - [email protected]
Vorhersageverfahren
Vergangenheitsbasierende Verfahren für gleichbleibende Nachfrage
Zukunftsbasierte Verfahren
Praxis
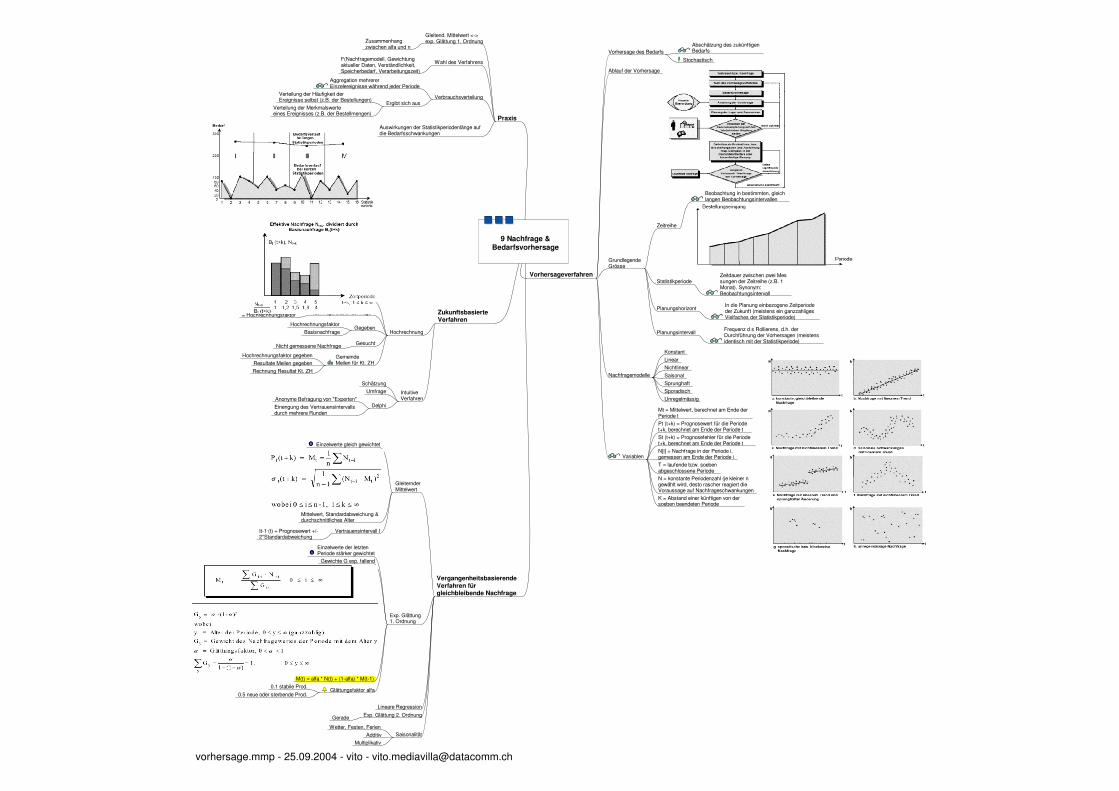
9 Nachfrage &Bedarfsvorhersage
Vorhersage des BedarfsAbschätzung des zukünftigen Bedarfs
Stochastisch
Ablauf der Vorhersage
Grundlegende Grösse
Zeitreihe
Beobachtung in bestimmten, gleich langen Beobachtungsintervallen
StatistikperiodeZeitdauer zwischen zwei Mes sungen der Zeitreihe (z.B. 1 Monat). Synonym: Beobachtungsintervall
PlanungshorizontIn die Planung einbezogene Zeitperiode der Zukunft (meistens ein ganzzahliges Vielfaches der Statistikperiode)
PlanungsintervallFrequenz d s Rollierens, d.h. der Durchführung der Vorhersagen (meistens identisch mit der Statistikperiode)
Nachfragemodelle
Konstant
Linear
Nichtlinear
Saisonal
Sprunghaft
Sporadisch
Unregelmässig
Variablen
Mt = Mittelwert, berechnet am Ende der Periode t
Pt (t+k) = Prognosewert für die Periode t+k, berechnet am Ende der Periode t
St (t+k) = Prognosefehler für die Periode t+k, berechnet am Ende der Periode t
N[i] = Nachfrage in der Periode i, gemessen am Ende der Periode i
T = laufende bzw. soeben abgeschlossene Periode
N = konstante Periodenzahl (je kleiner n gewählt wird, desto rascher reagiert die Voraussage auf Nachfrageschwankungen
K = Abstand einer künftigen von der soeben beendeten Periode
Gleiternder Mittelwert
Einzelwerte gleich gewichtet
Mittelwert, Standardabweichung & durchschnittliches Alter
Vertrauensintervall IIt-1 (t) = Prognosewert +/- 2*Standardabweichung
Exp. Glättung 1. Ordnung
Einzelwerte der letzten Periode stärker gewichtet
Gewichte G exp. fallend
M(t) = alfa * N(t) + (1-alfa) * M(t-1)
Glättungsfaktor alfa0.1 stabile Prod.
0.5 neue oder sterbende Prod.
Lineare Regression
Exp. Glättung 2. OrdnungGerade
SaisonalitätWetter, Festen, Ferien
Additiv
Multiplikativ
Hochrechnung
Ziel: zu einem Zeitpunkt bekannte Grösse in Zukunft abschätzen
Methode: Quotient effektive Nachfrage/Basisnachfrage= Hochrechnungsfaktor
GegebenHochrechnungsfaktor
Basisnachfrage
GesuchtNicht gemessene Nachfrage
Gemeinde Meilen für Kt. ZH
Hochrechnungsfaktor gegeben
Resultate Meilen gegeben
Rechnung Resultat Kt. ZH
Intuitive Verfahren
Schätzung
Umfrage
DelphiAnonyme Befragung von "Experten"
Einengung des Vertrauensintervalls durch mehrere Runden
Gleitend. Mittelwert <-> exp. Glättung 1. OrdnungZusammenhang
zwischen alfa und n
Wahl des VerfahrensF(Nachfragemodell, Gewichtung aktueller Daten, Verständlichkeit, Speicherbedarf, Verarbeitungszeit)
Verbrauchsverteilung
Aggregation mehrererEinzelereignisse während jeder Periode
Ergibt sich aus
Verteilung der Häufigkeit derEreignisse selbst (z.B. der Bestellungen)
Verteilung der Merkmalswerteeines Ereignisses (z.B. der Bestellmengen)
Auswirkungen der Statistikperiodenlänge auf die Bedarfsschwankungen
vorhersage.mmp - 25.09.2004 - vito - [email protected]
Lager- und Bestandes-management
Verbrauchsstatistiken, Analysen & Klassifikationen
�
Bestellbestandverfahren &Sicherheitsbestandrechnung
10 Bestandesmanagement & stoch. Materialmanagement
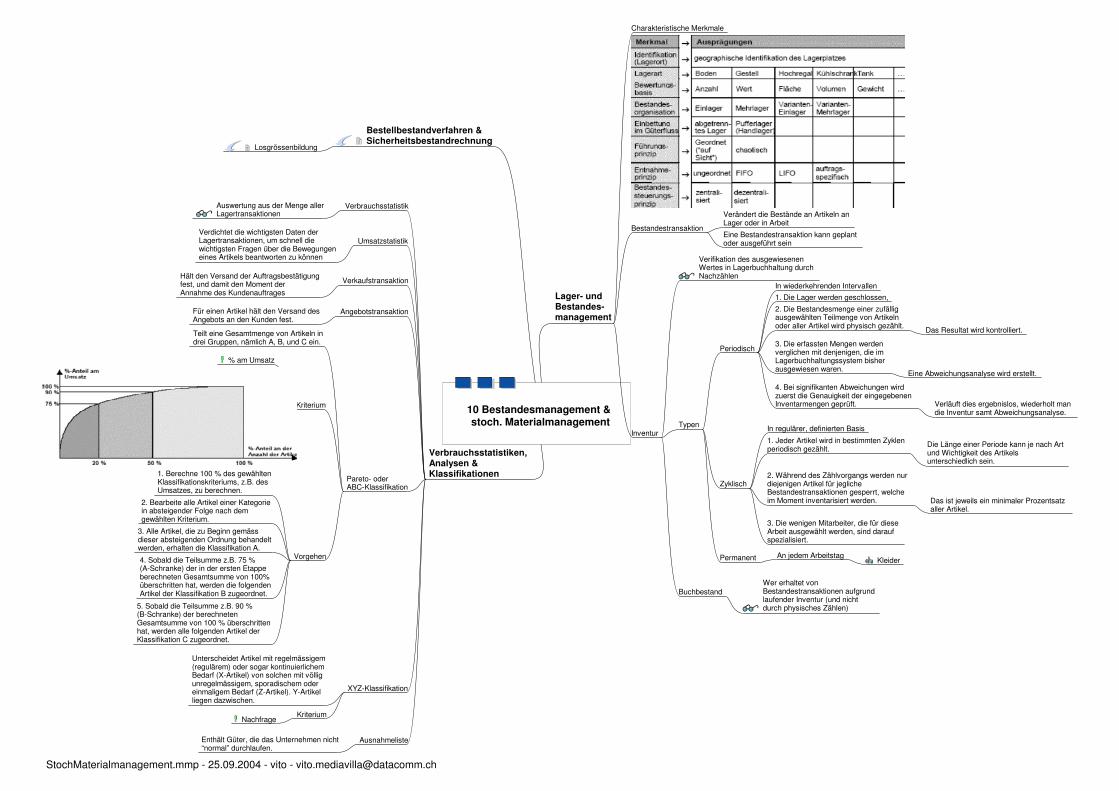
Charakteristische Merkmale
Bestandestransaktion
Verändert die Bestände an Artikeln an Lager oder in Arbeit
Eine Bestandestransaktion kann geplant oder ausgeführt sein
Inventur
Verifikation des ausgewiesenen Wertes in Lagerbuchhaltung durch Nachzählen
Typen
Periodisch
In wiederkehrenden Intervallen
1. Die Lager werden geschlossen,
2. Die Bestandesmenge einer zufällig ausgewählten Teilmenge von Artikeln oder aller Artikel wird physisch gezählt.
Das Resultat wird kontrolliert.
3. Die erfassten Mengen werden verglichen mit denjenigen, die im Lagerbuchhaltungssystem bisher ausgewiesen waren.
Eine Abweichungsanalyse wird erstellt.
4. Bei signifikanten Abweichungen wird zuerst die Genauigkeit der eingegebenen Inventarmengen geprüft. Verläuft dies ergebnislos, wiederholt man
die Inventur samt Abweichungsanalyse.
Zyklisch
In regulärer, definierten Basis
1. Jeder Artikel wird in bestimmten Zyklenperiodisch gezählt.
Die Länge einer Periode kann je nach Art und Wichtigkeit des Artikels unterschiedlich sein.
2. Während des Zählvorgangs werden nur diejenigen Artikel für jegliche Bestandestransaktionen gesperrt, welche im Moment inventarisiert werden. Das ist jeweils ein minimaler Prozentsatz
aller Artikel.
3. Die wenigen Mitarbeiter, die für diese Arbeit ausgewählt werden, sind darauf spezialisiert.
Permanent An jedem ArbeitstagKleider
BuchbestandWer erhaltet von Bestandestransaktionen aufgrund laufender Inventur (und nicht durch physisches Zählen)
VerbrauchsstatistikAuswertung aus der Menge allerLagertransaktionen
UmsatzstatistikVerdichtet die wichtigsten Daten derLagertransaktionen, um schnell diewichtigsten Fragen über die Bewegungeneines Artikels beantworten zu können
VerkaufstransaktionHält den Versand der Auftragsbestätigung fest, und damit den Moment der Annahme des Kundenauftrages
AngebotstransaktionFür einen Artikel hält den Versand desAngebots an den Kunden fest.
Pareto- oder ABC-Klassifikation
Teilt eine Gesamtmenge von Artikeln in drei Gruppen, nämlich A, B, und C ein.
Kriterium
% am Umsatz
Vorgehen
1. Berechne 100 % des gewählten Klassifikationskriteriums, z.B. des Umsatzes, zu berechnen.
2. Bearbeite alle Artikel einer Kategorie in absteigender Folge nach dem gewählten Kriterium.
3. Alle Artikel, die zu Beginn gemäss dieser absteigenden Ordnung behandelt werden, erhalten die Klassifikation A.
4. Sobald die Teilsumme z.B. 75 % (A-Schranke) der in der ersten Etappe berechneten Gesamtsumme von 100% überschritten hat, werden die folgenden Artikel der Klassifikation B zugeordnet.
5. Sobald die Teilsumme z.B. 90 % (B-Schranke) der berechneten Gesamtsumme von 100 % überschritten hat, werden alle folgenden Artikel der Klassifikation C zugeordnet.
XYZ-Klassifikation
Unterscheidet Artikel mit regelmässigem(regulärem) oder sogar kontinuierlichemBedarf (X-Artikel) von solchen mit völligunregelmässigem, sporadischem odereinmaligem Bedarf (Z-Artikel). Y-Artikelliegen dazwischen.
KriteriumNachfrage
AusnahmelisteEnthält Güter, die das Unternehmen nicht“normal” durchlaufen.
� Losgrössenbildung
StochMaterialmanagement.mmp - 25.09.2004 - vito - [email protected]
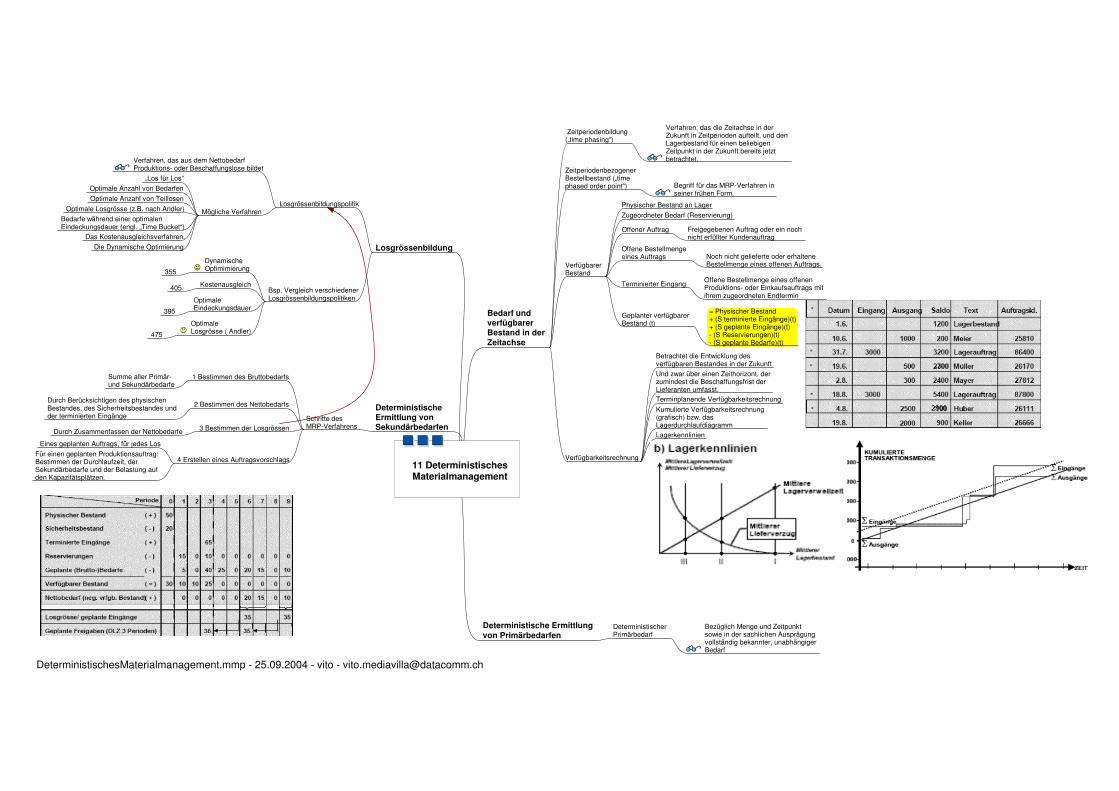
Bedarf und verfügbarer Bestand in der Zeitachse
Deterministische Ermittlung von Primärbedarfen
Deterministische Ermittlung von Sekundärbedarfen
Losgrössenbildung
11 DeterministischesMaterialmanagement
Zeitperiodenbildung („time phasing“)
Verfahren, das die Zeitachse in der Zukunft in Zeitperioden aufteilt, und den Lagerbestand für einen beliebigen Zeitpunkt in der Zukunft bereits jetzt betrachtet.
Zeitperiodenbezogener Bestellbestand („time phased order point“) Begriff für das MRP-Verfahren in
seiner frühen Form.
Verfügbarer Bestand
Physischer Bestand an Lager
Zugeordneter Bedarf (Reservierung)
Offener Auftrag Freigegebenen Auftrag oder ein noch nicht erfüllter Kundenauftrag
Offene Bestellmenge eines Auftrags Noch nicht gelieferte oder erhaltene
Bestellmenge eines offenen Auftrags.
Terminierter EingangOffene Bestellmenge eines offenen Produktions- oder Einkaufsauftrags mit ihrem zugeordneten Endtermin
Geplanter verfügbarer Bestand (t)
= Physischer Bestand+ (S terminierte Eingänge)(t)+ (S geplante Eingänge)(t)- (S Reservierungen)(t)- (S geplante Bedarfe)(t)
Verfügbarkeitsrechnung
Betrachtet die Entwicklung des verfügbaren Bestandes in der Zukunft
Und zwar über einen Zeithorizont, derzumindest die Beschaffungsfrist derLieferanten umfasst.
Terminplanende Verfügbarkeitsrechnung
Kumulierte Verfügbarkeitsrechnung (grafisch) bzw. das Lagerdurchlaufdiagramm
Lagerkennlinien
Deterministischer Primärbedarf
Bezüglich Menge und Zeitpunkt sowie in der sachlichen Ausprägung vollständig bekannter, unabhängiger Bedarf
Schritte des MRP-Verfahrens
1 Bestimmen des BruttobedarfsSumme aller Primär- und Sekundärbedarfe
2 Bestimmen des NettobedarfsDurch Berücksichtigen des physischen Bestandes, des Sicherheitsbestandes und der terminierten Eingänge
3 Bestimmen der LosgrössenDurch Zusammenfassen der Nettobedarfe
4 Erstellen eines Auftragsvorschlags
Eines geplanten Auftrags, für jedes Los
Für einen geplanten Produktionsauftrag: Bestimmen der Durchlaufzeit, der Sekundärbedarfe und der Belastung auf den Kapazitätsplätzen.
Losgrössenbildungspolitik
Verfahren, das aus dem NettobedarfProduktions- oder Beschaffungslose bildet
Mögliche Verfahren
„Los für Los“
Optimale Anzahl von Bedarfen
Optimale Anzahl von Teillosen
Optimale Losgrösse (z.B. nach Andler)
Bedarfe während einer optimalen Eindeckungsdauer (engl. „Time Bucket“)
Das Kostenausgleichsverfahren.
Die Dynamische Optimierung
Bsp. Vergleich verschiedenerLosgrössenbildungspolitiken
DynamischeOptimimierung355
Kostenausgleich405
OptimaleEindeckungsdauer395
OptimaleLosgrösse ( Andler)475
DeterministischesMaterialmanagement.mmp - 25.09.2004 - vito - [email protected]
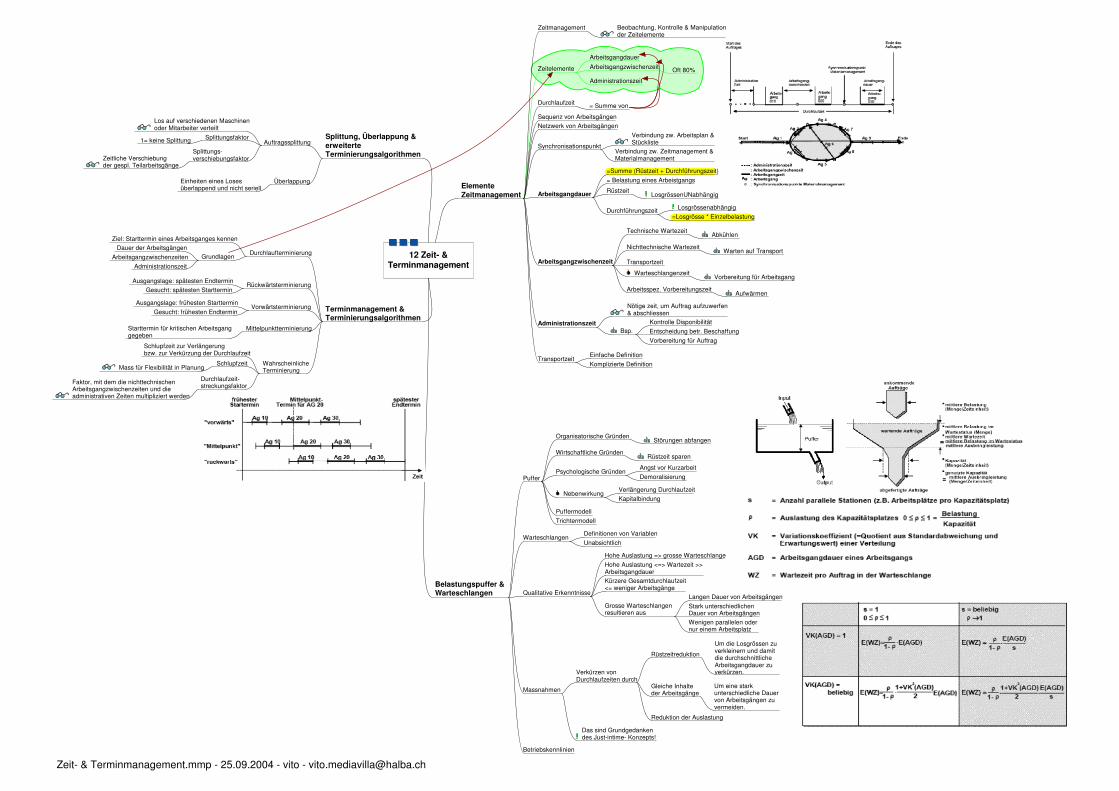
Elemente Zeitmanagement
Belastungspuffer & Warteschlangen
Terminmanagement &Terminierungsalgorithmen
Splittung, Überlappung & erweiterte Terminierungsalgorithmen
12 Zeit- &Terminmanagement
Zeitmanagement Beobachtung, Kontrolle & Manipulation der Zeitelemente
Zeitelemente
Arbeitsgangdauer
Arbeitsgangzwischenzeit Oft 80%
Administrationszeit
Durchlaufzeit = Summe von
Sequenz von Arbeitsgängen
Netzwerk von Arbeitsgängen
Synchronisationspunkt
Verbindung zw. Arbeitsplan & Stückliste
Verbindung zw. Zeitmanagement & Materialmanagement
Arbeitsgangdauer
=Summe (Rüstzeit + Durchführungszeit)
= Belastung eines Arbeistgangs
RüstzeitLosgrössenUNabhängig
Durchführungszeit Losgrössenabhängig
=Losgrösse * Einzelbelastung
Arbeitsgangzwischenzeit
Technische WartezeitAbkühlen
Nichttechnische WartezeitWarten auf Transport
Transportzeit
WarteschlangenzeitVorbereitung für Arbeitsgang
Arbeitsspez. VorbereitungszeitAufwärmen
Administrationszeit
Nötige zeit, um Auftrag aufzuwerfen & abschliessen
Bsp.
Kontrolle Disponibilität
Entscheidung betr. Beschaffung
Vorbereitung für Auftrag
TransportzeitEinfache Definition
Komplizierte Definition
Puffer
Organisatorische GründenStörungen abfangen
Wirtschaftliche GründenRüstzeit sparen
Psychologische GründenAngst vor Kurzarbeit
Demoralisierung
NebenwirkungVerlängerung Durchlaufzeit
Kapitalbindung
Puffermodell
Trichtermodell
WarteschlangenDefinitionen von Variablen
Unabsichtlich
Qualitative Erkenntnisse
Hohe Auslastung => grosse Warteschlange
Hohe Auslastung <=> Wartezeit >> Arbeitsgangdauer
Kürzere Gesamtdurchlaufzeit<= weniger Arbeitsgänge
Grosse Warteschlangen resultieren aus
Langen Dauer von Arbeitsgängen
Stark unterschiedlichen Dauer von Arbeitsgängen
Wenigen parallelen oder nur einem Arbeitsplatz
Massnahmen
Verkürzen von Durchlaufzeiten durch
Rüstzeitreduktion
Um die Losgrössen zu verkleinern und damit die durchschnittliche Arbeitsgangdauer zu verkürzen.
Gleiche Inhalte der Arbeitsgänge
Um eine stark unterschiedliche Dauer von Arbeitsgängen zu vermeiden.
Reduktion der Auslastung
Das sind Grundgedanken des Just-intime- Konzepts!
Betriebskennlinien
Durchlaufterminierung
Ziel: Starttermin eines Arbeitsganges kennen
Grundlagen
Dauer der Arbeitsgängen
Arbeitsgangzwischenzeiten
Administrationszeit
RückwärtsterminierungAusgangslage: spätesten Endtermin
Gesucht: spätesten Starttermin
VorwärtsterminierungAusgangslage: frühesten Starttermin
Gesucht: frühesten Endtermin
MittelpunktterminierungStarttermin für kritischen Arbeitsgang gegeben
Wahrscheinliche Terminierung
Schlupfzeit zur Verlängerungbzw. zur Verkürzung der Durchlaufzeit
SchlupfzeitMass für Flexibilität in Planung
Durchlaufzeit-streckungsfaktor
Faktor, mit dem die nichttechnischen Arbeitsgangzwischenzeiten und die administrativen Zeiten multipliziert werden
Auftragssplittung
Los auf verschiedenen Maschinen oder Mitarbeiter verteilt
Splittungsfaktor1= keine Splittung
Splittungs-verschiebungsfaktorZeitliche Verschiebung
der gespl. Teilarbeitsgänge
ÜberlappungEinheiten eines Loses überlappend und nicht seriell
Zeit- & Terminmanagement.mmp - 25.09.2004 - vito - [email protected]
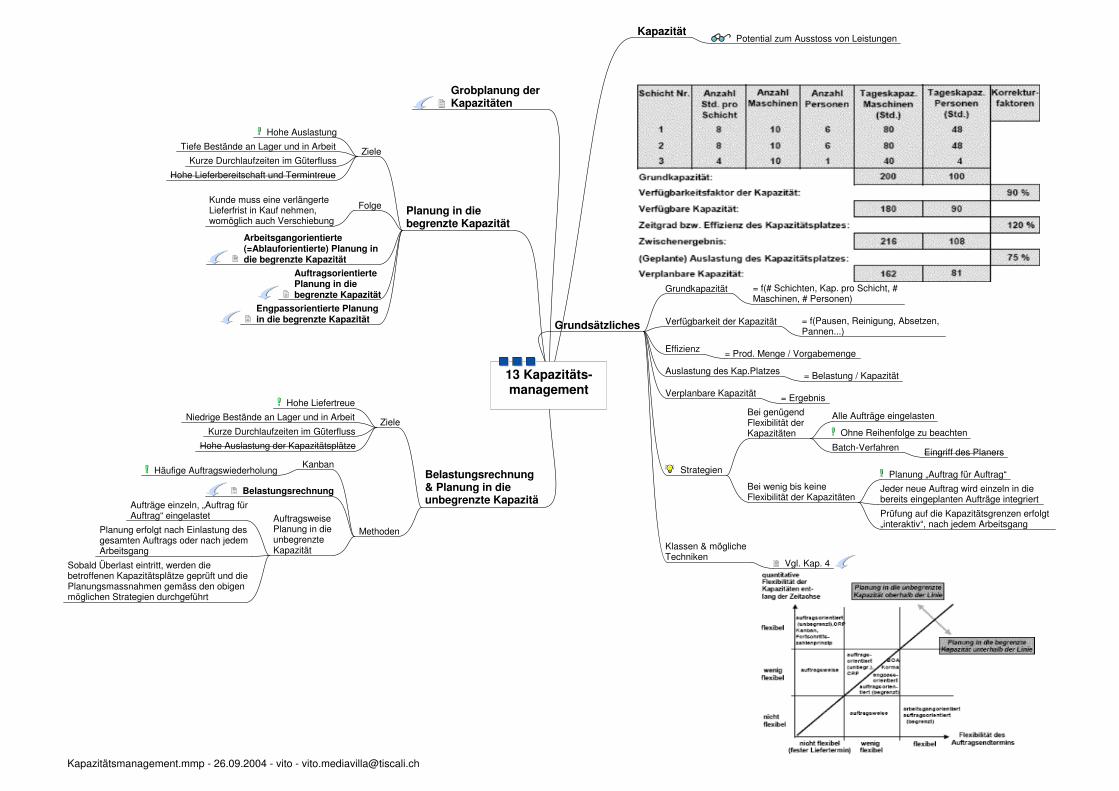
Grundsätzliches
Belastungsrechnung & Planung in die unbegrenzte Kapazitä
Planung in die begrenzte Kapazität
�
Grobplanung der Kapazitäten
Kapazität
13 Kapazitäts-management
Grundkapazität = f(# Schichten, Kap. pro Schicht, # Maschinen, # Personen)
Verfügbarkeit der Kapazität = f(Pausen, Reinigung, Absetzen, Pannen...)
Effizienz = Prod. Menge / Vorgabemenge
Auslastung des Kap.Platzes = Belastung / Kapazität
Verplanbare Kapazität = Ergebnis
Strategien
Bei genügend Flexibilität der Kapazitäten
Alle Aufträge eingelasten
Ohne Reihenfolge zu beachten
Batch-Verfahren Eingriff des Planers
Bei wenig bis keine Flexibilität der Kapazitäten
Planung „Auftrag für Auftrag“
Jeder neue Auftrag wird einzeln in die bereits eingeplanten Aufträge integriert
Prüfung auf die Kapazitätsgrenzen erfolgt „interaktiv“, nach jedem Arbeitsgang
Klassen & mögliche Techniken
� Vgl. Kap. 4
Ziele
Hohe Liefertreue
Niedrige Bestände an Lager und in Arbeit
Kurze Durchlaufzeiten im Güterfluss
Hohe Auslastung der Kapazitätsplätze
Methoden
KanbanHäufige Auftragswiederholung
� Belastungsrechnung
Auftragsweise Planung in die unbegrenzte Kapazität
Aufträge einzeln, „Auftrag fürAuftrag“ eingelastet
Planung erfolgt nach Einlastung desgesamten Auftrags oder nach jedemArbeitsgang
Sobald Überlast eintritt, werden diebetroffenen Kapazitätsplätze geprüft und diePlanungsmassnahmen gemäss den obigenmöglichen Strategien durchgeführt
Ziele
Hohe Auslastung
Tiefe Bestände an Lager und in Arbeit
Kurze Durchlaufzeiten im Güterfluss
Hohe Lieferbereitschaft und Termintreue
FolgeKunde muss eine verlängerte Lieferfrist in Kauf nehmen, womöglich auch Verschiebung
�
Arbeitsgangorientierte (=Ablauforientierte) Planung in die begrenzte Kapazität
�
Auftragsorientierte Planung in die begrenzte Kapazität
�
Engpassorientierte Planung in die begrenzte Kapazität
Potential zum Ausstoss von Leistungen
Kapazitätsmanagement.mmp - 26.09.2004 - vito - [email protected]
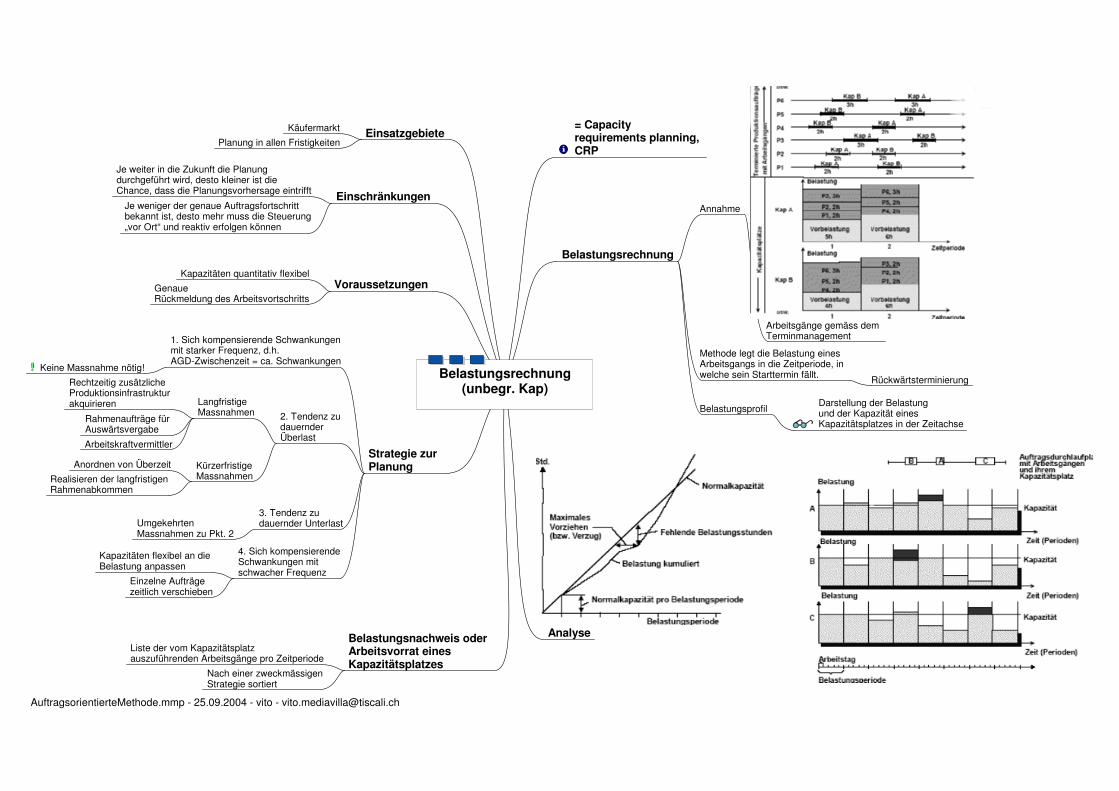
= Capacity requirements planning, CRP
Belastungsrechnung
Analyse
Strategie zur Planung
Belastungsnachweis oder Arbeitsvorrat eines Kapazitätsplatzes
Voraussetzungen
Einschränkungen
Einsatzgebiete
Belastungsrechnung(unbegr. Kap)
Annahme
Arbeitsgänge gemäss dem Terminmanagement
Methode legt die Belastung eines Arbeitsgangs in die Zeitperiode, in welche sein Starttermin fällt.
Rückwärtsterminierung
BelastungsprofilDarstellung der Belastung und der Kapazität eines Kapazitätsplatzes in der Zeitachse
1. Sich kompensierende Schwankungen mit starker Frequenz, d.h. AGD-Zwischenzeit = ca. Schwankungen
Keine Massnahme nötig!
2. Tendenz zu dauernder Überlast
Langfristige Massnahmen
Rechtzeitig zusätzliche Produktionsinfrastruktur akquirieren
Rahmenaufträge für Auswärtsvergabe
Arbeitskraftvermittler
Kürzerfristige Massnahmen
Anordnen von Überzeit
Realisieren der langfristigen Rahmenabkommen
3. Tendenz zu dauernder UnterlastUmgekehrten
Massnahmen zu Pkt. 2
4. Sich kompensierende Schwankungen mit schwacher Frequenz
Kapazitäten flexibel an die Belastung anpassen
Einzelne Aufträge zeitlich verschieben
Liste der vom Kapazitätsplatz auszuführenden Arbeitsgänge pro Zeitperiode
Nach einer zweckmässigenStrategie sortiert
Kapazitäten quantitativ flexibel
GenaueRückmeldung des Arbeitsvortschritts
Je weiter in die Zukunft die Planung durchgeführt wird, desto kleiner ist die Chance, dass die Planungsvorhersage eintrifft
Je weniger der genaue Auftragsfortschrittbekannt ist, desto mehr muss die Steuerung„vor Ort“ und reaktiv erfolgen können
Käufermarkt
Planung in allen Fristigkeiten
AuftragsorientierteMethode.mmp - 25.09.2004 - vito - [email protected]
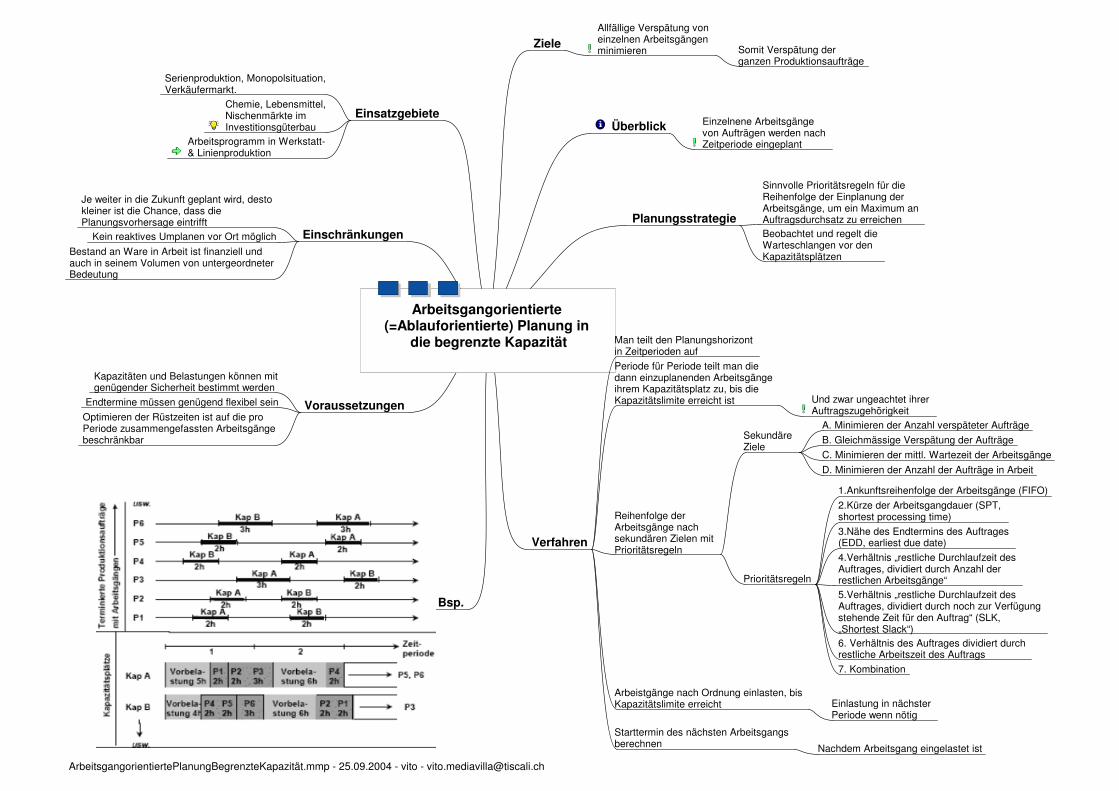
Ziele
Überblick
Planungsstrategie
Verfahren
Bsp.
Voraussetzungen
Einschränkungen
Einsatzgebiete
Arbeitsgangorientierte (=Ablauforientierte) Planung in
die begrenzte Kapazität
Allfällige Verspätung von einzelnen Arbeitsgängen minimieren Somit Verspätung der
ganzen Produktionsaufträge
Einzelnene Arbeitsgänge von Aufträgen werden nach Zeitperiode eingeplant
Sinnvolle Prioritätsregeln für die Reihenfolge der Einplanung der Arbeitsgänge, um ein Maximum an Auftragsdurchsatz zu erreichenBeobachtet und regelt die Warteschlangen vor den Kapazitätsplätzen
Man teilt den Planungshorizont in Zeitperioden auf
Periode für Periode teilt man die dann einzuplanenden Arbeitsgänge ihrem Kapazitätsplatz zu, bis die Kapazitätslimite erreicht ist Und zwar ungeachtet ihrer
Auftragszugehörigkeit
Reihenfolge der Arbeitsgänge nach sekundären Zielen mit Prioritätsregeln
Sekundäre Ziele
A. Minimieren der Anzahl verspäteter Aufträge
B. Gleichmässige Verspätung der Aufträge
C. Minimieren der mittl. Wartezeit der Arbeitsgänge
D. Minimieren der Anzahl der Aufträge in Arbeit
Prioritätsregeln
1.Ankunftsreihenfolge der Arbeitsgänge (FIFO)
2.Kürze der Arbeitsgangdauer (SPT, shortest processing time)
3.Nähe des Endtermins des Auftrages (EDD, earliest due date)
4.Verhältnis „restliche Durchlaufzeit des Auftrages, dividiert durch Anzahl der restlichen Arbeitsgänge“
5.Verhältnis „restliche Durchlaufzeit des Auftrages, dividiert durch noch zur Verfügung stehende Zeit für den Auftrag“ (SLK, „Shortest Slack“)6. Verhältnis des Auftrages dividiert durch restliche Arbeitszeit des Auftrags
7. Kombination
Arbeistgänge nach Ordnung einlasten, bis Kapazitätslimite erreicht Einlastung in nächster
Periode wenn nötig
Starttermin des nächsten Arbeitsgangs berechnen Nachdem Arbeitsgang eingelastet ist
Kapazitäten und Belastungen können mitgenügender Sicherheit bestimmt werden
Endtermine müssen genügend flexibel sein
Optimieren der Rüstzeiten ist auf die pro Periode zusammengefassten Arbeitsgänge beschränkbar
Je weiter in die Zukunft geplant wird, desto kleiner ist die Chance, dass die Planungsvorhersage eintrifft
Kein reaktives Umplanen vor Ort möglich
Bestand an Ware in Arbeit ist finanziell und auch in seinem Volumen von untergeordneter Bedeutung
Serienproduktion, Monopolsituation, Verkäufermarkt.
Chemie, Lebensmittel, Nischenmärkte im Investitionsgüterbau
Arbeitsprogramm in Werkstatt- & Linienproduktion
ArbeitsgangorientiertePlanungBegrenzteKapazität.mmp - 25.09.2004 - vito - [email protected]
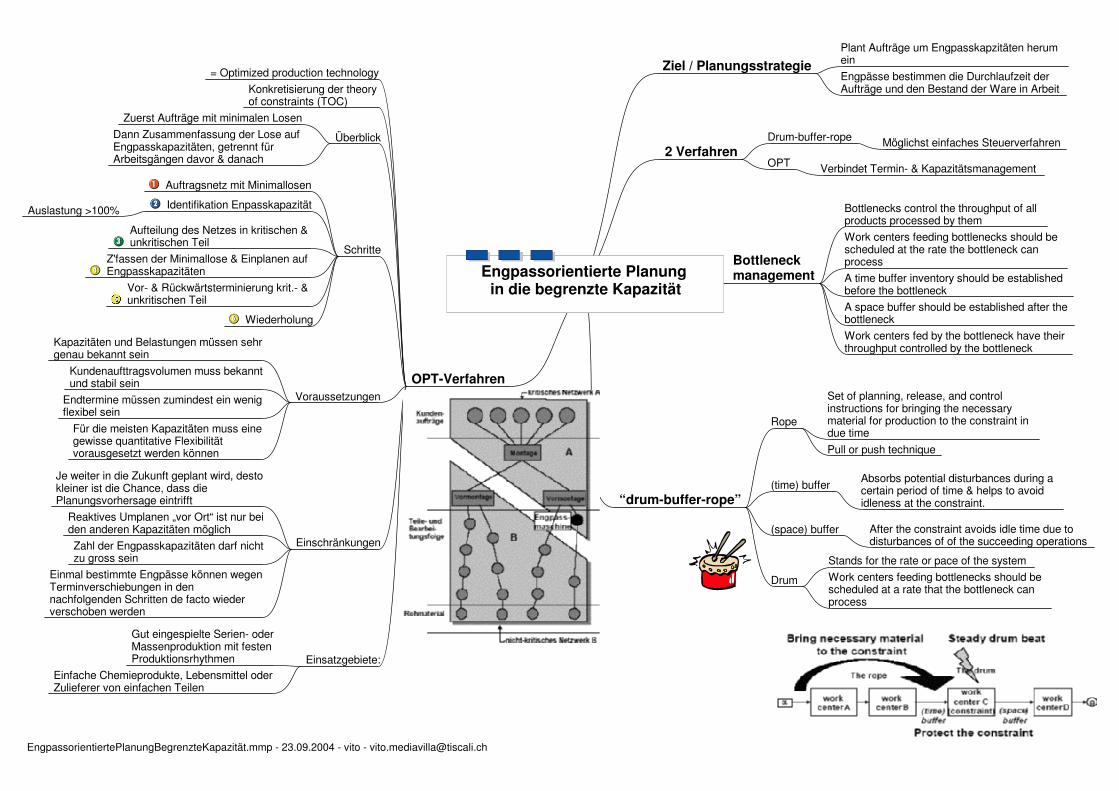
Ziel / Planungsstrategie
2 Verfahren
“drum-buffer-rope”
Bottleneck management
OPT-Verfahren
Engpassorientierte Planung in die begrenzte Kapazität
Plant Aufträge um Engpasskapzitäten herum ein
Engpässe bestimmen die Durchlaufzeit derAufträge und den Bestand der Ware in Arbeit
Drum-buffer-rope Möglichst einfaches Steuerverfahren
OPT Verbindet Termin- & Kapazitätsmanagement
Rope
Set of planning, release, and control instructions for bringing the necessary material for production to the constraint in due time
Pull or push technique
(time) bufferAbsorbs potential disturbances during a certain period of time & helps to avoid idleness at the constraint.
(space) buffer After the constraint avoids idle time due to disturbances of of the succeeding operations
Drum
Stands for the rate or pace of the system
Work centers feeding bottlenecks should be scheduled at a rate that the bottleneck can process
Bottlenecks control the throughput of all products processed by them
Work centers feeding bottlenecks should be scheduled at the rate the bottleneck can process
A time buffer inventory should be established before the bottleneck
A space buffer should be established after thebottleneck
Work centers fed by the bottleneck have theirthroughput controlled by the bottleneck
= Optimized production technology
Konkretisierung der theory of constraints (TOC)
Überblick
Zuerst Aufträge mit minimalen Losen
Dann Zusammenfassung der Lose auf Engpasskapazitäten, getrennt für Arbeitsgängen davor & danach
Schritte
Auftragsnetz mit Minimallosen
Identifikation EnpasskapazitätAuslastung >100%
Aufteilung des Netzes in kritischen & unkritischen Teil
Z'fassen der Minimallose & Einplanen auf Engpasskapazitäten
Vor- & Rückwärtsterminierung krit.- & unkritischen Teil
Wiederholung
Voraussetzungen
Kapazitäten und Belastungen müssen sehrgenau bekannt sein
Kundenaufttragsvolumen muss bekanntund stabil sein
Endtermine müssen zumindest ein wenigflexibel sein
Für die meisten Kapazitäten muss einegewisse quantitative Flexibilitätvorausgesetzt werden können
Einschränkungen
Je weiter in die Zukunft geplant wird, destokleiner ist die Chance, dass diePlanungsvorhersage eintrifft
Reaktives Umplanen „vor Ort“ ist nur beiden anderen Kapazitäten möglich
Zahl der Engpasskapazitäten darf nichtzu gross sein
Einmal bestimmte Engpässe können wegenTerminverschiebungen in dennachfolgenden Schritten de facto wiederverschoben werden
Einsatzgebiete:
Gut eingespielte Serien- oderMassenproduktion mit festenProduktionsrhythmen
Einfache Chemieprodukte, Lebensmittel oderZulieferer von einfachen Teilen
EngpassorientiertePlanungBegrenzteKapazität.mmp - 23.09.2004 - vito - [email protected]
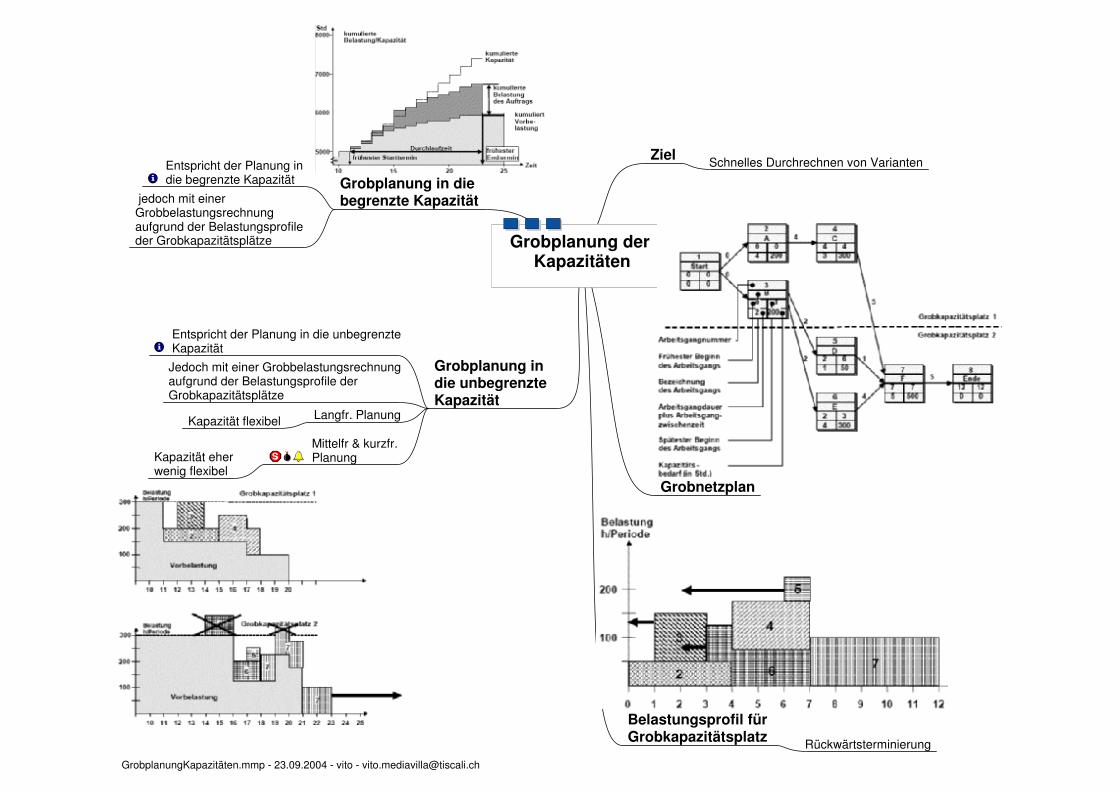
Ziel
Grobnetzplan
Belastungsprofil für Grobkapazitätsplatz
Grobplanung in die unbegrenzte Kapazität
Grobplanung in die begrenzte Kapazität
Grobplanung der Kapazitäten
Schnelles Durchrechnen von Varianten
Rückwärtsterminierung
Entspricht der Planung in die unbegrenzteKapazität
Jedoch mit einer Grobbelastungsrechnungaufgrund der Belastungsprofile derGrobkapazitätsplätze
Langfr. PlanungKapazität flexibel
Mittelfr & kurzfr. PlanungKapazität eher
wenig flexibel
Entspricht der Planung in die begrenzte Kapazität
jedoch mit einer Grobbelastungsrechnung aufgrund der Belastungsprofile der Grobkapazitätsplätze
GrobplanungKapazitäten.mmp - 23.09.2004 - vito - [email protected]
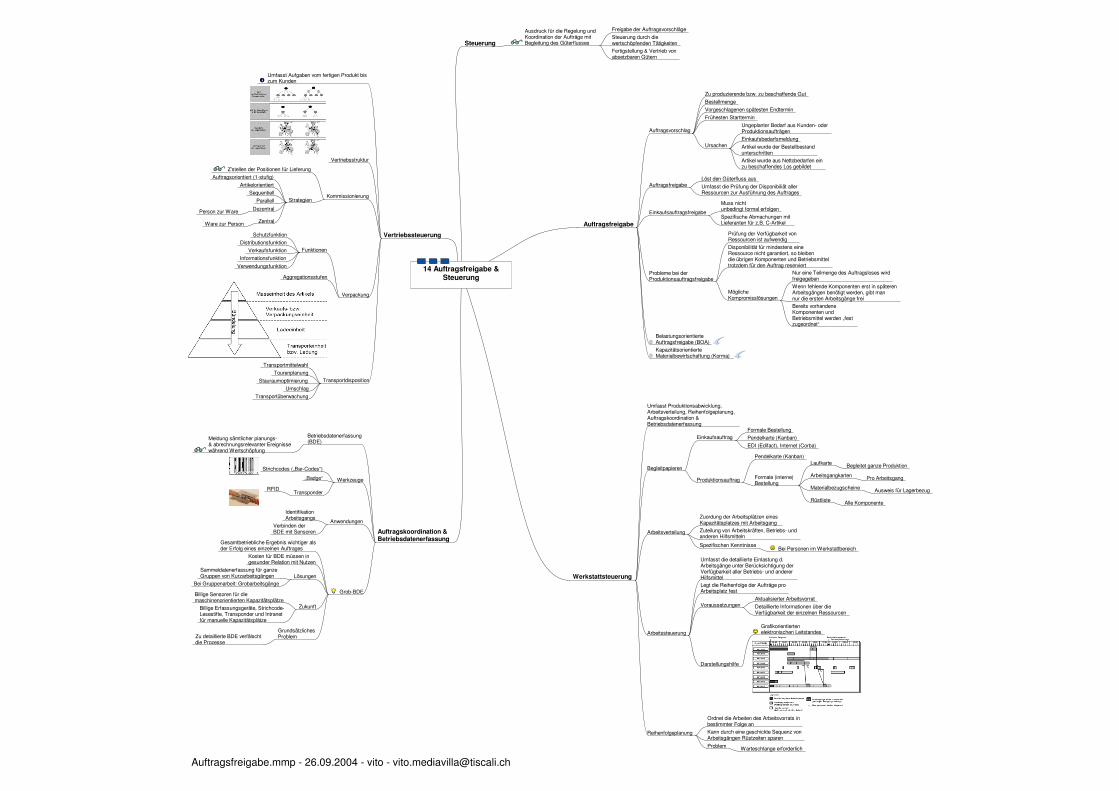
Steuerung
Auftragsfreigabe
Werkstattsteuerung
Auftragskoordination &Betriebsdatenerfassung
Vertriebssteuerung
14 Auftragsfreigabe &Steuerung
Ausdruck für die Regelung und Koordination der Aufträge mit Begleitung des Güterflusses
Freigabe der Auftragsvorschläge
Steuerung durch die wertschöpfenden Tätigkeiten
Fertigstellung & Vertrieb vonabsetzbaren Gütern
Auftragsvorschlag
Zu produzierende bzw. zu beschaffende Gut
Bestellmenge
Vorgeschlagenen spätesten Endtermin
Frühesten Starttermin
Ursachen
Ungeplanter Bedarf aus Kunden- oderProduktionsaufträgen
Einkaufsbedarfsmeldung
Artikel wurde der Bestellbestandunterschritten
Artikel wurde aus Nettobedarfen einzu beschaffendes Los gebildet
AuftragsfreigabeLöst den Güterfluss aus
Umfasst die Prüfung der Disponibiliät allerRessourcen zur Ausführung des Auftrages
Einkaufsauftragsfreigabe
Muss nichtunbedingt formal erfolgen
Spezifische Abmachungen mit Lieferanten für z.B. C-Artikel
Probleme bei der Produktionsauftragsfreigabe
Prüfung der Verfügbarkeit vonRessourcen ist aufwendig
Disponibilität für mindestens eineRessource nicht garantiert, so bleibendie übrigen Komponenten und Betriebsmitteltrotzdem für den Auftrag reserviert
Mögliche Kompromisslösungen
Nur eine Teilmenge des Auftragsloses wirdfreigegeben
Wenn fehlende Komponenten erst in späterenArbeitsgängen benötigt werden, gibt mannur die ersten Arbeitsgänge frei
Bereits vorhandene Komponenten und Betriebsmittel werden „fest zugeordnet“
�
Belastungsorientierte Auftragsfreigabe (BOA)
�
Kapazitätsorientierte Materialbewirtschaftung (Korma)
Umfasst Produktionsabwicklung, Arbeitsverteilung, Reihenfolgeplanung, Auftragskoordination & Betriebsdatenerfassung
Begleitpapieren
EinkaufsauftragFormale Bestellung
Pendelkarte (Kanban)
EDI (Edifact), Internet (Corba)
Produktionsauftrag
Pendelkarte (Kanban)
Formale (interne) Bestellung
Laufkarte Begleitet ganze Produktion
Arbeitsgangkarten Pro Arbeitsgang
Materialbezugscheine Ausweis für Lagerbezug
Rüstliste Alle Komponente
Arbeitsverteilung
Zuordung der Arbeitsplätzen eines Kapazitätsplatzes mit Arbeitsgang
Zuteilung von Arbeitskräften, Betriebs- undanderen Hilfsmitteln
Spezifischen KenntnisseBei Personen im Werkstattbereich
Arbeitssteuerung
Umfasst die detaillierte Einlastung d. Arbeitsgänge unter Berücksichtigung der Verfügbarkeit aller Betriebs- und anderer Hilfsmittel
Legt die Reihenfolge der Aufträge proArbeitsplatz fest
VoraussetzungenAktualisierter Arbeitsvorrat
Detaillierte Informationen über die Verfügbarkeit der einzelnen Ressourcen
Darstellungshilfe
Grafikorientiertenelektronischen Leitstandes
Reihenfolgeplanung
Ordnet die Arbeiten des Arbeitsvorrats inbestimmter Folge an
Kann durch eine geschickte Sequenz vonArbeitsgängen Rüstzeiten sparen
Problem Warteschlange erforderlich
Betriebsdatenerfassung (BDE)
Meldung sämtlicher planungs- & abrechnungsrelevanter Ereignisse während Wertschöpfung
Werkzeuge
Strichcodes („Bar-Codes“)
„Badge“
TransponderRFID
Anwendungen
Identifikation Arbeitsgangs
Verbinden der BDE mit Sensoren
Grob-BDE
Gesamtbetriebliche Ergebnis wichtiger alsder Erfolg eines einzelnen Auftrages
Kosten für BDE müssen in gesunder Relation mit Nutzen
LösungenSammeldatenerfassung für ganze Gruppen von Kurzarbeitsgängen
Bei Gruppenarbeit: Grobarbeitsgänge
Zukunft
Billige Sensoren für die maschinenorientierten Kapazitätsplätze
Billige Erfassungsgeräte, Strichcode-Lesestifte, Transponder und Intranetfür manuelle Kapazitätsplätze
Grundsätzliches ProblemZu detaillierte BDE verfälscht
die Prozesse
Umfasst Aufgaben vom fertigen Produkt bis zum Kunden
Vertriebsstruktur
Kommissionierung
Z'stellen der Positionen für Lieferung
Strategien
Auftragsorientiert (1-stufig)
Artikelorientiert
Sequentiell
Parallell
DezentralPerson zur Ware
ZentralWare zur Person
Verpackung
Funktionen
Schutzfunktion
Distributionsfunktion
Verkaufsfunktion
Informationsfunktion
Verwendungsfunktion
Aggregationsstufen
Transportdisposition
Transportmittelwahl
Tourenplanung
Stauraumoptimierung
Umschlag
Transportüberwachung
Auftragsfreigabe.mmp - 26.09.2004 - vito - [email protected]







