
Farb- und Temperatur-Sensoren zur Qualitätskontrolle in der Produktion
Dipl.-Ing. (FH) Joachim Hueber Produktmanager Farbsensorik
Dipl.-Ing. Manfred Pfad Produktmanager thermoMETER
Mehr Präzision …

� Deutsches mittelständisches Technologieunternehmen mit ca. 1000 Mitarbeitern und über 160 Mio. EUR Umsatz weltweit
� Sensoren, Systeme & Lösungen: vom Katalogprodukt bis zur kundenoptimierten Serie
� Qualität, Effizienz und Innovation durch mehr Präzision
Micro-Epsilon

� Umfassendes und leistungsfähiges Produktportfolio – entwickelt und produziert in der eigenen Unternehmensgruppe
� 48 Jahre Erfahrung in der Lösung von Messaufgaben� Langfristige und zuverlässige Partnerschaft
Mehrwert für unsere Geschäftspartner
• 20 Micro-Epsilon Vertriebsstandorte• 40 Distributoren
Internationales Kompetenz-Netzwerk

Mobilität:� Schiffbau
� Automotive
� Schienenfahrzeuge
� Aerospace
Prozessindustrien:� Metall
� Glas
� Kunststoff
� Papier
� Reifen & Gummi
� HalbleiterMaschinenbau:� Elektrotechnik
� Fertigungsmaschinen
� Messtechnik
� Sondermaschinenbau
� Werkzeugmaschinen
� Fördertechnik
Weitere Branchen:� Medizintechnik
� Weiße Ware
Kernbranchen
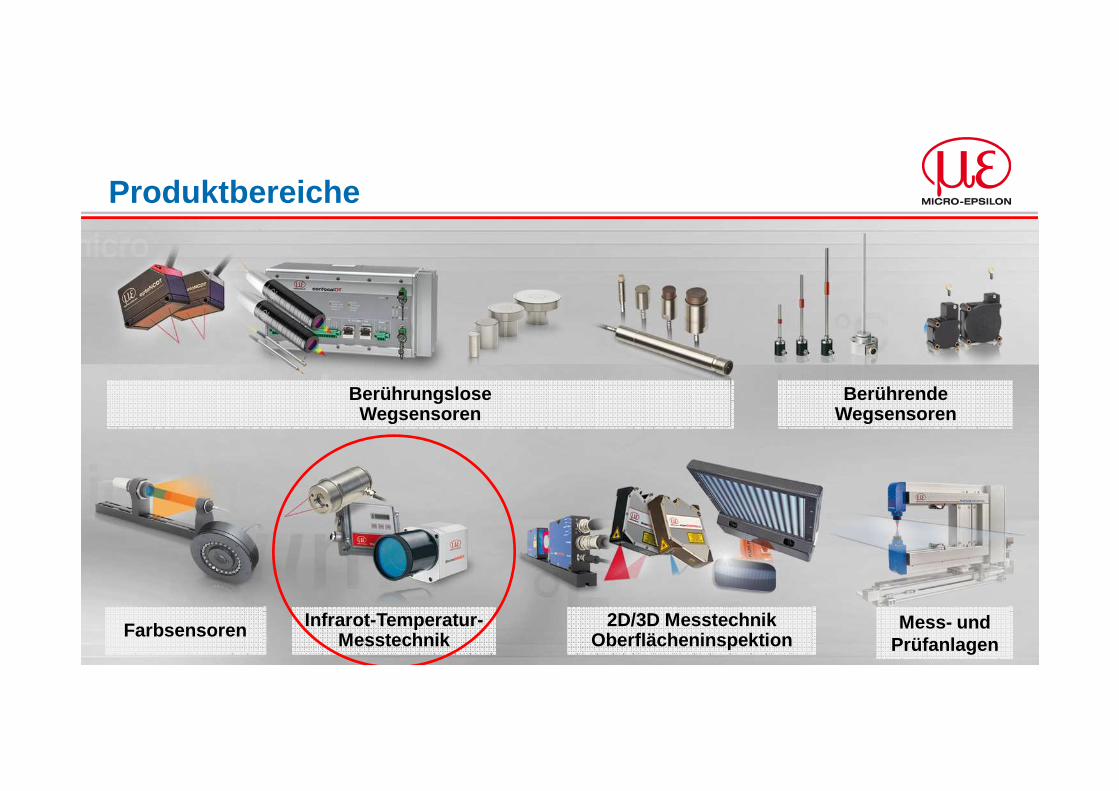
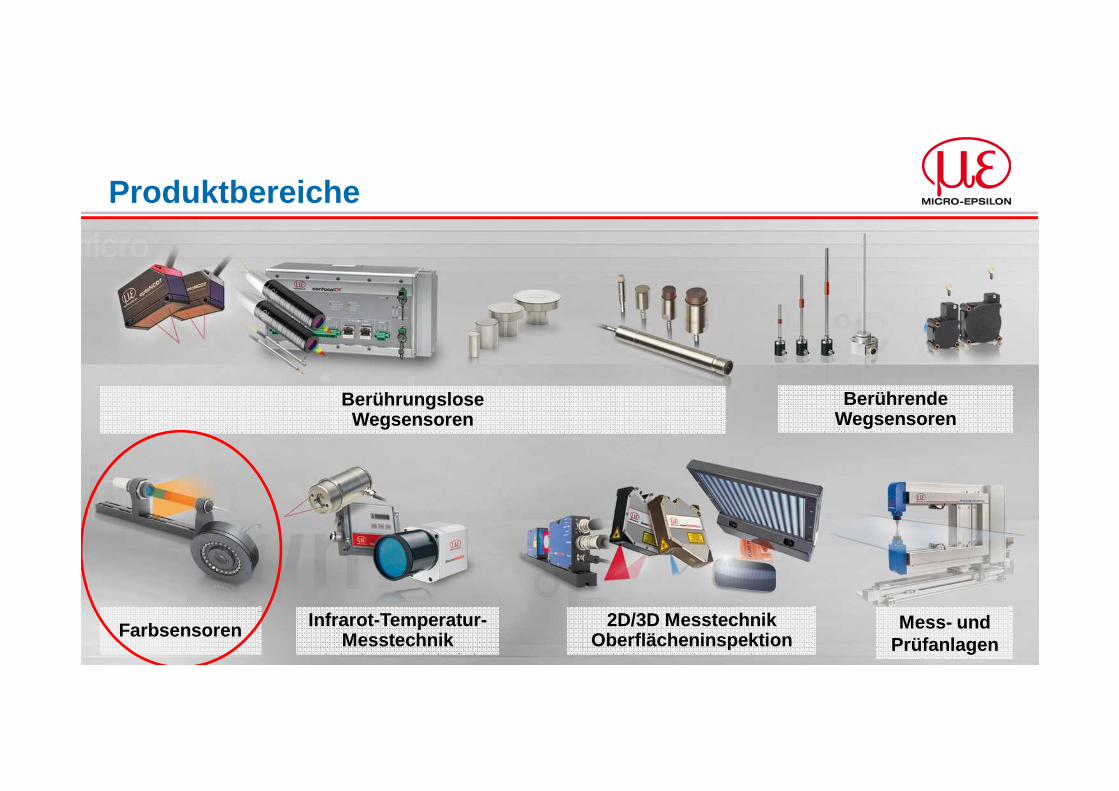
Berührungslose Wegsensoren
2D/3D MesstechnikOberflächeninspektion
Mess- und Prüfanlagen
Infrarot-Temperatur-Messtechnik Farbsensoren
BerührendeWegsensoren
Produktbereiche
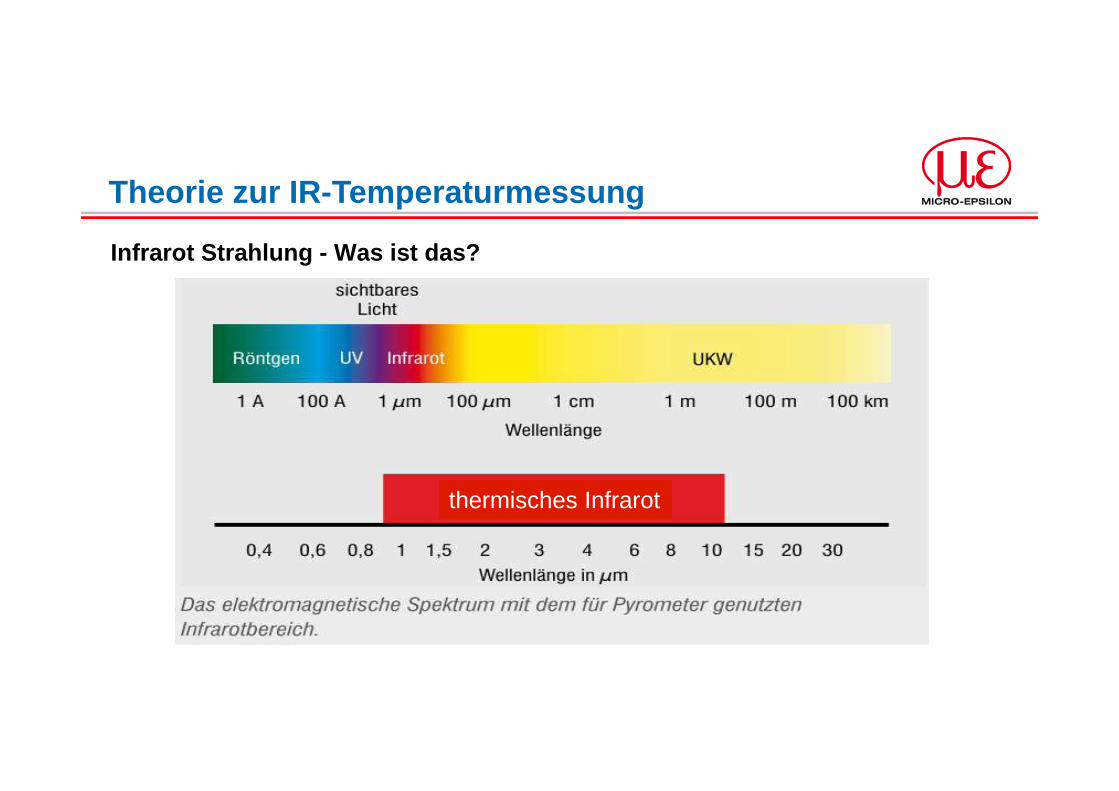
Infrarot Strahlung - Was ist das?
thermisches Infrarot
Theorie zur IR -Temperaturmessung
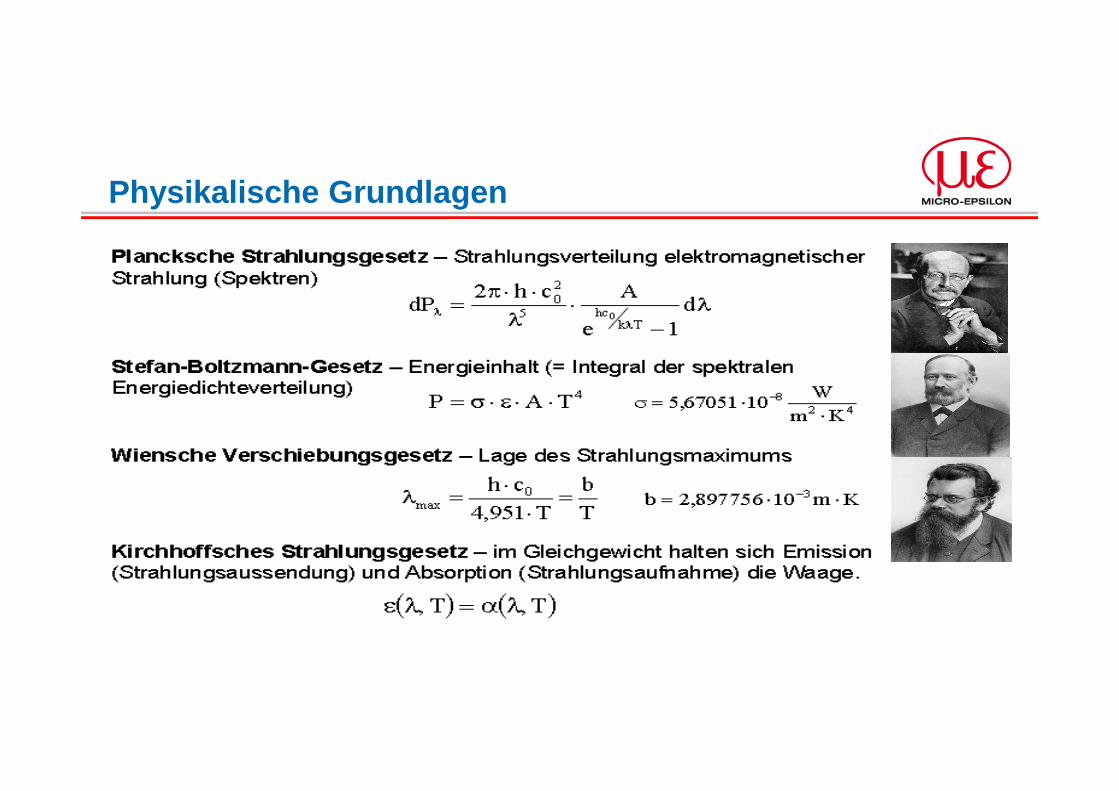
Physikalische Grundlagen

Grafische Darstellung der Strahlungsgesetze:
Gerade „Wiensche Verschiebungsgesetz“
Kurvenschar „PlankscheStrahlungsgesetz“
Physikalische Grundlagen

Emission – (Absorption) – Reflexion – Transmission
Objekt
ρ
τ
ε
Umgebung
UE = Emissionsquellefür „durchgelassene“Strahlung
Emission = Absorption
E
ε + ρ + τ = 1ε = Emissionρ = Reflexionτ = Transmission
Messprinzip

Eigenschaften der IR Temperaturmessung
� Infrarot Abstrahlung wird zur Messungherangezogen
� Berührungslose Messung
� Messung ist aus der Entfernung und beischlechter Zugänglichkeit möglich
� Hohe Ansprechdynamik im Vergleich zuThermoelementen (bis 1ms)
� Sehr kleine Messobjekte sind messbar
� IR Kameras haben hohe „räumliche Temperaturauflösung“
Objekt
ρ
τ
ε
Umgebung
U
E
ε + ρ + τ = 1ε = Emissionρ = Reflexionτ = Transmission
Infrarot Temperatursensoren / Kameras
Begriffserklärung:
AbsorptionStrahlungsenergie wird von Materie aufgenommen.
EmissionAussendung von Strahlungsenergie.
ReflexionStrahlung wird vollständig oder teilweise von einer Oberfläche zurückgeworfen.
TransmissionGibt die Durchlässigkeit eines Mediums für Strahlung an.
Diese vier Eigenschaften eines Körpers zu kennen is t für das Messen von Temperatur mit IR-Thermometer unerlässli ch.
Messprinzip
Berührungslose Temperaturmessung:
� IR-Sensor erfasst abgestrahlte Energie und lenkt diese auf einen oder mehrere Infrarot-Detektoren.
� Im Detektor wird die Strahlungsenergie der IR-Strahlung in elektrische Signaleumgewandelt.
� Aufgrund der Kalibrierung des Sensors und des eingestellten Emissionsgrades werden die Signale in Temperaturwerte umgerechnet.
Emissionsvermögen / Emissionsgrad:
Strahlungsenergie, die eine bestimmte Oberfläche abgibt im Vergleich zur theoretischen Strahlungsenergie eines schwarzen Strahlers derselben Temperatur (Wert zwischen 0,1 und 1).
Messprinzip
Bei festen, undurchlässigen Körpern, kann man in der Formel ε + ρ + τ = 1 die Transmission auf 0 setzen, somit
ε (Emission) + ρ (Reflexion) = 1
� Objekte mit hoher Emission sind gut für eine IR-Messung geeignet(z.B. Papier, Kunststoffe, Textilien und lackierte(!) Metalle)
� Objekte mit hoher Reflexion sind schwer zu messen(z.B. polierte und glänzende Metalle)
Messprinzip
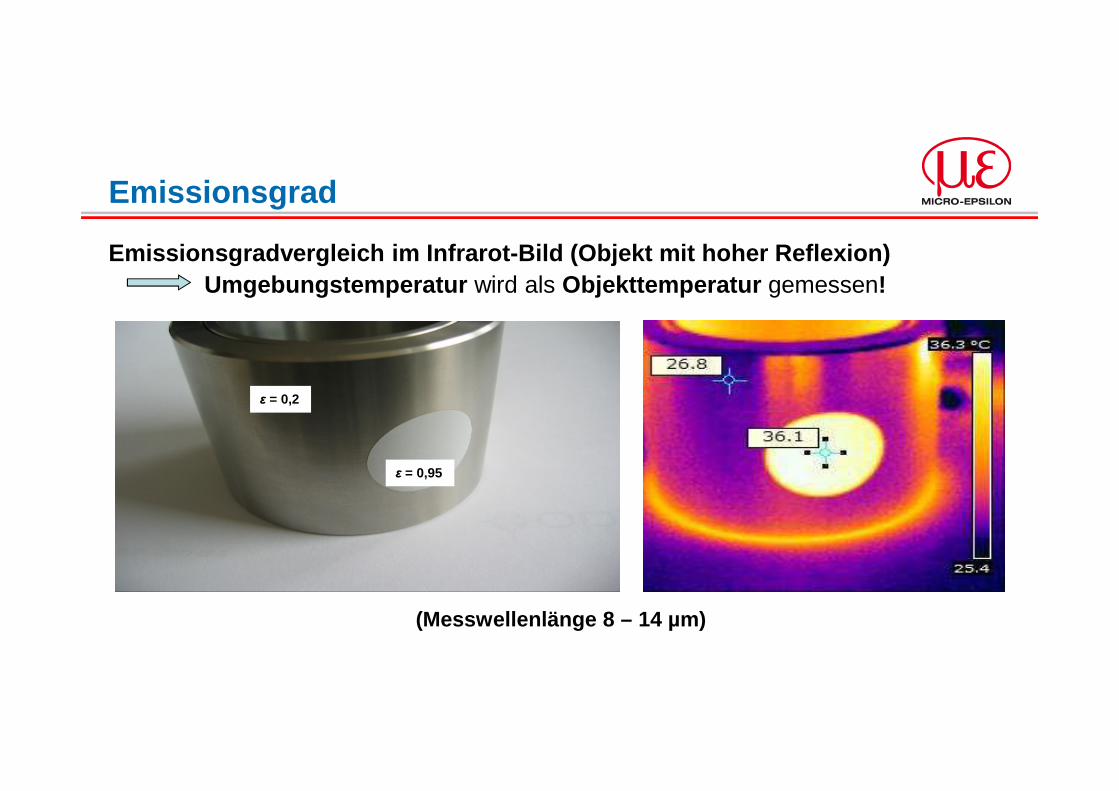
Emissionsgradvergleich im Infrarot-Bild (Objekt mit hoher Reflexion)Umgebungstemperatur wird als Objekttemperatur gemessen!
(Messwellenlänge 8 – 14 µm)
ε = 0,2
ε = 0,95
Emissionsgrad

Punktsensoren thermoMETER� Großer Temperaturmessbereich von -50°C bis 2200°C
� Messfleck ab 0,45 mm
� Temperaturbeständigkeit der Sensoren bis zu 250°C
� Erfassungszeit ab 1 ms
� Analog- & Digitalausgänge
� Spezielle Serien für Glasproduktion, Metallproduktion und Keramikherstellung
� Messwellenlängen0,525 / 1 / 1,6 / 2,3 / 5,0 / 8 - 14µm
Infrarot-Temperatursensoren

Miniaturisierte Wärmebildkameras mit USB-Schnittste lle� Messbereich von -20°C bis 1500°C
� Exzellente thermische Empfindlichkeit (NETD) bis 0,04K
� Austauschbare Objektive
� Echtzeit-Thermographie bis 128 Hz Bildfrequenz
� Versorgung und Betrieb über USB
Auflösung max. 640 x 480 PixelGewicht 195 g Schutzart IP67
thermo IMAGER TIM160 | 200 | 400/450 | 640

Temperaturmessung an Lötstellen Aushärteprozesse
Anwendungen für thermo METER
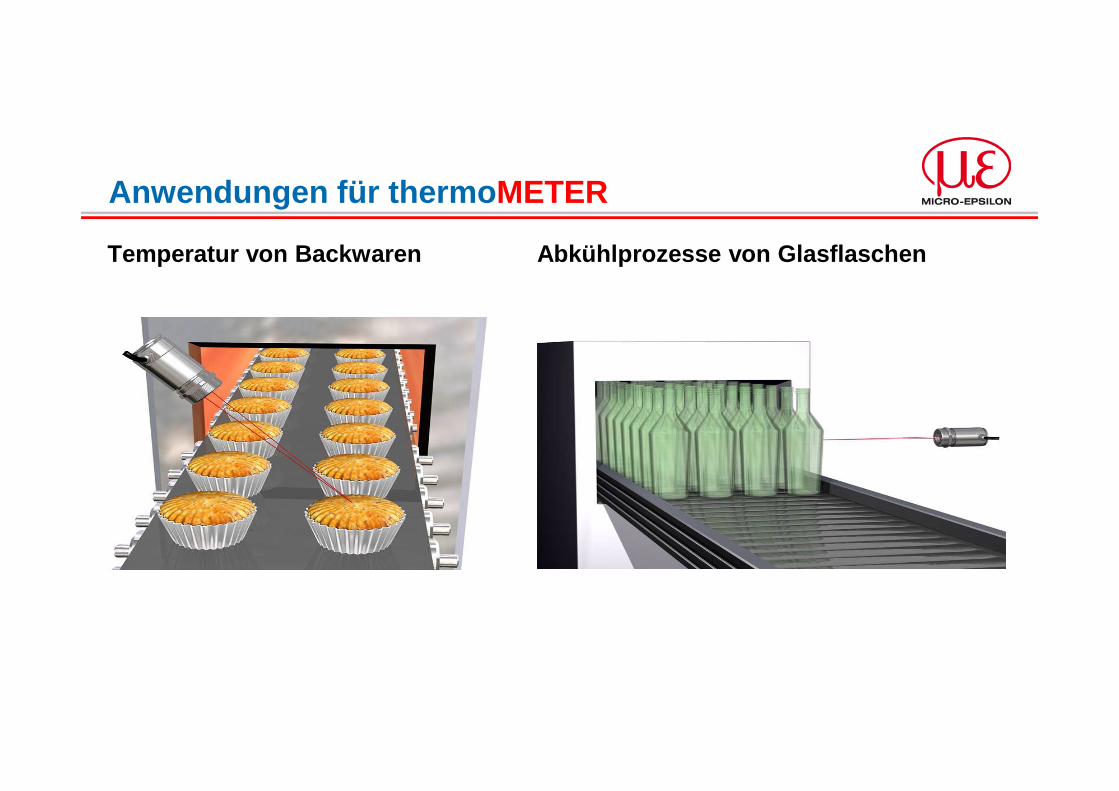
Temperatur von Backwaren Abkühlprozesse von Glasflasc hen
Anwendungen für thermo METER

TIM 160 TIM 400/640
thermo IMAGER
color SENSOR color CONTROL
Überwachungsverfahren beim Spritzguss:
Status quo:� Optische Bildverarbeitungssysteme� Gewichtserfassung � Werkzeug Innendruckmessung � Temperaturerfassung im Werkzeug � Überwachung von Temperiermitteltemperatur
und Durchfluss � Überwachung der Maschinenparameter
(Drücke, Temperaturen, Zeiten, Kräfte)
Neu:� Inline Thermografie mould CONTROL System� Inline Farbmessung color CONTROL
Inline Verfahren zur Qualitätsüberwachung

+ =>Was sagt uns das Bild ?Lackierter Tankdeckel
Motivation für einen IR -Kamera Einsatz

Design / Optimierung von Werkzeugen Erstmuster/ Produktionsfreigabe Serienproduktion
Schwachstellen vorhandener Bauteile erkennen und ggf. Werkzeuge optimieren
Sollzustand dokumentierenFreigabe von Neuwerkzeugenoder Produktneuanlauf
Fehler erkennen und beseitigen im Rahmen einer 100% Kontrolle
mould CONTROL
Offline
Inline
Wärmebilder beim Spritzguss: Offline zu Inline

Blockschaltbild vom mould CONTROL

Sollwert(z.B. bei
Bauteilfreigabe)
Istwert(aktueller Schuss)
Abweichung zu der Referenz visuell dargestellt / Grundlage für Q-Gate
Inline Thermografie mit mould CONTROL

Nutzung vorhandener Hardware:� Entnahmesysteme bieten optimale
Möglichkeiten zur Positionierung voreiner Wärmebildkamera
� Kostengünstige und schnelle Einbindungin vorhandene Entnahmesysteme / Maschinensteuerung => Digital I/O
Voraussetzungen für exakte Messungen� Nur exakt eingehaltene Zeitfenster ermöglichen vergleichbare Messungen � Eine Positionierung ist notwendig (Korrektur per „best fit“ Algorithmus)
• Greifer-Gestaltung • Anfahren der Messposition(en) • Bauteil muss formstabil sein
mould CONTROL Rahmenbedingungen
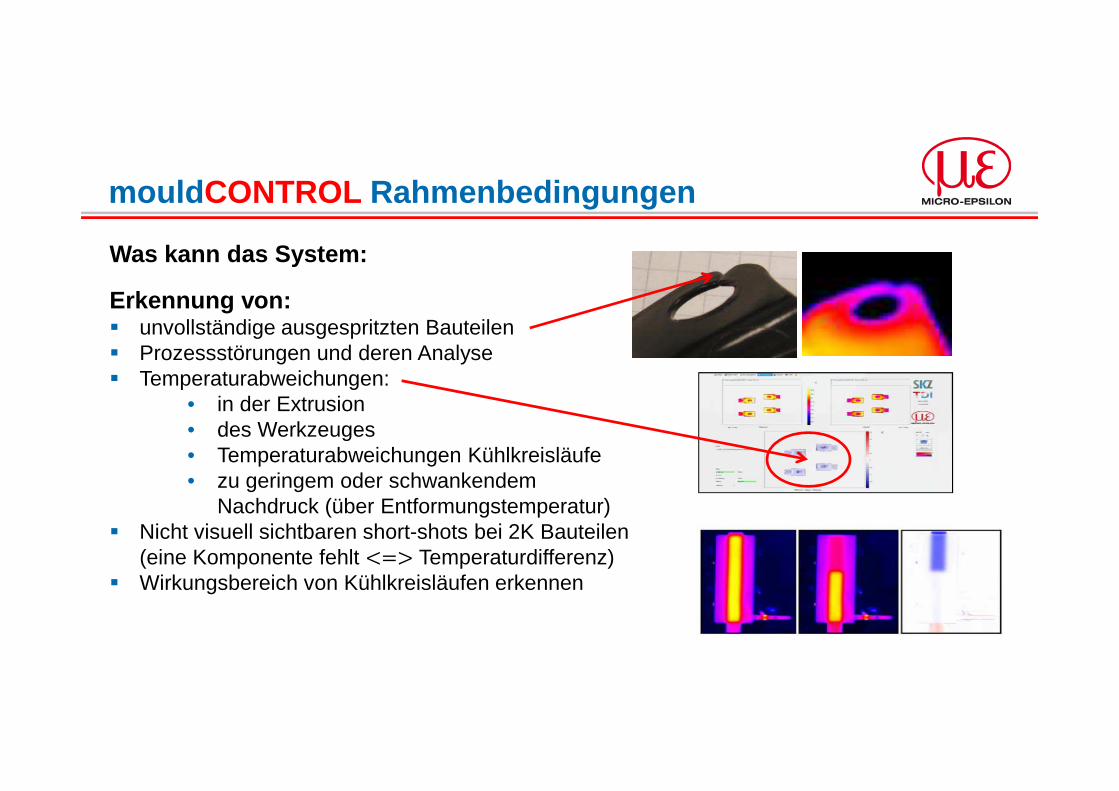
Was kann das System:
Erkennung von:� unvollständige ausgespritzten Bauteilen� Prozessstörungen und deren Analyse� Temperaturabweichungen:
• in der Extrusion• des Werkzeuges• Temperaturabweichungen Kühlkreisläufe• zu geringem oder schwankendem
Nachdruck (über Entformungstemperatur)� Nicht visuell sichtbaren short-shots bei 2K Bauteilen
(eine Komponente fehlt <=> Temperaturdifferenz)� Wirkungsbereich von Kühlkreisläufen erkennen
mould CONTROL Rahmenbedingungen
Vorteile des Systems:
� 100% Kontrolle von jedem produzierten Bauteil in der Anlage� „360° Kontrolle über bis zu 6 Ansichten eines Bauteils� Kein Kontrastproblem bei schwarzen und dunkelgrauen Prüflingen� Werkzeuge präziser und schnelle anfahren => weniger Anfahrausschuss� Optimierte Werkzeugtemperatureinstellung => weniger Ausschuss, höher Qualität� Geplante Werkzeugwartung anstelle ungeplanter
Reparaturen => weniger Ausschuss� Fehlerkosten reduzieren
=> frühe Fehlererkennung spart Kosten� Potentiale für kürzere Zykluszeiten finden und
realisieren => höhere Produktivität
mould CONTROL Qualitätsüberwachung
28
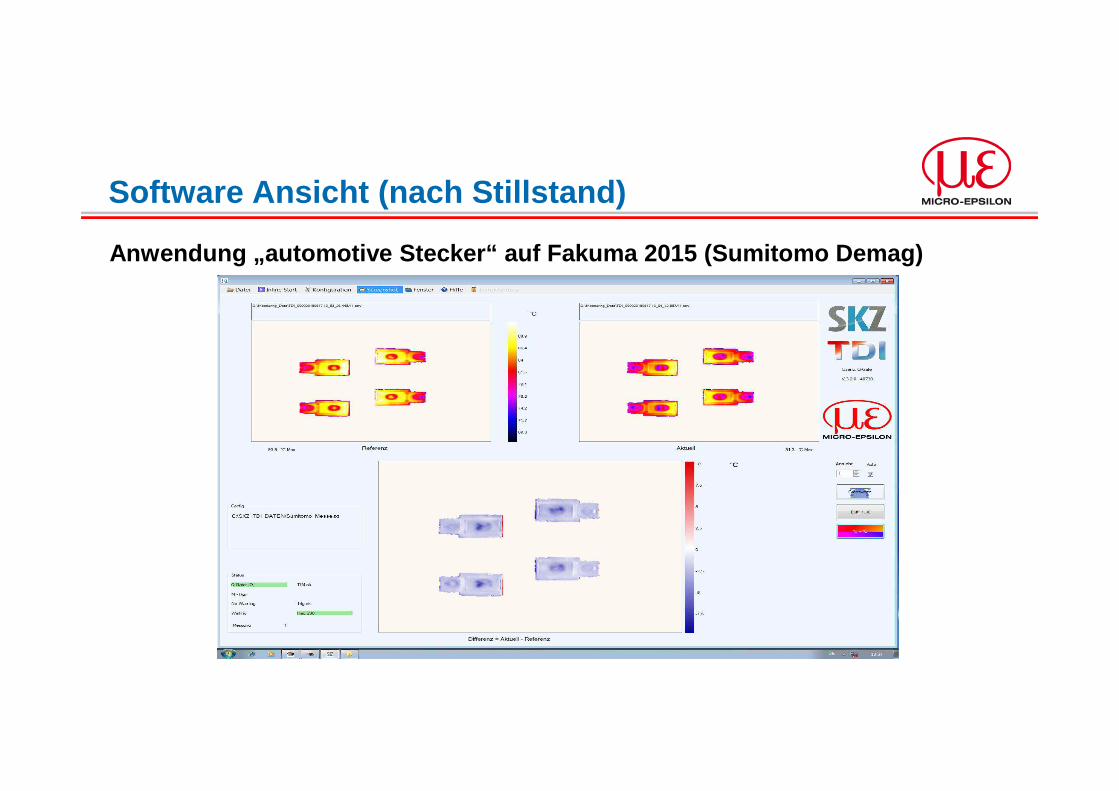
Software Ansicht (nach Stillstand)
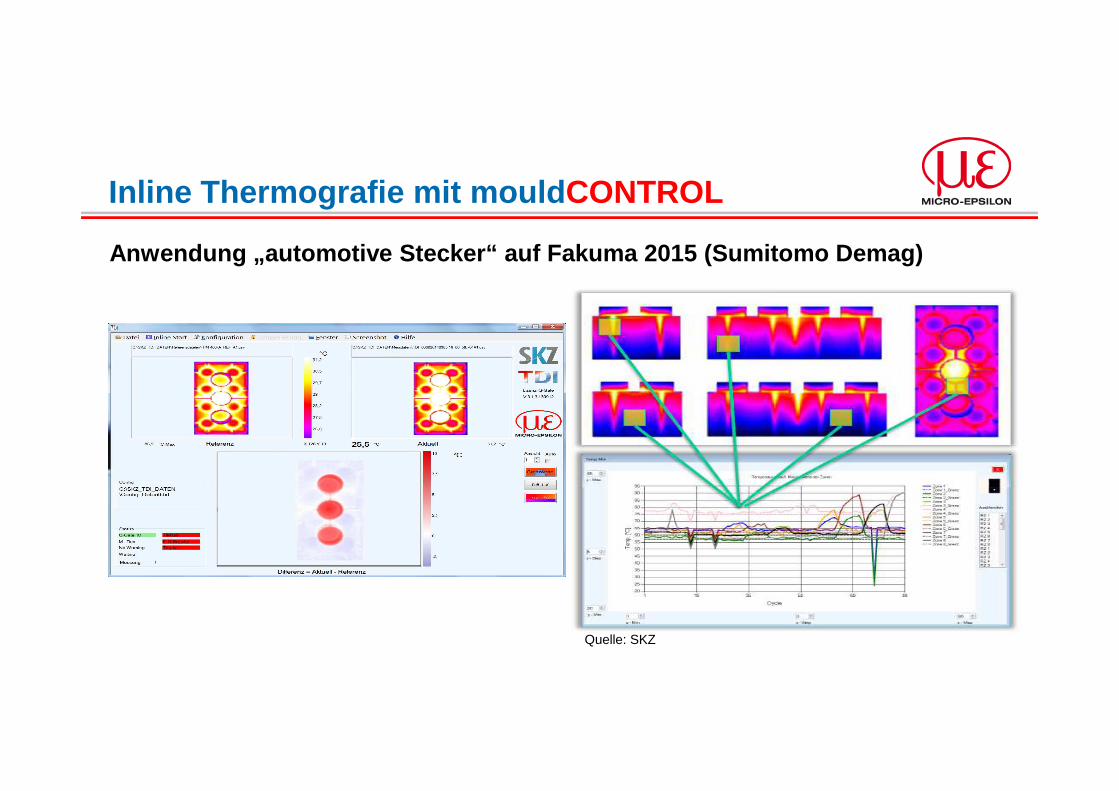
Anwendung „automotive Stecker“ auf Fakuma 2015 (Sumitom o Demag)
29
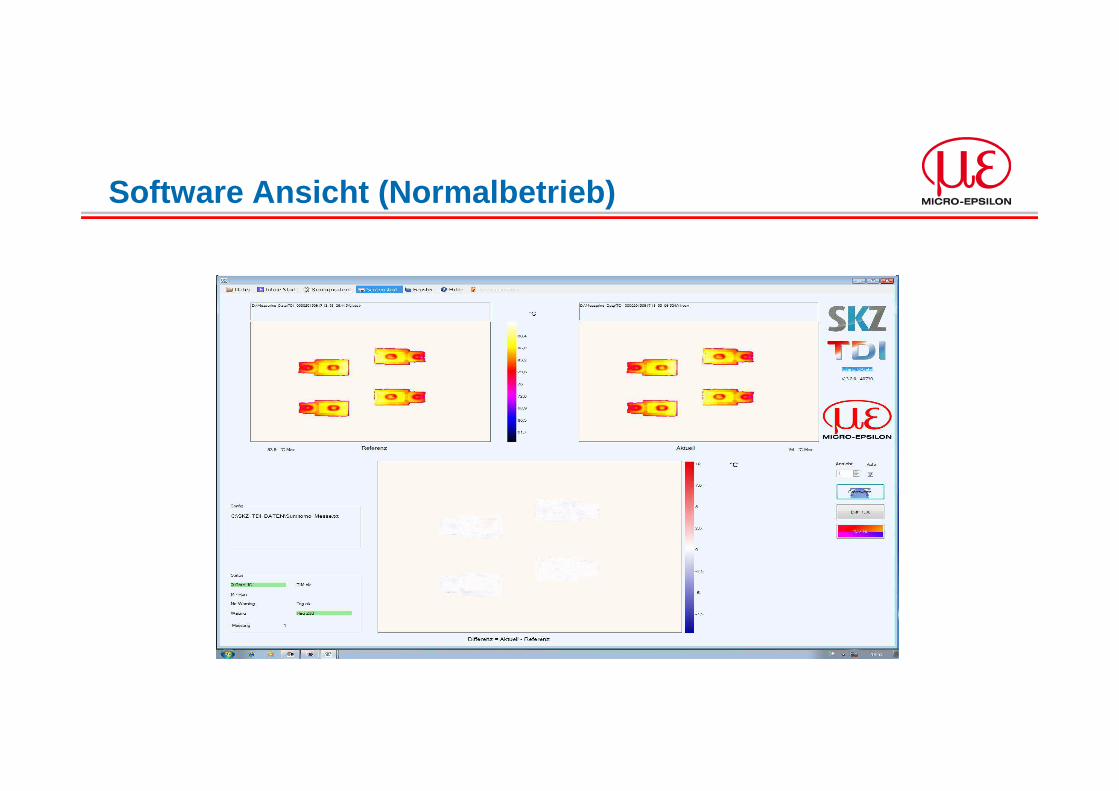
Software Ansicht (Normalbetrieb)
Quelle: SKZ
Inline Thermografie mit mould CONTROL
Anwendung „automotive Stecker“ auf Fakuma 2015 (Sumitom o Demag)

� Erkennung von visuell nicht sichtbarenshort-shots
� Ausschleusen defekter Bauteile
Referenz
Quelle: Versuchsreihe SKZ
Prozessüberwachung bei 2K Bauteilen
Berührungslose Wegsensoren
2D/3D MesstechnikOberflächeninspektion
Mess- und Prüfanlagen
Infrarot-Temperatur-Messtechnik Farbsensoren
BerührendeWegsensoren
Produktbereiche

Bedeutung der Farbe
Farbe steht für Unternehmens- und Produktidentität

Farbharmonie, Produkte aus verschiedenen Komponente n
Bedeutung der Farbe

Bedeutung der Farbe
Warum ist die Farbmessung wichtig?
� Unterschiedliches Farbempfinden(Alter, Geschlecht, Tagesform)
� Fehlende „Farbskala“(Beschreibung oder Kommunikation unmöglich)
� Kein Erinnerungsvermögen für Farben
� Farbenblindheit eines kleinen Teils der Bevölkerung(2 % männlich, 0,01 % weiblich)
Kontrolle des Farbsehens mit Isahara Tafeln
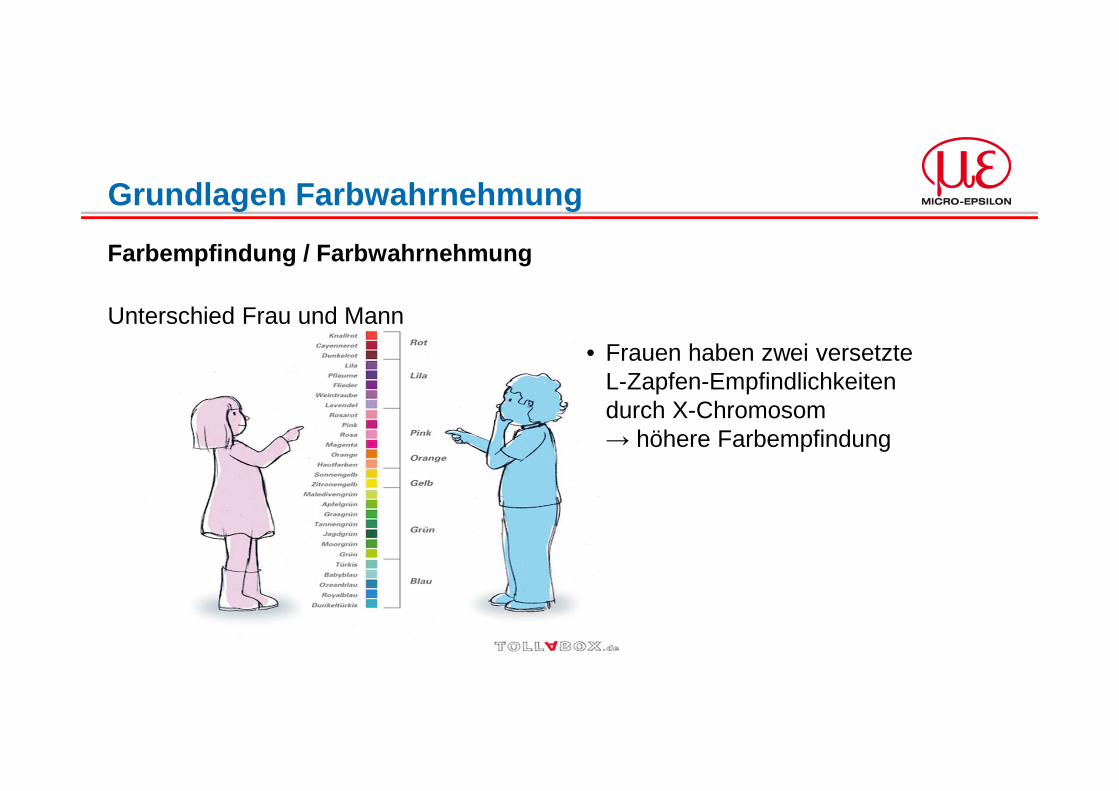
Farbempfindung / Farbwahrnehmung
Unterschied Frau und Mann
• Frauen haben zwei versetzte L-Zapfen-Empfindlichkeiten durch X-Chromosom→ höhere Farbempfindung
Grundlagen Farbwahrnehmung
Farbe weckt Empfindungen
Begriff Messung: Bewertung einer physikalischen Größe
Länge l in Meter [m]
Masse m in Kilogramm [kg]
Rauminhalt in Kubikdezimeter oder Liter [l = dm³]
Farbeindruck …?
Bedeutung der Farbe
Grundlagen Farbwahrnehmung
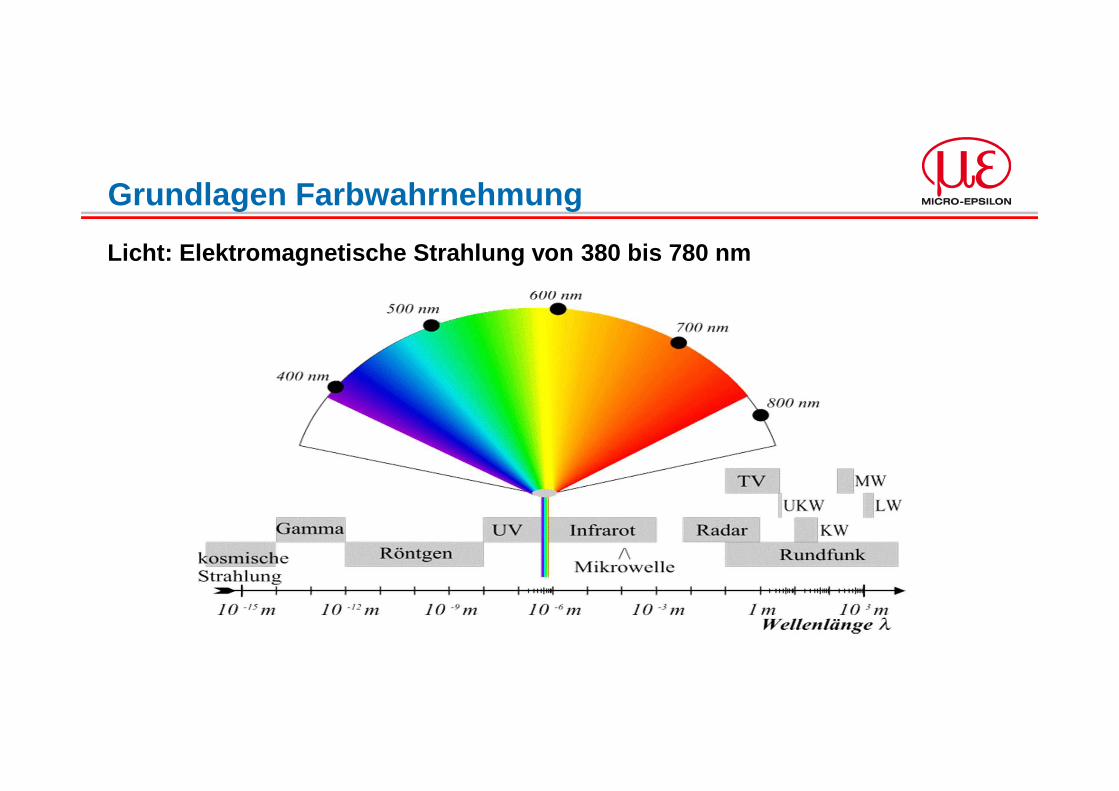
Licht: Elektromagnetische Strahlung von 380 bis 780 nm
Lichtquelle Beobachter
Objekt
ρ
α
τ
β
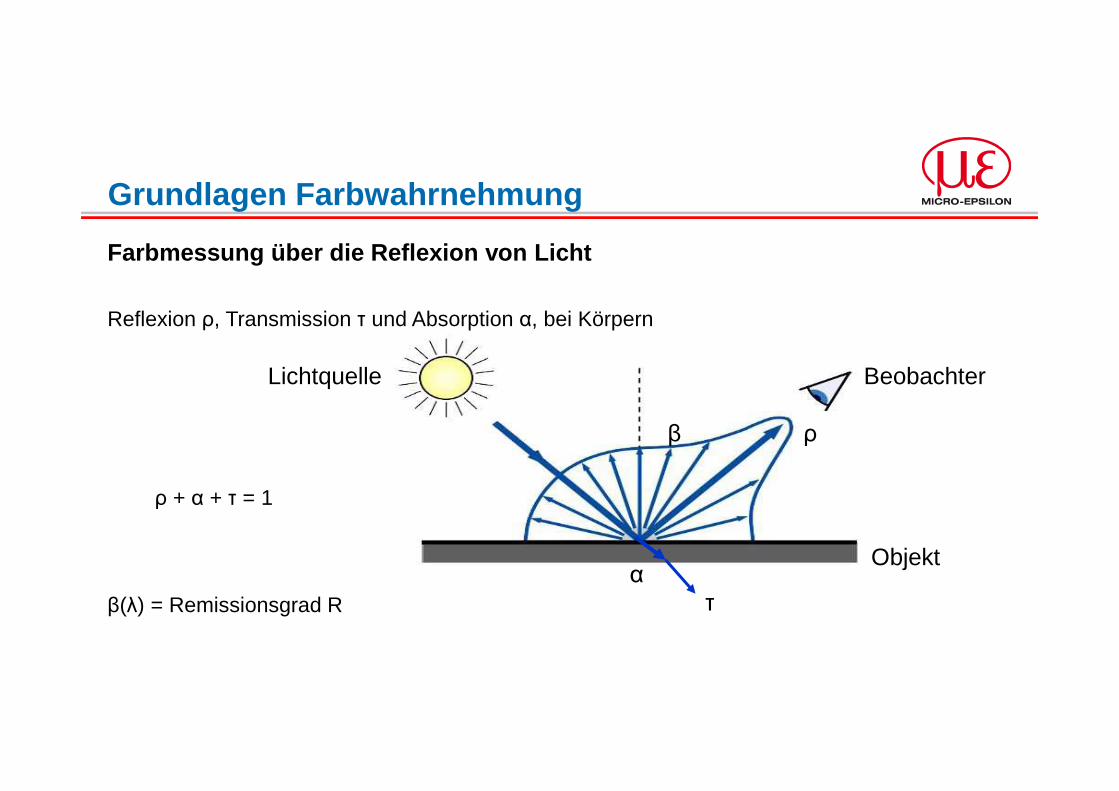
Farbmessung über die Reflexion von Licht
Reflexion ρ, Transmission τ und Absorption α, bei Körpern
ρ + α + τ = 1
β(λ) = Remissionsgrad R
Grundlagen Farbwahrnehmung
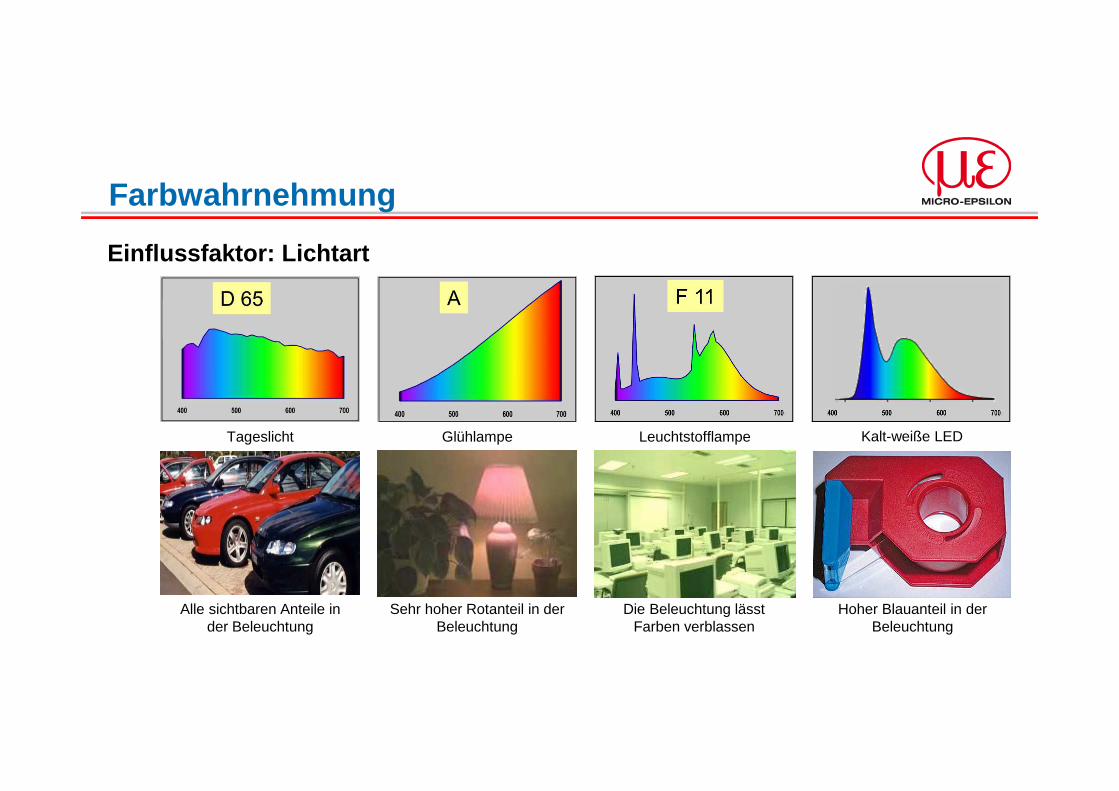
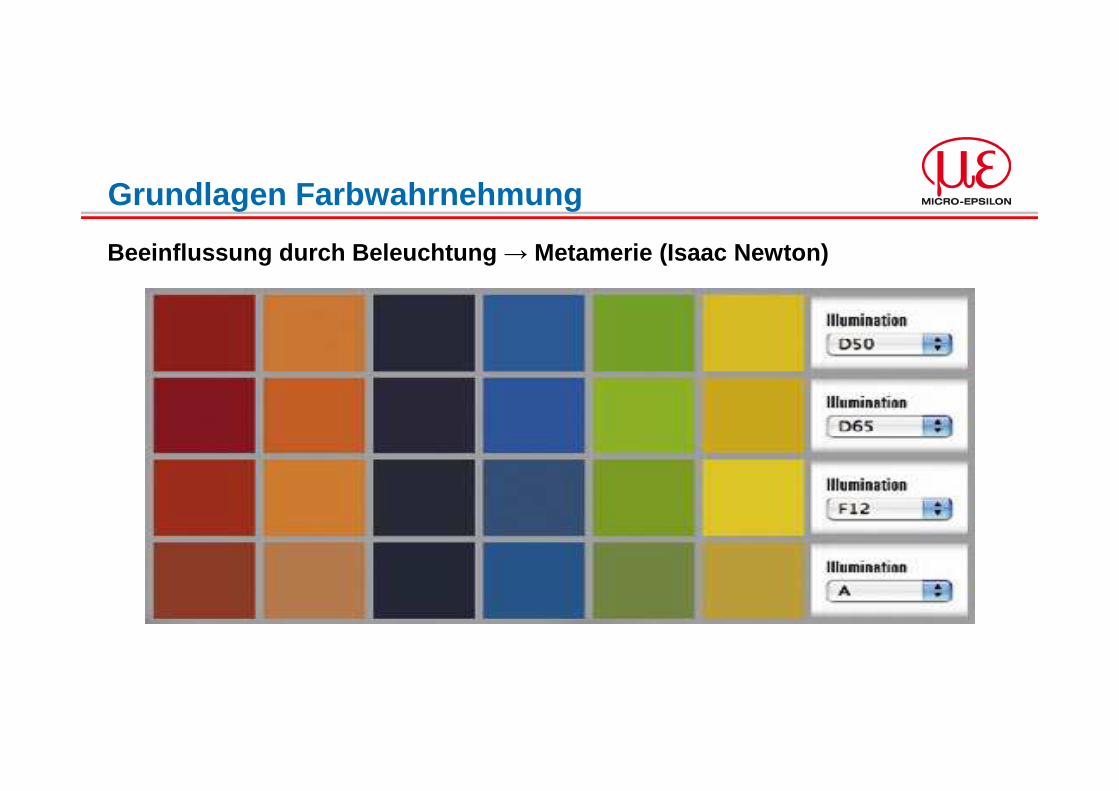
Einflussfaktor: Lichtart
Farbwahrnehmung
Alle sichtbaren Anteile in der Beleuchtung
Sehr hoher Rotanteil in der Beleuchtung
Die Beleuchtung lässt Farben verblassen
Tageslicht Glühlampe Leuchtstofflampe Kalt-weiße LED
Hoher Blauanteil in der Beleuchtung
Grundlagen Farbwahrnehmung
Beeinflussung durch Beleuchtung → Metamerie (Isaac Newton)

Einflussfaktor: Hintergrund (Kontrast)
Farbwahrnehmung
Physikalische Grundlagen
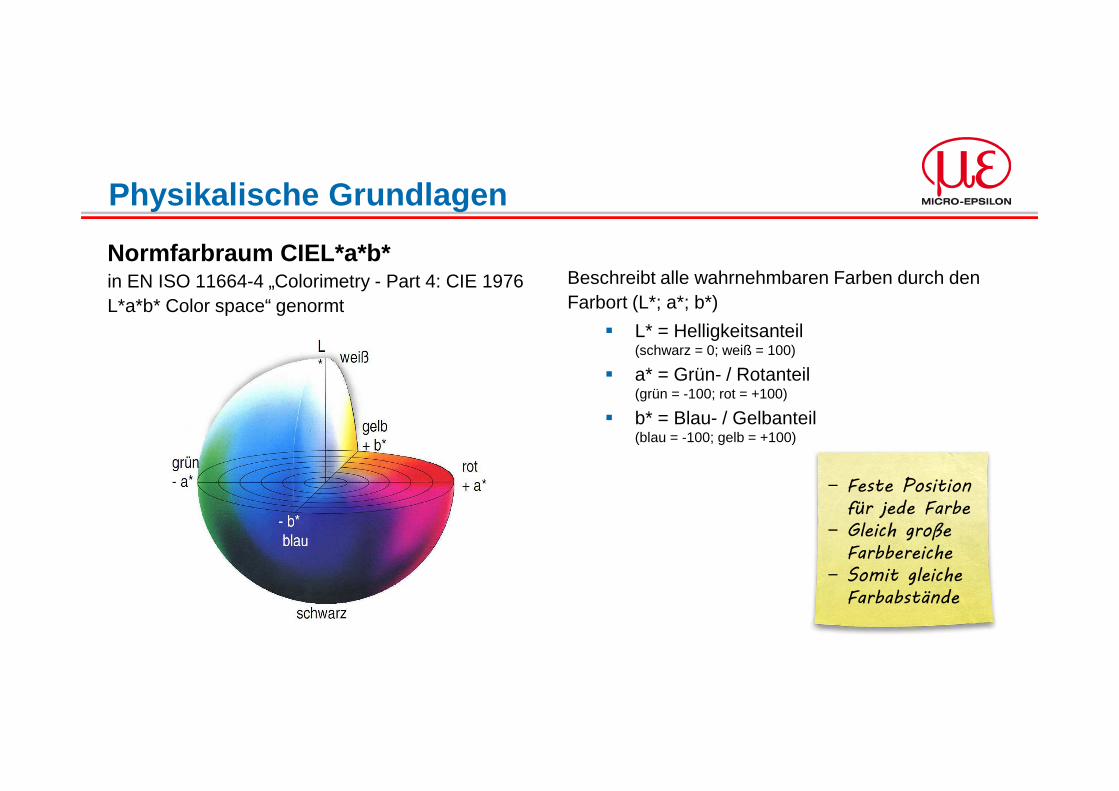
Normfarbraum CIEL*a*b*in EN ISO 11664-4 „Colorimetry - Part 4: CIE 1976 L*a*b* Color space“ genormt
Beschreibt alle wahrnehmbaren Farben durch den Farbort (L*; a*; b*)
� L* = Helligkeitsanteil (schwarz = 0; weiß = 100)
� a* = Grün- / Rotanteil (grün = -100; rot = +100)
� b* = Blau- / Gelbanteil (blau = -100; gelb = +100)
− Feste Position für jede Farbe
− Gleich große Farbbereiche
− Somit gleiche Farbabstände
Physikalische Grundlagen
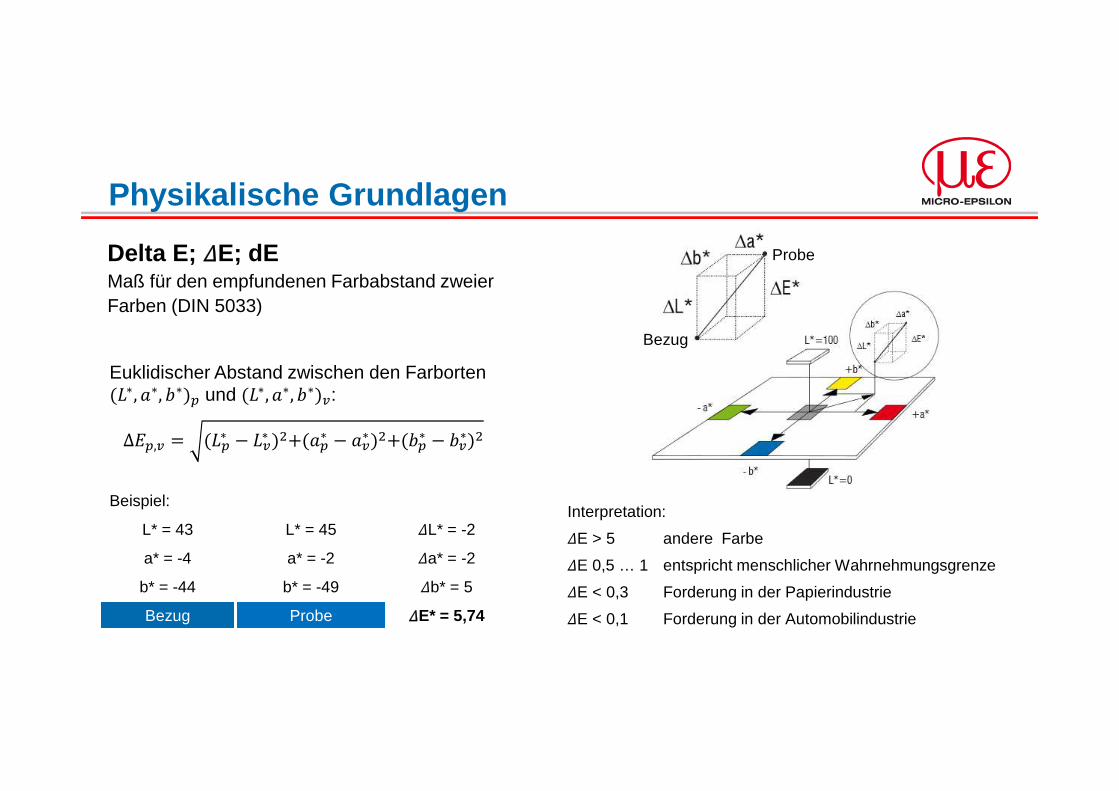
Delta E; �E; dEMaß für den empfundenen Farbabstand zweier Farben (DIN 5033)
Interpretation:
�E > 5 andere Farbe
�E 0,5 … 1 entspricht menschlicher Wahrnehmungsgrenze
�E < 0,3 Forderung in der Papierindustrie
�E < 0,1 Forderung in der Automobilindustrie
Euklidischer Abstand zwischen den Farborten (�∗, ∗, ∗)� und (�∗, ∗, ∗) :
∆��, = (��∗ − �
∗ )�+(�∗ −
∗)�+(�∗ −
∗)�
Beispiel:
L* = 43 L* = 45 �L* = -2
a* = -4 a* = -2 �a* = -2
b* = -44 b* = -49 �b* = 5
Bezug Probe �E* = 5,74
Bezug
Probe

Messprinzip
DreibereichsverfahrenFarbfilter unterteilt empfangenes Lichtspektrum in drei Farbbereiche: kurz- (X), mittel- (Y) und langwellig (Z)
Vorteile� Große Detektorflächen
� Geringes Rauschen und hohe Messfrequenzen bis 30 kHz
� Preiswert
Nachteile� Nur eine Kombination aus Lichtart und Beobachter
� Unkalibriert (Abweichungen zu gleichen Sensortypen)
� Prüfgenauigkeit: �E > 0,5
X
Numerische WerteNormfarbwerte X, Y, Z
�(�) Sensor
�(�) Sensor
�(�) Sensor
X
Y
Z
Mess-empfänger
Rechner
Objekt
Beleuchtung
Wellenlänge (nm)
Augenempfindlichkeitskurven / Spektralwertfunktione n
Messprinzip
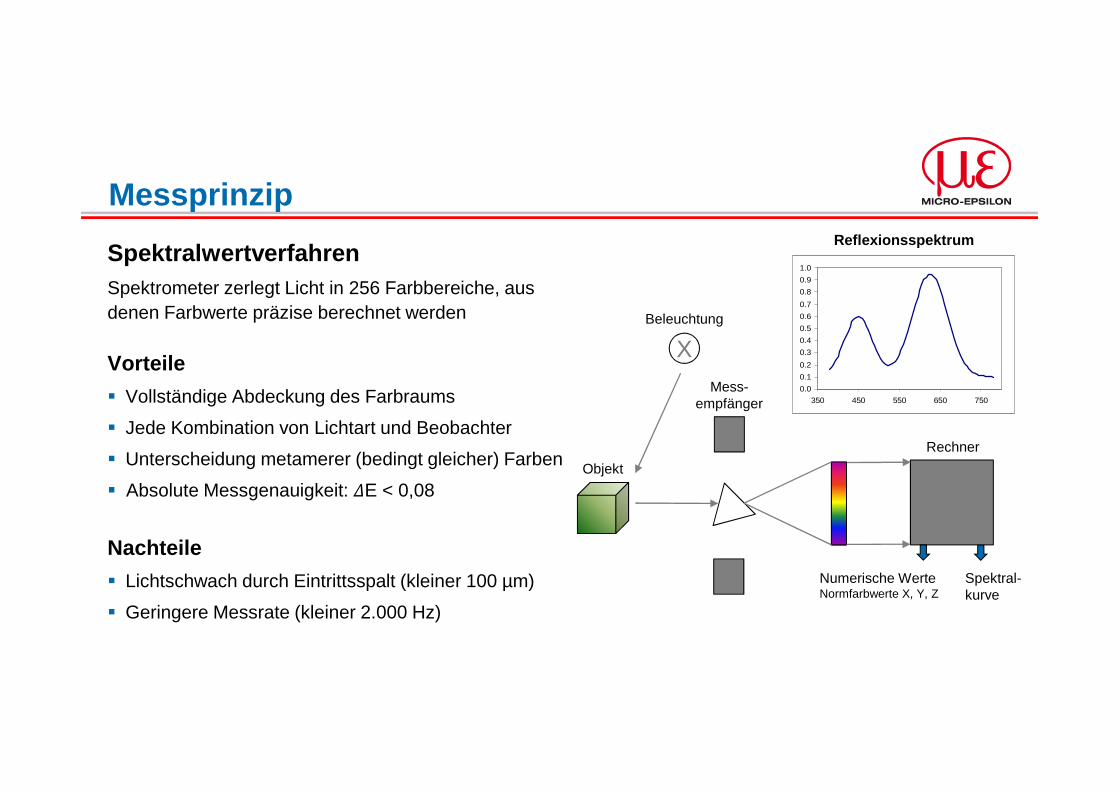
SpektralwertverfahrenSpektrometer zerlegt Licht in 256 Farbbereiche, aus denen Farbwerte präzise berechnet werden
Vorteile
� Vollständige Abdeckung des Farbraums
� Jede Kombination von Lichtart und Beobachter
� Unterscheidung metamerer (bedingt gleicher) Farben
� Absolute Messgenauigkeit: �E < 0,08
Nachteile
� Lichtschwach durch Eintrittsspalt (kleiner 100 µm)
� Geringere Messrate (kleiner 2.000 Hz)
X
Numerische WerteNormfarbwerte X, Y, Z
Spektral-kurve
Mess-empfänger
Rechner
Objekt
Beleuchtung
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
350 450 550 650 750
Reflexionsspektrum

Industrielle Farbsensoren
Präzise Farbsensoren für industrielle Messaufgaben
color SENSOR CFO100
� Hohe Genauigkeit ∆E ≤ 0,5
� Präzise und schnelle Messungen auch auf schwach reflektierenden Oberflächen
� Intuitive Bedienung und Konfiguration über Tasten
� Kundenspezifische Lichtleiter bereits ab 1 Stück
Neuheit
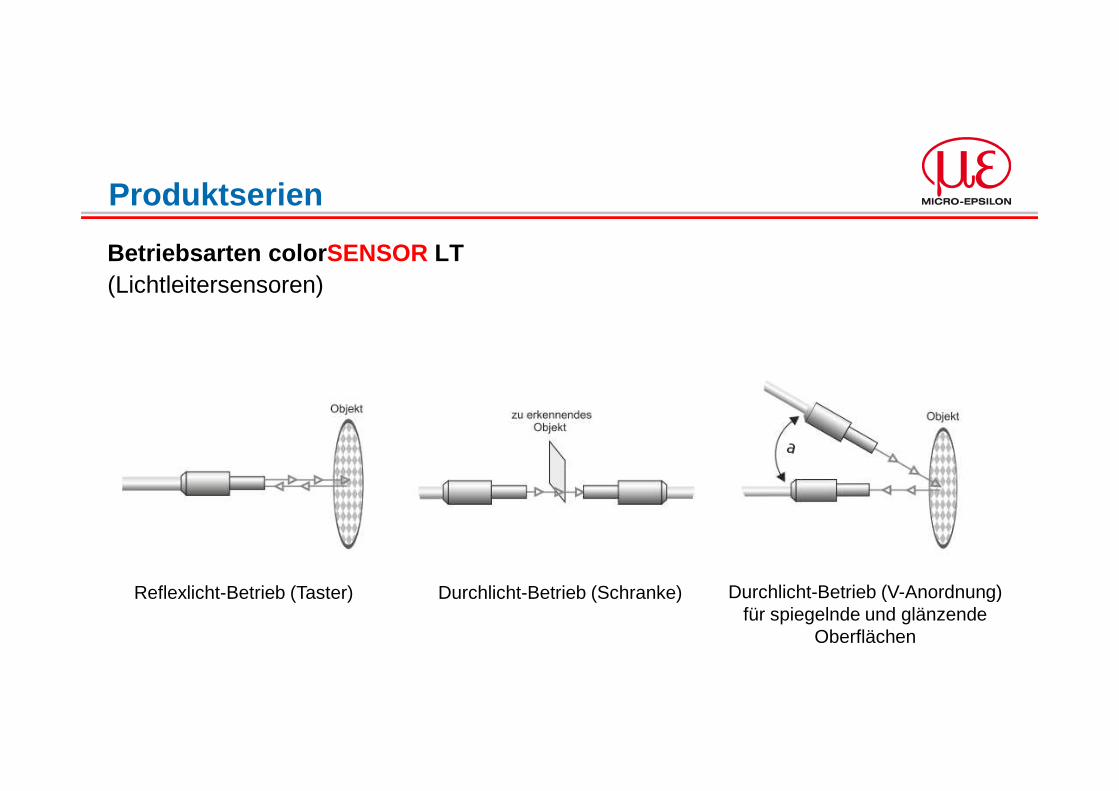
Betriebsarten color SENSOR LT (Lichtleitersensoren)
Produktserien
Reflexlicht-Betrieb (Taster) Durchlicht-Betrieb (Schranke) Durchlicht-Betrieb (V-Anordnung)für spiegelnde und glänzende
Oberflächen

Hochauflösende Farbsensoren
Inline-Farbmesssystem für industrielle Messaufgaben
color CONTROL ACS7000
� Inline-Farbmessung: 25 Hz - 2000 Hz
� Berührungsloses Messen
� Messgenauigkeit ∆E ≤ 0,08
� Ethernet/EtherCAT, RS422, Digital I/O
� Webbrowser-Bedienung
� Sensoren für gekrümmte, spiegelnde und transparente Messobjekte
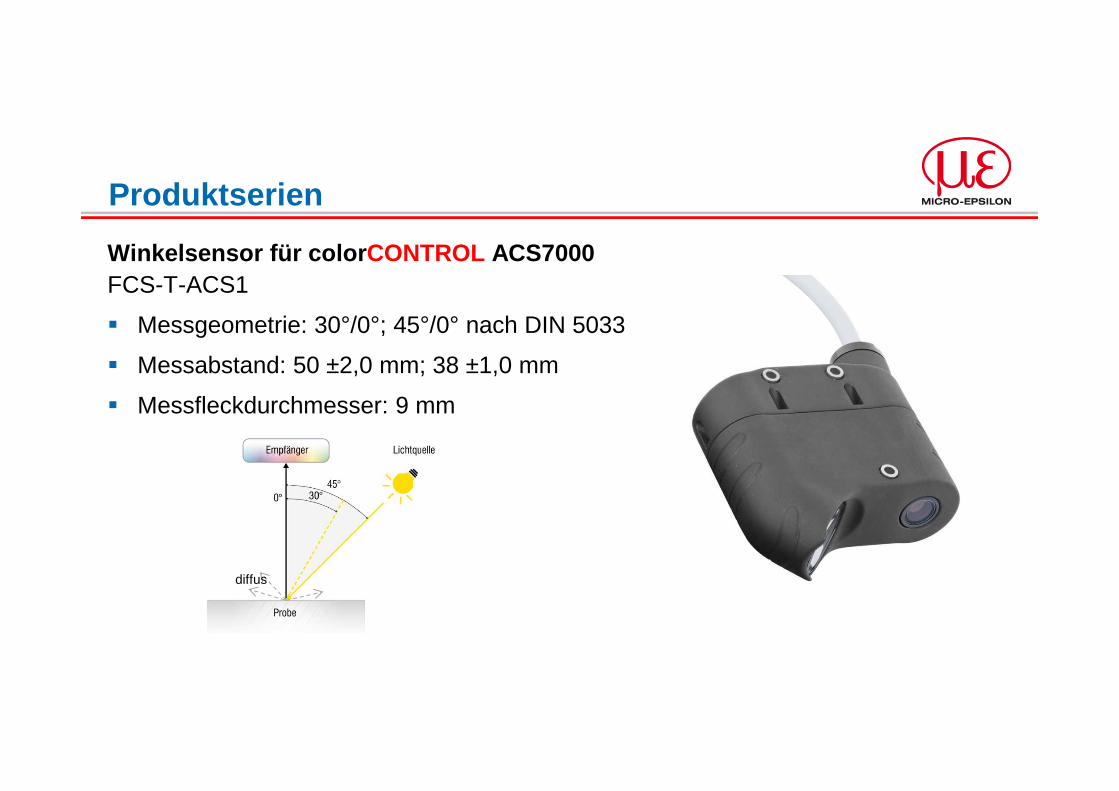
Winkelsensor für color CONTROL ACS7000 FCS-T-ACS1
� Messgeometrie: 30°/0°; 45°/0° nach DIN 5033
� Messabstand: 50 ±2,0 mm; 38 ±1,0 mm
� Messfleckdurchmesser: 9 mm
Produktserien
diffus

Ringsensor für color CONTROL ACS7000 FCS-T-ACS2
� Zur Messung von strukturierten, hochreflektierenden und metallisch glänzenden Oberflächen
� Messfleckdurchmesser: 3x2 mm, 5 mm, 9 mm
� Messabstand: 28 ±1,0 mm
Produktserien
diffus
Rundum-beleuchtung minimiert
Struktureinfluss der Oberfläche!
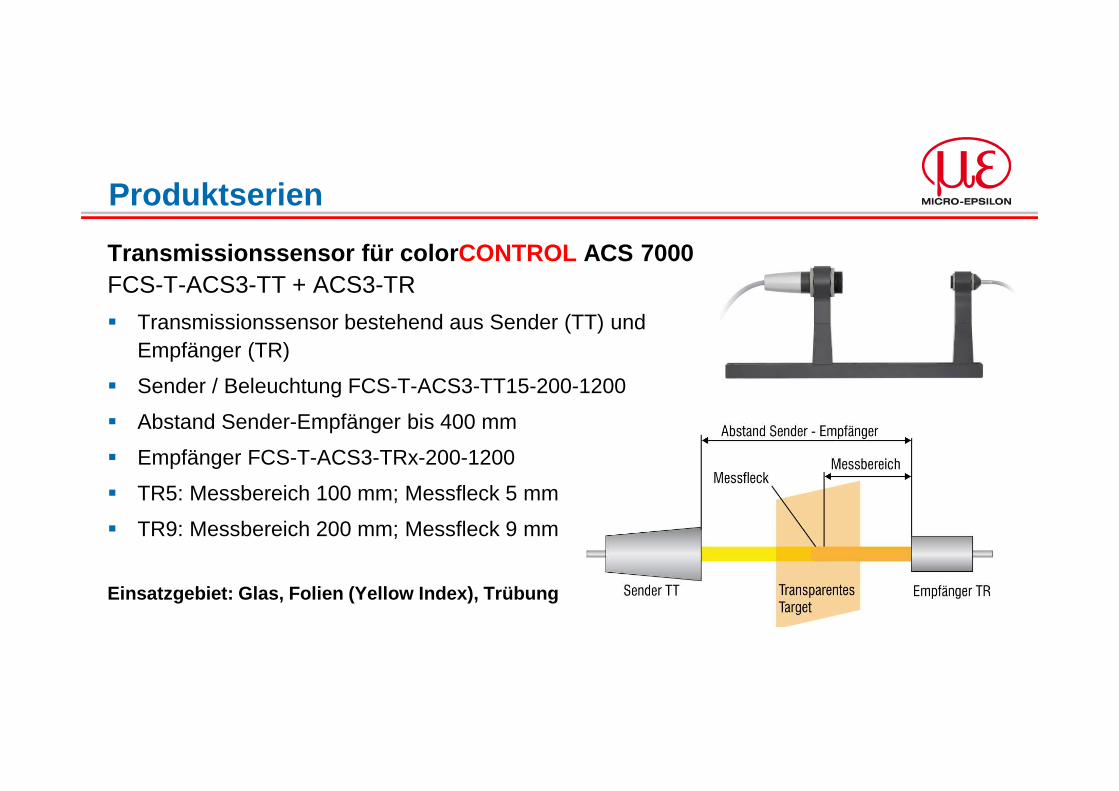
Transmissionssensor für color CONTROL ACS 7000 FCS-T-ACS3-TT + ACS3-TR
� Transmissionssensor bestehend aus Sender (TT) und Empfänger (TR)
� Sender / Beleuchtung FCS-T-ACS3-TT15-200-1200
� Abstand Sender-Empfänger bis 400 mm
� Empfänger FCS-T-ACS3-TRx-200-1200
� TR5: Messbereich 100 mm; Messfleck 5 mm
� TR9: Messbereich 200 mm; Messfleck 9 mm
Einsatzgebiet: Glas, Folien (Yellow Index), Trübung von Flüssigkeiten
Produktserien

Anwendungen
Galvanik-Beschichtungen
LEDs
Displays
Kabelisolierungen
Farbmarken
Farbcodes
Kosmetika
Kunststoffe
Blut
Zahnersatz
LEDs/Anzeigen
Lacke
Druckfarben Textilien
Edelsteine/Schmuck
Etiketten
Schläuche
Glas
Verpackungen
Papier Banknoten
Granulate
Flüssigkeiten
Recycling
MöbelTabletten
PET-Flaschen
Medikamentendosen
Spielzeug
Getränkefarben
Lebensmittel
Metalle
KFZ

Anwendungen
Farbvergleich zwischen KFZ-Anbauteilen (Parksensor und Karosserie)
� Messobjekt: lackierte, glänzende, gekrümmte Oberfläche
� Abstand der KL-D-40 Fokusoptiken zum Messobjekt: 20 ±5 mm
� Messgenauigkeit: �E ≥ 0,8
� Betriebstemperatur: -10 ... +55 °C
� Gesamtes Farbspektrum der KFZ-Industrie

Anwendungen
Farb-Homogenitätsmessung an LED-Panel (RGB)
� Konstanter Messabstand: 20 mm
� Messgenauigkeit: �E < 0,1(Unterschied von �E = 0,5 mit dem Auge kaum erkennbar)
� Berührungslose Farbmessung
� SPS-Anbindung über Ethernet-Schnittstelle und Digitale I/Os

Anwendungen
Messung der Metallbandfarbe in der Produktion
� Schnelle Online-Messung in der Produktionslinie
� Berührungslose Farbmessung
� Messgenauigkeit: �E < 0,1
� Einfache Bedienbarkeit
� SPS-Anbindung über die Ethernet-Schnittstelle
Anwendungen
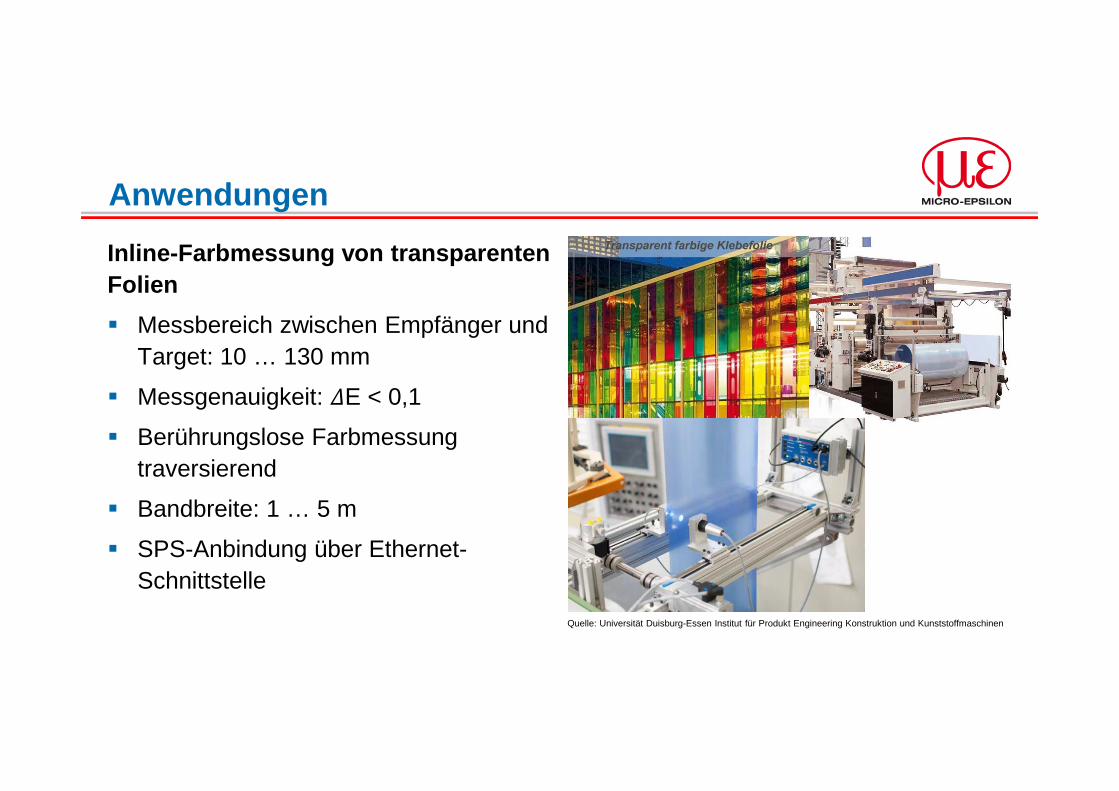
Inline-Farbmessung von transparenten Folien
� Messbereich zwischen Empfänger und Target: 10 … 130 mm
� Messgenauigkeit: �E < 0,1
� Berührungslose Farbmessung traversierend
� Bandbreite: 1 … 5 m
� SPS-Anbindung über Ethernet-Schnittstelle
Quelle: Universität Duisburg-Essen Institut für Produkt Engineering Konstruktion und Kunststoffmaschinen
Anwendungen
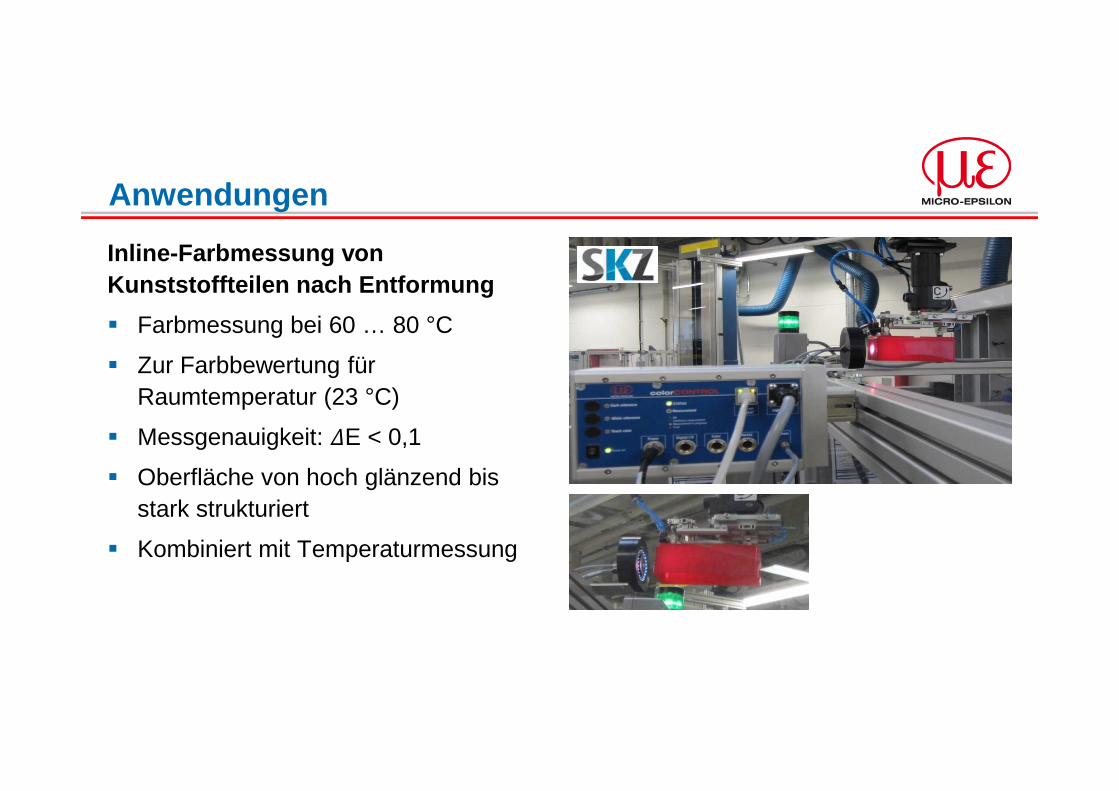
Inline-Farbmessung von Kunststoffteilen nach Entformung
� Farbmessung bei 60 … 80 °C
� Zur Farbbewertung für Raumtemperatur (23 °C)
� Messgenauigkeit: �E < 0,1
� Oberfläche von hoch glänzend bis stark strukturiert
� Kombiniert mit Temperaturmessung

Anwendungen
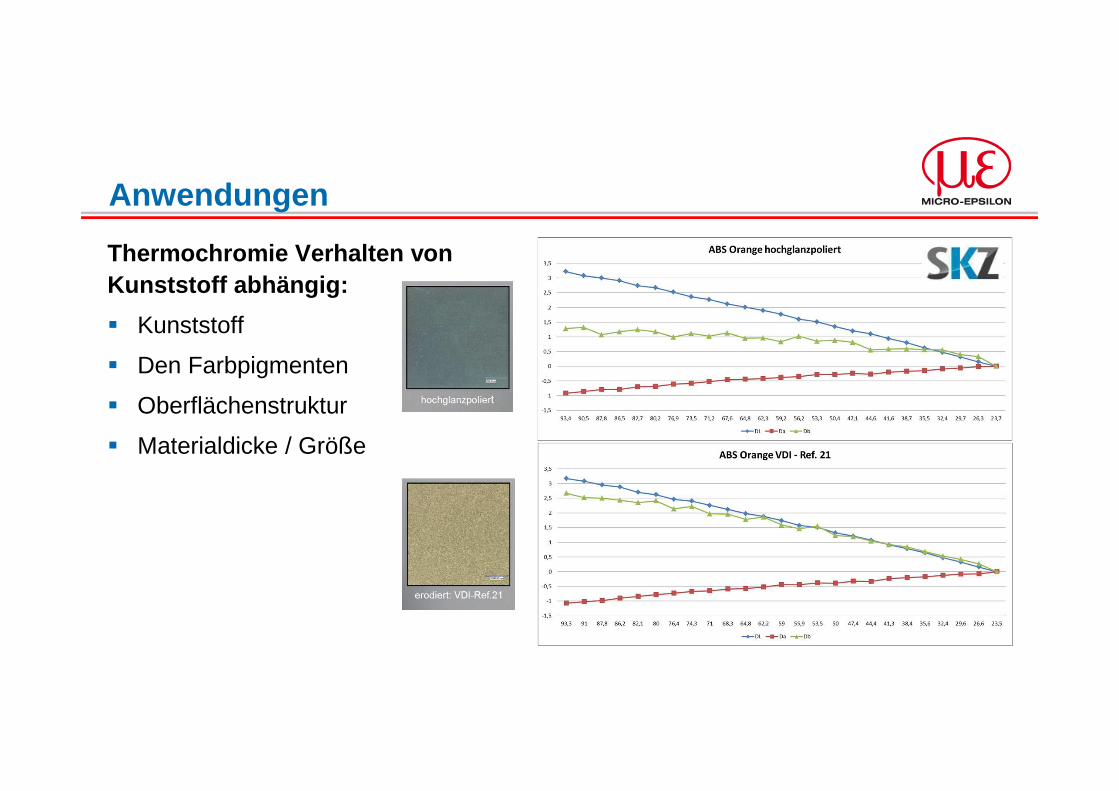
Thermochromie Verhalten von Kunststoff abhängig:
� Kunststoff
� Den Farbpigmenten
� Oberflächenstruktur
� Materialdicke / Größe
Anwendungen
Thermochromie Verhalten von Kunststoff abhängig:
� Kunststoff
� Den Farbpigmenten
� Oberflächenstruktur
� Materialdicke / Größe

Flugzeugbau
100% Prüfung von Nietlochdurchmessern • Optischer Bohrlochsensor zur berührungslosen und automatisierten Messung
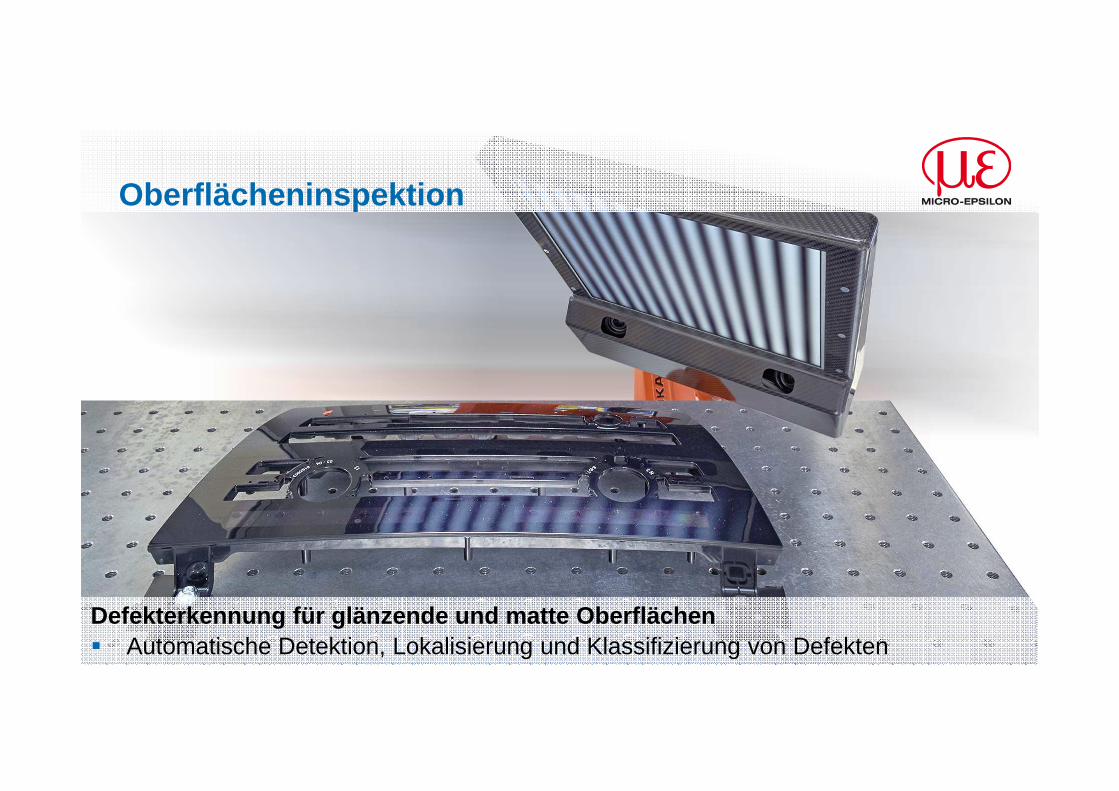
Oberflächeninspektion
Defekterkennung für glänzende und matte Oberflächen� Automatische Detektion, Lokalisierung und Klassifizierung von Defekten

Consumer Electronics
Inline Qualitätssicherung in Montage- und Fertigungs prozessen� Kleinster Messfleck zur hochauflösenden Erfassung von Geometriedetails
mit konfokal-chromatischen Sensoren

Referenzen

Fragen ?
Zusammenfassung
� Optimierte Produktionsprozesse erfordern eine Qualitätsüberwachung � Fehler die zu spät erkannt werden, können gravierende Störungen und
Kosten verursachen
� Inline Verfahren zur Qualitätsüberwachung gewinnen immer weiter anBedeutung
� MICRO-ESPILON bietet Präzise Optische Messsensoren • Weg- / Abstand• 2D/3D Dimension• Temperatur• Farbe• Oberfläche

Mehr Präzision







