
WälzlagerschädenSchadenserkennung und Begutachtung gelaufener Wälzlager


Wälzlagerschäden
Schadenserkennung und Begutachtung gelaufener Wälzlager
Publ.-Nr. WL 82 102/2 DA
Stand 2000

Vorwort
Wälzlager sind Maschinenelemente mit einem weiten An-wendungsbereich. Sie erweisen sich auch unter harten Bedin-gungen als zuverlässig. Vorzeitige Ausfälle treten sehr seltenauf.
Wälzlagerschäden sind in erster Linie an einem ungewöhn-lichen Betriebsverhalten der Lagerung zu erkennen. Bei derUntersuchung geschädigter Lager kann man die unterschied-lichsten Merkmale feststellen. Um die Schadensursache zu fin-den, reicht die Begutachtung des Lagers allein meistens nichtaus; vielmehr müssen die Umgebungsteile, die Schmierungund die Abdichtung sowie die Betriebs- und Umweltbedin-gungen zusätzlich berücksichtigt werden. Ein planmäßigesVorgehen bei der Untersuchung erleichtert das Auffinden derUrsachen.
Die vorliegende Druckschrift ist vor allem als Handbuchfür Werkstätten bestimmt. Sie gibt eine Übersicht über typi-sche Wälzlagerschäden, ihre Ursachen und Abhilfemaßnah-men. Neben der Erläuterung von Schadensbildern werden ein-gangs auch Möglichkeiten dargestellt, Lagerschäden frühzeitigzu erkennen.
Im Rahmen der häufig durchgeführten vorbeugenden In-standhaltung fallen auch Lager an, die nicht als schadhaft ein-zustufen sind. Deshalb werden Beispiele von Lagern mit fürdie jeweilige Laufzeit üblichen Laufmerkmalen gezeigt.
Zum Titelbild: Was auf den ersten Blick aussieht wie eineaus großer Höhe fotografierte Dünenlandschaft, ist in Wirk-lichkeit das wellenförmige Verformungs-Verschleißprofil einesAxial-Zylinderrollenlagers. Die Unterschiede zwischen Bergund Tal betragen weniger als 1 µm. In den gleitbeanspruchtenKontaktflächen tritt bei geringer Drehzahl Mischreibung auf.Ursache für das "Rippling" sind Stick-slip-Effekte.
FAG 2
Inhalt
1 Ungewöhnliches Betriebsverhalten als Hinweis auf Schäden . . . . . . . . . . . . . . . . . . . 4
1.1 Subjektive Schadenserkennung . . . . . . . . . . . . . . 4 1.2 Lagerüberwachung mit technischen Hilfsmitteln . 41.2.1 Großflächige Schäden . . . . . . . . . . . . . . . . . . . . . 4 1.2.2 Punktuelle Schäden . . . . . . . . . . . . . . . . . . . . . . . 6 1.3 Dringlichkeit des Lageraustausches – Restlebens -
dauer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2 Sicherung schadhafter Lager . . . . . . . . . . . . . . . . 9 2.1 Feststellen der Betriebsdaten . . . . . . . . . . . . . . . . 92.2 Entnahme und Beurteilung von Schmierstoff -
proben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 2.3 Überprüfung der Lagerumgebung . . . . . . . . . . . . 10 2.4 Begutachtung des Lagers im eingebauten
Zustand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 2.5 Demontage des schadhaften Lagers . . . . . . . . . . . 10 2.6 Kontrolle der Sitze . . . . . . . . . . . . . . . . . . . . . . . . 10 2.7 Begutachtung des kompletten Lagers . . . . . . . . . . 10 2.8 Versand an FAG oder Begutachtung der Lager -
einzelteile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3 Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten Lager . . . . . . . . . . . . . . . . . . . . . 11
3.1 Vorbereitende Maßnahmen . . . . . . . . . . . . . . . . . 14 3.1.1 Kennzeichnung der Einzelteile . . . . . . . . . . . . . . . 14 3.1.2 Messungen am kompletten Lager . . . . . . . . . . . . . . 14 3.1.3 Zerlegen des Lagers in Einzelteile . . . . . . . . . . . . . 143.1.4 Begutachtung der Lagerteile . . . . . . . . . . . . . . . . . 14 3.2 Der Zustand der Sitzflächen . . . . . . . . . . . . . . . . . 15 3.2.1 Reibkorrosion – Passungsrost . . . . . . . . . . . . . . . . 15 3.2.2 Freßspuren oder Gleitverschleiß . . . . . . . . . . . . . . 16 3.2.3 Ungleichmäßige Unterstützung der Lagerringe . . 17 3.2.4 Seitliche Anstreifspuren . . . . . . . . . . . . . . . . . . . . 18 3.3 Das Erscheinungsbild der Wälzkontakte . . . . . . . 19 3.3.1 Entstehung und Bedeutung von Laufspuren . . . . 19 3.3.1.1 Normale Laufspuren . . . . . . . . . . . . . . . . . . . . . . 19 3.3.1.2 Ungewöhnliche Laufspuren . . . . . . . . . . . . . . . . . 21 3.3.2 Vertiefungen in Laufbahnen und Wälzkörper -
oberflächen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 3.3.2.1 Ausbrüche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 3.3.2.2 Korrosionsschäden . . . . . . . . . . . . . . . . . . . . . . . . 34 3.3.2.3 Stillstandsmarkierungen . . . . . . . . . . . . . . . . . . . . 363.3.2.4 Wälzkörpereindrücke . . . . . . . . . . . . . . . . . . . . . . 37 3.3.2.5 Krater und Riffeln infolge Stromdurchgang . . . . . 38 3.3.2.6 Wälzkörper-Kantenlauf . . . . . . . . . . . . . . . . . . . . 39 3.3.3 Ringbrüche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 403.3.3.1 Dauerbrüche infolge Laufbahnermüdung . . . . . . 40 3.3.3.2 Axiale An- oder Durchrisse von Innenringen . . . . 40 3.3.3.3 Außenringbrüche in Umfangsrichtung . . . . . . . . 41 3.3.4 Aufreißungen und Anschmierungen an den
Kontaktflächen . . . . . . . . . . . . . . . . . . . . . . . . . . 42 3.3.4.1 Verschleißschäden bei mangelhafter Schmierung . 42 3.3.4.2 Riefen auf Wälzkörpermantelflächen . . . . . . . . . . 44
3.3.4.3 Schlupfspuren . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 3.3.4.4 Schürfmarken . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 3.3.5 Heißlaufschäden . . . . . . . . . . . . . . . . . . . . . . . . . 47 3.4 Beurteilung von Bordkontakten . . . . . . . . . . . . . . . 48 3.4.1 Schäden an Bord- und Rollenstirnflächen bei
Rollenlagern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 3.4.1.1 Verschürfungen durch Fremdkörper . . . . . . . . . . 48 3.4.1.2 Freßerscheinungen im Bordkontakt . . . . . . . . . . . 49 3.4.1.3 Verschleiß im Bordkontakt . . . . . . . . . . . . . . . . . 50 3.4.1.4 Bordbrüche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 3.4.2 Verschleiß von Käfigführungsflächen . . . . . . . . . . 52 3.4.3 Schäden an Dichtungslaufflächen . . . . . . . . . . . . 53 3.4.3.1 Eingearbeitete Dichtlippenlaufspuren . . . . . . . . . 53 3.4.3.2 Verfärbung der Dichtungslaufspur . . . . . . . . . . . . 53 3.5 Käfigschäden . . . . . . . . . . . . . . . . . . . . . . . . . . . . 543.5.1 Verschleiß infolge Schmierstoffmangel und
Verschmutzung . . . . . . . . . . . . . . . . . . . . . . . . . . 54 3.5.2 Verschleiß infolge überhöhter Drehzahl . . . . . . . . 54 3.5.3 Verschleiß infolge Rollenschränkung . . . . . . . . . . 55 3.5.4 Verschleiß an Kugellagerkäfigen infolge Ver-
kippung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55 3.5.5 Bruch von Käfigverbindungen . . . . . . . . . . . . . . . 56 3.5.6 Käfigbruch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56 3.5.7 Schäden durch unsachgemäße Montage . . . . . . . . 57 3.6 Dichtungsschäden . . . . . . . . . . . . . . . . . . . . . . . . 58 3.6.1 Verschleiß der Dichtlippen . . . . . . . . . . . . . . . . . . 58 3.6.2 Schäden durch unsachgemäße Montage . . . . . . . . 59
4 Weitergehende Untersuchungsmöglichkeiten bei FAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.1 Geometrische Vermessung von Lagern oder Lagerteilen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.2 Schmierstoffanalysen und Schmierstoff- prüfungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.3 Kontrolle des Werkstoffzustands . . . . . . . . . . . . . 65 4.4 Röntgenfeinstrukturanalyse . . . . . . . . . . . . . . . . . 66 4.5 Rasterelektronenmikroskopische Unter -
suchungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67 4.6 Bauteilversuche . . . . . . . . . . . . . . . . . . . . . . . . . . 69 4.7 Rechnerische Überprüfung der Belastungs-
bedingungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
3 FAG
Seite Seite
Betriebsverhalten Mögliche Ursachen Beispiele
Unruhiger Lauf
VerschmutzungVentilatoren:stärker werdende
zu große Lagerluft Erschütterungen
Schleifmaschinen:welliges Schliffbild
zu kleine Betriebsluft
zu große Betriebsluft Schäden an den RollflächenVerschmutzungungeeigneter Schmierstoff
Veränderung der Betriebsluftdurch TemperatureinflüsseBeschädigung der Rollbahn(z. B. durch Verschmutzungoder Ermüdung)
ElektromotorenGetriebe (Bei Getrieben sind Wälzlagergeräuscheschwer erkennbar, da das Zahnradgeräusch im allgemeinen überwiegt)
AußergewöhnlichesLaufgeräusch:
rumpelndes oder ungleichmäßigesGeräusch
heulendes oder pfeifendes Geräusch
allmähliche Veränderungdes Laufgeräusches
Beschädigung an Ringenund Wälzkörpern
Veränderung der Anstellung(Luft oder Vorspannung)
Kaltwalzwerk:Auftreten von meist periodischenOberflächenfehlern auf demWalzgut, wie Schattierungen,Wellenbildung u. ä.
Verminderte Ar-beitsgenauigkeit
Verschleißinfolge Verschmutzung oder ungenügender Schmierung
Drehbank:Allmähliches Auftreten von Rattermarken am Werkstück
Sägegatter:stärker werdende Stöße undSchläge in den Stelzen
Beschädigung an Ringenund Wälzkörpern
Kraftwagen:zunehmendes Flattern der Rädererhöhtes KippspielErschütterungen der Lenkorgane
Ungewöhnliches Betriebsverhalten als Hinweis auf SchädenSubjektive Schadenserkennung · Lagerüberwachung mit technischen Hilfsmitteln
Lagerschäden äußern sich in der Re-gel dadurch, daß sich das Betriebsverhal-ten allmählich verschlechtert. Selten sindspontane Schäden, z. B. verursachtdurch Montagefehler oder fehlendenSchmierstoff, die zum sofortigen Ma-schinenstillstand führen. Je nach den Be-triebsbedingungen vergehen vom Be-ginn der Schädigung bis zum tatsächli-chen Ausfall einige Minuten, unter Um-ständen sogar Monate. Vom Einsatzfallund von den Auswirkungen eines Lager-schadens auf den Maschinenbetriebhängt die Art der Überwachung von La-gern ab.
1.1 Subjektive Schadens -erkennung
In der überwiegenden Zahl der An-wendungen von Wälzlagern genügt eszur Vermeidung größerer Schäden, wenndas Bedienpersonal auf unruhigen Laufoder ungewöhnliche Geräusche der La-gerung achtet, Tafel Bild 1.
1.2 Lagerüberwachung mit tech-nischen Hilfsmitteln
Lagerungen, bei denen Schäden einSicherheitsrisiko darstellen oder zugrößerem Produktionsausfall führenkönnen, bedürfen demgegenüber einergenauen, kontinuierlichen Überwa-chung. Beispiele hierfür sind Flugzeug-turbinen oder Papiermaschinen. Die Artder Überwachung muß sich dabei, da-mit sie zuverlässig ist, an der Art des zuerwartenden Schadens orientieren.
1.2.1 Großflächige Schäden
Wesentliche Voraussetzung für einenstörungsfreien Lauf ist die ausreichendeVersorgung mit sauberem Schmierstoff.Ungünstige Veränderungen lassen sichfeststellen durch:
FAG 4
1 Ungewöhnliches Betriebsverhalten als Hinweis auf Schäden
1: Schadenserkennung durch das Bedienpersonal
Tempe-ratur
10
20
30
40
50
°C
123
45
1 2 3 4 5Laufzeit
0 1 2h
50
Laufzeit
Tempe-ratur
100 1 2h
20
30
40
°C
12
3
4
5
1 2 3 4 5
Ungewöhnliches Betriebsverhalten als Hinweis auf SchädenLagerüberwachung mit technischen Hilfsmitteln
– Überwachung der Schmierstoffzufuhr• Ölstandsschauglas• Öldruckmessung• Öldurchflußmessung
– Verschleißstoffmessung im Schmier-stoff• diskontinuierlich
MagnetstopfenSpektralanalyse von Schmierstoff-probenUntersuchung von Ölproben imLabor
• kontinuierlichmagnetischer SignalgeberBestimmung der durchströmendenPartikelmenge mit Online-Parti-kelzähler
– Temperaturmessung• in der Regel mit Thermoelementen
5 FAG
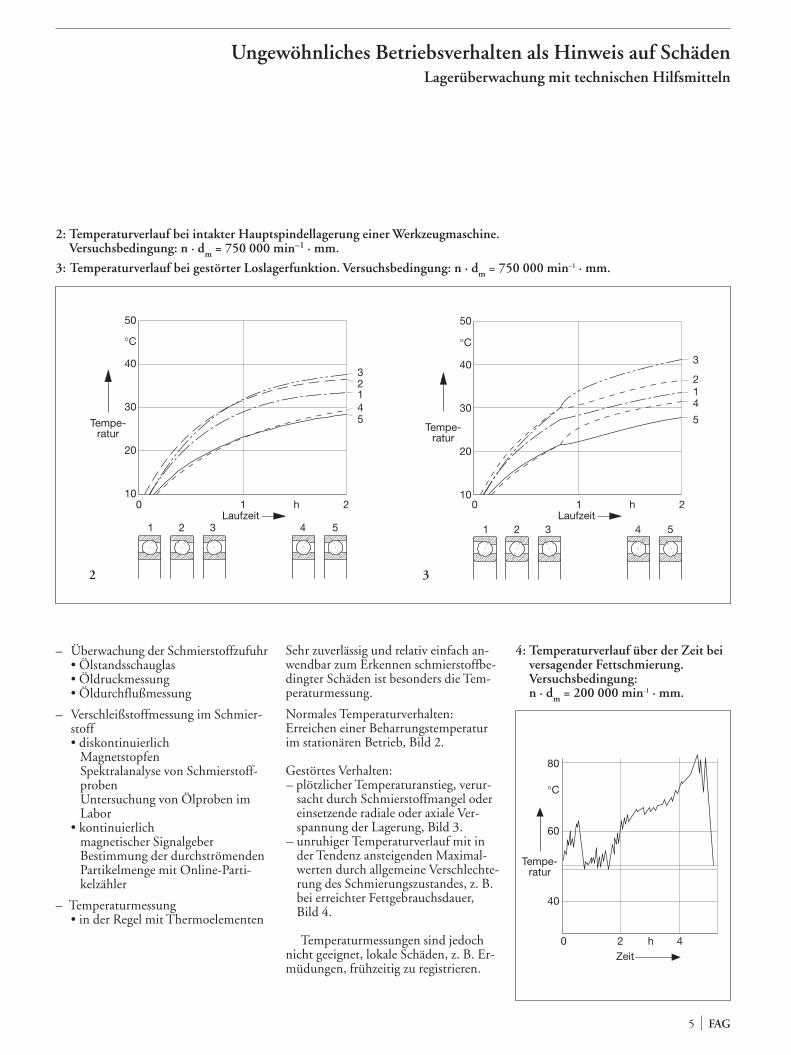
2: Temperaturverlauf bei intakter Hauptspindellagerung einer Werkzeugmaschine. Versuchsbedingung: n · dm = 750 000 min–1 · mm.
3: Temperaturverlauf bei gestörter Loslagerfunktion. Versuchsbedingung: n · dm = 750 000 min–1 · mm.
Sehr zuverlässig und relativ einfach an-wendbar zum Erkennen schmierstoffbe-dingter Schäden ist besonders die Tem-peraturmessung.
Normales Temperaturverhalten: Erreichen einer Beharrungstemperaturim stationären Betrieb, Bild 2.
Gestörtes Verhalten:– plötzlicher Temperaturanstieg, verur-
sacht durch Schmierstoffmangel odereinsetzende radiale oder axiale Ver-spannung der Lagerung, Bild 3.
– unruhiger Temperaturverlauf mit inder Tendenz ansteigenden Maximal-werten durch allgemeine Verschlechte-rung des Schmierungszustandes, z. B.bei erreichter Fettgebrauchsdauer, Bild 4.
Temperaturmessungen sind jedochnicht geeignet, lokale Schäden, z. B. Er-müdungen, frühzeitig zu registrieren.
2 4
40
hZeit
60
80
Tempe-ratur
°C
0
4: Temperaturverlauf über der Zeit beiversagender Fettschmierung. Versuchsbedingung: n · dm = 200 000 min-1 · mm.
2 3
Ungewöhnliches Betriebsverhalten als Hinweis auf SchädenLagerüberwachung mit technischen Hilfsmitteln
FAG 6
40 60 80 100 120 140 160 180 200
ungeschädigtes Lager
geschädigtes Lager
Sch
win
gbes
chle
unig
ung
0,086g
0,086g
0
Frequenz [Hz]
Seiten-bänder
Seiten-bänder
HarmonischefIR
nIR
200
nIR
2fIRnIR nIR
3fIRnIR nIR
4fIR
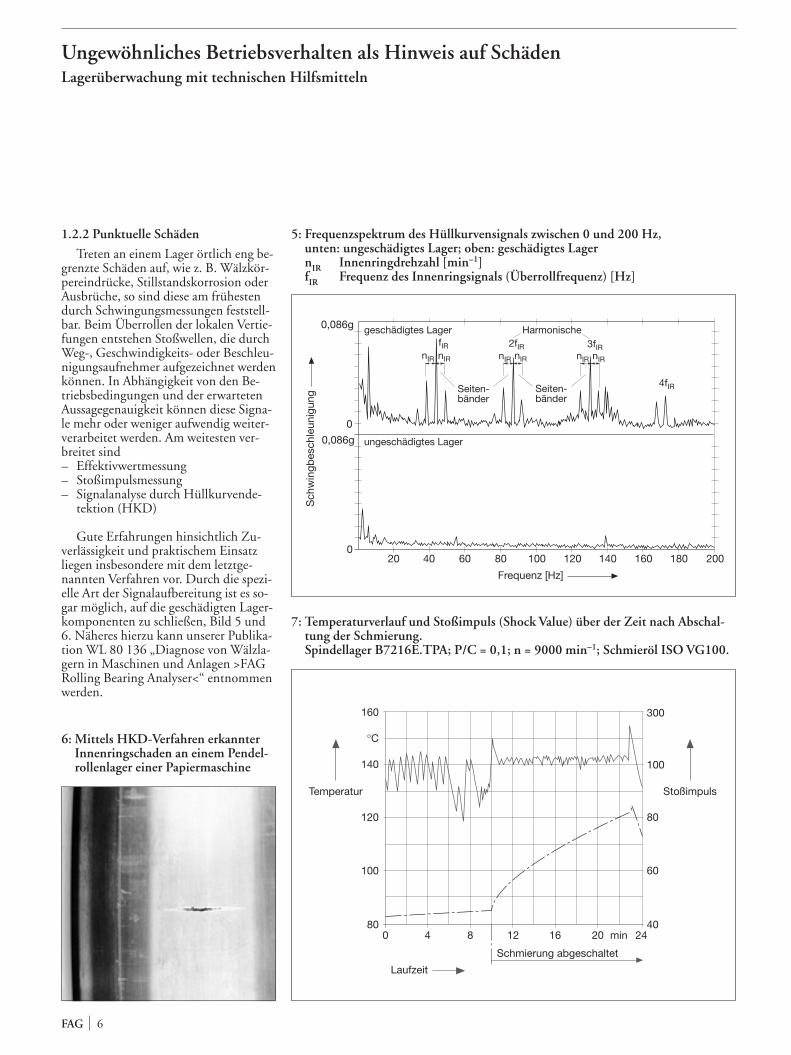
5: Frequenzspektrum des Hüllkurvensignals zwischen 0 und 200 Hz, unten: ungeschädigtes Lager; oben: geschädigtes Lager nIR Innenringdrehzahl [min–1] fIR Frequenz des Innenringsignals (Überrollfrequenz) [Hz]
6: Mittels HKD-Verfahren erkannterInnenringschaden an einem Pendel-rollenlager einer Papiermaschine
0 4 8 12 16 20 24min
Laufzeit
80 40
100
120
140
160
60
80
100
300
Temperatur
°C
Stoßimpuls
Schmierung abgeschaltet
7: Temperaturverlauf und Stoßimpuls (Shock Value) über der Zeit nach Abschal-tung der Schmierung. Spindellager B7216E.TPA; P/C = 0,1; n = 9000 min–1; Schmieröl ISO VG100.
1.2.2 Punktuelle Schäden
Treten an einem Lager örtlich eng be-grenzte Schäden auf, wie z. B. Wälzkör-pereindrücke, Stillstandskorrosion oderAusbrüche, so sind diese am frühestendurch Schwingungsmessungen feststell-bar. Beim Überrollen der lokalen Vertie-fungen entstehen Stoßwellen, die durchWeg-, Geschwindigkeits- oder Beschleu-nigungsaufnehmer aufgezeichnet werdenkönnen. In Abhängigkeit von den Be-triebsbedingungen und der erwartetenAussagegenauigkeit können diese Signa-le mehr oder weniger aufwendig weiter-verarbeitet werden. Am weitesten ver-breitet sind– Effektivwertmessung– Stoßimpulsmessung– Signalanalyse durch Hüllkurvende-
tektion (HKD)
Gute Erfahrungen hinsichtlich Zu-verlässigkeit und praktischem Einsatzliegen insbesondere mit dem letztge-nannten Verfahren vor. Durch die spezi-elle Art der Signalaufbereitung ist es so-gar möglich, auf die geschädigten Lager-komponenten zu schließen, Bild 5 und6. Näheres hierzu kann unserer Publika-tion WL 80 136 „Diagnose von Wälzla-gern in Maschinen und Anlagen >FAGRolling Bearing Analyser<“ entnommenwerden.
Ungewöhnliches Betriebsverhalten als Hinweis auf SchädenLagerüberwachung mit technischen Hilfsmitteln · Dringlichkeit des Lageraustausches
7 FAG
Die Schwingungsmeßverfahren sindsehr gut geeignet, um Ermüdungsschä-den festzustellen. Am einfachsten ist diesbei Lagern mit Punktberührung (Kugel-lagern), aber mit höherentwickeltenAuswerteverfahren, wie z. B. der Hüll-kurvendetektion, werden ebenso sicherSchäden an Rollenlagern erkannt. ZurBeobachtung des Schmierungszustandessind sie jedoch weniger angebracht. Ei-nen Ausfall der Schmierstoffversorgungerkennt man, wie oben beschrieben, zu-verlässig an einer Temperaturmessung.Dies ist besonders gut in der Gegenüber-stellung von Bild 7 zu erkennen. DieStoßimpulsmessung reagiert hier we-sentlich unempfindlicher als der Tempe-ratursensor. So stellen insbesondereTemperatur- und Schwingungsmessungbei technisch aufwendigen Anlagen einesinnvolle gegenseitige Ergänzung dar.
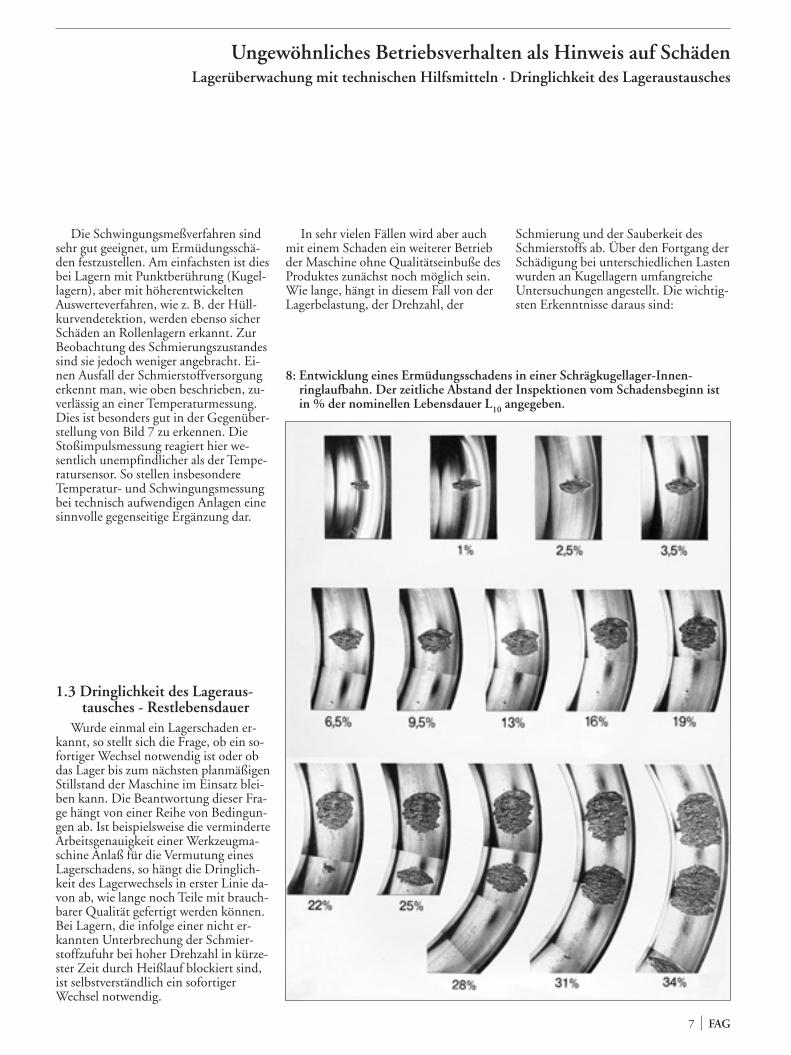
8: Entwicklung eines Ermüdungsschadens in einer Schrägkugellager-Innen-ringlaufbahn. Der zeitliche Abstand der Inspektionen vom Schadensbeginn istin % der nominellen Lebensdauer L10 angegeben.
1.3 Dringlichkeit des Lageraus-tausches - Restlebensdauer
Wurde einmal ein Lagerschaden er-kannt, so stellt sich die Frage, ob ein so-fortiger Wechsel notwendig ist oder obdas Lager bis zum nächsten planmäßigenStillstand der Maschine im Einsatz blei-ben kann. Die Beantwortung dieser Fra-ge hängt von einer Reihe von Bedingun-gen ab. Ist beispielsweise die verminderteArbeitsgenauigkeit einer Werkzeugma-schine Anlaß für die Vermutung einesLagerschadens, so hängt die Dringlich-keit des Lagerwechsels in erster Linie da-von ab, wie lange noch Teile mit brauch-barer Qualität gefertigt werden können.Bei Lagern, die infolge einer nicht er-kannten Unterbrechung der Schmier-stoffzufuhr bei hoher Drehzahl in kürze-ster Zeit durch Heißlauf blockiert sind,ist selbstverständlich ein sofortigerWechsel notwendig.
In sehr vielen Fällen wird aber auchmit einem Schaden ein weiterer Betriebder Maschine ohne Qualitätseinbuße desProduktes zunächst noch möglich sein.Wie lange, hängt in diesem Fall von derLagerbelastung, der Drehzahl, der
Schmierung und der Sauberkeit desSchmierstoffs ab. Über den Fortgang derSchädigung bei unterschiedlichen Lastenwurden an Kugellagern umfangreicheUntersuchungen angestellt. Die wichtig-sten Erkenntnisse daraus sind:
Ungewöhnliches Betriebsverhalten als Hinweis auf SchädenDringlichkeit des Lageraustausches
FAG 8
12
10
8
6
4
2
00 10 20 30 40S
chad
ensg
röße
in %
des
Lau
fspu
rum
fang
s
Laufzeit mit Schaden [% L10]
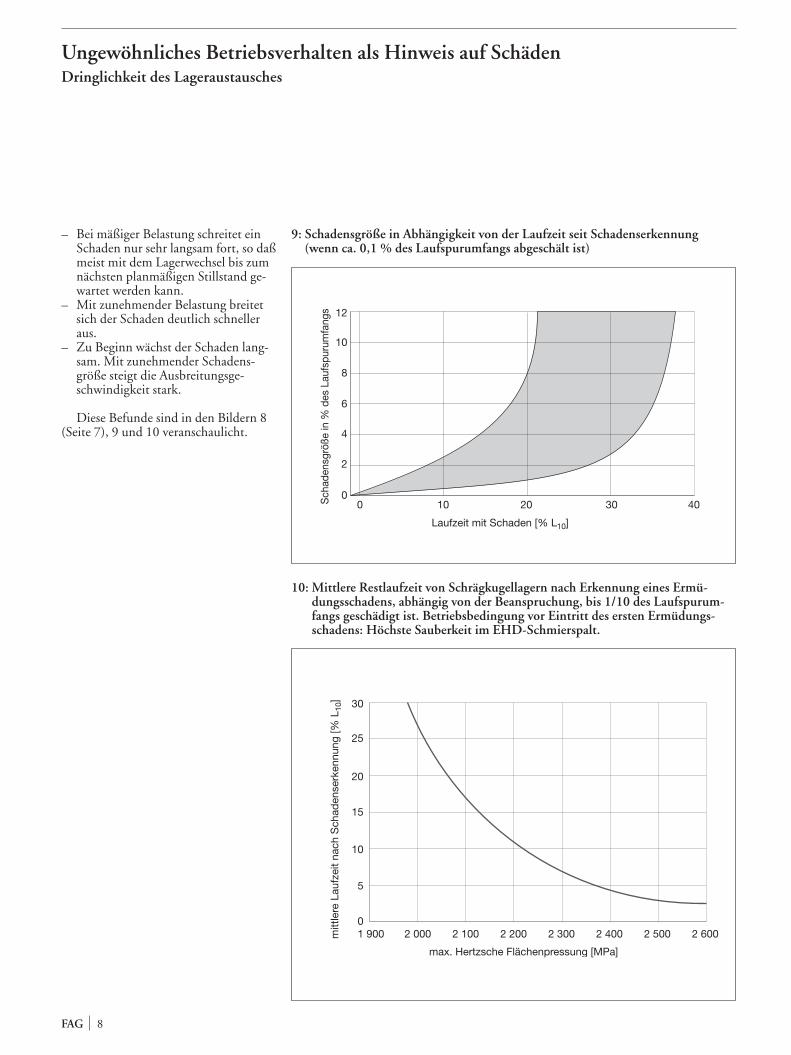
9: Schadensgröße in Abhängigkeit von der Laufzeit seit Schadenserkennung(wenn ca. 0,1 % des Laufspurumfangs abgeschält ist)
– Bei mäßiger Belastung schreitet einSchaden nur sehr langsam fort, so daßmeist mit dem Lagerwechsel bis zumnächsten planmäßigen Stillstand ge-wartet werden kann.
– Mit zunehmender Belastung breitetsich der Schaden deutlich schnelleraus.
– Zu Beginn wächst der Schaden lang-sam. Mit zunehmender Schadens-größe steigt die Ausbreitungsge-schwindigkeit stark.
Diese Befunde sind in den Bildern 8(Seite 7), 9 und 10 veranschaulicht.
1 900 2 000 2 100 2 200 2 300 2 400 2 500 2 600
30
25
20
10
15
5
0
max. Hertzsche Flächenpressung [MPa]
mitt
lere
Lau
fzei
t na
ch S
chad
ense
rken
nung
[% L
10]
10: Mittlere Restlaufzeit von Schrägkugellagern nach Erkennung eines Ermü-dungsschadens, abhängig von der Beanspruchung, bis 1/10 des Laufspurum-fangs geschädigt ist. Betriebsbedingung vor Eintritt des ersten Ermüdungs-schadens: Höchste Sauberkeit im EHD-Schmierspalt.

Sicherung schadhafter LagerFeststellen der Betriebsdaten · Entnahme und Beurteilung von Schmierstoffproben
9 FAG
– Anwendungsfall:Maschine (Gerät), Einbaustelle, er-reichte Laufzeit, wieviele gleichartigeMaschinen und wieviele Ausfälle andiesen Maschinen
– Lagerungsaufbau:Festlager, Loslagerschwimmende Lagerungangestellte Lagerung (federnd, starr;mit Zwischenringen, über Paßschei-ben)
– Drehzahl:gleichbleibend, wechselnd (Innenringund Außenring)Beschleunigung, Verzögerung
– Belastung:axial, radial, kombiniert, Kipp -momentgleichbleibend, wechselnd (Kollektiv)schwingend (Beschleunigung,Schwingweg)FliehkräftePunktlast, Umfangslast (welcher Ringdreht?)
– Umgebungsteile:Wellensitz, Gehäusesitz (Passungen)Befestigungsteile (z. B. Art der Wel-lenmutter, Dehnschrauben etc.)
– Umweltbedingungen:Fremdwärme, Kühlungbesondere Medien (z. B. Stickstoff,Vakuum, Strahlung)Schwingungen im StillstandStaub, Schmutz, Feuchtigkeit, ätzendeMedienElektrische oder magnetische Felder
– Schmierung:Schmierstoff, SchmierstoffmengeSchmierstoffzufuhrNachschmierfristZeitpunkt der letzten Nachschmie-rung/des letzten Ölwechsels
– Abdichtung:berührend, nicht berührend
– Geschichte des schadhaften Lagers:Ersteinbau oder ErsatzlagerÄnderungen an der Einbaustelle/Ma-schine in der Vergangenheitbisherige Ausfallhäufigkeitrechnerische L10-Lebensdauerin der Regel erreichte Gebrauchsdauer
Besonderheiten während der zurück-liegenden BetriebszeitReparaturen an anderen Maschinen-teilen (Baumaßnahmen, Schweiß -arbeiten)Betriebsstörungen, die auf andere Ma-schinenelemente zurückgeführt wur-den (z. B. Dichtungsschäden, Ölverlust)Transportweg und Transportmittel derMaschine bzw. der LagerVerpackung
– Soweit vorhanden, Aufzeichnungenvon Lagerüberwachungseinrichtun-gen auswerten
2.2 Entnahme und Beurteilungvon Schmierstoffproben
Über den Schmierstoff sind vielfältigeHinweise bezüglich der Schadensursa-chen in Wälzlagern zu gewinnen. Vor-aussetzung ist jedoch eine geeigneteDurchführung der Probenentnahme(nur bei offenen Lagern), siehe auchDIN 51750, ASTM Standard D270-65bzw. 4057-81.
– Fettschmierung:• Dokumentation von Fettverteilung
und -farbe in der Lagerumgebung• Entnahme von Proben an verschie-
denen Stellen des Lagers und derLagerumgebung mit entsprechen-der Kennzeichnung
– Ölschmierung:• Probe in der Nähe des Lagers aus
dem Ölstrom entnehmen oder ausder Mitte des Vorratsbehälters
• Proben während des Betriebs derMaschine oder unmittelbar danachentnehmen, um eine repräsentativeVerteilung von Fremdstoffen zu er-halten
• Proben nicht vom Boden oder di-rekt hinter Filtern ziehen (falsche Partikelkonzentration)
Soll ein schadhaftes Lager aus einerMaschine ausgebaut werden, ist unbe-dingt zu klären, was den Schaden verur-sacht hat und wie ein erneuter Ausfallzukünftig zu vermeiden ist. Will mandabei möglichst zuverlässige Aussagenbekommen, dann ist ein systematischesVorgehen bei der Sicherstellung und Un-tersuchung des Lagers zweckmäßig. Vie-le der im folgenden aufgelisteten Punktesind sinngemäß im übrigen auch bei derInspektion von Lagern, die im Rahmeneiner vorbeugenden Instandhaltung aus-gebaut werden, zu beachten.
Folgende Reihenfolge der Maßnah-men ist empfehlenswert:
– Feststellen der Betriebsdaten, Auswer-tung der Aufzeichnungen von Lager -überwachungseinrichtungen
– Entnahme von Schmierstoffproben– Überprüfung der Lagerumgebung auf
Fremdeinflüsse und sonstige Schäden– Begutachtung des Lagers im eingebau-
ten Zustand– Kennzeichnung der Einbaulage– Ausbau der Lagerung– Kennzeichnen der Lager– Kontrolle der Lagersitze– Begutachtung des kompletten Lagers– Untersuchung der Lagereinzelteile
oder Versand an FAG
Durch unzweckmäßigen Ablauf derSchadensaufnahme können wichtigeAspekte der Ursachenfindung unwieder-bringlich verlorengehen. Ebenso könnenFehler bei der Sicherung des geschädig-ten Lagers das Schadensbild verfälschenoder zumindest die richtige Deutung derSchadensmerkmale erheblich erschwe-ren.
2.1 Feststellen der BetriebsdatenBei der Untersuchung eines Wälzla-
gerschadens prüft man nicht nur das La-ger selbst, sondern klärt vorher bereitsdie Umgebungs- und Einsatzbedingun-gen (möglichst in Verbindung mit einerEinbauzeichnung).
2 Sicherung schadhafter Lager

Sicherung schadhafter Lager
FAG 10
• Getrennt von den Ölproben sindauch Filterrückstände aufzubewah-ren und zu untersuchen (Hinweiseauf die Vorgeschichte des Schadens)
– Allgemeines• Wie oft wurde zuvor nachge-
schmiert bzw. ein Ölwechsel durch-geführt; wann geschah dies zuletzt?
• Öl oder Fett nach eventuellenBruchstücken aus dem Lager odervon anderen Bauteilen absuchen
• Zur Aufbewahrung der Proben sau-bere Gefäße aus dafür geeignetenMaterialien (z. B. Glas) verwenden
• Bei Ölproben sollte in den Gefäßengenügend Raum für eine gute Re-suspendierung der Probe im Laborfreibleiben
• Die Analyse der Proben kann beimKunden, in einem unabhängigenSchmierstofflabor oder bei FAGstattfinden. Von Interesse sind inder Regel der Verschmutzungsgrad sowie die Art der Verschmutzung(Sand, Stahl, weiche Teilchen, Was-ser, Kühlflüssigkeit) und eine Ana-lyse der Schmierfähigkeit (z. B. Al-terung, Verfestigung, Farbe, Verko-kung, Additivanteil). Nach Mög-lichkeit sollte eine Probe des Frisch-fettes bzw. -öles mitgegeben undmituntersucht werden (bei unbe-kannten Schmierstoffen, Char-geneinflüsse)
2.3 Überprüfung der Lagerumge-bung
– Könnten an irgendeiner Stelle Umge-bungsteile an Lagerteilen anstreifen?
– Sind in der Nähe des Lagers auch an-dere Bauteile beschädigt (Folgeschä-den oder Primärschäden)?
– Sauberkeit innerhalb und außerhalbder Dichtungen (Sind Fremdkörper inden Lagerraum eingedrungen?)
– Lösekräfte der Lagerbefestigungsteile(Wurden dem Lager Verformungenaufgezwungen? Sind die Befestigungen lose?)
2.4 Begutachtung des Lagers imeingebauten Zustand
– Sind Brüche oder abgeplatzte Stellenzu erkennen?
– Weisen die Dichtungen Schäden, ins-besondere Verformungen oder Verhär-tungen auf?
– Zeigt das Lager an den sichtbarenFlächen Verformungen?
– Sind Anschürfungen von Fremdteilenzu erkennen?
– Ist das Lager im eingebauten Zustandleicht- oder schwergängig? (Passungs-einfluß)
2.5 Demontage des schadhaftenLagers
Bei der Demontage eines schadhaftenWälzlagers ist grundsätzlich darauf zuachten, daß das Schadensbild nicht ver-fälscht wird. Ist dies unvermeidbar, soll-ten Ausbaubeschädigungen gekenn-zeichnet und vermerkt werden. FolgendeVorgehensweisen sind möglichst einzu-halten:– Ausbaukräfte nicht über die Wälzkör-
per leiten– hohe Ausbaukräfte deuten evtl. auf
eine gestörte Loslagerfunktion– abgedichtete Lager nicht öffnen– wärmeempfindliche Teile (Schmier-
stoff, Dichtung, Käfig) nicht durchstarke Wärmeeinwirkung zerstörenoder beschädigen
– Lager kennzeichnen (Einbauort, Ein-baurichtung)
2.6 Kontrolle der Sitze– Maß von Welle und Gehäuse (Ver-
spannungen, zu lose Sitze)– Formtoleranzen der Sitze (Ovalver-
spannung)– Rauheit der Sitze (Übermaßverlust)– Passungsrost (bei örtlich unterschied-
licher Verteilung Hinweis auf un-gleichmäßige Abstützung, Lastrich-tung)
2.7 Begutachtung des komplettenLagers
Zur Begutachtung sind die Lager stetsungereinigt, also mit Schmierstoffrestenvorzulegen.
Zu prüfen sind:– Allgemeinzustand (Sauberkeit des La-
gers und Zustand der Paßflächen, d. h.Montagespuren, Reibkorrosion, Ring-brüche, Maßhaltigkeit, Freßspuren,Verfärbungen)
– Zustand der Dicht- und Deckschei-ben. Ort und Umfang eventuellenFettaustritts fotografieren oder be-schreiben.
– Zustand des Käfigs– Handablaufprüfung (Hinweise auf
Verschmutzung, Beschädigungen oderVerspannungen)
– Lagerluftmessung (Verschiebbarkeitder Ringe gegeneinander in radialerbzw. axialer Richtung), dabei Lagergleichmäßig belasten und drehen!
2.8 Versand an FAG oder Begut-achtung der Lagereinzelteile
In vielen Fällen können die grund -sätzlich möglichen Ausfallursachen einesLagers bereits vom Kunden selbst oderdurch einen FAG-Mitarbeiter vor Orterkannt werden. Je nach der Ausgeprägt-heit einzelner Schadensmerkmale istdann zu entscheiden, ob weitere spezielleUntersuchungen notwendig sind. DieVorgehensweise bei der Untersuchungder Lagereinzelteile wird im folgendenAbschnitt detailliert beschrieben.Kommt jedoch von vornherein nur eineUntersuchung bei FAG in Frage, solltefür den Versand der Teile nach folgendenSchritten verfahren werden:– Das Lager möglichst nicht demontie-
ren und nicht reinigen. Auf keinenFall mit Kaltreiniger oder Benzin aus-waschen (Hinweise aus der Schmie-rung gehen verloren, Korrosions -anfälligkeit).
Sicherung schadhafter Lager · Beurteilung von Lauf- und Schadensmerkmalenam ausgebauten Lager
11 FAG
– Verschmutzung nach dem Ausbauvermeiden. Möglichst die Lager ein-zeln in saubere Folie einwickeln, dennPapier oder Lappen entölen evtl. dasFett.
– Hinreichend feste und dichte Ver-packung wählen, damit keine Trans-portschäden auftreten.
Als Lagerschaden soll nicht nur derTotalausfall eines Wälzlagers, sondernauch eine Minderung der Leistungs-fähigkeit der Lagerung verstanden wer-den. In diesem Zusammenhang ist auchzu bedenken, daß die Ursachen fürStörungen im Lagerablauf umso sicherererkannt werden können, je früher dasauffällige Lager ausgebaut wird.
Eine Lagerung kann nur dann ein-wandfrei laufen, wenn die Betriebs- undUmgebungsbedingungen und die Kom-ponenten der Lagerung (Lager, Umge-bungsteile, Schmierung, Abdichtung)richtig aufeinander abgestimmt sind.Die Ursache für einen Lagerschaden darfnicht allein beim Lager gesucht werden.Schäden, die auf Material- oder Ferti-gungsfehler des Lagers zurückzuführensind, treten sehr selten auf. Vor der Un-tersuchung eines Lagerschadens anhandder Einzelteile sollte sich der Beurteilen-de anhand der nach Abschnitt 2 ermit-telten Fakten einen Überblick über mög-liche Schadensursachen verschaffen.
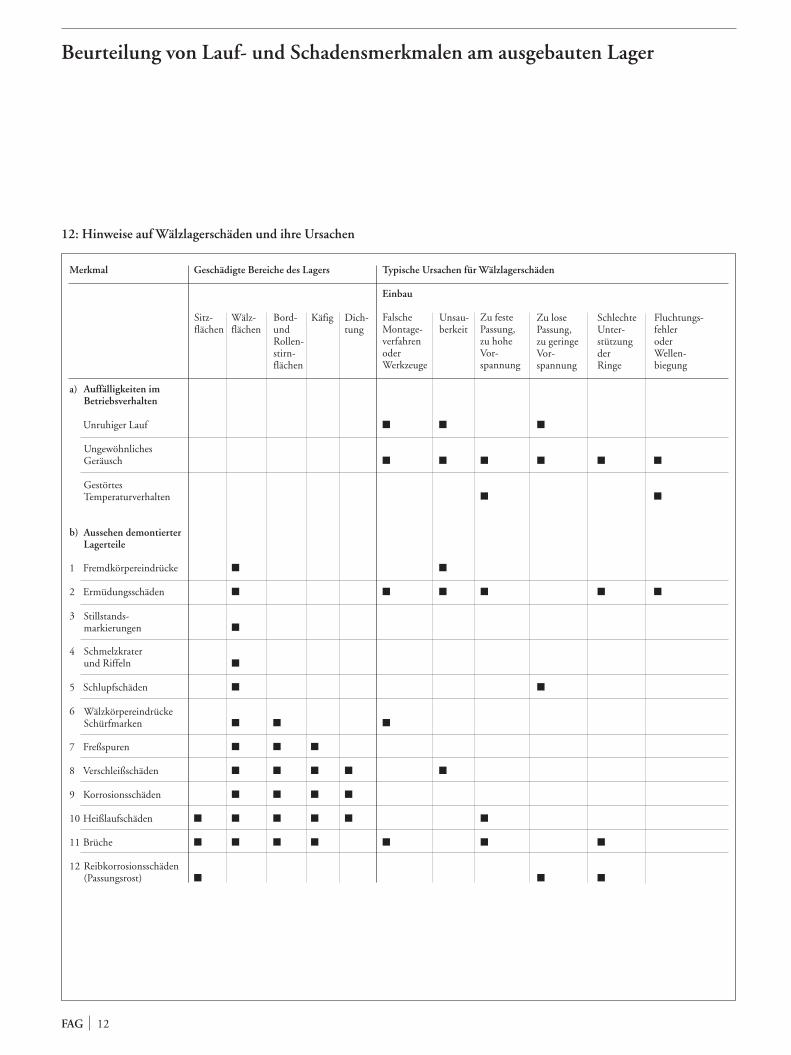
Häufig ergeben sich bereits aus den Be-triebsbedingungen oder äußeren Merk-malen am Lager Hinweise auf bestimmteTendenzen für die Schadensursache. InTafel, Bild 12, sind die wichtigsten Scha-densmerkmale den typischen Ursachenfür Wälzlagerschäden zugeordnet.
Diese Zusammenfassung kann sichernicht auf alle Schadensmöglichkeiteneingehen, sondern nur einen grobenÜberblick geben. Es ist außerdem zu be-achten, daß eine Reihe von Schadensbil-dern ausschließlich oder zumindest be-vorzugt bei bestimmten Lagertypen oderunter speziellen Einsatzbedingungenauftreten. In vielen Fällen werden auchmehrere Schadensmerkmale an einemLager gleichzeitig zu beobachten sein. Ineinem solchen Fall ist es häufig schwie-rig, die primäre Ausfallursache zu ermit-teln. Es hilft dann meist nur eine syste-matische Abklärung verschiedener Scha-denshypothesen. Dazu ist das im folgen-den beschriebene systematische Vorge-hen zweckmäßig.
3 Beurteilung von Lauf- und Schadensmerkmalen am ausge-bauten Lager
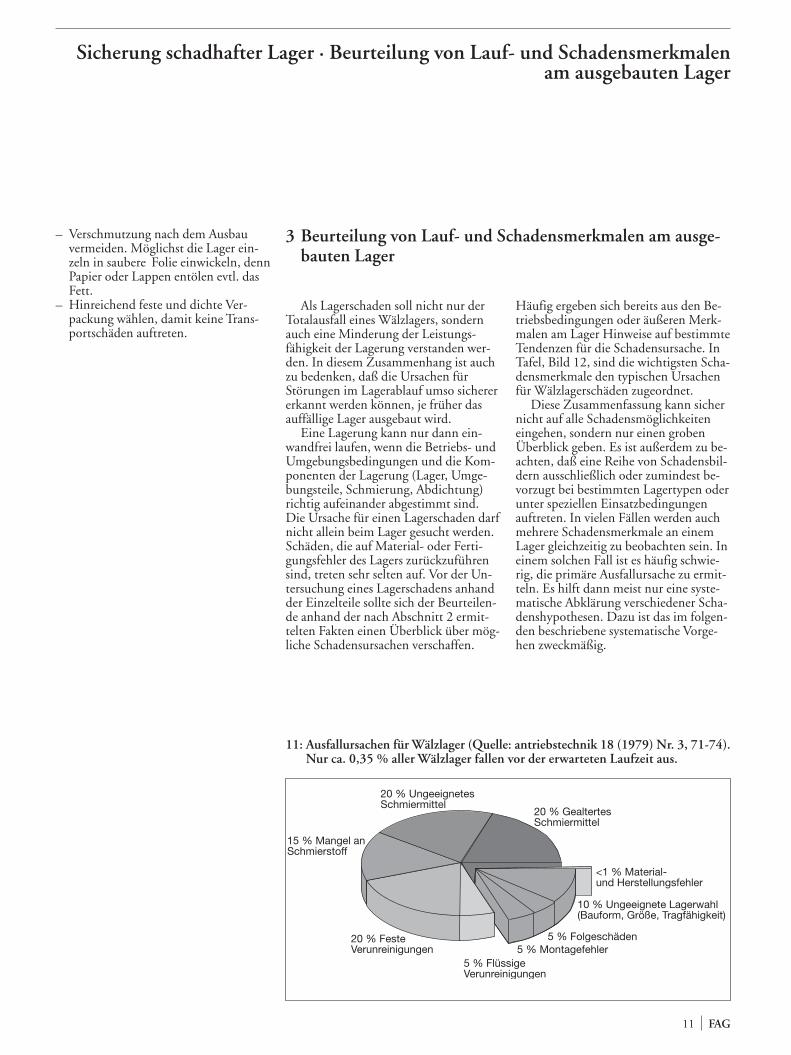
11: Ausfallursachen für Wälzlager (Quelle: antriebstechnik 18 (1979) Nr. 3, 71-74).Nur ca. 0,35 % aller Wälzlager fallen vor der erwarteten Laufzeit aus.
20 % UngeeignetesSchmiermittel
20 % GealtertesSchmiermittel
15 % Mangel anSchmierstoff
20 % FesteVerunreinigungen
5 % Flüssige Verunreinigungen
5 % Folgeschäden5 % Montagefehler
10 % Ungeeignete Lagerwahl(Bauform, Größe, Tragfähigkeit)
<1 % Material- und Herstellungsfehler
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten Lager
FAG 12
12: Hinweise auf Wälzlagerschäden und ihre Ursachen
Merkmal Geschädigte Bereiche des Lagers Typische Ursachen für Wälzlagerschäden
Einbau
a)
Unruhiger Lauf ■ ■ ■
■ ■ ■ ■ ■ ■
■ ■
b)
1 Fremdkörpereindrücke ■ ■
2 Ermüdungsschäden ■ ■ ■ ■ ■ ■
3■
4■
5 Schlupfschäden ■ ■
6■ ■ ■
7 Freßspuren ■ ■ ■
8 Verschleißschäden ■ ■ ■ ■ ■
9 Korrosionsschäden ■ ■ ■ ■
10 Heißlaufschäden ■ ■ ■ ■ ■ ■
11 Brüche ■ ■ ■ ■ ■ ■ ■
12■ ■ ■
Auffälligkeiten imBetriebsverhalten
UngewöhnlichesGeräusch
Gestörtes Temperaturverhalten
Aussehen demontierterLagerteile
Schmelzkrater und Riffeln
WälzkörpereindrückeSchürfmarken
Reibkorrosionsschäden(Passungsrost)
Stillstands -markierungen
Wälz-flächen
Sitz-flächen
Bord-undRollen-stirn-flächen
Käfig Dich-tung
FalscheMontage-verfahrenoderWerkzeuge
Unsau-ber keit
Zu festePassung,zu hoheVor -spannung
Fluchtungs- fehler oder Wellen -biegung
Zu losePassung,zu geringeVor -spannung
SchlechteUnter -stützungder Ringe

13 FAG
Merkmal Typische Ursachen für Wälzlagerschäden
Betriebsbeanspruchungen Umgebungseinflüsse Schmierung
a)
Unruhiger Lauf ■ ■ ■ ■ ■
■ ■ ■ ■ ■ ■ ■
■ ■ ■ ■ ■ ■
b)
1 Fremdkörpereindrücke ■
2 Ermüdungsschäden ■ ■ ■ ■ ■
3■
4■
5 Schlupfschäden ■ ■
6■
7 Freßspuren ■ ■ ■ ■
8 Verschleißschäden ■ ■ ■
9 Korrosionsschäden ■ ■
10 Heißlaufschäden ■ ■ ■ ■ ■
11 Brüche
12■
Auffälligkeiten imBetriebsverhalten
UngewöhnlichesGeräusch
Gestörtes Temperaturverhalten
Aussehen demontierterLagerteile
Schmelzkraterund Riffeln
WälzkörpereindrückeSchürfmarken
Reibkorrosionsschäden(Passungsrost)
Stillstands -markierungen
Über-oderUnter-bela-stung
Schwin-gungen
HoheDreh-zahlen
Staub,Schmutz
AggressiveMedien,Wasser
Fremd-wärme
Strom-durch-gang
Ungeeig-neterSchmier-stoff
Schmier-stoff-mangel
Über-schmie-rung

Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerVorbereitende Maßnahmen
3.1 Vorbereitende Maßnahmen
3.1.1 Kennzeichnung der Einzelteile
– Bei mehreren Lagern aus gleichartigenEinbauten alle Lagerteile numerierenund ihre Anordnung im Einbau fest-halten.
– Seitliche Zuordnung der Lagerteileuntereinander sowie in Bezug auf ihreEinbaulage kennzeichnen.
– Radiale Einbaurichtung der Ringe imVerhältnis zur äußeren Kraft markie-ren.
3.1.2 Messungen am kompletten Lager
– Geräuschprüfung– Kontrolle von Radial- bzw. Axialspiel– Kontrolle von Radial- bzw. Axialschlä-
gen– Reibungsmomentprüfung
3.1.3 Zerlegen des Lagers in Einzelteile
– Evtl. Fettmenge bestimmen, wenn beiabgedichteten Lagern Fettaustritt er-kannt wurde.
– Bei abgedichteten Lagern Deckschei-ben oder Dichtscheiben vorsichtigund ohne größere Verformungen ent-fernen.
– Fettverteilung im Lager beurteilen.– Fettprobe entnehmen; bei ungleich-
mäßigem Erscheinungsbild desSchmierstoffs mehrere Proben.
– Wenn keine zerstörungsfreie Demon-tage möglich ist, sollten die Teile zer-stört werden, von denen angenom-men wird, daß sie keinen Einfluß aufdie Schadensentstehung hatten (z. B.beim Kegelrollenlager den Haltebordam kleinen Innenringdurchmesser ab-drehen).
– Falls das Demontageverfahrenzwangsläufig Beschädigungen verur-sacht, sollten diese gekennzeichnetund vermerkt werden.
3.1.4 Begutachtung der Lagerteile
Zunächst verschafft man sich visuellohne Hilfsmittel einen ersten Überblicküber die wesentlichen Lauf- und Einbau-merkmale. Bei der überwiegenden An-zahl von Lagern ist zusätzlich eine mi-kroskopische Beurteilung der Lagerteilesinnvoll bzw. notwendig.
Folgende Vorgehensweise bei der Be-trachtung der Lagerteile ist in den mei-sten Fällen zweckmäßig:
Beurteilung der– Sitzflächen (axiale Anlageflächen,
Innenringbohrung, Außenring -mantel)
– Laufbahnen– Borde– Dichtungssitzflächen bzw. Dichtungs-
anlaufflächen– Wälzkörper (bei Rollen Mantel- und
Stirnflächen)– Käfige– Dichtungen
Mitunter können für die Klärung derSchadensursache auch weitergehendeUntersuchungen, wie z. B. Schmierstoff-analysen, Vermessungen, elektronenmi-kroskopische Untersuchungen usw., er-forderlich sein. Für solche Fälle stehenIhnen in den Labors von FAG im Be-reich der Produktforschung und -ent-wicklung kompetente Ansprechpartnerzur Verfügung (siehe hierzu Abschnitt 4).
Häufig ist zu entscheiden, ob ein ge-laufenes Lager weiter einsatzfähig istoder ausgetauscht werden muß. Wirdein deutlicher Schaden entdeckt, beste-hen keine Zweifel über das weitere Vor-gehen. Vielfach lassen sich jedoch keinederartigen Beschädigungen feststellen.Trotzdem gibt die Begutachtung der Lager oft Hinweise auf den Betriebs -zustand. Erkennt man ungewöhnlicheMerkmale und ihre Ursachen, so kannman größere Schäden oft noch vermei-den.
Die folgenden Abschnitte enthaltenBeschreibungen der Merkmale, Hinwei-se auf ihre Bedeutung bzw. Ursachenund, soweit sinnvoll, Maßnahmen zu ih-rer Vermeidung.
FAG 14
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerZustand der Sitzflächen
3.2 Der Zustand der Sitzflächen
Aus dem Zustand der Sitzflächenkönnen vielfältige Rückschlüsse auf dieGüte der Abstützung der Lagerringe aufder Welle bzw. im Gehäuse gezogen wer-den. Bewegungen der Ringe gegenüberden Sitzflächen verursachen Geräusche,die häufig stören können. Sie führenaber auch zu Passungsrost und Ver-schleiß. Dadurch kommt es zu Schmier-stoffverschmutzung durch Korrosions-bzw. Abriebpartikel. Außerdem wird dieUnterstützung der Ringe fortlaufendschlechter, und der Passungsrost kann zuDemontageschwierigkeiten führen. Imfolgenden einige Beispiele hierzu.
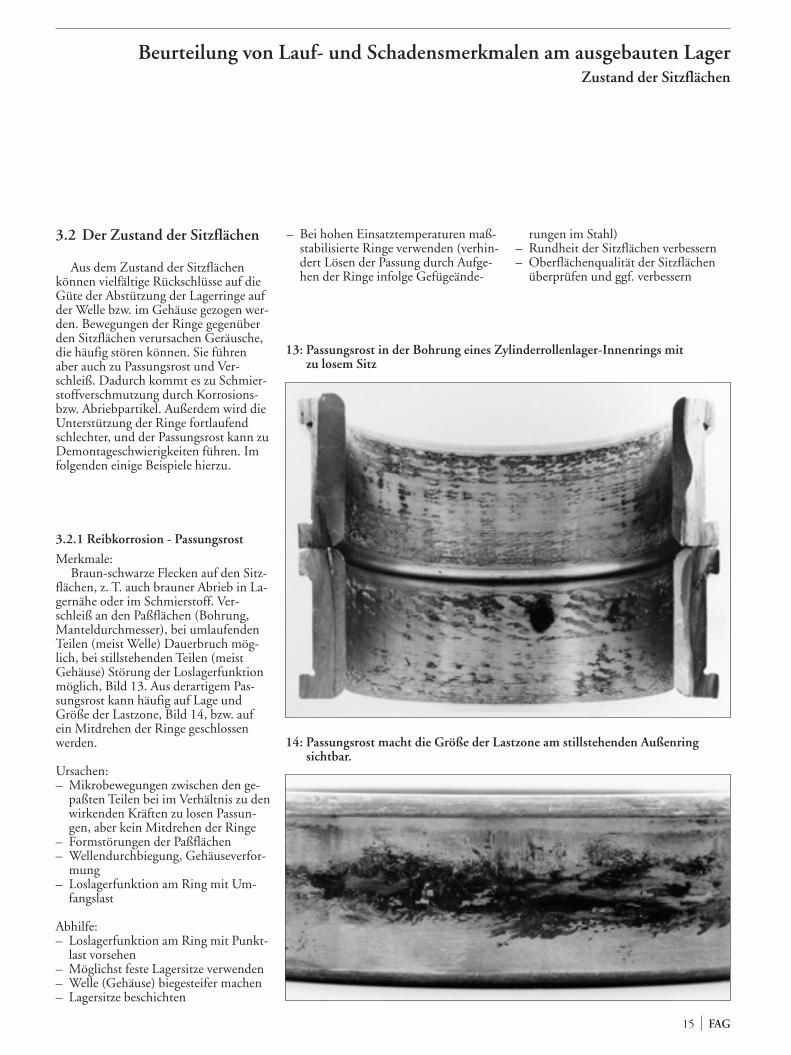
3.2.1 Reibkorrosion - Passungsrost
Merkmale:Braun-schwarze Flecken auf den Sitz-
flächen, z. T. auch brauner Abrieb in La-gernähe oder im Schmierstoff. Ver-schleiß an den Paßflächen (Bohrung,Manteldurchmesser), bei umlaufendenTeilen (meist Welle) Dauerbruch mög-lich, bei stillstehenden Teilen (meistGehäuse) Störung der Loslagerfunktionmöglich, Bild 13. Aus derartigem Pas-sungsrost kann häufig auf Lage undGröße der Lastzone, Bild 14, bzw. aufein Mitdrehen der Ringe geschlossenwerden.
Ursachen:– Mikrobewegungen zwischen den ge-
paßten Teilen bei im Verhältnis zu denwirkenden Kräften zu losen Passun-gen, aber kein Mitdrehen der Ringe
– Formstörungen der Paßflächen– Wellendurchbiegung, Gehäuseverfor-
mung– Loslagerfunktion am Ring mit Um-
fangslast
Abhilfe:– Loslagerfunktion am Ring mit Punkt-
last vorsehen– Möglichst feste Lagersitze verwenden– Welle (Gehäuse) biegesteifer machen– Lagersitze beschichten
– Bei hohen Einsatztemperaturen maß-stabilisierte Ringe verwenden (verhin-dert Lösen der Passung durch Aufge-hen der Ringe infolge Gefügeände-
rungen im Stahl)– Rundheit der Sitzflächen verbessern– Oberflächenqualität der Sitzflächen
überprüfen und ggf. verbessern
15 FAG
14: Passungsrost macht die Größe der Lastzone am stillstehenden Außenringsichtbar.
13: Passungsrost in der Bohrung eines Zylinderrollenlager-Innenrings mit zu losem Sitz
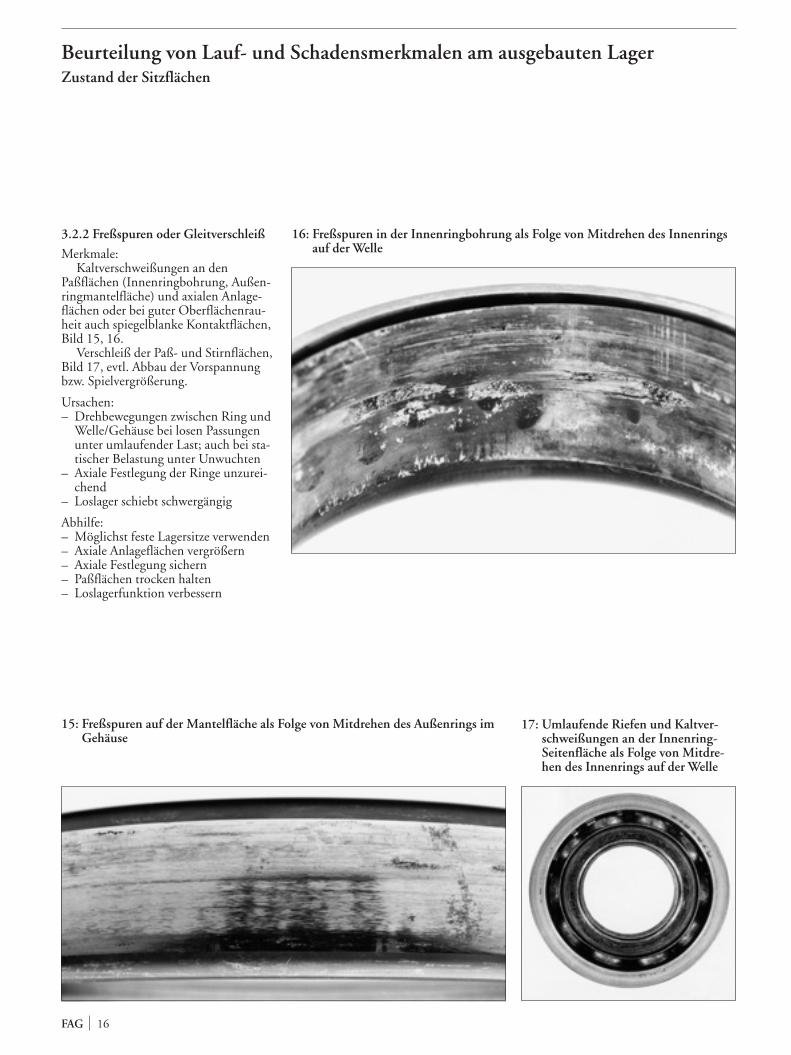
3.2.2 Freßspuren oder Gleitverschleiß
Merkmale:Kaltverschweißungen an den
Paßflächen (Innenringbohrung, Außen-ringmantelfläche) und axialen Anlage-flächen oder bei guter Oberflächenrau-heit auch spiegelblanke Kontaktflächen,Bild 15, 16.
Verschleiß der Paß- und Stirnflächen,Bild 17, evtl. Abbau der Vorspannungbzw. Spielvergrößerung.
Ursachen:– Drehbewegungen zwischen Ring und
Welle/Gehäuse bei losen Passungenunter umlaufender Last; auch bei sta-tischer Belastung unter Unwuchten
– Axiale Festlegung der Ringe unzurei-chend
– Loslager schiebt schwergängig
Abhilfe:– Möglichst feste Lagersitze verwenden– Axiale Anlageflächen vergrößern– Axiale Festlegung sichern– Paßflächen trocken halten– Loslagerfunktion verbessern
FAG 16
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerZustand der Sitzflächen
15: Freßspuren auf der Mantelfläche als Folge von Mitdrehen des Außenrings imGehäuse
16: Freßspuren in der Innenringbohrung als Folge von Mitdrehen des Innenringsauf der Welle
17: Umlaufende Riefen und Kaltver-schweißungen an der Innenring-Seitenfläche als Folge von Mitdre-hen des Innenrings auf der Welle
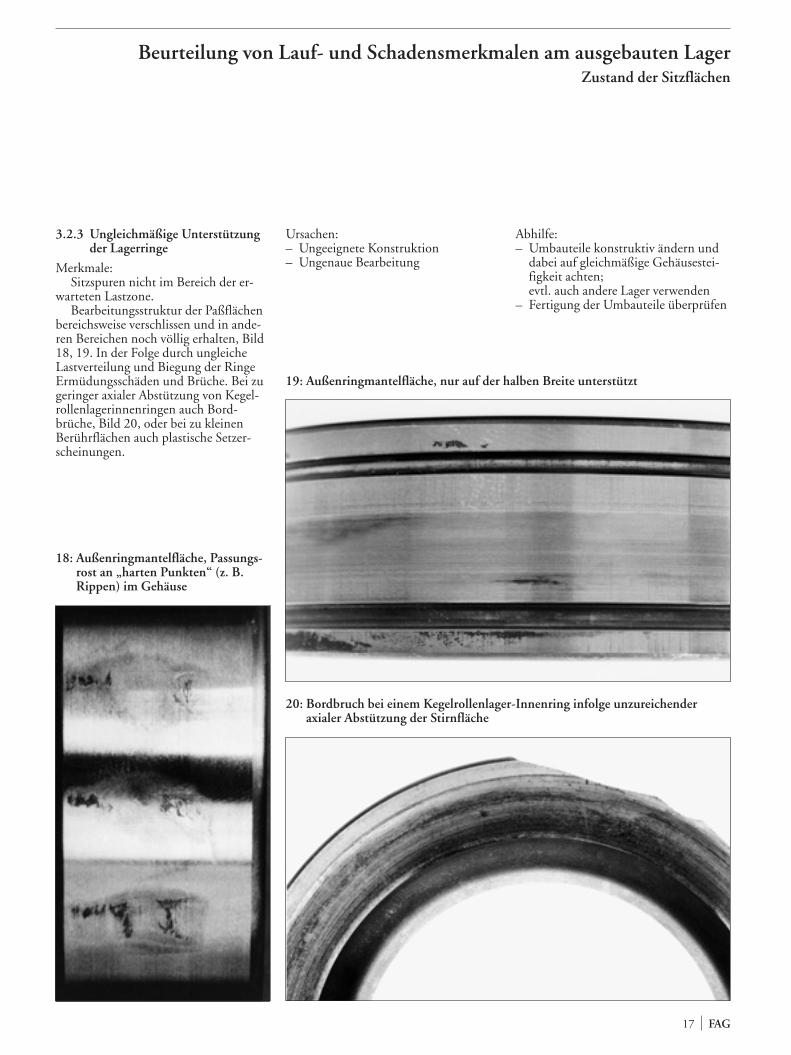
3.2.3 Ungleichmäßige Unterstützungder Lagerringe
Merkmale: Sitzspuren nicht im Bereich der er-
warteten Lastzone. Bearbeitungsstruktur der Paßflächen
bereichsweise verschlissen und in ande-ren Bereichen noch völlig erhalten, Bild18, 19. In der Folge durch ungleicheLastverteilung und Biegung der RingeErmüdungsschäden und Brüche. Bei zugeringer axialer Abstützung von Kegel-rollenlagerinnenringen auch Bord-brüche, Bild 20, oder bei zu kleinenBerührflächen auch plastische Setzer-scheinungen.
Ursachen:– Ungeeignete Konstruktion– Ungenaue Bearbeitung
Abhilfe:– Umbauteile konstruktiv ändern und
dabei auf gleichmäßige Gehäusestei-figkeit achten; evtl. auch andere Lager verwenden
– Fertigung der Umbauteile überprüfen
17 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerZustand der Sitzflächen
18: Außenringmantelfläche, Passungs-rost an „harten Punkten“ (z. B.Rippen) im Gehäuse
19: Außenringmantelfläche, nur auf der halben Breite unterstützt
20: Bordbruch bei einem Kegelrollenlager-Innenring infolge unzureichender axialer Abstützung der Stirnfläche
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerZustand der Sitzflächen
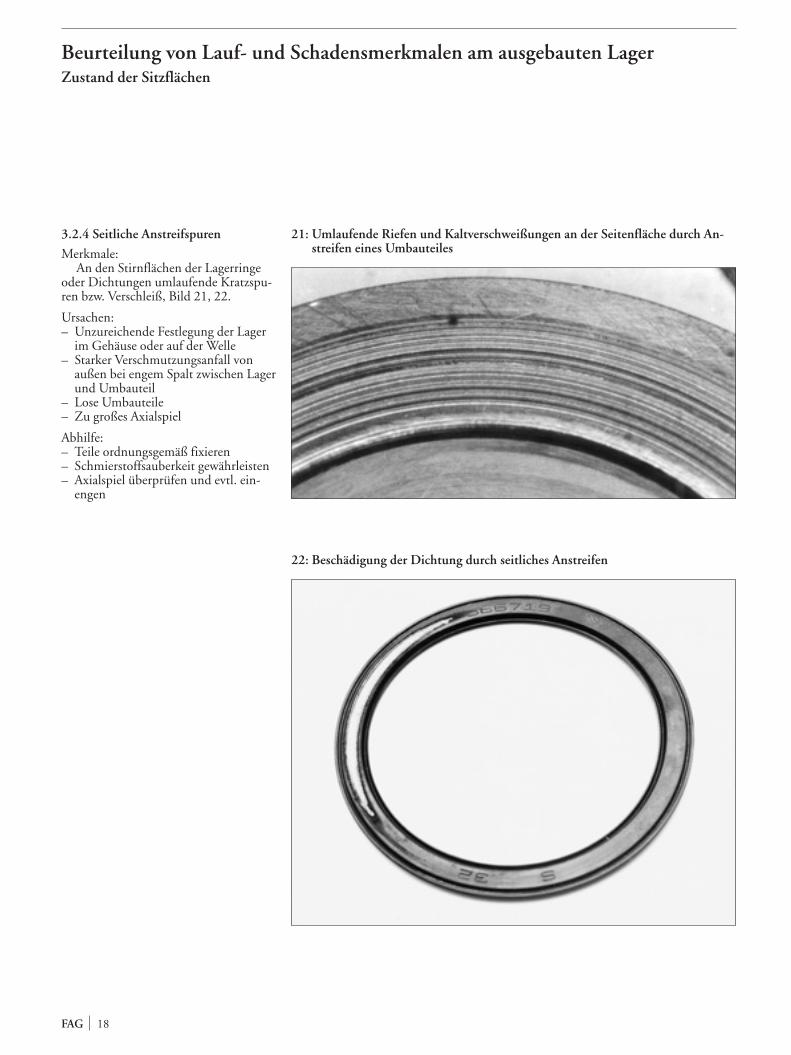
3.2.4 Seitliche Anstreifspuren
Merkmale:An den Stirnflächen der Lagerringe
oder Dichtungen umlaufende Kratzspu-ren bzw. Verschleiß, Bild 21, 22.
Ursachen:– Unzureichende Festlegung der Lager
im Gehäuse oder auf der Welle– Starker Verschmutzungsanfall von
außen bei engem Spalt zwischen Lagerund Umbauteil
– Lose Umbauteile– Zu großes Axialspiel
Abhilfe:– Teile ordnungsgemäß fixieren– Schmierstoffsauberkeit gewährleisten– Axialspiel überprüfen und evtl. ein -
engen
FAG 18
21: Umlaufende Riefen und Kaltverschweißungen an der Seitenfläche durch An-streifen eines Umbauteiles
22: Beschädigung der Dichtung durch seitliches Anstreifen

Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
3.3 Das Erscheinungsbild derWälzkontakte
3.3.1 Entstehung und Bedeutung vonLaufspuren
Unabhängig vom Auftreten von Schä-den sind an jedem gelaufenen Lager Ver-änderungen der Kontaktflächen zwi-schen Ringen und Wälzkörpern zu er-kennen, die als Laufspuren bezeichnetwerden. Laufspuren entstehen durchAufrauhung oder Glättung der ur-sprünglich gefertigten Oberflächen-struktur. Sie sind häufig auch durch Ein-drücke von überrollten, oft mikrosko-pisch kleinen Fremdkörpern oder durchVerfärbungen gekennzeichnet. Aus denLaufspuren kann somit auf die Güte derSchmierung, auf die Sauberkeit desSchmierstoffs und auf die Richtung derBelastung sowie die Lastverteilung imLager geschlossen werden.
3.3.1.1 Normale Laufspuren
Unter der Drehbewegung und Bela-stung hinterlassen die Wälzkörper aufden Laufbahnen Spuren, die bei guttrennendem Schmierfilm meist ein hel-les Aussehen haben. Das individuelle Er-scheinungsbild der Laufspuren ist jedochstark von der Beleuchtung der Ober-fläche abhängig. Insbesondere bei derBetrachtung mit der Lupe und dem Mi-kroskop sollte jedoch die Bearbeitungs-struktur noch weitgehend erkennbarsein (Vergleich mit ungelaufenen Berei-chen am Laufbahnrand!). Als unver-meidlich sind auch einzelne Eindrückekleiner Fremdkörper anzusehen. Bei be-sonders guter Schmierung sind sie dieeinzigen Hinweise auf die Lage der Last-zonen im Lager, Bild 23.
In vielen Fällen treten bei Tempera -turen oberhalb von ca. 80 °C auch Ver-färbungen der Laufbahnen bzw. Wälz-körper auf. Sie entstehen durch chemi-sche Reaktionen des Stahls mit demSchmierstoff oder dessen Additiven und haben keinen negativen Einfluß
auf die Gebrauchsdauer der Lager. ImGegenteil: Häufig deuten diese Ober-flächenschichten auf einen wirksamenVerschleißschutz der Additive hin.
Meist entstehen braune oder blaueFarbtöne. Die jeweilige Farbe erlaubt jedoch keinen eindeutigen Rückschlußauf die Betriebstemperatur, die zu ihrerEntstehung geführt hat. Bei den einzel-nen Wälzkörpern eines Lagers werdenmanchmal deutlich unterschiedlicheFarbtöne beobachtet, obwohl die Be-triebsbedingungen sehr ähnlich sind.
Diese Ölverfärbungen dürfen auf keinen Fall mit den in seltenen Fällen anausgefallenen Lagern festzustellendenAnlaßfarben verwechselt werden, die beisehr viel höheren Temperaturen auftre-ten können, siehe Abschnitt 3.3.5.
Auch auf Kugeln sind mitunter Lauf-spuren in Form von äquatorial umlau-fenden Bändern sichtbar. Sie treten inSchrägkugellagern auf, wenn die Kugelnimmer die gleiche Drehachse beibehal-ten. Eine grundsätzliche Lebensdauer-minderung ist aus ihnen nicht abzulei-ten, Bild 24.
19 FAG
23: Normale Laufspur, Oberflächen-struktur noch sichtbar, nur einzelnekleine Eindrücke durch Fremdkör-per
24: Kugel mit äquatorial umlaufendem Band
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
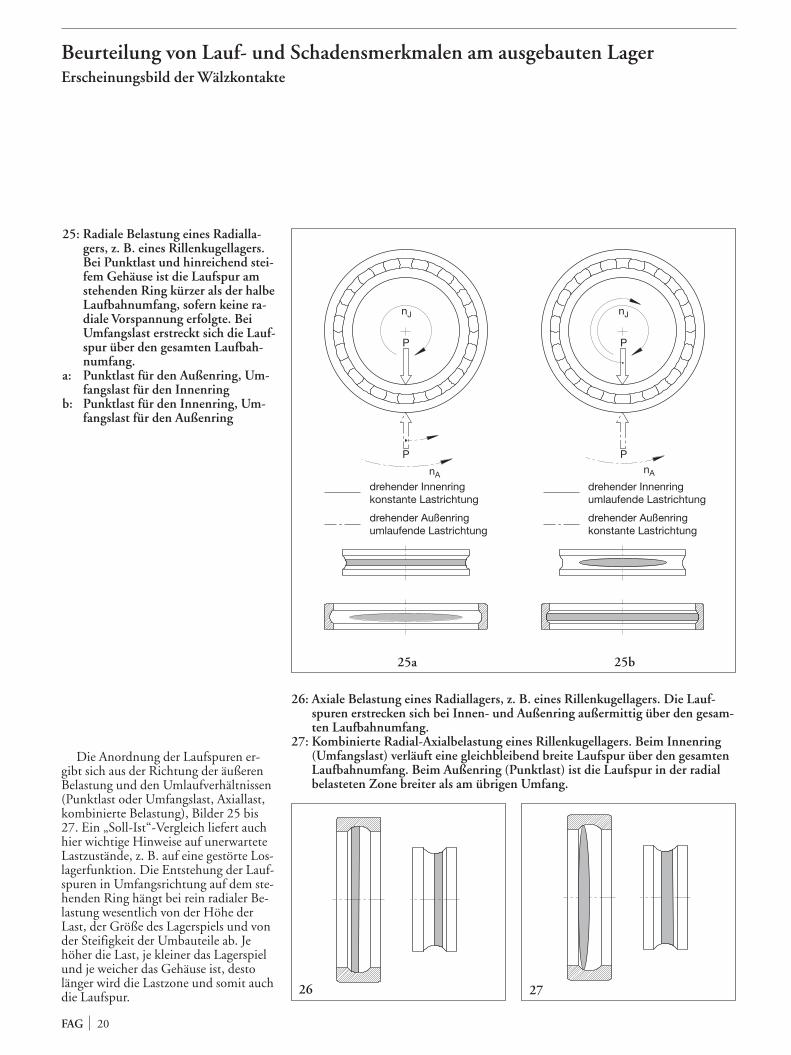
Die Anordnung der Laufspuren er-gibt sich aus der Richtung der äußerenBelastung und den Umlaufverhältnissen(Punktlast oder Umfangslast, Axiallast,kombinierte Belastung), Bilder 25 bis27. Ein „Soll-Ist“-Vergleich liefert auchhier wichtige Hinweise auf unerwarteteLastzustände, z. B. auf eine gestörte Los-lagerfunktion. Die Entstehung der Lauf-spuren in Umfangsrichtung auf dem ste-henden Ring hängt bei rein radialer Be-lastung wesentlich von der Höhe derLast, der Größe des Lagerspiels und vonder Steifigkeit der Umbauteile ab. Jehöher die Last, je kleiner das Lagerspielund je weicher das Gehäuse ist, destolänger wird die Lastzone und somit auchdie Laufspur.
FAG 20
25: Radiale Belastung eines Radialla-gers, z. B. eines Rillenkugellagers.Bei Punktlast und hinreichend stei-fem Gehäuse ist die Laufspur amstehenden Ring kürzer als der halbeLaufbahnumfang, sofern keine ra-diale Vorspannung erfolgte. BeiUmfangslast erstreckt sich die Lauf-spur über den gesamten Laufbah-numfang.
a: Punktlast für den Außenring, Um-fangslast für den Innenring
b: Punktlast für den Innenring, Um-fangslast für den Außenring
26: Axiale Belastung eines Radiallagers, z. B. eines Rillenkugellagers. Die Lauf-spuren erstrecken sich bei Innen- und Außenring außermittig über den gesam-ten Laufbahnumfang.
27: Kombinierte Radial-Axialbelastung eines Rillenkugellagers. Beim Innenring(Umfangslast) verläuft eine gleichbleibend breite Laufspur über den gesamtenLaufbahnumfang. Beim Außenring (Punktlast) ist die Laufspur in der radialbelasteten Zone breiter als am übrigen Umfang.
drehender Innenringkonstante Lastrichtung
drehender Außenringumlaufende Lastrichtung
drehender Innenringumlaufende Lastrichtung
drehender Außenringkonstante Lastrichtung
nA
P P
nJ
P P
nJ
nA
2726
25a 25b
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
3.3.1.2 Ungewöhnliche Laufspuren
Welche Laufspuren normal und wel-che ungewöhnlich sind, hängt ganz we-sentlich vom Einbaufall ab. So könntenz. B. Lager ganz normale Laufspuren ha-ben, die auf überwiegend radiale Bela-stung schließen lassen; dies wäre jedochfür eine Lagerung, die unter axialer Vor-spannung laufen sollte, ein Hinweis aufeine fehlerhafte Montage der Lager. Diesmacht deutlich, daß für die Beurteilungder Laufspuren die Einsatzbedingungender Lager bekannt sein sollten. Einigegrundsätzliche Merkmale lassen sich je-doch immer anhand der Laufspuren be-urteilen.
• Laufspuren bei unzureichenderSchmierung
Merkmale:Das optische Erscheinungsbild der
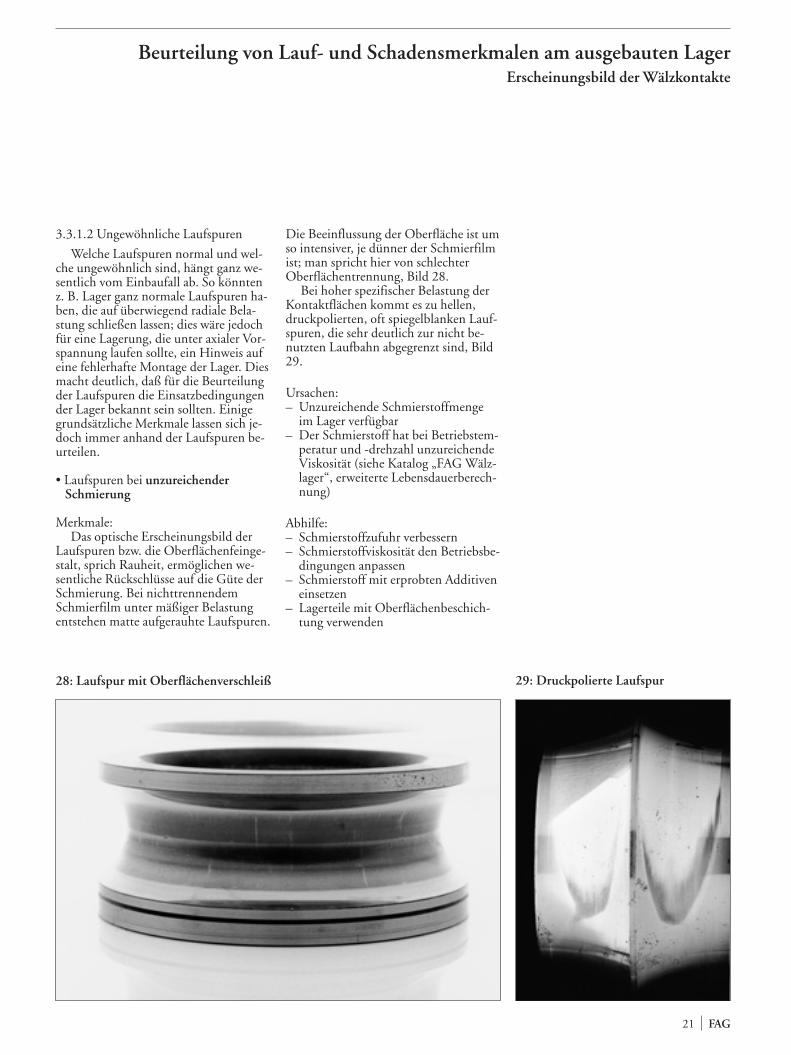
Laufspuren bzw. die Oberflächenfeinge-stalt, sprich Rauheit, ermöglichen we-sentliche Rückschlüsse auf die Güte derSchmierung. Bei nichttrennendemSchmierfilm unter mäßiger Belastungentstehen matte aufgerauhte Laufspuren.
Die Beeinflussung der Oberfläche ist umso intensiver, je dünner der Schmierfilmist; man spricht hier von schlechterOberflächentrennung, Bild 28.
Bei hoher spezifischer Belastung derKontaktflächen kommt es zu hellen,druckpolierten, oft spiegelblanken Lauf-spuren, die sehr deutlich zur nicht be-nutzten Laufbahn abgegrenzt sind, Bild29.
Ursachen:– Unzureichende Schmierstoffmenge
im Lager verfügbar– Der Schmierstoff hat bei Betriebstem-
peratur und -drehzahl unzureichendeViskosität (siehe Katalog „FAG Wälz-lager“, erweiterte Lebensdauerberech-nung)
Abhilfe:– Schmierstoffzufuhr verbessern– Schmierstoffviskosität den Betriebsbe-
dingungen anpassen– Schmierstoff mit erprobten Additiven
einsetzen– Lagerteile mit Oberflächenbeschich-
tung verwenden
21 FAG
29: Druckpolierte Laufspur28: Laufspur mit Oberflächenverschleiß

Ursachen:– Unzureichende Abdichtung– Unsaubere Montagebedingungen– Fertigungsrückstände, z. B. Formsand– Temperaturunterschiede (Kondens-
wasserbildung)– Unsauberes Öl
Abhilfe:– Abdichtung konstruktiv verbessern– Saubere Montage und gut gewaschene
Bauteile, evtl. lackieren– Gesamtes Ölsystem vor Inbetriebnah-
me (vor der ersten Lagerumdrehung!)durchspülen
• Laufspuren bei Verschmutzung imLager bzw. im Schmierstoff
In erster Linie ist zu unterscheidenzwischen festen und flüssigen Verunrei-nigungen.
Merkmale bei festen Verunreinigungen:Werden Feststoffe in den Laufbahnen
überrollt, so hinterlassen sie Eindrücke.Bei Begutachtung der Laufspuren unterdem Mikroskop kann man anhand derEindrücke zwischen Partikeln aus wei-chen Materialien, gehärtetem Stahl undharten Mineralien unterscheiden, Bild30, 31, 32. Für die Lebensdauer sind be-sonders große, harte Fremdkörper kri-tisch. Darauf wird bei der Beschreibungvon Ermüdungsschäden näher eingegan-gen, siehe auch „Ermüdung infolgeFremdkörperüberrollung“ im Abschnitt 3.3.2.1. Eine Vielzahl von kleinen har-ten Fremdkörpern führt zu Aufrauhun-gen wie in Bild 28 und beschleunigt denAbrasivverschleiß.
FAG 22
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
30: Eindrücke weicher Fremdkörper 31: Eindrücke von Fremdkörpern ausgehärtetem Stahl
32: Eindrücke harter mineralischerFremdkörper
Merkmale bei flüssigen Verunreinigun-gen:
Unter den flüssigen Schmierstoffver-unreinigungen tritt besonders häufigWasser auf. In gewissen kleinen Mengenkann es vom Schmierstoff aufgenommenwerden. Es verschlechtert aber dessenSchmierwirkung und führt häufig zuähnlichen Laufspuren wie in Bild 29. Beigrößeren Feuchtigkeitsmengen im Lagerentstehen matte Laufspuren und in Fol-ge Korrosion oder bei hoher Last auchdruckpolierte Laufspuren mit Ermü-dungsschäden, siehe auch „Ermüdunginfolge schlechter Schmierung“ im Ab-schnitt 3.3.2.1.
• Laufspuren bei Radialverspannung
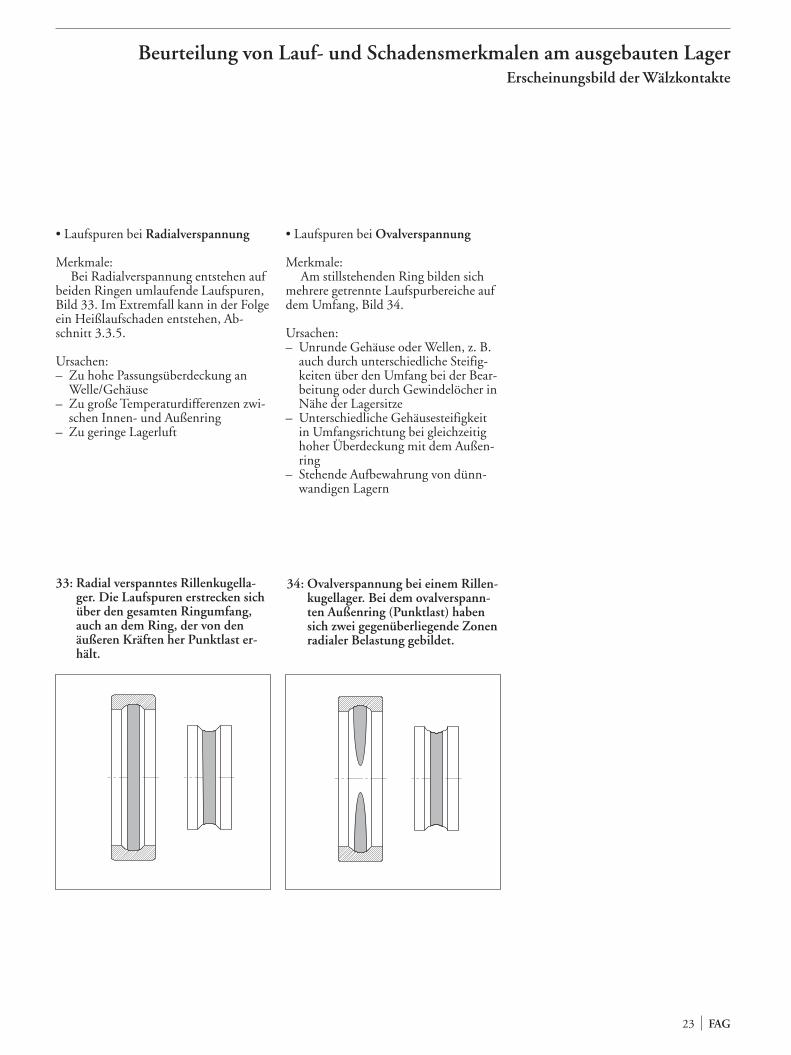
Merkmale:Bei Radialverspannung entstehen auf
beiden Ringen umlaufende Laufspuren,Bild 33. Im Extremfall kann in der Folgeein Heißlaufschaden entstehen, Ab-schnitt 3.3.5.
Ursachen:– Zu hohe Passungsüberdeckung an
Welle/Gehäuse– Zu große Temperaturdifferenzen zwi-
schen Innen- und Außenring– Zu geringe Lagerluft
• Laufspuren bei Ovalverspannung
Merkmale:Am stillstehenden Ring bilden sich
mehrere getrennte Laufspurbereiche aufdem Umfang, Bild 34.
Ursachen:– Unrunde Gehäuse oder Wellen, z. B.
auch durch unterschiedliche Steifig-keiten über den Umfang bei der Bear-beitung oder durch Gewindelöcher inNähe der Lagersitze
– Unterschiedliche Gehäusesteifigkeitin Umfangsrichtung bei gleichzeitighoher Überdeckung mit dem Außen-ring
– Stehende Aufbewahrung von dünn-wandigen Lagern
23 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
33: Radial verspanntes Rillenkugella-ger. Die Laufspuren erstrecken sichüber den gesamten Ringumfang,auch an dem Ring, der von denäußeren Kräften her Punktlast er-hält.
34: Ovalverspannung bei einem Rillen-kugellager. Bei dem ovalverspann-ten Außenring (Punktlast) habensich zwei gegenüberliegende Zonenradialer Belastung gebildet.
• Laufspuren bei Axialverspannung
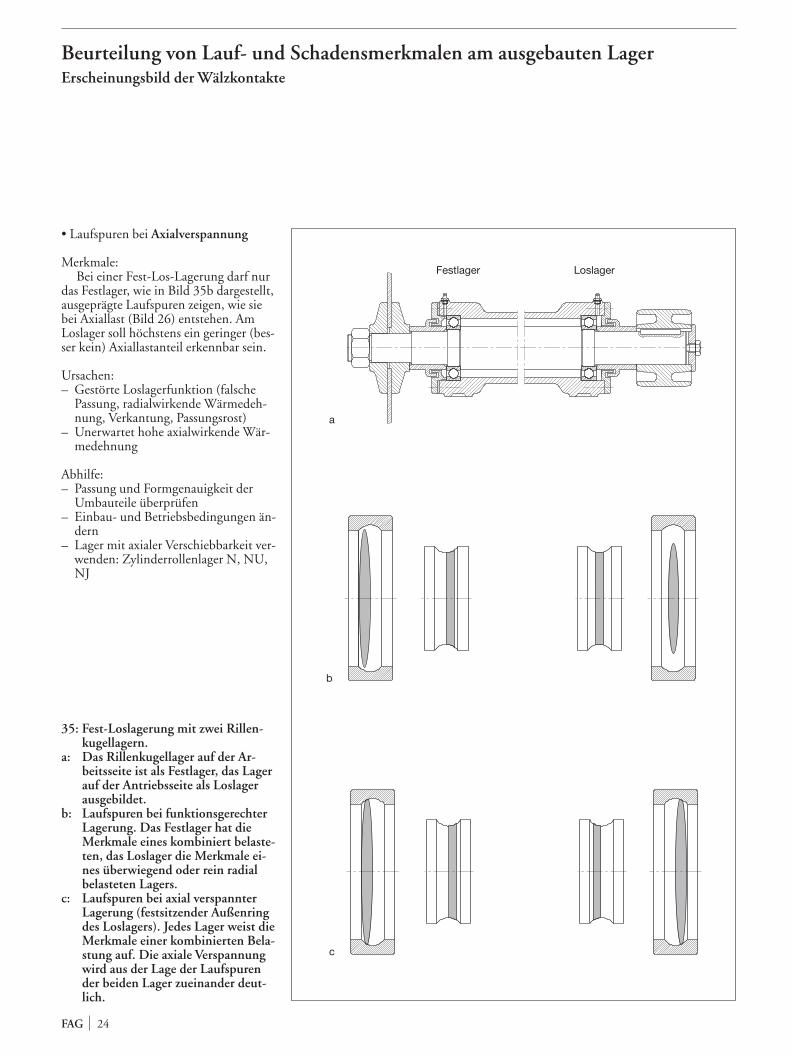
Merkmale:Bei einer Fest-Los-Lagerung darf nur
das Festlager, wie in Bild 35b dargestellt,ausgeprägte Laufspuren zeigen, wie siebei Axiallast (Bild 26) entstehen. AmLoslager soll höchstens ein geringer (bes-ser kein) Axiallastanteil erkennbar sein.
Ursachen:– Gestörte Loslagerfunktion (falsche
Passung, radialwirkende Wärmedeh-nung, Verkantung, Passungsrost)
– Unerwartet hohe axialwirkende Wär-medehnung
Abhilfe:– Passung und Formgenauigkeit der
Umbauteile überprüfen– Einbau- und Betriebsbedingungen än-
dern– Lager mit axialer Verschiebbarkeit ver-
wenden: Zylinderrollenlager N, NU,NJ
FAG 24
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
35: Fest-Loslagerung mit zwei Rillen-kugellagern.
a: Das Rillenkugellager auf der Ar-beitsseite ist als Festlager, das Lagerauf der Antriebsseite als Loslagerausgebildet.
b: Laufspuren bei funktionsgerechterLagerung. Das Festlager hat dieMerkmale eines kombiniert belaste-ten, das Loslager die Merkmale ei-nes überwiegend oder rein radialbelasteten Lagers.
c: Laufspuren bei axial verspannterLagerung (festsitzender Außenringdes Loslagers). Jedes Lager weist dieMerkmale einer kombinierten Bela-stung auf. Die axiale Verspannungwird aus der Lage der Laufspurender beiden Lager zueinander deut-lich.
Festlager Loslager
a
c
b

36: Durch axiale Verspannung hervor-gerufene Abblätterung in der einenLaufspur eines Pendelkugellager-Außenrings
25 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
37: Ausbildung der Laufspuren bei ei-nem axial verspannten, radial bela-steten Pendelkugellager mit umlau-fendem Innenring
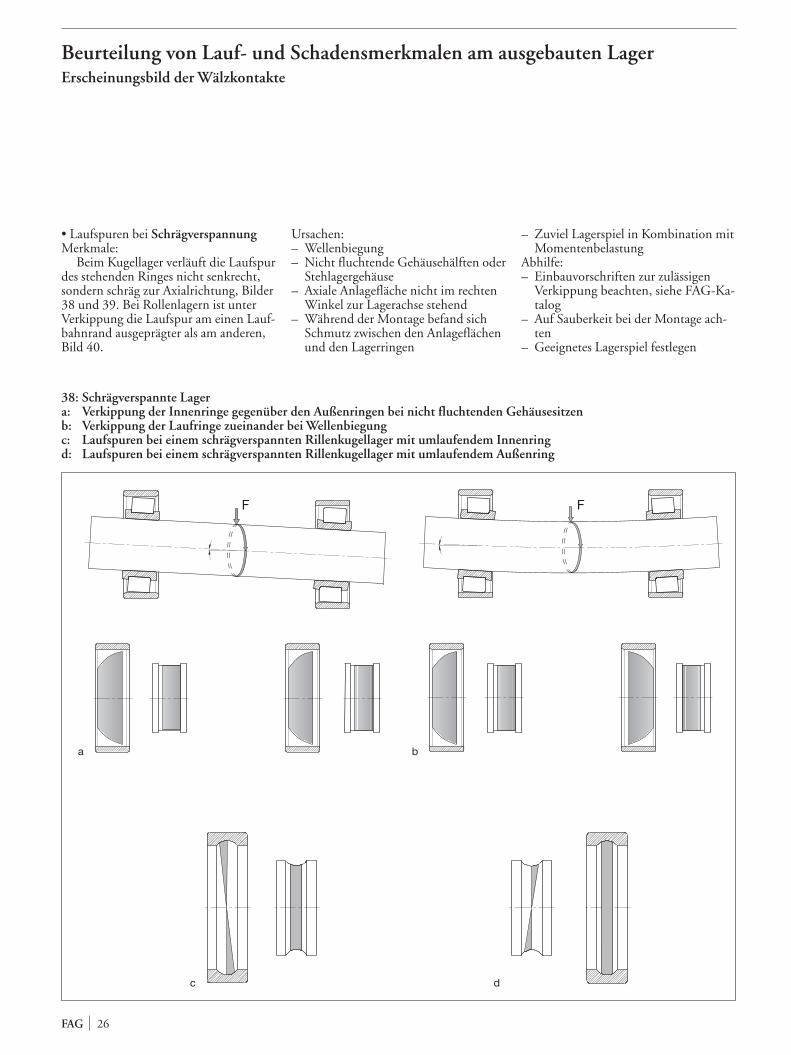
• Laufspuren bei SchrägverspannungMerkmale:
Beim Kugellager verläuft die Laufspurdes stehenden Ringes nicht senkrecht,sondern schräg zur Axialrichtung, Bilder38 und 39. Bei Rollenlagern ist unterVerkippung die Laufspur am einen Lauf-bahnrand ausgeprägter als am anderen,Bild 40.
Ursachen:– Wellenbiegung– Nicht fluchtende Gehäusehälften oder
Stehlagergehäuse– Axiale Anlagefläche nicht im rechten
Winkel zur Lagerachse stehend– Während der Montage befand sich
Schmutz zwischen den Anlageflächenund den Lagerringen
– Zuviel Lagerspiel in Kombination mitMomentenbelastung
Abhilfe:– Einbauvorschriften zur zulässigen
Verkippung beachten, siehe FAG-Ka-talog
– Auf Sauberkeit bei der Montage ach-ten
– Geeignetes Lagerspiel festlegen
FAG 26
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
38: Schrägverspannte Lagera: Verkippung der Innenringe gegenüber den Außenringen bei nicht fluchtenden Gehäusesitzenb: Verkippung der Laufringe zueinander bei Wellenbiegungc: Laufspuren bei einem schrägverspannten Rillenkugellager mit umlaufendem Innenringd: Laufspuren bei einem schrägverspannten Rillenkugellager mit umlaufendem Außenring
F F
ba
c d

3.3.2 Vertiefungen in Laufbahnen undWälzkörperoberflächen
Häufig findet man an schadhaftenLagerteilen einzelne Vertiefungen in denKontaktflächen, die die unterschiedlich-sten Ursachen haben können. Da sie imallgemeinen flächig gleichmäßig verteiltin sehr großer Anzahl auftreten, wurdendie durch Überrollung von Fremdkör-pern entstandenen Vertiefungen schonin Verbindung mit der Beurteilung derLaufspuren (Abschnitt 3.3.1) betrachtet.Hier sollen vorwiegend solche Erschei-nungen besprochen werden, die lokalbegrenzt auf dem Ring auftreten.
27 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
39: Schräg im Innenring liegende Lauf-spur am Rillenkugellager
40: Verkippte Laufspur auf einem Kegelrollenlager
3.3.2.1 Ausbrüche
Der Werkstoff von Laufbahnen undWälzkörpern ist bei der Überrollung ei-ner fortlaufenden Schwellbeanspru-chung ausgesetzt. Diese führt zu ähnli-chen Ausfallerscheinungen, wie sie vonder Ermüdung biegebeanspruchter Bau-teile bekannt sind: Es entstehen Dauer-brüche. Im Wälzlager verlaufen dieseBruchflächen weitgehend parallel zurOberfläche und führen dabei zu flächi-gen Materialabschälungen, die mit Be-griffen wie „Ermüdungsschäden, Schä-lungen, Pittings, Spalling, Graufleckig-keit, Mikropittings oder Grübchenbil-dung“ bezeichnet werden.
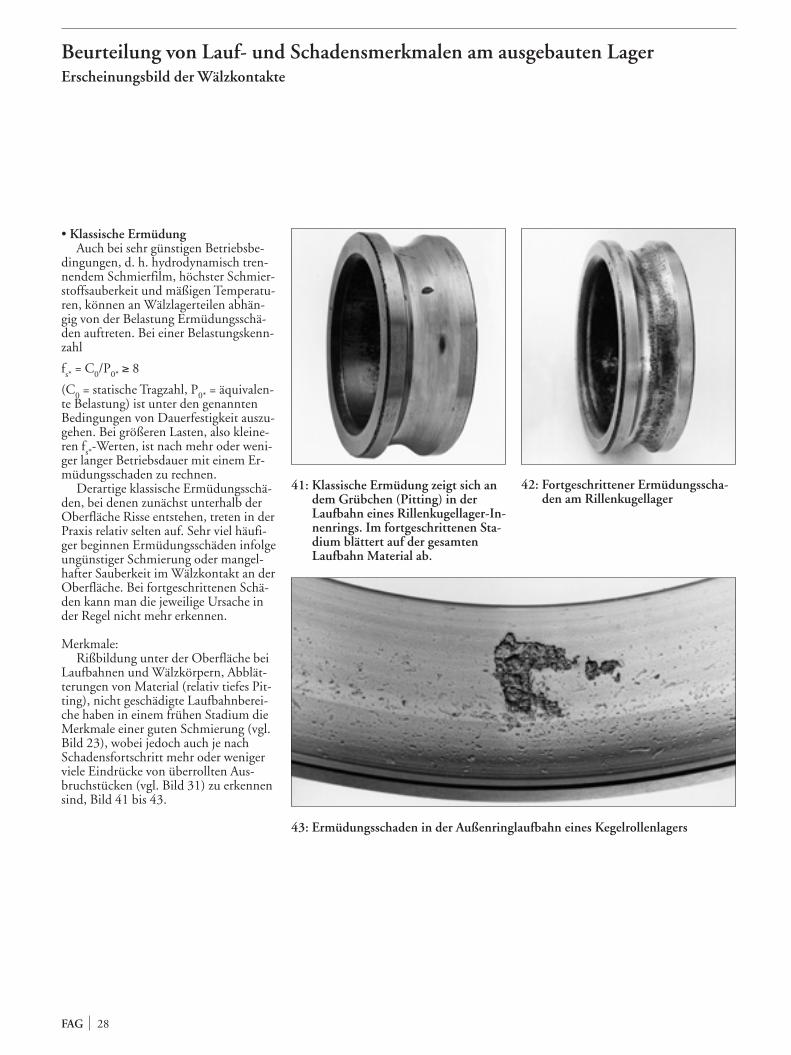
• Klassische ErmüdungAuch bei sehr günstigen Betriebsbe-
dingungen, d. h. hydrodynamisch tren-nendem Schmierfilm, höchster Schmier-stoffsauberkeit und mäßigen Temperatu-ren, können an Wälzlagerteilen abhän-gig von der Belastung Ermüdungsschä-den auftreten. Bei einer Belastungskenn-zahl
fs* = C0/P0* ≥ 8
(C0 = statische Tragzahl, P0* = äquivalen-te Belastung) ist unter den genanntenBedingungen von Dauerfestigkeit auszu-gehen. Bei größeren Lasten, also kleine-ren fs*-Werten, ist nach mehr oder weni-ger langer Betriebsdauer mit einem Er-müdungsschaden zu rechnen.
Derartige klassische Ermüdungsschä-den, bei denen zunächst unterhalb derOberfläche Risse entstehen, treten in derPraxis relativ selten auf. Sehr viel häufi-ger beginnen Ermüdungsschäden infolgeungünstiger Schmierung oder mangel-hafter Sauberkeit im Wälzkontakt an derOberfläche. Bei fortgeschrittenen Schä-den kann man die jeweilige Ursache inder Regel nicht mehr erkennen.
Merkmale:Rißbildung unter der Oberfläche bei
Laufbahnen und Wälzkörpern, Abblät-terungen von Material (relativ tiefes Pit-ting), nicht geschädigte Laufbahnberei-che haben in einem frühen Stadium dieMerkmale einer guten Schmierung (vgl.Bild 23), wobei jedoch auch je nachSchadensfortschritt mehr oder wenigerviele Eindrücke von überrollten Aus-bruchstücken (vgl. Bild 31) zu erkennensind, Bild 41 bis 43.
FAG 28
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
41: Klassische Ermüdung zeigt sich andem Grübchen (Pitting) in derLaufbahn eines Rillenkugellager-In-nenrings. Im fortgeschrittenen Sta-dium blättert auf der gesamtenLaufbahn Material ab.
42: Fortgeschrittener Ermüdungsscha-den am Rillenkugellager
43: Ermüdungsschaden in der Außenringlaufbahn eines Kegelrollenlagers
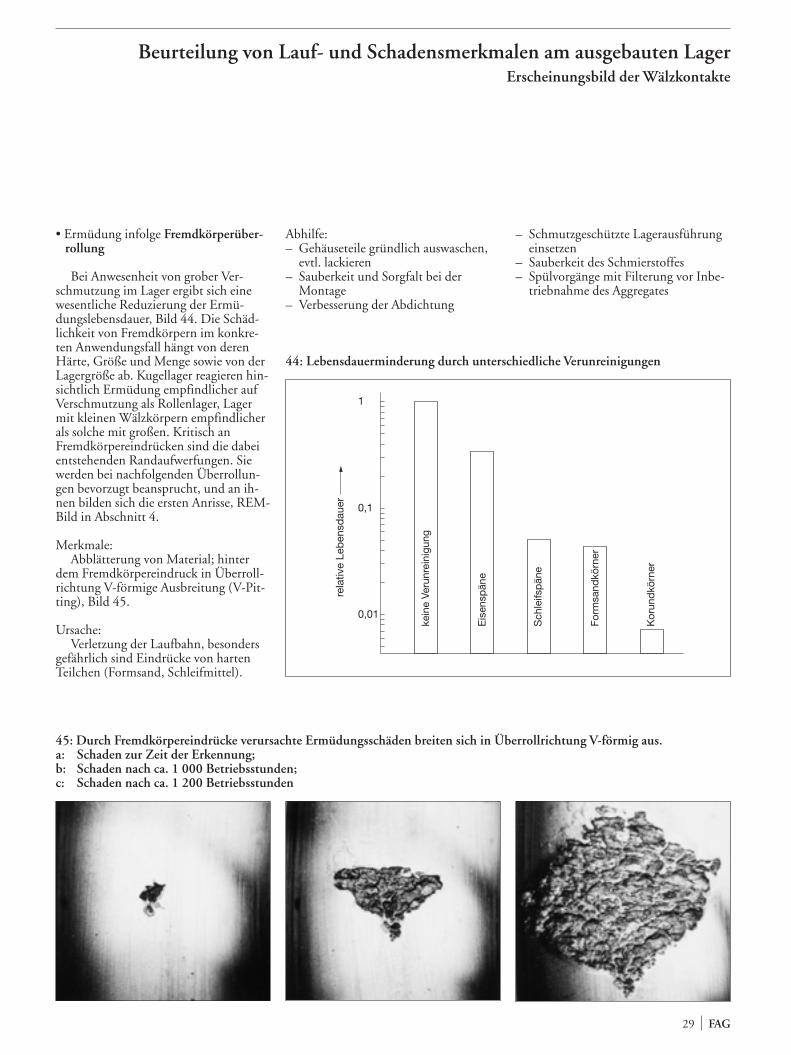
• Ermüdung infolge Fremdkörperüber-rollung
Bei Anwesenheit von grober Ver-schmutzung im Lager ergibt sich einewesentliche Reduzierung der Ermü-dungslebensdauer, Bild 44. Die Schäd-lichkeit von Fremdkörpern im konkre-ten Anwendungsfall hängt von derenHärte, Größe und Menge sowie von derLagergröße ab. Kugellager reagieren hin-sichtlich Ermüdung empfindlicher aufVerschmutzung als Rollenlager, Lagermit kleinen Wälzkörpern empfindlicherals solche mit großen. Kritisch anFremdkörpereindrücken sind die dabeientstehenden Randaufwerfungen. Siewerden bei nachfolgenden Überrollun-gen bevorzugt beansprucht, und an ih-nen bilden sich die ersten Anrisse, REM-Bild in Abschnitt 4.
Merkmale:Abblätterung von Material; hinter
dem Fremdkörpereindruck in Überroll-richtung V-förmige Ausbreitung (V-Pit-ting), Bild 45.
Ursache:Verletzung der Laufbahn, besonders
gefährlich sind Eindrücke von hartenTeilchen (Formsand, Schleifmittel).
Abhilfe:– Gehäuseteile gründlich auswaschen,
evtl. lackieren– Sauberkeit und Sorgfalt bei der
Montage– Verbesserung der Abdichtung
– Schmutzgeschützte Lagerausführungeinsetzen
– Sauberkeit des Schmierstoffes– Spülvorgänge mit Filterung vor Inbe-
triebnahme des Aggregates
29 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
44: Lebensdauerminderung durch unterschiedliche Verunreinigungen
45: Durch Fremdkörpereindrücke verursachte Ermüdungsschäden breiten sich in Überrollrichtung V-förmig aus. a: Schaden zur Zeit der Erkennung; b: Schaden nach ca. 1 000 Betriebsstunden; c: Schaden nach ca. 1 200 Betriebsstunden
0,01
0,1
1
rela
tive
Leb
ensd
auer
Kor
und
körn
er
Form
sand
körn
er
Sch
leifs
pän
e
Eis
ensp
äne
kein
e Ve
runr
eini
gung
• Ermüdung infolge statischer Überbe-lastung
Ähnlich wie bei Fremdkörperein-drücken entstehen durch hohe statischeÜberbelastung eines Lagers Wälzkörper-eindrücke, deren Randaufwerfungen be-vorzugt zum Ausfall führen.
Merkmale:Im Frühstadium gleichmäßig beran-
dete Eindrücke im Wälzkörperabstand,davon ausgehend Ausbrüche, oft nur aufeinen Teil des Umfangs begrenzt.Manchmal nur auf einem Ring. Bevor-zugt unsymmetrisch zur Laufbahnmitte.
Ursachen:– Statische Überbelastung, Stöße– Montagekräfte über Wälzkörper gelei-
tet
Abhilfe:– Vorschriftsmäßige Montage– Keine hohen Stoßkräfte aufbringen,
nicht überbelasten
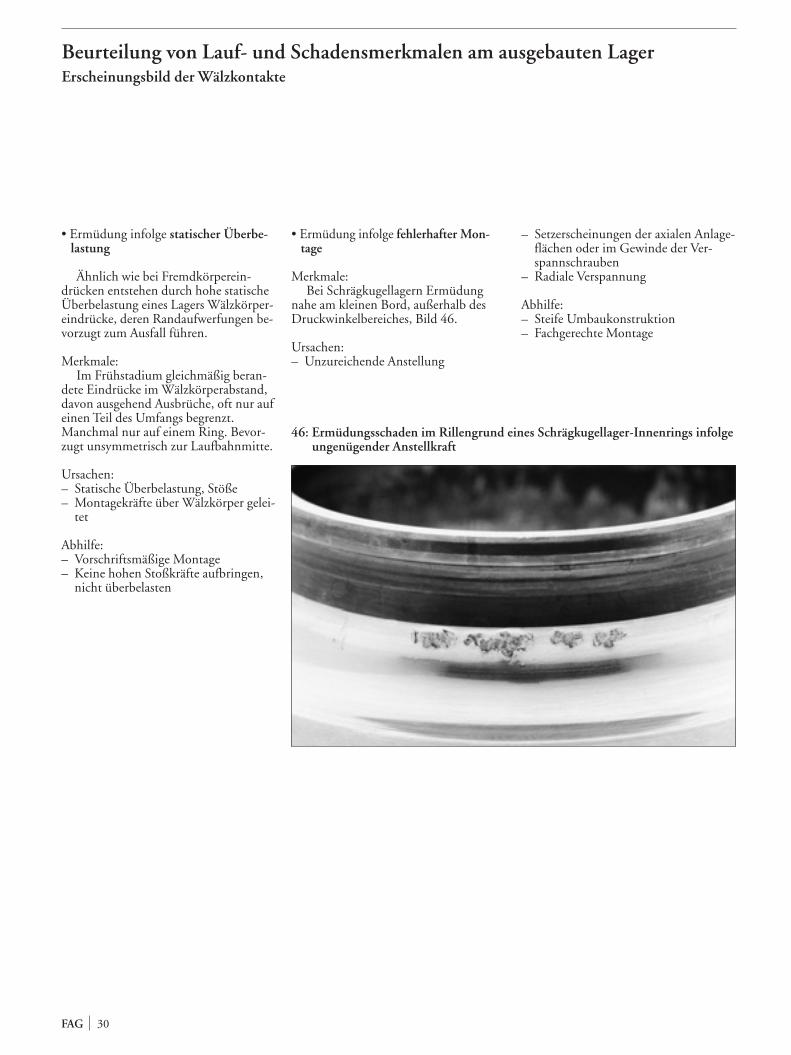
• Ermüdung infolge fehlerhafter Mon -tage
Merkmale:Bei Schrägkugellagern Ermüdung
nahe am kleinen Bord, außerhalb desDruckwinkelbereiches, Bild 46.
Ursachen:– Unzureichende Anstellung
– Setzerscheinungen der axialen Anlage-flächen oder im Gewinde der Ver-spannschrauben
– Radiale Verspannung
Abhilfe:– Steife Umbaukonstruktion– Fachgerechte Montage
FAG 30
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
46: Ermüdungsschaden im Rillengrund eines Schrägkugellager-Innenrings infolgeungenügender Anstellkraft

• Ermüdung infolge Schrägverspan-nung/Verkippung
Merkmale:– Unsymmetrisch zur Lagermitte lie-
gende Laufspur, Bild 40– Ermüdung an den Laufbahn- bzw.
Wälzkörperkanten, Bild 47– Ganz oder teilweise umlaufende Ein-
kerbungen auf den Kugeloberflächendurch plastische Verformung entstan-den und daher mit sanften Übergän-gen. Im Extremfall auch mit Rissen im Kerbgrund, Bild 48.
Ursache:Bedingt durch Gehäuseversatz oder
Wellenbiegung kommt es zu Verkippungdes Innenrings gegenüber dem Außen-ring und dadurch zu hoher Momenten-belastung. In Kugellagern führt dies zuZwängen in den Käfigtaschen (Abschnitt3.5.4) und zu vermehrter Gleitung inden Laufbahnen sowie Ablauf der Ku-geln auf den Bordkanten. Bei Rollenla-gern wird die Laufbahn unsymmetrischbelastet; bei starker Verkippung tragenauch die Kanten der Laufbahnen bzw.der Wälzkörper, was an diesen Stellen zustarken Spannungsüberhöhungen führt,siehe auch „Laufspuren bei Schrägver-spannung“ im Abschnitt 3.3.1.2.
Abhilfe:– Verwendung winkeleinstellbarer Lager– Korrektur der Fluchtungsfehler– Verstärkung der Welle
31 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
47: Am Laufbahnrand schrägverspannter Kegelrollenlager kann durch örtlicheÜberlastung Ermüdung auftreten.
48: Ermüdung an der Laufbahnkante entsteht bei Kugellagern z. B. bei hoher Mo-mentenbelastung (Kantenlauf); links Laufbahnkante, rechts Kugel.
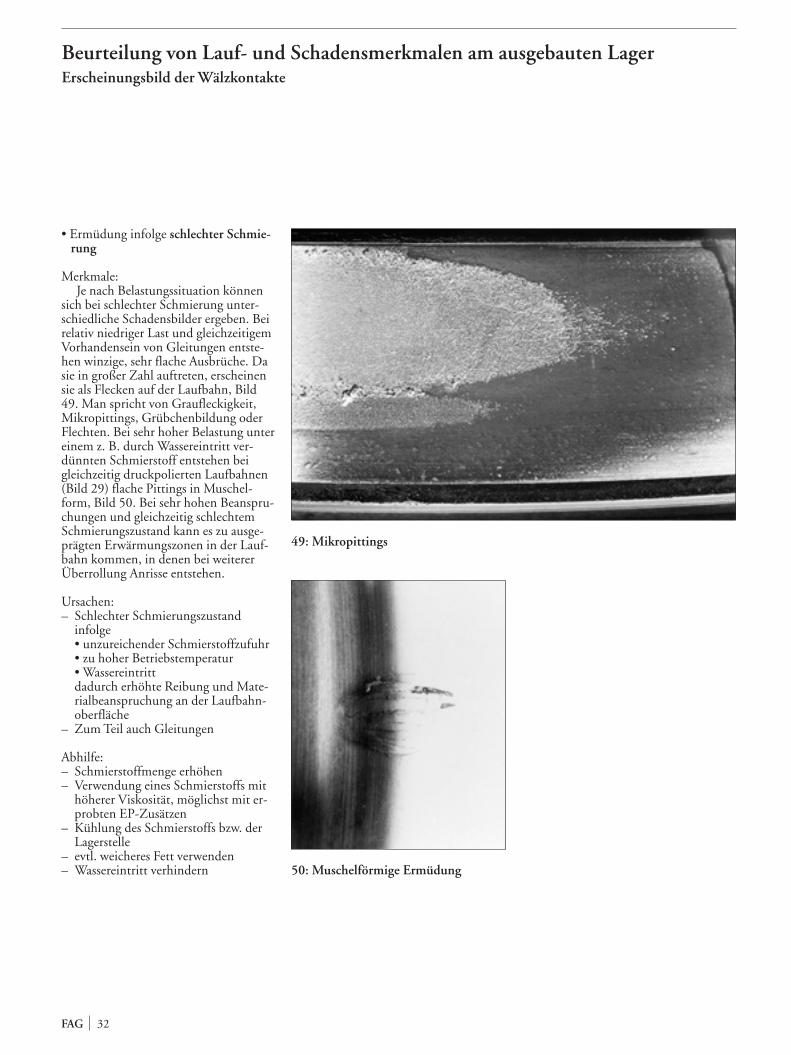
• Ermüdung infolge schlechter Schmie-rung
Merkmale:Je nach Belastungssituation können
sich bei schlechter Schmierung unter-schiedliche Schadensbilder ergeben. Beirelativ niedriger Last und gleichzeitigemVorhandensein von Gleitungen entste-hen winzige, sehr flache Ausbrüche. Dasie in großer Zahl auftreten, erscheinensie als Flecken auf der Laufbahn, Bild49. Man spricht von Graufleckigkeit,Mikropittings, Grübchenbildung oderFlechten. Bei sehr hoher Belastung untereinem z. B. durch Wassereintritt ver-dünnten Schmierstoff entstehen beigleichzeitig druckpolierten Laufbahnen(Bild 29) flache Pittings in Muschel-form, Bild 50. Bei sehr hohen Beanspru-chungen und gleichzeitig schlechtemSchmierungszustand kann es zu ausge-prägten Erwärmungszonen in der Lauf-bahn kommen, in denen bei weitererÜberrollung Anrisse entstehen.
Ursachen:– Schlechter Schmierungszustand
• unzureichender Schmierstoffzufuhr• zu hoher Betriebstemperatur• Wassereintrittdadurch erhöhte Reibung und Mate-rialbeanspruchung an der Laufbahn -oberfläche
– Zum Teil auch Gleitungen
Abhilfe:– Schmierstoffmenge erhöhen– Verwendung eines Schmierstoffs mit
höherer Viskosität, möglichst mit er-probten EP-Zusätzen
– Kühlung des Schmierstoffs bzw. derLagerstelle
– evtl. weicheres Fett verwenden– Wassereintritt verhindern
FAG 32
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
49: Mikropittings
50: Muschelförmige Ermüdung
infolge

• Ermüdung infolge Verschleiß
Merkmale:Örtliche Abblätterung, z. B. an Wälz-
körpern von Kegelrollenlagern, Bild 51und 52. Laufspur streifig, Bild 68.
Ursache:Veränderung der Geometrie der
Wälzpartner durch Verschleiß bei verun-reinigtem Schmierstoff, z. B. durch Ein-dringen von Fremdkörpern bei schad-haften Dichtungen. Dadurch örtlicheÜberlastung, z. T. auch in Verbindungmit ungenügender Anstellung von Ke-gelrollenlagern.
Abhilfe:– Rechtzeitiger Schmierstoffwechsel– Filterung des Schmieröles– Verbesserung der Abdichtung– Rechtzeitiger Wechsel verschlissener
Dichtungen– Spezielle Wärmebehandlung für
Ringe und Rollen
• Ermüdung durch Bruch der Einsatz-schicht
Merkmale:Bei einsatzgehärteten Lagerteilen Ab-
schälung der Laufbahn in dicken PlattenUrsachen:– Bruch oder Ablösen der Einsatz-
schicht– Belastung zu hoch bzw. Einsatz-
schichtdicke bei gegebener Belastungzu gering, z. B. durch falsche Last -annahmen
Abhilfe:– Dicke der Einsatzschicht den Last -
bedingungen anpassen– Überlasten vermeiden
33 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
51: Bereichsweiser Verschleiß kann die Geometrie der Wälzpartner derart verän-dern, daß es infolge örtlicher Überbelastung zur Ermüdung kommt.
a: Querformschrieb einer Rolle; b: Innenringlaufbahn und Rolle mit Ermüdungsschäden.
52: Ausfallmechanismus wie Bild 51,hier jedoch Verschleiß an den Lauf-bahnrändern, Querformschrieb derRolle siehe Bild 69.
a
b
00
5
1
10
15
20
25
2 3 5 6 7 8 9 10 11mm
µm
4
3.3.2.2 Korrosionsschäden
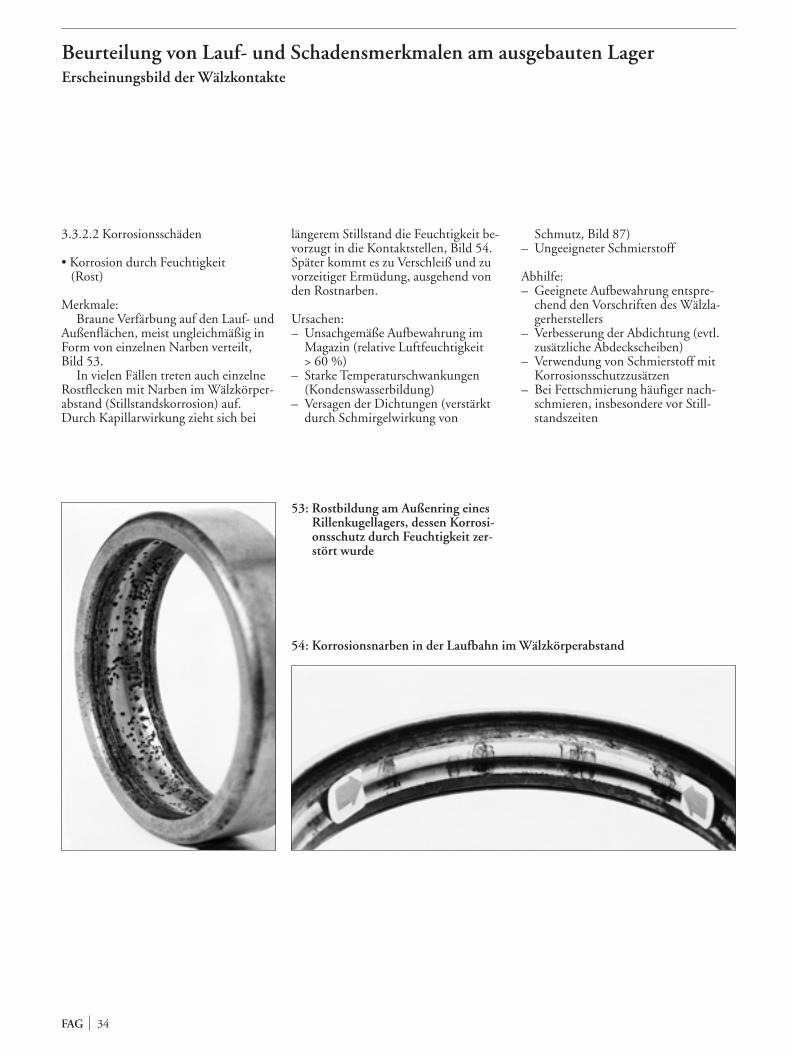
• Korrosion durch Feuchtigkeit (Rost)
Merkmale:Braune Verfärbung auf den Lauf- und
Außenflächen, meist ungleichmäßig inForm von einzelnen Narben verteilt,Bild 53.
In vielen Fällen treten auch einzelneRostflecken mit Narben im Wälzkörper-abstand (Stillstandskorrosion) auf.Durch Kapillarwirkung zieht sich bei
längerem Stillstand die Feuchtigkeit be-vorzugt in die Kontaktstellen, Bild 54.Später kommt es zu Verschleiß und zuvorzeitiger Ermüdung, ausgehend vonden Rostnarben.
Ursachen:– Unsachgemäße Aufbewahrung im
Magazin (relative Luftfeuchtigkeit > 60 %)
– Starke Temperaturschwankungen(Kondenswasserbildung)
– Versagen der Dichtungen (verstärktdurch Schmirgelwirkung von
Schmutz, Bild 87)– Ungeeigneter Schmierstoff
Abhilfe:– Geeignete Aufbewahrung entspre-
chend den Vorschriften des Wälzla-gerherstellers
– Verbesserung der Abdichtung (evtl.zusätzliche Abdeckscheiben)
– Verwendung von Schmierstoff mitKorrosionsschutzzusätzen
– Bei Fettschmierung häufiger nach-schmieren, insbesondere vor Still-standszeiten
FAG 34
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
53: Rostbildung am Außenring einesRillenkugellagers, dessen Korrosi-onsschutz durch Feuchtigkeit zer-stört wurde
54: Korrosionsnarben in der Laufbahn im Wälzkörperabstand
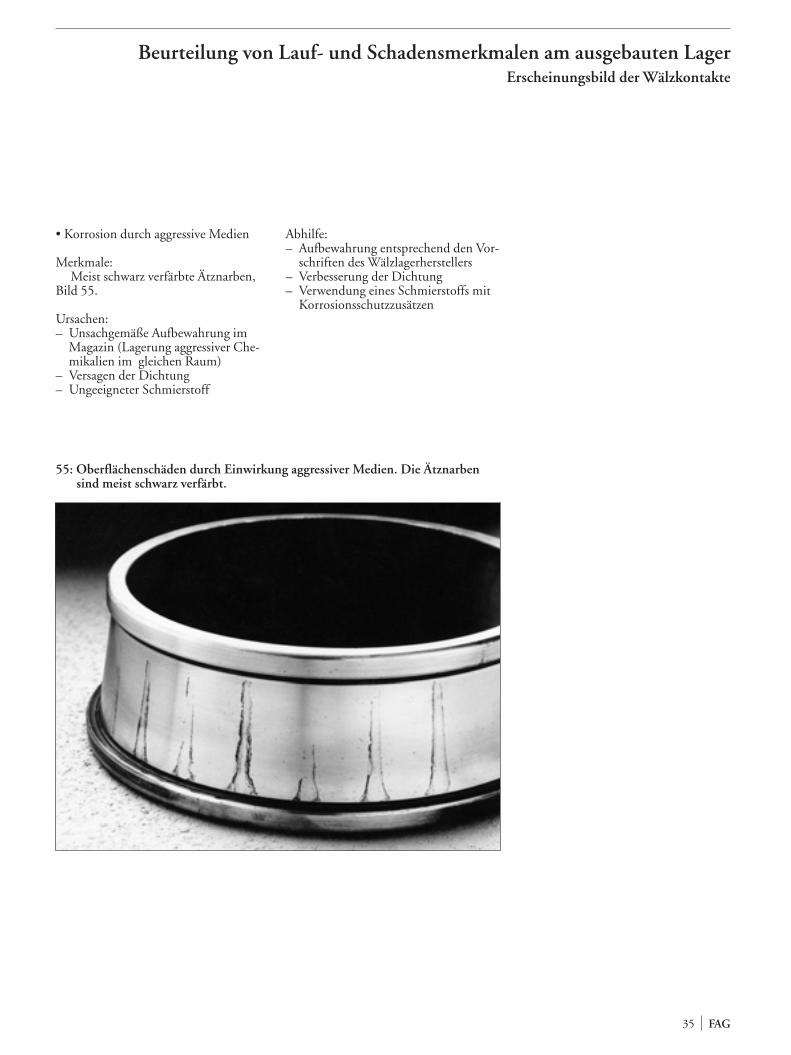
• Korrosion durch aggressive Medien
Merkmale:Meist schwarz verfärbte Ätznarben,
Bild 55.
Ursachen:– Unsachgemäße Aufbewahrung im
Magazin (Lagerung aggressiver Che-mikalien im gleichen Raum)
– Versagen der Dichtung– Ungeeigneter Schmierstoff
Abhilfe:– Aufbewahrung entsprechend den Vor-
schriften des Wälzlagerherstellers– Verbesserung der Dichtung– Verwendung eines Schmierstoffs mit
Korrosionsschutzzusätzen
35 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
55: Oberflächenschäden durch Einwirkung aggressiver Medien. Die Ätznarbensind meist schwarz verfärbt.
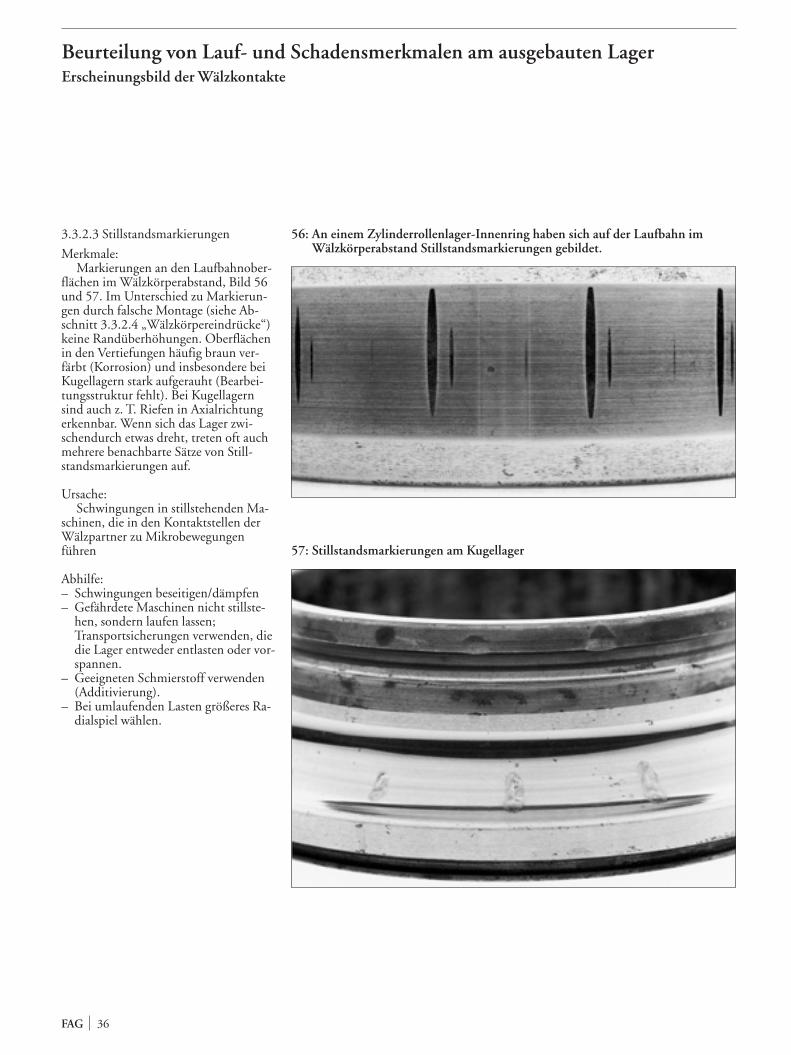
3.3.2.3 Stillstandsmarkierungen
Merkmale:Markierungen an den Laufbahnober-
flächen im Wälzkörperabstand, Bild 56und 57. Im Unterschied zu Markierun-gen durch falsche Montage (siehe Ab-schnitt 3.3.2.4 „Wälzkörpereindrücke“)keine Randüberhöhungen. Oberflächenin den Vertiefungen häufig braun ver-färbt (Korrosion) und insbesondere beiKugellagern stark aufgerauht (Bearbei-tungsstruktur fehlt). Bei Kugellagernsind auch z. T. Riefen in Axialrichtungerkennbar. Wenn sich das Lager zwi-schendurch etwas dreht, treten oft auchmehrere benachbarte Sätze von Still-standsmarkierungen auf.
Ursache:Schwingungen in stillstehenden Ma-
schinen, die in den Kontaktstellen derWälzpartner zu Mikrobewegungenführen
Abhilfe:– Schwingungen beseitigen/dämpfen– Gefährdete Maschinen nicht stillste-
hen, sondern laufen lassen; Transportsicherungen verwenden, diedie Lager entweder entlasten oder vor-spannen.
– Geeigneten Schmierstoff verwenden(Additivierung).
– Bei umlaufenden Lasten größeres Ra-dialspiel wählen.
FAG 36
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
56: An einem Zylinderrollenlager-Innenring haben sich auf der Laufbahn imWälzkörperabstand Stillstandsmarkierungen gebildet.
57: Stillstandsmarkierungen am Kugellager
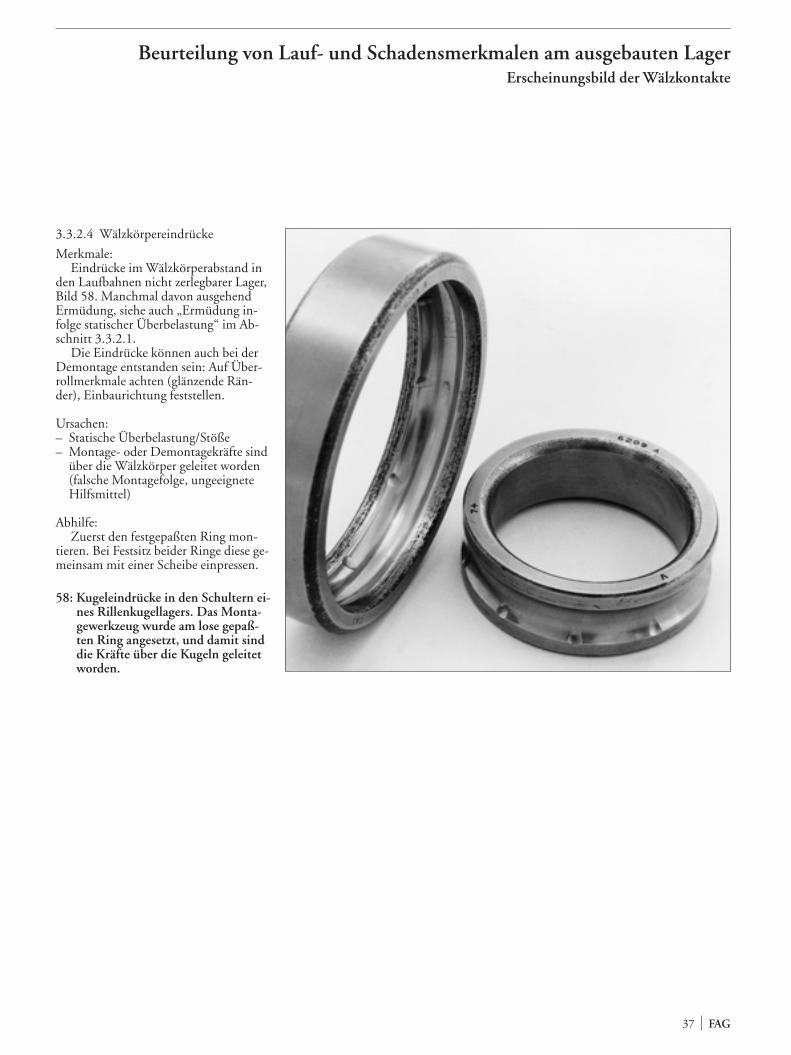
3.3.2.4 Wälzkörpereindrücke
Merkmale:Eindrücke im Wälzkörperabstand in
den Laufbahnen nicht zerlegbarer Lager,Bild 58. Manchmal davon ausgehendErmüdung, siehe auch „Ermüdung in-folge statischer Überbelastung“ im Ab-schnitt 3.3.2.1.
Die Eindrücke können auch bei derDemontage entstanden sein: Auf Über-rollmerkmale achten (glänzende Rän-der), Einbaurichtung feststellen.
Ursachen:– Statische Überbelastung/Stöße– Montage- oder Demontagekräfte sind
über die Wälzkörper geleitet worden(falsche Montagefolge, ungeeigneteHilfsmittel)
Abhilfe:Zuerst den festgepaßten Ring mon-
tieren. Bei Festsitz beider Ringe diese ge-meinsam mit einer Scheibe einpressen.
37 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
58: Kugeleindrücke in den Schultern ei-nes Rillenkugellagers. Das Monta-gewerkzeug wurde am lose gepaß-ten Ring angesetzt, und damit sinddie Kräfte über die Kugeln geleitetworden.

3.3.2.5 Krater und Riffeln infolgeStromdurchgang
• Krater
Merkmale:Schmelzkrater an den Kontaktstellen
der Wälzpartner in den Laufbahnen,manchmal mehrere Krater hintereinan-der oder ganze Perlenketten auf demUmfang. Die Oberfläche in den Kraternist z. T. wie Schweißraupen ausgebildet,Bild 59.
Ursache:Stromübergänge, z. B. beim
Schweißen oder durch Versagen von Er-dungskontakten
Abhilfe:Bei Elektroschweißungen Strom
nicht durchs Lager führen (Erdung).
• Riffeln
Merkmale:Achsparallele braunverfärbte Markie-
rungen auf großen Teilen der Laufbahnbis hin zum gesamten Laufbahnumfang,Bild 60
Ursache:Stetig fließender Wechsel- oder
Gleichstrom, Markierungen bereits beigeringer Strombelastung möglich
Abhilfe:– Ströme nicht durch das Lager fließen
lassen (Erdung, Isolation).– Stromisolierte Lager verwenden.
FAG 38
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
59: Stromüberschläge haben bei einem Zylinderrollenlager zur Kraterbildung inder Laufbahn geführt.
60: Die Riffelbildung in der Außen-ringlaufbahn eines Rillenkugella-gers wurde durch stetigen Strom-durchgang erzeugt.
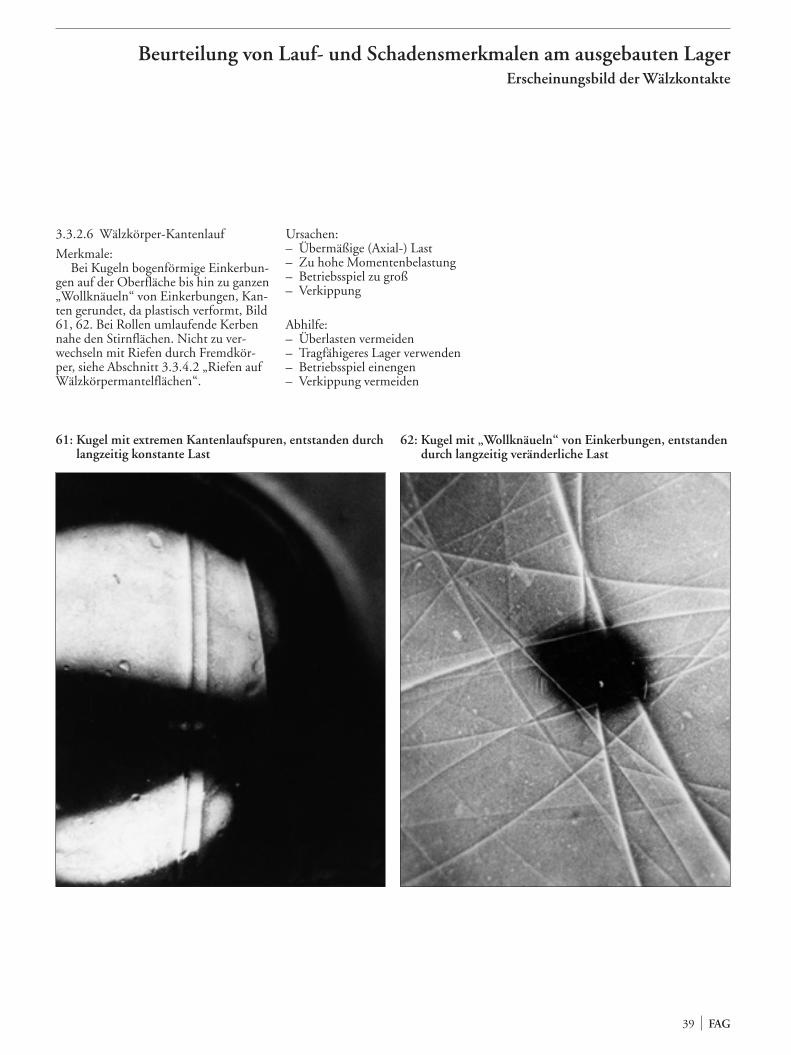
3.3.2.6 Wälzkörper-Kantenlauf
Merkmale:Bei Kugeln bogenförmige Einkerbun-
gen auf der Oberfläche bis hin zu ganzen„Wollknäueln“ von Einkerbungen, Kan-ten gerundet, da plastisch verformt, Bild61, 62. Bei Rollen umlaufende Kerbennahe den Stirnflächen. Nicht zu ver-wechseln mit Riefen durch Fremdkör-per, siehe Abschnitt 3.3.4.2 „Riefen aufWälzkörpermantelflächen“.
Ursachen:– Übermäßige (Axial-) Last– Zu hohe Momentenbelastung– Betriebsspiel zu groß– Verkippung
Abhilfe:– Überlasten vermeiden– Tragfähigeres Lager verwenden– Betriebsspiel einengen– Verkippung vermeiden
39 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
61: Kugel mit extremen Kantenlaufspuren, entstanden durchlangzeitig konstante Last
62: Kugel mit „Wollknäueln“ von Einkerbungen, entstandendurch langzeitig veränderliche Last

3.3.3 Ringbrüche
3.3.3.1 Dauerbrüche infolge Lauf-bahnermüdung
Merkmale:Meist großflächige Ermüdungsschä-
den in der Laufbahn; häufig Stufen(Rastlinien) in der Bruchfläche, Bild 63
Ursache:Weit fortgeschrittener Ermüdungs-
schaden
Abhilfe:Siehe Abschnitt 3.3.2.1 „Ausbrüche“
3.3.3.2 Axiale An- oder Durchrisse vonInnenringen
Merkmale:Ring in Axialrichtung ganz oder teil-
weise gerissen. Bruchkanten leicht abge-rundet: Zeichen, daß der Bruch im Be-trieb entstanden ist und überrollt wurde.Bei scharfkantigen Rißflanken ist derBruch beim Ausbau entstanden. Bei län-gerer Betriebszeit mit einem Riß könnendessen Kanten auch z. T. abgebrochensein, Bild 64.
Ursachen:– Schlupf des Lagers– Ausbrüche in der Laufbahn– Drehen des Innenrings auf der Welle– Ungeeignete Schmierung– Zu feste Passung auf der Welle– Wellennut– Unrundheiten– Anstreifen von Umgebungsteilen
Abhilfe:– Schmierung verbessern (Additivie-
rung, Ölmenge erhöhen)– Abhilfe für Laufbahnschäden finden– Geeignete Passung wählen
– Anstreifen von Umgebungsteilen ver-meiden
– Bessere Sitzverhältnisse schaffen– Spezielle Wärmebehandlung der Ringe
FAG 40
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
63: Bruch des Außenrings eines Rillenkugellagers in Axialrichtung infolge von Er-müdung
64: Axialer Durchriß eines Pendelrollenlager-Innenrings
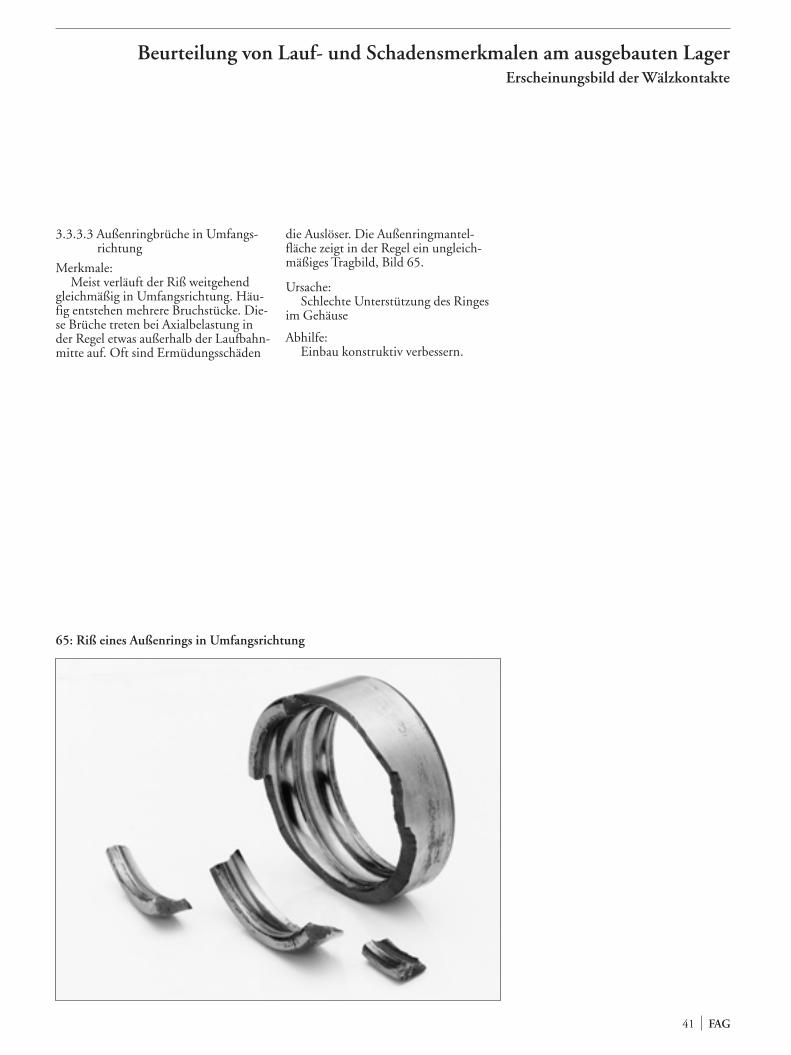
3.3.3.3 Außenringbrüche in Umfangs-richtung
Merkmale:Meist verläuft der Riß weitgehend
gleichmäßig in Umfangsrichtung. Häu-fig entstehen mehrere Bruchstücke. Die-se Brüche treten bei Axialbelastung inder Regel etwas außerhalb der Laufbahn-mitte auf. Oft sind Ermüdungsschäden
die Auslöser. Die Außenringmantel-fläche zeigt in der Regel ein ungleich-mäßiges Tragbild, Bild 65.
Ursache:Schlechte Unterstützung des Ringes
im Gehäuse
Abhilfe:Einbau konstruktiv verbessern.
41 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
65: Riß eines Außenrings in Umfangsrichtung

3.3.4 Aufreißungen und Anschmierun-gen an den Kontaktflächen
Neben lokalen Ausbrüchen, Rissenoder sonstigen Vertiefungen in den Lauf-bahnen oder Wälzkörperoberflächenkommt es häufig auch zu großflächigenOberflächenschäden infolge von Gleiter-scheinungen im Lager, die zu Verschleißführen. Das Ausmaß dieser Schädenwird außer von den Abrollverhältnissenganz wesentlich von der Intensität undder Sauberkeit der Schmierung beein-flußt.
3.3.4.1 Verschleißschäden bei mangel-hafter Schmierung
Merkmale:Die Kontaktflächen sind matt und
aufgerauht, Bild 28 und 66. DerSchmierstoff verfärbt sich durch den Ab-rieb dunkel, bei Messingkäfigen auchgelb. Das Fett wird durch den Abriebhäufig auch verfestigt. In vielen Fällenführt aber auch Feuchtigkeit zu einerwässerigen Konsistenz des Schmierstoffs.Die Vorspannung wird abgebaut oder eskommt zu vergrößerter Lagerluft. WennFremdkörper ursächlich für den Ver-schleiß sind, werden insbesondere dieWälzkörperoberflächen stark riefig, Bild67. Unter ungünstigen Bedingungenkönnen Rollenlagerlaufbahnen über ihreBreite ungleichmäßig verschleißen; dieLaufbahnen haben dann in Umfangs-richtung ein streifiges Aussehen, Bilder68 und 69. In der Folge kommt es beidieser Verschleißform zu Ermüdungs-schäden, siehe „Ermüdung infolge Ver-schleiß“ im Abschnitt 3.3.2.1.
Ursachen:– Nichttragender Schmierfilm– Verunreinigungen im Schmierstoff
(feine, harte Partikel, z. B. Staub, oderauch Wasser)
– Bei ungleichmäßigem Verschleiß anKegelrollenlagern auch unzureichendeAnstellung der Lagerung
FAG 42
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
66: Verschlissene, aufgerauhte Laufbahn
67: Verschleißspuren sind zuerst meist an den Oberflächen der Wälzkörper zu er-kennen.
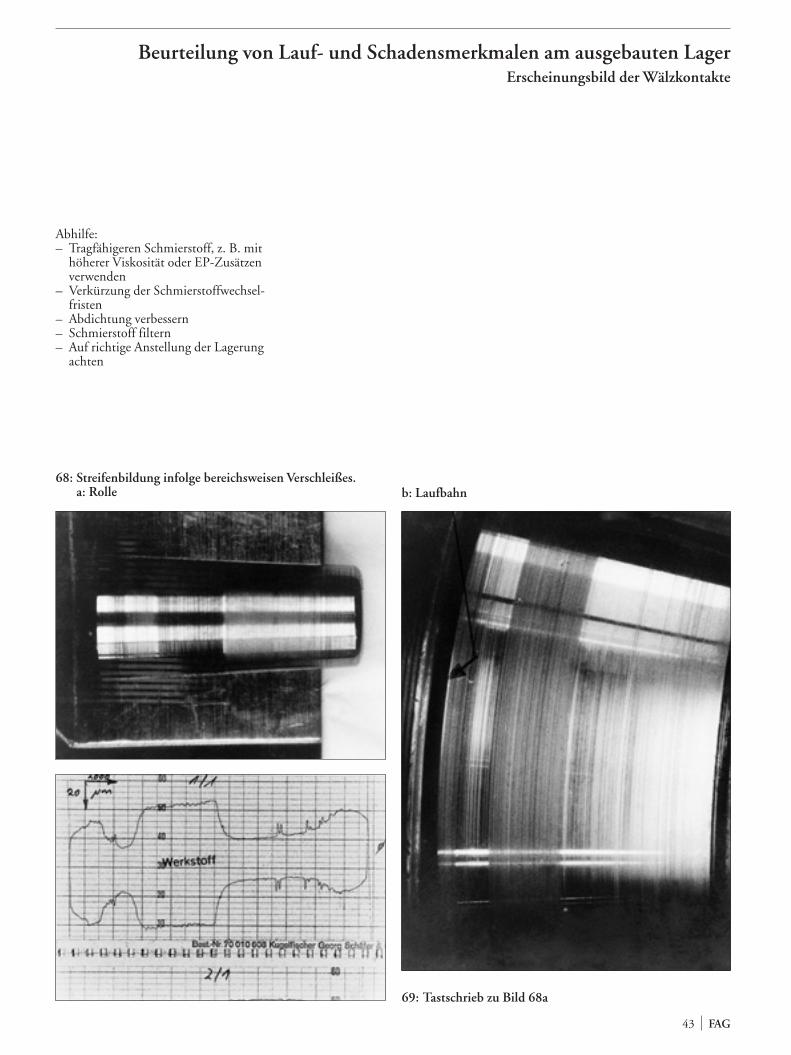
Abhilfe:– Tragfähigeren Schmierstoff, z. B. mit
höherer Viskosität oder EP-Zusätzenverwenden
– Verkürzung der Schmierstoffwechsel-fristen
– Abdichtung verbessern– Schmierstoff filtern– Auf richtige Anstellung der Lagerung
achten
43 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
68: Streifenbildung infolge bereichsweisen Verschleißes.a: Rolle
69: Tastschrieb zu Bild 68a
b: Laufbahn
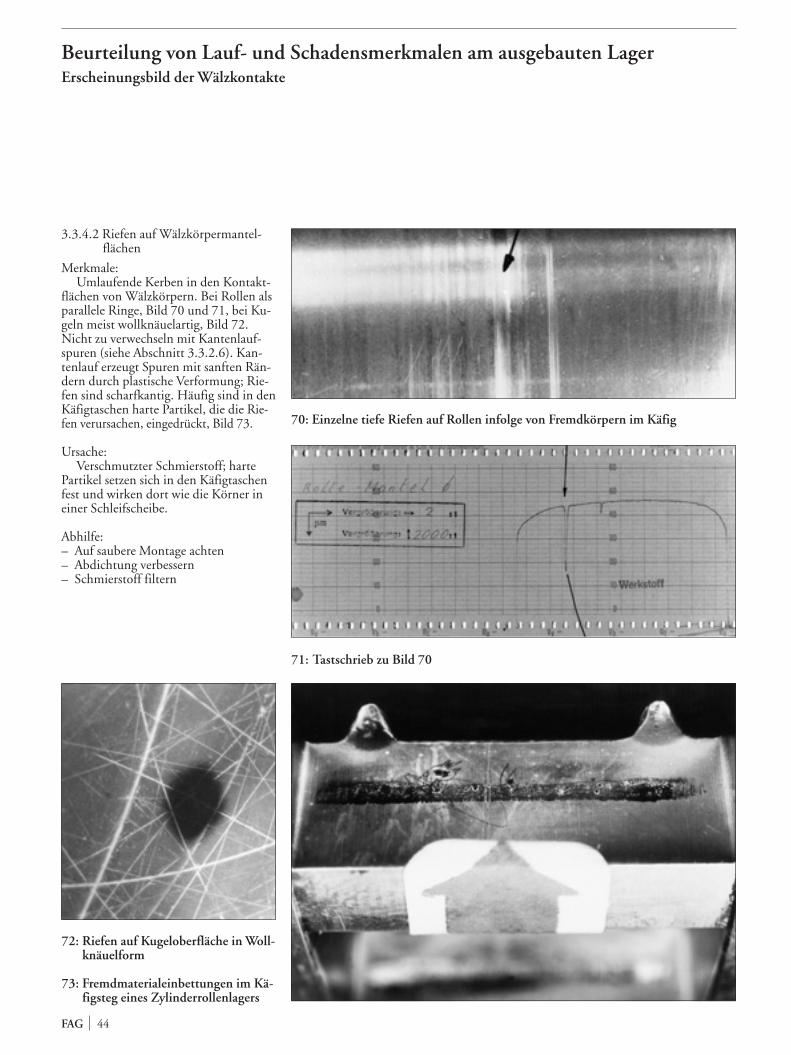
3.3.4.2 Riefen auf Wälzkörpermantel-flächen
Merkmale:Umlaufende Kerben in den Kontakt-
flächen von Wälzkörpern. Bei Rollen alsparallele Ringe, Bild 70 und 71, bei Ku-geln meist wollknäuelartig, Bild 72.Nicht zu verwechseln mit Kantenlauf-spuren (siehe Abschnitt 3.3.2.6). Kan-tenlauf erzeugt Spuren mit sanften Rän-dern durch plastische Verformung; Rie-fen sind scharfkantig. Häufig sind in denKäfigtaschen harte Partikel, die die Rie-fen verursachen, eingedrückt, Bild 73.
Ursache:Verschmutzter Schmierstoff; harte
Partikel setzen sich in den Käfigtaschenfest und wirken dort wie die Körner ineiner Schleifscheibe.
Abhilfe:– Auf saubere Montage achten– Abdichtung verbessern– Schmierstoff filtern
FAG 44
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
72: Riefen auf Kugeloberfläche in Woll-knäuelform
73: Fremdmaterialeinbettungen im Kä-figsteg eines Zylinderrollenlagers
70: Einzelne tiefe Riefen auf Rollen infolge von Fremdkörpern im Käfig
71: Tastschrieb zu Bild 70

3.3.4.3 Schlupfspuren
Merkmale:Gleiten der Wälzkörper, insbesondere
bei großen, schweren Rollen, z. B. invollrolligen Lagern. Aufrauhungen derLaufbahnen oder Wälzkörper. Häufigauch Materialaufreißungen und An-schmierungen. Meist nicht gleichmäßigauf der Oberfläche, sondern fleckig, Bild74 und 75. Häufig auch in Verbindungmit Mikropittings, siehe „Ermüdung in-folge schlechter Schmierung“ im Ab-schnitt 3.3.2.1.
Ursachen:– Bei zu geringer Belastung und Man-
gelschmierung Gleiten der Wälzkör-per auf den Laufbahnen. Manchmalauch zu kurze Lastzonen, dadurch Ab-bremsen der Wälzkörper in der unbe-lasteten Zone in den Käfigtaschenund anschließendes Wiederbeschleu-nigen beim Einlauf in die Lastzone.
– Schnelle Drehzahländerungen
Abhilfe:– Lager mit geringerer Tragfähigkeit
verwenden– Lager vorspannen, z. B. mit Federn– Lagerspiel verringern– Für ausreichende Belastung auch im
Probebetrieb sorgen– Verbesserung der Schmierung
45 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
74: Schlupfspuren auf Zylinderrollen
75: Schlupfschäden auf dem Innenring eines Zylinderrollenlagers
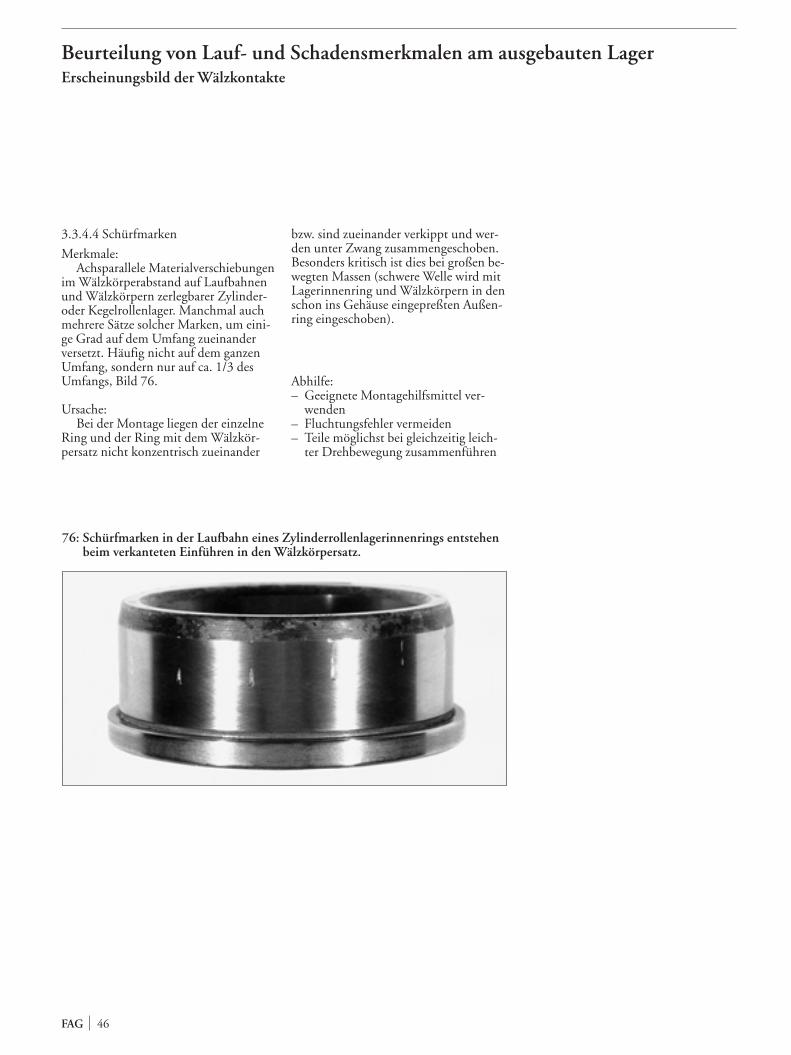
3.3.4.4 Schürfmarken
Merkmale:Achsparallele Materialverschiebungen
im Wälzkörperabstand auf Laufbahnenund Wälzkörpern zerlegbarer Zylinder-oder Kegelrollenlager. Manchmal auchmehrere Sätze solcher Marken, um eini-ge Grad auf dem Umfang zueinanderversetzt. Häufig nicht auf dem ganzenUmfang, sondern nur auf ca. 1/3 desUmfangs, Bild 76.
Ursache:Bei der Montage liegen der einzelne
Ring und der Ring mit dem Wälzkör -persatz nicht konzentrisch zueinander
bzw. sind zueinander verkippt und wer-den unter Zwang zusammengeschoben.Besonders kritisch ist dies bei großen be-wegten Massen (schwere Welle wird mitLagerinnenring und Wälzkörpern in denschon ins Gehäuse eingepreßten Außen-ring eingeschoben).
Abhilfe:– Geeignete Montagehilfsmittel ver-
wenden– Fluchtungsfehler vermeiden– Teile möglichst bei gleichzeitig leich-
ter Drehbewegung zusammenführen
FAG 46
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
76: Schürfmarken in der Laufbahn eines Zylinderrollenlagerinnenrings entstehenbeim verkanteten Einführen in den Wälzkörpersatz.
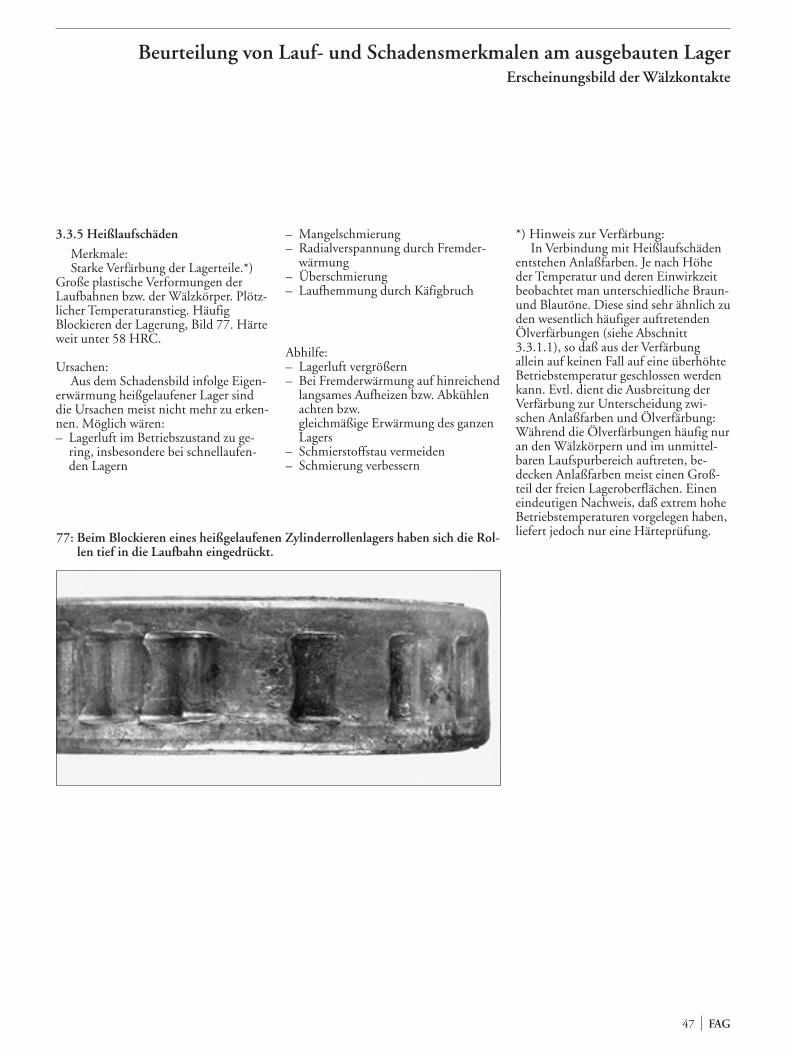
3.3.5 Heißlaufschäden
Merkmale:Starke Verfärbung der Lagerteile.*)
Große plastische Verformungen derLaufbahnen bzw. der Wälzkörper. Plötz-licher Temperaturanstieg. HäufigBlockieren der Lagerung, Bild 77. Härteweit unter 58 HRC.
Ursachen:Aus dem Schadensbild infolge Eigen -
erwärmung heißgelaufener Lager sinddie Ursachen meist nicht mehr zu erken-nen. Möglich wären:– Lagerluft im Betriebszustand zu ge-
ring, insbesondere bei schnellaufen-den Lagern
– Mangelschmierung– Radialverspannung durch Fremder-
wärmung– Überschmierung– Laufhemmung durch Käfigbruch
Abhilfe:– Lagerluft vergrößern– Bei Fremderwärmung auf hinreichend
langsames Aufheizen bzw. Abkühlenachten bzw. gleichmäßige Erwärmung des ganzenLagers
– Schmierstoffstau vermeiden– Schmierung verbessern
47 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerErscheinungsbild der Wälzkontakte
77: Beim Blockieren eines heißgelaufenen Zylinderrollenlagers haben sich die Rol-len tief in die Laufbahn eingedrückt.
*) Hinweis zur Verfärbung:In Verbindung mit Heißlaufschäden
entstehen Anlaßfarben. Je nach Höheder Temperatur und deren Einwirkzeitbeobachtet man unterschiedliche Braun-und Blautöne. Diese sind sehr ähnlich zuden wesentlich häufiger auftretendenÖlverfärbungen (siehe Abschnitt3.3.1.1), so daß aus der Verfärbung allein auf keinen Fall auf eine überhöhteBetriebstemperatur geschlossen werdenkann. Evtl. dient die Ausbreitung derVerfärbung zur Unterscheidung zwi-schen Anlaßfarben und Ölverfärbung:Während die Ölverfärbungen häufig nuran den Wälzkörpern und im unmittel -baren Laufspurbereich auftreten, be-decken Anlaßfarben meist einen Groß-teil der freien Lageroberflächen. Eineneindeutigen Nachweis, daß extrem hoheBetriebstemperaturen vorgelegen haben,liefert jedoch nur eine Härteprüfung.
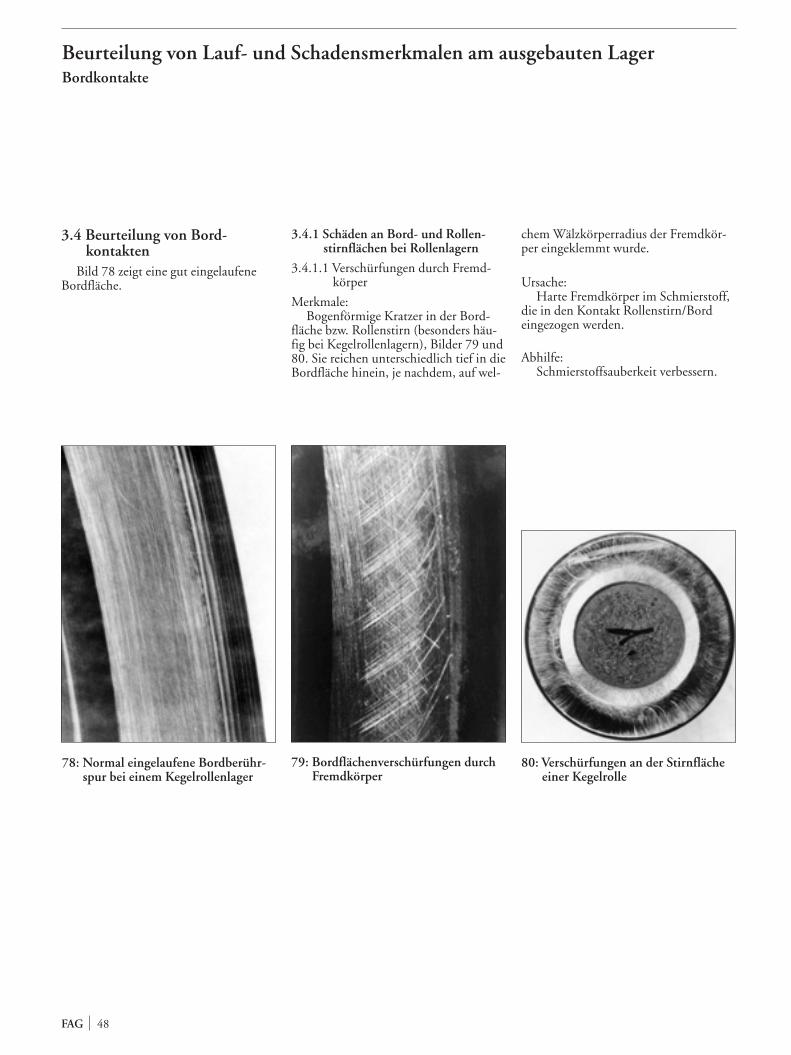
3.4 Beurteilung von Bord -kontakten
Bild 78 zeigt eine gut eingelaufeneBordfläche.
3.4.1 Schäden an Bord- und Rollen-stirnflächen bei Rollenlagern
3.4.1.1 Verschürfungen durch Fremd-körper
Merkmale:Bogenförmige Kratzer in der Bord-
fläche bzw. Rollenstirn (besonders häu-fig bei Kegelrollenlagern), Bilder 79 und80. Sie reichen unterschiedlich tief in dieBordfläche hinein, je nachdem, auf wel-
chem Wälzkörperradius der Fremdkör-per eingeklemmt wurde.
Ursache:Harte Fremdkörper im Schmierstoff,
die in den Kontakt Rollenstirn/Bordeingezogen werden.
Abhilfe:Schmierstoffsauberkeit verbessern.
FAG 48
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
80: Verschürfungen an der Stirnflächeeiner Kegelrolle
79: Bordflächenverschürfungen durchFremdkörper
78: Normal eingelaufene Bordberühr-spur bei einem Kegelrollenlager

3.4.1.2 Freßerscheinungen im Bord -kontakt
Merkmale:Bereichsweise oder großflächige Ver-
schweißungen und Aufreißungen in denBord- bzw. Rollenstirnflächen, Bilder 81und 82. Mitunter auch Schmierstoffver-kokungen in diesem Bereich. Häufig inVerbindung mit sehr hoher Belastung.
Ursachen:– Mangelschmierung bei hohen Bela-
stungen und hohen Drehzahlen(Menge oder Betriebsviskosität desSchmierstoffs zu gering)
– Mangelschmierung bei hohen Bela-stungen und niedrigen Drehzahlen,wenn kein hydrodynamischerSchmierfilm zwischen Rollenstirn undBord entsteht
– Zu starke Anstellung einer Kegelrol-lenlagerung
– Verspannung durch Wärmedehnung– Schränken der Rollen, z. B. bei Ver-
schleiß der Laufbahnen, Verkippungder Ringe oder unzureichender An-stellung, Bild 81
– Zu hohe Axiallast auf Zylinderrollen-lager
– Zu starke axiale Verspannung der In-nenringe gegen nicht plane Umbau-teile
Abhilfe:– Schmierung verbessern (Viskosität an-
heben, EP-Zusätze, Schmierstoffmen-ge erhöhen)
– Für richtige Anstellung der Lagerungsorgen
49 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
81: Schränkende Rollen haben beim Eingriff in die Bordkanten Freßverschleiß amBord erzeugt.
82: An Rollenstirn und Bord kann bei mangelnder Schmierstoffversorgung undhohen Belastungen Freßverschleiß auftreten.
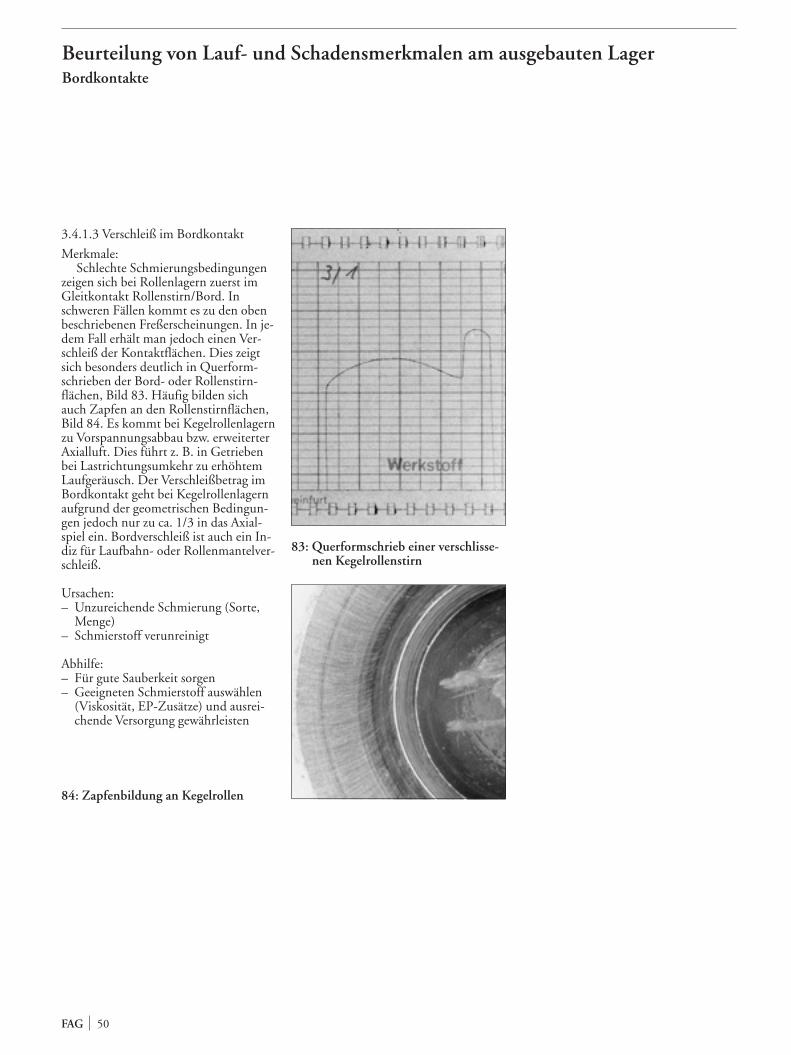
3.4.1.3 Verschleiß im Bordkontakt
Merkmale:Schlechte Schmierungsbedingungen
zeigen sich bei Rollenlagern zuerst imGleitkontakt Rollenstirn/Bord. Inschweren Fällen kommt es zu den obenbeschriebenen Freßerscheinungen. In je-dem Fall erhält man jedoch einen Ver-schleiß der Kontaktflächen. Dies zeigtsich besonders deutlich in Querform-schrieben der Bord- oder Rollenstirn-flächen, Bild 83. Häufig bilden sichauch Zapfen an den Rollenstirnflächen,Bild 84. Es kommt bei Kegelrollenlagernzu Vorspannungsabbau bzw. erweiterterAxialluft. Dies führt z. B. in Getriebenbei Lastrichtungsumkehr zu erhöhtemLaufgeräusch. Der Verschleißbetrag imBordkontakt geht bei Kegelrollenlagernaufgrund der geometrischen Bedingun-gen jedoch nur zu ca. 1/3 in das Axial-spiel ein. Bordverschleiß ist auch ein In-diz für Laufbahn- oder Rollenmantelver-schleiß.
Ursachen:– Unzureichende Schmierung (Sorte,
Menge)– Schmierstoff verunreinigt
Abhilfe:– Für gute Sauberkeit sorgen– Geeigneten Schmierstoff auswählen
(Viskosität, EP-Zusätze) und ausrei-chende Versorgung gewährleisten
FAG 50
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
83: Querformschrieb einer verschlisse-nen Kegelrollenstirn
84: Zapfenbildung an Kegelrollen
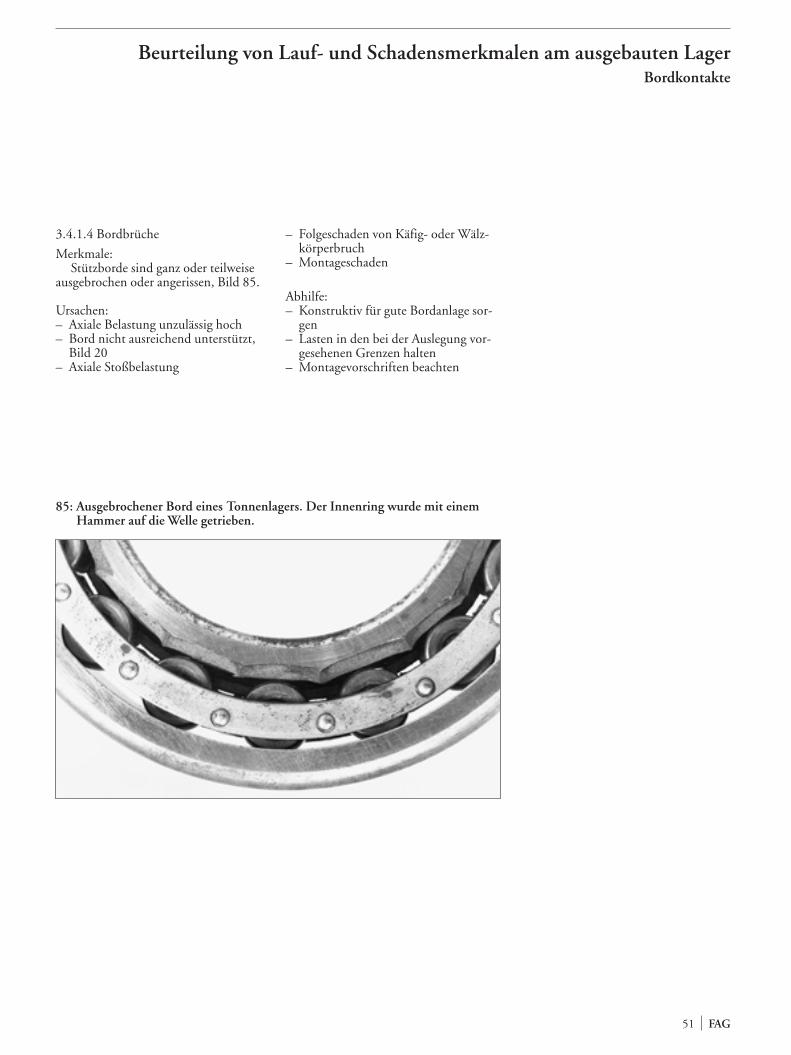
3.4.1.4 Bordbrüche
Merkmale:Stützborde sind ganz oder teilweise
ausgebrochen oder angerissen, Bild 85.
Ursachen:– Axiale Belastung unzulässig hoch– Bord nicht ausreichend unterstützt,
Bild 20– Axiale Stoßbelastung
– Folgeschaden von Käfig- oder Wälz-körperbruch
– Montageschaden
Abhilfe:– Konstruktiv für gute Bordanlage sor-
gen– Lasten in den bei der Auslegung vor-
gesehenen Grenzen halten– Montagevorschriften beachten
51 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
85: Ausgebrochener Bord eines Tonnenlagers. Der Innenring wurde mit einemHammer auf die Welle getrieben.
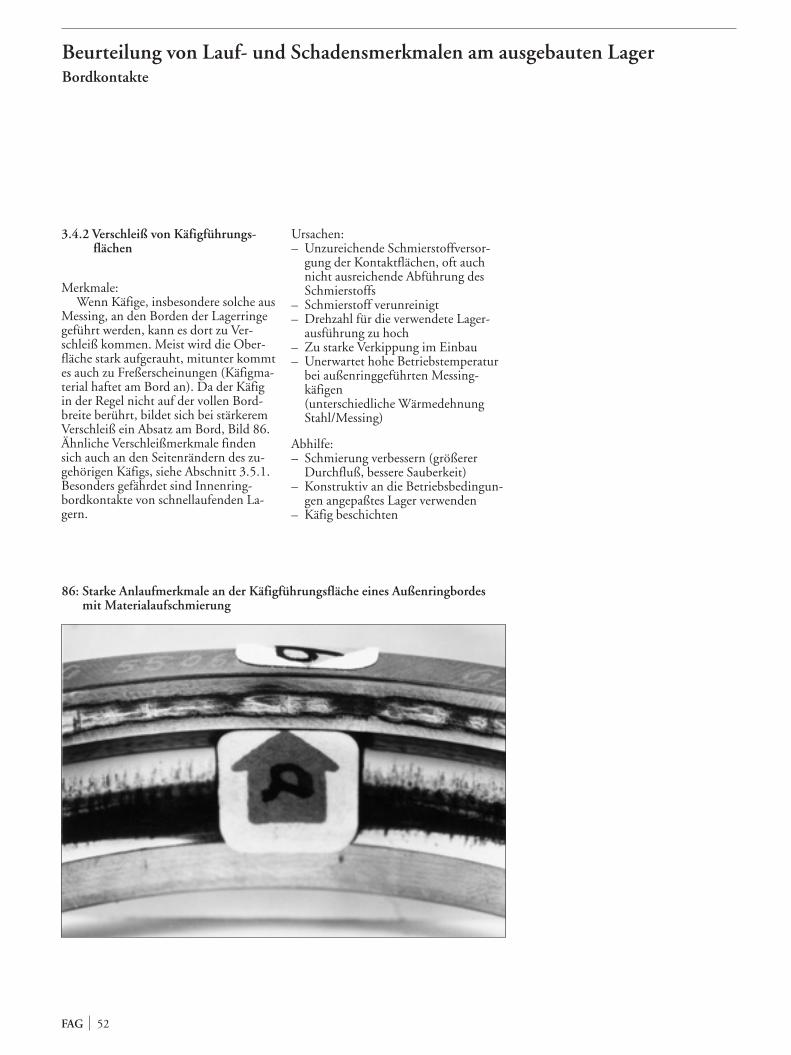
3.4.2 Verschleiß von Käfigführungs-flächen
Merkmale:Wenn Käfige, insbesondere solche aus
Messing, an den Borden der Lagerringegeführt werden, kann es dort zu Ver-schleiß kommen. Meist wird die Ober-fläche stark aufgerauht, mitunter kommtes auch zu Freßerscheinungen (Käfigma-terial haftet am Bord an). Da der Käfigin der Regel nicht auf der vollen Bord-breite berührt, bildet sich bei stärkeremVerschleiß ein Absatz am Bord, Bild 86.Ähnliche Verschleißmerkmale findensich auch an den Seitenrändern des zu-gehörigen Käfigs, siehe Abschnitt 3.5.1.Besonders gefährdet sind Innenring-bordkontakte von schnellaufenden La-gern.
Ursachen:– Unzureichende Schmierstoffversor-
gung der Kontaktflächen, oft auchnicht ausreichende Abführung desSchmierstoffs
– Schmierstoff verunreinigt– Drehzahl für die verwendete Lager-
ausführung zu hoch– Zu starke Verkippung im Einbau– Unerwartet hohe Betriebstemperatur
bei außenringgeführten Messing -käfigen (unterschiedliche WärmedehnungStahl/Messing)
Abhilfe:– Schmierung verbessern (größerer
Durchfluß, bessere Sauberkeit)– Konstruktiv an die Betriebsbedingun-
gen angepaßtes Lager verwenden– Käfig beschichten
FAG 52
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
86: Starke Anlaufmerkmale an der Käfigführungsfläche eines Außenringbordesmit Materialaufschmierung

3.4.3 Schäden an Dichtungslaufflächen
3.4.3.1 Eingearbeitete Dichtlippenlauf-spuren
Merkmale:An der Stelle des Dichtlippenanlaufs
bildet sich eine umlaufende, meist glän-zende Rille im Bord. In Verbindung da-mit häufig auch verschlissene Dichtlip-pen und am Lager Schäden in Folge ein-dringender Verschmutzung. In vielenFällen auch in Verbindung mit Korrosi-on im Dichtungsbereich, Bild 87.
Ursachen:– Extremer Schmutzanfall von außen,
insbesondere bei feuchter Umgebung.– Lippe läuft trocken.
Abhilfe:– Vordichtungen verwenden, z. B.
Schleuderscheiben.– Dichtlippe schmieren.
3.4.3.2 Verfärbung der Dichtungslauf-spur
Merkmale:Braun- oder Blaufärbung im Bereich
des Anlaufs der Dichtlippen, insbeson-dere bei Wellendichtringen. Durch über-mäßige Erwärmung kommt es zur Ver-härtung und verstärktem Verschleiß derDichtung, siehe Abschnitt 3.6.1.
Ursachen:– Starke Erwärmung der Bord- oder
Wellenfläche in Folge hoher Über-deckung bzw. hoher Anpreßkraft derDichtung
– Dichtlippenanlauf nicht ausreichendgeschmiert
Abhilfe:– Dichtlippe schmieren– Anpreßkraft zurücknehmen, soweit
für die Dichtwirkung zulässig
53 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerBordkontakte
87: Korrosion im Bereich der Dichtungslaufspur am Bord eines Schrägkugellagers
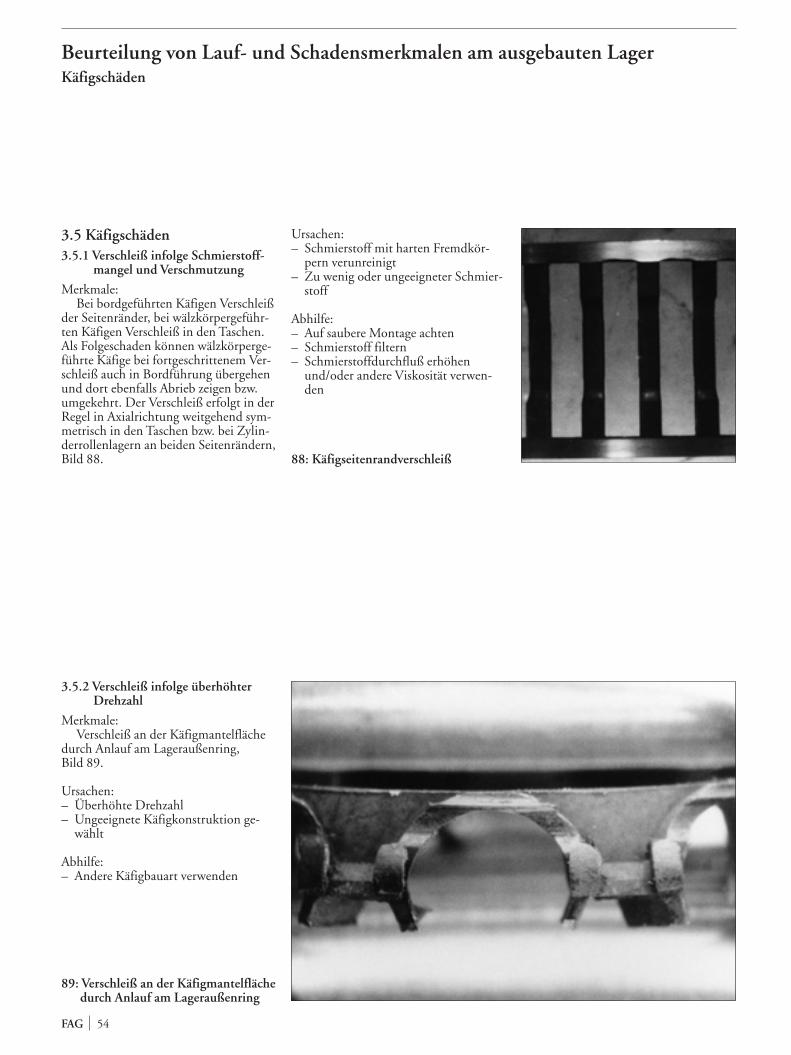
3.5 Käfigschäden3.5.1 Verschleiß infolge Schmierstoff-
mangel und Verschmutzung
Merkmale:Bei bordgeführten Käfigen Verschleiß
der Seitenränder, bei wälzkörpergeführ-ten Käfigen Verschleiß in den Taschen.Als Folgeschaden können wälzkörperge-führte Käfige bei fortgeschrittenem Ver-schleiß auch in Bordführung übergehenund dort ebenfalls Abrieb zeigen bzw.umgekehrt. Der Verschleiß erfolgt in derRegel in Axialrichtung weitgehend sym-metrisch in den Taschen bzw. bei Zylin-derrollenlagern an beiden Seitenrändern,Bild 88.
Ursachen:– Schmierstoff mit harten Fremdkör-
pern verunreinigt– Zu wenig oder ungeeigneter Schmier-
stoff
Abhilfe:– Auf saubere Montage achten– Schmierstoff filtern– Schmierstoffdurchfluß erhöhen
und/oder andere Viskosität verwen-den
FAG 54
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerKäfigschäden
88: Käfigseitenrandverschleiß
3.5.2 Verschleiß infolge überhöhterDrehzahl
Merkmale:Verschleiß an der Käfigmantelfläche
durch Anlauf am Lageraußenring, Bild 89.
Ursachen:– Überhöhte Drehzahl– Ungeeignete Käfigkonstruktion ge-
wählt
Abhilfe:– Andere Käfigbauart verwenden
89: Verschleiß an der Käfigmantelflächedurch Anlauf am Lageraußenring
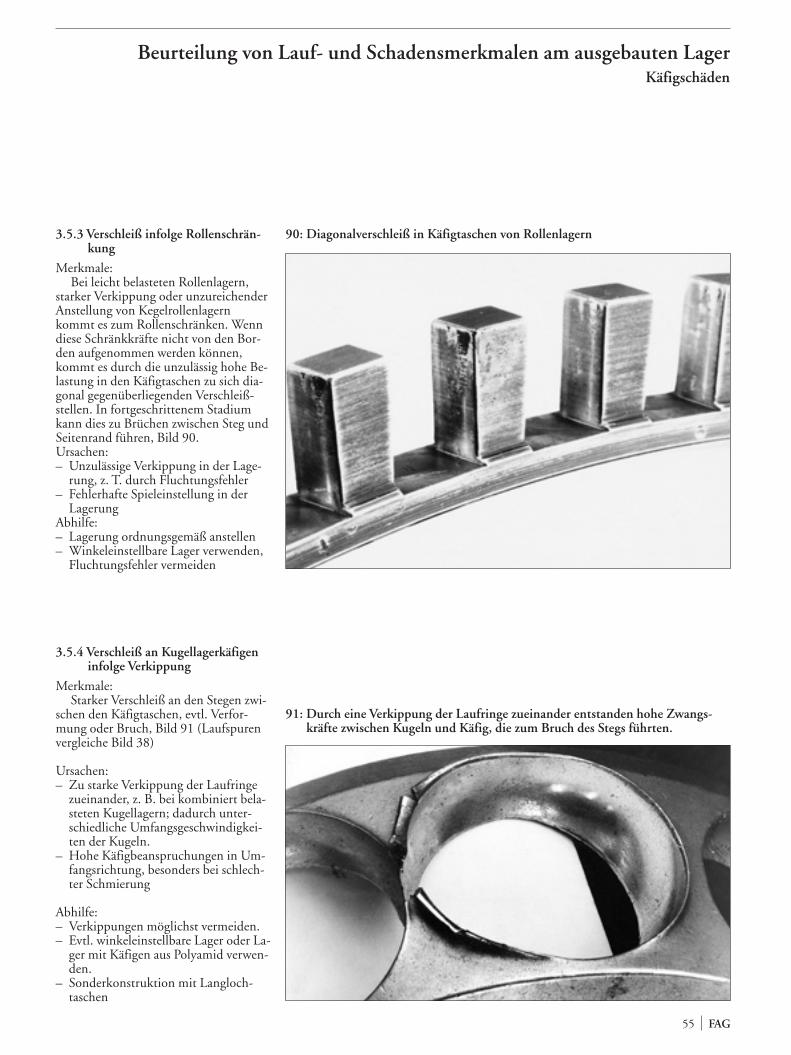
3.5.3 Verschleiß infolge Rollenschrän-kung
Merkmale:Bei leicht belasteten Rollenlagern,
starker Verkippung oder unzureichenderAnstellung von Kegelrollenlagernkommt es zum Rollenschränken. Wenndiese Schränkkräfte nicht von den Bor-den aufgenommen werden können,kommt es durch die unzulässig hohe Be-lastung in den Käfigtaschen zu sich dia-gonal gegenüberliegenden Verschleiß-stellen. In fortgeschrittenem Stadiumkann dies zu Brüchen zwischen Steg undSeitenrand führen, Bild 90.Ursachen:– Unzulässige Verkippung in der Lage-
rung, z. T. durch Fluchtungsfehler– Fehlerhafte Spieleinstellung in der
LagerungAbhilfe:– Lagerung ordnungsgemäß anstellen– Winkeleinstellbare Lager verwenden,
Fluchtungsfehler vermeiden
55 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerKäfigschäden
90: Diagonalverschleiß in Käfigtaschen von Rollenlagern
3.5.4 Verschleiß an Kugellagerkäfigeninfolge Verkippung
Merkmale:Starker Verschleiß an den Stegen zwi-
schen den Käfigtaschen, evtl. Verfor-mung oder Bruch, Bild 91 (Laufspurenvergleiche Bild 38)
Ursachen:– Zu starke Verkippung der Laufringe
zueinander, z. B. bei kombiniert bela-steten Kugellagern; dadurch unter-schiedliche Umfangsgeschwindigkei-ten der Kugeln.
– Hohe Käfigbeanspruchungen in Um-fangsrichtung, besonders bei schlech-ter Schmierung
Abhilfe:– Verkippungen möglichst vermeiden.– Evtl. winkeleinstellbare Lager oder La-
ger mit Käfigen aus Polyamid verwen-den.
– Sonderkonstruktion mit Langloch -taschen
91: Durch eine Verkippung der Laufringe zueinander entstanden hohe Zwangs-kräfte zwischen Kugeln und Käfig, die zum Bruch des Stegs führten.
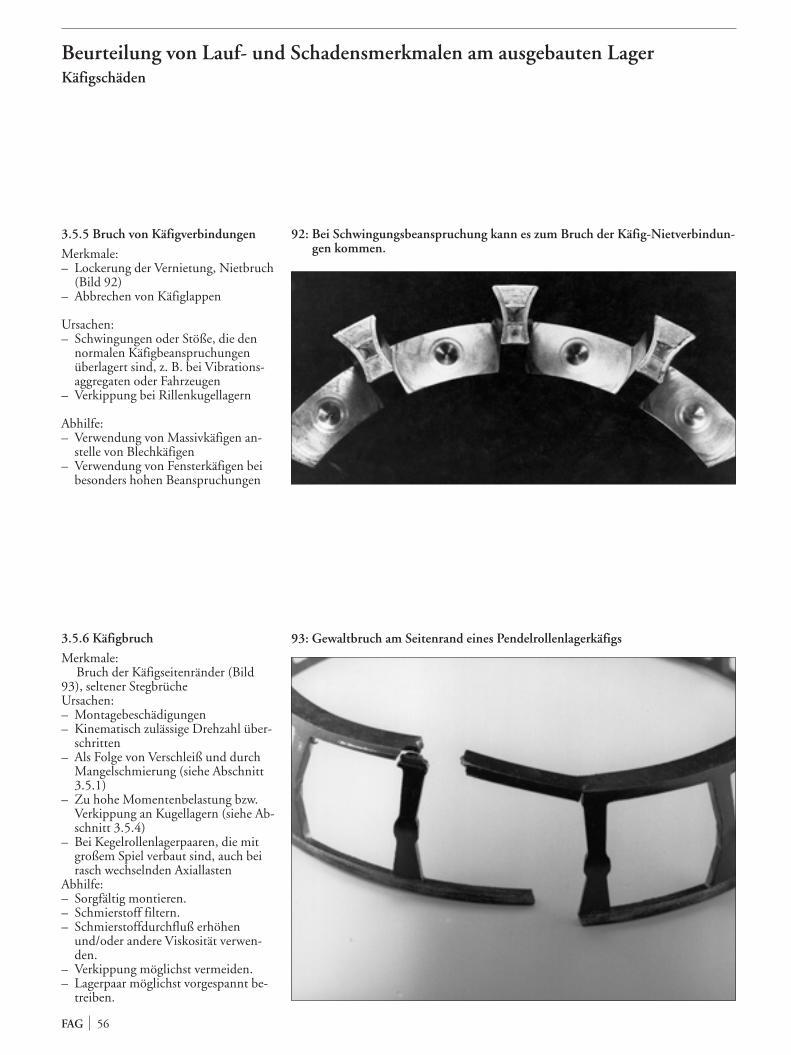
3.5.5 Bruch von Käfigverbindungen
Merkmale:– Lockerung der Vernietung, Nietbruch
(Bild 92)– Abbrechen von Käfiglappen
Ursachen:– Schwingungen oder Stöße, die den
normalen Käfigbeanspruchungenüberlagert sind, z. B. bei Vibrations-aggregaten oder Fahrzeugen
– Verkippung bei Rillenkugellagern
Abhilfe:– Verwendung von Massivkäfigen an-
stelle von Blechkäfigen– Verwendung von Fensterkäfigen bei
besonders hohen Beanspruchungen
FAG 56
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerKäfigschäden
92: Bei Schwingungsbeanspruchung kann es zum Bruch der Käfig-Nietverbindun-gen kommen.
93: Gewaltbruch am Seitenrand eines Pendelrollenlagerkäfigs3.5.6 Käfigbruch
Merkmale:Bruch der Käfigseitenränder (Bild
93), seltener StegbrücheUrsachen:– Montagebeschädigungen– Kinematisch zulässige Drehzahl über-
schritten– Als Folge von Verschleiß und durch
Mangelschmierung (siehe Abschnitt3.5.1)
– Zu hohe Momentenbelastung bzw.Verkippung an Kugellagern (siehe Ab-schnitt 3.5.4)
– Bei Kegelrollenlagerpaaren, die mitgroßem Spiel verbaut sind, auch beirasch wechselnden Axiallasten
Abhilfe:– Sorgfältig montieren.– Schmierstoff filtern.– Schmierstoffdurchfluß erhöhen
und/oder andere Viskosität verwen-den.
– Verkippung möglichst vermeiden.– Lagerpaar möglichst vorgespannt be-
treiben.

3.5.7 Schäden durch unsachgemäßeMontage
Merkmale:Bei Kunststoffkäfigen Anschmelzun-
gen, bei Metallkäfigen Kerben oder Ver-biegungen, Bilder 94 und 95.
Ursachen:– Unsachgemäße Lagererwärmung für
die Montage– Ungeeignete Montagehilfsmittel
Abhilfe:Montage nach Herstellervorschriften
durchführen (siehe z. B. FAG-Publikati-on WL 80 100 „Montage von Wälzla-gern“).
57 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerKäfigschäden
94: Angeschmolzener Kunststoffkäfig bei unsachgemäßer Erwärmung des Lagersauf einer Heizplatte
95: Metallkäfig mit Hiebmarken
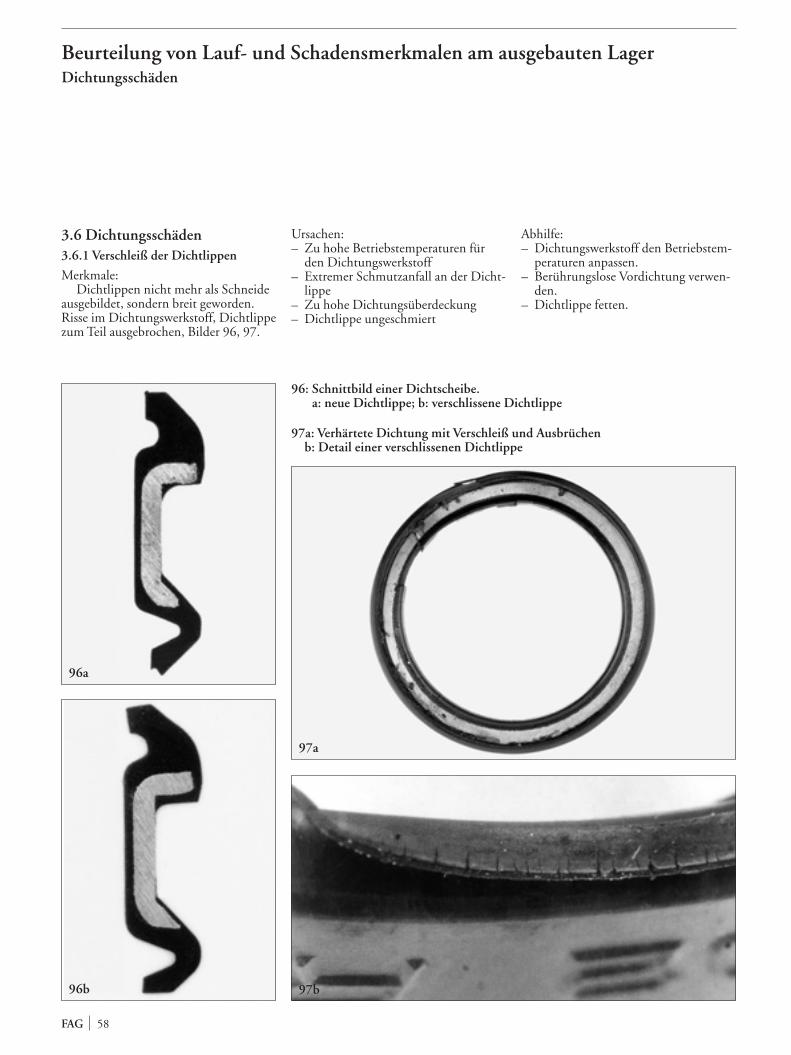
3.6 Dichtungsschäden3.6.1 Verschleiß der Dichtlippen
Merkmale:Dichtlippen nicht mehr als Schneide
ausgebildet, sondern breit geworden.Risse im Dichtungswerkstoff, Dichtlippezum Teil ausgebrochen, Bilder 96, 97.
Ursachen:– Zu hohe Betriebstemperaturen für
den Dichtungswerkstoff– Extremer Schmutzanfall an der Dicht-
lippe– Zu hohe Dichtungsüberdeckung– Dichtlippe ungeschmiert
Abhilfe:– Dichtungswerkstoff den Betriebstem-
peraturen anpassen.– Berührungslose Vordichtung verwen-
den.– Dichtlippe fetten.
FAG 58
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerDichtungsschäden
96: Schnittbild einer Dichtscheibe. a: neue Dichtlippe; b: verschlissene Dichtlippe
97a: Verhärtete Dichtung mit Verschleiß und Ausbrüchenb: Detail einer verschlissenen Dichtlippe
96a
96b 97b
97a

3.6.2 Schäden durch unsachgemäßeMontage
Merkmale:Dichtung sitzt tief, ist verbeult, ver-
färbt, zerkratzt. Dichtlippen sind umge-stülpt, Bilder 98 und 99.
Ursachen:– Falsche Montagehilfsmittel– Zu starke Erwärmung des Lagers– Dichtungen wurden zeitweilig ent-
fernt– Lager wurde mit Preßluft abgeblasen
Abhilfe:– Auf sorgfältige Montage mit geeigne-
ten Hilfsmitteln achten.– Abgedichtete Lager nie öffnen, wenn
sie anschließend noch verwendet wer-den sollen.
59 FAG
Beurteilung von Lauf- und Schadensmerkmalen am ausgebauten LagerDichtungsschäden
99: Umgestülpte Dichtlippen
98: Verbeulte Dichtung mit Verschürfungen

Bei der überwiegenden Zahl der La-gerschäden in der Praxis wird aus einerBetrachtung der Schadensmerkmale inVerbindung mit der Kenntnis der Be-triebsbedingungen die Ursache für La-gerschäden zu klären sein. Von den ver-bleibenden, zunächst unklaren Fällenwird sich für einen weiteren großen An-teil unter Zuhilfenahme eines Stereomi-kroskops die Schadensursache ermittelnlassen. Nur ein sehr kleiner Teil der La-gerausfälle verlangt eine tiefergehendeUntersuchung der Schadensmerkmalebzw. eine intensive Analyse der Einsatz-bedingungen. Bei FAG bestehen hierfürvielfältige, technisch hochentwickelte,teils sehr spezielle Untersuchungsmög-lichkeiten, die im Rahmen der For-schung und Entwicklung eingesetzt wer-den. Weil diese Untersuchungen auchkostenintensiv sein können, sind vorihrem Einsatz Kosten und Nutzen ge-geneinander abzuwägen.
In den folgenden Abschnitten werdendie wichtigsten Untersuchungsbereichemit einigen Beispielen vorgestellt.
FAG 60
Weitergehende Untersuchungsmöglichkeiten bei FAGGeometrische Vermessung
4 Weitergehende Untersuchungsmöglichkeiten bei FAG
1 mm
10 µm
begradigterKreisbogen(r = 4,053 mm)
4.1 Geometrische Vermessungvon Lagern oder Lagerteilen
FAG ist ständig bestrebt, die Ferti-gungsqualität von Wälzlagern zu stei-gern. Dazu haben wir in der Qualitätssi-cherung vor Ort und in einem eigenenLabor eine hervorragende Ausrüstungmit den verschiedensten Meßgeräten zurMaß- und Formkontrolle:– Längen- und Durchmessermessung
auf Mikrometer genau– Überprüfung von Form- und Radien-
konturen mit bis zu 100 000facherVergrößerung, Bilder 69, 100 und 101
100: Profilform einer Rillenkugellagerlaufbahn mit Verschleißrille (Laufbahn-krümmung vom Meßgerät kompensiert)
101: Form Talysurf
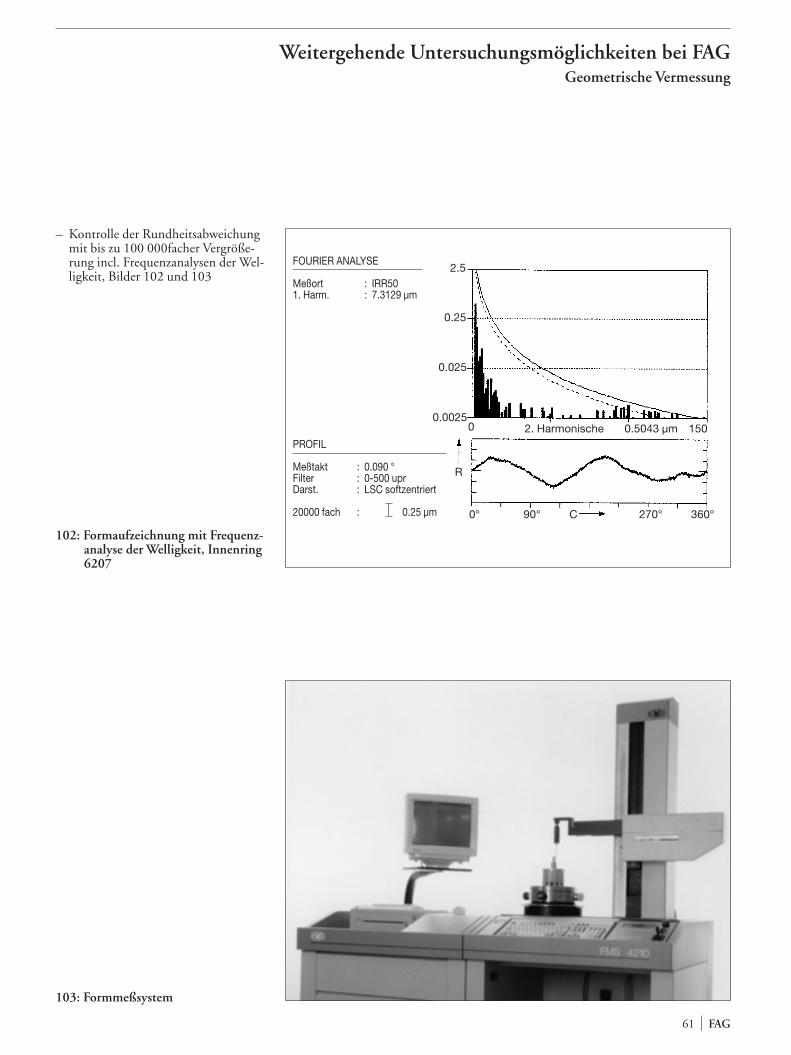
61 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGGeometrische Vermessung
– Kontrolle der Rundheitsabweichungmit bis zu 100 000facher Vergröße-rung incl. Frequenzanalysen der Wel-ligkeit, Bilder 102 und 103
102: Formaufzeichnung mit Frequenz-analyse der Welligkeit, Innenring6207
103: Formmeßsystem
FOURIER ANALYSE
Meßort : IRR501. Harm. : 7.3129 µm
PROFIL
Meßtakt : 0.090 °Filter : 0-500 uprDarst. : LSC softzentriert
20000 fach : 0.25 µm
2.5
0.25
0.025
0.0025
R
0 2. Harmonische 0.5043 µm 150
0° 90° C 270° 360°

– Rauheitsmessungen im Bereich bis zuhundertstel Mikrometern, Bild 104
– Kontrolle von Form- und Lagetole-ranzen auf Formmeßsystemen (FMS)und Koordinatenmeßmaschinen auchan sehr unregelmäßig geformten Bau-teilen, wie z. B. Gußgehäusen, Bild105
– Überprüfung von Lagerspielwertenund Rundlaufgenauigkeiten an Ein-zelteilen
FAG 62
104: Rauheitsmeßschrieb mit Kenn-werten
105: Koordinatenmeßmaschine
Weitergehende Untersuchungsmöglichkeiten bei FAGGeometrische Vermessung

4.2 Schmierstoffanalysen undSchmierstoffprüfungen
Zur Untersuchung der Qualität undder Eignung von Schmierstoffen für denEinsatz in Wälzlagern unterhält FAG La-bors und ein Prüffeld. Laboranalysenvon Schmierstoffen aus ausgefallenenLagern liefern oft die entscheidendenAussagen zur Klärung der Ausfallursa-che. Wichtige Untersuchungsmöglich-keiten sind:– Menge und Art der Verunreinigungen
• fest, Bild 106a• flüssig (Feuchtigkeit)
– Antioxidans-Verbrauch– Alterung, Bild 106b– Viskositätsänderung– Additivgehalt (Verrringerung/Abbau)– Öl-Seifenverhältnis bei Fetten– Bestimmung von Art und Sorte des
Schmierstoffs, z. B. zum Nachweisvon Schmierstoffvermischungen beimNachschmieren, Bild 106b
Für zuverlässige Aussagen aufgrund derSchmierstoffuntersuchung ist jedocheine geeignete Probenentnahme die we-sentliche Voraussetzung (siehe Abschnitt2.2). Aus den Ergebnissen der Analysenvon Verunreinigungen kann fast immerauf deren Herkunft geschlossen werden.So erhält man z. B. direkte Hinweise aufmögliche Abstellmaßnahmen gegen Ver-schleiß. Ebenso lassen sich aus derKenntnis des allgemeinen Zustands ei-nes Öles oder Fettes nach einer be-stimmten Laufzeit Rückschlüsse aufsinnvolle Ölwechselfristen oder Neube-fettung ziehen.
63 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGSchmierstoffanalysen und Schmierstoffprüfungen
106a: Untersuchungen von Verunreinigungen, ICP-AES-Analyse
106 b: FT-IR-Analyse von Schmierstoff
Element Faktor Offset Tiefprobe Hochprobemin max min max
Kobalt 228,616 1,673 268 962 415 179515 107157Mangan 257,610 1,318 -76 -121 -34 67816 51496Chrom 267,716 1,476 381 669 195 76696 51688Kupfer 324,754 0,834 -471 80 660 2297 3316Molybdän 281,615 1,073 -17 89 99 47781 44543Nickel 231,604 1,778 4 114 62 38487 21640Vanadium 311,071 0,937 -37 5 45 64228 68560Wolfram 400,875 0,742 -16 4 26 14129 19053Silicium 251,611 2,173 310 509 92 2385 955
Probe: Verunreinigungen in Schmierstoffen Methode: Stahl 1 M(3)
Co Mn Cr Cu Mo Ni V W Si
x .0107 0.636 1.412 0.185 0.797 0.271 .327 .002 0.359 %
s .0004 .0002 .011 .0002 .0032 .0063 .0007 .0099 .0006
sr 4.11 0.67 0.03 1.18 0.40 2.31 0.22 57.44 0.06
FAG OEM und Handel AG Forschung und EntwicklungOHT-L-1/Schmierfette und
DIN ISO 9001 zertifiziert Org. Analytik, W. WolzProdukt: Konservierungsöl, frisch (oben, grün) lfd. IR-Nr.: 901495/901496
Konservierungsöl, gebraucht (unten, rot) Prüfdatum: 03.05.1990WE/Charge: Muster vom 26.04.1990/- / dito n. Oxbombe 31.05.1990Eingangsdatum: 26.04.1990 Scan-Anzahl: 4Schichtdicke: 67.98 µm / 68.04 µm Auflösung: 2 cm–1Gerät: Perkin Elmer FT-IR 1725 X Prüfer: Ch. Hassiotis
Frischöl
gebrauchtes Öl
4000.03500 3000 2500 1800 1600 1400 1200 1000 800 600
400.02000.0
Wellen-länge
Mitunter kommen in speziellen Ein-satzfällen auch neue Schmierstoffe zumEinsatz, über deren Eignung zurSchmierung von Wälzlagern noch keineKenntnisse vorliegen. Um die Eigen-schaften solcher Fette und Öle zu über-prüfen, wurden von FAG Prüfständeentwickelt, die inzwischen genormt sindund auch in der Schmierstoffindustriezur Überprüfung neuer Produkte heran-gezogen werden, Bild 107.
FAG 64
107: Prüfstand zur Ermittlung der Qualität von Schmierstoffen
Weitergehende Untersuchungsmöglichkeiten bei FAGSchmierstoffanalysen und Schmierstoffprüfungen
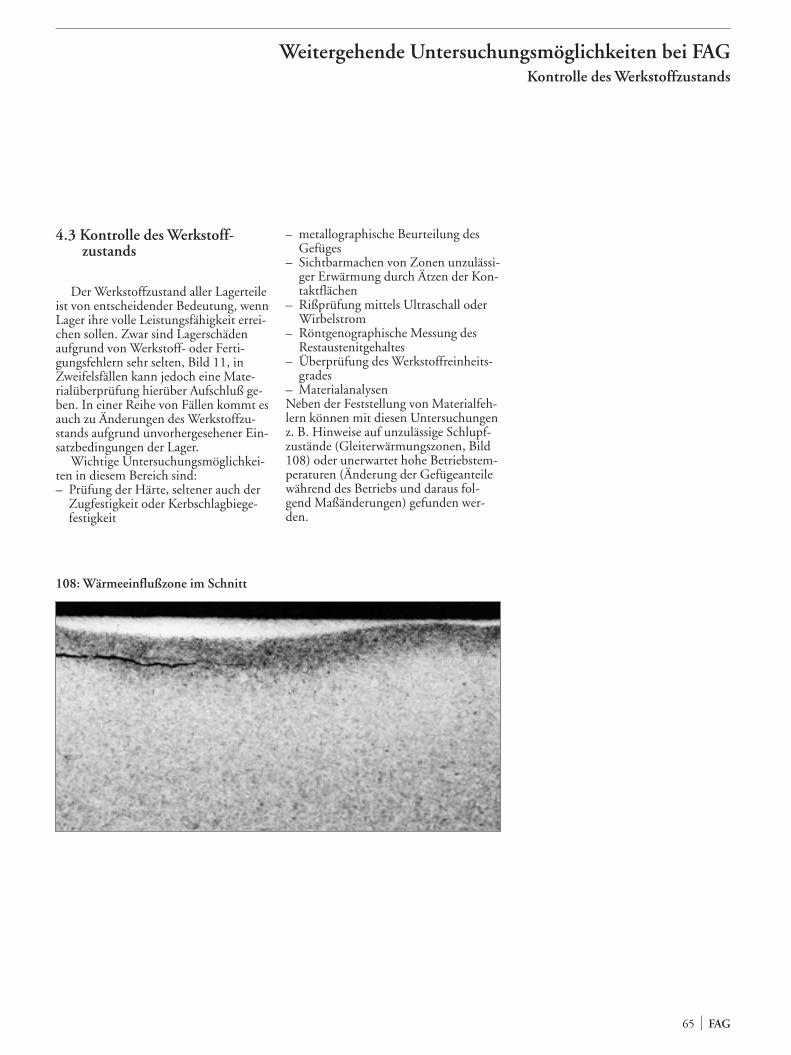
4.3 Kontrolle des Werkstoff -zustands
Der Werkstoffzustand aller Lagerteileist von entscheidender Bedeutung, wennLager ihre volle Leistungsfähigkeit errei-chen sollen. Zwar sind Lagerschädenaufgrund von Werkstoff- oder Ferti-gungsfehlern sehr selten, Bild 11, inZweifelsfällen kann jedoch eine Mate-rialüberprüfung hierüber Aufschluß ge-ben. In einer Reihe von Fällen kommt esauch zu Änderungen des Werkstoffzu-stands aufgrund unvorhergesehener Ein-satzbedingungen der Lager.
Wichtige Untersuchungsmöglichkei-ten in diesem Bereich sind:– Prüfung der Härte, seltener auch der
Zugfestigkeit oder Kerbschlagbiege -festigkeit
– metallographische Beurteilung desGefüges
– Sichtbarmachen von Zonen unzulässi-ger Erwärmung durch Ätzen der Kon-taktflächen
– Rißprüfung mittels Ultraschall oderWirbelstrom
– Röntgenographische Messung desRestaustenitgehaltes
– Überprüfung des Werkstoffreinheits-grades
– MaterialanalysenNeben der Feststellung von Materialfeh-lern können mit diesen Untersuchungenz. B. Hinweise auf unzulässige Schlupf-zustände (Gleiterwärmungszonen, Bild108) oder unerwartet hohe Betriebstem-peraturen (Änderung der Gefügeanteilewährend des Betriebs und daraus fol-gend Maßänderungen) gefunden wer-den.
65 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGKontrolle des Werkstoffzustands
108: Wärmeeinflußzone im Schnitt

4.4 RöntgenfeinstrukturanalyseDie röntgenographische Bestimmung
der Gitterstruktur (vgl. Messung desRestaustenitgehalts im Abschnitt 4.3) erlaubt auch sehr wichtige Schlüsse aufdie im Material „eingefrorenen“ Eigen-spannungen und auf die ihnen zugrun-deliegenden Beanspruchungen. Damitkann in besonders kritischen Schadens-fällen, wenn die tatsächliche Lastsituati-on rechnerisch nicht erfaßbar ist, an ge-laufenen Lagern die tatsächliche Bela-stung mit guter Näherung ermittelt wer-den. Voraussetzung ist jedoch, daß diespezifischen Laufbahnbeanspruchungenüber längere Zeit ein Niveau von etwa 2 500 N/mm2 erreichen, denn erst ober-halb dieser Lasthöhe kommt es zu plasti-schen Verformungen des Werkstoffgit-ters, die sich mittels Röntgenbeugungnachweisen bzw. quantifizieren lassen,Bild 109. Eine ausführliche Darstellungder Funktionsweise dieser Eigenspan-nungsbestimmung und der Beanspru-chungsermittlung findet man z. B. imAufsatz „Schadensuntersuchung durchRöntgenfeinstrukturanalyse“ in „Scha-denskunde im Maschinenbau“, ExpertVerlag 1990. Hier nur eine kurze Zu-sammenfassung.
Aus den mittels Röntgenbeugung ge-messenen Gitterdehnungen kann auf diepunktuell (Größenordnung einige Qua-dratmillimeter Oberfläche, 1/100 Milli-meter Tiefe) vorhandenen Eigenspan-nungen zurückgerechnet werden. Durchelektrochemisches Abtragen der Ober-fläche wird die Messung schichtweise fürverschiedene Tiefen unter der Laufbahneines Lagerringes durchgeführt. Man er-hält einen Verlauf in der Art von Bild110. Aus der Gesamtverformungstiefeund aus der Tiefe, in der das Spannungs-maximum auftritt, kann einerseits aufdie Höhe der maximalen äußeren Bela-stung geschlossen werden sowie anderer-seits auf den Anteil einer möglichenGleitbeanspruchung in der Laufbahn.Dies sind mitunter wichtige Hinweiseauf Schadensursachen, insbesonderewenn die gemessenen Werte deutlichvon den rechnerisch erwarteten abwei-chen.
FAG 66
Weitergehende Untersuchungsmöglichkeiten bei FAGRöntgenfeinstrukturanalyse
109: Einrichtung zur Röntgenfeinstrukturanalyse
110: Mit Hilfe der Röntgenfeinstrukturanalyse ermittelter Eigenspannungsver-lauf; zusätzlich hoher Tangentialkraftanteil im Außenring 6207E, keine er-höhte Beanspruchung im Vergleichslager 6303E
0
AR 6306E
AR 6207E
Tiefe unter der Oberfläche in mm
Eig
ensp
annu
ng in
N/m
m2
200
0
-200
-400
-600
-800
-1 000
-1 2000,2 0,4 0,6 0,8 1
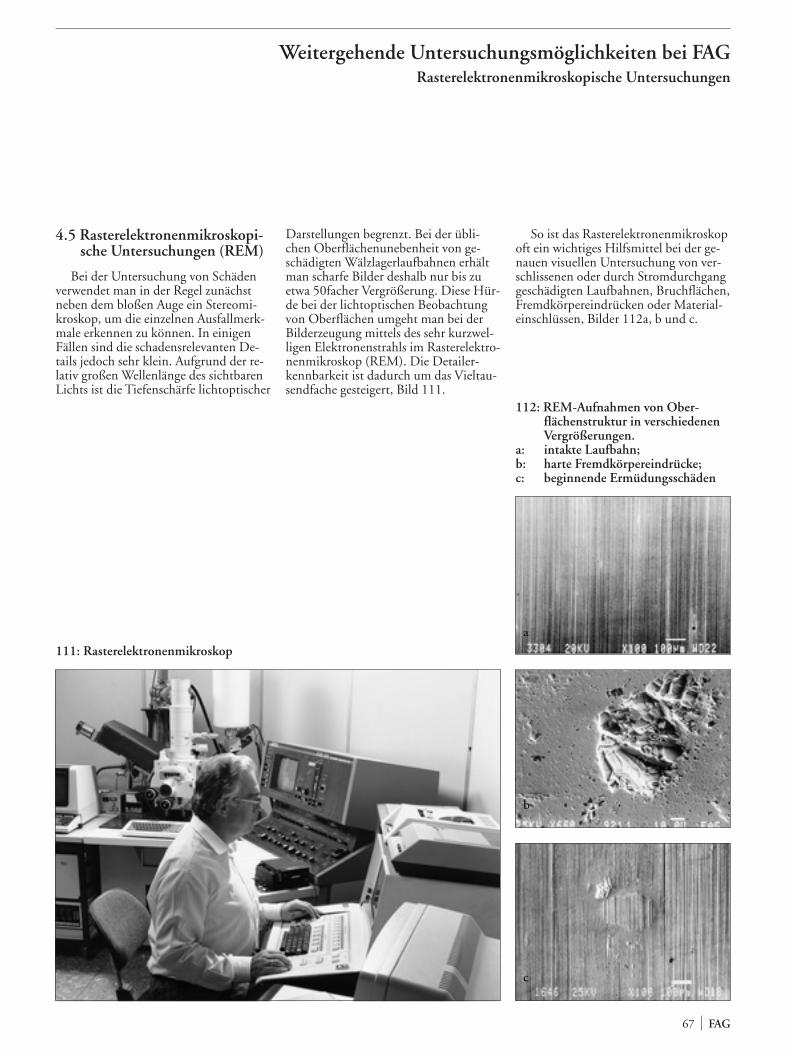
4.5 Rasterelektronenmikroskopi-sche Untersuchungen (REM)
Bei der Untersuchung von Schädenverwendet man in der Regel zunächstneben dem bloßen Auge ein Stereomi-kroskop, um die einzelnen Ausfallmerk-male erkennen zu können. In einigenFällen sind die schadensrelevanten De-tails jedoch sehr klein. Aufgrund der re-lativ großen Wellenlänge des sichtbarenLichts ist die Tiefenschärfe lichtoptischer
Darstellungen begrenzt. Bei der übli-chen Oberflächenunebenheit von ge-schädigten Wälzlagerlaufbahnen erhältman scharfe Bilder deshalb nur bis zuetwa 50facher Vergrößerung. Diese Hür-de bei der lichtoptischen Beobachtungvon Oberflächen umgeht man bei derBilderzeugung mittels des sehr kurzwel-ligen Elektronenstrahls im Rasterelektro-nenmikroskop (REM). Die Detailer-kennbarkeit ist dadurch um das Vieltau-sendfache gesteigert, Bild 111.
So ist das Rasterelektronenmikroskopoft ein wichtiges Hilfsmittel bei der ge-nauen visuellen Untersuchung von ver-schlissenen oder durch Stromdurchganggeschädigten Laufbahnen, Bruchflächen,Fremdkörpereindrücken oder Material-einschlüssen, Bilder 112a, b und c.
67 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGRasterelektronenmikroskopische Untersuchungen
112: REM-Aufnahmen von Ober-flächenstruktur in verschiedenenVergrößerungen.
a: intakte Laufbahn; b: harte Fremdkörpereindrücke; c: beginnende Ermüdungsschäden
111: Rasterelektronenmikroskopa
b
c
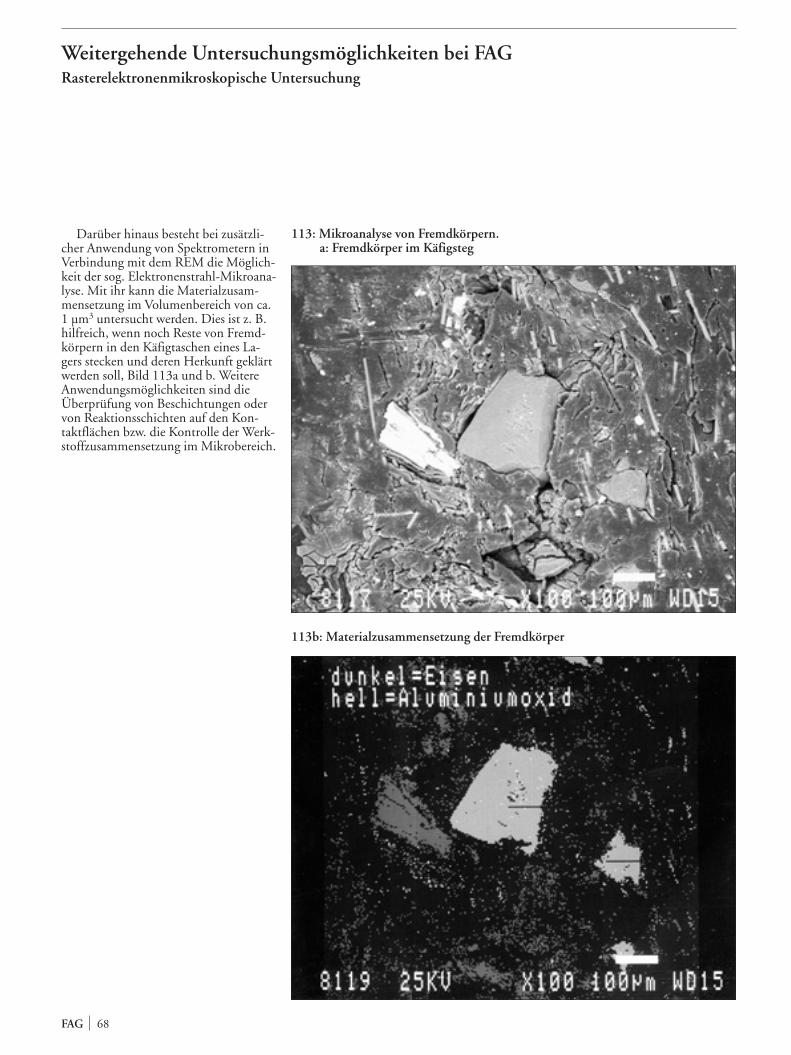
Darüber hinaus besteht bei zusätzli-cher Anwendung von Spektrometern inVerbindung mit dem REM die Möglich-keit der sog. Elektronenstrahl-Mikroana-lyse. Mit ihr kann die Materialzusam-mensetzung im Volumenbereich von ca.1 µm3 untersucht werden. Dies ist z. B.hilfreich, wenn noch Reste von Fremd-körpern in den Käfigtaschen eines La-gers stecken und deren Herkunft geklärtwerden soll, Bild 113a und b. WeitereAnwendungsmöglichkeiten sind dieÜberprüfung von Beschichtungen odervon Reaktionsschichten auf den Kon-taktflächen bzw. die Kontrolle der Werk-stoffzusammensetzung im Mikrobereich.
FAG 68
Weitergehende Untersuchungsmöglichkeiten bei FAGRasterelektronenmikroskopische Untersuchung
113b: Materialzusammensetzung der Fremdkörper
113: Mikroanalyse von Fremdkörpern. a: Fremdkörper im Käfigsteg

4.6 BauteilversucheIm Entwicklungsbereich von FAG
werden eine Vielzahl von Prüfständenzur Überprüfung der Leistungsfähigkeitneu ausgelegter Produkte eingesetzt. Ineinigen Fällen können derartige Versu-che auch zur Klärung der Ursache vonLagerschäden genutzt werden. Zu nen-nen sind hier auf der einen Seite direkteVersuche an Kundenaggregaten, z. B.Verformungs- oder Schwingungsmes-sungen an Maschinen, auf der anderenSeite aber auch Dichtheitsprüfungen,Messungen des Reibungsmoments oderLebensdauertests auf Prüfständen, Bilder114 und 115. Die Prüfungen werdenunter definierten Bedingungen durchge-führt, bei denen die zu erwartenden Er-gebnisse mit sehr hoher Zuverlässigkeitvorhersehbar sind. Erfüllen die Lager imExperiment die Anforderungen, so mußsich die weitere Untersuchung des Scha-densfalls auf die Überprüfung dertatsächlichen Betriebsbedingungen kon-zentrieren (unerwartete Zusatzbelastun-gen, Zwänge vom Einbau usw.). Falls dieLager nach unerwartet kurzen Laufzei-ten ausfallen, so bieten die Prüfständedurch ihre technischen Überwachungs-einrichtungen die Möglichkeit, Schädenim Entstehungsstadium zu erkennen,was in der Praxis häufig ein Problem dar-stellt, aber für die Ursachenfindung oftentscheidend ist.
69 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGBauteilversuche
114: Prüfstand zur Erprobung der Wirksamkeit von Wälzlagerdichtungen
FAG 70
Weitergehende Untersuchungsmöglichkeiten bei FAGBauteilversuche
115: Prüfstand zur Simulation der Betriebsbeanspruchungen von Pkw-Radlagern
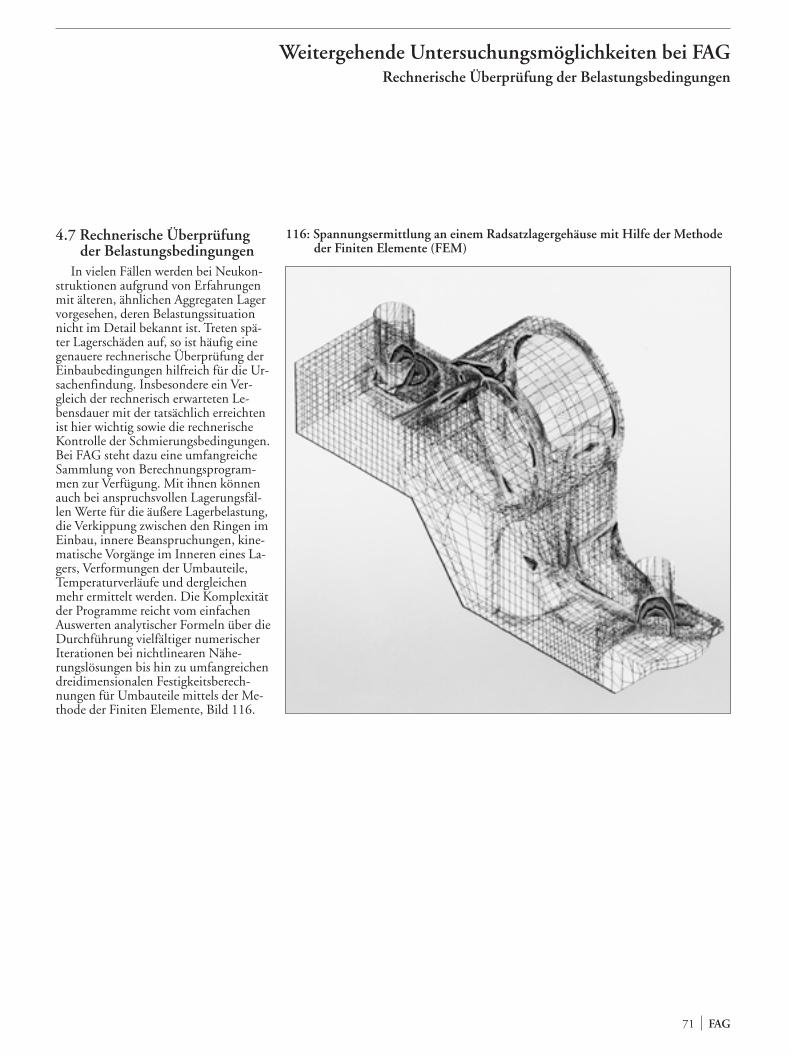
4.7 Rechnerische Überprüfungder Belastungsbedingungen
In vielen Fällen werden bei Neukon-struktionen aufgrund von Erfahrungenmit älteren, ähnlichen Aggregaten Lagervorgesehen, deren Belastungssituationnicht im Detail bekannt ist. Treten spä-ter Lagerschäden auf, so ist häufig einegenauere rechnerische Überprüfung derEinbaubedingungen hilfreich für die Ur-sachenfindung. Insbesondere ein Ver-gleich der rechnerisch erwarteten Le-bensdauer mit der tatsächlich erreichtenist hier wichtig sowie die rechnerischeKontrolle der Schmierungsbedingungen.Bei FAG steht dazu eine umfangreicheSammlung von Berechnungsprogram-men zur Verfügung. Mit ihnen könnenauch bei anspruchsvollen Lagerungsfäl-len Werte für die äußere Lagerbelastung,die Verkippung zwischen den Ringen imEinbau, innere Beanspruchungen, kine-matische Vorgänge im Inneren eines La-gers, Verformungen der Umbauteile,Temperaturverläufe und dergleichenmehr ermittelt werden. Die Komplexitätder Programme reicht vom einfachenAuswerten analytischer Formeln über dieDurchführung vielfältiger numerischerIterationen bei nichtlinearen Nähe-rungslösungen bis hin zu umfangreichendreidimensionalen Festigkeitsberech-nungen für Umbauteile mittels der Me-thode der Finiten Elemente, Bild 116.
71 FAG
Weitergehende Untersuchungsmöglichkeiten bei FAGRechnerische Überprüfung der Belastungsbedingungen
116: Spannungsermittlung an einem Radsatzlagergehäuse mit Hilfe der Methodeder Finiten Elemente (FEM)

Notizen

wl 8
2 10
2/2
DA
/ 2
0130
62 /
Pri
nted
in G
erm
any
by m
ande
lkow
Schaeffler Technologies
AG & Co. KG
Georg-Schäfer-Straße 30
97421 Schweinfurt
Internet www.fag.de
E-Mail [email protected]
In Deutschland:
Telefon 0180 5003872
Telefax 0180 5003873
Aus anderen Ländern:
Telefon +49 9721 91-0
Telefax +49 9721 91-3435
Alle Angaben wurden sorgfältig erstellt
und überprüft. Für eventuelle Fehler
oder Unvollständigkeiten können wir
jedoch keine Haftung übernehmen.
Technische Änderungen behalten wir
uns vor.
© Schaeffler Technologies AG & Co. KG
Ausgabe: 2013, Juni
Nachdruck, auch auszugsweise, nur mit
unserer Genehmigung.
WL 82 102/2 D-D







