
Berührungslose Koordinatenmesstechnik
Neue Fetura™ Vision Metrology Systeme
Flüssigkeitslinsentechnologie und Autofokus
Neue Dentalkamera-Generation
Systeme für optische Messtechnik
Hyperchromate
No 23 | 2010
OPTOLINESJ O U R N A L F O R P H O T O N I C S O L U T I O N S

No 23 | 2010 optolines
Liebe Leserinnen und Leser! Freuen Sie sich mit uns über die erste
Ausgabe unseres Kundenfachmagazins
optolines im neuen Qioptiq-Look. Das
Bewährte pflegen und das Innovative
fördern ist das Motto für viele LINOS
Produkte und das können wir nun auf
breiterer Basis auch auf die Produkte
der Qioptiq-Gruppe übertragen.
Wir danken den Gastautoren und den
Autoren aus unserem Haus für die
informativen und gut verständlichen
Fachbeiträge, beispielsweise über die
hyperchromatischen Optiken, durch
die sich neue interessante Möglich-
keiten in der Messtechnik eröffnen,
oder über das selektive Laserschmel-
zen und die laserchemische Bearbei-
tung im Werkzeugbau.
Ein technisches Highlight ist sicherlich
das neue Fetura™ Vision Metrology
System – ein einzigartiges Messsystem
für berührungslose Koordinatenmess-
technik, das durch hervorragende Prä-
zision und Flexibilität gekennzeichnet
ist. Noch bevor unser neuer internati-
onaler Katalog erscheint, können Sie
sich schon einmal über neue Produkte
wie optisch kontaktierte polarisie-
rende Strahlteilerwürfel, asphärische
Kollimatorlinsen und neue XYZ-Mikro-
bank-Feinversteller informieren.
Gern treffen wir Sie, unsere Kunden
aus Industrie und Forschung, persön-
lich – beispielsweise auf einer der näch-
sten Tagungen oder Fachmessen. Wo
wir gerade als Qioptiq-Gruppe vor Ort
sind, lesen Sie in unserem Terminkalen-
der auf Seite 19.
Das Team von Qioptiq wünscht Ihnen
allen ein weiterhin erfolgreiches 2010.
Ihr
Norbert Henze
Head of Product Management
Göttingen
InnovasNeue Standard-Produkte für den LINOS
Catalog: Innovationen für die Photo-
nics-Branche | Seite 4
InnovasFlüssigkeitslinsentechnologie und Auto-
fokus: Eine neue Generation Dentalka-
meras | Seite 6
InnovasVision Metrology Systeme: Berührungs-
lose Koordinatenmesstechnik | Seite 7
ApplicationSelektives Laserschmelzen und laserche-
mische Bearbeitung: Licht als Werkzeug
im Werkzeugbau | Seite 11
BasicsSysteme für die optische Messtechnik:
Hyperchromate | Seite 14
QIOPTIQ LiveMesseberichte 2010 | Literaturtipp:
Werkstoffe, Verfahren und Prüftechnik
für Feinoptiker | Seite 18
QIOPTIQ LiveMessevorschau 2010 | Impressum |
Seite 19
2 InhaltEditorial

No 23 | 2010 optolines
Um Ihnen eine noch größere Auswahl
an innovativen und anspruchsvollen Op-
tiken und Dienstleistungen anbieten zu
können, arbeiten seit Januar alle 2.300
Mitarbeiter der Qioptiq Group unter
einem Namen und unter einem neuen
Logo zusammen. 14 Standorte in Euro-
pa, Amerika und Asien sorgen für welt-
weite Kompetenz und lokale Nähe.
„Seitdem wir im Jahr 2007 Teil der Qiop-
tiq-Gruppe wurden, schätzen wir es, in
einen größeren Unternehmensverbund
integriert zu sein, weil wir so unsere
Kunden noch besser bedienen können.
Die Umfirmierung von LINOS zu Qioptiq
war deshalb für uns ein folgerichtiger
Schritt“, erläutert Volker Brockmeyer,
Geschäftsführer von LINOS.
Natürlich ändert sich nicht alles: Premi-
umqualität „made in Germany“, LINOS
als Produktmarke und der LINOS Katalog
bleiben bestehen. Und Sie erhalten alle
Produkte – ob Standard oder kunden-
spezifische Lösungen für Ihre optischen
Herausforderungen - weiterhin von uns!
Die Qioptiq-Gruppe entwickelt und pro-
duziert optische Produkte und Systeme
für Industrielle Fertigung, Medizintech-
nik & Life Sciences, Forschung und Ent-
wicklung, den Defensesektor sowie die
Luft- und Raumfahrt.
www.qioptiq.com
Welcome to Qioptiq
Im April ist es soweit: der neue internati-
onale, englischsprachige LINOS Catalog
2010/11 erscheint. Bewährte Produkte und
interessante Neuheiten wechseln sich im
800 Seiten starken Druckwerk ab. Dieses
sorgt mit einem großem Qioptiq-„Q“ auf
dem Cover für Aufsehen und spiegelt
die Umbenennung von LINOS in Qioptiq
wider.
Der übersichtlich gegliederte Aufbau,
Register, Taben und farbliche Unterschei-
dungen ermöglichen Ihnen ein einfaches
Handling, eine komfortable Produkt-
suche und bequemes Nachschlagen. Mit
dem internationalen LINOS Catalog bie-
ten wir Ihnen eine detaillierte Übersicht
über unser breites Produktportfolio so-
wie unsere Applikationen und Lösungen:
von Optikkomponenten und -systemen
über präzise opto-mechanische Kompo-
nenten bis hin zu einem breiten Spek-
trum verschiedenster Licht quellentypen
und Spektrometer. Darüber hinaus bietet
der LINOS Catalog umfangreiches Zu-
behör. Alle Produkte überzeugen durch
die bewährt hohe LINOS Qualität. Üb-
rigens: Selbstverständlich ist auch der
neue deutschsprachige LINOS Katalog
2010/11 bereits für Sie in Vorbereitung.
Dieser wird im Sommer erscheinen!
Neuer internationaler LINOS Catalog 2010/11
Neuer CEO von Qioptiq: Fredrik Arp
Fredrik Arp wurde im Januar als direkter
Nachfolger von Benoît Bazire zum Vor-
sitzenden und CEO der Qioptiq ernannt.
„Ich freue mich darauf, ein beeindru-
ckendes und gut positioniertes Unter-
nehmen in die Zukunft führen zu dürfen.
Qioptiq ist in Branchen und Märkten aktiv,
die meiner Ansicht nach in den kommen-
den zehn Jahren deutlich wachsen wer-
den“, betont Fredrik Arp.
Zur Person: In den vergangenen 20 Jahren
hatte Fredrik Arp eine Reihe hochrangiger
Posten in anderen Unternehmen inne. Er
war zum Beispiel von 2005 bis 2008 CEO
der Volvo Car Corporation und Senior
Vize-Präsident der Ford Motor Company
(damals gehörte Volvo zur Ford Gruppe).
Zuvor war er CEO der Trelleborg AB sowie
von PLM, jetzt Teil der Rexam plc. Meh-
rere leitende Positionen in Unternehmen
unterschiedlichster Branchen wie Medi-
zintechnik, Investitionsgüter und System-
ausrüster markieren seinen beruflichen
Werdegang. Er absolvierte den „Bachelor
of Science in Business and Economics“
sowie seinen Doktor in Economics h.c.
an der Universität Lund, Schweden. Seit
2004 ist er in verschiedene Geschäftsbe-
reiche von Candover involviert und agier-
te als Senior-Berater im Industriesektor.
3Insight

No 23 | 2010 optolines
Innovationen für die Photonics-BrancheNeue Standard-Produkte für den LINOS Catalog
Im April 2010 erscheint der neue internationale LINOS Catalog 2010/2011. Informieren Sie sich hier vorab über die neuen Standard-Produkte – wahre Innovationen für die Photonics-Branche!
Polarisierende StrahlteilerwürfelOptisch kontaktierte polarisierende
Strahlteilerwürfel basieren auf der Kom-
bination von Ionenstrahl-Sputtering
hochpräziser Optikfertigung, sowie der
patentangemeldeten, kittfreien Chemi-
cally Activated Direct Bonding™ Techno-
logie.
Für Hochenergie-Laser-anwendungen
Optisch kontaktiert Ohne Kitt im Strahlengang, keine Klebefuge
Bequeme 90°-Strahlseparation Oberflächenplanität λ/10 Ablenkung des transmittierten Strahls <0,9 mradOptisch kontaktierte polarisierende Strahlteilerwürfel.
Beispiele der XYZ-Feinver-steller für die Mikrobank (links mit und rechts ohne Stellschrauben).
XYZ-Feinversteller für MikrobankaufbautenKomponenten innerhalb von Mikro-
bankaufbauten mit Stangen lassen sich
mit Hilfe des XYZ-Feinverstellers verkip-
pungsfrei führen und präzise verstellen.
Die Durchgangsöffnung besitzt einen
Durchmesser von 25 mm und nimmt
gefasste Optiken in Mikrobank-
fassungen oder Elemente wie
Pinholes oder Faseranschlüsse
auf. In XY-Richtung ist ein
Stellweg von +/- 1 mm,
in Richtung der op-
tischen Achse eine
Verstellung von 5 mm
möglich. Die Kreuzrollen-
führungen gewährleisten
dabei eine präzise, verkippungsfreie
Führung. Der XYZ-Feinversteller ist mit
drei Edelstahl Feingewindeschrauben
mit 0,25 mm Steigung ausgestattet.
Die Stellschrauben besitzen einen In-
nensechskant. Drei Innensechskant-
schlüssel mit Rändelknopf werden
mitgeliefert.
Drei Feinstellschrauben mit 0,25 mm Spindelsteigung
Stellweg XY: +/- 1 mm Stellweg Z: 5 mm Auflösung: 1 µm
4 Innovas

No 23 | 2010 optolines
LINOS HyperchromateChromatische Aberrationen (Farblängs-
fehler) in optischen Systemen sind im
Allgemeinen unerwünschte Bildfehler
und werden durch eine geeignete Kom-
bination optischer Medien so weit wie
möglich unterdrückt. Denn durch den
Farblängsfehler entstehen unterschied-
liche Farbränder vor und hinter der Fo-
kusebene. Hyperchromatische Sys teme
werden eingesetzt, um eine chroma-
tische Aberration zu maximieren. Die
chromatische Längsaberration ist also bei
diesen Systemen kein unerwünschter Ab-
bildungsfehler, sondern gibt den LINOS
Hyperchromaten erst ihre besonderen
Eigenschaften und eröffnet dadurch viel-
fältige Anwendungsmöglichkeiten. Dies
gilt im Besonderen für den Bereich der
konfokalchromatischen Messtechnik, die
bei „schwierigen“, z.B. reflektierenden
Oberflächen oder beim berührungslosen
Messen von Linsendicken zum Einsatz
kommt. LINOS bietet vier Varianten
hyperchromatischer Optiken an.
Exzellente monochromatische Abbildungsleistung
Farblängsfehler maximiert Einsatzmöglichkeit über breiten Spektralbereich (Gesamttransmis-sion >90% von 420 nm – 1000 nm)
Reihe aus vier Systemen, Blenden-zahl 2,8 und 5,6
Kompatibel mit der LINOS Mikro- und Nanobank
Asphärische KollimatorlinsenBei der Laserstrahlformung mit nur
einem optischen Element bieten sich als
einfache Lösung asphärische Kollimator-
linsen an. Die asphärische Oberflächen-
form vermeidet sphärische Aberrationen
und verbessert die Fokussier- und Kolli-
mationseigenschaften des Laserlichtes.
Bei der Designwellenlänge sind die Kolli-
matorlinsen beugungsbegrenzt. Typische
Anwendungsgebiete sind Fasereinkopp-
lung, Kollimation von Laserstrahlen aus
Laserdioden, Barcode Scanner sowie
optische Datenspeicherung.
Formgepresste Asphäre Asphärische Oberflächenform reduziert sphärische Aberration
NA von 0,3 bis 0,6 Antireflexbeschichtung Weniger optische Komponenten als mit sphärischen Systemen nötig
RoHS konform
Asphärische Kollimatorlinse mit reduzierter asphärischer Aberration.
Hohe Abbildungsqua-lität für messtech-nische Anwen-dungen.
LINOS Flachschienensystem 65Die neueste Ergänzung für ein kom-
plettes, abgerundetes Programm ist
das Schienensystem FLS 65. Das System
ist 65 mm breit und schließt somit die
Lücke zwischen FLS 40 und FLS 95. Mit
den LINOS Aufbaukomponenten kön-
nen so gefasste Optiken bis zu einem
Durchmesser von 2“ auf die Schiene
aufgebaut werden. Die optische Achse
des Gesamtsystems liegt bei 65 mm.
Exzellente Geradlinigkeit Geringe Torsion Rasterunabhängige Befestigung auf optischen Tischen
Aluminiumlegierung, schwarz eloxiert
Kontakt:[email protected]
Aufbaubeispiel: FLS 65 mit Optikhaltern.
5Innovas

No 23 | 2010 optolines
Von Anfang an sehen wir es als unse-
re Aufgabe, technologische Trends zu
erkennen und sie in laufend neue Pro-
duktlösungen für unsere Kunden einzu-
arbeiten. So stellten wir fest, dass jedes
zusätzliche Handling und Einstellen von
Instrumenten den schnellen Arbeitsab-
lauf einer modernen Arztpraxis stört und
schnell zum lästigen und fehleranfäl-
ligen Ärgernis wird. Es ist höchste Zeit,
das bisher übliche manuelle Fokussieren
der Dentalkameras durch einen Autofo-
kus abzulösen. Doch diese Autofokuslö-
sung muss extrem robust und langlebig
sein, unmerklich binnen Millisekunden
arbeiten und auf die besonderen Gege-
benheiten im Mund optimiert sein.
ElektrowettingUnsere Lösung für diese Herausforde-
rung ist das Prinzip des Elektrowettings:
Ein Tropfen Wasser ändert seine Krüm-
mung, wenn elektrische Spannung
angelegt wird. Genau das geschieht in
unserer Flüssiglinse. Zwischen zwei Glas-
platten befinden sich zwei Flüssigkeiten
mit gleicher Dichte aber unterschied-
lichem Brechungsindex. Eine ist leitend,
die andere ein Isolator. Über die metal-
lische Fassung wird eine Spannung zwi-
schen 0 und 60 Volt angelegt. Je nach
Spannungswert ändert sich der Krüm-
mungsradius der Grenzfläche. Integriert
in ein System aus acht Linsen entstand
eine Intraoraloptik, die binnen 40 Milli-
sekunden von unendlich auf Makro
(2 mm) fokussieren kann. Damit war die
Basis für eine funktionierende Autofo-
kus-Dentalkamera geschaffen.
„Runde Sache“Die nächste Herausforderung lag im
Softwarebereich. Zähne sind dreidimen-
sionale Objekte mit sehr steilen und
hohen Flanken, die zu allem Überfluss
auch noch teilweise lichtdurchlässig
sind. Dennoch brauchten wir ein Verfah-
ren, das dem Anwender zuverlässig ein
gutes und scharfes Bild liefert. Unseren
Software-Experten gelang es, einen Al-
gorithmus zu programmieren, der die
Vorteile einer Kantenerkennung mit
denen einer flächigen Kontrastanalyse
vereint. Die Konstruktion realisierte das
Projekt zu einem gelungenen serien-
reifen Produkt: Es entstand eine Kamera,
die nicht nur durch ein modernes und
ergonomisches Design besticht, sondern
auch in technischen Details wie Wasser-
dichtigkeit, Wartungsfreundlichkeit und
Robustheit überzeugt. Das rege Interes-
se der Kunden bestätigt uns: Mit diesem
Produkt haben wir eine neue Generation
von Dentalkameras begründet. Die mo-
dernsten Zahnarztpraxen werden also
auch in Zukunft wieder mit LINOS Ka-
meras höchster Güte und „state of the
art“ ausgestattet sein.
Autor: Ulrich Partheymüller, Project
Management Dental Technology
Dentalkameras gehören heute schon fast zur Standardausstattung jeder dentalen Stuhleinheit. Sie dienen dem Zahnarzt vorrangig als Kommunikations- und Marketinginstrument. Mit ihrer Hilfe werden die Patienten über die Notwendigkeit zahnärztlicher Arbeiten informiert und von deren Qualität überzeugt. Bei LINOS entwickeln und produzieren wir seit mehr als 15 Jahren Dentalkameras als OEM-Produkte für die namhaften Hersteller von Dentalgeräten.
Eine neue Dentalkamera-GenerationFlüssigkeitslinsentechnologie und Autofokus
Die neue LINOS Dentalkamera: inspec.d AF.
Fehlerfreies, schnelles Fokus-sieren der Dentalkamera Dank Autofokus.
6 Innovas

No 23 | 2010 optolines
Bildverarbeitende Messgeräte basieren
immer auf einer Bildaufnahme, Bildauf-
bereitung und Bildauswertung. Dabei
geschieht die Bildaufnahme zumeist
mittels eines Mikroskops, auch wenn
dieses nicht direkt als solches erkennbar
ist. Kombiniert wird die Bildaufnahme
mit einer 3D-Koordinatenmessmaschine
bestehend aus einem Messtisch mit Präzi
sionsmaßstäben und stabilem Portal
über dem Messtisch.
Schnelles Zoom ObjektivKernstück der Fetura™ VMS ist das
schnellste und präziseste auf dem Markt
erhältliche Zoom-Objektiv, unser innova-
tives Fetura™ Advanced Zoom Imaging
System. Dieses Objektiv bietet ein inno-
vatives elektronisches Linearführungs
design mit synchronisierten Motoren für
beispiellose Geschwindigkeit, Funktions-
sicherheit und Genauigkeit. Die Verstel-
lung über den gesamten Vergrößerungs-
bereich 12,5:1 erfolgt in 0,4 Sekunden,
10 Mal schneller als bei herkömmlichen
Zoom-Objektiven. Fetura™ bietet da-
mit die Geschwindigkeit von digitalen
Zoom-Objektiven, ist aber ein rein op-
tisches Zoom System und hat nicht die
Nachteile nachlassender Auflösung bei
maximaler Vergrößerung.
Die nichtlineare Sehfeldkorrektur ent-
fernt Verzeichnung und Zentrierfehler.
Das Ergebnis sind sehr kurze Messzyklen
und richtungsweisende Vergrößerungs-
genauigkeit und Wiederhol-
genauigkeit.
Anpassungsfähige BeleuchtungEntscheidend für die Qualität
der späteren Bildauswer-
tung ist ein möglichst
scharfes Bild mit großen
Kontrastunterschieden
der zu erkennenden Kan-
ten. Um die Kontraste zu
optimieren, verfügt die
Fetura™ VMS über drei
verschiedene Beleuch-
tungsarten. Alle Beleuch-
tungsarten werden über die
Software gesteuert. Der Anwender kann
die Beleuchtungsstärke manuell einstel-
len, oder die Software passt die Beleuch-
tung automatisch an die individuelle
Messanforderung an. Bei Programmie-
rung der Maschine wird die optimale
Beleuchtungseinstellung jeder Messauf-
gabe gespeichert und bei Ablauf des
Programms wieder eingestellt. Dem
optischen System genau gegenüber be-
findet sich die Durchlichtbeleuchtung.
Diese wird eingesetzt, wenn Konturen
vermessen und kontrolliert werden. Die
Durchlichtbeleuchtung befindet sich un-
ter der Mattglasscheibe des Messtisches
und wird synchron zum Objektiv be-
wegt, sodass sich die Beleuchtung im-
mer genau unter dem Objektiv befindet.
Durch die Anordnung unter der Mattg-
lasscheibe ergibt sich ein diffuses Durch-
licht. Dieses sorgt dafür, dass die Kante
nur scharf abgebildet wird, wenn sie
genau in der Objektebene des Objektivs
liegt. Das Prüfobjekt schattet das Licht
ab und es ergibt sich ein gleichmäßiges
helles, kontrastscharfes Bild mit na-
hezu binären Eigenschaften. Dadurch
wird eine sehr gute Kantenerkennung
ermöglicht. Die Typische Anwendung
ist das Abmessen von Konturen oder
Durchgangsbohrungen.
Die Auflichtbeleuchtung eignet sich für
die homogene und schattenfreie Aus-
Die neuen Fetura™ Vision Metrology Systeme von Qioptiq präsentieren sich in einem qualitativ hochwertigem Design auf dem Markt für optische Messtechnik. Seit annähernd 120 Jahren liefern wir Hochpräzisionsoptik für Machine Vision, Qualitätskontrolle und Inspektionsanwendungen. Nun haben wir unser Fachwissen mit innovativer Technologie kombiniert, um ein einzigartiges Messsystem mit modernsten Komponenten zu ent-wickeln. Das Ergebnis ist ein Messsystem mit hervorragender Produktivität, Flexibilität und Präzision.
Berührungslose KoordinatenmesstechnikVision Metrology Systeme
Hochpräzisionstechnik in qualitativ hoch-wertigem Design: die neuen Fetura™ Vision Metrology Systeme von Qioptiq.
7Innovas

No 23 | 2010 optolines
leuchtung von Objekten mit matten
oder schwach reflektierenden Oberflä-
chen. Sie wird verwendet, wenn Struk-
turen auf dem Prüfstück sichtbar ge-
macht werden sollen, die im Durchlicht
nicht zu erkennen sind. Dazu gehören
zum Beispiel Fasen, Sackbohrungen
oder Absätze. Die Fetura™ VMS verfügt
über eine Auflichtbeleuchtung mittels
LED Ringlicht, welches in 14 Segmenten
geschaltet werden kann, um eine Be-
leuchtung aus verschiedenen Winkeln
zu realisieren. So wird aus dem vorher
diffusen Auflicht ein teilweise gerichte-
tes Licht, um auch kontrastarme Kan-
ten durch Schattenwurf erkennbar zu
machen. Zudem kann die Helligkeit der
Beleuchtung dem zu messenden Objekt
angepasst werden.
Gittermuster erzeugt KontrasteDie Koaxialbeleuchtung wird für das Be-
trachten von Objekten mit stark reflek-
tierenden Oberflächen verwendet. Das
Licht wird über einen Strahlteiler direkt
in den Strahlengang des Objektivs gelei-
tet, strahlt daher parallel auf das Werk-
stück und wird von dort zurückreflek-
tiert. Je nach Oberflächenstruktur wird
das Licht reflektiert oder gestreut. Dabei
lassen sich Oberflächenstrukturen wie
Bearbeitungsriefen sichtbar machen. Bei
sehr gleichmäßigen Oberflächen ohne
Bearbeitungsriefen oder sonstigen Ober-
flächenmerkmalen würden bei dieser
Beleuchtung keine Kontrastunterschiede
sichtbar sein und es kann keine Fokus-
sierung stattfinden. Hier bietet Fetura™
VMS die Möglichkeit, ein Gittermuster
über den koaxialen Strahlengang auf die
Oberfläche zu projizieren, um ein Bild
mit verwertbaren Kontrastunterschieden
zu bekommen.
3D-Koordinaten-MessungenUm die Messung in der dritten Achse
zu ermöglichen, ist die Höhenverstel-
lung des Objektivs ebenfalls mit einem
Maßstab ausgestattet. Die genaue Er-
mittlung der Z-Koordinate geschieht
dann durch die Fokussierung. Um eine
wiederholgenaue Fokussierung zu errei-
chen, ist ein Autofokus unabdingbar, da
die Bildverarbeitungssoftware den Punkt
maximaler Bildschärfe objektiv ermitteln
kann und damit der subjektiven Einstel-
lung durch den Anwender überlegen ist.
Die Auflösung des Bildes ist ein wich-
tiges Kriterium für die Unsicherheit des
Messergebnisses. Da die Auflösung des
Kamerachips fix ist, hat nur die Ver-
größerung des Objektivs einen Einfluss
auf die Bildauflösung. Je größer die
Vergrößerung des Objektivs ist, desto
mehr Bildpunkte stehen pro Fläche zur
Verfügung. Die Maße des Werkstücks
Das Fetura™ VMS ist das schnellste und präziseste auf dem Markt erhältliche Zoom-Objektiv.
Drei verschiedene Beleuchtungsarten ermöglichen scharfe Bilder mit hohen Kontrastunter-schieden.
Gittermuster werden über den koaxi-alen Strahlengang auf die Oberfläche projiziert, damit ein Bild mit verwert-baren Kontrastunterschieden entsteht.
8 Innovas
No 23 | 2010 optolines
werden im Bild zunächst in Pixeln be-
rechnet, müssen dann aber in Millime-
ter umgerechnet werden. Hierzu wird
der Messraum der Maschine vorab mit
rückführbaren Normalen kalibriert. Die
Kalibrierdaten werden in der Maschine
hinterlegt und erlauben so eine Korrek-
tur des Messwertes für jeden Punkt im
Messvolumen der Maschine.
Messsoftware PowerMetrix™Gesteuert wird das Fetura™ Messsystem
durch unsere exklusive Messsoftware
PowerMetrix™. PowerMetrix™ ist eine
hoch leistungsfähige Software und da-
bei einfach zu bedienen. Sich wiederho-
lende Messaufgaben kann der Benutzer
einfach programmieren und damit den
Inspektionsprozess automatisieren. Da-
bei enthält PowerMetrix™ alle Werk-
zeuge für eine präzise Bildaufnahme,
Koordinatenmessung und geometrische
Berechnungen. Die Software ermöglicht
die direkte Datenausgabe zu Microsoft
Excel® oder anderen Statistikprogram-
men und sichert so die Kompatibilität
mit Qualitätsberichten und weiteren
Analysewerkzeugen. Zur einfachen Be-
dienung der Fetura™ VMS trägt eben-
falls der Image Navigator bei. Speziell
bei größeren Vergrößerungen des Zoom
Objektivs kann es schwierig sein, auf
dem Objekt die Übersicht zu behalten.
Hier hilft die zweite im Ringlicht inte-
grierte Kamera. Es lässt sich ein Über-
sichtsbild einblenden und mit Mausklick
an die gewünschte Position fahren.
KantenerkennungBei konventionellen optischen Messge-
räten, wie Profilprojektoren, muss die
Kantenlage durch den Anwender er-
kannt und markiert werden. Durch die
subjektive Kantenerkennung sind Mes-
sungen mit Profilprojektoren schlecht re-
produzierbar und nicht automatisierbar.
Im Gegensatz dazu bietet Fetura™ VMS
mit der Messsoftware PowerMetrix™
sowohl eine automatische Helligkeits-
einstellung der verschiedenen Licht-
quellen sowie die automatische Kan-
tenerkennung. Der Anwender grenzt
den zu erkennenden Bildbereich ein
und PowerMetrix™ analysiert die Um-
gebung und setzt die Messpunkte an
der Kante. Dieses ergibt objektive, wie-
derholbare Messwerte. Des weiteren ist
PowerMetrix™ auch in der Lage, einem
Kantenverlauf selbstständig zu folgen.
Der Anwender definiert dazu den Start
und Endpunkt und die Software setzt
in vorher eingestellten Abständen die
Mess punkte. Mit dem schnellen Multi-
point Autofokus können zudem präzise
3D Oberflächenformen dargestellt wer-
den. Zusätzlich bietet PowerMetrix™
eine so genannte Color-Edge Detec-
tion, d.h. es können Dimensionen, die
lediglich auf feinen Farbunterschieden
bestehen, erkannt und gemessen wer-
den. Diese Möglichkeit steht bei einer
konventionellen Graustufenauswertung
nur bedingt zur Verfügung.
Robuster mechanischer AufbauUm höchste Anforderungen an die Mess-
ergebnisse zu erfüllen, brauchen CNC-
Koordinatenmesssysteme hochpräzise,
wiederholgenaue und betriebssichere
Positioniersysteme. Fetura™´s Präzisions
XYZ Positionierer im erprobten Brü-
ckendesign wurden mit Finite Elemente
Methode optimiert und bieten außer-
ordentliche Präzision und Stabilität. Der
Die Software macht den Unterschied: Die exklusive Messsoftware PowerMe-trix™ bietet hohe Leistung und einfach Bedienung.
Automatische Helligkeitseinstellung und automatisierte Kantenerkennung vermeiden Fehler wie beim subjektiven Auswählen.
LED-Ringlicht mit Image-Navigator.
9Innovas

No 23 | 2010 optolines
Aufbau aus einer massiven Granitplatte
und einer Brücke aus Granit sowie in Ver-
bindung mit speziellen Metalllegierungen
aus der Luftfahrt garantiert maxima-
le Positioniergenauigkeit. Ausgestattet
ist die Fetura™ VMS mit einem hart-
eloxierten Aluminium- Messtisch mit aus-
wechselbarer Glasscheibe. Das zulässige
Werkstückgewicht beträgt 30 kg. Ver-
wendet werden Präzisionsmaßstäbe mit
einer Auflösung von 0,1 μm. Selbst das
Gehäuse der Messmaschine ist im Ge-
gensatz zu Wettbewerbsprodukten aus
robustem glasfaserverstärktem Kunst-
stoff gefertigt. Das Ergebnis ist eine au-
ßerordentlich präzise Messmaschine für
die komplexen Anforderungen im täg-
lichen Gebrauch.
Fetura™ VMS ist in vier Größen von
200 x 200 x 200 mm bis 800 x 800 x
250 mm Messvolumen erhältlich. Als
Optionen steht ein Hochgeschwindig-
keits-Laser-Scanner zur Verfügung, um
Oberflächentopographien noch genauer
und schneller zu vermessen, als es mit
dem Multi-Point Autofokus möglich ist.
Für eine detaillierte Analyse der Ober-
flächenform verglichen mit einem CAD-
Modell bieten wir die optionale Software
PowerMatch™, die in einer Farbdarstel-
lung direkt Formabweichungen darstellt.
Gemeinsame technische Daten Motoren: DC Servomotoren mit
Multifunktionsjoystick
Zoom-Optik: Einzigartiges Linear-
führungsdesign mit synchronisierten
Motoren für jedes Linsenpaket,
Verstellung über den gesamten
Vergrößerungsbereich 12,5:1 in
0,4 Sekunden, 10x schneller als her-
kömmliche Zoom-Objektive.
Kamera: Hochauflösende CCD-Farb-
kamera 656 x 494 Pixelauflösung
LED-Durchlicht (weiss), LED-Koaxial-
auflicht (weiss), LED-Ringlicht
(7 Sektoren/2 Ringe, weiß)
Image Navigator durch zuschaltbare
Zusatzkamera, einfaches Navigieren
mit Mausklick
Optisches Zubehör: LED-Gridprojektor
Elektrosystem: 230 VAC, ± 5%,
50 Hz, 2200 W
Umgebungsspezifikationen:
18 – 22 °C ± 1° C/h,
30 – 80% relative Luftfeuchtigkeit
Messtisch: Harteloxierter Aluminium-
Messtisch, mit auswechselbarer
Glasscheibe, 30 kg zulässiges
Werkstückgewicht
Messsoftware: PowerMetrix™
Metro-logy Software
Computer: Dell PC mit 19“ TFT
Monitor, Tastatur, 3-Button mouse
Betriebssystem: Microsoft®
Windows™ XP
Schwingungsisoliertes Untergestell
auf Anfrage erhältlich
Kontakt:[email protected]
Fetura 2000 Fetura 3000 Fetura 5000 Fetura 8000
Messbereich X x Y x Z [mm] 200 x 200 x 200 300 x 300 x 200 500 x 500 x 250 800 x 800 x 250
Max. Werkstückgewicht [kg] 30 30 30 30
Längenmessabweichung X, Y [μm] (3.0+4L/1000) (3.0+4L/1000) (3.0+4L/1000) (3.0+4L/1000)
Längenmessabweichung Z [μm] (2.0+4L/1000) (2.0+4L/1000) (2.5+4L/1000) (2.5+4L/1000)
Max. Verfahrgeschwindigkeit X, Y [mm/s] 200 200 200 200
Max. Verfahrgeschwindigkeit Z [mm/s] 100 100 100 100
Auflösung [μm] 0,1 0,1 0,1 0,1
Bestellnummer G190-020-000 G190-030-000 G190-050-000 G190-080-000
10 Innovas

No 23 | 2010 optolines
Aufgrund ihrer guten Fokussierbarkeit
stellen moderne Laserquellen eines der
filigransten derzeit zur Verfügung ste-
henden Werkzeuge bei der Bauteilerzeu-
gung und -bearbeitung dar. Daher sind
lasergestützte Bearbeitungsverfahren
insbesondere zur Herstellung von Mikro-
werkzeugen von großem Interesse.
Selektives LaserschmelzenIn der klassischen Herstellung mittels
spanenden Verfahren wird das zu ferti-
gende Bauteil durch Fräsen und Bohren
aus Vollmaterial oder Halbzeugen gefer-
tigt. Bedingt durch die zur Verfügung
stehenden Werkzeuge ist jedoch nicht
jede gewünschte Geometrie realisierbar.
Hier bietet das selektive Laserschmelzen
(Selective Laser Melting = SLM) eine
effiziente und vielseitige Alternative
[1]. Dazu wird ein in Form eines CAD-
Modells gegebenes dreidimensionales
Fertigungsproblem in zweidimensionale
Schichten konstanter Dicke unterteilt.
Anschließend erfolgt, wie in Abb. 1 dar-
gestellt, die Generierung des gewünsch-
ten Bauteils durch das Aufschmelzen
eines Materialpulvers.
Der Einsatz eines höhenverstellbaren
Hebetisches sowie eines Schiebers er-
möglicht hierbei das Einstellen der zuvor
festgelegten Schichtdicke des jeweils
verwendeten Pulvers. Die einzelnen
Schichten werden dann schrittweise
durch Laserstrahlung geschmolzen.
Somit ermöglicht das selektive Laser-
schmelzen die direkte Erzeugung kom-
plexer Bauteile aus einem umgewandel-
ten CAD-Modell. Es eignet sich daher
besonders für das Rapid Prototyping und
Rapid Tooling. Dabei können nahezu
beliebige Geometrien realisiert werden.
Die auf diese Weise generierten Bauteile
sind in der Regel endkonturnah, wo-
bei ihre Oberflächengüte jedoch einen
direkten Einsatz ohne Nachbearbeitung
nicht zulässt.
Am Bremer Institut für angewandte
Strahltechnik (BIAS) wird das selektive
Laserschmelzen zur Generierung von
Werkzeugrohlingen wie Tiefziehmatri-
zen, -stempel und Rundknetbacken für
die Mikrokaltumformung eingesetzt.
Diese in Abb. 2 dargestellten Umform-
werkzeuge sollen eine niedrige Reibung
sowie ein niedriges Verschleißverhalten
gegenüber den umzuformenden Ma-
terialien auf Aluminium-, Kupfer- und
Eisen-Basis aufweisen.
Aufgrund der erhöhten Adhäsion bei der
Paarung gleicher Materialien muss dabei
auf alternative Materialien zurückgegrif-
fen werden. Am BIAS wird u.a. die Ko-
baltbasislegierung Stellite®21, ein Werk-
Bei der Herstellung von Werkzeugen, insbesondere im Mikrobereich, bieten lasergestützte Verfahren eine kostengünstige und zeitsparende Alternative zu klassischen spannenden Methoden. Durch den Einsatz des selektiven Laserschmelzens können dabei komplexe Strukturen erzeugt werden. Dank laserchemischer Be-arbeitungsmethoden können kleinste Strukturen bei geringen Laserleistungen kontaktlos gefertigt werden.
Licht als Werkzeug im WerkzeugbauSelektives Laserschmelzen und laserchemische Bearbeitung
Abb. 1: Generieren prismatischer Strukturen.
Abb. 2: Mittels SLM generierte Werkzeugrohlinge aus Stellite®21, links: Rundknetbacke, rechts: Tiefziehring.
11Application

No 23 | 2010 optolines
stoff mit geringem Reibkoeffizienten,
verwendet [2]. Das lokale Aufschmelzen
des Materialpulvers erfolgt mäanderför-
mig in einer Argon-Prozess-atmosphäre.
Als Laserquelle dient hierbei ein Single-
Mode Faserlaser mit einer maximalen
Ausgangsleistung von 200 W cw und
einer Wellenlänge von 1064 nm. Zur
Strahlformung und -führung werden
ein Beam Expander, ein 2D-Scannersys-
tem und ein F-Theta Objektiv eingesetzt.
Im Anschluss an die Generierung der
Werkzeugrohlinge ist eine Nachbear-
beitung notwendig, die beispielsweise
durch klassische spanende Verfahren
oder durch den weiteren Einsatz von
laserbasierten Bearbeitungsmethoden
wie etwa laserchemische Abtragsverfah-
ren erfolgen kann.
Das Laser-Jet-VerfahrenZur qualitativ hochwertigen Mikrostruk-
turierung und somit auch zur Endbear-
beitung von Mikrowerkzeugen stellt die
laserchemische Bearbeitung ein geeig-
netes Verfahren dar. Im am BIAS entwi-
ckelten Laser-Jet-Verfahren wird das zu
bearbeitende Werkzeug in einem Ätz-
mittelbecken platziert [3]. Um die Werk-
stückpositionierung und Fokusnachfüh-
rung zu ermöglichen, ist dieses auf einem
3-Achs-Positioniersystem montiert. Das
verwendete Ätzmittel, wässrige Schwe-
fel- oder Phosphorsäure, wird über eine
Jet-Düse koaxial zum Laserstrahl auf die
Bearbeitungszone im Ätzmittelbecken
eingespritzt. Der Materialabtrag wird
durch die im Fokus laserinduzierte loka-
le Aktivierung chemischer Reaktionen
hervorgerufen. Da Ätzprozesse trans-
portlimitiert sind, führt der Anstieg von
Metallionen in einem Ätzmittel zu einer
Verringerung der Abtragsrate. Um eine
Sättigung zu verhindern, ist daher ein
schneller Austausch der Reaktionspro-
dukte notwendig. Der Ätzmittel-Jet-
Strom bewerkstelligt den notwendigen
effizienten Massentransport sowie
eine Kühlung der Bearbeitungszone.
Als Laserquelle dient in diesem Verfah-
ren ein Dauerstrich-Nd:YAG-Laser mit
einer Wellenlänge von 1064 nm und
einer maximalen Ausgangsleistung von
16 W. Zur Strahlformung wird der La-
serstrahl in diesem Aufbau durch ein
bm.x-Laseraufweitungssystem aufge-
weitet und anschließend fokussiert. Der
dabei erreichbare Fokusdurchmesser
liegt im Bereich einiger Mikrometer.
Zurzeit wird eine interferometrische
Messtechnik in den Aufbau implemen-
tiert. Dadurch soll eine In-Prozess-Kon-
trolle des erzielten Abtrags als Eingangs-
signal für einen Regelkreis ermöglicht
werden. Die experimentelle Untersu-
chung der im Prozess auftretenden mess-
technischen Herausforderungen, die aus
Temperaturgradienten und Strömungen
im verwendeten Ätzmittel sowie der Be-
schaffenheit der Werkstückoberfläche
resultieren können, erfolgt dabei unter
Zuhilfenahme eines Michelson-Interfero-
meters (Abb. 3).
Die laserinduzierte Aktivierung che-
mischer Reaktionen bietet zahlreiche
Vorteile. Da hierbei geringe Laserleis-
tungen im Bereich einiger Watt für
einen Materialabtrag ausreichen, ent-
steht im Gegensatz zur Laserablation
im Laser-Jet-Verfahren keine Schmelze.
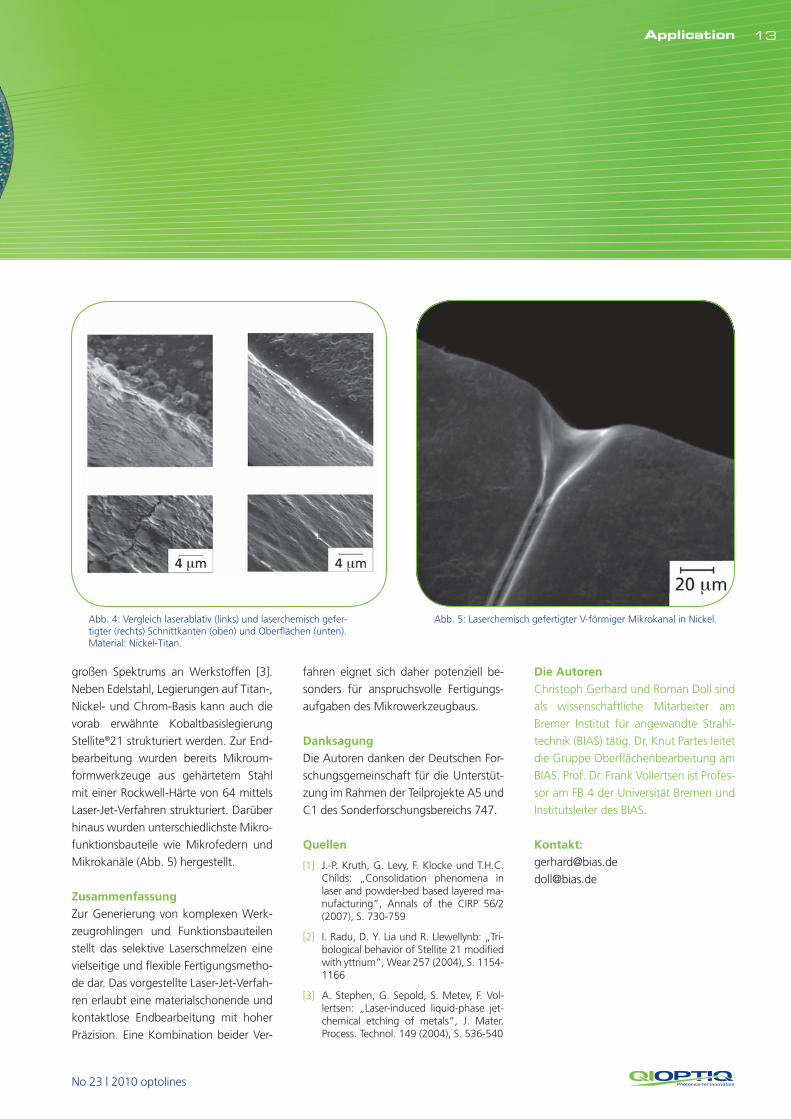
Wie Abb. 4 verdeutlicht, weisen laser-
chemisch gefertigte Schnittkanten somit
keine Grate und Materialablagerungen
sowie eine hochwertige Oberfläche auf.
Die erreichbare Oberflächenrauheit Ra
beträgt dabei ca. 0,3 μm gegenüber ca.
2 μm für laserablativ erzeugte Oberflä-
chen. Zudem wird durch den Einsatz
des Laser-Jet-Verfahrens die Bildung von
Mikrorissen vermieden. Dieses Verfah-
ren eignet sich zur Bearbeitung eines
Abb. 3: Experimenteller Aufbau des Michelson-Interferometers.
Beispiel für einen mittels SLM generierten Werkzeugrohling: der Tiefziehring.
12 Application
No 23 | 2010 optolines
großen Spektrums an Werkstoffen [3].
Neben Edelstahl, Legierungen auf Titan-,
Nickel- und Chrom-Basis kann auch die
vorab erwähnte Kobaltbasislegierung
Stellite®21 strukturiert werden. Zur End-
bearbeitung wurden bereits Mikroum-
formwerkzeuge aus gehärtetem Stahl
mit einer Rockwell-Härte von 64 mittels
Laser-Jet-Verfahren strukturiert. Darüber
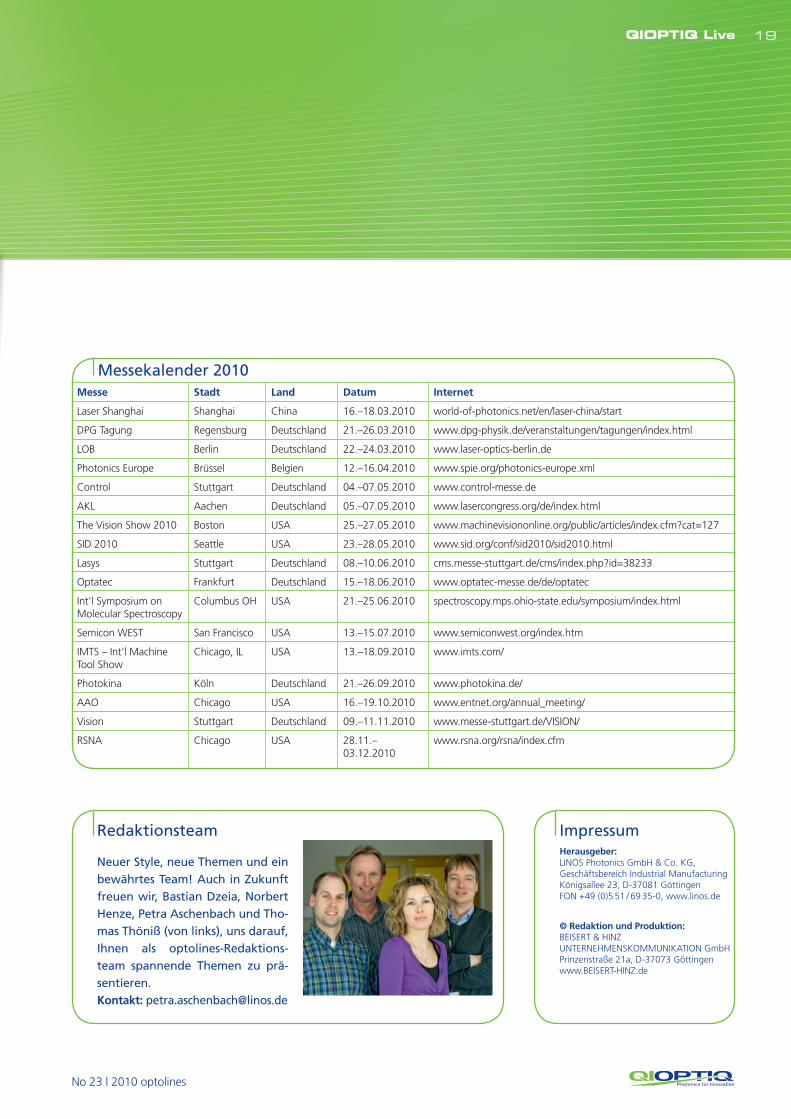
hinaus wurden unterschiedlichste Mikro-
funktionsbauteile wie Mikrofedern und
Mikrokanäle (Abb. 5) hergestellt.
ZusammenfassungZur Generierung von komplexen Werk-
zeugrohlingen und Funktionsbauteilen
stellt das selektive Laserschmelzen eine
vielseitige und flexible Fertigungsmetho-
de dar. Das vorgestellte Laser-Jet-Verfah-
ren erlaubt eine materialschonende und
kontaktlose End bearbeitung mit hoher
Präzision. Eine Kombination beider Ver-
fahren eignet sich daher potenziell be-
sonders für anspruchsvolle Fertigungs-
aufgaben des Mikrowerkzeugbaus.
DanksagungDie Autoren danken der Deutschen For-
schungsgemeinschaft für die Unterstüt-
zung im Rahmen der Teilprojekte A5 und
C1 des Sonderforschungsbereichs 747.
Quellen
[1] J.-P. Kruth, G. Levy, F. Klocke und T.H.C. Childs: „Consolidation phenomena in laser and powder-bed based layered ma-nufacturing”, Annals of the CIRP 56/2 (2007), S. 730-759
[2] I. Radu, D. Y. Lia und R. Llewellynb: „Tri-bological behavior of Stellite 21 modified with yttrium”, Wear 257 (2004), S. 1154-1166
[3] A. Stephen, G. Sepold, S. Metev, F. Vol-lertsen: „Laser-induced liquid-phase jet-chemical etching of metals”, J. Mater. Process. Technol. 149 (2004), S. 536-540
Die AutorenChristoph Gerhard und Roman Doll sind
als wissenschaftliche Mitarbeiter am
Bremer Institut für angewandte Strahl-
technik (BIAS) tätig. Dr. Knut Partes leitet
die Gruppe Oberflächenbearbeitung am
BIAS. Prof. Dr. Frank Vollertsen ist Profes-
sor am FB 4 der Universität Bremen und
Institutsleiter des BIAS.
Kontakt:[email protected]
Abb. 4: Vergleich laserablativ (links) und laserchemisch gefer-tigter (rechts) Schnittkanten (oben) und Oberflächen (unten). Material: Nickel-Titan.
Abb. 5: Laserchemisch gefertigter V-förmiger Mikrokanal in Nickel.
13Application

No 23 | 2010 optolines
Hyperchromasie ist eine besondere
Eigenschaft optischer Systeme und be-
schreibt die Fähigkeit zur chromatischen
Aufspaltung der Bildorte. Achromatische
Systeme zeichnen sich dadurch aus, dass
sie für zwei Wellenlängen die gleichen
Bildorte besitzen. Der Farblängsfehler
wird für dieses achromatische Wellen-
längenpaar minimiert. Bei hyperchro-
matischen Systemen wird dagegen der
Farblängsfehler maximiert. Die chro-
matische Längsaberration ist also bei
diesen Systemen kein unerwünschter
Abbildungsfehler, sondern gibt den
Hyperchromaten ihre besonderen Eigen-
schaften und eröffnet vielfältige Anwen-
dungsmöglichkeiten. Seit Ende des 19.
Jahrhunderts sind hyperchromatische
Linsengruppen bekannt und wurden vor
allem als Teilsysteme zur chromatischen
Korrektion in photographischen und
mikroskopischen Systemen verwendet.
Neue Anwendungsmöglichkeiten finden
hyperchromatische Optiken in der Mess-
technik, insbesondere in der konfokal-
chromatischen Abstandsmessung, die
in den letzten Jahren eine weite Verbrei-
tung in allen Bereichen der industriellen
Messtechnik gefunden hat.
FarblängsfehlerDer Farblängsfehler als zentrale Eigen-
schaft der Hyperchromate ist die Bildwei-
tendifferenz für zwei Wellenlängen. Eine
Sammellinse besitzt für blaues Licht eine
kürzere Bildweite als für rotes Licht und
ist somit chromatisch unterkorrigiert.
a a a1 2d = -m ml l l mit 1 21m m (1)
Mit Hilfe von wenigen optischen Grund-
gleichungen [1] [2] lässt sich beschrei-
ben, wie der Farblängsfehler mit den
Grundparametern Brechkraft und Dis-
persion zusammenhängt und wie er
damit für hyperchromatische Systeme
gezielt vergrößert werden kann. Die
Brechkraft { einer einzelnen dünnen
Linse in Luft mit den Radien r und r‘ so-
wie der Brechzahl n ist gegeben durch:
1nr r1 1
{ = - -l
] bg l (2)
Die Brechkraft einer Linse wird unter
anderem durch die Brechzahl des Glas-
materials bestimmt, die wiederum von
der Wellenlänge abhängig ist. Durch Dif-
ferenzieren von Gleichung (2) lässt sich
die Abhängigkeit der Brechkraft von der
Brechzahl – und damit von der Wellen-
länge – darstellen:
n r r n
1 11d
d{ {= - =
-lb l (3)
n
n1
d{ {d
=-
(4)
Der Ausdruck dn/(n-1) beschreibt die
wellenlängenabhängige relative Disper-
sion des Glases. Der Kehrwert der rela-
tiven Dispersion ist die bekannte Abbe-
sche Zahl o:
d{o
{= (5)
In der Praxis werden die Brechzahlen bei
ausgewählten Fraunhoferschen Linien
als Bezugsgrößen für o gewählt. Für die
Bezugswellenlängen e (546,0740nm), F’
(479,9914nm) und C’ (643,8469nm) ist
die Abbesche Zahl oe definiert als:
n nn 1
eF C
e= --ol l
(6)
Die paraxialen Abbildungseigenschaften
einer dünnen Linse lassen sich durch die
Beziehung
1 1a a{ = -l
(7)
beschreiben. Dabei ist a die Objektwei-
te und a‘ die Bildweite. Aus dieser Be-
ziehung lässt sich ableiten, wie sich die
Bildweite einer dünnen Linse in Abhän-
gigkeit ihrer Brechkraft verändert. Durch
Differenzieren von Gleichung (7) und
Einsetzten von Gleichung (5) erhält man
für den Farblängsfehler da’:
a a a2 2d d{o{
= - = -l l l (8)
Chromatische Aberrationen in optischen Systemen sind im Allgemeinen unerwünschte Bildfehler und wer-den durch eine geeignete Kombination optischer Medien so weit wie möglich unterdrückt. Hyperchro-matische Optiken zeichnen sich dagegen dadurch aus, dass eine chromatische Aberration – nämlich der Farblängsfehler – bewusst vergrößert wird. Dadurch ergeben sich besondere Eigenschaften dieser Systeme, die insbesondere in der konfokal-chromatischen Messtechnik eine wichtige Anwendung finden. Im LINOS Katalog werden eine Reihe hyperchromatischer Optiken angeboten, die in vier Varianten mit verschie-denen Brennweiten und Öffnungen verfügbar sind.
HyperchromateSysteme für die optische Messtechnik
Hyperchromate mit Brennweite f100 und f25.
14 Basics

No 23 | 2010 optolines
Abb. 1: Chromatische Aufspaltung der Bildorte durch ein hyperchromatisches System.
Durch Umformen von Gleichung (8)
kann man den Farblängsfehler in Ab-
hängigkeit von der Brennweite f’ und
dem Abbildungsmaßstab b’ darstellen:
1a f 2do
b= - -l l l^ h (9)
Ein optisches System aus k dünnen Lin-
sen in direktem Kontakt (Abstand zwi-
schen den Linsen gleich Null) hat eine
Gesamtbrechkraft, die sich aus der Sum-
me der Einzelbrechkräfte zusammen-
setzt.
n r r1 1 1i
i
k
ii ii
k
1 1
{ {= = - -= =
l] bg l/ / (10)
Differenziert man diesen Ausdruck nach
der Brechzahl n, erhält man die Brech-
kraftänderung in Abhängigkeit der
Abbeschen Zahl:
nn1i
i i
i
k
i
i
i
k
1 1
d{{ d
o{
= - ===
/ / (11)
Damit berechnet sich der Farblängsfeh-
ler eines solchen Systems aus:
a ai
i
i
k2
1
do{
= -=
l l / (12)
Für ein zweilinsiges System mit unend-
licher Objektweite (a=-∞; a’=f’=1/{) be-
trägt der Farblängsfehler:
a 12
1
1
2
2
d{ o{
o{
= - +l c m (13)
Aus dieser Beziehung lässt sich erken-
nen, dass es bei einem optischen System
aus zwei Elementen in direktem Kontakt
möglich ist, den Farblängsfehler für zwei
Wellenlängen vollständig zu korrigieren,
wenn die Achromasiebedingung
01
1
2
2
o{
o{
+ = (14)
erfüllt ist. Da die Abbesche Zahl für alle
optischen Gläser positiv ist, muss dazu
ein Element eine negative Brechkraft er-
halten.
Äquivalente Abbesche ZahlDie äquivalente Abbesche Zahl ist eine
Größe, die gut geeignet ist, um die
besonderen Eigenschaften hyperchro-
matischer Systeme zu charakterisieren.
Normiert man in Gleichung (13) den
Farblängsfehler auf 1/{, ergibt sich:
a 11
1
2
2
d {{ o{
o{
= - +l c m (15)
Der negative Kehrwert dieses Aus-
druckes wird als äquivalente Abbesche
Zahl ou bezeichnet [2].
afa1
od { d= - = -l
ll
u (16)
Sie entspricht der Abbeschen Zahl, die
das Glas einer dünnen Einzellinse haben
müsste, um denselben Farblängsfehler
wie das optische System zu erzeugen
[3]. Mit der äquivalenten Abbeschen
Zahl lässt sich für den Farblängsfehler
vereinfacht schreiben:
a f1d{ o o
= - = -l lu u (17)
Ein optisches System mit positiver Ge-
samtbrechkraft ist hinsichtlich des Farb-
längsfehlers bei 02ou unterkorrigiert
( a 01d l ) und bei 01ou überkorri-
giert ( 0a 2d l ) [3]. Bei 3o =u ist die
Achromasiebedingung erfüllt. Ist die
äquivalente Abbesche Zahl kleiner als
die Abbesche Zahl aller Einzelelemente
( i1o ou ) – und ist damit das Farbzer-
legungsvermögen des Gesamtsystems
größer als das der Einzelkomponenten
– spricht man von Hyperchromasie [4].
In der Praxis lassen sich mit Standard-
gläsern zweilinsige Systeme mit äquiva-
lenten Abbezahlen unter 20 realisieren,
also Werte, die deutlich niedriger sind als
bei den stärksten Schwerflintgläsern.
Abb. 2 zeigt für ein optisches System
aus zwei dünnen Linsen in direktem
Kontakt, wie sich die äquivalente Abbe-
sche Zahl des Systems in Abhängigkeit
der Abbeschen Zahl der beiden Einze-
lelemente verändert. Für das gesamte
optische System wird die Brennweite
f’=100 angenommen, die sich aus den
Einzelbrennweiten f’1=50 und f’2=-100
zusammensetzt. Für die hyperchroma-
tischen Systeme gilt o1 < o2, d.h. die po-
sitive Brechkraft wird mit einem hohen
Farbzerlegungsvermögen und die ne-
gative Brechkraft mit einem niedrigen
Farbzerlegungsvermögen kombiniert.
Können die Abbeschen Zahlen der
Einzelelemente im Bereich von 20 bis 80
liegen, lässt sich in diesem Beispiel eine
minimale positive äquivalente Abbesche
Zahl von 11,4 erreichen. Die diagonal
verlaufende weiße Linie zeigt die Mate-
rialkombinationen, bei denen die Achro-
masiebedingung erfüllt ist.
Abb. 2: Äquivalente Abbesche Zahl eines optischen Systems aus zwei dünnen Linsen (f’1=50 mm; f’2=-100 mm) in Abhängigkeit von den Abbeschen Zahlen der Einzellin-sen.
15Basics

No 23 | 2010 optolines
Konfokal-chromatische SensorenDie wichtigste messtechnische Anwen-
dung für hyperchromatische Optiken ist
der Einsatz in optischen Wegsensoren,
die nach dem konfokal-chromatischen
Prinzip arbeiten [5], [6] und [7]. Bei die-
sem Messverfahren wird polychroma-
tisches Licht aus einer Punktlichtquelle
(z.B. einer Lichtleitfaser) durch eine
hyperchromatische Optik auf die Ober-
fläche des Messobjektes projiziert. Durch
die axiale chromatische Aufspaltung
des Lichtes wird in einer bestimmten
Entfernung der Objektoberfläche zur
Optik nur das Licht eines sehr schma-
len Wellenlängenbereiches m0 scharf
und mit hoher Intensität fokussiert. Das
von der Oberfläche reflektierte und ge-
streute Licht dieses Fokusfleckes wird
wieder durch das hyperchromatische
Objektiv auf eine konfokal angeordnete
Blende oder auf ein Faserende abge-
bildet. Durch die erneute longitudinale
spektrale Zerlegung des reflektierten
Lichtes wird nur das Licht der Wellen-
länge m0 scharf auf die Detektorblen-
de abgebildet. Hinter der Blende oder
am Ausgang der Lichtleitfaser befindet
sich ein wellenlängenselektiver Detek-
tor (Spektrometer). Abhängig von der
axialen Position der Objektoberfläche
wird dieser Detektor ein Intensitätsmaxi-
mum bei einer bestimmten Wellenlänge
messen. Durch eine Kalibrierung lässt
sich damit die gemessene Wellenlänge
direkt in einen absoluten Abstand des
Sensors zum Messobjekt überführen.
Abb. 3 zeigt den schematischen Auf-
bau eines konfokal-chromatischen Sen-
sors. Das Licht einer punktförmigen
Lichtquelle läuft zunächst gerade durch
einen Strahlteilerwürfel. Das hyperchro-
matische Objektiv besteht hier aus zwei
identischen Linsengruppen mit jeweils
zwei Elementen. Die Einzelgruppen
sind für eine Abbildung nach Unend-
lich korrigiert und hier so angeordnet,
dass die Punktlichtquelle mit dem Ab-
bildungsmaßstab 1:1 auf die Oberfläche
des Messobjektes abgebildet wird. Das
reflektierte Licht wird nach dem erneu-
ten Durchgang durch das hyperchro-
matische Objektiv im Strahlteilerwürfel
umgelenkt und auf die Detektorblende
fokussiert.
Diverse MessanwendungenChromatisch-konfokale Sensoren kön-
nen je nach Dimensionierung für Ab-
standsmessungen im Millimeter-Bereich
oder für Topografieuntersuchungen im
Sub-Mikrometerbereich eingesetzt wer-
den. Besteht das Messobjekt aus einem
transparenten Medium, ist die gleich-
zeitige Detektion mehrerer Oberflächen
möglich, was beispielsweise in der Mit-
tendickenbestimmung von Linsen [8]
oder in der Dickenmessung von Folien
wichtige industrielle Anwendungen fin-
det. Die entscheidenden Kenngrößen
eines konfokal-chromatischen Sensors
sind der Messbereich und die Auflösung.
Sie werden durch den Farblängsfehler des
hyperchromatischen Objektives be-
stimmt. Durch das Spektrum der Licht-
quelle und den Arbeitsbereich des De-
tektors gibt es eine minimale und eine
maximale Wellenlänge, die das System
detektieren kann. Der Messbereich
des Sensors entspricht der Schnittwei-
tendifferenz der hyperchromatischen
Optik bei diesen Wellenlängen. Die
Auflösung eines konfokal-chroma-
tischen Sensors wird durch die spek-
trale Breite des Intensitätssignals hinter
der Detektorblende bestimmt. Diese ist
ebenfalls vom Farblängsfehler und von
der numerischen Apertur des hyperchro-
matischen Objektives abhängig.
AbbildungsqualitätHyperchromatische Systeme, die in
messtechnischen Anwendungen für eine
wellenlängenabhängige Ortsfilterung
eingesetzt werden, stellen hohe Anfor-
derungen an die Qualität der optischen
Abbildung. So muss die Abbildungsleis-
tung in der Ebene der Detektorblende
für alle Wellenlängen gleichermaßen
hoch sein. Analog zum Korrektionspro-
zess eines Achromaten werden auch bei
dem Hyperchromaten die beiden Korrek-
tionsziele Öffnungsfehlerkorrektion und
Erfüllung der Isoplanasiebedingung ver-
folgt. Die Korrektion des Öffnungsfehlers
(sphärische Aberration) bedeutet, dass
die Schnittweite für den paraxialen und
den Öffnungsstrahl für die Hauptwellen-
länge gleich sind. Durch die Einhaltung
der Isoplanasiebedingung wird erreicht,
dass in der Nähe der Achse die Koma
(Asymmetriefehler) korrigiert ist.
In Abb. 4 und Abb. 5 wird der Korrek-
tionszustand eines achromatischen und
eines hyperchromatischen Systems verg-
lichen, die jeweils für eine Abbildung mit
unendlicher Objektweite optimiert sind.
Beide Systeme bestehen aus zwei Ele-
menten und besitzen die gleiche Brenn-
weite und Öffnung. In der Darstellung
der longitudinalen Aberrationen des
verkitteten Achromaten lassen sich die
typischen Korrektionsmerkmale eines
solchen, für den sichtbaren Spektralbe-
Abb. 3: Konfokal-chromatischer Abstandssensor im schematischen Aufbau.
16 Basics

No 23 | 2010 optolines
reich ausgelegten Systems erkennen.
Der Öffnungsfehler ist für die grüne
Hauptfarbe korrigiert und das achroma-
tische Wellenlängenpaar (blau und rot)
hat die gleiche Schnittweite bei einer
relativen Pupillenhöhe um 0,7. Deutlich
sichtbar ist, dass jede Wellenlänge einen
eigenen zonalen Aberrationsverlauf auf-
weist. Die Veränderung im Verlauf der
sphärischen Aberration in Abhängigkeit
von der Wellenlänge wird „Sphärochro-
masie“ oder „Gauß-Fehler“ genannt.
Der Gauß-Fehler ist eine inhärente Ei-
genschaft aller verkitteten Achromate
mit sphärischen Linsenflächen. In dem
oben gezeigten Beispiel ist der Gauß-
Fehler bereits minimiert worden, indem
der Farblängsfehler nicht auf der Achse
sondern in einer mittleren Pupillenhöhe
korrigiert wurde. Um einen weitgehend
wellenlängenunabhängigen Aberra-
tionsverlauf zu erreichen, wurde das
hyperchromatische System in Abb. 5
als Luftspaltsystem ausgeführt. Das Dia-
gramm der longitudinalen Aberrationen
veranschaulicht den gezielt maximierten
Farblängsfehler. Der Öffnungsfehler und
dessen chromatische Variation sind in
diesem Beispiel nahezu vollständig kom-
pensiert. Damit erfüllt dieses System alle
Anforderungen an eine wellenlängen-
abhängige Ortsfilterung mit hoher Auf-
lösung. Inwieweit der störende zonale
Verlauf der sphärischen Aberration beim
Hyperchromaten unterdrückt werden
kann, zeigt der Vergleich der Queraber-
rationen in Abb. 6.
FazitHyperchromate eröffnen durch ihre be-
sonderen chromatischen Eigenschaften
interessante Anwendungsmöglichkeiten
in der Messtechnik. Sie müssen dafür
einen stark vergrößerten Farblängsfeh-
ler besitzen, der die räumliche spektra-
le Aufspaltung ermöglicht. Gleichzeitig
müssen die übrigen Aberrationen, wie
Öffnungsfehler und Koma, sehr gut kor-
rigiert sein, um eine von der Wellenlän-
ge unabhängige hohe Abbildungsqua-
lität und damit eine konstante Qualität
der Filterung zu gewährleisten. Damit
eignen sich diese Systeme ebenfalls her-
vorragend für Anwendungen, in denen
monochromatisches Licht mit hoher
Qualität kollimiert oder fokussiert wird.
Literatur[1] G. Schröder, Technische Optik,
Vogel-Buchverlag, Würzburg, 2007[2] H. Haferkorn, Optik, Wiley-VCH, Wein-
heim, 2003[3] H. Haferkorn, Bewertung optischer
Systeme, Deutscher Verlag der Wissen-schaften, Berlin, 1986
[4] H. Paul, Lexikon der Optik, Band 1, Spek-trum Akademischer Verlag, Heidelberg, 1999
[5] H. Gross, Handbook of Optical Systems, Volume 4, Wiley-VCH, Weinheim, 2008
[6] N. Bauer, Handbuch zur industriellen Bildverarbeitung, Fraunhofer IRB Verlag, Stuttgart, 2008
[7] Mikš, J. Novák, P. Novák, „Theory of chromatic sensor for topography mea-surements“, Proc. SPIE Vol. 6609, SPIE, Washington, 2007
[8] M. Kunkel, J. Schulze, „Mitten-
dickenmessung von Linsen – berüh-
rungslos“, Optolines No. 5, 2005
Die Autoren: Witold Hackemer,
Matthias Ulrich, LINOS Göttingen
Kontakt:[email protected]
Abb. 4: Longitudinale Aberrationen eines verkitteten achromatischen Doublets f‘=50 mm k=3,1 bei den Wellenlängen 436 nm, 486 nm, 546 nm, 588 nm, 656 nm, 707 nm; Skala ±0,25 mm.
Abb. 5: Longitudinale Aberrationen eines hyperchromatischen Doublets f‘=50 mm k=3,1 bei den Wellenlängen 436 nm, 486 nm, 546 nm, 588 nm, 656 nm, 707 nm; Skala ±3 mm.
Abb 6: Queraberrationen auf der Achse bei 486 nm; Skala ±20 μm. Links: Achromat; rechts: Hyperchromat.
17Basics

No 23 | 2010 optolines
1.147 Aussteller, 18.327 internationa-le Besucher und rund 200 neue Pro-dukte- die SPIE Photonics West in San Francisco übertraf die Erwartungen der Branche und lässt optimistisch in das Jahr 2010 bli cken.
Die größte Fachmesse für optische
Technologien in Nordamerika war auch
für Qioptiq ein großer Erfolg und ein
mit Spannung erwartetes Ereignis: Trat
LINOS doch erstmals unter dem Namen
Qioptiq auf! Banner in den Messehallen,
grüne Eyecatcher und ein riesiges „Q“
als Eingang des Messestandes – Qioptiq
dominierte die Photonics West.
Viele Kunden waren beeindruckt von der
angebotenen Bandbreite an Produkten
und Lösungen. Alle vier neu definierten
Qioptiq-Marktsegmente – Industrial Ma-
nufacturing, Medical & Life Sciences, La-
boratories, R & D centers & Universties
sowie Defense & Aerospace – wurden
anhand von Produktbeispielen, Lö-
sungen und Präsentationen vorgestellt.
Photonics West 2010: LINOS becomes Qioptiq!
Das Q als Eingangstor: Eyecatcher des Messestands.
Tagung DGaODie 111. Jahrestagung der Deutschen
Gesellschaft für angewandte Optik
(DGaO) findet vom 25. bis 29. Mai in der
Optik- und Goethestadt Wetzlar an der
Lahn statt. Im Fokus stehen Optik Ferti-
gungstechnik, Mikroskopie, Displaytech-
nik, Femtosekunden-Optik und Spektro-
skopie sowie Consumer Optik. Qioptiq
beteiligt sich mit dem
Vortrag von Dieter
Bürckner-Koydl zum
Thema „Trigonome-
trische Durchrech-
nung von thermisch
belasteten Optiksy-
stemen“ sowie mit
dem Beitrag „Radiale
Temperaturverteilung
in einer dünnen Linse
aufgrund von Absorption und Wärme-
leitung“ von Dr. Michael Moritz an der
DGaO-Jahrestagung.
Wetzlar ist ein Garant für ein interes-
santes Rahmenprogramm: Das „Vise-
um“ und der Wetzlarer Optikparcours
laden ein, die lange Optik-Tradition der
Stadt zu entdecken.
Tagungsgeschäftsführer Professor Dr.
Thomas Sure von der Fachhochschule
Gießen-Friedberg und der Vorstand der
DGaO erwarten zur diesjährigen Tagung
rund 350 Besucher.
www.dgao.de
www.optischetechnologien.de
Literatur-tippLehrbuch für Feinopti-ker druckfrisch erschie-nen – Vertrieb über OptoNet
Mit dem kompakten Buch „Werkstoffe,
Verfahren und Prüftechnik für Feinopti-
ker“ liegt nun eine gänzlich überarbei-
tete Ausgabe des Standardwerks der
Feinoptiker-Ausbildung vor. Die thema-
tischen Schwerpunkte wurden erwei-
tert und aktualisiert, die physikalischen
Grundlagen und moderne Fertigungs-
verfahren ergänzt und die Gestaltung
komplett neu umgesetzt. Das 400 Seiten
umfassende Werk eignet sich damit nicht
nur hervorragend für die Begleitung der
betrieblichen Ausbildung, sondern auch
als Schulungsmaterial für Mitarbeiter
der Optikfertigung, als Lehrmaterial im
Rahmen der Qualifizierung von Optik-
meistern oder als Basis-Studienmaterial
für Studierende in optikrelevanten Stu-
diengängen. Das Lehrbuch wird exklusiv
über OptoNet e.V. zum Preis von 59,50
EUR vertrieben. Mitglieder des Netz-
werks erhalten pro Exemplar 10 EUR
Nachlass. Bei der Bestellung größerer
Stückzahlen sind Rabatte möglich.
Weitere Informationen, die Inhalts-
übersicht, zwei Probekapitel und
das Bestellformular finden Sie unter
www.lehrbuch-feinoptik.de
Werkstoffe, Verfahren und Prüftechnik
für Feinoptiker
Herausgeber: OptoNet e.V.
Kompetenznetz Optische Technologien
ISBN 978-3-00-029486-0
Werkstoffe Verfahren und Prüftechnik f ü r F e i n o p t i k e r
Werkstoffe Verfahren und Prüftechnikfü rfü r F e i n o p t i k e r
Optische Technologien in der Medizin – minimal-invasive Abtragung von Hornhautgewebe mit dem Femtosekundenlaser.Quelle: Dr. Frieder Loesel 20/10 PERFECT VISION
Reges Besucherinteresse am Messe-stand.
LINOS im Qioptiq-Style – auch auf dem European Congress of Radiology in Wien.
18 QIOPTIQ Live
No 23 | 2010 optolines
Messe Stadt Land Datum Internet
Laser Shanghai Shanghai China 16.–18.03.2010 world-of-photonics.net/en/laser-china/start
DPG Tagung Regensburg Deutschland 21.–26.03.2010 www.dpg-physik.de/veranstaltungen/tagungen/index.html
LOB Berlin Deutschland 22.–24.03.2010 www.laser-optics-berlin.de
Photonics Europe Brüssel Belgien 12.–16.04.2010 www.spie.org/photonics-europe.xml
Control Stuttgart Deutschland 04.–07.05.2010 www.control-messe.de
AKL Aachen Deutschland 05.–07.05.2010 www.lasercongress.org/de/index.html
The Vision Show 2010 Boston USA 25.–27.05.2010 www.machinevisiononline.org/public/articles/index.cfm?cat=127
SID 2010 Seattle USA 23.–28.05.2010 www.sid.org/conf/sid2010/sid2010.html
Lasys Stuttgart Deutschland 08.–10.06.2010 cms.messe-stuttgart.de/cms/index.php?id=38233
Optatec Frankfurt Deutschland 15.–18.06.2010 www.optatec-messe.de/de/optatec
Int'l Symposium on Molecular Spectroscopy
Columbus OH USA 21.–25.06.2010 spectroscopy.mps.ohio-state.edu/symposium/index.html
Semicon WEST San Francisco USA 13.–15.07.2010 www.semiconwest.org/index.htm
IMTS – Int‘l Machine Tool Show
Chicago, IL USA 13.–18.09.2010 www.imts.com/
Photokina Köln Deutschland 21.–26.09.2010 www.photokina.de/
AAO Chicago USA 16.–19.10.2010 www.entnet.org/annual_meeting/
Vision Stuttgart Deutschland 09.–11.11.2010 www.messe-stuttgart.de/VISION/
RSNA Chicago USA 28.11.–03.12.2010
www.rsna.org/rsna/index.cfm
Messekalender 2010
ImpressumHerausgeber:LINOS Photonics GmbH & Co. KG, Geschäftsbereich Industrial ManufacturingKönigsallee 23, D-37081 GöttingenFON +49 (0)5 51 / 69 35-0, www.linos.de
© Redaktion und Produktion:BEISERT & HINZ UNTERNEHMENSKOMMUNIKATION GmbHPrinzenstraße 21a, D-37073 Göttingen www.BEISERT-HINZ.de
Redaktionsteam
Neuer Style, neue Themen und ein bewährtes Team! Auch in Zukunft freuen wir, Bastian Dzeia, Norbert Henze, Petra Aschenbach und Tho-mas Thöniß (von links), uns darauf, Ihnen als optolines-Redaktions-team spannende Themen zu prä-sentieren.Kontakt: [email protected]
19QIOPTIQ Live
E-mail: [email protected]
Tel.: +49 (0) 551/ 6935-0
www.linos.de
www.qioptiq.com
Defense &Aerospace
Industrialmanufacturing
Medical & Life Sciences
Laboratories, R&D Centers & Universities
Neu: LINOS HyperchromateVielfältige Anwendungsmöglichkeiten, z.B. Einsatz in konfokal-chromatischen Sensoren
Exzellente monochromatische Abbildungsleistung
Axiale Wellenlängenaufspaltung
Asphärische Kollimatorlinsen Formgepresste Asphäre
Geringste sphärische Aberration
Beugungsbegrenzt bei Designwellenlänge
UV-Spiegelobjektiv mag.x®
durch Spiegel in breitem Wellenlängen-bereich einsetzbar, frei von chromatischen Abberationen
Optimiertes Schwarzschild-Design
Großer Arbeitsabstand: 18,6 mm
Breiter Spektralbereich von 190 – 900 nm
TheQioptiq







