
Info „MIG-MAG-Schweißer“ Spulenformen
Info „Plasma- und Autogen-Schneiden, Laser- und Wasserstrahlschneiden“
Info „Gasversorgung, Gaswarngeräte“
Info „Software Schweißassistent, Wiederholungsprüfung“
Info „Sonderverfahren“
Info „Schutzarten“
Warengruppenübersicht
10
S c h w e i ß t e c h n i k
1 10
Info „E-Hand Schweißen“
Info „WIG-, Orbital- und Plasmaschweißen“
Seite 10/18 – 10/20
Seite 10/21 – 10/21
Seite 10/23 – 10/32
Seite 10/33 – 10/37
Seite 10/38 – 10/39
Seite 10/40 – 10/42
Seite 10/6 – 10/17
Seite 10/2 – 10/5
Info „Keramische Badsicherung“
Seite 10/22 – 10/22
WGübersicht SWT 07.qxd 22.11.2006 13:20 Uhr Seite 10

Info „E-Hand Schweißen“S c h w e i ß t e c h n i k
210
Systemerläuterung
Beim Elektrodenschweißen wird die Schweiß-wärme durch den elektrischen Lichtbogenerzeugt. Der Lichtbogen brennt zwischen demWerkstück und einer abschmelzenden Elektrode.Die Elektrode liefert also gleichzeitig den Zusatz-werkstoff. Wichtigste Variante ist das Lichtbo-genhandschweißen. Die Stabelektrode wird ineinen Elektrodenhalter eingespannt und vomSchweißer an der Nahtstelle geführt.Stabelektroden sind im allgemeinen umhüllt. DieUmhüllung schmilzt ebenfalls ab und schütztdurch freiwerdende Gase und als Schlacke dasSchmelzbad und den Lichtbogen vor dem Zutrittder Atmosphäre. Nach dem Erkalten desSchmelzbades wird die Schlacke entfernt.
Die Geräte
Geräte mit -Zeichen können auch untererhöhter elektrischer Gefährdung eingesetztwerden.
Schweißgleichrichter und Inverterschweißgerätehaben besonders gute Schweißeigenschaftenund sind daher auch für Sonderelektroden gutgeeignet.
Schweißbare Materialien
Fast alle schweißbaren Werkstoffe können mitStabelektroden geschweißt werden, z. B.:Baustahl, Kesselstahl, Röhrenstahl, Stahlguss,Edelstahl, Hartauftragungsstähle usw.
Die besonderen Vorteile
Elektrodenschweißen ist einfach und sicher. Diekompakten Geräte sind problemlos zu hand-haben und einfach zu transportieren. Da keinGas erforderlich ist, kann auch im Freien, selbstbei Wind, geschweißt werden. Die relativ nied-rigen Anschaffungskosten ermöglichen denEinsatz in allen Bereichen, von der Industrie überdas Handwerk bis zum Heimwerker.
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 2

Info „E-Hand Schweißen“ S c h w e i ß t e c h n i k
10
3 10
1. Bezeichnungsbeispiel für umhüllte Stabelektroden nach EN ISO 2560-A:
Typen: z. B. Stabelektrode „PHOENIX 120 K“(Beziechnung nach EN ISO 2560-A: E 42 5 B 32 H 5)
Vollständige NormbezeichnungVerbindliche Normbezeichnung (gelb unterlegt)
Kurzzeichen für das Lichtbogenhandschweißen
Mindest- Zug- Mindestbruch-Kennzahl streckgrenze 1) festigkeit drehung A5
N/mm2 N/mm2 %
35 355 440 bis 570 22
38 380 470 bis 600 20
42 420 500 bis 640 20
46 460 530 bis 680 20
50 500 560 bis 720 18
1) Als Streckgrenze gilt die untere Streckgrenze ReL. Ist sie nicht
ausgeprägt, dann ist die 0,2 % Dehngrenze Rp0,2 zu wählen.
Kennbuchstabe/ Mindest-Kerbschlagarbeit 47 JKennziffer bei °C
Z Keine Anforderung
A + 20
0 0
2 - 20
3 - 30
4 - 40
5 - 50
6 - 60
Der Mindestwert der Kerbschlagarbeit, der dem Kennbuchsta-ben/der Kennziffer zugeordnet ist, ist der Mittelwert von 3 ISO-V-Proben mit nur einem Einzelwert niedriger als 47 J, aber hö-her als 32 J. Wenn eine Stabelektrode für eine bestimmte Tem-peratur geeignet ist, ist sie folglich für jede höhere Temperaturverwendbar.
Kennzeichen Höchstgehalt an diffusiblem Wasserstoffml/100 g abgeschmolzenes Schweißgut
H 5 5
H 10 10
H 15 15
Kennziffer Schweißposition
1 Alle Positionen
2 Alle Positionen, außer Fallnaht
Stumpfnaht in Wannenposition3 Kehlnaht in Wannen- und Horizontalposition
4 Stumpf- und Kehlnaht in Wannenposition
5 Für Fallnaht und wie Kennziffer 3
Kennziffer Ausbringung
% Stromart 1)
1
2
3
4
5
6
7
8
! 105
! 105
1 105^125
1 105^125
1 125^160
1 125^160
1 160
1 160
Wechsel- u. Gleichstrom
Gleichstrom
Wechsel- u. Gleichstrom
Gleichstrom
Wechsel- u. Gleichstrom
Gleichstrom
Wechsel- u. Gleichstrom
Gleichstrom
1) Um die Eignung für Wechselstrom nachzuweisen,müssen die Prüfungen mit einer Leerlaufspannungvon max. 65 V durchgeführt werden.
Kurzzeichen Art der Umhüllung
A
C
R
RR
RC
RA
RB
B
sauer-umhüllt
zellulose-umhüllt
rutil-umhüllt
rutil-umhüllt (dick) 1)
rutilzellulose-umhüllt
rutilsauer-umhüllt
rutilbasisch-umhüllt
basisch-umhüllt
1) Verhältnis von Umhüllungs- zum Kernstabdurchmesser6 1,6
E 42 5 B 3 2 H5
2. Schweißpositionen
Die verschiedenen Schweißpositionen werden gemäß DIN EN ISO 6947gekennzeichnet.Nachfolgend erhalten Sie eine Übersicht der Kennzeichnungen sowie diedazugehörige Beschreibung. Zur besseren Orientierung haben wir die altenBezeichnungen gemäß DIN 1912 ebenfalls aufgeführt:
Schweißposition gemäß
DIN EN ISO 6947 DIN 1912 Beschreibung
PA W Waagerechtes Schweißen von Stumpf- und
Kehlnähten in Wannenpositionen
PB h Horizontales Schweißen von Kehlnähten
(Normallage)
PC q Querposition
PE ü Überkopfposition
PF s Senkrecht steigend
PG f Senkrecht fallend
PF
PA
PB
PC
PE
PG
E
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 3
Info „E-Hand Schweißen“S c h w e i ß t e c h n i k
410
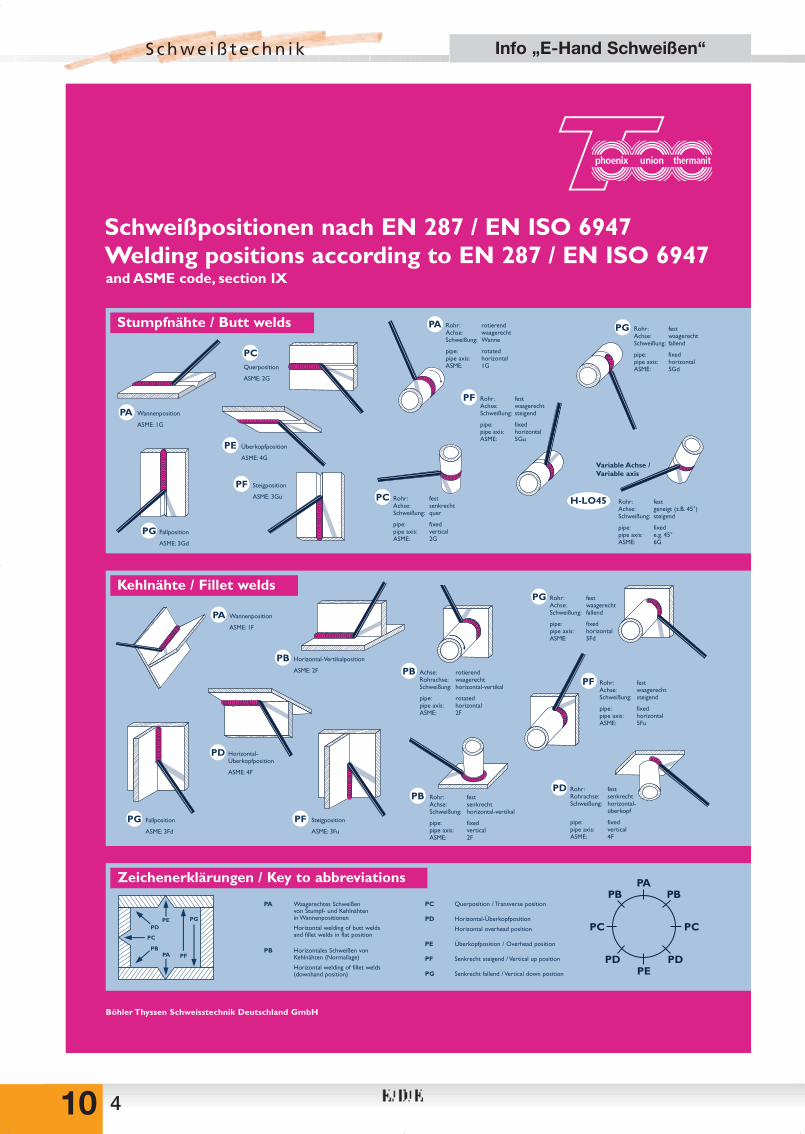
PA Waagerechtes Schweißen von Stumpf- und Kehlnähten in Wannenpositionen
Horizontal welding of butt welds and fillet welds in flat position
PB Horizontales Schweißen von Kehlnähten (Normallage)
Horizontal welding of fillet welds (downhand position)
PA Wannenposition
ASME: 1G
PCQuerposition
ASME: 2G
PF Steigposition
ASME: 3Gu PC Rohr: festAchse: senkrechtSchweißung: quer
pipe: fixedpipe axis: verticalASME: 2G
PG Rohr: festAchse: waagerechtSchweißung: fallend
pipe: fixedpipe axis: horizontalASME: 5Gd
Variable Achse /Variable axis
PD Horizontal-Überkopfposition
ASME: 4F
PB Horizontal-Vertikalposition
ASME: 2F
PF Steigposition
ASME: 3Fu
PG Fallposition
ASME: 3Fd
PE Überkopfposition
ASME: 4G
PF Rohr: festAchse: waagerechtSchweißung: steigend
pipe: fixedpipe axis: horizontalASME: 5Gu
PF Rohr: festAchse: waagerechtSchweißung: steigend
pipe: fixedpipe axis: horizontalASME: 5Fu
PG Rohr: festAchse: waagerechtSchweißung: fallend
pipe: fixedpipe axis: horizontalASME: 5Fd
PB Rohr: festAchse: senkrechtSchweißung: horizontal-vertikal
pipe: fixedpipe axis: verticalASME: 2F
PD Rohr: festRohrachse: senkrechtSchweißung: horizontal-
überkopf
pipe: fixedpipe axis: verticalASME: 4F
PB Achse: rotierendRohrachse: waagerechtSchweißung: horizontal-vertikal
pipe: rotatedpipe axis: horizontalASME: 2F
PG Fallposition
ASME: 3Gd
Pri
nted
in G
erm
any
· BT
SG
D ·
D/E
06.
05 1
000
PC Querposition / Transverse position
PD Horizontal-Überkopfposition
Horizontal overhead position
PE Überkopfposition / Overhead position
PF Senkrecht steigend / Vertical up position
PG Senkrecht fallend / Vertical down position
Stumpfnähte / Butt welds
Kehlnähte / Fillet welds
Zeichenerklärungen / Key to abbreviations
Schweißpositionen nach EN 287 / EN ISO 6947Welding positions according to EN 287 / EN ISO 6947and ASME code, section IX
PA Wannenposition
ASME: 1F
H-LO45 Rohr: festAchse: geneigt (z.B. 45°)Schweißung: steigend
pipe: fixedpipe axis: e.g. 45°ASME: 6G
PA Rohr: rotierendAchse: waagerechtSchweißung: Wanne
pipe: rotatedpipe axis: horizontalASME: 1G
Böhler Thyssen Schweisstechnik Deutschland GmbH
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 4
Info „E-Hand Schweißen“ S c h w e i ß t e c h n i k
10
5 10
Empfehlungen für das Rücktrocknen vonStabelektroden und Schweißpulver
Stabelektroden und Schweißpulver können in Abhängigkeitder Umhüllungs- bzw. der Kornzusammensetzung sowie derumgebenden Atmosphäre Feuchtigkeit aufnehmen.
Die Notwendigkeit der Rücktrocknung dieser Schweißzusätzerichtet sich nach dem Umhüllungs- bzw. Pulvertyp sowie derStreckgrenze und Blechdicke des zu verarbeitenden Stahles.Mit steigendem Legierungsgehalt und zunehmender Dehn-grenze des Grundwerkstoffes sowie dem Spannungszustandder Konstruktion wächst die Gefahr der wasserstoffindu-zierten Rissbildung.
Niedriglegierte basische Stabelektroden und basische Schweiß-pulver, die vorwiegend für das Schweißen von höherfestenStählen zum Einsatz kommen, sollten daher grundsätzlichrückgetrocknet werden. Bei niedriglegierten basischen Stab-elektroden und Schweißpulvern, die zum Schweißen vonStählen mit einer Streckgrenze < 355 N/mm eingesetzt werden,genügt im allgemeinen eine Rücktrocknung von 2 Stundenbei 250 °C.
Sehr niedrige H2-Gehalte von < 5 ml/100 g im abgeschmolzenenSchweißgut von Stabelektroden, wie es oft für das Schweißenvon warmfesten Stählen und Feinkorn-baustählen mit Dehn-grenzen > 355 N/mm gefordert wird, können nur durch Rück-trocknung von mindestens 2 Stunden bei 300 bis 350 °Cerzielt werden.
Niedriglegierte sauer-, rutil- und rutilbasisch umhüllte Stab-elektroden (Einstufung gemäß EN 499: A, R, RR, RC, RA, RB)bedürfen im allgemeinen keiner Rücktrocknung, soweit dieStabelektroden in unbeschädigter Verpackung trocken gela-gert werden. Falls die Umhüllung der genannten Stabelektro-denklassen infolge unsachgemäßer Lagerung einen zu hohenWassergehalt besitzt, kann eine Rücktrocknung von einerStunde bei 100 bis 110 °C erfolgen.
Celluloseelektroden benötigen zur Entfaltung optimalerSchweißeigenschaften eine definierte Feuchtigkeit in der Um-hüllung. Sie werden daher vorwiegend in Blechdosen ver-packt. Diese Elektroden dürfen nicht rückgetrocknet werden!
Hochlegierte Stabelektroden sollten aus Sicherheitsgründen 2 Stunden bei 300 °C ± 25 °C rückgetrocknet werden, um evtl.Startporen zu vermeiden. Die Zwischenlagerung der rückge-trockneten Schweißzusätze sollte bei ca. 150 °C erfolgen.
Mehrmaliges Rücktrocknen ist für alle Elektrodentypen (außerCelluloseelektroden) zulässig, jedoch soll eine Gesamtrück-trocknungsdauer von 10 h nicht überschritten werden.
Vakuum-Verpackung „EXTRA DRY”
Stabelektroden können auf Wunsch auch in Vakuumver-packung geliefert werden.
Bei dieser Verpackungsvariante können die Stabelektrodenohne Rücktrocknung und Warmhaltemaßnahmen bis zu 9Stunden (eine Schichtlänge) nach dem Öffnen problemlosverarbeitet werden. Hierbei werden H2-Gehalte von < 5 ml/100 g im abgeschmolzenen Schweißgut erreicht.
Länger offen gelagerte Stabelektroden können durchRücktrocknen von 2 Stunden bei 300 bis 350 °C regeneriertwerden.
Das Schweißen von Mischverbindungen
Austenit-Ferrit-Verbindungen
1. Anforderungen
Martensitfreies (-armes) Gefüge der Vermischungszone sowieEinhaltung bauteilbedingter Festigkeitswerte.
2. Schweißzusätze und -prozesse
Die kritische Stelle bei Austenit-Ferrit-Verbindungen (oft auchin umgekehrter Reihenfolge als Schwarz-Weiß-Verbindungenbezeichnet) ist die Übergangs/Vermischungszone zwischendem ferritischen Grundwerkstoff* und dem hochlegiertenaustenitischen bzw. austenitisch-ferritischen Schweißzusatz(Austenit). Auf jeden Fall sollte diese Zone keine hohenMartensitanteile enthalten, da die Sprödigkeit eines solchenGefügeanteiles die Schweißverbindung gefährden und zumBruch führen kann.
Dieser Forderung genügen folgende Thermanit-Schweiß-zusätze:
2.1 Austenitische (ferritfreie und ferrithaltige) Schweißzusätzemit Zusammensetzungen, deren Gefügepunkte im Schaeffler-Diagramm eine günstige Lage haben. Sie werden überwie-gend mit vermischungsarmen Prozessen (WIG und Stabelek-trode) verschweißt: Thermanit X, 20/10, 22/09, 23/11 MoZL, 25/14 E, 30/10.
Bei Thermanit X können auch SG-Drahtelektroden, bei Ther-manit 20/10, 22/09 und 25/14 E auch SG- und UP-Drahtelek-troden verwendet werden, wobei aber die Hinweise unterAbs. B.2.2 besonders zu beachten sind.
2.2 Die Nickel-Basis-Schweißzusätze Thermanit Nicro 82,Nicro 182 und 625.
3. Wärmebehandlung
Eine Spannungsarmglühung darf bei den austenitischen bzw.austenitisch-ferritischen Schweißzusätzen nur bei Tempera-turen bis max. 300 °C ausgeführt werden, da bei höherenTemperaturen im Übergang des ferritischen Grundwerkstoffeszum Schweiß-gut eine Cr-Karbid-Zone entsteht, die dieFestigkeit und Verformungsfähigkeit der Verbindung vermin-dert. Selbstverständlich dürfen auch im Betrieb keine höheren(Dauer-)Temperaturen vorliegen.
4. Sonderstellung von Thermanit Nicro 82, Nicro 182 und 625
Die Ni-Basis-Legierungen Thermanit Nicro 82, Nicro 182 und625 sind entsprechend ihren hohen Legierungsgehalten inBezug auf Vermischung wesentlich unkritischer und lassenaußerdem auch „echte” Spannungsarmglühtemperaturen zu.Allerdings dürfen diese Schweißzusätze keineswegs nur als„Zwischenlage” verwendet werden. Würde die Naht nämlichmit einem austenitisch-ferritischen Schweißzusatz weitergeschweißt, ergäbe sich im Übergang durch Ni-Aufnahmeaus der Ni-Basis-Legierung eine ferritfreie, vollaustenitischeZone mit hoher Warmrissanfälligkeit.
*) Unter ferritischem Grundwerkstoff oder kurz Ferrit sind die un-/niedrigle-gierten und die ferritischen nichtrostenden/hitzebeständigen Cr-Stähle/Stahl-gusssorten zu verstehen.
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 5

WIG-, Orbital- und PlasmaschweißenS c h w e i ß t e c h n i k
610
Systemerläuterung
Beim Elektrodenschweißen wird die Schweiß-wärme durch den elektrischen Lichtbogenerzeugt. Der Lichtbogen brennt zwischen demWerkstück und einer abschmelzenden Elektrode.Die Elektrode liefert also gleichzeitig den Zusatz-werkstoff. Wichtigste Variante ist das Lichtbo-genhandschweißen. Die Stabelektrode wird ineinen Elektrodenhalter eingespannt und vomSchweißer an der Nahtstelle geführt.Stabelektroden sind im allgemeinen umhüllt. DieUmhüllung schmilzt ebenfalls ab und schütztdurch freiwerdende Gase und als Schlacke dasSchmelzbad und den Lichtbogen vor dem Zutrittder Atmosphäre. Nach dem Erkalten desSchmelzbades wird die Schlacke entfernt.
Die Geräte
Geräte mit -Zeichen können auch untererhöhter elektrischer Gefährdung eingesetztwerden.
Schweißgleichrichter und Inverterschweißgerätehaben besonders gute Schweißeigenschaftenund sind daher auch für Sonderelektroden gutgeeignet.
Schweißbare Materialien
Fast alle schweißbaren Werkstoffe können mitStabelektroden geschweißt werden, z. B.:Baustahl, Kesselstahl, Röhrenstahl, Stahlguss,Edelstahl, Hartauftragungsstähle usw.
Die besonderen Vorteile
Elektrodenschweißen ist einfach und sicher. Diekompakten Geräte sind problemlos zu hand-haben und einfach zu transportieren. Da keinGas erforderlich ist, kann auch im Freien, selbstbei Wind, geschweißt werden. Die relativ nied-rigen Anschaffungskosten ermöglichen denEinsatz in allen Bereichen, von der Industrie überdas Handwerk bis zum Heimwerker.
Systemerläuterung WIG-Schweißen
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 6

Info „WIG-Start mit HF-Zündung“ S c h w e i ß t e c h n i k
10
7 10
Der klassische Schweißstart beim WIG-Schweißen beginnt inder Regel mittels der so genannten Hochfrequenz-Lichtbogen-zündung (HF). Eine Hochfrequenzentladung durchschlägt dieLuftstrecke zwischen der Elektrode und dem Werkstück, eindirekter Kontakt zwischen der Wolframelektrode und demWerkstück besteht nicht. Allerdings hat dieses Zündverfahren auch Nachteile:
Durch die Hochfrequenzentladung können sensible elektroni-sche Steuerungen gestört und schlimmstenfalls elektronischeBauteile zerstört werden. WIG-Schweißgeräte, die nur überHF-Lichtbogenzündung verfügen, sind somit nur eingeschränkteinsetzbar. Außerdem kann die Verwendung langer Schlauch-pakete zu Zündproblemen führen.
Eine unproblematische, aber weit unterschätze Alterna-tive ist die Liftarc-Zündung: Diese Zündmethode ermöglicht auch das Arbeiten instörungsempfindlichen Bereichen und ist mittlerweile beivielen Herstellern ein Standard.
Durch Aufsetzen der Wolframelektrode auf das Werkstückund Betätigen des Brennerschalters wird eine Messspannungangelegt, es besteht keine Gefahr für das Werkstück oder dieWolframelektrode! Hebt nun der Anwender die Wolframelek-trode vom Werkstück ab, wird der Lichtbogen gezündet. In der Nähe befindliche Elektronik wird nicht beeinflusst.
Hier die Vorteile der Liftarc-Zündung zusammengefasst:
• Vermeidet Störungen an elektronischen Baugruppen • Exakte Bestimmung des Schweißstartpunktes möglich • Einfache und sichere Zündung • Keine Gefahr von Wolframeinschlüssen• Keine Beschädigung der Elektrodenspitze• Keine Zündprobleme bei langen Schlauchpaketen
Der Funktionsablauf ist wie folgt (s. Schaubild):
Startmethoden beim WIG- Schweißen:Hochfrequenz (HF)- oder Liftarc-Zündung
Phase 1: Aufsetzen der Wolframelek-trode aufs Werkstück
Phase 2: Drücken des Brennschalters
Phase 3: Abheben des Brenners vomWerkstück über die Gasdüse
Phase 4: Ionisation der Luftstrecke,Entstehen des Lichtbogens
WIG-Schweißstart mittels Liftarc-Lichtbogenzündung
Brennermodus: 2 Takt
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 7

Info WolframelektrodenS c h w e i ß t e c h n i k
810
Wolframelektroden für das WIG Schweißen – was Sie wissen sollten
Elektroden-typ
strahlungs-frei
Øin mm Stromart Einsatzgebiete Schweißeigenschaften Empfehlung
WC 20 „grau” ja 1,0 – 4,8 AC/DC
- un- und hoch-legierter Stahl
- Alu-Legierungen- Magnesiumlegie-
rungen- Titanlegierungen- Nickellegierungen- Kupferlegierungen
- sehr gute Zünd- und Wiederzündeigen-schaften
- hohe Standzeit- hohe Belastbarkeit
Universalelektrode
WL 15„gold” ja 1,0 – 4,8 AC/DC siehe WC 20
- ähnlich wie WC 20,ideal für Nieder-strombereich
Universalelektrode, speziell fürMikroplasma, Plasmaschweißen
WL 10„schwarz” ja 1,6 – 3,2 AC/DC siehe WC 20
- gute Zünd- und Wiederzündeigen-schaften
Plasmaschweißen
WS 2 „türkis” ja 1,6 – 3,2 AC/DC siehe WC 20
- sehr gute Zünd- und Wiederzündeigenschaften
- hohe Standzeit- hohe Belastbarkeit
Universalelektrode speziell fürMikroplasma, Plasmaschweißen,mechanisiertes Schweißen
WT 20 „rot” nein 1,0 – 4,8 AC/DC
- un- und hoch-legierter Stahl
- Titanlegierungen- Nickellegierungen- Kupferlegierungen
- kann durch WC 20, WL 15 oder WS 2 ersetzt werden
mögliche Gesundheitsgefähr-dung bei unsachgemäßerHandhabung, NUR BEDINGTEMPFEHLENSWERT !!!
Wolframelektroden richtig anschleifen
Auch der richtige Anschliff ist wichtig
für die Qualität der Schweißnaht (siehe
Abbildung). Es sollte stets eine Dia-
mantschleifscheibe verwendet werden.
Die Elektrode ist immer in Längsrich-
tung anzuschleifen und die Spitze ab-
zuflachen. Das
Resultat wird den
Anwender über-
zeugen: verbesserte
Standzeit und
Lichtbogenstabilität.
Entscheidend für die Zündfähigkeit einer Wolframelek-trode ist die so genannte Elektronenaustrittsarbeit. DieElektronenaustrittsarbeit beschreibt die benötigte Kraft,die aufgewendet werden muss, um ein Elektron ausdem Atomverband der Wolframelektrode zu lösen. Jegeringer die aufzuwendende Kraft ist, desto leichterkann der Lichtbogen gezündet werden. Durch Dosie-rung mit Oxidzusätzen (beispielsweise La2O3, ThO2
etc.) kann diese Elektronenaustrittsarbeit weiter redu-ziert werden. Ein weiterer positiver Effekt ist die höhereTemperaturbelastbarkeit der Elektrode. Auch die Vertei-lung der Oxide spielt eine wichtige Rolle – sie solltenmöglichst gleichmäßig (homogen) verteilt sein.Im kritischen Fokus der Wissenschaft und somit auchder Berufsgenossenschaften sind seit einigen Jahrendie thoriumhaltigen Wolframelektroden (Kennfarbenrot/orange). Aufgrund ihrer guten Eigenschaften imBereich Zündfähigkeit, Lichtbogenstabilität, Standzeitund ihrer Eignung für den Einsatz bei Gleich- wie
Wechselstrom, sind sie zum Standard für die meistenWIG-Anwendungen geworden. Der Nachteil: Das che-mische Element Thorium ist schwach radioaktiv. Somitsind einige Maßnahmen bei der Herstellung und demEinsatz zu beachten, die zum Umdenken anregen. Seit einiger Zeit gibt es aber auch strahlungsfreieAlternativen. So haben sich beispielsweise lanthanhal-tige (Kennfarbe gold) oder solche mit „seltenen Erden”angereicherten Elektroden (Kennfarbe türkis) als Ersatzbewährt.
Zusammengefasst stellen sich folgende Anforder-ungen an Wolframelektroden:
- gute Zünd- und Wiederzündfähigkeiten- konstanter Lichtbogen- lange Standzeit- hohe Strombelastbarkeit- universell einsetzbar (AC/DC)
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 8

WIG-, Orbital- und Plasmaschweißen S c h w e i ß t e c h n i k
10
9 10
Strom I
Zeit tSchweißstrom
WIG-Schweißen ohne Slope-Funktionen(Slope-Funktionen = Stromanstieg und Stromabfall)
Deutlicher Rückbrand zu Nahtbeginn und am Nahtende
pStrom I
Zeit tSlope - Up Slope - DownSchweißstrom
WIG-Schweißen mit Slope-Funktionen(Slope-Funktionen = Stromanstieg und Stromabfall)
Keine Fehlstellen am Nahtanfang und Nahtende, kaum Nacharbeitund somit Zeitersparnis.
Slope-Up Slope-Down
(Stromanstieg) (Stromabfall)
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 9

WIG-, Orbital- und PlasmaschweißenS c h w e i ß t e c h n i k
1010
Strom I
Zeit tt Puls t Grund
Frequenz
I Puls
I Grund
Stromverhältnisse beim WIG-Pulslichtbogen
Formel zur Errechnung der Pulsfrequenz
1Pulsfrequenz =
t ll PPuullss + t ll GGrruunndd
1Beispiel: = 1 Hz
0,5 s + 0,5 s
1= 200 Hz
0,001 s + 0,004 s
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 10

WIG-, Orbital- und Plasmaschweißen S c h w e i ß t e c h n i k
10
11 10
+
-
t
Vergleich Sinus zu Rechteckwelle(Wechselstromschweißen von Aluminiumbauteilen)
Elektrodenform Sinus- zu Rechteckwelle(Wechselstromschweißen von Aluminiumbauteilen)
untere bis mittlere Strombelastung
mittlere und obere Strombelastung
untere bis mittlere Strombelastung
mittlere und obere Strombelastung
+
-
+
-
I ISinuswelle AC-Rechteckwelle
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 11

WIG-, Orbital- und PlasmaschweißenS c h w e i ß t e c h n i k
1210
Breiter Lichtbogen mit niedriger Frequenz
Eingeschnürter Lichtbogendurch hohe Frequenz
+
-30 % 70 %
Mehr Einbrand
Weniger Oxidaufbrechung
AC-Rechteckwelle mit Balanceveränderung(Wechselstromschweißen von Aluminiumbauteilen)
Einfluss der AC-Frequenz auf den Lichtbogen(Wechselstromschweißen von Aluminiumbauteilen)
Eingeschnürter Lichtbogendurch hohe Frequenz
Breiter Lichtbogen mitniedriger Frequenz
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 12

WIG-, Orbital- und Plasmaschweißen S c h w e i ß t e c h n i k
10
13 10
Einfluss von Schutzgasen auf den Einbrand
Einfluss von Schutzgasen auf den Einbrand
Stirnnaht Dreiblechnaht Bördelnaht Bördelecknaht
Ideal für Blechdicken : 0.5 mm 2.0 mm
Fugenformen zum WIG-Schweißen ohne Zusatz-Werkstoffe
100 % Argon
Stirnnaht
Ideal für Blechdicken: 0,5 mm – 2,0 mm
Dreiblechnaht Bördelnaht Bördelecknaht
100 % Helium
50 % Argon50 % Helium
95 % Argon5 % Wasserstoff
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 13
WIG-, Orbital- und PlasmaschweißenS c h w e i ß t e c h n i k
1410
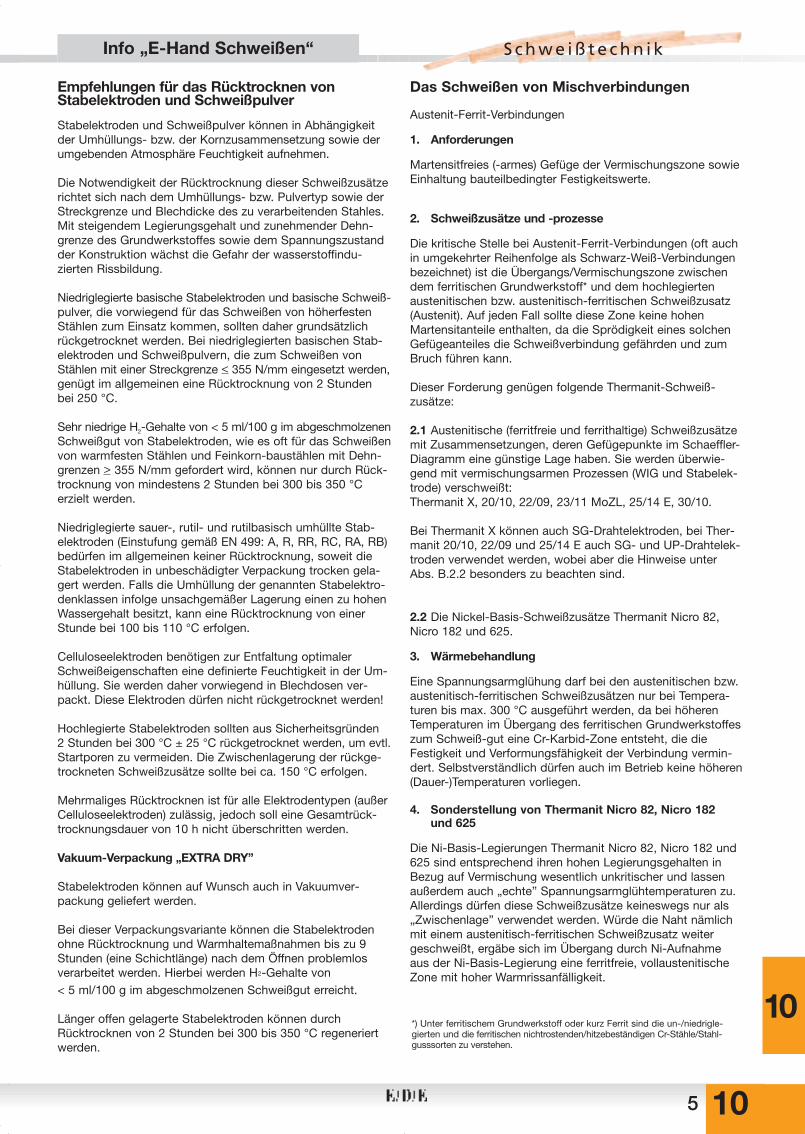
Verfahrensinformation WIG-Schweißen mit Gaslinse– wo sind die Vorteile?
Bei allen Schutzgasschweißverfahren ist der Schutzdes Schweißbades von großer Bedeutung für dieGüte und Qualität der Schweißnaht. MangelnderSchutz vor dem Luftsauerstoff führt zu Oxidations-prozessen im Werkstück.Beim WIG-Verfahren schützt ein inertes Schutzgas(in der Regel Argon) das Schweißbad und dieWolframelektrode. Moderne Stromquellen, wie z.B. die FORMAT B TIG Serie, sorgen durch intelli-gentes Gasmanagement für optimalen Schutz.Um zu Beginn einen ausreichenden Schutz derWolframelektrode und des Werkstücks zu gewähr-leisten, strömt das Schutzgas vor der Zündungdes Lichtbogens. Während des Prozesses schirmtdas Gas das Schweißbad vor der Atmosphäre ab.Nach dem Erlöschen des Lichtbogens sorgt dieGasnachströmung für den nötigen Schutz des er-kaltenden Schweißbades und die noch heißeWolframelektrode.
Für den Einsatz an schwer zugänglichen Stellenkann der WIG-Schweißbrenner mit einer so ge-nannten Gaslinse ausgestattet werden. Dieseheute zumeist aus Sintermetall bestehende Linsesorgt für einen laminaren, wirbelfreien Gasflussentlang der Wolframelektrode und deutlich bessereund homogenere Gasabdeckung. Somit kann dieWolframelektrode weiter vorgezogen werden, derAbstand von Gasdüse und Werkstück lässt sichum den Faktor 2 bis 3 erhöhen – z. B. ein Vorteilbei engen Kehlnähten. Nahezu jeder WIG-Brennerkann mit einer Gaslinse ausgerüstet werden. Der Verbrauch des teuren Edelgases Argon wirdum bis zu 10 Prozent gesenkt. Mehrkostenentstehen lediglich durch die Gaslinse und diegrößere Gasdüse, die Vorteile überwiegen aberdeutlich.
Bessere Gasabdeckung durchGaslinse
Spannhülsengehäuse
Schutzgas Schutzgas
Gasdüse
Gaslinse8
mm 20
mm
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 14

WIG-, Orbital- und Plasmaschweißen S c h w e i ß t e c h n i k
10
15 10
Die vollmechanisierte WIG-Rohrschweißung ist ein Weg, die
Schweißproduktion rationeller zu gestalten und um höchsten
Anforderungen gerecht zu werden.
Gleichmäßig hohe Qualität
Die Rohrschweißausrüstungen von ESAB gewährleisten eine
gleichmäßige und hohe Qualität von der ersten bis zur letzten
Schweißnaht mit definierter Wurzel- und Nahtausbildung. Der
Kunde stellt die Anforderungen, ESAB’s Rohrschweiß-
automaten erfüllen sie. Ein Sicherheitsaspekt ohnegleichen!
Optimale Zugänglichkeit
Die Rohrschweißautomaten von ESAB können selbst an
engen Stellen perfekt schweißen, wo das Handschweißen
ohne Qualitätsverluste schwierig wird.
Produktionssteigerung
Die Reproduzierbarkeit, die durch den mechanisierten
Schweißprozess erreicht wird, ergibt eine verbesserte
Einschaltdauer mit weniger Ausschuss, geringeren
Reklamationen und Nacharbeit. Dadurch wird auch die
Produktionsplanung erleichtert sowie die Einhaltung von
Lieferterminen.
Ergonomie
Eine ergonomische Arbeitsplatzgestaltung schafft ein
angenehmeres Arbeitsklima. Der so motivierte Schweißer
kann sich ganz auf seine Aufgabe konzentrieren und perfekte
Schweißnähte erzeugen.
Verbesserte Ergonomie führt zu gesteigerter Produktivität..
Vollmechanisiertes WIG-Rohr- und Orbitalschweißen füreine flexible und optimierte Fertigung
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 15
WIG-, Orbital-, und PlasmaschweißenS c h w e i ß t e c h n i k
1610
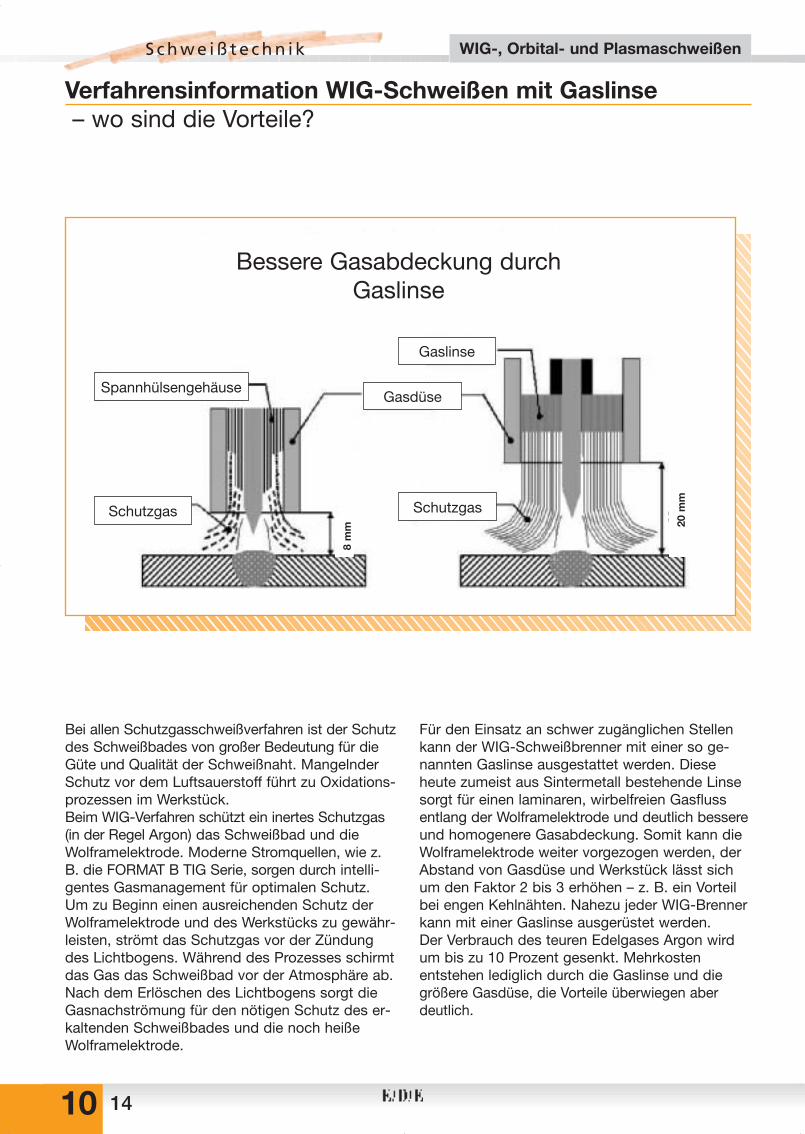
Das WIG-Orbitalschweißen basiert auf dem WIG-Prozess, wobei Hauptaufgabenstellungen das Verschweißen von Rohren mit Rohren, Rohren mitFormstücken (Flansche, Rohrbögen) oder von Rohren in Wärmetauschern sind. Der Brennerbewegt sich während des Schweißprozesses aufeiner Kreisbahn (lat. Orbit) um das ruhende Werk-stück. Schweißbadbeherrschung über Parameter-variation durch von Mikroprozessoren gesteuerteStromquellen, die Wahl des für den Einzelfall geeig-neten Schweißkopfes, aber auch die Art der Naht-vorbereitung sind entscheidend für das Schweiß-ergebnis und dessen Reproduzierbarkeit.
Anmerkung: Maschine zum Plandrehen, Anfasen oder Trennen von Rohren als Voraussetzung für dieReproduzierbarkeit des Schweißergebnisses auf Anfrage.
WIG-Orbitalschweißen
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 16

WIG-, Orbital- und Plasmaschweißen S c h w e i ß t e c h n i k
10
17 10
Plasma- und MikroplasmaschweißenDieses Schweißverfahren ist eine Weiterentwicklung des WIG-Schweißens.Beim Plasmaschweißen schnürt eine wassergekühlte Düse den zwischen Werkstück und einer nichtabschmelzenden Wolframelektrode brennenden Lichtbogen ein. Dadurch entsteht ein Plasmastrahl mithoher Temperatur und Leistungsdichte. Ein zusätzlicher Schutzgasmantel umgibt den Plasmastrahl undschützt das Schmelzbad vor der Atmosphäre. Das Plasmaschweißen zeichnet sich durch eine hoheSchweißgeschwindigkeit, geringe Wärmeeinbringung und optimale Lichtbogenstabilität aus.
Einsatzbereiche:am Minuspol: niedrig- und hochlegierte Stähle, NE-Metalle.am Pluspol: Aluminium- und Zinkbasislegierungen.
Anwendungsgebiete:Plasma: Lebensmittelindustrie, Behälter-, Apparate- und Rohrleitungsbau.Mikroplasma: Produktion und Reparatur von Thermoelementen, Membranen,
Messgeräten, zahntechnischen Objekten, Formenbau u. a.
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 17

MIG-MAG SchweißenS c h w e i ß t e c h n i k
1810
Systemerläuterung
Beim MIG-MAG-Verfahren (MIG = Metall-Inert-Gas/MAG = Metall-Aktiv-Gas) brennt der elektri-sche Lichtbogen zwischen dem abschmelzen-den, automatisch zugeführten Schweißdraht(= Elektrode) und dem Werkstück. Ein separatzugegebenes Gas (= Schutzgas) schützt denLichtbogen und die Schweißzone vor dem Zutrittder Atmosphäre. Schutzgas und Schweißdrahtmüssen dem Grundwerkstoff angepasst werden.
Schweißbare Materialien
Aluminium und Alu-Legierungen:Drahtelektrode dem schweißbaren Material ent-sprechend. Schutzgas (Ar, He oder Gemische).Das Verfahren heißt MIG-Schweißen.
Allgemeiner Bau-, Kessel-, Rohrstahl:Drahtelektrode SG 1-3, Mischgas (Ar/CO2)oder CO2.
Hochlegierte Stähle:Drahtelektrode dem schweißbaren Material ent-sprechend.Schutzgas (Ar/CO2) oder (Ar/CO2/O2).Diese Verfahren heißen MAG-Schweißen.
Die besonderen Vorteile
Durch die enormen Vorteile ist MIG-MAG-Schweißen heute das meist angewandteSchweißverfahren. Die große Schweißgeschwin-digkeit, die minimale Nacharbeit und der geringeVerzug sorgen für eine hohe Wirtschaftlichkeit.Die hohe Schweißnahtfestigkeit, die hervor-ragenden Dünnblecheigenschaften und die ein-fache und sichere Handhabung bei Stahl, Alumi-nium und Edelstahl machen das Verfahrenuniversell einsetzbar.
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 18

MIG-MAG-Schweißen Info S c h w e i ß t e c h n i k
10
19 10
Informationstabellen MIG/MAG-Schutzgasschweißen
1. RichtwerttabellenAlle nachfolgenden Werte gelten für Eckdaten bei Kehlnahtschweißungen, ausschließlich zu Ihrer Orientierung. Abweichungen sind je nach verwendetem Gas, Grundwerkstoff bzw. auf Grund derSchweißpositionen möglich. Alle Leistungsdaten entsprechen den maximalen Leistungen unsererFORMAT-MIG/MAG-Serie.
Leistungen Stahl Edelstahl Aluminium*
160 A 0,5 – 4,0 mm 1,0 – 3,0 mm 1,5 – 3,0 mm180 A 0,5 – 5,0 mm 1,0 – 4,0 mm 1,5 – 4,0 mm200 A 0,5 – 6,0 mm 1,0 – 5,0 mm 1,5 – 5,0 mm250 A 0,5 – 8,0 mm 1,0 – 8,0 bzw. 10,0 mm 1,5 – 6,0 bzw. 8,0 mm**300 A 0,8 – 12,0 mm 1,0 – 10,0 mm 1,5 – 10,0 mm
400 A wassergekühlt 0,8 – 20,0 mm 1,0 – 15,0 mm 1,5 – 15,0 mm
** Anlage mit 2- bzw. mit 4-Rollen-Antrieb
A) Materialstärke
Gruppe nach Verfahren nach Argon Helium Sauerstoff Kohlendioxid Wasserstoff StickstoffEN 439 DIN 1910 (Ar) (He) (O2) (CO2) (H2) (N2)
I1 WIG/MIG ~ 100,0 %I2 WIG/MIG ~ 100 %I3 WIG/MIG 30 % 70 %I3 WIG/MIG 50 % 50 %I3 WIG/MIG 70 % 30 %
M 11 MAGM 97,5 % 2,5 %M 13 MAGM 99 % 1 %M 13 MAGM 97 % 3 %M 14 MAGM 95 % 1 % 4 %M 21 MAGM 92 % 8 %M 21 MAGM 82 % 18 %M 22 MAGM 96 % 4 %M 22 MAGM 92 % 8 %M 23 MAGM 89 % 6 % 5 %M 24 MAGM 84 % 3 % 13 %M 32 MAGM 88 % 12 %C 1 MAGC 100 %
F 2 (N2-H2-Gemische) Wurzelschutz 2 – 25 % 98 – 75 %
* Standardmäßig wird Schweißargon bzw. -helium mit einer Reinheit von 99,996 % oder 99,998 % angeboten. Die Reinheit wird auf denGasflaschen mit der Kurzbezeichnung 4.6 bzw. 4.8 angegeben.
2. Empfohlene Gase für das MIG/MAG-Schweißen (Auswahl)Zusammensetzung in Vol. % (Richtwerte)
Leistungen Stahl Edelstahl Aluminium*
160 A 0,6 – 0,8 mm 0,8 mm 1,0 mm180 A 0,6 – 0,8 mm 0,8 mm 1,0 mm200 A 0,8 – 1,0 mm 0,8 – 1,0 mm 1,0 – 1,2 mm250 A 0,8 – 1,0 mm 8,0 – 1,0 mm 1,0 – 1,2 mm300 A 0,8 – 1,2 mm 0,8 – 1,2 mm 1,0 – 1,2 mm
400 A wassergekühlt 0,8 – 1,2 mm 0,8 – 1,2 mm 1,0 – 1,2 mm
* Aufgrund der Eigenschaften der Aluminiumschweißzusätze sind Anlagen mit 2-Rollen-Drahtvorschub nur bedingt einsatzfähig. Wir empfehlendaher für Aluminiumschweißungen grundsätzlich Anlagen mit 4-Rollen-Drahtvorschub.
B) Drahtdurchmesser
SWT_2007_K10_Digi.qxd 20.11.2006 13:23 Uhr Seite 19

Info SpulenformS c h w e i ß t e c h n i k
2010
Korb-Ringspule B 300Material: Stahldraht Drahtgewicht: 12,5 kg/15 kg/18 kg/20 kg
Adapter für B 300Material: Kunststoff
Dornspule S 200Material: KunststoffDrahtgewicht: 5 kg
Dornspule S 100Material: KunststoffDrahtgewicht: 0,7 kg
Dornspule S 300Material: KunststoffDrahtgewicht: 15 kg
Dornspule S 760 EMaterial: Holz, StahlblechDrahtgewicht: 250/300 kg
Korbspule BS 300Material: Stahldraht, beschichtet Drahtgewicht: 12,5/15/18 kg
Spulenkörper für Drahtelektroden nach EN ISO 544
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 20

Info Schutzart S c h w e i ß t e c h n i k
10
21 10
Oft auf Schweißmaschinen zu lesen: die Schutzart – was ist das überhaupt?
In Verkaufsprospekten und auf den Typenschil-dern von Schweißmaschinen findet man immerwieder den Begriff Schutzart und den Code IP 21 oder 23. Vielen ist die Bedeutung nichtbekannt, daher wollen wir hier kurz auf dieWichtigkeit hinweisen. Die Schutzart beschreibt, wie ein Gehäuse gegendas Eindringen von Fremdkörpern und Feuchtig-keit geschützt ist. Bei Schweißmaschinen ent-scheidet die Schutzart, in welcher Umgebungein Gerät verwendet werden darf. Alle Geräteunter Schutzart IP 23 dürfen lt. Gesetzgebernicht im Freien eingesetzt werden. Für Schutz-
gasanlagen (z. B. MIG/MAG), die ohnehin nur ineiner windgeschützten Halle Einsatz finden,reicht auch die Schutzart IP 21 bzw. 22, aber fürkleine Elektrodenhandinverter ist die SchutzartIP 23 ein Muss! Was nützt dem Anwender einGerät, das nur 3 kg wiegt, aber draußen auf derBau–stelle nicht eingesetzt werden darf. WennSie wissen möchten, ob Sie Ihre Schweißma-schine im Freien einsetzen dürfen, reicht einBlick auf das Typenschild. Der Schutz desAnwenders steht immer im Vordergrund!
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 21

Info keramische BadsicherungS c h w e i ß t e c h n i k
2210
Einseitenschweißen auf keramischer Badsicherung
Keramische Badsicherungen für das Einseitenschweißen erschließen sich mehr und mehrAnwendungsbereiche.Was in der Vergangenheit mit dem Einsatz im Schiffbau begann, gewinnt heute auch im Druckbehälter-,Tank-, Brücken- und Anlagenbau zunehmend an Bedeutung. Die Vorzüge des Verfahrens wurden invielen schweißtechnischen Betrieben erkannt.
Vorteile der Einseitenschweißung auf Keramik:
Höhere Abschmelzleistung durch höhere SchweißströmeDie Badsicherung ermöglicht die Anwendung eines höheren Schweißstroms in der Wurzellage. Dasbedeutet zum Beispiel beim MAG-Verfahren spritzerfreies Schweißen im Sprühlichtbogen, beim E-Hand-Schweißen die Möglichkeit, mit größeren Elektrodendurchmessern zu arbeiten.
Einfachere NahtvorbereitungBreite Aussparungen der Keramiken erlauben die Anpassung an schwankende Luftspaltmaße. Miteinigen Keramiktypen können Luftspaltbreiten bis 10 mm und mehr ausgeglichen werden. Das reduziertden Zeitaufwand beim Ausrichten der Bleche erheblich.
Wegfall des Ausfugens oder Ausschleifens der WurzellageDas Schweißen auf keramischer Badsicherung erzeugt eine sehr gute Wurzelqualität, sodass dieWurzel, im Gegensatz zum herkömmlichen Verfahren mit Kapplage, Bestandteil der Naht bleibt undnicht ausgeschliffen werden muss. Weitere Vorteile: geringerer Zusatzwerkstoffverbrauch, wenigerSchweißzeit.
Zuverlässiger Einbrand und hohe optische NahtgüteHöhere Schweißströme bei der Wurzellage erzeugen einen tiefen Einbrand mit deutlich vermindertemRisiko von Bindefehlern. Die Wurzel erhält durch ihre gute Ausbildung die Funktion einer Kapplage.Nach Entfernen der Badsicherung wird eine glänzende Nahtunterseite sichtbar mit weichem, kerbfreiemÜbergang in den Grundwerkstoff.
Formiereffekt auf NahtunterseiteBei Verwendung von Keramiken auf selbstklebender Aluminiumfolie ensteht ein Formiereffekt an derNahtunterseite, der insbesondere bei der Verarbeitung nichtrostender Stähle genutzt werden kann. DerEinsatz von Formiergas kann oftmals entfallen.Die genannten Verfahrensvorteile tragen gemeinsam zur Schweißkostensenkung bei. Das Einspar-potenzial liegt besonders in der Reduzierung unproduktiver Nebenzeiten wie Schleifen, Fugen, Beizenund Richten. Keramische Badsicherungen ermöglichen somit eine deutliche Erhöhung der Einschalt-dauer beim E-Hand- und MAG-Schweißen. Dagegen sind die Materialkosten für die Keramikvergleichsweise sehr gering.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 22

Info Roboterschweißen S c h w e i ß t e c h n i k
10
23 10
Roboterschweißen
Mit dem Fortschritt in der Mikroelektronik sowie in der Regelungs-und Antriebstechnik wurde Mitte dersiebziger Jahre der Grundstein für den Beginn der Industrieroboter-Technik gelegt. Schlagworte wieJust-in-Time-Fertigung sowie der wachsende Anteil von Klein-und Mittelserienfertigung führten zueinem immer stärker werdenden Bedarf an automatisierter Fertigung. Nur so kann eine höhere Produkti-vität mit geringerem Personalaufwand und eine gleichmäßigere und bessere Qualität erreicht werden.
Die Flexibilität eines automatisierten Schweißsystems zeigt sich in folgenden Punkten:
- kurze Zeit für den Bau der Fertigungseinrichtungen - kurze Umrüstzeiten bei Produktumstellung - vereinheitlichte Module und Anlagenkomponenten - vereinheitlichte Bedienung und Programmierung - wiederverwendbare Komponenten
Ein Industrieschweißroboter vereint diese Vorteile. Entscheidend für den industriellen Anwender ist, dassder Roboter mit den zugehörigen Komponenten heute keine Sonderkonstruktion mit allen damit verbun-denen Risiken mehr darstellt, sondern inzwischen als Seriengerät gebaut und eingesetzt wird. Darüberhinaus gibt es viele Peripheriekomponenten wie z. B.:
- Drehtische - Fördereinrichtungen - Vereinzelungseinrichtungen - Speichersysteme für die Automatisierung
Weiterhin hat sich in den letzten Jahren immer stärker der Trend durchgesetzt, dass der Roboterher-steller nicht nur den Roboter liefert, sondern gegenüber dem Kunden als Systemlieferant mit Verantwor-tung für das Gesamtsystem auftritt. Ihr Schweißfachhändler plant das Automationssystem gemeinsammit dem Roboterhersteller, realisiert es und übergibt es dem Kunden als schlüsselfertige Komplettlösung.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 23
Info RobotersteuerungS c h w e i ß t e c h n i k
2410
Rob
oter
-S
teue
rung Kamera
Laser
Schweißen– Erkennung von Stumpf-,
Überlapp- und Kehlnähten– Bestimmung von Schweiß-
position und Nahtverlauf– Erkennung von Prozess-
parametern (Luftspalt, Über-lappungshöhe, Fugen-geometrie)
Messfenster
Laserlinien
berechnete Kante
Kamera Laser
Werkstück
Plasmabrenner
Schneiden– Erkennung der Lage von Pro-
filen vor dem Schneiden– Verschieben der Schneidpro-
gramme im Raum– Automatische Kalibrierung
Höhe
Neigung
Kante
Kamera LaserBandschleifer
Schleifen– Verschleifen von
Blechübergängen– Steuerung von
Schleifkopfhöheund Winkel
Winkel
Höhe
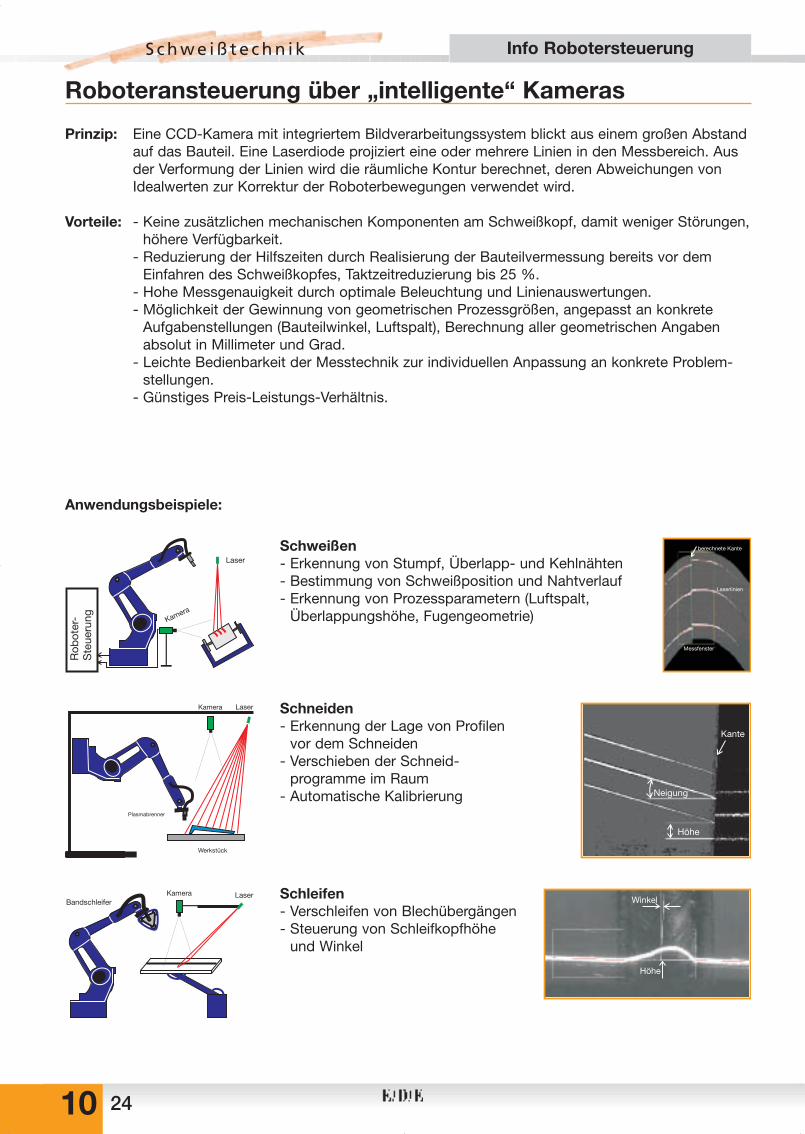
Roboteransteuerung über „intelligente“ Kameras
Prinzip: Eine CCD-Kamera mit integriertem Bildverarbeitungssystem blickt aus einem großen Abstandauf das Bauteil. Eine Laserdiode projiziert eine oder mehrere Linien in den Messbereich. Ausder Verformung der Linien wird die räumliche Kontur berechnet, deren Abweichungen vonIdealwerten zur Korrektur der Roboterbewegungen verwendet wird.
Vorteile: - Keine zusätzlichen mechanischen Komponenten am Schweißkopf, damit weniger Störungen,höhere Verfügbarkeit.
- Reduzierung der Hilfszeiten durch Realisierung der Bauteilvermessung bereits vor demEinfahren des Schweißkopfes, Taktzeitreduzierung bis 25 %.
- Hohe Messgenauigkeit durch optimale Beleuchtung und Linienauswertungen. - Möglichkeit der Gewinnung von geometrischen Prozessgrößen, angepasst an konkrete
Aufgabenstellungen (Bauteilwinkel, Luftspalt), Berechnung aller geometrischen Angabenabsolut in Millimeter und Grad.
- Leichte Bedienbarkeit der Messtechnik zur individuellen Anpassung an konkrete Problem-stellungen.
- Günstiges Preis-Leistungs-Verhältnis.
Anwendungsbeispiele:
Schweißen - Erkennung von Stumpf, Überlapp- und Kehlnähten - Bestimmung von Schweißposition und Nahtverlauf - Erkennung von Prozessparametern (Luftspalt,
Überlappungshöhe, Fugengeometrie)
Schneiden - Erkennung der Lage von Profilen
vor dem Schneiden - Verschieben der Schneid-
programme im Raum - Automatische Kalibrierung
Schleifen - Verschleifen von Blechübergängen - Steuerung von Schleifkopfhöhe
und Winkel
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 24

Info Unterpulverschweißen S c h w e i ß t e c h n i k
10
25 10
A2 Multitrac
A 6 Mastertrac
Unterpulverschweißen
Beim Unterpulverschweißen brennt der Lichtbogen verdecktzwischen der Drahtelektrode und dem Werkstück. Abgedeckt wird der Lichtbogen von einer durch Schlacke gebildeten Kaverne,die durch Schmelzen des lose aufgeschütteten Pulvers entsteht.Durch die völlige Abschirmung des Prozesses von der umgebendenLuft und der intensiven Schlackenreaktion mit der Schmelzeermöglicht das UP-Verfahren einen guten thermischen Wirkungs-grad bei hoher Abschmelzleistung sowie qualitativ hochwertigemechanisch-technologische Güte.
Weitere Vorteile der Abschirmung durch das Pulver sind das Fehleneiner UV-Strahlung, die geringere Wärmestrahlung und das gerin-gere Schweißgeräusch.
Zum MIG/MAG- und UP-Schweißen werden wegen ihres flexiblenEinsatzes bevorzugt Traktor-Automaten eingesetzt. Dies sind kom-pakte, motorgetriebene Fahrwagen (zum Teil mit zuschaltbarerMagnethaftung), die speziell für das mechanisierte MIG/MAG-Schweißen und/oder UP-Schweißen entwickelt worden sind. DerAntrieb erfolgt über 4 Räder, deren Belag der Anwendungsober-fläche angepasst werden kann. Einstellung von Start/Stopp,Schweißrichtung, Intervallschweißen, Vorschubgeschwindigkeit,Drahtvorschub und Spannung erfolgt über die jeweilige Steuerungmit digitaler Anzeige. Bei den schwereren Traktor-Ausführungenkann auch das UP-Doppeldrahtverfahren bzw das UP-Tandem-schweißen eingesetzt werden. Die Führung des Traktors erfolgtüber einen Antriebs-Anschlagwinkel an einer Kante bzw. überFührungsschienen.
Gleichstromquellen und Wechselstromquellen (Square-Wave-Technologie) im Schweißstrombereich bis 1600 A im DC-Bereichbzw. 1250 A im AC-Bereich bei 100 % Einschaltdauer sowiezusätzlicher Parallelschaltmöglichkeit lassen keine Leistungswün-sche auch beim Mehrdrahtschweißen und beim Elektroschlak-keschweißen zu. Die Stromquellen sind für das UP-Ein- und Mehr-drahtschweißen, das Elektroschlackeschweißen und MIG/MAG-Schweißen im oberen A-Bereich konzipiert. Sie sind in Thyristor-Technologie äußerst robust und ausgelegt und haben einen hohenWirkungsgrad.
Bei den Schweißköpfen kann man ähnlich wie bei den Traktoren je nach Aufgabe und Anforderung zwischen demLeichtgewichts-Standardschweißkopf des A2-Baukastensystems oder dem großzügig dimensionierten und robustausgelegten des A6-Baukastensystems wählen. Für beide Versionen gibt es MIG/MAG- bzw. UP-Ausführungen.
Weitere Optionen steigern den möglichen Anwendungsbereich wie z. B. Ausrüstungen für das UP-Doppeldraht-oder das UP-Tandem-Verfahren.
Für die genaue Positionierung der Kontakteinrichtung zur und in der Schweißfuge sind die robusten A2-und A6-Hand/Motor-Supporte in verschiedenen Standard-Verstell-Längen und für diverse Montagepositionen verfügbar. Die Supporte können in Verbindung mit Positionier- und Nahtnachführungssystemen verwendet werden, bei demsich der Schweißkopf jeweils optimal zur Fuge ausrichtet.
ESAB bietet eine Anzahl unterschiedlicher Pulverversorgungs- und absaugsystemen an, die mit UP-Anlagen kom-biniert werden können.
Für größere zu schweißende Bauteile wie Träger oder Behälter werden sogenannte Kreuzmaste, mit oder ohneFahrwerk eingesetzt. Hier kann der am Kopf des Baumes befindliche Schweißkopf in einem großen ArbeitsbereichLängs- und in Verbindung mit einer Drehvorrichtung Rundnahtschweißungen durchführen.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 25

Info WiderstandsschweißenS c h w e i ß t e c h n i k
2610
Widerstandsschweißen
Beim Verschweißen dünner Bleche ergeben sichhäufig folgende Anforderungen an die Schweiß-verbindung: Hohe statische und dynamischeFestigkeit – geringe Wärmeeinbringung – kleineWärmeeinflusszonen – geringer Verzug – möglichstkeine Nacharbeit. Hier kommen die Stärken desWiderstandsschweißens voll zum Tragen, da auchBeschichtungen wie Verzinkung oder chemischeZwischenlagen meist beherschbar sind.
Prinzip des Widerstandspunktschweißens: Beim Widerstandspunktschweißen wird nachdem Jouleschen Gesetz durch elektrischen StromWärme erzeugt. Diese Wärme ist dort am gößten,wo der elektrische Widerstand am höchsten ist.Die zu verbindenden Werkstücke werden an denentsprechenden Punkten bis zur Schmelztempe-ratur erwärmt. Nach dem Abschalten des Stromeserstarrt die Schmelze zu einem linsenförmigenSchweißpunkt, der die Werkstücke verbindet. Da-bei haben die Elektroden die Aufgabe, mit einerentsprechend eingestellten Elektrodenkraft denelektrischen Kontakt herzustellen, den Strom zu leiten, die Schmelze zu halten und für ein fehlerfreiesErstarren zu sorgen.
Widerstandsschweißmaschinen haben je nach Anwendungsfall die verschiedensten Bauformen, Strom-quellen und Steuerungen. An sperrigen Werkstücken wie Karosserien oder Gehäusekonstruktionen ausBlech kommen meistens Handpunktzangen oder Kabelmaschinen zum Einsatz. Sind die zu verschwei-ßenden Teile kleiner und gut zuführbar, werden stationäre Maschinen eingesetzt. Je nach Aufgabenkann dann mit Punkt,- Buckel oder Rollnahtschweißmaschinen gearbeitet werden.
Was ist wichtig bei der Auswahl der richtigen Maschine? Für eine fachlich fundierte Beratung sind einigeleicht abzufragende Punkte notwendig: Materialdicke – Materialqualität – Punktfolge – Linsendurch-messer – Armausladung – Armabstand – Anforderungen an die Schweißverbindung wie Optik, Güte-klasse, Reproduzierbarkeit – für den Betrieb der Maschine Netzanschlussmöglichkeit. Danach lassen sich dann die geeigneten Produkte vorschlagen.
Durch den vermehrten Einsatz von Stromquellen mit Invertertechnikkonnte das Problem der Netzan-schlussmöglichkeit bezüglich der eventuell erforderlichen, sehr hohen Netzabsicherung deutlich verrin-gert werden. Dadurch kann das Widerstandsschweißen heute noch mehr in Wettbewerb zu anderenFügeverfahren treten und Steigerungen der Produktivität und Senkung der Kosten erreichen. Dies giltganz besonders für das Buckelschweißen. Mit moderner Technik können immer mehr Schweißverbin-dungen pro Hub erreicht werden.
Nach dieser Kurzdarstellung ist die Erfahrung und Kombinationsfähigkeit des Fachhandels gefordert,dem Kunden die passende Problemlösung vorzuschlagen. Für weitere Informationen auch zu anderenBereichen wie Rollnahtschweißen, Stoßpunkten oder Mikropunkten bitte Einzelprospekte anfordern.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 26
Info Punktschweißen S c h w e i ß t e c h n i k
10
27 10
Zubehör für Punktschweißmaschinen
Kühlgeräte
Balancer
Die meisten Punktschweißgeräte sind als Geräte mit Wasserkühlkreislauf ausgelegt. Da jedochbei vielen Kunden, die mit Widerstandsschweiß-maschinen arbeiten, bereits Rückkühlgeräte vor-handen sind oder ein zentrales Kühlgerät fürmehrere Maschinen eingesetzt werden kann,wird ein entsprechend dimensioniertesRückkühlgerät immer als Zubehör angebotenund ist somit nicht im Standardlieferumfang derMaschine enthalten.
Für den leichten Einsatz im handwerklichenBereich genügen Wasserkühleinheiten mit luft-gekühltem Wärmetauscher und Ventilator.Lieferbar sind Geräte-Durchflussmengen von 3 bis 33 l/min.
Für den schweren Einsatz in der Produktionmüssen Wasserrückkühlgeräte mit Kühlkom-pressor eingesetzt werden. Lieferbar sind Gerätemit Kühlleistungen von 0,5 bis 5,6 kW.
Für den dauernden Einsatz von Handpunkt-zangen ermöglichen Balancer ein optimalesHandling der Geräte. Für die Auslegung desFederzuges sind Gewicht und Auszuglänge diewichtigen Größen. Als Zubehör kann eine vonunten bedienbare Blockierung geliefert werden.
Es gibt verschiedene Modelle von 0,4 – 1 kg bis 160 – 180 kg mit Auszuglängen von 1600 mm – 3000 mm.
Bitte schildern Sie uns Ihre Anwendung. Wir beraten Sie gerne.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 27

Info BolzenschweißenS c h w e i ß t e c h n i k
2810
BolzenschweißenEine einfache Sache, die Ihnen beim Befestigen Zeit und Geld spart.
Insbesondere hat das Bolzenschwefolgende Vorteile:
1. Das Bolzenschweißverfahren ersparaufwändige Bohren oder Stanzen von Nacharbeiten, Nieten oder die umSchweißarbeiten mit der Elektrode.
2. Die Konstruktionen werden einfacheSchwächung des Werkstückes eintriVerwendung dünnerer Bleche ist okungslaschen oder Flansche möglilassen sich auch dort einfach verbindeund Innenseiten nicht zugänglich sindGehäusen, Rohren, Profilen usw.
3. Die Schweißarbeiten sind überall mögin der Werkstatt, am Fließband oder stelle. Schwere und unhandliche Teile mtransportiert werden; innerbetrieblicheaufwand entfällt.
In fast jedem Industrie- und Handwerksbereich spielen Befestigungen eine wichtige Rolle. Gegenüberanderen Verbindungstechniken ist das Bolzenschweißen häufig die günstigste Alternative zum Befestigenvon Bauteilen. Auf dünnen Blechen bildet das Bolzenschweißen oft auch die einzige technische Lösung.
Beim Bolzenschweißen wird der Bolzen oder der Stift durch einen elektrischen Lichtbogen aufgeschweißt.Das Einzigartige dabei ist, dass der Bolzen selber als Elektrode dient.
Insbesondere hat das Bolzenschweißverfahrenfolgende Vorteile:
1. Das Bolzenschweißverfahren erspart Ihnen dasaufwändige Bohren oder Stanzen von Löchern,das Nacharbeiten, Nieten oder die umständlichenSchweißarbeiten mit der Elektrode.
2. Die Konstruktionen werden einfacher, da keineSchwächung des Werkstückes eintritt. Auch dieVerwendung dünnerer Bleche ist ohne Verstär-kungslaschen oder Flansche möglich. Bauteilelassen sich auch dort einfach verbinden, woRück- und Innenseiten nicht zugänglich sind –z. B. bei Gehäusen, Rohren, Profilen usw.
3. Die Schweißarbeiten sind überall möglich, egal,ob in der Werkstatt, am Fließband oder auf derBaustelle. Schwere und unhandliche Teile müssennicht transportiert werden; innerbetrieblicherTransportaufwand entfällt.
4. Der automatische Schweißvorgang ist präzise und schnell. Das bedeutet für Sie eine enorme Zeiter-sparnis. Nach Anwendungsbedingungen liegen die Schweißzeiten im Bereich von Millisekunden, waseine hohe Taktfolge ermöglicht. Die kurzen Schweißzeiten und die dadurch äußerst geringe Wärme-eindringung bewirken, dassselbst auf dünnen Blechen keine Markierungen oder Beschädigungen derSichtseite eintreten. Lackierungen, Kunststoffüberzüge, Plattierungen oder galvanische Schichtenbleiben unverändert. Das ist ideal für unsichtbare Befestigungen von Fassadenelementen, Gehäuse-fronten, Profilen, Zierteilen usw.
5. Häufig werden Halterungen oder Aufhängevorrichtungen vorübergehend benötigt. Per Bolzenschwei-ßen lassen sich solche „Handhabungshilfen“ schnell und einfach anbringen und ebenso schnellwieder entfernen. Bolzenschweißen bietet zudem hochgradige Automatisierungsmöglichkeiten. Jederdieser Vorteile spricht für sich. Schon eine einfache Wirtschaftlichkeitsberechnung zeigt, welcheSummen an Material, Werkzeugen, Geräten, Arbeitszeit und sonstigen Nebenkosten eingespartwerden können, so dass sich die Investitionen meist innerhalb kurzer Zeit amortisiert haben.
Sie sparen Zeit und Geld bei gleichzeitiger Qualitätsverbesserung.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 28

Info Bolzenschweißen S c h w e i ß t e c h n i k
10
29 10
Bolzen-schweißenmitHubzündung(DS)
Hubzündungs-bolzenschweißenmit Keramikringoder Schutzgas
PD(PF)
RD(RF)
RD(RF)
Gewindebolzen
Gewindebolzenmit reduziertemSchafft
Stift
Rm ≥ 420 N/mm2
ReH ≥ 340 N/mm2
A5 ≥ 14%
EN 20898-1Stahl (4,81)
blank
BolzentypenKurzzeichen für Bolzen
(Keramikringe)
MechanischeEigenschaften
NormenWerkstoffe
1.4301/03(A2-501)
Stahl blank(S235J2G3
+ C450)SD(UF)
Kopfbolzen
FDGewindebolzenmit Flansch
Kurzzeitbolzen-schweißen mitHubzündung(Short Cycle)
1.4301/03
Stahl (4.81)verkupfert
1.4301/03(A2-501)
CuZn37(Ms63)
EN ISO3506-3
EN 10025
EN 10088-1
EN 20898-1
EN ISO3506-3
ISO 426-1ISO 1638
Rm ≥ 500 N/mm2
Rp0,2 ≥ 210 N/mm2
AL ≥ 0,6d
Rm ≥ 450 N/mm2
ReH ≥ 350 N/mm2
A5 ≥ 15%
Rm ≥ 540 – 780 N/mm2
Rp0,2 ≥ 350 N/mm2
A5 ≥ 25%
Rm ≥ 420 N/mm2
ReH ≥ 210 N/mm2
A5 ≥ 14%
Rm ≥ 500 N/mm2
Rp0,2 ≥ 210 N/mm2
AL ≥ 0,6d
Rm ≥ 370 N/mm2
Technische Informationen Bolzen
Bolzenwerkstoffe
Die Schweißbolzen sind in der Regel aus unlegiertem Stahl nach DIN EN 20898-1, Festigkeitsklasse 4.8. Weitere Werkstoffesind in der Gesamtliste „Schweißbolzen“ aufgeführt. Bitte fragen Sie diese bei Bedarf an.
Flussmittel (Alukugel)
Schweißbolzen aus Stahl (4.8) (für die Schweißung mit Keramikring) sind an der Schweißstelle mit einem Flussmittel versehen.Dadurch wird der Lichtbogen leichter gezündet und stabilisiert sowie das Schweißband desoxidiert. Bei Bolzendurchmessern = 12 mm sowie beim Bolzenschweißen mit Schutzgas kann darauf verzichtet werden.
Oberflächenschutz
Schweißbolzen werden standard-mäßig in blanker Ausführung ge-liefert. Um den Korrosionsschutzzu erhöhen, können sie auch beientsprechender Stückzahl mitgalvanischen Oberflächen versehenwerden: Verzinkt-verzinkt undgelbchromatiert-verkupfert-ver-nickelt. Die Schichtdicke desSchutzes ergibt sich in Anlehnungan DIN EN ISO 4042. Damit kanndie Toleranz 6h nach DIN 13, Blatt20 erreicht werden.
Gewinde
Gewinde entsprechen DIN ISO 724,Toleranzlage 6g und sind kaltge-walzt.
Bolzentyp
PD-Bolzen (ehem.- MD-Bolzen) Der Schweißbolzen ist auf der ge-samten, nach dem Aufschweißennutzbaren Länge mit einem Ge-winde versehen. Der Schweißwulstist ca. 3 – 4 mm größer als derGewindeaußendurchmesser.
RD-Bolzen (ehem.- MR-Bolzen) Der Schweißbolzen ist am Schaftgewindefrei und etwa auf denKerndurchmesser des Gewindesreduziert. Der Schweißwulst ist ca.0,5 – 1 mm größer als der Gewin-deaußendurchmesser. Die maxi-male Belastung ist um 15 % nie-driger als für eine entsprechende4.8-Schraube.
MP-Bolzen Der Schweißbolzen ist mit einemTeilgewinde versehen.
Qualitätsgrenzlage
Die Lieferung der HBS-Schweiß-bolzen erfolgt nach DIN EN ISO3269 in der Qualitätsgrenzlage(AQL) 1,5.
Weitere Werkstoffe auf Anfrage
Bolzentypen, Kurzzeichen, Werkstoffe, Normen, Mechanische Eigenschaften nach DIN EN ISO 13918
Bolzenwerkstoff EN 288-3/ Gruppen 1 und 22)
1
EN 288-3/ Gruppen 3 und 4
EN 288-3/ Gruppen 9
EN 288-4/ Gruppen 21 und 22.1
S235, Stahl (4,81) blank16Mo3
Grundwerkstoff
2 23) -
1.4301/03 (A2–501)1.4401, 1.4541, 1.4571
2/14) 2 1 -
EN AW-AIMg3 - - - 2
ACuZn37 (Ms63)µ = 0,18
Rp0,2 = 250 N/mm2
ACuZn37 (Ms63)µ = 0,18
Rp0,2 = 250 N/mm2
ACuZn37 (Ms63)µ = 0,18
Rp0,2 = 250 N/mm2
ACuZn37 (Ms63)µ = 0,18
Rp0,2 = 250 N/mm2
Montagevor-spannkraft(kN)
Anzieh-moment(kN
Montagevor-spannkraft(kN)
Anzieh-moment(kN
Montagevor-spannkraft(kN)
Anzieh-moment(kN
Montagevor-spannkraft(kN)
Anzieh-moment(kN
M 6 4,3 6,1 2,7 3,8 2,2 3,1 3,2 4,5
M 8 8 15 4,9 9,5 4 7,5 6 11
M 10 13 30 7,8 19
M 12 9 53 12 33
M 16 35 135 22 82
Werte entsprechend DVS-Merkblatt 0904 (Dezember 2000) 1)schweißgeeignetAlle angegebenen Werte sind Anhaltspunkte für die Mindestzugkraft und das Mindestdrehmoment einer Schweißverbindung ohnebleibende Verformung der Fügeteile. Voraussetzung ist, dass das Fügeteil eine ausreichende Wanddicke hat. Die Werte gelten fürkaltgewalzte Gewindebolzen mit Regelgewinde ohne Oberflächenschutz und ohne Gewindeschmierung. Über die gesamteBolzenlänge muss mindestens der Spannungsquerschnitt vorhanden sein. Die Werte gelten für die angegebenen Dehngrenzen.
1 = gut geeignet für jede Anwendung 1) schweißgeeignet2 = geeignet mit Einschränkung für Kraftübertragung 2) maximale Streckgrenze Reh < 460 N/mm2
- = nicht schweißbar 3) nur bei Kurzzeit-Bolzenschweißen mit Hubzündung4) bis 10 mm Durchmesser und Schutzgas in Position PA
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 29
Info automatisiertes BolzenschweißenS c h w e i ß t e c h n i k
3010
Automatisiertes Bolzenschweißen
Das Bolzenschweißen hat zahlreiche Anwendungsmöglichkeiten in den unterschiedlichsten Bereichender Industrie und des Handwerks gefunden.Die Frage, ob manuell oder automatisch geschweißt werden soll, richtet sich nicht nur nach der zuproduzierenden Menge an Teilen. Entscheidend für die Auswahl ist auch die Anzahl der Bolzen jeBauteil, die Genauigkeit der Bolzenposition, die Wiederholungshäufigkeit der Produktionschargen sowiedie Menge und Komplexheit der verschiedenen Bolzenschweißteile.Der erste Rationalisierungsschritt, das manuelle Schweißen mit Pistole, Zentriervorrichtung und Loch-schablone ist angebracht bei größeren Stückzahlen, Wiederholfertigungen sowie bei schwieriger Bolzen-lage. Der Anwender hat dabei schon die Wahl, oben die Bolzen manuell oder automatisch zuzuführen.
Das stationäre Schweißen mit Tischschweißvorrichtungen, bestehend aus Bolzenschweißkopf undBauteilspannvorrichtung, wird beispielsweise eingesetzt für Serienteile mit hoher Genauigkeit, unebenerBauteilform oder in größeren beziehungsweise großen Mengen. Die Bolzen können bei stationärenTischschweißvorrichtungen ebenfalls wahlweise manuell oder automatisch zugeführt werden. DasBolzenschweißen mit automatischer Bauteilpositionierung ist überall dort sinnvoll, wo es um die Bear-beitung großer Stückzahlen eines Produktes oder von Wiederholteilen mittleren und großer Mengengeht. Hohe Genauigkeit sowie viele und auch verschiedenartige Bolzen je Bauteil können dabei sichererreicht werden. Zur Lösung dieser Aufgabe eignen sich am besten CNC-gesteuerte Bolzenschweißan-lagen. Zur Massenproduktion ohne Umstellung auf andere Produkte kommen auch Sonderschweißan-lagen zum Einsatz. Bei dieser Art von Anlagen werden die Bolzen fast ausschließlich automatisch zuge-führt. Die Auswahl des richtigen Gerätes zum Bolzenschweißen ist sehr wichtig für den Anwender dieserVerbindungsmethode und bedarf einer ausführlichen und sorgfältigen fachlichen Beratung. Anwen-dungen mit Sonderschweißbolzen, schwierigen Werkstoffen oder unter ungünstigen betrieblichenVoraussetzungen setzen teilweise eine vorherige praktische Erprobung voraus.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 30
Info Thermisches Spritzen S c h w e i ß t e c h n i k
10
31 10
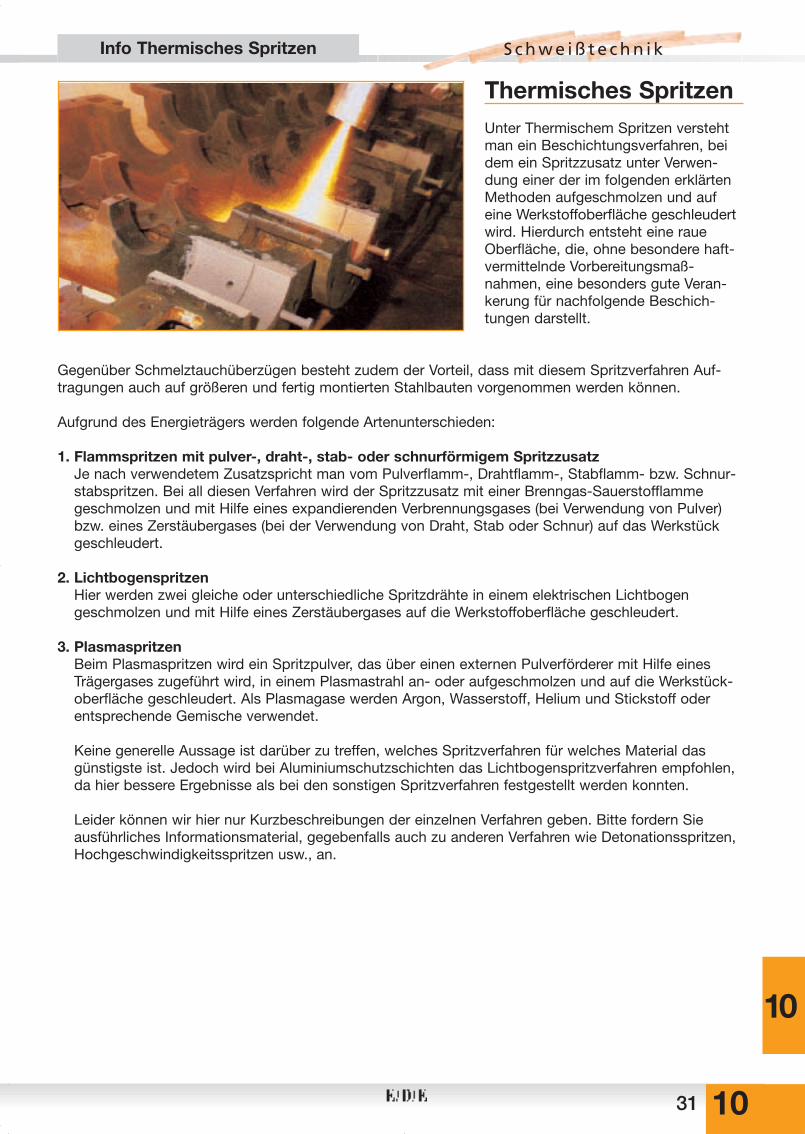
Thermisches SpritzenUnter Thermischem Spritzen verstehtman ein Beschichtungsverfahren, beidem ein Spritzzusatz unter Verwen-dung einer der im folgenden erklärtenMethoden aufgeschmolzen und aufeine Werkstoffoberfläche geschleudertwird. Hierdurch entsteht eine raueOberfläche, die, ohne besondere haft-vermittelnde Vorbereitungsmaß-nahmen, eine besonders gute Veran-kerung für nachfolgende Beschich-tungen darstellt.
Gegenüber Schmelztauchüberzügen besteht zudem der Vorteil, dass mit diesem Spritzverfahren Auf-tragungen auch auf größeren und fertig montierten Stahlbauten vorgenommen werden können.
Aufgrund des Energieträgers werden folgende Artenunterschieden:
1. Flammspritzen mit pulver-, draht-, stab- oder schnurförmigem Spritzzusatz Je nach verwendetem Zusatzspricht man vom Pulverflamm-, Drahtflamm-, Stabflamm- bzw. Schnur-stabspritzen. Bei all diesen Verfahren wird der Spritzzusatz mit einer Brenngas-Sauerstofflammegeschmolzen und mit Hilfe eines expandierenden Verbrennungsgases (bei Verwendung von Pulver)bzw. eines Zerstäubergases (bei der Verwendung von Draht, Stab oder Schnur) auf das Werkstückgeschleudert.
2. Lichtbogenspritzen Hier werden zwei gleiche oder unterschiedliche Spritzdrähte in einem elektrischen Lichtbogengeschmolzen und mit Hilfe eines Zerstäubergases auf die Werkstoffoberfläche geschleudert.
3. PlasmaspritzenBeim Plasmaspritzen wird ein Spritzpulver, das über einen externen Pulverförderer mit Hilfe einesTrägergases zugeführt wird, in einem Plasmastrahl an- oder aufgeschmolzen und auf die Werkstück-oberfläche geschleudert. Als Plasmagase werden Argon, Wasserstoff, Helium und Stickstoff oderentsprechende Gemische verwendet.
Keine generelle Aussage ist darüber zu treffen, welches Spritzverfahren für welches Material dasgünstigste ist. Jedoch wird bei Aluminiumschutzschichten das Lichtbogenspritzverfahren empfohlen,da hier bessere Ergebnisse als bei den sonstigen Spritzverfahren festgestellt werden konnten.
Leider können wir hier nur Kurzbeschreibungen der einzelnen Verfahren geben. Bitte fordern Sie ausführliches Informationsmaterial, gegebenfalls auch zu anderen Verfahren wie Detonationsspritzen,Hochgeschwindigkeitsspritzen usw., an.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 31

Info Kunststoffrohr-SchweißtechnikS c h w e i ß t e c h n i k
3210
Anwendungsbereiche
• Rohrleitungs- und Anlagenbau für Gas,Wasser, Abwasser sowie Kaminrohr-sanierung
• Für Materialien aus Polyethylen und Poly-propylen (PE80/PE100/PP/PB/PVDF)
• Einsatzbereich im Allgemeinen von 20 – 630 mm Ø Anwenderbezogen bis 1600 mm Ø
Schweißvorgang
• Der Schweißvorgang kann manuell oderautomatisch durchgeführt werden. Dastrifft sowohl für das Stumpfschweißensowie für das Elektromuffen schweißen zu.Kostengünstiger ist das Stumpfschweißen,da es ohne Materialzusatz (z. B. Elektro-schweißfitting) auskommt.
Maschinenarten
• Werkstattmaschinen• Baustellenmaschinen• CNC-computergesteuert
Schweißarten
• Stumpf schweißen durch Erhitzen und Ver-pressen der Rohrenden in der Maschine.
• Muffenschweißen durch Erhitzen der aufdas Rohr aufgebrachten Elektromuffen/Fittings.Dieses Verfahren wird besonders bei nach-träglichem Anbringen von Anschlüssenund Abzweigungen an bereits vorhandeneRohrsysteme sowie in besonders engenZwangslagen eingesetzt.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 32

Info Plasmaschneiden S c h w e i ß t e c h n i k
10
33 10
Systemerläuterung
Beim Plasmaschneiden brennt der elektrischeLichtbogen zwischen einer nicht abschmelzen-den Elektrode und dem Werkstück. Durch eineDüse und durch zugeführte Druckluft wird er zu-sätzlich eingeschnürt, wodurch seine Intensitätund Stabilität wesentlich erhöht wird. Durch dieEinschnürung entsteht im Brenner ein hocher-hitztes Gas mit hohem Energiegehalt, dessenelektrische Energie direkt in Wärme umgesetztwird. Dieses ionisierte Gas, welches den Licht-bogen auf das Werkstück überträgt, bezeichnetman als Plasma.
Schneidbare Materialien
Mit dem Plasma-Schneid-Verfahren können alleelektrisch leitfähigen Werkstoffe, wie z. B. Stahl,Edelstahl, Aluminium, Kupfer, Messing, Gussusw. geschnitten werden.
Die besonderen Vorteile
Durch die große Energiedichte des Plasmalicht-bogens erreicht man eine hohe Schnittgeschwin-digkeit. Die Schnitte sind steil, grat- und verzugs-frei und von hoher Wirtschaftlichkeit. Durch dasproblemlose Handling und die Verwendung ein-facher Druckluft als Schneidgas bieten sich fürPlasmaschneidanlagen fast grenzenlose Einsatz-möglichkeiten im Karosseriebau, Stahlbau, Elek-tro-, Sanitär- und Installationsbereich, Kälte-Kli-ma-Lüftungsbau, Behälterbau usw.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 33

Info PlasmaschneidtechnikS c h w e i ß t e c h n i k
3410
Plasmaschneiden
Beim Plasmaschneiden schmilzt der Werkstoff, wird also im Gegensatz zum Autogenschneiden nicht verbrannt.Das Plasma entsteht zwischen einer Elektrode im Brenner und dem elektrisch leitenden Werkstück. Dazu wird einLichtbogen gezündet, der das zugeführte Schneidgas ionisiert. Der Plasmastrahl wird über 30.000 °C heiß, verflüs-sigt den Werkstoff und schleudert ihn durch seine hohe kinetische Energie aus der Schnittfuge. Anwendung findetdas Plasmaschneiden bei Trenn- und Qualitätsschnitten an allen elektrisch leitenden Werkstoffen.
Standard-TrockenplasmaschneidenOft mit Sauerstoff oder Luft als Plasma-Medium für Baustahl oder mit einem Gemisch von Ar/H2 und teils Stick-stoff für Edelstähle und Aluminium-Legierungen.
Präzisionsplasmaschneiden, eine Entwicklung innerhalb der Trockenplasma-Technikz. B. mit Sauerstoff als Plasmagas, schneidet der Präzisionsplasmastrahl an Baustählen:
- mit erhöhter Energiedichte durch stärkere Einschnürung des Lichtbogens- mit extrem schmaler Schnittfuge und geringer Wärmeeinbringung- mit hoher Schnittgüte- mit hohen Standzeiten der Verschleißteile- mit minimalem Energie- und Gaseverbrauch- mit einem breiten Strom-/Geschwindigkeitsspektrum
Das Präzisionsplasmaschneiden konkurriert in Teilbereichen mit dem Laserschneiden, dabei aber zu einem Bruch-teil der Anschaffungskosten!
Formschlüssige doppelseitige Längsantriebe und präzise bearbeitete Führungsprofile bieten Ihnen hohe Schneid-genauigkeit und Konturtreue. Der in mehrere Sektionen unterteilte Blechauflagetisch ermöglicht eine effizienteAbsaugung, auch mit kleinerer Lüfter/Filter-Einheit.
Haupteigenschaften:- Flachbettmaschine- Arbeitsbreiten bis 2 m- Positioniergeschwindigkeiten bis 30 m/min- CNC-geregelte Z-Achse mit schneller Höhenverstellung = kürzeste Zustellzeiten- integrierter Schneidtisch max. Plattendicke 20 mm- spezialisiert auf alle Präzisionsplasma-Prozesse
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 34

Info Autogenschneidtechnik S c h w e i ß t e c h n i k
10
35 10
AutogenschneidenTrotz moderner thermischer Trennverfahren wie Laser- und Plasmaschneiden gibt es für viele Fälle tech-nisch wie wirtschaftlich keine Alternative zum autogenen Brennschneiden.
Autogenes Brennschneiden ist das thermische Schneidverfahren, das mit Brenngas-Sauerstoff-Flammeund Schneidsauerstoff ausgeführt wird. Der Werkstoff wird örtlich auf Entzündungstemperatur erwärmtund dort im Schneidsauerstoffstrahl verbrannt. Die von der Heizflamme abgegebene und die bei derVerbrennung des Werkstoffs entstehende Wärme ermöglichen eine fortlaufende Verbrennung imSchneidsauerstoffstrahl. Die Reaktion setzt sich in die Tiefe und beim Bewegen in Vorschubrichtungfort. Die entstehenden Oxide, vermischt mit Schmelze (auch Schneidschlacke genannt) werden vomSchneidsauerstoffstrahl ausgetrieben. Dadurch entsteht die Schnittfuge.
Werkstoffe können nur brenngeschnitten werden, wenn sie folgende Voraussetzungen erfüllen:
Der auf Entzündungstemperatur erwärmte Werkstoff muss im Sauerstoffstrom verbrennen und dabeileichflüssige Oxide bilden, die ausgeblasen werden können. Die Entzündungstemperatur desWerkstoffes muss unterhalb seiner Schmelztemperatur liegen. Die Verbrennungswärme des Werkstoffesmuss möglichst groß, die Wärmeleitfähigkeit dagegen gering sein.
Diese Bedingungen erfüllen alle Baustähle, viele niedriglegierte Stähle und Stahlguss, sowie Titan.
In der Produktion von Bauteilen mit Senkrechtschnitten im Ein-und Mehrbrennerbetrieb wird dasVerfahren heute hauptsächlich im mittleren bis oberen Dickenbereich von 20 bis 300 mm eingesetzt.
Robuste Bauweise, einfache Bedienungund hohe Flexibilität, auch für den rauenAlltag eines Schneidbetriebes konzipiert,zeichnen diese Anlage aus:
- Arbeitsbreiten bis zu 2,5 m - Vollautomatischer Ablauf des Schneid-
vorganges - Vorschubgeschwindigkeit bis zu
10 m/min - Markierverfahren: HF Körner, Pulver-
markieren
Doppelseitige Längsantriebe und einepatentierte Brückenkonstruktion erlaubenhohe Geschwindigkeiten und Beschleuni-gungen, um eine höhere Genauigkeit undQualität zu gewährleisten, insbesonderebei engen Radien und scharfen Ecken:
- Arbeitsbreiten bis zu 2,5 m - Positioniergeschwindigkeiten bis
15 m/min - hohe Schnittqualität durch aufeinander
abgestimmte Systemeinheiten - einfaches Be- und Entladen durch tiefer-
gesetzte Laufbahn
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 35

Info LaserschneidtechnikS c h w e i ß t e c h n i k
3610
Verfahrensvarianten:1. Laserschmelzschneiden (Hochdrucklaserschneiden)
Der durch den Laserstrahl aufgeschmolzene Werkstoff wird unter Einsatz von Stickstoff aus derSchnittfuge ausgetrieben. Der Stickstoff hat in der Düse einen hohen Druck (bis zu über 20 bar) undwird an der Düsenöffnung in einen Strahl hoher kinetischer Energie umgewandelt.
Dieses Verfahren ist besonders geeignet für Chrom-Nickel Stähle sowie für Aluminium, da die Schnitt-kante oxidfrei und metallisch blank wird.
2. Laserbrennschneiden Bei diesem Verfahren wird Sauerstoff als Schneidgas verwendet. Nachdem der Laserstrahl den Werk-stoff auf Zündtemperatur erhitzt hat, verbrennt der Werkstoff in einer exothermen Reaktion im Sauer-stoffstrahl. Die Schlacke ist schmelzflüssig und wird durch das Schneidgas aus der Schnittfugeentfernt.
Dieses Verfahren ist vorrangig für Baustähle geeignet.
3. Lasersublimierschneiden Dieses Verfahren wird in erster Linie für nicht metallische Werkstoffe (Holz, Papier, Keramik, Kunst-stoffe) angewendet.
LaserschneidenDas Werkzeug „Laser“ ist überall daeine wirtschaftliche Alternative, woes auf ein schnelles, hochpräzisesSchneiden ankommt.Selbst wechselnde und komplexeGeometrien sind mit dieserSchneidtechnik problemlos zubewerkstelligen.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 36

Info Wasserschneidtechnik S c h w e i ß t e c h n i k
10
37 10
WasserstrahlschneidenBei diesem Schneidverfahren werden die Werkstoffe mit einem feinem Wasserstrahl mit bis zu dreifa-cher Schallgeschwindigkeit geschnitten, getrennt oder bearbeitet.
Um dies zu erreichen, ist es notwendig, dass das Wasser mit einer Spezialpumpe auf einen Druck vonbis zu 4000 bar verdichtet wird. Mit einer Düse, mit einem Durchmesser von etwa 0,1 – 0,6 mm, wird zudem der feine Strahl erzeugt.
Beim Wasserstrahlschneiden werden zwei Arten unterschieden:
Wird ausschließlich mit Wasser geschnitten, sprechen wir vom „Reinwasserschneiden“.Typische Materialien, die mit diesem Verfahren geschnitten werden, sind Papier, Wellpappe,Textilien, Kunststoffe, Lebensmittel u. ä.
Beim Schneiden von härteren Materialien, wie Glas, Steine, Edelstähle, Eisen-und Nichteisenmetalleoder gehärteter Stahl, wird dem Wasserstrahl ein Abrasivmittel (z. B. Granat) beigefügt. Bei diesemVerfahren spricht man vom „Abrasivwasserschneiden“.
Hohe Schnittkantenqualitäten, ein sehr großer Anwendungsradius bezüglich Formgebung und Material-kombinationen, sind Vorteile dieser Schneidtechnologie. Da ausschließlich gefiltertes Leitungswasserverwendet wird, ist das Wasserstrahlschneiden sehr umweltfreundlich. Zu dem handelt es sich um einKaltschneideverfahren, so dass gewährleistet ist, dass sich keine giftigen Gase, wie sie beiHitzeentwicklung entstehen, bilden können.
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 37

Zentrale GasversorgungS c h w e i ß t e c h n i k
3810
Informationen über den Platzbedarf der richtigen Batteriegröße, Flaschenbatterien einseitig, umschaltbar, Eckaus-führung usw. erhalten Sie von Ihrem FORMAT Schweißfachhändler. Es können zentrale Gasvorsorgungen für fastalle Gasarten geliefert werden.
Vorteile der zentralen Gasversorgung
• Mehr Raum am Arbeitsplatz • Keine Arbeitsunterbrechung durch
Flaschenwechsel • Möglichkeit der automatischen Umschaltung • Keine Kosten für innerbetrieblichen
Flaschentransport • Einfache Kontrolle des Flaschenbestandes
Zentrale Gasversorgung ist wirtschaftlich und sicher!
Jeder Arbeitsplatz wird über ein Rohrleitungsnetz mit Gas versorgt. Je nach Verbrauchsmenge kann der Gasspeicher gewählt werden: von der Flaschenbatterie bis zum Flaschenbündel.
FüllungC2H2
ca. kg
Raum-inhalt Liter
Außen-Øx Länge
mm
Gesamt-gewicht mit
Füllung ca. kg
Fülldruckca.bar
1020404050
2342747677
1818181919
140 x 980204 x 940204 x 1630204 x 1630229 x 1640
1,63,26,38,010,0
Acetylen in Stahlflaschen
Gasentnahmemenge:(40-/50-Liter-Flasche) max. Liter/h
Dauerbetrieb 500 – 700kurzzeitige Entnahme 1000
q = Hochdruck-Gasrücktrittssicherung e = Schnellschlusseinrichtung t = Zerfallsperre/Flammensperre u = Handgriffsicherung
w= Absperrventil r = Druckminderer z = Gebrauchsstellenvorlage
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 38

Gassicherungssysteme S c h w e i ß t e c h n i k
10
39 10
Gasmessf¸hler mit Halbleitersensor
GDZ 801
A2
A1
SM
A2
A1
SM
A2
A1
SM
A2
A1
SM
A2
A1
SM
A2
A1
SM
A2
A1
SM
A2
A1
SM
Ready
Stˆr ung
Power
Sensor 1
Service
A2
A1
SM
Reset
GAS-DETEKTIONSZENTRALE
Sensor 2 Sensor 3 Sensor 4 Sensor 5 Sensor 6 Sensor 7 Sensor 8
5 26 6 20,9 0,03 18 4 9,5%UEG %UEG %UEG VOL% VOL% ppm ppm pH
Alarm
SystemsteuerungDisplay
Gas-Warnhupe
230 V AC
Gaswarngeräte
Funktion:
1) Die Gas-Messfühler detektieren austretendes Gas und geben diese Meldung an die Gas-Warnanlage weiter.Weit vor der Erreichung eines explosionsfähigen Gas-Luftgemsiches (20 % UEG = untere Explosionsgrenze)wird beim ersten Alarm die Gas-Warnleuchte aktiviert. Das Blinklicht macht den Betreiber auf die erhöhteGaskonzentration in den überwachten Räumlichkeiten aufmerksam. Die Gasaustrittsstelle kann zu diesem Zeit-punkt noch ohne Unterbrechung der Gaszufuhren gesucht und beseitigt werden.
2) Ist der Fehler nicht zu finden bzw. zu beheben (Nacht, Schichtwechsel, etc.), wird bei weiterem Anstieg derGaskonzentration bei Erreichen von 40 % UEG der zweite Alarm von der Anlage ausgelöst. Die Gas-Warnhupe(98 dB) wird eingeschaltet, gleichzeitig schließen die angesteuerten Gas-Magnetventile die Gaszufuhr sicher undautomatisch ab. Die Gas-Explosionsgefahr wird somit gebannt.
3) Um die Funktionstüchtigkeit der Gas-Warnanlage jederzeit zu gewährleisten, müssen diese Anlagen gemäß derBetrSichV in der Regel 3 mal pro Jahr gewartet werden. Dabei werden die Messfühler mit zwei verschiedenenPrüfgasen beaufschlagt und nachjustiert. Gleichzeitig erfolgt eine Gefahren-Simulation, die eine Überprüfungder angeschlossenen Alarmierungsmittel beinhaltet. Somit wird sichergestellt, dass Ihre Gas-Warnanlage jeder-zeit sicher funktioniert. Die dargestellten Gaswarnanlagen, Messfühler und Alarmierungsmittel sind nicht in EX-Ausführung!
Hinweis: Gemäß der Betriebssicherheitsverordnung (BetrSichV) vom Oktober 2002 besteht die gesetzliche Pflicht, eineGefährdungsbeurteilung vorzunehmen und Beschäftigte vor Erreichen der Explosionsbedingungen optisch undakustisch zu warnen, z. B. für den Explosionsschutz bei Brenngasen wie z. B. Methan (Erdgas), Flüssiggas(Propan), Acetylen, Wasserstoff usw. oder Sauerstoffüberschuss und/oder -Mangel vor allem in engen Räumen.
Für Planung und Projektierung einer Gaswarnanlage bietet der Hersteller der Anlagen bei Bedarf auch einekompetente Fachberatung.
230 V AC
Gas-Warnhupe
Gasmessfühler mitHalbleitersensor
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 39

Info WPS-SoftwareS c h w e i ß t e c h n i k
4010
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 40

Info WPS-Software S c h w e i ß t e c h n i k
10
41 10
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 41

WiederholungsprüfungS c h w e i ß t e c h n i k
4210
Unfallverhütungsvorschrift BGV A3 - was Sie als Betreiber von Schweißanlagen wissen und dringendbeachten sollten:
Die Unfallverhütungsvorschrift BGV A3 (ehemals VBG 4) fordert die sicherheitstechnische Überprüfung IhrerSchweißanlage. Eine Prüfung entsprechend der Verwendung und nach jeder Instandsetzung Ihrer Schweißanlagemuss sein! Wer dieses Gesetz umgeht oder nicht einhält, muss mit Strafe rechnen.
So steht es in der Unfallverhütungs-Vorschrift BGV A3 geschrieben.
Denn nur die fachgerechte Prüfung gibt Ihnen als Betreiber einer Schweißanlage rechtliche Rückendeckung. LautHerstellerempfehlung ist unbedingt die E-VDE-0544-207 anzuwenden.
Eine Prüfung nach VDE 0702 ist ungeeignet. Denn sie ist nur für elektrische Verbraucher gültig, nicht aber fürStromquellen (Schweißgeräte sind Stromquellen) Konkret: Eine Prüfung nach E-VDE 0701/0702 ist vergeudetes Geld!
Wie wird geprüft?
Mit einem computergesteuerten Prüfgerät, das die E-VDE 0544-207 in allen Punkten berücksichtigt. Alle Prüf-schritte werden protokolliert und als Nachweis ausgedruckt. Diese Überprüfung hat aber noch eine angenehmeSeite. Größere Folgeschäden können im Voraus erkannt werden. Zum Beispiel eingesaugte Späne. Betrachten Siees wie eine Inspektion.
Regelmäßige Prüfung gibt Sicherheit!
Für die regelmäßige Überprüfung ist der Betreiber, also Ihr Unternehmen und insbesondereseine Führungskräfte, verantwortlich. Unwissenheit schützt vor Strafe nicht!Die Folgen sind fatal: Versicherungsverlust, Bußgeld, Stilllegung und im Schadensfall(z.B. Personenschaden) persönliche Haftung der Führungskräfte.
Und bedenken Sie: Das Wichtigste beim Schweißen ist der Schutz des Anwenders!
Weitere Informationen gibt Ihnen Ihr Schweißtechnik Partner in Ihrer Nähe!
SWT_2007_K10_Digi.qxd 20.11.2006 13:24 Uhr Seite 42







