
WICHTIGER HINWEIS!Richtiges Schmieren gewährleistet langjährigen, störungsfreien Lauf Ihrer Drehbank.
Während der Einlaufzeit von ca. 600 Stunden ist die Schmierung von besonderer Bedeutung.
Unser Schmierplan ist auf einen Mehrschichtbetrieb abgestimmt.
Bei 9-Stundenbetrieb genügt also weniger Schmiermittel, besonders an den Stellen mit Schmierkammern.
Die Drehspindellager nehmen während der Einlaufzeit bei den oberen Drehzahlen höhere Temperaturen bis zu 75° an.
Diese Erwärmung ist bei Kegelrollenlagern normal. Häufiges Nachschmieren erhöht nur d ie Temperatur.
Auch bei Maschinen mit stufenlosem Antrieb erwärmen sich die Riemenscheiben während des Einlaufens auf ca. 75°.
Hier ist häufiges Schmieren besonders an der Drehsplndel-Antrlebsscheibe nur von Nachteil.
Austretendes Fett muß sofort entfernt werden, da Fett und öl d ie Keilriemen bald zerstören.
Näheres : siehe Betriebsanle itung !
WEILER KG.WERKZEUGMASCH I N EN FABRI K

I --~~ILE~----l----~N!:I'TS~E:~-:--- I Nill 2~~ 26~___. . L _. . -------------.---------.-.----~------.---- I
!
1 , EINGANG U~D AUF STELLE N DER MASCHI NE :~~~~---~-~_.~-~. ~. ~-_. _:~=
1 - 1. Auspacke n
1 -2 . Pr üfung der Liefe r ung 1 Masch i ne n- Numme r1 - 3 . Transpor t
1- 4. Auf ste l len und Aus r ichte n
1--5 . Rein ige n
1- 6 . Elek t rische r Ans chl uß
1- 7 . Schmie rung
2 . BES CHRE IBU1~G DER IvIASCHIJ\TE UND EI NWE ISE FÜRDENPRA"I(TISCHENIfETR IEB:·~~··~-= .~. ~- ~=--
4 . ABBILDUNGEN:
3. WARTUNG UNIl SCHMIERUNG
2- 1 ,
2-2 .
2 '7.- J .
2-4 .2-5 .2-6 .
2- 7 ,2--8 .
Ant r ieb und Riemenwe chsel
Spindelstock , Nachstelle n und Ausbaue nde r Lagerung
Schne llspanneinr ic htung , Eins te ll e nund Ausbau
Einhebelbedienung und SchaltungRevol ver s chl i t t e n
KUhlmitte le inrichtung
Störunge n
Mate r ial -Vo rs chube i nricht ung
I
I
-- - --_._---._----We i l er KG . , Herz ogenaurach
Abb . 1 Fundament pl an
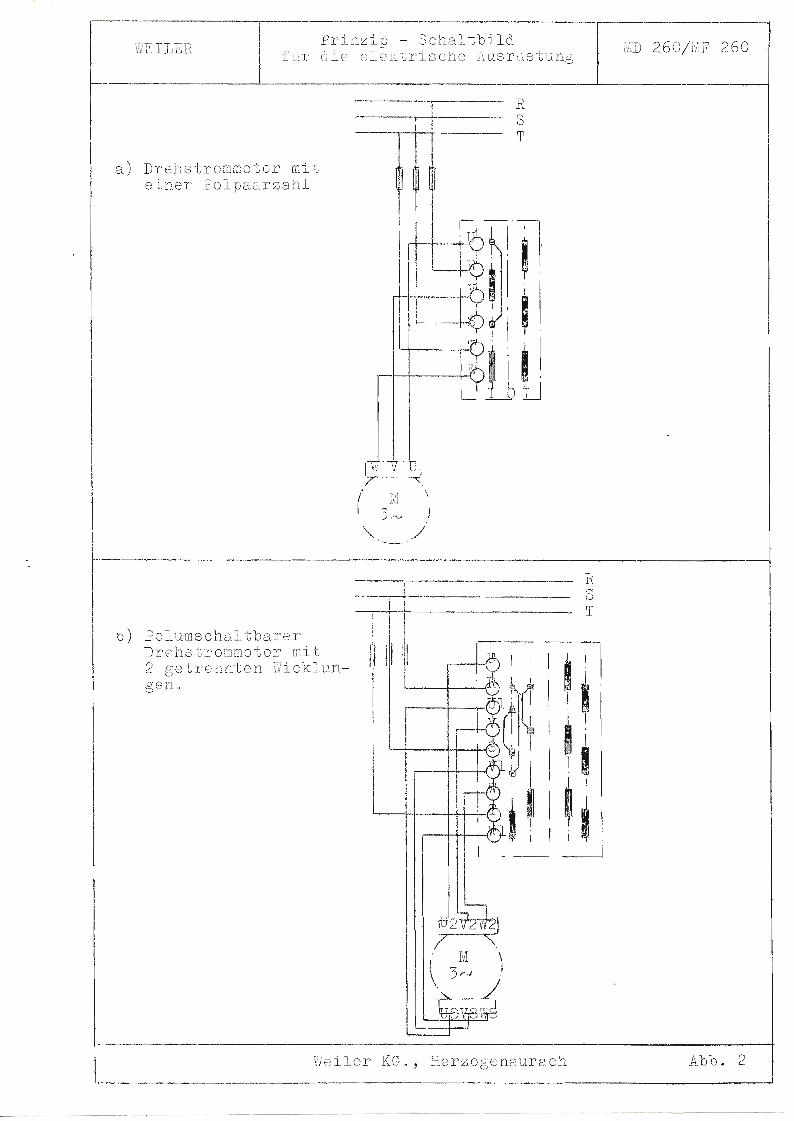
Ab b . 2 Scha l t b i l d f ür d ie elekt r i s che Aus r üs t ung
ET 1- 5- 160 Schni tt durch den Spi ndelst oc k
ET 0- 160 Schni tt du rch die Schne l lspann- Ei nr i c ht ung
ET 3-560 Schni tt du rch de n Revo l ve rschl it t e n
Abb . 6 Ge s amt a ns i cht de r Revove r drehbank RDU 26 0
Abb . 7 Mate r i~l -Vo rschube inr ic htu ng
L------- --.--.-._----..---.--...,,--------- ,- I
WEI LER EINGANG UNTI AUFSTELLENDER MASCHI NE
lV'ill 260 / MF 260RD 260
1 . EI NGANG DER MASCHINE
1 - 1. Aus12acke n L
Der Behält er bzw. di e Kis te i s t nur a n der be s ond ers gekennze i chn eten St el l e zu öffnen .
1 - 2 . Prüf en der Lieferung , Mas c hine n-Numme r ~
Nach s orgf ä l t i gem Aus pack en und Entf ernen der Befest igu ngs te i l e (Bode nvers chraub ung bea cht e n !) i st di e Masc h i ne auf Unve r s ehr t heit und das Zube hör auf Vollständ i gke it zu pr üfe n . Eve nt uelle Reklamat io ne n s ind s of or t unt e r Angabe der Mas ch i ne nNumm er bei de m Li ef er a nt e n ge l te nd zu machen . Di e Mas ch i ne nNumme r ist in d ie hint e re Führungsbahn a m r e cht en Ende de sBett e s e i nges chl age n . "
1 - 3 . Tr a ll-o.:2.Qor t ~
Bei Maschi ne n mit Guß-Unt erbau ' ird da s Hanfs e i l f ür den Kr a nunt erhalb der "pä newanne um die r e cht e ckige n Kas te nf üße ge - l eg t . Ket ten- ode r Drahtse i le dür fe n nicht ver'wende t wer de n .Bei Maschi ne n mi t gesc hlosse nem St ahlble ch-Unte r bau s i nd a nbe iden Se i ten de s Unte r baues Bohr unge n f ür durchge hende Tra ns por t s t a nge n vorgesehen , um d i e das Se i l für de n Kran ge l egtwir d . In beide n Fäl l e n müsse n s owohl di e Lacki erung ~ a ls a uc hvor s t ehe nd e Bed i e nungst e i l e der Dr ehbank d ur ch We i chhol zunt er l age n od er Polster vor Be s chäd i gung ge s chü t z t werde n .Auf dem Fu ßboden kann die Maschine mitt els e i ne r e nt spr e che ndb eme s s enen Holzboh le l eicht auf Rol l e n f ortbe eg t wer de n .
Um die höchs t mög l i che Dr ehge na ui gk eit und e i n abs olut r uhiges J'Arbe it en zu e r re i che n , i s t die Dr ehb a nk mit t el s Eis enkeil enund Wa s s e r waage ungefähr auszuri chte n . Ein ge naue s Aus r i chte nmi t e i ne r Prä zision s - Wa s s e r waage er übr ig t s i ch , da das Bet tmi t e i ne r Dr e ipunktaufl age ver s e hen i st .Be i Ti schdr ehbänkenohne Spänewanne muß diese Dr e ipunktauflagedurc h Unte r l ege n von Sc he i be n an de n Befestigungsschraub ener s t geschaf f en le r de n . Di e Abstä nd e für d i e Fundament - b zw.Bef e s t igungss chrauben s i nd in der Abb . 1 a nge ge be n .REINI GEN:Vor I nbe t r iebnahme i s t d i e Dr ehba nk mit e i ne m wei chen Putz l a ppe n gr ündl i ch zu r eini ge n .ELEKTRIS CHER ANSCHLUSS :Für den Ans chlu ß a n das Ne t z - e i ns c hl i e ßl i ch Mi t t e l punkts l e i t er b zw. Erdlei t ung- bef i nde t s i ch a n der Rücks eite de s Unt er baue s e i n Ans c hl ußk as t e n . Bei Maschi nen mit Kühlm it t ele inr ichtung wi r d h i er a uch de r Pumpe nmot or a nge s chl os s e n .Nur be i Tis chdr ehb ä nken muß Mot or und Auf bau-Wendeschal t e rers t I t .Scha l t b i l d a ng e s chl osse n b zw. ge s chaltet wer den (Abb . 2) .SCHMIERUNG :Vor Inbe t r iebnahme der Dr ehbank sind a l le fr ei en Schmiers t e l l e n sorgf ä lt ig dur chzus chmieren . Die S- inde l laoe run _und all eandeTe n .Wä l z la ~~ r s te lle n sind r eichl ic h mit Fe~t ver s oEß.t _ under s t nach de n in Ab sat z 3 angegebe ne n Zeit r äume n nachzu s chmi e-
. r e n:- ES-I s t; zwec krnass l g-,-d i e -TIre hba nk in de n e r s t e n Bet r i ebs stunden ni cht sof or t mit den hö chs ten Dr eh za hl e n l auf en zul a s s e n , damit di e anfänglich a uft r e t ende Erwär mung derLagerung in norma l en Gr e nz en g~ halte n wi r d .
1-7 .
1- 4 . Auf s t ellen und Aus richte n
1 - 6 .
1-5 ·
We i le r KG . , Herzogenaurach

WEI LER Pu nd amentp lanNID 260/MP 260
RD 260
a ) ~undamen~ f ür ~a s ch~ne nmit Gussunt erbau
Ans ch l ußka s t en 560 mm-, vo m Boden
". :50 e ?O:..::.:: .-.. ~. . . . . . . . . . : j JooC. . .• . .••
· · ~ ·· ····l···· ·. ". :l 1 .1',r~1 ::'
:D· ·O:'J.::·:·::·:······:::i .. ..·..r
50. 210 50..........-.,: ~. . . .~ :... ....... ,"
J ~ ..: I I :.' .'l· · · · · ·~ : :i : : : : : :: ::··· ;9.. ..0 .<: I .
c d
.. .(l) .
'- a .. · ~· · ..·.. ·..· ····
38: 3f5 .
..L ·.~:: : : : : :: : :: · ·· · y Q .
1························[
b -' 107:- ··· ······
,
t~ I [ IMode l l b c d eL_
NiD 260 245 I 470 345 385 28 5! -
lVill 260 p 300 442 390 440 345NID 260 W1-. -- .I
b) Fundamentplan f ür ~aschinen
mit StahlblechuDt erbau
Anschlußkast e n 560 mm vom Bode n
...... .. ... - ~.'1 230 r1..·..·..··· · ·..· ~ : Ii ..r · ·..:.. .... ..·.. .. ..·..·9..
500 3~ 5
942
t380
r
We i l e r KG., He r zo genaurach
I
1- .._- 300 "'-i
........ ...........1_;
. ~
~ .I I
::: ~r 540
~ .I
r
I. I
a) Dr e hstrommo ~ or mi te iner P olpaa rzahl
1- - --- -- -- -- - - - ..,- - - - -- - - - - - - - - - - - - - - -- - - - - - 1
b ) Po lums chal tb a r erDre hs t rommot or mi t2 get rennten Wi cklu n
. ge n o
We i l e r KG. , Herzog enaur ac h---- -- ---
Abb . 2
I
II
-- --- ----- - - - .......,..- - -26 0 MF 26 0 I
RD 2 60WEI LER BESCHREIBUNG DER MASCHI NE 9 MD
PRAKTISCHE HINWE I SEI- - - - - - - - - - --L----.·-·-- · l-- -!
·.
2 . Aufbau de r Ma s c h iD;e und Hinwe i se f U.r den l2.r a k t i s c h e n Be t r i e b .
2 - 1 . Antrie b u nd R i eme nwe chs e l ~
De r Antrieb smotor ist i m link e n Ka s te nf u ß bzw . im li nk e nTe il d es Unte rbaue s a uf e i ne r e i ns te l l b a re n Wi ppe a ngeord net . Die Kr af tüb e rtragung erf olgt mittel s Ke i l r i e me n ü b e rein Zwi sc h e nv or g e l e g e mi t St ufe ns c h e i b e n a uf d i e Hauptsp i nd e l . Um di e Riemen a uf ande r e St uf e n u mlege n z u können ,he bt man d i e Mo t orwi p pe s owei t h o c h , bis de r dazugehör igeStützhebel einrastet . Zu beacht en i st , daß d ie Riemen n i c h td urc h d a s v olle Mot orgew i c h t b e las t e t we rd en . Die Sp a nnungd er Riemen wird lib e r d en Stlitzhe b el mi t Hilfe e i n e r Rä nde l -s chraube g es i che r t . .
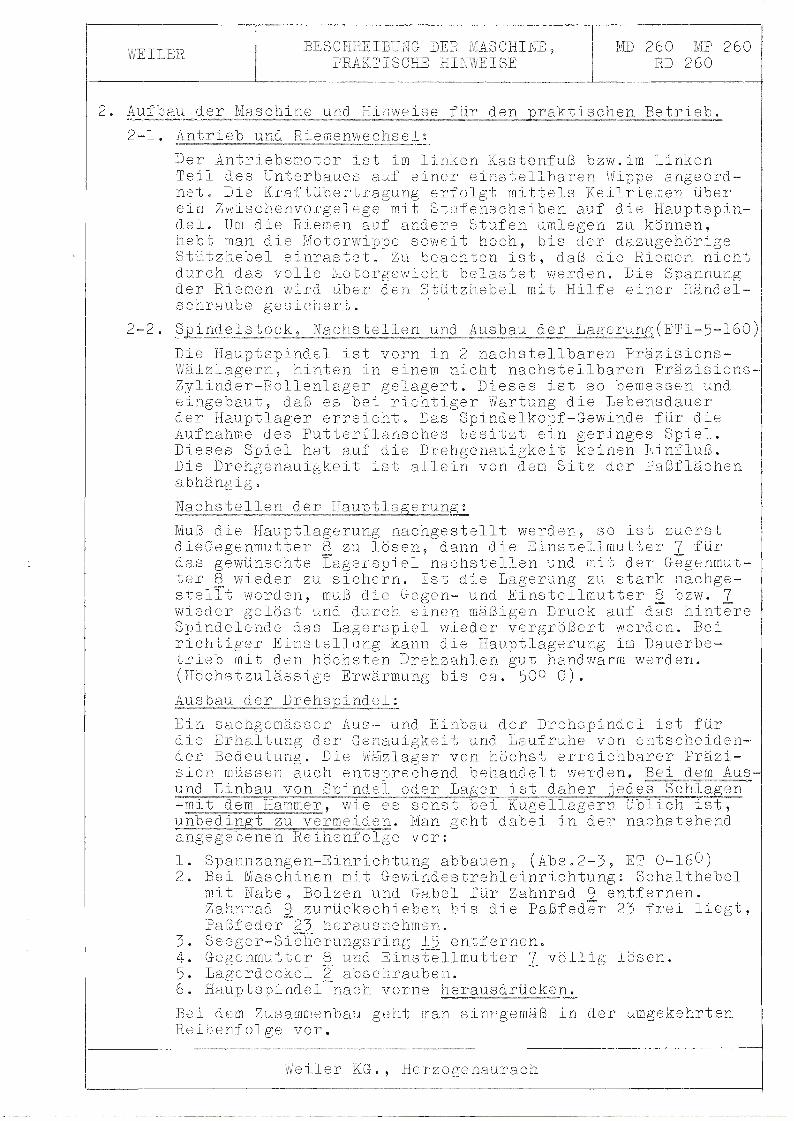
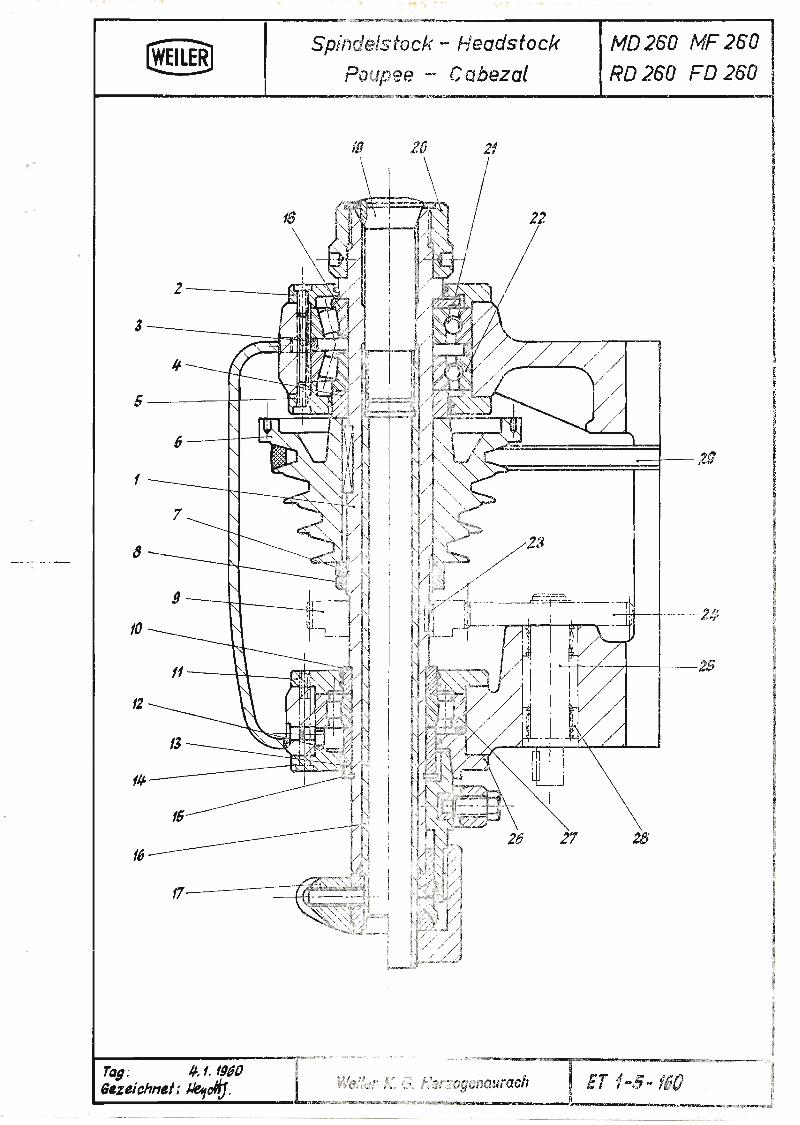
2 -2 . .§12inde l s to ck.L.....~a9,hstell.~lL.ul}d Ausbau d~r L~~ng (ETl - 5- 1 60 )
Die Hau ptspind e l i st v orn in 2 na c h s t e l lbaren Prä~ i s i ons
Wälz l age rn ~ h inte n in e inem ni c ht nachst e l lbare n Pr äz is io ns Zyli nd e r - Rolle nl a ger gelagert . Dies es i st so b e me s s e n unde inge baut , d aß es be i richt ige r Wa r t u ng d i e Lebe n s daue rd e r Haupt l a ge r e r reicht . Das Sp i ndelkopf - Gewinde f ü r d i eAufnahme d e s Fu t t erf l a n s c h e s bes itz t e in geringes Sp ie l .Di eses Spiel hat auf d ie Drehgenau igke i t k e ine n Einfluß .Die Dre hgenau i gke it ist al le i n vo n d em S i t z d e r Paßf läche nabhäng ig .
N~§.t e]::L~E.....~ e r lÜ~Y }2 t lag~:run ~
Mu ß d ie Haup t lagerung nachges tell t we rd e n , so i s t zuerstdi e Ge g e nmu t t e r § zu l ös e n , dann d ie Ei ns t e l l mu t t e r 1 fürd as gewünscht e La g e r s piel na c h s t e l l e n und mit de r Gege nmut t er § wi e d er zu siche r n . Ist d ie La g e r u ng zu s t a r k nachge stellt word en , muß di e Gegen- und Einstel lmu t t e r 2 b zw . 1wied e r g e löst und durch e i ne n mäß igen Dr u ck a uf d a s h int er eSpinde lend e das La g e r s p i e l wi e d e r ve rgröße r t wer de n . Beir i c h t i g e r Eins t e l l ung kan n d i e Haup t lage r u ng i m Da u erbe trieb mi t de n höchst en Drehz ahl e n gu t h a ndw a rm werd e n .( Höc h s t zu l ä s sig e Er wä r mu ng bis ca . 50 0 C) .
A~~s.~.§.r~;QJ ~)'l§'lL~p.d e 1 :Ei n s achgemäss e r Aus - und Einbau der Drehs p indel i s t f ü rd ie Erha ltung de r Ge na u i gk e it und La ufruhe v on e nt sc he ide nder Bedeut ung . Die Wruz lage r v on hö c hs t e r re ichbare r Prä z i s io n mü s sen a u c h entspre che nd be hand e lt we r d e n . Be i d e m Aus ~..Qd~~ipbau v o n Spin d e l-2,de r IJa g er i st dahe r jedes ·"SC'hlfiße' n-0 i~~em Ha~~~~ , wie e s sons t be i Kuge l lage r n üb l i c h i st ,~djn~1-zu_~~r~~Q . Ma n geht d a b e i i n de r n a c hs t ehe nda ng e g ebene n Re ihenf ol ge vor :
1 . Spannzange n - Einr i ch t u ng a b b a u e n ; ( Ab s . 2 - 3, ET 0 - 1 60 )2 . Be i Maschi ne n mit Gewindestrehl e inr i chtung : Sc halthe be l
mi t Nabe , Bolze n und Gabe l für Za h nrad 9 e ntferne n .Za h nrad 9 zurücks chiebe n bis d i e Paßf ed~r 23 f r e i li eg t ,Paßfe der- 23 h erausnehme n .
3 . See g e r - Sicherungs r i ng 15 e ntfe rne n .4 . Ge g enmut t e r 8 und Einste l lmutter 7 v öllig l ös e n .5 . La g erd e ck e l ~ a bschrauben . -6 . Hauptspi nde l - nac h vo r ne h e r a usdrü c k en .
Be i d em Zusamm e nbau geht ma n s i nngemäß in de r umgeke hr tenRe ihe nf olge vor .
Weiler KG . , Herzogena ur a c h
-~~'~~'~-------.,----------.
Spinde/stock - HeadsfockPoupee -. Cabezal
MD260 MF260
RD 260 FD 260 I
l..A'
22
2 /J
fI.
5
6Z(:. ...
f
8 I_ ..• ._--i:
"
~
I'i! / .! I/0
,I';--j'~
I- - 25 I
12 I
Iffl. iI !iI1 \
27 2!5 Ü
IJ
Ii
rag; 11-. f. ffliOGezeichnet: lleftolfJ.
WE I LERSCHNELLSPANN- EI NRIC HTUNG
Baure ihe :220 / 26 0300 / 33u
~ = ~ : ~chne l l s Ranne inr i c htu~_E ~ns t ~ ll e n u nd Ab~auen (Et 0 - 160)
Hi nwe i se ~
Di e Spannz a nge s e tz t a ls Pr ä z i s io ns -Sp a nne leme n t auc h e ine d e nGe na u igk e i tsan spr üche n e n t spreche nde Schnel l s pannung und Be d ie nung v oraus . Di e Ru nd laufge na u igke i t j e d e r Zang e le i de t b e iAnwendung v on Unte r - od e r Üb e rmaßs pannung ~ da e i n e s c hmi egsame Anp assung d e r Zangense gmente ohne Ge naui gkeitsve r l u st nurb e i b egre nzt en Abma s s e n mögl ich ist . Di e h öc hsterrei chbareSpannsi che r h e it k a n n nu r e i n t r e te n 9 we nn de r 1e rks t ü c kdur c hmess e r d e r Aufnahmebo hrung de r Spann z a nge e ntsp r i ch t . Übe r mäs s i g e r Kraf taufwa nd a n dem Spannh e b e l i s t unnö t ig u nd bee inträc h t igt nur d i e Genaui gkeit und Le b ensd a ue r d e r Spa nnzange .
Di e Sp annz angen s i nd mi tte l s e i n e r Nu t a m Kopf od e r Sc haf tu nd e i ne r e n t s p r ec hend en ' Nas e in d e r Sp ind e 1 9 de r Sp i nde l mu t t er od e r Konusbuchse gege n Ve r d r e h ung g e sic hert . Be s ond e r szu a c h t e n i s t a uf genüge nde Sc hmi e r u ng d es Br o nze - Gle i t r i nges1 u nd d i e r i c h tig e An z a hl und La g e d e r Ku geln ~ ( si ehe Abb . 4)Bei häuf i g em Spanne n wi r d de r Bro nz e - Gl ei tring gu t handwa r m9
mu ß a lso öf te r ge s c hmi e r t werden .
Di e Sc hne ll s panneinr ichtung k a nn i nf olg e d e s Fe de r ringes Q .k l einere Maßunte rs c h iede i m We r k s t ü c kd u r c hme s s e r (b i s 0 , 1 mm)a ufn e hme n . Di e St ärke de r Spannu ng wi r d mit t els d es Ei n s t e l l ring e s 1 2 s owi e d e s Spannr oh r e s i e i nge ste l l t u nd ü b e r d e nRa stb ol z en 11 mi t d er Kuge l 2 ge r as t e t u nd g e s i c h e r t . DasEntspanne n d e r Spann z a nge ges c h ieh t b e i d e r Au s f üh r ung ohneKo nu sb r e ms e zwa ng s läuf i g d u r c h d en i m Einstel l r ing 1 2 b e f i nd l ich e n Spr engring 12. Be i d e r Aus f ührung mi1 Ko nu s b r e ms e wi r dd i e Spannzange üb e r di e Schrauben 6 und d i e Mu t te r n 7 zwangs l äufig g eö f f ne t . Di e ri c htig e La g e-d er Mu tte r n 1 s t el l t ma ne i n , ind e m man zu e r s t d e n Spannhe b e l 1 0 i n s eine r echt e d .h .ge öffne t e Ausgangs s t e Llung (begr e nzt d u"rch d i e Brems s che i bed e r RD - FD 260 ) häl t man d en Spannh ebe l f e st und zieht mi t tel sd er beid e n Schraub e n 6 die Mu t t e r n 7 l e i c h t gege n d en An sat zd es Spannr i nge s 2 ( ge z e i c h ne t e La g eT . Nun noc h b e i de Schrau b e n2 mögl i c h s t g l e i c hmä s s i g um e i ne halbe Umd re hung g e l öst ,dam it di e Mu t t e r n 1 in d e r Ends te l l u ng d e s Spannheb e ls 1 0um c a . 0 , 4 mm frei s t e hen . Di e Mut te r n 7 solle n nur daszwangs läuf ige Öf f n e n d er Za nge b ewi rken u nd k e i ne We gb e g r e nzu ng f ü r d en Spannring ~ bzw . d e n Spa nnhe b e l 1 0 s e i n .
Di e s e Eins t ellu ng muß nach e iner s t ä rke re n Ab nüt zu ng d erBr ems sche i b e wiede rholt wer d e n .
Abb a u :
So l l di e Sc h ne l ls pann -E inr ich t u ng a b ge b a u t we rden , so d r eh tman zue r st d e n S i n s t e l l r i ng 1 2 sola nge n ac h link s , bi s d i eSpannz a ng e aus de r Sp ind e l he raus g e zoge n we rd en kann . Danne ntfe rnt man d ie be ide n Se chskantschraube n 5 und z i eht d i ek ompl e t t e E i nr ichtu ng ohne Spannhebe l 1 0 v on der Dr ehs pi nd elab . Dara ufh i n wi r d i n mögli c hst s e nk re c h t e r La g e mi t na c h
./ .
We i l e r KG. , Her z og e naurac h

WE ILER II
SCHNELLSFANN-EINRI CHTUNG
- ---- - -'"1Baure i he :220 / 260300 / 330
unte ns tehe ndem Spannr ohr 4 d er Spre ngr i ng 13 b zw .di e b eid en Sc hraub e n 6 mi t Mut te r n u nd F ede rn e n t f e rnt u nd d e r Ei n s t e l l r i ng 1 2 mi t de m Spa nnr oh r ±na c h ob e n gezoge n . Di e s enk r ec h t e La g e d e r Tei l ei s t e r fo rder l i ch , d amit d ie ~uge ln 2 n icht hera u s f al l e n . ( Siehe Abb . 4 unt en) .
Zusammenbau ~
De r Zu s a mme nb a u wi r d s i nngemäß i n d er umg eke hr tenRe ihenf olge v or g enomme n .
We i l e r KG . , He r zog enaura c h- - - - - - .1
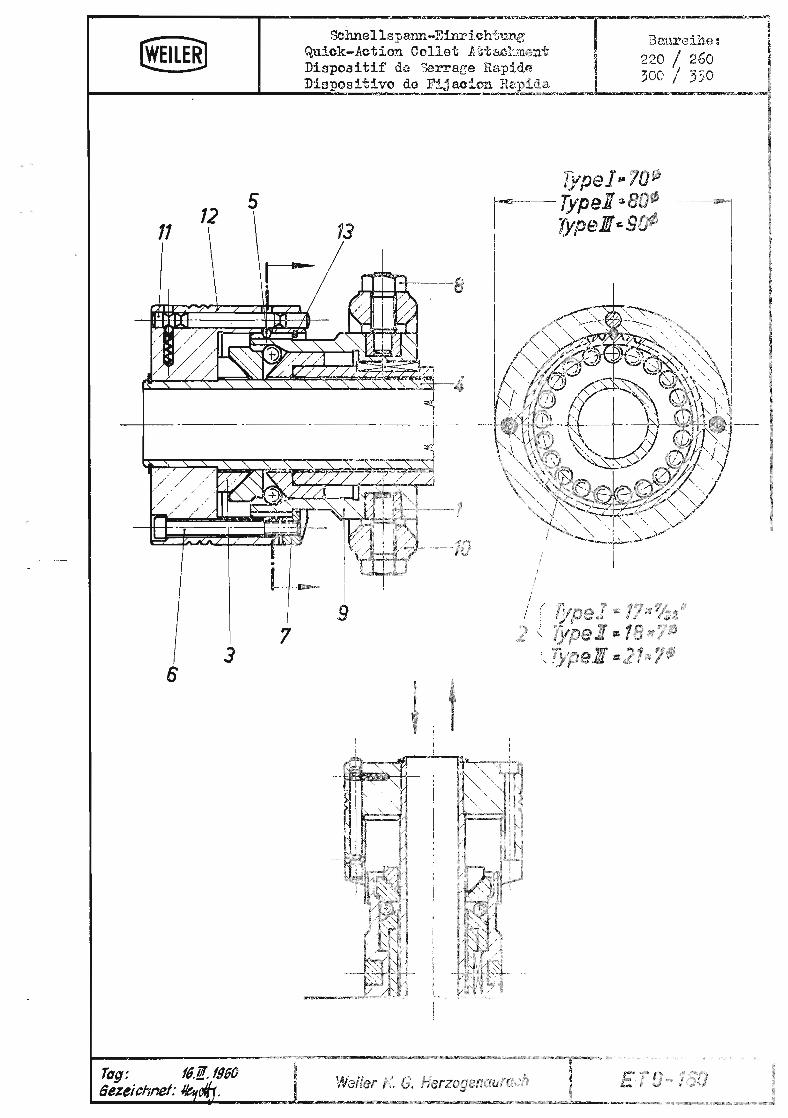
....--------~ .....~---sc-.-im-el-l-S~1J-a-m:=Einr i·;;:~~~~-I·~ßl~~::=_"-·l
QlliOk-.AC~.iOn . C~11et .li~tMl::.n...~n.;~ . L .220 ! 260 . IDispoait~f de .-,errage Rapf.de 300 / " ;;0 i
I- ..........__D_i.;;s~p..;.o.;;;.s_i_tivo da Fijaci cn Rap äda '-- . .~_~__~_~_.u_ _.... _~~~ .r~_~{
f~
Type I R 70C
l- - - - Typell ~8a~I l.Ypeli~ s r~I
;<+-+---1
13
7
5
3
12
6
11
..
..
WE I LER KÜHLMI TTELE INRI CHTUNGWARTUNG UND SCHMI ERUNG;
MD 260 / MF 260RD 26 0
2- 7 .
2-6 . Kü h l mit t e le i nr it?htung :
De r Küh lm i tt e l b e hä l t er mi t Pu mpe und Mo t or wi r d f ür d e nGußu n t e rbau a ls Anb au- , fü r d e n Stahlblechu nt erba u als Einb a u - Aggre gat g e l i e f e r t und i s t a uc h nac h t r ä gl i c h auf e i nf a c h e We i se a n de r Ma s c h i n e a n zu b r i ng e n . De r Pumpenmotor wi rddu rc h e i ne n e ige ne n ~ am Ge hä u s e ange b r ach t en Schal t e r b e t ätigt .Au f Verwe ndu ng e i nes s ä u r efre i e n Kühl mi tt e l s i st b es o nde r szu ac hten . (Abb l ät t ern d e r Lackierung) . Zu r Re i n i gu ng d esKühlmi t t elb e häl t ers wi r d der Decke l mit d e r a ng e f lan s chte nPu mp e abg e nommen .
S törunß~_ "'
Be i Be t r ieb s s t ör u ng e n u nd Be s c hä digung en j e dwe de r Art i st esa n g ebrac h t , u nt e r Angab e d e r Mas c h i ne n- Numm e r u nd ge n a ue s teBesc h r e i b u ng d er Störung , b e i d e m Li ef e rant e n rückzu~ragen .
3 . WARTUN G UND SCHMIERUNG
3-1 . Tägli ch ~
Schl it tenführunge n ~nd Re its t ockpinol e öl en .Al l e Kug e l öle r mit 01 nac h s c hmi e r e n Kuge lö le r b e f inde n si cham Ku r b e l k r e u zs chl i t t en , Bm Ku r b e l re i t s t ock u nd geg e be ne nf all s a m Re vo lv~ rs c hl i t te n .
Fettnip pel a m Bro nz e -G l e it r i ng d e r Schne l l s p a nnu ng na chs c hmi e r e n . Wa nne v on Spä ne n säub e r n .
3-2 . Wö chent lich :
F e ttnipp e l an d e n Vors c hu bwe lle n v on Ha ndheb e l - u nd Abst e c hs upp or t nachschmi e r e n . Mas c h i ne gr ünd l i c h r e i nige n .Saube r ke i t d es Kühlmit t e ls üb e rprüf e n .
3-3 . Vi e r t e l j ährli c h ~
F e t tnip pel a n d en Sp ind e l s t ocklag e rn und a m Ke i l r i eme n- Vor g e l e g e mi t e i ne m hochwe rt i g e n harz - u nd s äu r ef r e i en Lag e r f ett l ei cht nac hsc hmier e n . Be i ho c h t our i g e n Ma s c h i ne n mi tSp i nd e l d r ehz ahl e n b is 3600 U/ Min . darf nu r d a s F e t t "Be ac onM 285 " d e r Es so AG. v e r we nd e t werd e n . La g e r s piel d e r Sp i n della gerung und d e r Schl it t enf ühru ng ü b erprüfe n .Sp i e l zwis c h e n Suppo r t s p i nd e l n u nd Mu t t e r n üb erprüf e n ; d i eMu t te r n s ind r adi a l nachs te l lbar .Küh l mi t t e l b e hä l t er r e ini g e n .
3- 4. Jährl ich :
Kuge l lag e r i m Mo t or a u s bau e n , auswa s ch e n und d e n f r e i e nRaum d e s Kuge l k ä f i g s h öchst e ns zu r Hä lft e mi t f ri s c h emLa g e r f ett füll e n . Nur hoc hwe r t i ge s La g erfe tt v e r we nd e n !
We i le r KG . , He rzogenaurach

We i le r Gewindest rehl e inrichtung MF/RD
Die Strehleinrichtung ist am Sp ind e l s tock angeschraub tund v erstift e t. Außer den We ch se l r ä d e r n u nd ihr en Antr i ebsrädern we r de n a l le Te ile v om La gerb oc k aufgenommen.Die St rehlwell e i st dre h - u .verschiebbar im Lag erbockge lage r t .
1----------'-------------------..:...--------- -
!I
IIrI
Beim St r e h len v on Inneng ewind e wi r d d e r s c hwe nkbare Ans c h lag- Ihe b e l ( 12 2 ) a m Bed ienungshebe l so we i t nac h obe n ges choben ,d a ß de r Anschla gheb el b eim Rücks chub d er St rehlwe l le a mLin e a l a n s t eht ünd das Gewi nd e durch d en St ahl n icht b eschäd ig t we rde n kann .
Die Eins t ellung de s St rehlhebe ls (116 ) e r folgt du r c h d i eEin s t ells chra ub e ( 1 1 7 ) . Die Eins te ll s c hraub e mu ß sat t a ufdem Gleitlineal ( 1 18) a Uf l iegen , wenn s ich d er Leithebe l( 1 19) mi t se inem Leit s e gme nt(12 0) i m Eingrif f mi t de r St reh l pat r one (12 1 ) befindet . Nachdem de r Leithebel und de r Strehl heb e l i n di e s e r Ste l l u ng auf de r St reh l we l l e fest geklemmtworden sind , wird d i e Einst el l s chr aube um 1/ 2 Umdrehungnachgestellt , sodaß s ich d a s Segment vo n d er Pat rone leichtabheb t . Dann wi rd d ie Ei ns te l l schraub e mi tte ls Mu t t e r fest ge s t e l l t .
Der Antri eb de r Strehle inrichtung erfo l g t v om schal tba r enSpinde l zahnrad (sch a ltbar du r ch Schalthe b el) auf d as Za h n r ad 57 Zähne , welches mit dem We chse l rad auf e i ne r gem e i n s a me n We l l e s itz t . Die Einschaltung de r St rehle i n r i c h t u ngdarf nur ~gL S t~-J.1§taBQ. e r fo lgen .
We i l e r KG. , Herzoge naurac4
Du r ch Umstecken d e r' We c h s e l r ä de r kann e in Übe r s e t z ungs v e r hältnis 1 : 1 / 1 : 2 / u . 1 : 4 e rzi elt werden . Das Zwi schenrad 57 Zähne wi rd durc h Ve r stellen der Rads chere ( 1 23)j e wei l s in Eingriff g e br a cht . Die v org e s ehenen Übersetzunge nhab ~n de n Vort e il , da ß man be i Anf er t i gung v on Gewi nde n mitk le i n e n St ~ igungen e i n e Strehlpatrone mit g röße r e r St e igu ngverwenden k ann . Be i Drehte i len mi t kurz e m Gewindeauslauf u ndh ohem Bund ist mögl i chs t e i n Übers etzungsv erhältn is ,,1 : 1 zuwäh l e n . Im Norma l fa l l i s t j edo ch di e größtmöglich e Ube r set zung a nzuwe nde n , um d i e Leb ensdaue r de r Pa t r on e u . de sSe gments zu e rhöhe n .
Die Tors i onsfeder (124) hat nicht ' nur den Vors chub der St rehl - Iwel le vo rzunehmen, s ond e r n a u c h das Zu rüc k legen des St r eh l - I
h ebels zu u nterstützen und in der Rückl age zu halten . Ein INachspanne n d e r Tors ionsfed e r erfolgt du~ch Ve rdrehen u . I
ev e nt uel l Verschiebe n d e s F e de r a uf nahme bolzen s ( 1 25) . !II
Zwische n den Haup t lage r n des La g erb oc k s i st auf eine r We l l ed er Abhebering ( 12 6) verstellbar angebracht , a n de m derSt rehlhebel mit se iner Nocke anfährt und s o de n Le ithebe lv on de r St r e h l pa t r one a bhe b t , wodurch d a s St r e h l e n aufhö r tund d ie St reh lwe l l e durch d ie Tors ionsfede r in i h r e Ausgangs stellu ng zurückgeschob e n wird . We n n de r St reh l hab e l ab z uhe be nb e g innt, i st es zwe c kmä ßig , den Vorga ng durch Anheben desBedienung s h ebel s z u unterstütz en . iDas Auswec h s eln d e r St re h lpat ro n e e r f o l g t du r c h Löse n de r Nu t mutt ern ( 1 27 ) welche d ie Pa t rone auf de r Patronenwe l le (128 );:=J 0. h R i :"I 1 h p 0" r p Yl 'Z A Yl __" .•
I!,- - - - - - - - - - - - - - - - - - - - - - - - - - - - -- - - ------- ---"-.
..

119 116 117
123-----\~
118 12
264
257 Z32
1:2
Z38
Wechselräder264 .~
f .( . Zg .. -) ----- .. 738
, . : )~~.~.1: 1
\.
•

118
117
122
Z64 »:>
126
D7 Z32
1:4
. Z57
Z 16.-----:---
J

126 121.
_ . - --f-, - -f---f-
r--- +- -
II
128 121 127
125
Maßstab :
strehleinrichtung







