edle druckprodukte im hybridverfahren - kba.com · ohne die nachteile der doppellackierung oder des...
TRANSCRIPT

w w w . k b a - p r i n t . c o m
3Ausgabe 1/2006
V E R FA H R E N | P R A X I S | P E R S P E K T I V E N
Aus dem InhaltAnwendung von Hybriddruckfarben, Öldrucklacken und UV-härtenden Lacken im Bogenoffsetdruck
Accr
edite
d For HybridPrinting.
Product No.:
destens Glanzwerte wie im reinen UV-Druck erzielt.Eine vollflächige UV-Lackierung in Kombination mitmattem oder granulierendem Öldrucklack, der imOffsetpasser aufgebracht wird, erlaubt in kostengünsti-ger Weise das Erzeugen interessanter Glanzkontrast-effekte. Dabei sind der Fantasie der Drucksachenge-stalter kaum Grenzen gesetzt, der Anwender kann neueGeschäftsfelder erschließen. Hybrid ist mittlerweile fürdie meisten Marktsegmente des Bogenoffsetdrucks ein-setzbar und bietet gute Chancen, neue Kunden zugewinnen.Vereinfacht ausgedrückt, ermöglicht das Hybridver-fahren hervorragende und vielfältige Inline-Effekte,ohne die Nachteile der Doppellackierung oder des rei-nen UV-Drucks in Kauf nehmen zu müssen. Welchekonkreten Einsparpotenziale, Qualitätsvorteile undAnwendungsgebiete sich dem Drucker damit erschlie-ßen, möchte diese Ausgabe von „KBA Process“objektiv darlegen. Sie erläutert den aktuellen Stand derHybridtechnologie, deren problemloses Funktionierenvor allem von der Auswahl der richtigen, d.h. erprobtenund aufeinander abgestimmten Materialien abhängt.KBA bestimmt die Entwicklung der Hybridveredelungvon Anfang an entscheidend mit – viel Know-how undErfahrung von KBA, seiner Partner und Kunden sind indie Broschüre eingeflossen.
KBAVorwort 2
Grundlagen Farbe und LackTrocknungseffekte 3KBA-Trocknersysteme 6Philosophien 10Wechselwirkungen 11Testmethoden 14
UV-TechnologieUV-Strahler 15Resistenzanforderungen 18Drucktücher und Waschmittel 22Anforderungen an Papier 24Anforderungen an Hybridfarben 26Anforderungen an UV-Lacke 28
GlanzveredelungsverfahrenGlanz 30Offline-Veredelung 31Inline-Veredelung 32
Stand der HybridtechnologieRückblick 36fogra-Test 39Wirtschaftlichkeit 44Wasserlose Hybridfarben 47
UmweltEmissionsprüfung 49IPA-freies Feuchtmittel 51
HandlingBedienbarkeit und Praxistipps 53
AnwendungenPraxisbeispiele 58
Impressum 63Ressourcen und Partner 29
Der Begriff hybrid kommt aus dem Lateinischen undbedeutet „aus Verschiedenem zusammengesetzt“.Gebräuchlich ist er z.B. bei Pflanzenkreuzungen(Hybridzüchtung) oder im Automobilbau bei kombinier-tem Verbrennungs- und Elektroantrieb (Hybridmotor).Im Bogenoffset werden heute in der Regel Druck-maschinen als Hybridmaschinen bezeichnet, diesowohl für den Druck mit Hybriddruckfarben und UV-Endlackierung als auch für den Druck mit konventionel-len Offsetfarben und Dispersionslack ausgestattet sind.Ohne Austausch von Gummiwalzen, Drucktüchern undTrocknermodulen ist jederzeit problemlos der Wechselzwischen beiden Betriebsarten möglich.Hybriddruckfarben vereinigen in sich zweierlei che-mische Trocknungseffekte: Wie konventionelle ölbasie-rende Druckfarben können sie oxidativ trocknen undteilweise in den Bedruckstoff wegschlagen, wie UV-här-tende Druckfarben sprechen sie jedoch ebenso auf dieWirkung von UV-Strahlern an. Deswegen und aufGrund des Betriebsartwechsels verfügen Hybrid-maschinen über IR-, Heißluft- und UV-Trocknermodule.Die Hybridveredelung ist ein sehr wirtschaftliches,vielseitiges, und qualitativ hochwertiges Inline-Verede-lungsverfahren, das zugleich eine Möglichkeit zumEinstieg in die UV-Technologie bietet. Durch Überlackie-ren von Hybridfarben mit UV-Lack werden heute min-
Edle Druckprodukte im Hybridverfahren

Editorial
2 Process 3 | 2006
Verehrte Kunden und Freunde unseres Hauses,
nachdem die Publikation KBA Process 2 zum Themenbereich „Wasserloserund zonenschraubenloser Offset“ in der Fachwelt viel positive Resonanzgefunden hat und nahezu vergriffen ist, greift die aktuelle Ausgabe KBAProcess 3 mit der „Druckveredelung im Hybridverfahren“ erneut einThema auf, bei dem KBA ein wesentlicher Initiator und Treiber einerEntwicklung war, die am Markt immer mehr Anhänger findet und neueverfahrenstechnische Möglichkeiten im Bogenoffset geschaffen hat.
Grundlage des so genannten Hybridverfahrens ist die Kombinationmoderner Verbrauchsmaterialien (Hybridfarben und geeignete Lacke) mithochentwickelter Maschinentechnik und speziellem drucktechnischenKnow-how. KBA hat die Anwendung dieses Verfahrens vor etwa sechsJahren in Europa initiiert, die Hybridtechnologie zusammen mit engagier-ten Partnern aus der Farben- und Lackindustrie permanent weiterentwi-ckelt, die wirtschaftlichen und produktionstechnischen Vorteile übereinen mehrjährigen Zeitraum gegen mancherlei Widerstände auf Messen,Veranstaltungen und in den Fachmedien konsequent kommuniziert undletztendlich mit großem Erfolg auf den Markt gebracht. Von der eigentli-chen Markteinführung zur drupa 2000 bis heute wurden mehr als 250KBA Rapida-Hybridmaschinen vom Halb- bis zum Supergroßformat ver-kauft. Die meisten Hybrid-Rapidas mit fünf oder mehr Farbwerken,Lackturm für UV- und Dispersionslack und Auslageverlängerung für IR/Thermoluft- und UV-Endtrocknung sind schon seit längerem inProduktion. Viele Hybridanwender haben mit den ausgesprochen vielfäl-tigen, in dieser Publikation im Detail erläuterten, Veredelungsvariantenneue Kunden gewonnen, Agenturen von den erweiterten, aber bezahlba-ren Kreativitätsspielräumen der Hybridtechnik überzeugt oder dieseselbst mit herausragenden Druckmustern erfolgreich für die Kunden-akquisition genutzt.
Und es sind heute längst nicht mehr nur Rapida-Maschinen, die imHybridverfahren produzieren. Auch andere Marken sind inzwischen aufden immer schneller in Fahrt gekommenen Hybrid-Zug aufgesprungenund werben so selbstverständlich damit, als hätte es nie etwas anderesgegeben. Mutige Pioniere bleiben eben nicht ewig alleine, wenn sieerfolgreich sind. Und dies ist auch gut so, denn ohne Wettbewerb hättees den rasanten Fortschritt im Bogenoffset und in der Inline-Veredelungvon Druckprodukten in den letzten 30 Jahren nicht gegeben. Die graphi-sche Branche braucht neue Ideen und nicht nur die hartnäckigeVerteidigung alter Rezepte, die zwar zuverlässig funktionieren, aber ebennur bei längst bekannten Standard-Produktionen. Sie braucht auf der
Anwender- und Lieferantenseite Visionäre mit Stehvermögen, die nichtgleich vor der ersten Hürde zurückschrecken. Denn Print wird langfristignur dann im Medienkonzert erfolgreich sein, wenn es mehr ist, als Farbeauf Papier, Karton oder Plastik zu bringen. Print kann und mussEmotionen wecken, und der Bogenoffset kann und muss sich qualitativund optisch von kopiererähnlichen Druckverfahren absetzen. DieHybridtechnik liefert dazu interessante Beiträge, wie Sie auf denFolgeseiten fundiert nachlesen können. Vielleicht gehören ja auch Sie baldzur wachsenden Hybrid-Fangemeinde und zu den mehreren hundertAnwendern und Interessenten, die sich alljährlich beim Hybrid-Anwendertreffen von KBA austauschen. Sie sind uns jederzeit willkommen.
Ihr
Albrecht Bolza-Schünemann, Vorstandsvorsitzender der Koenig & Bauer AG

Grundlagen der Trocknung | Trocknungseffekte
Formulierungen sind aufTrocknungseffekte abgestimmtDer Bogenoffsetdruck greift aufDruckfarben und Lacke mit unter-schiedlich hoher Viskosität zurück.Selbst bei Druckgeschwindigkeitenvon ca. 18.000 Bogen pro Stundelassen sich pastöse Farben undÖldrucklacke mit relativ hoherViskosität problemlos verdrucken.Ergänzt wird das Materialspektrumdurch niedrigviskose UV-Lacke undwasserbasierende Dispersionslacke.An Hybridmaschinen spielen Dis-persionslacke nur bei der Umstel-lung auf die konventionelleBetriebsart eine Rolle. Aufgetragenwerden UV- und Dispersionslackevorzugsweise unter Verwendungvon Rasterwalze und Kammerrakel– Standardausstattung an KBARapida-Doppellack- und Hybrid-maschinen. Öldrucklacke werdenwie Druckfarbe verarbeitet: überdas Farbwerk mit gefeuchteterOffsetdruckplatte und somit exaktim Offsetpasser.Die Formulierungen der verschie-denen Farben und Lacke sindjeweils auf das technische Prinzipabgestimmt, das am besten zumUnterstützen oder Starten derTrocknung von außen geeignet ist.Einen Überblick über die physikali-schen und chemischen Trock-nungsprinzipe gibt die Tabelle„Trocknungseffekte“.Druckfarben für den Bogenoffsetbestehen aus den drei Hauptkom-
ponenten Bindemittel, Farbmittelund Hilfsstoffen. Die Komponentenbeeinflussen sich auch gegenseitig,so dass immer die Möglichkeitbesteht, das eine Substanz dieWirkung der anderen hemmt.Deshalb ist es für Druckfarbenher-steller nicht so einfach, bestimmteEigenschaften zu erzielen undVerbesserungswünsche der An-wender hinsichtlich Trocknung,Schön- und Widerdruck-Eignung,Nebeln, Stapelverhalten oderGeruchs- und Geschmacksfreiheit(für Lebensmittelverpackungen)sofort zu erfüllen.Den größten Anteil an derGesamtmasse einer Bogenoffset-farbe hat das Bindemittel. Es setztsich zusammen aus Hartharzen,Mineral- und Pflanzenölen sowieeinem Trockenstoff. Verantwortlichist das Bindemittel für denTransport der anderen Kompo-nenten sowie für die Filmbildungauf dem Bedruckstoff. Das Binde-mittel wird auch Firnis genannt –zugleich ein Synonym für Lack undein Beleg für die enge chemischeVerwandtschaft zum farblosen Öl-drucklack. Die Neigung zum Ver-gilben des Öldrucklacks spieltheute eine untergeordnete Rolle,seit andere Lackarten als Über-drucklacke verwendet werden.Der Öldrucklack gewinnt imRahmen der Hybridveredelungeine neue Bedeutung als matteroder granulierender Spotlack für
Glanzkontrasteffekte, indem derBogen mit glänzendem UV-Lackvollflächig überlackiert wird undder UV-Lack an den Stellen mitÖldrucklack nicht haften kann.
Öle lösen Harze und dispergierenPigmenteZweck der Mineral- und Pflanzen-öle ist es vor allem, die ursprüng-lich harten oder zähen Harze ingelöster Form vorzuhalten, damitdie Farbe von fließfähiger Konsis-tenz ist. Unmittelbar an der oxida-tiven Trocknung beteiligte Öle sindpflanzlicher Herkunft. ErsetzenPflanzenöle auch die Funktionender Mineralöle, darf die Farbe alsÖko-Produkt deklariert werden.Eine weitere Aufgabe der Öle istdas homogene Verteilen derFarbmittel, genauer gesagt dasDispergieren und Ummanteln derPigmente.
Harze bilden FilmeAllen natürlichen und syntheti-schen Harzen gemeinsam ist, dasssie im Trocknungsprozess die Rolledes „Filmbildners“ spielen.
Ihre Auswahl richtet sich nach demTrocknungstyp der Farbenserie.Oxidativ-wegschlagend und reinoxidativ trocknende Farben besit-zen vorwiegend Alkydharze undKolophonium, benötigen aber Öleals Löse- und Fließmittel. Strah-lungshärtende Farben und Lackekommen völlig ohne Öle und andereflüchtige Substanzen aus. Radika-lisch UV-härtende Druckfarbenund Lacke sowie die selten einge-setzten elektronenstrahlhärtendenFarben („ESH-Farben“, „EB-curinginks“) basieren überwiegend aufAcrylharzen (AC). Kationisch UV-härtende Farben weisen einenhohen Anteil an Epoxid- (EP) undSpezialharzen auf. Im Bindemittel von strahlungshär-tenden Farben und Lacken über-nehmen die Harzmoleküle dieArbeitsteilung von Harzen undÖlen selbst, indem sie in Ein- undMehrfachstruktur (vereinfacht alsMonomere und Oligomere be-zeichnet) vorliegen. An Stelle derÖle beeinflussen in UV- und ESH-Systemen die Monomere in ihrerRolle als „Verdünner“ die Viskosität,
3Process 3 | 2006
Zusammensetzung und Trocknung vonFarben und Lacken im BogenoffsetdruckIm Bogenoffsetdruck und somit in der Hybridtechnologie kommen Druckfarben
und Lacke zum Einsatz, die nach verschiedenen physikalischen und chemischen
Prinzipen einen trockenen bzw. festen Film bilden. Die Auswahl dieser
Materialien hängt nicht allein von der Saugfähigkeit des Bedruckstoffes ab, son-
dern ebenso von den Anforderungen an Geschwindigkeit und Vollständigkeit
der Durchtrocknung sowie optischen Effekten, Gebrauchseigenschaften,
Gesundheits- und Umweltverträglichkeit. Entsprechend den dafür formulierten
Farben und Lacken muss in der Druckmaschine effiziente Trocknertechnik instal-
liert sein. Viele Bestandteile der Druckfarbe sind direkt oder indirekt am
Trocknungserfolg beteiligt.
Firnis ist der Hauptbestandteil von Offsetdruckfarben

Grundlagen der Trocknung | Trocknungseffekte
4 Process 3 | 2006
weil sie völlig frei und unvernetztsind. Ihr Anteil ist bei UV-Lackenbesonders hoch, um ein optimalesVerlaufverhalten zu erzielen.Oligomere, die bereits zu kleinenKetten vorvernetzt sind(„Präpolymere“), sind für Glanz,Härte und Scheuerfestigkeit sowiechemische Beständigkeiten desspäteren Polymers zuständig.Monomere und Oligomere bleibenin der Lackflüssigkeit so langegetrennt erhalten, bis sich an ihren
reaktionsfreudigen Molekülgrup-pen Radikale bzw. Kationen anla-gern – die Bindeglieder zur dreidi-mensionalen Vernetzung (Polyme-risation).Hybridfarben besitzen Harzesowohl aus oxidativ-wegschlagendtrocknenden als auch aus radika-lisch UV-härtenden Farben. Mankann durchaus behaupten, dassdamit das Beste aus beidenTrocknungssystemen vereinigtwird. Beispielsweise verhindern
die Öle das Nebeln der Druck-farbe, das zu den Nachteilen vonUV-Farben zählt. Hybridfarbensind sowohl mit UV-Lack als auchspeziellem Öldrucklack direktbedruckbar. Und im Gegensatzzum reinen UV-Druck, der einespezielle Maschinenausstattungerfordert, die ausschließlich fürden Einsatz der aggressiven UV-Farben und UV-Waschmittel geeig-net sind, erlauben Hybridfarbendie Verwendung von Standard-
gummiwalzen und Universaldruck-tüchern, die gleichermaßen in denBetriebsarten „hybrid“ und „kon-ventionell“ chemisch-physikalischeBeständigkeit besitzen.UV-Farben und -Lacke sowieHybridfarben erfordern beimDruck eine Ozonabsaugung imBereich des Endtrockners, ESH-Farben eine Abschirmung gegenRöntgenstrahlung.
Trockenstoffe fördern PolymerisationHinter dem Begriff Trockenstoff(Sikkativ) verbirgt sich die Subs-tanz, die für den jeweiligen chemi-schen Trocknungseffekt verant-wortlich ist – entweder die allmäh-liche oxidative Trocknung oder diesofort spürbare Strahlenungs-härtung. In beiden Fällen handeltes sich um Polymerisationspro-zesse.Bei teilweise oder gänzlich oxidativtrocknenden Farben ist derTrockenstoff ein Oxidationsmittel,dessen Anteil bei Bedarf auch vomDrucker erhöht werden kann. Weilan der Oxidation der Luftsauerstoffbeteiligt ist, beginnt die Farb-schicht von ihrer Oberfläche herallmählich nach unten durchzu-trocknen; daher lässt diese ersteHautbildung an der Filmoberflächekeine Rückschlüsse auf den tat-sächlichen Trocknungsgrad zu.
Monomere und OligomereIn der Fachliteratur werden diese lange gebräuchlichen Bezeichnungen auch wegen ihrer Kürze weiter verwendet. Korrekt wären aber dieBezeichnungen, die im gemeinsamen Protokoll der europäischen Berufsgenossenschaften (BG Druck & Papierverarbeitung/Deutschland,CNAMTS/Frankreich, HSE/Großbritannien und ISPESL/Italien) über verbesserte Einsatzbedingungen der UV-Technologie in derDruckindustrie dieser Länder – kurz „UV-Protokoll 9/2001“ – festgeschrieben sind. Demnach werden die Monomere in UV-Farben als „steno-merische Acrylate mit niedrigem Molekulargewicht“ und die Oligomere als „eurymerische Acrylate mit hohem Molekulargewicht“ bezeich-net. Sie sind auch Bestandteile von Hybridfarben.
Bei der oxidativen Polymerisation von Harzmolekülen wird derLuftsauerstoff durch Reaktion mit dem Trockenstoff(Oxidationsmittel) in reaktionsfreudige Oxid-Ionen gespalten,die das Harz durch so genannte Sauerstoffbrücken vernetzen.Katalysatoren verbessern die Sauerstoffaufnahme imBindemittel, IR-Strahlung beschleunigt die Oxidationsreaktion.
UV-Strahlung in Härtungsprozessen lässt die Moleküle desFotoinitiators (PI), je nach dessen Typ, entweder in Radikale (PI–) oderkomplexe Kationen (PI+) zerfallen. Die Zerfallsprodukte vernetzen dieMonomere (MM) und Oligomere (OM) miteinander zu einem Polymer.
Trocknungseffekte von Druckfarben und Lacken und ihre Anwendung
Trocknungseffekte Starten oder Unterstützen derTrocknungseffekte von außen
Anwendungen
nach physikalischen Prinzipen:
Wegschlagen des Bindemittels IR-Strahler, bedingt Heißluft-Trockner konventionelle und Hybridfarben – immer in Kombination mit Oxidation – auf saugfähigen Bedruckstoffen;rein wegschlagend trocknen konventionelle und Wasserlos-Coldsetfarben
Verdampfen hochtemperaturflüchtiger Mineralöle im Bindemittel
Heißluft-Schwebetrockner, IR-Strahler Heatsetfarben; Wasserlos-Offsetfarben für Plastikbedruckung
Verdunsten der flüchtigen Trägerflüssigkeit Heißluft-Trockner (Modul-, Schwebe-, Prallstrahl-Trockner);Thermofixierung
lösemittelbasierte Druckfarben (Tief-, Sieb-,Tampon-, Flexodruck), Lacke (offline) und Tinten (Inkjet);Flüssigtoner (hp indigo/Toyo ElectroInk)
Verdampfen der hochsiedenden Trägerflüssigkeit Heißluft-Trockner, bedingt IR-Trockner wasserbasierende Lacke (Dispersionslacke), Druckfarben (Flexo-,Tiefdruck) und Tinten (Thermo-Inkjet)
Ausfällen des Bindemittels und Wegschlagen des Lösemittelsdurch Feuchtigkeitsaufnahme
Feuchtigkeit im Bedruckstoff,Wasserdampfzufuhr Wellpappendruck im Moistureset- oder Steamset-Verfahren
Wiedererstarren angeschmolzener oder verdampfter Wachse Zimmertemperatur; Thermofixierung Phasenwechsel-Tintenstifte für den Inkjetdruck; Farbträgerfolien für Thermosublimationsdruck; Flüssig- undTrockentoner
nach chemischen Prinzipen:
oxidative Polymerisation des Bindemittels Luftsauerstoff, Puderauftrag (zur besseren Stapelbelüftung),Beschleunigung durch IR- und Heißluft-Trockner, evtl.Trockenstoffzugabe (in die Farbversorgung)
konventionelle, Hybrid- und Wasserlos-Offsetfarben und Siebdruckfarben auf saugenden Bedruckstoffen sowie Öldrucklacke auf Bedruckstoffen und Druckfarbenschichten – immer in Kombination mit Wegschlagen;rein oxidativ trocknende Offsetfarben für Folienbedruckung
UV-Strahlen-induzierte Polymerisation des Acrylharz-Bindemittels durch zu Radikalen zerfallende Fotoinitiatoren
permanenter UV-Strahler, Excimer (nur im Flexodruck), evtl.Inertisierung unter Stickstoffatmosphäre
radikalisch UV-härtende Druckfarben und Lacke im Bogen-, Heatset- und Schmalbahn-Rollenoffset,Sieb-, Flexo- und Tiefdruck und in der Offline-Veredelung; Hybridfarben im Bogenoffset;Wasserlos-UV-Offsetfarben für Plastikfolien-, Karten-, CD- und Schmalbahndruck (Etiketten,Verpackungen)
UV-Strahlen-stimulierte Polymerisation des Epoxidharz-Bindemittels durch Kationen freisetzende Fotoinitiatoren
UV-Impulsstrahler, evtl. IR-Strahler kationisch UV-härtende Druckfarben und Lacke im Bogenoffset, Schmalbahn-Flexodruck/-Rollenoffset;Dual-Cure-Farben im Bogenoffset
Elektronenstrahlen-induzierte Polymerisation des Acrylharz-Bindemittels durch Abspaltung von Radikalen
Elektronenstrahler mit Inertisierung unterStickstoffatmosphäre
ES-härtende Druckfarben und Lacke im Bogenoffset, Schmalbahnrollenoffset und Flexodruck
Polymerisation, Polyaddition oder Polykondensation zweierBindemittelkomponenten
evtl. Lösemittelzugabe je nach Reaktionsmechanismus Zweikomponenten- und Plastikdruckfarben für den Siebdruck

Grundlagen der Trocknung | Trocknungseffekte
In der Praxis hat es sich bewährt,den relativ langsam voranschreiten-den Polymerisationsprozess durchWärmezufuhr zu beschleunigen.Deshalb sind viele Mehrfarben-maschinen nicht nur auf Grund derInline-Dispersionslackierung mitInfrarotstrahlern und Heißluft-trocknern bestückt.In Hybridmaschinen laufenTrocknung und Härtung in mehre-ren Stufen ab. Schon an einer odermehreren Stellen zwischen denDruckwerken sind UV-Zwischen-trockner untergebracht, die dieuntere(n) Farbschicht(en) ober-flächlich antrocknen, ohne dasWegschlagen der Ölbestandteile zubehindern. Bei der Endtrocknungerfolgt erst die Wärmezufuhr zurOxidationsbeschleunigung unddann die UV-Bestrahlung. Unter-gebracht sind die beliebig steckba-ren Endtrocknungsaggregate ineiner doppelten Auslageverlänge-rung und im Ausleger. Damit wirddem UV-Lack zugleich ein Maxi-mum an Weg bzw. Zeit gewährt,um zu einer möglichst glatten,hochglänzenden Oberfläche ver-laufen zu können. Im Zusammen-hang mit der Hybridtechnologieentwickelte KBA den Carbon-Twin-IR-Trockner, der auch in konventio-nellen Maschinen eingebaut wer-den kann (siehe nachfolgenderBeitrag).
Strahlungshärtung mit und ohneFotoinitiatorUV-strahlungshärtende Farben undLacke sowie in geringerem Maßeauch Hybridfarben enthalten alsTrockenstoff so genannte Foto-initiatoren, die unter UV-Strahlen-einwirkung zu sehr reaktionsfreu-digen Restmolekülen zerfallen. Dieauf den Harztyp abgestimmtenorganischen Fotoinitiatoren setzendabei entweder negativ geladeneRadikale oder mehratomige positivgeladene Ionen (komplexe Kat-ionen) frei. Diese Zerfallsproduktereagieren mit den freien Molekül-gruppen der Harze und stoßendamit deren Polymerisationspro-zess an. Fotoinitiatoren sind beider Auslieferung der Farben undLacke bereits eingearbeitet undverlangen daher eine lichtge-schützte Lagerung der Gebinde.Fotoinitiatoren gelten als relativaggressive Komponenten. Im
Gegensatz zu UV-Farben erfordertihr geringer Anteil in Hybridfarbenebenso wie die Hybridwasch-mittel keine entsprechend resisten-te Ausstattung der Druckeinheitenan der Maschine. Nach wie vor einsensorisches Problem ist der typi-sche Geruch der Fotoinitiatoren,der nach dem Härten bei radikali-schen UV-Farben und -Lacken stär-ker, bei Hybridfarben kaum undbei kationischen UV-Farben nichtmehr wahrnehmbar ist.Im Bogenoffset kommen inHybridfarben und UV-Lacken zur-zeit ausschließlich radikalischeSubstanzen zur Anwendung. DieEinwirkungszeit des UV-End-trockners ist ab einer bestimmtenStrahlerleistung lang genug, umFarben und Lack in Sekunden-schnelle ausreichend zu härten.Radikalische UV-Lacke lassen sichaußerdem in höheren Schicht-dicken auftragen als kationische,was ein wichtiges Argument für dieGlanzentfaltung ist. KationischeFormulierungen hätten zwar denVorteil, auch nach der Strahlungs-einwirkung weiter und damit injedem Falle vollständig auszuhär-ten, was jedoch nur bei geringenSchichtdicken schnell geschiehtund sonst mehrere Stunden dau-ern kann. Darüber hinaus wäre beiden hohen Druckgeschwindig-keiten wegen der deutlich längernotwendigen Bestrahlungsdauermehr als ein UV-Endtrockner nötig,wodurch sich die Lackverlaufzeitverkürzen würde.Beachtenswert ist die Forschungauf dem Gebiet der so genanntenDual-Cure-Farben, die im Prinzipkonventionelle Anwendungen be-dienen (also nicht unbedingt wieHybridfarben veredelt werden sol-len), aber im Interesse einerschnellen Weiterverarbeitbarkeitdurch ein kurzes UV-Anblitzeneine harte Oberfläche ausbildenund ansonsten oxidativ-wegschla-gend durchtrocknen. Bei erfolgrei-cher Entwicklung könnten sie aufHybridmaschinen eine dritte Be-triebsart und auf konventionellenMaschinen eine Alternative zumSchutzlackieren zwecks schnelle-rer Weiterverarbeitung ermögli-chen.ESH-Farben benötigen keinenTrockenstoff. Die Strahlung ist so„hart“, dass die Polymerisation
ohne Radikale startet. Wegen derkeimtötenden Wirkung der ionisie-renden Strahlung wird das Ver-fahren hauptsächlich bei Ver-packungen mit hohen Sterilitätsan-forderungen eingesetzt. Die hohenInvestitionskosten wiegen nichtdie Vorteile auf, dass die Farb-schichten selbst bei einseitigerBestrahlung beidseitig sofort aus-härten.
Farbmittel beeinflussen nicht nur die OptikDie Farbmittel, die in Bogenoffset-druckfarben Verwendung finden,sind ausschließlich Pigmente.Darunter zu verstehen sind organi-sche oder anorganische Kristalleund deren Zusammenlagerungen(Agglomerationen), die im Binde-mittel in ungelöster Form gleich-mäßig verteilt sind. Je größer diePigmentpartikel und je höher ihreKonzentration im Bindemittel,umso schneller trocknet bzw. här-tet die Farbe. Neben färbendenPigmenten sind auch Effekt-pigmente (Metallic, Perlglanz) ver-fügbar, die sowohl in Druckfarbenals auch in Dispersionslacke einge-arbeitet werden.Hybridfarben werden mit Pig-menten angeboten, die in Konzen-tration, Agglomeration und chemi-schen Parametern weitgehend denEigenschaften von Standarddruck-farben entsprechen. Grundsätzlichstehen Hybridfarben also den
Standardfarben näher als den UV-Farben. Deshalb legen Hybrid-farben auch dasselbe Tonwert-zuwachsverhalten wie Standard-farben an den Tag. Im Gegensatzzu UV-Farben müssen die Kenn-linien nicht verändert werden, wasdie Einführung der Hybridtech-nologie im Betrieb natürlicherleichtert und auch den Wechselzwischen den Betriebsarten „kon-ventionell“ und „hybrid“ unkom-pliziert gestaltet.Allerdings beeinflusst – ebenso wiebei den UV-Farben – der Farbtondes Pigments das UV-Härtungs-resultat der Hybridfarben: Je grö-ßer die Wellenlänge, d.h. je weitervom UV-Bereich entfernt (also vorallem Prozess-Gelb und roteSonderfarben), umso geringer istdie Wirkung der UV-Strahlung.Grund ist die hohe Absorptionultravioletter Spektralanteile angelben und roten Pigmentparti-keln, so dass sie weniger UV-Strahlung remittieren und benach-barte Partikel regelrecht abschat-ten. Im Gegensatz zu UV-Farbenkönnen Hybridfarben diesenEffekt durch die Oxidations-beschleunigung vor der UV-End-trocknung jedoch kompensieren.
5Process 3 | 2006
Das sollten Sie über Hybridfarben wissen
Trocknungseffekte: sowohl oxidativ-wegschlagend als auch radikalisch UV-härtend – nacheinander bzw. parallel; eventuelle UV-Härtungsdefizite (bei gelben und roten Pigmenten) werden oxidativ kompensiertTrocknertechnik: mehrstufig – ein bis zwei UV-Zwischentrockner zum Antrocknender Hybridfarbe, IR-Strahler und Heißlufttrockner in der Auslageverlängerung zurOxidationsbeschleunigung in der Hybridfarbe und ggf. im Öldrucklack, UV-Endtrockner fürHybridfarbe und UV-Lack in der AuslageFormulierungen: Farben für Nass- und Wasserlosoffsetdruck erhältlich Pigmentierung: wie Standarddruckfarben; Skalen- und Sonderfarben verfügbarTonwertzuwachs: wie Standarddruckfarben (vorteilhaft für Betriebsarten-wechsel); im Gegensatz zu UV-Farben ist keine spezielle Kennlinienerstellung nötigVerdruckbarkeit: optimales Handling, kein NebelnMaterialverträglichkeit: risikolos und problemfrei, wenn mit KBA/FOGRA-akkreditierten Hybriddruckfarben und darauf abgestimmten Öldrucklacken, UV-Lackenund Waschmitteln für den Hybridbetrieb sowie von Standardgummiwalzen undDrucktüchern für den Wechselbetrieb konventionell/hybrid gearbeitet wirdLackierbarkeit: direkt (d.h. nicht erst auf einen getrockneten Primerüberdruck) mit UV-Lack; zum Erzielen von Glanzkontrasteffekten auch Kombination von Öldruck- und UV-Lack möglichPreiswertigkeit: teurer als Standard- und UV-Farben, aber kostengünstiger undvielfältiger anwendbar

Grundlagen der Trocknung | KBA-Trocknersysteme
6 Process 3 | 2006
Hilfsstoffe sorgen für dieFeinabstimmungÖle, Harze, Trockenstoffe, Pig-mente – die vielfältigen Kombi-nationsmöglichkeiten führen ver-ständlicherweise nur zu einer gro-ben Einstellung der Verdruck-barkeits-, Trocknungs-, Haftungs-und optischen Eigenschaften. Fürdie Feineinstellung und Feinab-stimmung der Druckfarben undLacke auf bestimmte Druckbe-dingungen, Trocknungsszenarienund Bedruckstoffe sorgen die Hilfs-und Zusatzstoffe (Additive).Diese Chemikalien verhindern z.B.die Hautbildung auf der Druck-farbe im Farbkasten („kasten-frisch“) oder das Antrocknen aufden Walzen im Farbwerk („walzen-frisch“), sie können aber auch ein-zelne Trocknungseffekte durchKatalysatoren und zusätzliche Sik-kative beschleunigen. Dispergier-mittel unterstützen die Öle beimUmmanteln der Pigmentpartikel
und verhindern die Klumpenbil-dung. Verdünner geben dieViskosität vor. Substanzen zumBeeinflussen des pH-Wertes, derEmulgierneigung und der Ober-flächenspannung – dazu zählenauch Silikonöle und deren Ersatz-stoffe für den wasserlosen Offset-druck – optimieren die Wechsel-wirkungen mit dem Feuchtmittel,der Druckplattenoberfläche und
dem Papierstrich. Verlaufmittelermöglichen ein rascheres Breit-laufen aufgetragener Farb- undLackschichten zwecks Glanzaus-bildung, Wachse erhöhen Gleit-fähigkeit und Glanzqualität. Vieledieser Hilfsstoffe – außer Wachse,die sich nicht mit UV-Lack vertra-gen – sind selbstverständlich auchin Hybridfarben enthalten.
Komplexe AnforderungenDie bisherigen Betrachtungen zei-gen, wie komplex die Praxis-anforderungen an Formulierungund Trocknungstechnik sind.Dadurch sollte verständlichererscheinen, wie kompliziert es ist,die Anwendungseigenschaften vonDruckfarben im Allgemeinen undHybridfarben im Besonderen zuoptimieren. Der Etikettaufdruck„Hybrid“ auf einem Druckfarben-oder Waschmittelgebinde ist daherkeine Garantie für einen problem-freien Druck- und Veredelungs-prozess. Vielmehr ist es unbedingterforderlich, nur aufeinander abge-stimmte bzw. miteinander geteste-te Farben, Lacke und Betriebs-mittel zu verwenden, die von KBAempfohlen bzw. KBA/Fogra akkredi-tiert worden sind. Hybridverede-lung als Sorglospaket gibt’s nurmit einer kompetenten Beratung.
Dieter Kleeberg
Fortsetzung von Seite 5
Gelbe und rote Pigmente in UV- und Hybridfarben verursachen eine schlechtere Strahlungshärtungals blaue, grüne und schwarze Pigmente.Hybridfarben kompensieren dieses Defizit mit oxidativer Trocknung (Fotos und Grafiken: Kleeberg)
Hocheffiziente undinnovative TrocknerWie KBA mit dem universellen VariDry-
Trocknersystem hohe Flexibilität und
Wirtschaftlichkeit gewährleistet
Maßgeschneiderte Trocknerlösungenfür individuelle Veredelungsan-forderungenKBA ist bekannt für seine kunden-spezifischen Maschinen. Bogen-offsetmaschinen bilden da keineAusnahme. Nach den verfahrens-technischen Anforderungen desKunden werden die modular konzi-pierten Rapida-Maschinen optimalkonfiguriert. So kommen die„Allrounder“ unter den Druck-betrieben genauso zu ihrerWunschmaschine wie die Spezia-listen.Auch bei den Spezialisten legt KBAselbstverständlich Wert darauf,dass die Wunschmaschine nichtnur ihren spezialisierten Anforde-
rungen gerecht wird, sondernimmer eine hochflexible Lösungdarstellt. Denn jeder weiß: keinDruckauftrag ist wie der andere.Gerade bei der Trocknung erweistsich, ob die Maschine eine idealeVerfahrenskombination bieten kannoder der Drucker Kompromisse aufKosten der Qualität und Wirt-schaftlichkeit eingehen muss.Vor diesem Hintergrund über-rascht es nicht, dass KBA auch fürHybridmaschinen eine optimaleTrocknerlösung bereit hält unddarüber hinaus Maßstäbe in derHybridveredelung setzt. Optimalist eine Trocknerlösung dann,wenn die Maschine exakt und fle-xibel auf die verschiedenen Farbe-Lack-Kombinationen eingestelltwerden kann. So werden Hybrid-farben mit UV-Lack oder mitÖldrucklack und UV-Lack veredelt,während in der konventionellenBetriebsart Standarddruckfarben
mit Dispersionslack überdrucktwerden können. Je nach Lackkom-bination und Auftrag schwankendie Anteile Spot- zu Vollflächen-lackierung, und auch der maximaleFarbauftrag kann sehr unterschied-lich sein. Deshalb ist es an einerHybrid-Rapida möglich, Zwischen-trockner sowie Trockner in derAuslageverlängerung und im Aus-leger optimal zu konfigurieren(siehe auch Kasten „Standard-
Hybridmaschine“). Der Druckerkann die IR- und UV-Strahler und dieHeißluftrakel beliebig untereinanderaustauschen oder an vorbereitetenModulsteckplätzen ergänzen.
Schon immer auf Spitzen-technologie gesetztDie optimale Trocknertechnik gibtes nicht „von der Stange“. In engerKooperation mit den Trocknerher-stellern AdPhos-Eltosch, Grafix
Gesamtansicht des VariDry-Trockners an einer KBA Rapida 105-Hybridmaschine mit UV-Endtrock-nung sowie mit Wärmesektion, bestehend aus Infrarotstrahlern (IR) und Heißluftrakel (TA)
weiter auf Seite 7
UV IR+TA

Grundlagen der Trocknung | KBA-Trocknersysteme
und IST Metz ist KBA seit jeherbemüht, seinen Kunden zuverlässi-ge und flexible Spitzentechnologieanzubieten. Schnittstellen undModulsteckplätze wurden opti-miert, der Bogenlauf wurde denDimensionen und Leistungen derTrocknermodule angepasst.Die Gelegenheit, dass KBA dieTrocknersysteme selbst auf dieMaschinentechnologie abstimmenund zusammen mit der Druckma-schinentechnik aus eigener Handanbieten kann, eröffnete 2003 einLizenzvertrag mit Air MotionSystems Inc., Golden/Colorado.Seit der Graphexpo 2003 inChicago besitzt KBA die exklusivenRechte für die Herstellung, Weiter-entwicklung und den Vertrieb bzw.Service der modularen UV-, IR- undHeißluft-Trockner des amerikani-schen Unternehmens beim Einsatz
in den Rapida-Baureihen 105 bis205. Das universelle Trocknerkon-zept vermarktet KBA unter demNamen VariDry. Nach wie vor hatKBA optional auch die Trockner-systeme der anderen Hersteller imProgramm.
VariDry – auch für HybridmaschinenMit der Fertigung und Weiterent-wicklung der VariDry-Trockner bishin zu den einzelnen Trockner-modulen am Standort Radebeulkann KBA sein Know-how imBogenoffsetmaschinenbau, insbe-sondere bei der Bogenführung imTrocknerbereich und bei derAuswahl der Werkstoffe undBeschichtungen, noch enger mitder Trocknertechnologie verknüp-fen. Dies drückt sich u.a. inder hohen Anwendungsflexibilitätder VariDry-Trockner aus: Die
Trocknermodule sind in Positionbzw. Reihenfolge weitestgehend
untereinander austauschbar, nachdem Trocknungsprinzip (UV, IR,Heißluft) frei wählbar, in Anzahlund Leistung beliebig konfigurier-bar und können so optimal aufBedruckstoff, Sujet, Druckfarben-typ, Lackeinsatz und Produktions-geschwindigkeit abgestimmt wer-den. VariDry wird zunächst mitallen Rapida 105-Maschinen, alsoauch mit allen Mittelformat-Hybridmaschinen, ausgeliefert undspäter dann auf die anderenFormate ausgedehnt.Ohne UV-Endtrocknung verfügtdie Auslageverlängerung der neuenRapida 105 dank VariDry übereinen Einbauraum für 18 Positi-onen, und zwar 7 für Infrarot plus11 für Heißluftrakel, die beliebig inihrer Anordnung umgesteckt wer-den können. Neu ist auch, dass dieHeizregister für die Heißluftunmittelbar in der Auslage beidsei-tig angeordnet sind. Vom Leitstandaus lässt sich die Warmluftabsau-gung stufenlos verändern.Mit UV-Endtrocknung, also auchbei Hybridmaschinen, werden dieletzten drei Steckplätze mit UV-Strahlern besetzt, die jeweils 160bis 200 W/cm Leistung liefern.Auch diese Strahler sind in ihrerAnordnung untereinander aus-tauschbar; das ist sinnvoll, wennStrahler unterschiedlicher Leistungzur Verfügung stehen. JederStrahler ist steckbar und kann vomBedienpersonal selbst gewechseltwerden.
7Process 3 | 2006
Die Standard-Hybridmaschine von KBA und ihre Optionen
1 – fünf Farbwerke für konventionelle und Hybrid-Druckfarben: Nur bei Einsatz der von KBA empfohlenenBetriebs- und Hilfsmittel darf eine Standard-Walzengummierung verwendet werden. Nach den vier Prozessfarben kann im letztenDruckwerk eine Zusatzfarbe oder Öldrucklack für Glanzkontrasteffekte verdruckt werden.Viele Anwender machen von der Option Gebrauch,in ein sechstes Farbwerk für noch mehr Flexibilität zu investieren.2 – ein UV-Zwischentrockner: Zwischen dem letzten Druckwerk und dem Lackturm muss ein UV-Strahler positioniert sein. Beimehr als fünf Farbwerken, hoher Farbbedeckung und überfüllungsreichen Sujets, sehr hohen Produktionsgeschwindigkeiten sowie beimDeckweißvordruck oder beim Einsatz von Metallicfarben empfiehlt sich ein weiterer, variabel im vorderen Bereich einsteckbarerZwischentrockner. Ein Zwischentrockner sollte über einen Strahler mit 160 bis 200 W/cm Leistung verfügen und möglichst stufenlos schalt-bar sein.3 – ein Lackturm mit zwei getrennten Lackkreisläufen: So kann bei einem Auftragswechsel bequem zwischen zweiLacksorten hin- und hergeschaltet werden. Noch schneller und bequemer ist das optionale vollautomatische Lackversorgungssystem fürWasser- und UV-basierende Lacke. Ein integriertes Reinigungssystem mit zeitvariabel einstellbaren Waschprogrammen reinigt automatischund nahezu ohne manuelles Nachreinigen alle lackführenden Komponenten in wenigen Minuten. Unter diesen Voraussetzungen dauert dasUmstellen von UV- auf Dispersionslack oder umgekehrt ca. 10 Minuten, zwischen gleichartigen Lacksorten (UV zu UV, Dispersion zuDispersion) nur 1 bis 2 Minuten.4 – Auslageverlängerung: Die verlängerte Lackverlaufsstrecke ist mit einem Kombinationstrockner (Infrarot und Thermoluft) aus-gestattet, der beim Druck von Standardfarben und Dispersionslack seinen Einsatz findet.5 – UV-Endtrockner: Er verfügt über drei Strahler à 160 bis 200 W/cm Leistung und sollte wie die Zwischentrockner nach Möglichkeitstufenlos schaltbar sein, um optimal auf den Bedruckstoff eingestellt werden zu können. Um den so genannten Glasplatteneffekt zu vermei-den, ist der Einbauort der Puderstange (P) mit maximaler Distanz zum UV-Endtrockner in Richtung Bogenbremse verlegt worden.4 und 5 gemeinsam bilden (zunächst an der Rapida 105) den VariDry-Trockner.6 – ACS: Das Air Clean System ist eine äußerst empfehlenswerte Option. Es ergänzt die im Bereich der UV-Strahler obligatorischeOzonabsaugung, indem es über dem Auslagestapel Ozonreste und freie Puderpartikel absaugt.
Der VariDry-Trockner bietet Einbauraum für sieben Carbon-Twin-IR-Strahler
11111
2 2
3
445P
6

Grundlagen der Trocknung | KBA-Trocknersysteme
8 Process 3 | 2006
Carbon Twin IR – eine neueTrocknergenerationIm Zuge der Weiterentwicklungdes VariDry-Konzeptes setzt KBAbei der Infrarotrocknung auf eineneue Technologie. Unter Ver-wendung von zugeliefertenCarbon-Twin-Strahlern wurde eineneue Generation von IR-Trocknernentwickelt, mit der es KBA gelingt,den Wirkungsgrad bei der IR-Trocknung erheblich zu steigern.In der Energiebilanz einer Bogen-offsetmaschine schlägt sich dieseinnovative Lösung spürbar nieder,denn bislang verschlangen die IR-Trockner einen unverhältnismäßiggroßen Anteil am Energiever-brauch.Die neuen IR-Trocknermodule kön-nen innerhalb des VariDry-Trockners prinzipiell immer dann
eingesetzt werden, wenn Wärme-einstrahlung benötigt wird: zurTrocknung der Dispersionslack-schicht in konventionellen undHybridmaschinen sowie beimPrimer-Auftrag in Doppellack-maschinen, aber genauso gut zurUnterstützung der oxidativenTrocknung bei Standard-, Wasserlos-und Hybridfarben wie auch beimVerdunsten flüchtiger Lösemittelin anderen Druckverfahren. Mitder Auswahl der unkonventionel-len Strahlungsquelle Carbon Twinmöchte KBA vor allem dasschnellstmögliche und vollständigeVerdampfen der Wasseranteile ausDispersionslacken bei geringstmög-lichem Energieeintrag erreichen.Zuvor wurde dabei noch nie einsolch hoher Wirkungsgrad erzielt.
Wellenlängenbereiche bei der IR-Trocknung
Der Wasseranteil in der Dispersionslack-schicht wird zum Verdampfen gebracht,indem die aufgetragene Lackschicht die IR-Strahlung absorbiert und sich daraufhinstark erwärmt. Das Wasser verdampft abernur dann nahezu vollständig, wenn bei deraktinischen Wellenlänge* des Lackesvon ca. 3000 Nanometern eine bestimmteEnergiemenge eingestrahlt wird. In Über-einstimmung mit dem Wienschen Ver-schiebungsgesetz** gilt: DerEnergieeintrag muss umso höher sein, jeniedriger die Wellenlänge des Intensitäts-maximums eines Strahlers ist, d.h. je weiterdiese Wellenlänge im elektromagneti-schen Spektrum vom Idealwert 3000 nmentfernt ist. Deshalb sind kurzwelligeIR-Strahler schlechter geeignet als mittel-wellige.Extrem kurzwellige IR-Halogenstrahler(HIR) und wassergekühlte IR-Strahler kom-men auf Grund ihres Intensitätsmaximumsim Nah-Infrarot-Bereich (NIR – bei ca.800 nm geht das sichtbare rote Licht in dieunsichtbare Wärmestrahlung über) erstgar nicht in Betracht. Der Energieaufwandwäre unwirtschaftlich.IR-Kurzwellen-Strahler (SIR) haben ihrIntensitätsmaximum bei etwa 1100 nm.Dahinter steht ein gewaltiger Energie-aufwand, da die Entfernung zu 3000 nmnoch recht groß ist.Viel der eingetragenenEnergie bleibt ungenutzt. Entsprechendgering ist die relative Energieausbeute,alsoder Wirkungsgrad beim Verdampfen vonWasser. Darüber hinaus führt die unge-nutzte Wärmestrahlung zu einer ungewolltstarken Erwärmung des Bedruckstoffs.
Die Intensitätsmaxima der verschiedenen IR-Mittelwellen-Strahler reichen von etwa 1500 bis2400 nm. Strahler, die im Bereich von 1500 nm arbeiten, schalten sehr schnell, d.h. sie könnenihre maximale Strahlungsleistung zeitgenau abgeben und reagieren sofort spürbar aufSteuersignale. In der Praxis werden diese „schnellen Mittelwellen-IR-Strahler“ (FMIR) oft mitkurzwelligen (SIR) kombiniert, weil sich ihre Intensitätskurven im Bereich von 3000 nm vorteil-haft ergänzen. Der Wirkungsgrad ist aber immer noch unbefriedigend. Carbon-Twin-IR-Strahler(CIR) besitzen ihr Intensitätsmaximum bei 2000 nm und kommen damit den 3000 nm näher alsdie anderen genannten Strahler und müssen nicht mit SIR kombiniert werden.Außerdem schal-ten die CIR beinahe so schnell wie die FMIR. Einzigartig ist die hohe Strahlungsdichte der CIR.Genau diese Eigenschaft fehlt den langsamen IR-Mittelwellen-Strahlern (SMIR), die sonst miteinem Intensitätsmaximum bei 2400 nm einen noch besseren Wirkungsgrad erreichen würden.IR-Langwellen-Strahler, deren maximale Intensität zwischen 5000 und 10.000 nm liegen müss-te, sind technisch nicht realisierbar.
*) Die aktinische Wellenlängeeiner Substanz ist die Wellen-länge, bei der in der Substanzchemische oder physikalischeReaktionen ausgelöst werden.Dispersionslacke und andereSubstanzen, die Polymere ent-halten oder aus Polymerenbestehen, reagieren auf IR-Strahlung bei 3000 nm am effi-zientesten.**) Das Wiensche Verschiebungs-gesetz der Strahlungsphysikbesagt, dass das Produkt aus derWellenlänge des Intensitäts-maximums des Strahlers und derdabei abgestrahlten Temperaturimmer konstant ist: T · λ = const.Beim Verschieben der Intensi-tätskurve hin zu einer höherenWellenlänge (in unserem Fall inRichtung 3000 nm) verläuft dieKurve insgesamt flacher, weildann der Betrag der Intensität ineinem konstanten Produkt gerin-ger sein muss. Wenn also dieMaximaltemperatur bzw. dieStrahlerleistung niedriger seindarf, benötigt der Strahler füreine gleich bleibende Trock-nungswirkung weniger Energie.Dieser Effekt wird vom Carbon-Twin-IR-Strahler genutzt
Das große Diagramm zeigt die spektrale Strahlungsverteilung S(λ) (Intensitätskurve) der drei IR-Trocknertypen kurzwellig (SIR), schnell mittelwellig (FMIR) und Carbon Twin (CIR), normiert aufihre flächenbezogene Trocknungsleistung. Aus dem darüber gelegten kleinen blauen Diagrammdes relativen spektralen Absorptionsgrads α (λ) für Dispersionslack (Maximum bei einerWellenlänge von 3000 nm) wird ersichtlich, dass Carbon Twin besser als andere IR-Strahler zumVerdampfen des Wassers (hellblaue Füllung unter der CIR-Kurve) beiträgt. Ferner geht aus derIntensitätskurve hervor, dass CIR bei niedrigster Temperatur (nur 1200 °C), d.h. dem geringstenEnergieeintrag, das beste Absorptionsergebnis erzielt, also den höchsten Wirkungsgrad besitzt.(Quelle: Heraeus Noblelight)
Heißluftrakel (links) und Carbon-Twin-Infrarotstrahler (rechts) können beliebig in ihrer Anordnungumgesteckt werden, um eine individuelle Abstimmung des VariDry-Systems auf das Druckproduktund die Druckgeschwindigkeit zu ermöglichen

Grundlagen der Trocknung | KBA-Trocknersysteme
Carbon-Technologie – höchsterWirkungsgrad, geringste Bedruck-stofferwärmungDie Heraeus Noblelight GmbH,Hanau/Deutschland, ein Unter-nehmen des Edelmetall- und Tech-nologiekonzerns Heraeus Holdingund Hersteller spezieller Licht- undStrahlungsquellen für verschiedeneIndustriezweige, ist Lieferant dererst seit 2002 verfügbaren Carbon-Twin-Infrarotstrahler. Die Bezeich-nung „Twin“ weist auf die Bau-weise als so genannter Zwillings-rohrstrahler hin – wie die meistenanderen kurz- und mittelwelligenIR-Strahler auch. Seine Glühfädenmüssen in zwei parallel verlaufen-den Röhren untergebracht werden,um auf die gewünschte Gesamt-leistung über die Formatbreite zukommen. KBA verwendet Zwillings-rohre mit einer Leistung von80 W/cm, wobei sich die Glüh-fäden auf 1200 °C erhitzen. DieInnenseite der Quarzglasrohre istmit Gold, das die IR-Strahlen opti-mal reflektiert, ausgekleidet.Carbon (Kohlenstoff) ist das Mate-rial der Glühfäden. Ein Carbon-IR-Strahler (CIR) emittiert im mittel-welligen Infrarotspektrum underreicht bei einer Wellenlänge von2000 Nanometern sein Intensitäts-maximum. Damit liegt der CIRdichter als bisherige IR-Trockner ander Wellenlänge von 3000 nm, beider der Wasseranteil im Disper-sionslack vollständig verdampft(siehe Kasten „Wellenlängen-bereiche …“). In größerer Nähe zudieser idealen Wellenlänge ist eslogisch, dass der CIR von vornherein deutlich weniger Energiebenötigt, um das Wasser zumVerdampfen zu bringen. Aus demniedrigeren Energieeintrag unddem geringeren Anteil an unge-nutzter Wärme resultieren einhöherer Wirkungsgrad als bei ande-ren IR-Trocknern sowie eine nurminimale Wärmebelastung desBedruckstoffs. Darüber hinaus leis-tet der neue, schaltschnelle CIReinen wichtigen Beitrag zur Prozess-stabilität und Qualitätssicherung,indem er über die Messung derTemperatur im Auslagestapel gere-gelt wird.Doch noch eine weitere Besonder-heit qualifiziert den CIR für dieAnwendung in der Druckindustrie:Seine Strahlungsdichte ist so hoch,
stabil und homogen, dass sichZwillingsrohre in Formatbreitenvon bis zu drei Metern realisierenließen. Für den Einsatz in der welt-weit breitesten Bogenoffset-maschine, der KBA Rapida 205,stößt der CIR also noch längstnicht an seine Grenzen.
Dieter Kleeberg
9Process 3 | 2006
Der UV-Endtrockner im VariDry-System kann drei untereinander austauschbare UV-Strahler mitmaximal 200 W/cm Leistung aufnehmen
Zum Herausnehmen eines UV-Strahlers müssen die Medienanschlüsse für Hochspannung, Steuerspannung und Wasserkühlung in ihre darunter liegen-de Parkpositionen gebracht werden
Die Steckkontakte der UV-Strahler erlauben dem Bedienpersonal einen einfachen und schnellen Wechsel
Grundlagen Farbe und Lack | Wechselwirkungen
10 Process 3 | 2006
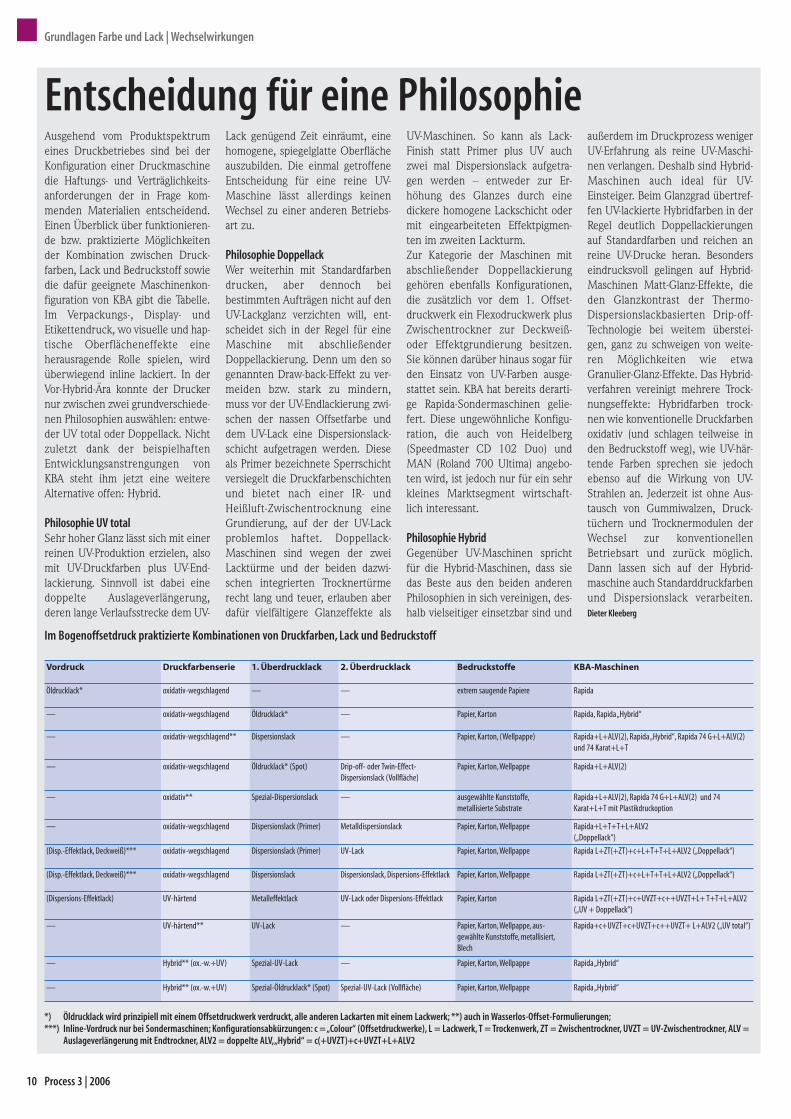
Ausgehend vom Produktspektrumeines Druckbetriebes sind bei derKonfiguration einer Druckmaschinedie Haftungs- und Verträglichkeits-anforderungen der in Frage kom-menden Materialien entscheidend.Einen Überblick über funktionieren-de bzw. praktizierte Möglichkeitender Kombination zwischen Druck-farben, Lack und Bedruckstoff sowiedie dafür geeignete Maschinenkon-figuration von KBA gibt die Tabelle.Im Verpackungs-, Display- undEtikettendruck, wo visuelle und hap-tische Oberflächeneffekte eineherausragende Rolle spielen, wirdüberwiegend inline lackiert. In derVor-Hybrid-Ära konnte der Druckernur zwischen zwei grundverschiede-nen Philosophien auswählen: entwe-der UV total oder Doppellack. Nichtzuletzt dank der beispielhaftenEntwicklungsanstrengungen vonKBA steht ihm jetzt eine weitereAlternative offen: Hybrid.
Philosophie UV totalSehr hoher Glanz lässt sich mit einerreinen UV-Produktion erzielen, alsomit UV-Druckfarben plus UV-End-lackierung. Sinnvoll ist dabei einedoppelte Auslageverlängerung,deren lange Verlaufsstrecke dem UV-
Lack genügend Zeit einräumt, einehomogene, spiegelglatte Oberflächeauszubilden. Die einmal getroffeneEntscheidung für eine reine UV-Maschine lässt allerdings keinenWechsel zu einer anderen Betriebs-art zu.
Philosophie DoppellackWer weiterhin mit Standardfarbendrucken, aber dennoch beibestimmten Aufträgen nicht auf denUV-Lackglanz verzichten will, ent-scheidet sich in der Regel für eineMaschine mit abschließenderDoppellackierung. Denn um den sogenannten Draw-back-Effekt zu ver-meiden bzw. stark zu mindern,muss vor der UV-Endlackierung zwi-schen der nassen Offsetfarbe unddem UV-Lack eine Dispersionslack-schicht aufgetragen werden. Dieseals Primer bezeichnete Sperrschichtversiegelt die Druckfarbenschichtenund bietet nach einer IR- undHeißluft-Zwischentrocknung eineGrundierung, auf der der UV-Lackproblemlos haftet. Doppellack-Maschinen sind wegen der zweiLacktürme und der beiden dazwi-schen integrierten Trocknertürmerecht lang und teuer, erlauben aberdafür vielfältigere Glanzeffekte als
UV-Maschinen. So kann als Lack-Finish statt Primer plus UV auchzwei mal Dispersionslack aufgetra-gen werden – entweder zur Er-höhung des Glanzes durch einedickere homogene Lackschicht odermit eingearbeiteten Effektpigmen-ten im zweiten Lackturm. Zur Kategorie der Maschinen mitabschließender Doppellackierunggehören ebenfalls Konfigurationen,die zusätzlich vor dem 1. Offset-druckwerk ein Flexodruckwerk plusZwischentrockner zur Deckweiß-oder Effektgrundierung besitzen.Sie können darüber hinaus sogar fürden Einsatz von UV-Farben ausge-stattet sein. KBA hat bereits derarti-ge Rapida-Sondermaschinen gelie-fert. Diese ungewöhnliche Konfigu-ration, die auch von Heidelberg(Speedmaster CD 102 Duo) undMAN (Roland 700 Ultima) angebo-ten wird, ist jedoch nur für ein sehrkleines Marktsegment wirtschaft-lich interessant.
Philosophie HybridGegenüber UV-Maschinen sprichtfür die Hybrid-Maschinen, dass siedas Beste aus den beiden anderenPhilosophien in sich vereinigen, des-halb vielseitiger einsetzbar sind und
Entscheidung für eine Philosophie
Im Bogenoffsetdruck praktizierte Kombinationen von Druckfarben, Lack und Bedruckstoff
*) Öldrucklack wird prinzipiell mit einem Offsetdruckwerk verdruckt, alle anderen Lackarten mit einem Lackwerk; **) auch in Wasserlos-Offset-Formulierungen;***) Inline-Vordruck nur bei Sondermaschinen; Konfigurationsabkürzungen: c = „Colour“ (Offsetdruckwerke), L = Lackwerk, T = Trockenwerk, ZT = Zwischentrockner, UVZT = UV-Zwischentrockner, ALV =
Auslageverlängerung mit Endtrockner, ALV2 = doppelte ALV,„Hybrid“ = c(+UVZT)+c+UVZT+L+ALV2
Vordruck Druckfarbenserie 1. Überdrucklack 2. Überdrucklack Bedruckstoffe KBA-Maschinen
Öldrucklack* oxidativ-wegschlagend — — extrem saugende Papiere Rapida
— oxidativ-wegschlagend Öldrucklack* — Papier, Karton Rapida, Rapida „Hybrid“
— oxidativ-wegschlagend** Dispersionslack — Papier, Karton, (Wellpappe) Rapida+L+ALV(2), Rapida „Hybrid“, Rapida 74 G+L+ALV(2)und 74 Karat+L+T
— oxidativ-wegschlagend Öldrucklack* (Spot) Drip-off- oder Twin-Effect-Dispersionslack (Vollfläche)
Papier, Karton,Wellpappe Rapida+L+ALV(2)
— oxidativ** Spezial-Dispersionslack — ausgewählte Kunststoffe,metallisierte Substrate
Rapida+L+ALV(2), Rapida 74 G+L+ALV(2) und 74Karat+L+T mit Plastikdruckoption
— oxidativ-wegschlagend Dispersionslack (Primer) Metalldispersionslack Papier, Karton,Wellpappe Rapida+L+T+T+L+ALV2 („Doppellack“)
(Disp.-Effektlack, Deckweiß)*** oxidativ-wegschlagend Dispersionslack (Primer) UV-Lack Papier, Karton,Wellpappe Rapida L+ZT(+ZT)+c+L+T+T+L+ALV2 („Doppellack“)
(Disp.-Effektlack, Deckweiß)*** oxidativ-wegschlagend Dispersionslack Dispersionslack, Dispersions-Effektlack Papier, Karton,Wellpappe Rapida L+ZT(+ZT)+c+L+T+T+L+ALV2 („Doppellack“)
(Dispersions-Effektlack) UV-härtend Metalleffektlack UV-Lack oder Dispersions-Effektlack Papier, Karton Rapida L+ZT(+ZT)+c+UVZT+c++UVZT+L+ T+T+L+ALV2(„UV + Doppellack“)
— UV-härtend** UV-Lack — Papier, Karton,Wellpappe, aus-gewählte Kunststoffe, metallisiert,Blech
Rapida+c+UVZT+c+UVZT+c++UVZT+ L+ALV2 („UV total“)
— Hybrid** (ox.-w.+UV) Spezial-UV-Lack — Papier, Karton,Wellpappe Rapida „Hybrid“
— Hybrid** (ox.-w.+UV) Spezial-Öldrucklack* (Spot) Spezial-UV-Lack (Vollfläche) Papier, Karton,Wellpappe Rapida „Hybrid“
außerdem im Druckprozess wenigerUV-Erfahrung als reine UV-Maschi-nen verlangen. Deshalb sind Hybrid-Maschinen auch ideal für UV-Einsteiger. Beim Glanzgrad übertref-fen UV-lackierte Hybridfarben in derRegel deutlich Doppellackierungenauf Standardfarben und reichen anreine UV-Drucke heran. Besonderseindrucksvoll gelingen auf Hybrid-Maschinen Matt-Glanz-Effekte, dieden Glanzkontrast der Thermo-Dispersionslackbasierten Drip-off-Technologie bei weitem überstei-gen, ganz zu schweigen von weite-ren Möglichkeiten wie etwaGranulier-Glanz-Effekte. Das Hybrid-verfahren vereinigt mehrere Trock-nungseffekte: Hybridfarben trock-nen wie konventionelle Druckfarbenoxidativ (und schlagen teilweise inden Bedruckstoff weg), wie UV-här-tende Farben sprechen sie jedochebenso auf die Wirkung von UV-Strahlen an. Jederzeit ist ohne Aus-tausch von Gummiwalzen, Druck-tüchern und Trocknermodulen derWechsel zur konventionellenBetriebsart und zurück möglich.Dann lassen sich auf der Hybrid-maschine auch Standarddruckfarbenund Dispersionslack verarbeiten.Dieter Kleeberg

Grundlagen Farbe und Lack | Wechselwirkungen
Die Farbe muss haftenEin unumstößlicher Grundsatz fürdie Qualitätsproduktion ist dasoptimale Haften der Druckfarbeauf dem Bedruckstoff. Leider wirdin der Praxis hin und wieder fälsch-licherweise angenommen, dass einÜberlackieren die Adhäsion derFarbe auf dem Bedruckstoff ver-stärkt. Tatsächlich aber haftet derLack lediglich auf den Druckfar-benschichten, und wenn diesenicht auf dem Bedruckstoff veran-kert sind, löst sich der Lackgemeinsam mit ihnen ab.Somit richtet sich die Auswahl derDruckfarbenserie zu allererst nachden physikalischen und chemi-schen Eigenschaften des Bedruck-stoffs, d.h. dessen Saugfähigkeit,Benetzungseigenschaften (Rauig-keit, Grenzflächenspannung) undResistenz gegen IR- und UV-Strahlung. Erst dann werden weite-re Anforderungen wie z.B. Geruchs-und Geschmacksneutralität inBetracht gezogen.Abschließend erfolgt die Auswahldes Lackes oder des Laminats bzw.der Prägefolien. Auch hier gilt: dasFinishing muss optimal auf denDruckfarbenschichten – egal, obnoch nass oder schon trocken –haften. Bei weitergehender Ver-edelung ist zu prüfen, ob dieLackschicht für problemlosesPrägen und Rillen geeignet ist undob die Prägefolie eventuell be-druckt werden kann.Vordrucke können helfen, dieAdhäsion der Farbe auf demBedruckstoff zu erhöhen. Dieserreicht man zugleich beimDeckweiß- oder Dispersionseffekt-lack-Vordruck auf Etikettendruck-papier oder Karton. Zwar dienenbeide Arbeitsgänge in erster Linievisuellen Effekten, aber nach
erfolgter Zwischentrocknung exis-tiert zugleich eine ideale Haft-grundierung für die nachfolgendenDruckfarben.
Öldrucklack und UV-Lack in derHybridveredelungDie unkomplizierten Öldrucklackesind in verschiedenen Glanz-,Matt- und Strukturversionen er-hältlich und vertragen sich mitStandarddruckfarben ebenso wiemit nicht alkaliechten Farben undHybridfarben. Zu beachten ist dieEmpfehlung der jeweiligen Farben-bzw. Lackhersteller, welcher Öl-drucklack mit welcher Farbenserieeinsetzbar ist. Zum allgemeinenRückgang der Öldrucklack-Anwen-dung haben die Eigenfärbung undeine generelle Neigung zumVergilben der Drucke, die langeTrocknungsdauer, das notwendigePudern sowie die deutlich geringereSchichtdicke gegenüber Lacken,die mit Lackwerken aufgetragenwerden beigetragen.In Verbindung mit Hybridfarbenerleben Öldrucklacke jedoch eineRenaissance. Ihre Anwendungbeschränkt sich hierbei ausschließ-lich auf das Erzielen von verschie-denen Spotglanz-Kontrasteffekten:die erwünschte Hochglanz-Spot-lackierung wird durch das im Öl-drucklack negativ ausgesparteSujet erzeugt. Inline wird der nochnasse Öldrucklack mit dem UV-Lack vollflächig überlackiert undglänzt nur an den ausgespartenStellen, indem der UV-Lack in dennassen Öldrucklack eindringt undbewusst einen Draw-back-Effektprovoziert. Der Spotlackeffekt wirdalso durch die Wechselwirkung derkonträren Lacksysteme erzielt.Somit sind Spotlackierungen imOffsetpasser möglich.
Ganz bestimmte Effekte könnendurch den gezielten Einsatz derverschieden eingestellten Grenz-flächenspannungen der Lacksyste-me kreiert werden. Je höher dieGrenzflächenspannung, desto aus-geprägter der Granuliereffekt (d.h.Runzelkornstrukturen) – und um-gekehrt: je niedriger, desto matter.Die Ergebnisse sind nicht abzuwer-ten, reichen jedoch nicht an dieUV-Mattlackierung heran.
Öldrucklack und DispersionslackÄhnliche Grenzflächenvorgängewie bei Öldrucklack plus UV-Lackspielen sich bei der Drip-off- oderder Twin-Effect-Lackierung ab.Beim Drip-off-Verfahren werdenein matter Öldrucklack, der gut aufStandardfarben haftet, und einspezieller Dispersionslack, der miteinem Heizaggregat erwärmt wer-den muss, verwendet. Nur wenn erheiß aufgetragen wird, „tröpfelt“er vom Öldrucklack ab. Mit denSenolith-Twin-Effect-Lacken vonWeilburger Graphics ist das Erwär-men des Dispersionslackes nichtnötig.
Da Dispersionslack aber nicht sohohe Glanzwerte wie UV-Lackerreicht, bleiben „Drip-off“ und„Twin-Effect“ im erzielbaren Glanz-kontrast deutlich hinter demHybridverfahren zurück. Hybrid istauf jeden Fall die bessere Wahl fürden Anwender, der regelmäßigAufträge mit Glanzkontrasteffek-ten druckt.
Dispersionslack allein und mit UV-LackDie Dispersionslackierung istheute die meistgenutzte Inline-Lackanwendung. Unter IR- undHeißlufteinwirkung verdunsten inBruchteilen einer Sekunde bis zu90% der Wasserbasis – zumindestbei Schutzlacken; auf matte oderglänzende Optik zielende Disper-sionslacke oder Lacke mit eingear-beiteten Effektpigmenten trock-nen nicht ganz so schnell. Nachdem Verdunsten des Wassers bil-den die feinverteilten Acrylatesofort einen festen Film aus.Deshalb bewährt sich Dispersions-lack immer häufiger auch alsMittel für die schnellere Weiter-verarbeitbarkeit der Drucke.Weder Pudern noch Vergilben müs-sen in Kauf genommen werden.Nur mit wenigen Druckfarben-typen, z.B. alkaliechten, harmo-niert Dispersionslack im Allgemei-nen nicht.
11Process 3 | 2006
Haftung und Verträglichkeit vonFarb- und LackschichtenKeine Druckfarbe ist für alle Bedruckstoffe geeignet. Außerdem können die nach unterschiedlichen Verfahren trocknen-
den Druckfarben und Lacke nicht willkürlich in einem Druck- und Veredelungsprozess gemeinsam verarbeitet werden.
Farb- und Lacktypen müssen aufeinander und auf den Bedruckstoff abgestimmt sein, die Trockner sollten optimal konfi-
guriert sein und nicht mehr Energie als nötig eintragen.
Was ist der Draw-back-Effekt?
Der Draw-back-Effekt, also der plötzliche Glanzverlust, ist der Hauptgrund, warumes Doppellackmaschinen gibt. Dieser Effekt tritt auf, wenn UV-Lack nass-in-nass auf kon-ventionelle Offsetdruckfarben aufgetragen wird. Dann verhindert die luftdicht abschlie-ßende Lackschicht die oxidative Trocknung der noch nassen Druckfarbenschichten.Zwar schlagen einige Bestandteile der Farbe wie sonst auch in den Bedruckstoff weg,die anderen Bestandteile verbinden sich aber mit dem Lack. Der erscheint dann umsostumpfer, je höher die Farbbelegung ist. Deshalb wird vor dem UV-Lack ein Primer aufge-tragen. Diese Dispersionslackschicht verhindert den Kontakt zwischen Farbe und UV-Lackund trägt außerdem auf Grund der aktiven IR- und Heißluft-Zwischentrocknung zwischenDispersions- und UV-Lackierung zur Glanzsteigerung bei. Ist die Primerschicht nicht genü-gend getrocknet, kann es aber trotzdem zum Draw-back-Effekt kommen.Bei Hybridfarben, die auch auf den UV-Trockner ansprechen, ist der Effekt nahezu ausge-schlossen.

Grundlagen Farbe und Lack | Wechselwirkungen
12 Process 3 | 2006
Sogar in Verbindung mit UV-Farbeneignet er sich als Vordruck- undEffektlack. Darüber hinaus werdenspezielle Dispersionslacke, so ge-nannte Blisterlacke, zum Anklebenvon ausgeformten Folien auf demBedruckstoff (meistens Kartonoder Vollpappe) eingesetzt.Erforderlich ist der Dispersions-lackauftrag an Doppellackmaschi-nen. Dort fungiert er als Sperr-schicht zwischen den nassen oxida-tiv trocknenden Farbschichten unddem UV-Lack. Dadurch soll einemDraw-back-Effekt entgegengewirktwerden (siehe Kasten). Zugleicherhöht er die Glanzausprägung derUV-Lackschicht. Ein geringerPuderauftrag kann nötig sein, oftwird aber darauf verzichtet. Aufjeden Fall sind nur vom Lackher-steller freigegebene Dispersions-/UV-Lack-Kombinationen einzuset-zen. Alternativen zur UV-End-lackierung sind entweder ein wei-terer Dispersionslackauftrag oderdie Folienkaschierung, derenQualität durch den Primer begüns-tigt wird.
UV-Lack auf UV- und HybridfarbenUV-härtende Lacke erzielen diebesten Hochglanzeffekte – stärkernoch auf UV- und Hybridfarben alsin Doppellack-Anwendungen. DieGlätte und Härte der Lackschichtkann so hoch sein, dass der sogenannte Glasplatteneffekt auftritt(siehe Kasten). Das sofortigeHärten der UV-Farben und der UV-Lackschicht ermöglicht die Weiter-verarbeitbarkeit der Drucke, selbstwenn – wie im Falle der Hybrid-farben möglich – darunter liegendeFarbschichten nur angehärtet undnicht vollkommen durchgehärtetsein sollten. UV-Lacke sind nachder Aushärtung migrationsarmoder -frei, block- und abriebfestsowie alkali-, chemikalien- und hit-zebeständig. Neben der optimalenAnpassung an den Druckfarbentyp(UV, Hybrid) können UV-Lacke inprägefähigen und verklebbarenFormulierungen gewählt werden.Die große Stärke von UV-Farbenund UV-Lack ist das Bedruckennicht saugender Substrate wiePlastikfolien und Blech. Ein Groß-
teil der Anwendungen ist aller-dings im Faltschachteldruck zuHause, wo es auf sensorischeNeutralität ankommt. Da UV-här-tende Substanzen lösemittelfreisind, erfüllen sie diese Anforde-rung in puncto Geschmacksneu-tralität perfekt; bei sachgemäßerAnwendung sind sie auch äußerstgeruchsarm.Hybridfarben haften wie Standard-farben optimal auf Papier, Karton,Voll- und Wellpappe. Auf diesenBedruckstoffen können sie die mitverschiedenen Nachteilen behafte-ten UV-Farben komplett ersetzen.Genau wie UV-Farben lassen sichdie Hybridfarben direkt mit UV-Lack überlackieren, d.h. im Gegen-satz zu Standardfarben ist zwi-schen Druckfarbe und UV-Lackkeine Primer-Schicht nötig. Da dieHybridfarben wie die UV-Farbenbereits durch UV-Zwischentrock-nung einen bestimmten Trock-nungsgrad erreicht haben, kannder UV-Lack problemlos auf demgebildeten Film haften.
Auswahl geeigneter HybridfarbenBei der Auswahl geeigneter Hybrid-farben sollte auf die Empfehlungender Druckmaschinenhersteller undder Fogra geachtet werden. Nebenproblemloser Verdruckbarkeit,guter Waschbarkeit und selbstver-ständlich getesteter Verträglichkeitmit Walzen und Drucktüchernkann der Drucker davon ausgehen,dass die akkreditierten Farbenlackierecht, d.h. lösemittel- undalkaliecht gemäß DIN 16524 sindund weder Trocknungsverzögererbesitzen noch hochscheuerfestsind. Dementsprechend ist dieZugabe von Additiven durch denDrucker überflüssig und birgt eherunvorhersagbare Risiken.Beim Verdrucken wird eine korrek-te Dosierung der Feuchtmittel-zusätze vorausgesetzt. Pudern istnormalerweise nicht nötig; wenndoch, ist mit Rücksicht auf dieLackierung feinkörniger Puder zuwählen. Als Bedruckstoffe kom-men nur gestrichene Papiere,Kartons und Pappen mit geringerSaugfähigkeit in Frage.
Die Anziehungskräfte zwischen Moleküleneines Mediums (Bedruckstoff, Plattenober-fläche, Druckfarbe, Lack, Feuchtmittel, Luft)sorgen für den Zusammenhalt desMediums (feste Form, Tropfen). BeimKontakt mit einem anderen Medium (z.B.Druckfarbe auf Druckplatte, Lack aufDruckfarbe) treten an den Grenzflächenbeider Medien Wechselwirkungen auf, diedeshalb als Grenzflächenspannungen be-zeichnet werden. Ist eines der Medien Luft,wird beim dichteren Medium auch vondessen Oberflächenspannung gesprochen.Die SI-konforme Maßeinheit ist 1 Milli-newton pro Meter (1 mN/m), was der ver-alteten Einheit von 1 dyn/cm entspricht.
Wasser hat auf Grund seines molekularenDipolcharakters eine sehr hohe Grenzflächen-spannung, was sich in der Neigung zurTropfenbildung und zum Abperlen auf glat-ten Oberflächen zeigt. Im Offsetdruck-Feuchtmittel wird die Grenzflächenspannungdes Wassers durch Isopropylalkohol oder des-sen Ersatzstoffe herabgesetzt,um ein optima-les Benetzen der Druckplatte, d.h. das voll-ständige Spreiten des Wassers auf den nichtdruckenden Stellen, zu erreichen.Mit zugesetzten Benetzungs- und Verlaufs-mitteln erzielen die Hersteller der niedrigvis-kosen Dispersions- und UV-Lacke denselbenEffekt der Spreitung. Sie ermöglichen dasschnelle und strukturfreie Verlaufen des
Benetzen und Verlaufen durch Überwinden von Grenzflächenspannungen
Grenz- bzw. Oberflächenspannungen sind das Resultat der Anziehungskräfte, die zwischenMolekülen wirken (Grafik: Schmid Rhyner)
Lackes auf den Druckfarbenschichten oderdirekt auf dem Bedruckstoff. Entschäumungs-mittel sorgen nicht nur für eine gleich blei-bende Lackmenge durch blasenfreie Übertra-gung, sondern unterstützen dadurch auch dasAusbilden eines homogenen Lackfilms. Eineoptimal eingestellte Scherkraftbeständigkeitder Lackflüssigkeit erlaubt die störungsfreieLackübertragung auch bei hohen Druck-geschwindigkeiten. Dennoch kann es zuBenetzungsstörungen kommen, derenUrsache sich nicht ohne Weiteres klären lässt.
Dazu zählt das „Nadeln“ – feine nadelstich-artige Löcher in der Lackschicht.Um ein optimales Haften aller Farb- undLackschichten zu erreichen, müssen dieSchichten in einem Grenzflächenspan-nungsgefälle aufgetragen werden:der Bedruckstoff (Papierstrich mindestens35 mN/m, Kunststoffe 38 mN/m) bzw. eineGrundierung muss die höchste, die Farbeeine mittlere und der Lack die niedrigsteGrenzflächenspannung aufweisen.
Damit ein ungeformtes flüssiges Medium (2) die geformte Oberfläche eines festen Mediums (1)durch Spreiten benetzen kann, muss die Grenzflächenspannung des Mediums 1 größer als diedes Mediums 2 (Schema unten) sein, sonst perlt Medium 2 ab (Schema oben)(Grafik: Weilburger Graphics)

Grundlagen Farbe und Lack | Wechselwirkungen
Ab 120 g/m2 Flächengewicht solltevor dem Falzen gerillt werden, sodass die Faserlaufrichtung parallelzur Rillung beachtet werden muss.Der Bedruckstoff braucht mindes-tens zwölf Stunden zum Konditio-nieren im Drucksaal.
Auswahl geeigneter UV-LackeEntscheidend für die Härtungs-geschwindigkeit und die Haftungs-eigenschaften – sowohl des Lacksauf der Farbe als auch vonKlebstoff oder Prägefolie auf demLack – ist die Lackrezeptur. Denndie Reaktivität von UV-Lacken istunterschiedlich, je nachdem, ob essich z.B. um präge- und klebefähi-ge Lacke handelt oder nicht.Außerdem unterscheiden sich UV-Lacke für Hybridfarben von UV-Lacken für Doppellack- oder reineUV-Anwendungen.Die Haftung des UV-Lackes auf derDruckfarbe hängt auch davon ab,ob die Farbe oberflächenaktiveGleitmittel (z.B. Silikone oderWachse) enthält oder nicht. DieseStoffe können die Grenzflächen-spannung der Farbe so weit herab-setzen, dass der Lack nicht mehr inder gewünschten Qualität verlau-fen kann. Insofern sind Hybridfar-ben für den wasserlosen Offset-druck eine besondere Herausfor-derung für den Lackhersteller.Doch KBA hat auf dem letztenHybrid-Anwenderforum im April2005 bewiesen, dass es selbstdafür bereits praxistauglicheLösungen gibt.Auch der UV-Lack sollte möglichstwenig bis kein Silikon beinhalten.Silikon macht herkömmlichen UV-Lack zwar klebkraftbeständiger,wie sich im „Tesa-Test“ zeigt, dochleidet darunter auf Grund auftre-tender Benetzungsstörungen dieGlanzkontrastqualität. Als verkleb-bar etikettierte UV-Speziallackeenthalten kein Silikon und sindselbstgemixten Lacken vorzuzie-hen. Ungeachtet dessen ist dasAussparen der Klebeflächen in derLackierform immer sicherer als dasVerkleben lackierter Flächen.Dagegen empfiehlt sich etwasSilikonzugabe bei beidseitiger UV-Lackierung, um bei der Weiterver-arbeitung den Glasplatteneffekt zuvermeiden, der bei Trennschnittendas Schneidgut verblockt. In derRegel lässt sich der Glasplatten-
effekt auch durch minimalen Puder-einsatz oder eine geeignete partiel-le Lackierung verhindern. Ebensohilft rechtzeitiges Schneiden,bevor im Zuge der Abkühlung desStapels die Luft zwischen denBogen entwichen ist.Fatal ist es, wenn es durch dieWahl eines ungeeigneten UV-Lackeszum Anlösen der Druckfarben-schichten kommt. Um vor solchenÜberraschungen sicher zu sein,sollte bei neuen Farbe-Lack-Kombi-nationen immer die Empfehlungder Hersteller beachtet werden.Die meisten Lackhersteller sindzudem bereit, die Verträglichkeitdes Lackes mit den Druckfarbendurch Probelackierungen zu testenund ggf. den Lack zu modifizieren.Was die Viskosität des UV-Lackesbetrifft, gibt KBA auf Grund derErfahrungen von Rapida-Anwen-dern und der eigenen Erkenntnisseim Vorführzentrum Radebeul fol-gende Empfehlung: es sollten UV-Lacke mit einer ausgewiesenenViskosität von 70 s (DIN-Auslauf-
13Process 3 | 2006
Über Kammerrakel-Lackierwerke, Aniloxwalzen und Lackierformen
Lackierwerktyp: Die Zeiten der Zweiwalzenwerke sind vorbei. HöhereLackschichtdicken lassen sich mit einem Aniloxwalzen-Kammerrakel-System erzielen. Dieseaus dem Flexodruck übernommene Technologie kommt außerdem der niedrigen Viskositätvon Dispersions- und UV-Lacken entgegen und ermöglicht auch das Verdrucken von Lackenmit größeren Effektpigmentpartikeln.Aniloxwalze: Das Schöpfvolumen der Aniloxwalze bestimmt im Endeffekt dieLackschichtdicke. Im Interesse einer exakten Lackdosierung sollte der Drucker darauf achten,dass die Aniloxwalze immer von getrockneten Lackresten befreit ist.Die Wahl der „Rasterung“der Walzenoberfläche hängt von der Lackanwendung ab. Praxair Surface Technologies,Partner von KBA bei der Lackierwerkausstattung, empfiehlt konventionelle Hexagon-Rasterzellen nur noch für Lacke mit Metallpigmenten. Für alle anderen Dispersions- und UV-Lack-Anwendungen kommen offene Strukturen zum Einsatz, die sich durch eine schaumfreieLackübertragung auszeichnen. Hierbei sind Haschuren, d.h. eine „endlos“ gravierte Spiralrille,schon nicht mehr der letzte Stand der Technik. Eine bevorzugte Alternative ist die so genann-te ART-Struktur („Anilox Reverse Technology“) – sozusagen ein negativer Raster, bei demkeine Zellen vorhanden sind, sondern „Inseln“ ein Netz von Kanälen und Vertiefungen bilden,die den Lack aufnehmen (siehe Grafik). ART wird bei Hochglanzlackierungen oft kombiniertmit der TIF-Struktur („Thin Ink Film“), wodurch die ART-Struktur in eine Richtung verzerrtwird. Die Tabelle gibt Hinweise zur Wahl der Aniloxwalze im Lackierwerk einerHybridmaschine für Dispersionslack (konventionelle Betriebsart) und UV-Lack
(Hybridbetriebsart). Als einzigerDruckmaschinenhersteller stelltKBA aufgrund des über Jahregewachsenen Know-hows mit derKurzfarbwerktechnik im WerkRadebeul inzwischen auch eigeneAnilox-Walzen für zonenschrau-
Was ist der Glasplatteneffekt?Bei glatten, also auch UV-lackierten Papieren (und erst recht bei beidseitigem UV-Lackieren) kann der Glasplatteneffekt auftreten. Dabei lässt sich der auf den Stapel abge-legte Bogen nahezu nicht mehr vom darunter liegenden Bogen trennen, so dass der Stapelverblockt. Indem sämtliche Luft zwischen den beiden aufeinander treffendenBogenoberflächen verdrängt wird, entsteht ein Vakuum, wie man es auch von aneinanderfestsaugenden Glasplatten kennt.
Minimaler Pudereinsatz, rechtzeitiges Schneiden des noch warmen, luftreichen Stapels sowiepartielles Lackieren (rote Streifen) kann dem Effekt entgegenwirken
benlose Farbwerke und Lackwerke her.Lackierform: Bei anspruchsvollenLackierarbeiten greift man auf eine poly-mere Flexodruckplatte zurück, die in derRegel bei externen Dienstleistern gefertigtwird. In der Mehrzahl der Lackierarbeitengenügen aber kostengünstigere Lackier-formen. Diese bestehen entweder auspolymeren Schneidplatten, die außerhalbder Maschine mit einem Schneidplotteroder manuell bebildert werden, oder ausLackiertüchern. Letztere werden vor allembei Vollflächenlackierungen eingesetztund können über mehrere Aufträge in derMaschine verbleiben. Sie lassen sich aberebenso für einfache Spotlackierungen ver-wenden, indem aus dem Deckschicht-gummi die nicht druckenden Stellenherausgeschnitten werden, was ebenfallsper Hand (in der Maschine) oder auf einemSchneidplotter möglich ist. Lackiertüchersind wie Drucktücher aufgebaut, dochneigt die Oberfläche der Lackiertüchernicht zum Aufbauen des Lacks. BeimWechsel zwischen Lackiertüchern und-platten ist der Höhenunterschied auszu-gleichen.
Struktur Strukturfrequenz Winkelung Schöpfvolumen Anwendung der Aniloxwalze
ART 120 L/cm 45° 9 cm3/m2 UV- und Dispersionslack auf Papier bis 170 g/m2
ART 120 L/cm 45° 13 cm3/m2 UV- und Dispersionslack auf Karton
ART/TIF 100 L/cm 45°/75° 16 bis 20 cm3/m2 Dispersionslack für Hochglanz
ART/TIF 100 bis 80 L/cm 45°/75° 18 bis 22 cm3/m2 UV-Lack für Hochglanz
becher) eingesetzt werden. DerLackauftrag sollte bei etwa 50 sAuslaufgeschwindigkeit erfolgen,wobei das Herabsetzen der
Viskosität durch Erwärmen mitdem Lacktemperiersystem erreichtwird. Dieter Kleeberg

Grundlagen Farbe und Lack | Wechselwirkungen
14 Process 3 | 2006
FingernagelprobeZuverlässige und schnelle Ergeb-nisse liefert die „Fingernagel-probe“: Durch Kratzen mit demFingernagel oder einem geeignetenGegenstand (den man auch beispäteren Tests wieder verwendensollte) offenbart sie, wie hart dieLackoberfläche ist und ob derLackfilm hinreichend wischfest aufden Druckfarbenschichten haftet.Hinsichtlich der raschen Weiter-verarbeitbarkeit der Drucke ist die-ser Test aussagekräftig genug.Ebenfalls manuell und schnell lässtsich die Gleitfähigkeit des Lack-films prüfen, indem man mit mehroder weniger Kraftaufwand einpaar Bogen auf dem Stapel gegen-einander verschiebt. So bemerktder Drucker zugleich, wenn beihoher Glätte die Bogen verblocken(„Glasplatteneffekt“).
TalkumtestAufwändiger lässt sich dieKratzfestigkeit mit dem „Talkum-test“ ermitteln: Zwei Bogen wer-den UV-lackiert; der eine Bogenwird zur Seite gelegt, der zweiteBogen läuft nochmals durch dieMaschine und ohne Lackauftragunter dem UV-Endtrockner hin-durch. Anschlie-ßend verteilt derDrucker feinen Puder (Talkum,Babypuder) auf beide Bogen undwischt ihn wieder herunter. Bleibtauf beiden Bogen Puder zurück, istdie UV-Leistung eindeutig zu nied-rig gewählt. Bleibt nur auf dem ein-mal gehärteten Lackfilm Puderzurück, ist die Härtung zwar in derNähe des gewünschten Strahlungs-grenzwertes, aber noch nicht aus-reichend. So kann man sich ansOptimum herantasten. EinigeDrucker führen diesen Test mit nureinem Bogen durch und deckenbeim zweiten Durchlauf am UV-Endtrockner eine Formathälfte ab.
Tesa-TestWeit verbreitet unter den Hybrid-und UV-Druckern ist der „Tesa-Test“. Da sich die Tesa-Bänder oderandere Klebestreifen in ihrerBreite und Klebkraft unterschei-den, sind auch hierbei weder wie-derholbare Testbedingungen nochmiteinander vergleichbare Ergeb-nisse möglich. Außerdem unter-liegt die Geschwindigkeit beimAbreißen des Klebestreifens vonder Lackoberfläche allein derGewohnheit des Druckers.Mit dem Tesa-Test soll eigentlichdie Haftung des UV-Lackes auf denHybridfarbschichten und somitindirekt seine Durchhärtungbestimmt werden. Genau genom-men werden aber Relationen ver-schiedener Kräfte zueinanderermittelt: denn zunächst wird nurersichtlich, ob die Adhäsionskraftdes UV-Lackes zum Klebestreifengrößer oder kleiner ist als zurDruckfarbe. Doch will der Druckerwirklich wissen, ob der Lack besserkleben kann als ein Kleber? Bei UV-Lack mit 1 bis 2 % Silikongehaltwird sich auf jeden Fall eine höhe-re Beständigkeit gegenüber einemKlebestreifen einstellen, so dassder Tesa-Test vor allem für dieseLackmixturen sinnvoll ist. Aller-dings bringt die Silikonzugabe zumUV-Lack einige Nachteile mit sich,
die sich durch den Einsatz vonSpeziallacken tendenziell vermei-den lassen.Es kann beim Abziehen desKlebestreifens aber auch zu einerSpaltung des Papierstrichs oder derFarbschichten anstatt des Lackeskommen. Zwar spräche das füreine gute Härtung und Haftung desLackes, suggeriert aber beimDrucker falsche Rückschlüsse aufdie Adhäsionskräfte zwischen Farbeund Papier oder die Kohäsionskräfteinnerhalb der Farbschichten unddes Papierstrichs. Somit erscheintder Test unlogisch und kann eherzu einer Verunsicherung als zurGewissheit führen.
AcetontestAuch mit dem „Acetontest“ prüftder Drucker nicht die Oberflächen-härtung des UV-Lackes, sondernseine Durchhärtung in der Tiefeund somit zugleich seine Haftungauf der Druckfarbe. Bei diesemTest werden die lackierten Flächenzweier Bogen mit einem in Acetongetränkten Lappen eingerieben.Anschließend dürfen sich beimAneinanderreiben der beiden ein-geriebenen Lackflächen die Lack-schichten nicht verschieben. Einbrauchbares Ergebnis wird mannur bei normalen UV-Lacken erhal-ten, nicht aber bei präg- und kleb-
baren Lacken, die sich auch beiungenügender Härtung nicht ver-schieben lassen würden. Insofernsowie auf Grund der nicht definier-ten Acetonmenge, Einwirkungszeitund Reibkraft ist diese Methoderecht unzuverlässig.
Chemischer LabortestDruckereien, die viele kritischeLackanwendungen bzw. Bedruck-stoffe testen müssen, vor allem inder Verpackungsbranche, nutzennicht selten ein eigenes Labor.Hier sind kompliziertere und auf-wändigere Tests möglich, die einDrucker nicht auf die Schnelle ander Maschine durchführen könnte.Neben Aushärtungstests wird einesolche Druckerei selbstverständ-lich noch andere Prüfungen in die-sem Labor durchführen, so dasssich diese Investition lohnt.Die chemische Analyse der UV-Lack-Aushärtung erfolgt unterreproduzierbaren Bedingungen. Miteiner farbigen Chemikalienlösung,die exakt nach Herstellerangabenangewendet wird, lässt sich durchVerfärbungen der Lackschicht eineklare Aussage treffen.Dieter Kleeberg
Welche Testmethode ist die richtige?Überprüfen der optimalen Härtung von UV-Lack auf Hybridfarben bevor eine bestimmte Kombination aus Bedruckstoff, Hybridfarbenserie und UV-Lack zum ersten Mal in den Auflagendruck geht, sollte diehierfür optimale Einstellung des UV-Endtrockners ermittelt werden. Auch unmittelbar vor Druckbeginn empfiehlt es sich, nochmals die Lackhärtung und -haftung zu überprüfen, vor allem wenn unter demUV-Lack hohe Farbflächendeckungen liegen. „Optimale Einstellung“ bedeutet immer, nicht mehr Energie als nötig aufzuwenden. Denn zu viel Energie verursacht nicht nur unnötige Kosten, eine zu starke UV-Strahlereinwirkung führt durch die hohe Temperaturentwicklung auch zum Verspröden und zur Geruchsentwicklung des UV-Lackes und des Bedruckstoffes, eventuell auch zum Brechen des Papierstrichs beimspäteren Falzen. Nicht notwendig sind Tests bei kationisch härtenden UV-Lacken; sie haften auf allen Materialien und härten nach einmaligem UV-Impuls komplett durch. Die derzeit in Verbindung mitHybridfarben eingesetzten UV-Lacke härten jedoch alle radikalisch wie die Farben. Um die Grenzwerte auszuloten und die optimale Strahlungsleistung zu finden, greifen die Drucker in der Praxis auf verschie-dene Testmethoden zurück.Diese Tests sind jedoch allesamt nicht standardisiert und somit immer von der subjektiven Erfahrung des Druckers abhängig.Darüber hinaus kann die Aussagekraft der Tests je nachLackspezifikation (präg- und klebbar oder nicht) zweifelhaft sein.
Bis zu einer bestimmten Druckfarben-Schichtdicke s (messbar an Hand der Volltondichte DS, einemnichtlinearen Maß für die Schichtdicke) härten UV-Farben hinreichend aus, jenseits davon nichtmehr, weshalb dann die UV-Strahlerleistung zu erhöhen ist. Bei Hybridfarben, die zusätzlich oxida-tiv-wegschlagend trocknen, liegt die kritische Schichtdicke höher Quelle: RadTech
Überprüfung der Haftung und Durchhärtungdes UV-Lackes auf einer Hybridfarbenflächemit dem „Tesa-Test“: Findet hier wirklich nurein Ablösen der Lackschicht oder auch eineunerwünschte Farbschicht- oder Papierstrich-spaltung statt? Foto: VEGRA
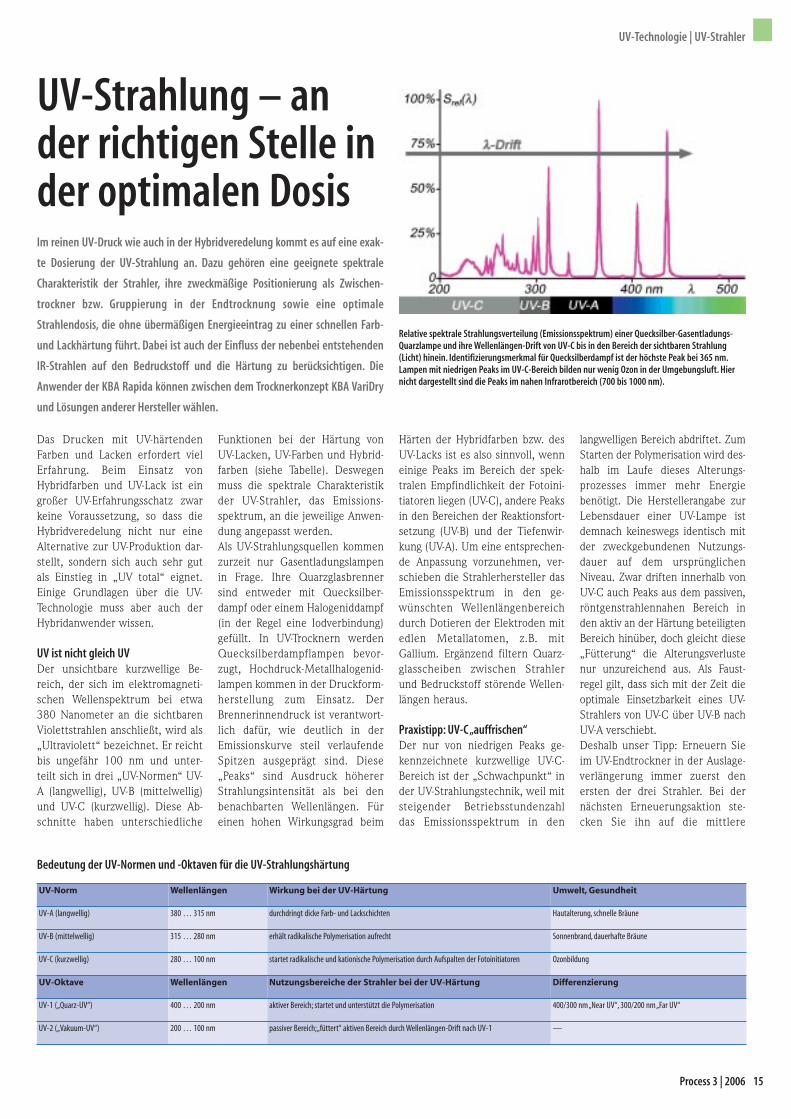
UV-Technologie | UV-Strahler
Das Drucken mit UV-härtendenFarben und Lacken erfordert vielErfahrung. Beim Einsatz vonHybridfarben und UV-Lack ist eingroßer UV-Erfahrungsschatz zwarkeine Voraussetzung, so dass dieHybridveredelung nicht nur eineAlternative zur UV-Produktion dar-stellt, sondern sich auch sehr gutals Einstieg in „UV total“ eignet.Einige Grundlagen über die UV-Technologie muss aber auch derHybridanwender wissen.
UV ist nicht gleich UVDer unsichtbare kurzwellige Be-reich, der sich im elektromagneti-schen Wellenspektrum bei etwa380 Nanometer an die sichtbarenViolettstrahlen anschließt, wird als„Ultraviolett“ bezeichnet. Er reichtbis ungefähr 100 nm und unter-teilt sich in drei „UV-Normen“ UV-A (langwellig), UV-B (mittelwellig)und UV-C (kurzwellig). Diese Ab-schnitte haben unterschiedliche
Funktionen bei der Härtung vonUV-Lacken, UV-Farben und Hybrid-farben (siehe Tabelle). Deswegenmuss die spektrale Charakteristikder UV-Strahler, das Emissions-spektrum, an die jeweilige Anwen-dung angepasst werden.Als UV-Strahlungsquellen kommenzurzeit nur Gasentladungslampenin Frage. Ihre Quarzglasbrennersind entweder mit Quecksilber-dampf oder einem Halogeniddampf(in der Regel eine Iodverbindung)gefüllt. In UV-Trocknern werdenQuecksilberdampflampen bevor-zugt, Hochdruck-Metallhalogenid-lampen kommen in der Druckform-herstellung zum Einsatz. DerBrennerinnendruck ist verantwort-lich dafür, wie deutlich in derEmissionskurve steil verlaufendeSpitzen ausgeprägt sind. Diese„Peaks“ sind Ausdruck höhererStrahlungsintensität als bei denbenachbarten Wellenlängen. Füreinen hohen Wirkungsgrad beim
Härten der Hybridfarben bzw. desUV-Lacks ist es also sinnvoll, wenneinige Peaks im Bereich der spek-tralen Empfindlichkeit der Fotoini-tiatoren liegen (UV-C), andere Peaksin den Bereichen der Reaktionsfort-setzung (UV-B) und der Tiefenwir-kung (UV-A). Um eine entsprechen-de Anpassung vorzunehmen, ver-schieben die Strahlerhersteller dasEmissionsspektrum in den ge-wünschten Wellenlängenbereichdurch Dotieren der Elektroden mitedlen Metallatomen, z.B. mitGallium. Ergänzend filtern Quarz-glasscheiben zwischen Strahlerund Bedruckstoff störende Wellen-längen heraus.
Praxistipp: UV-C „auffrischen“Der nur von niedrigen Peaks ge-kennzeichnete kurzwellige UV-C-Bereich ist der „Schwachpunkt“ inder UV-Strahlungstechnik, weil mitsteigender Betriebsstundenzahldas Emissionsspektrum in den
langwelligen Bereich abdriftet. ZumStarten der Polymerisation wird des-halb im Laufe dieses Alterungs-prozesses immer mehr Energiebenötigt. Die Herstellerangabe zurLebensdauer einer UV-Lampe istdemnach keineswegs identisch mitder zweckgebundenen Nutzungs-dauer auf dem ursprünglichenNiveau. Zwar driften innerhalb vonUV-C auch Peaks aus dem passiven,röntgenstrahlennahen Bereich inden aktiv an der Härtung beteiligtenBereich hinüber, doch gleicht diese„Fütterung“ die Alterungsverlustenur unzureichend aus. Als Faust-regel gilt, dass sich mit der Zeit dieoptimale Einsetzbarkeit eines UV-Strahlers von UV-C über UV-B nachUV-A verschiebt. Deshalb unser Tipp: Erneuern Sieim UV-Endtrockner in der Auslage-verlängerung immer zuerst denersten der drei Strahler. Bei dernächsten Erneuerungsaktion ste-cken Sie ihn auf die mittlere
15Process 3 | 2006
UV-Strahlung – ander richtigen Stelle inder optimalen DosisIm reinen UV-Druck wie auch in der Hybridveredelung kommt es auf eine exak-
te Dosierung der UV-Strahlung an. Dazu gehören eine geeignete spektrale
Charakteristik der Strahler, ihre zweckmäßige Positionierung als Zwischen-
trockner bzw. Gruppierung in der Endtrocknung sowie eine optimale
Strahlendosis, die ohne übermäßigen Energieeintrag zu einer schnellen Farb-
und Lackhärtung führt. Dabei ist auch der Einfluss der nebenbei entstehenden
IR-Strahlen auf den Bedruckstoff und die Härtung zu berücksichtigen. Die
Anwender der KBA Rapida können zwischen dem Trocknerkonzept KBA VariDry
und Lösungen anderer Hersteller wählen.
Relative spektrale Strahlungsverteilung (Emissionsspektrum) einer Quecksilber-Gasentladungs-Quarzlampe und ihre Wellenlängen-Drift von UV-C bis in den Bereich der sichtbaren Strahlung(Licht) hinein. Identifizierungsmerkmal für Quecksilberdampf ist der höchste Peak bei 365 nm.Lampen mit niedrigen Peaks im UV-C-Bereich bilden nur wenig Ozon in der Umgebungsluft. Hiernicht dargestellt sind die Peaks im nahen Infrarotbereich (700 bis 1000 nm).
Bedeutung der UV-Normen und -Oktaven für die UV-Strahlungshärtung
UV-Norm Wellenlängen Wirkung bei der UV-Härtung Umwelt, Gesundheit
UV-A (langwellig) 380 … 315 nm durchdringt dicke Farb- und Lackschichten Hautalterung, schnelle Bräune
UV-B (mittelwellig) 315 … 280 nm erhält radikalische Polymerisation aufrecht Sonnenbrand, dauerhafte Bräune
UV-C (kurzwellig) 280 … 100 nm startet radikalische und kationische Polymerisation durch Aufspalten der Fotoinitiatoren Ozonbildung
UV-Oktave Wellenlängen Nutzungsbereiche der Strahler bei der UV-Härtung Differenzierung
UV-1 („Quarz-UV“) 400 … 200 nm aktiver Bereich; startet und unterstützt die Polymerisation 400/300 nm „Near UV“, 300/200 nm „Far UV“
UV-2 („Vakuum-UV“) 200 … 100 nm passiver Bereich;„füttert“ aktiven Bereich durch Wellenlängen-Drift nach UV-1 —

UV-Technologie | UV-Strahler
16 Process 3 | 2006
Position um, um Platz für einenneuen Strahler zu machen, und beieiner weiteren Erneuerungsaktionauf die dritte. So ist immer für „fri-sche“ UV-C-Strahlung im End-trockner gesorgt! Die meisten UV-C-Strahlungsanteile werden im ers-ten Strahler benötigt, weil dort dieHärtung des UV-Lackes gestartetwird, während es die Aufgabe dernachfolgenden beiden Strahler ist,die gestartete Vernetzungsreaktionaufrecht zu erhalten bzw. in dieTiefe zu führen. Beim KBA-VariDry-Endtrockner werden in der Regeldiese drei Strahler von vorn nachhinten mit einem Leistungsprofilvon 40%, 80% und 100% betrieben.Einige Jobs mit hoher Farb-belegung erfordern eine Erhöhungvor allem der Leistung des zweitenStrahlers.
KBA VariDry erfüllt AnforderungenbestensLeistungsfähige Druckmaschinenwie die KBA Rapidas arbeiten nurdann wirtschaftlich mit der UV-Trocknung, wenn die UV-Strahlerden hohen Leistungsanforde-rungen gewachsen sind, flexibelund unkompliziert handhabbarsind und einen hohen Wirkungs-grad besitzen, wie es beim KBA-VariDry-System der Fall ist (sieheauch Beitrag „Hocheffiziente undinnovative Trockner“ weiter vorn).
Bei allen Anforderungs-kriterienbewährt es sich, dass KBA denTrockner komplett selbst baut undweiterentwickelt. Somit muss KBAkeine Kompromisse bei derKonstruktion der Strahler undihrer Integration in die Druck-maschine eingehen. Bedienungs-und Wartungsfreundlichkeit sowieEinbaustellen der Strahler sindoptimal.Die UV-Lampen sind in den beidenLeistungsstärken 160 und 200W/cm erhältlich. Das Vorschalt-gerät lässt die Lampen schnell star-ten und stabilisiert die Leistungs-abgabe, passt die notwendigeStrahlungsmenge aber auch inEchtzeit der Produktionsge-schwindigkeit an. Vom Leitstandaus kann der Drucker jeden einzel-nen Strahler überwachen und die
Leistung stufenlos als Prozentwertvoreinstellen.Im Gegensatz zu anderenStrahlern sind die Reflektoren derVariDry-UV-Strahler nicht auf dieBedruckstoffoberfläche fokussiert,sondern reflektieren flutend.Anwendbar ist dieses einfachePrinzip auf Grund des optimalenAbstands zur Bedruckstoffober-fläche. Durch den Verzicht auf spe-zielle Bestrahlungsgeometrien istKBA auch nicht an die unterschied-lichen Geometrien für die ver-
UV-Strahlung der Lampe 30%
sichtbare Strahlung der Lampe (Licht) 10%
Wärmestrahlung der Lampe (IR) 40%
Wärmestrahlung der Brennerelektroden 10%
Wärmeleitung des Quarzglases 10%
Energiebilanz einer UV-Lampe
Quelle: Grafix Zerstäubungstechnik
Abnahme der Intensität (%) der UV-Strahlung durch Alterung
schiedenen Trocknerpositionengebunden. Deshalb sind dieStrahler problemlos und beliebigals Zwischen- und Endtrockneruntereinander austauschbar – einAlleinstellungsmerkmal unter denTrocknerkonzepten im Druck-maschinenbau! Dieses Highlightermöglicht eine sehr individuelleTrocknerabstimmung.Ein weiteres Unterscheidungs-merkmal ist, dass die VariDry-UV-Strahler nicht dichroitischbeschichtet sind, weil Feinstauballzu schnell die Kaltspiegel-wirkung aufheben kann. Auch aufGrund dessen sind sie ohneWeiteres zwischen den Zwischen-und Endtrocknerpositionen aus-tauschbar. Selbstverständlich wirdtrotzdem nicht auf ein Heat-Management verzichtet: Strahler-gehäuse und Abblendklappen(Shutter) sind mit Kühlbohrungenversehen, die die Wärme in einenKühlwasserkreislauf leiten. DieseArt der Kühlung ist so effizient,dass der Drucker die Strahler ohneWartezeit anfassen kann, wenn ersie austauschen oder umsteckenmöchte. Die Platz sparend konstru-ierten Shutter des VariDry-UV-Strahlers erfüllen übrigens gleichzwei Funktionen: Im geschlosse-
nen Zustand spenden sie Schatten,und nach dem Zurückschwenkenwirken sie zugleich als Reflektoren.
Wie lässt sich UV-Strahlung am bes-ten messen?Angepasst an die Anlagenaus-führung sind in die Strahler-gehäuse einiger Hersteller UV-Sonden eingebaut, die mit mehroder weniger zuverlässigenMethoden die Lampenleistung inW/cm2 erfassen und Rückschlüsseauf die UV-Strahlungsmenge wäh-rend der Produktion zulassen sol-len. Mit einer portablen Sondekann der Drucker auch an andereStellen im Trocknerbereich vor-dringen. Zumeist kommen wech-selbare Flächen- oder Stabsensorenzum Einsatz, deren höchsteEmpfindlichkeit jeweils in derMitte von UV-A, UV-B oder UV-Cliegt. Über die Aussagekraft einiger„Messmethoden“ lässt sich aller-dings streiten. So ist beispielswei-se die Messung freier Radikaleunbrauchbar.Hilfreicher und wünschenswertwäre die Messung der Größe undLage der Peaks, also eine spektro-metrische Methode. Nur so ließesich die tatsächliche Alterung desUV-Strahlers permanent überwa-chen und – im Falle einer Inline-Messung – in Verbindung mit derMaschinensteuerung der Wir-kungsgrad in allen drei UV-Normenanpassen. Allerdings würde sichdadurch die UV-Trocknerlösungverteuern. Zurzeit werden amRapida-Leitstand die Betriebsstun-den jedes einzelnen UV-Strahlersgezählt – eine Grundvoraussetzungfür die zuverlässige Strahlernut-zung. Ein generelles Problem ist,dass UV-Farben und -Lacke der ver-schiedenen Hersteller auf bestimmte
UV-Strahler im KBA-VariDry-Trockner: Sind diebeiden Klappen geöffnet, wirken sie alsReflektoren (Grafik oben); sind beide geschlos-sen, wirken sie als Shutter (Grafik unten). Diemit Rippen versehenen Klappen sind wasser-gekühlt (Leitungen blau eingefärbt), nachunten ist der Trockner durch ein Schutzglasgesichert
Gerät für die pauschale Messung der UV-Lampenleistung von Dr. Hönle
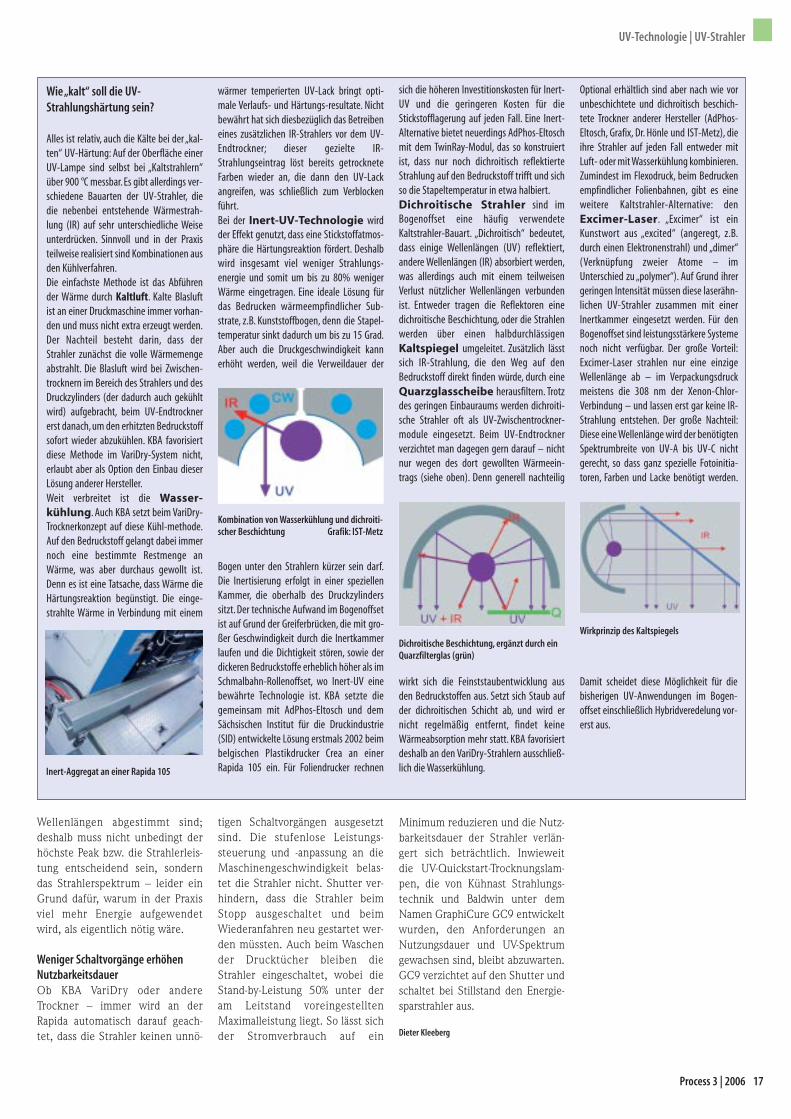
UV-Technologie | UV-Strahler
Wellenlängen abgestimmt sind;deshalb muss nicht unbedingt derhöchste Peak bzw. die Strahlerleis-tung entscheidend sein, sonderndas Strahlerspektrum – leider einGrund dafür, warum in der Praxisviel mehr Energie aufgewendetwird, als eigentlich nötig wäre.
Weniger Schaltvorgänge erhöhenNutzbarkeitsdauerOb KBA VariDry oder andereTrockner – immer wird an derRapida automatisch darauf geach-tet, dass die Strahler keinen unnö-
tigen Schaltvorgängen ausgesetztsind. Die stufenlose Leistungs-steuerung und -anpassung an dieMaschinengeschwindigkeit belas-tet die Strahler nicht. Shutter ver-hindern, dass die Strahler beimStopp ausgeschaltet und beimWiederanfahren neu gestartet wer-den müssten. Auch beim Waschender Drucktücher bleiben dieStrahler eingeschaltet, wobei dieStand-by-Leistung 50% unter deram Leitstand voreingestelltenMaximalleistung liegt. So lässt sichder Stromverbrauch auf ein
Minimum reduzieren und die Nutz-barkeitsdauer der Strahler verlän-gert sich beträchtlich. Inwieweitdie UV-Quickstart-Trocknungslam-pen, die von Kühnast Strahlungs-technik und Baldwin unter demNamen GraphiCure GC9 entwickeltwurden, den Anforderungen anNutzungsdauer und UV-Spektrumgewachsen sind, bleibt abzuwarten.GC9 verzichtet auf den Shutter undschaltet bei Stillstand den Energie-sparstrahler aus.
Dieter Kleeberg
17Process 3 | 2006
Wie „kalt“ soll die UV-Strahlungshärtung sein?
Alles ist relativ, auch die Kälte bei der „kal-ten“ UV-Härtung: Auf der Oberfläche einerUV-Lampe sind selbst bei „Kaltstrahlern“über 900 °C messbar. Es gibt allerdings ver-schiedene Bauarten der UV-Strahler, diedie nebenbei entstehende Wärmestrah-lung (IR) auf sehr unterschiedliche Weiseunterdrücken. Sinnvoll und in der Praxisteilweise realisiert sind Kombinationen ausden Kühlverfahren.Die einfachste Methode ist das Abführender Wärme durch Kaltluft. Kalte Blasluftist an einer Druckmaschine immer vorhan-den und muss nicht extra erzeugt werden.Der Nachteil besteht darin, dass derStrahler zunächst die volle Wärmemengeabstrahlt. Die Blasluft wird bei Zwischen-trocknern im Bereich des Strahlers und desDruckzylinders (der dadurch auch gekühltwird) aufgebracht, beim UV-Endtrocknererst danach, um den erhitzten Bedruckstoffsofort wieder abzukühlen. KBA favorisiertdiese Methode im VariDry-System nicht,erlaubt aber als Option den Einbau dieserLösung anderer Hersteller.Weit verbreitet ist die Wasser-kühlung. Auch KBA setzt beim VariDry-Trocknerkonzept auf diese Kühl-methode.Auf den Bedruckstoff gelangt dabei immernoch eine bestimmte Restmenge anWärme, was aber durchaus gewollt ist.Denn es ist eine Tatsache, dass Wärme dieHärtungsreaktion begünstigt. Die einge-strahlte Wärme in Verbindung mit einem
wärmer temperierten UV-Lack bringt opti-male Verlaufs- und Härtungs-resultate. Nichtbewährt hat sich diesbezüglich das Betreibeneines zusätzlichen IR-Strahlers vor dem UV-Endtrockner; dieser gezielte IR-Strahlungseintrag löst bereits getrockneteFarben wieder an, die dann den UV-Lackangreifen, was schließlich zum Verblockenführt.Bei der Inert-UV-Technologie wirdder Effekt genutzt, dass eine Stickstoffatmos-phäre die Härtungsreaktion fördert. Deshalbwird insgesamt viel weniger Strahlungs-energie und somit um bis zu 80% wenigerWärme eingetragen. Eine ideale Lösung fürdas Bedrucken wärmeempfindlicher Sub-strate, z.B. Kunststoffbogen, denn die Stapel-temperatur sinkt dadurch um bis zu 15 Grad.Aber auch die Druckgeschwindigkeit kannerhöht werden, weil die Verweildauer der
Bogen unter den Strahlern kürzer sein darf.Die Inertisierung erfolgt in einer speziellenKammer, die oberhalb des Druckzylinderssitzt. Der technische Aufwand im Bogenoffsetist auf Grund der Greiferbrücken, die mit gro-ßer Geschwindigkeit durch die Inertkammerlaufen und die Dichtigkeit stören, sowie derdickeren Bedruckstoffe erheblich höher als imSchmalbahn-Rollenoffset, wo Inert-UV einebewährte Technologie ist. KBA setzte diegemeinsam mit AdPhos-Eltosch und demSächsischen Institut für die Druckindustrie(SID) entwickelte Lösung erstmals 2002 beimbelgischen Plastikdrucker Crea an einerRapida 105 ein. Für Foliendrucker rechnen
sich die höheren Investitionskosten für Inert-UV und die geringeren Kosten für dieStickstofflagerung auf jeden Fall. Eine Inert-Alternative bietet neuerdings AdPhos-Eltoschmit dem TwinRay-Modul, das so konstruiertist, dass nur noch dichroitisch reflektierteStrahlung auf den Bedruckstoff trifft und sichso die Stapeltemperatur in etwa halbiert.Dichroitische Strahler sind imBogenoffset eine häufig verwendeteKaltstrahler-Bauart. „Dichroitisch“ bedeutet,dass einige Wellenlängen (UV) reflektiert,andere Wellenlängen (IR) absorbiert werden,was allerdings auch mit einem teilweisenVerlust nützlicher Wellenlängen verbundenist. Entweder tragen die Reflektoren einedichroitische Beschichtung, oder die Strahlenwerden über einen halbdurchlässigenKaltspiegel umgeleitet. Zusätzlich lässtsich IR-Strahlung, die den Weg auf denBedruckstoff direkt finden würde, durch eineQuarzglasscheibe herausfiltern. Trotzdes geringen Einbauraums werden dichroiti-sche Strahler oft als UV-Zwischentrockner-module eingesetzt. Beim UV-Endtrocknerverzichtet man dagegen gern darauf – nichtnur wegen des dort gewollten Wärmeein-trags (siehe oben). Denn generell nachteilig
Inert-Aggregat an einer Rapida 105
Kombination von Wasserkühlung und dichroiti-scher Beschichtung Grafik: IST-Metz
wirkt sich die Feinststaubentwicklung ausden Bedruckstoffen aus. Setzt sich Staub aufder dichroitischen Schicht ab, und wird ernicht regelmäßig entfernt, findet keineWärmeabsorption mehr statt. KBA favorisiertdeshalb an den VariDry-Strahlern ausschließ-lich die Wasserkühlung.
Dichroitische Beschichtung, ergänzt durch einQuarzfilterglas (grün)
Optional erhältlich sind aber nach wie vorunbeschichtete und dichroitisch beschich-tete Trockner anderer Hersteller (AdPhos-Eltosch, Grafix, Dr. Hönle und IST-Metz), dieihre Strahler auf jeden Fall entweder mitLuft- oder mit Wasserkühlung kombinieren.Zumindest im Flexodruck, beim Bedruckenempfindlicher Folienbahnen, gibt es eineweitere Kaltstrahler-Alternative: denExcimer-Laser. „Excimer“ ist einKunstwort aus „excited“ (angeregt, z.B.durch einen Elektronenstrahl) und „dimer“(Verknüpfung zweier Atome – imUnterschied zu „polymer“). Auf Grund ihrergeringen Intensität müssen diese laserähn-lichen UV-Strahler zusammen mit einerInertkammer eingesetzt werden. Für denBogenoffset sind leistungsstärkere Systemenoch nicht verfügbar. Der große Vorteil:Excimer-Laser strahlen nur eine einzigeWellenlänge ab – im Verpackungsdruckmeistens die 308 nm der Xenon-Chlor-Verbindung – und lassen erst gar keine IR-Strahlung entstehen. Der große Nachteil:Diese eine Wellenlänge wird der benötigtenSpektrumbreite von UV-A bis UV-C nichtgerecht, so dass ganz spezielle Fotoinitia-toren, Farben und Lacke benötigt werden.
Wirkprinzip des Kaltspiegels
Damit scheidet diese Möglichkeit für diebisherigen UV-Anwendungen im Bogen-offset einschließlich Hybridveredelung vor-erst aus.

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
18 Process 3 | 2006
Resistenzanforderungen bei der HybridveredelungFür den UV-Druck müssen Maschinenteile, Gummiwalzen, Druck- und Lackiertücher, Druckplatten und Bedruckstoffe so
gewählt werden, dass sie gegen die speziellen aggressiven Druckfarben und Waschmittel sowie gegen UV-Strahlung resis-
tent sind. Auf die Hybridveredelung trifft das nur eingeschränkt zu, weil die hierbei eingesetzten Farben und Chemikalien
bei Weitem nicht so aggressiv sind. Deshalb sind die genannten Materialien auch für den Wechselbetrieb zwischen
Hybridveredelung und konventionellem Druck mit Dispersionslackierung geeignet, während im reinen UV-Druck kein
Wechsel zu einer anderen Betriebsart möglich ist.
Druck- und Lackiertücher für den Hybriddrucker (Stand: August 2005)
Drucktuch, Lackiertuch Farb- bzw. Lackanwendungen Bedruckstoffanwendungen strippfähig?
Atécé
PrintCare SF-APrintCare SP/SS/NPrintStrip R606
Normal/Hybrid-Wechselbetrieb, UV- oder MischbetriebWechselbetrieb Dispersions-/UV-LackWechselbetrieb Dispersions-/UV-Lack
Papier, Karton, Pappe, Plastik, MetallPapier, Karton, Pappe, Plastik, MetallPapier, Karton
neinjaja
Böttcher
TOP 1001/1002/1003TOP 4400TOP 5400-N
Wechselbetrieb Dispersions-/UV-LackNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb
Papier, Karton, Pappe, Plastik, MetallPapier, Karton, MetallMetall (UV auch Papier, Karton)
ja (bis 0,7/0,8/0,8 mm)neinnein
Contitech, Phoenix Xtra Print
Conti-Air EbonyConti-Air SpectralPhoenix Ruby CaratPhoenix Topaz CaratPhoenix Opal/Canyon
Normal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebHybrid- oder UV-BetriebNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebWechselbetrieb Dispersions-/UV-Lack
Papier, MetallPapierPapier, KartonPapier, Karton, Pappe, MetallPapier, Karton, Pappe, Plastik, Metall
neinjaneinneinja (ca. 0,9 mm)
Day International, Day Brasil
davidM QL StripperdayGraphica 3610/EU 03dayGraphica NSP 03Printec maxPrintec coater/stick ’n’ strip
Wechselbetrieb Dispersions-/UV-LackNormal/Hybrid-WechselbetriebNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-WechselbetriebWechselbetrieb Dispersions-/UV-Lack
Papier, Karton, Pappe, Plastik, MetallPapier, Karton, PappeKarton, Pappe, Plastik, MetallPapier, Karton, PappePapier, Karton, Pappe, Plastik, Metall
janeinneinneinja (bis 0,8 mm)
Duco, Birkan
Multi HybridSuperflexSuperstrip FB/FB longer runSuperstrip PB/UVPBSuperstrip SB AdhesiveTR TurquoiseUV Compressible EPDM
Normal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb, UV- oder Mischbetriebeinmalig Dispersions- oder UV-LackWechselbetrieb Dispersions-/UV-LackWechselbetrieb Dispersions-/UV-LackNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebUV-Betrieb, einige Hybridfarben
Papier, KartonWellpappePapier, Karton, Pappe, Plastik, MetallPapier, Karton, Pappe, Plastik, MetallPapier, Karton, Pappe, Plastik, MetallPapierPapier, Karton, Plastik, Metall
neinneinja (bis 0,8 mm)ja (bis 0,95/0,8 mm)janeinnein
Folex
Folacoat UV LT-D/LT-P Wechselbetrieb Dispersions-/UV-Lack Papier, Karton, Pappe, Plastik, Metall ja
Fujikura Graphics
Luminus Normal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb Papier, Karton nein
I.M.C.
Perfect Dot 4-SR Normal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb Papier, Plastik, Metall nein
Kinyo
Airtack M Adhesive Normal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb Papier nein
MacDermid (vormals Rollin)
ElastostripMetro
Wechselbetrieb Dispersions-/UV-LackNormal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb
Papier, Karton, Pappe, Plastik, MetallKarton, Pappe, Plastik, Metall
janein
Prisco
Priscolith EbonyPriscolith Hybrid
Normal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb
Papier, MetallKarton, Pappe, Metall
neinnein
Reeves
Vulcan ComboVulcan FolioVulcan Image4U
Normal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb, UV- oder MischbetriebNormal/Hybrid-Wechselbetrieb, UV- oder Mischbetrieb
Papier, Karton, MetallPapierPapier, Karton
neinneinnein
Quellbeständigkeit der Walzen undDrucktücherVom reinen UV-Druck her istbekannt, dass die Gummibezügeund -schichten auf Walzen, Druck-und Lackiertüchern quellbeständigsein müssen. Die UV-Farben unddie ebenso aggressiven UV-Wasch-mittel dürfen nicht zum Auf-quellen des Gummis über eineakzeptable Toleranzgrenze hinausführen.Bei der Hybridveredelung kommenhingegen Farben zur Anwendung,die zwar in ihrer chemischenZusammensetzung eher den Stan-dardfarben als den UV-Farbenähneln, aber immer noch relativ
Bitte beachten Sie: einige Tuchhersteller akkreditieren ihre Produkte für ausgewählte Waschmittelformulierungen. Keine Gewähr für Vollständigkeit und Richtigkeit der Angaben; nicht alle Tuchfabrikatesind weltweit erhältlich, ihre Produktion kann jederzeit auslaufen. KBA behält sich vor, einige Produkte zu empfehlen bzw. nicht zu empfehlen.

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
stark in Kunststoffe und polymereDruckplattenschichten eindringen.Sie lassen sich mit speziellenHybridwaschmitteln von denWalzen-, Drucktuch- und Platten-oberflächen abwaschen. DieseHybridwaschmittel können nachBetriebsartwechsel auch für das
Waschen von Standardfarbengenutzt werden. Gummi wie auchnicht vulkanisierte Polymere dür-fen nach längerer Waschmittelein-wirkung nur geringe Volumen-änderungen (Quellung bei chemi-scher Stoffeinlagerung oderSchrumpfung bei Herauslösung)aufweisen. Quellen und Schrump-fen, z.B. beim Wechsel von Hybrid-farbe zu Normalfarbe oder vonFarbe zu Waschmittel, ist unver-meidlich – entscheidend ist nur, esgeschieht innerhalb bestimmterGrenzwerte.Die Walzen- und Drucktuchpro-dukte reagieren auf die verschiede-nen verfügbaren Hybridfarben und-waschmittel unterschiedlich stark.Deshalb ist den Empfehlungen vonKBA „Accredited For HybridPrinting“ zu folgen, welche Farbenmit welchen Waschmitteln ohneQuellungsprobleme einsetzbar sind.KBA empfiehlt nur die Farben undWaschmittel, die bei Standard-walzen – also Walzen, die sonstauch mit konventionellen Druck-farben eingesetzt werden – keinebzw. tolerierbare Volumenände-rungen verursachen, was zurzeitnur auf die Walzen der Firma FelixBöttcher, Köln, zutrifft. Andernfallsmüssten Mischwalzen eingesetztwerden, wie es einige Mitbewer-ber fordern, aber das entsprichtdann nicht mehr der von KBA defi-nierten Hybridtechnologie. Unab-hängig davon müssen die Druck-tücher für Hybrid- bzw. Normal-Hybrid-Wechselbetrieb ausgewie-sen sein. Die Deckschichten dieserDrucktücher bestehen in der Regelaus NBR („Nitrile ButadieneRubber“, Nitrilkautschuk).Einige Drucktücher mit einerNitril-PVC-Mischpolymer-Deckedehnen das Einsatzgebiet zusätz-lich auf den UV-Bereich aus, wäh-rend Tücher mit Deckschichtenaus EPDM („Ethylen-Propylen-Dien-Monomer/Terpolymer“, EPD-Kautschuk) ausschließlich für UV-Farben verwendet werden. Dassbei „Allround“-Drucktüchern Quali-tätsnachteile gegenüber speziellenHybrid- oder UV-Tüchern hinge-nommen werden müssen, ist eineMarketing-Aussage einiger Her-steller und mag nur in wenigenFällen stimmen. Richtig ist aller-dings, dass ein Mischbetrieb mitUV- und konventionellen Farben
auf Dauer nicht gut für die Kaut-schukmaterialien ist – ein Problem,das beim Hybrid-Standard-Wechsel-betrieb nicht auftritt. Für EPDMgibt es im UV-Dauereinsatz jedochkeinen Ersatz durch ein Allround-Tuch, das in gewisser Weise denbestmöglichen Kompromiss dar-stellt. Was die einsetzbarenWaschmittel betrifft, so gilt folgen-de Faustregel: Hybridwaschmittelvertragen sich nur mit Nitril-basier-ten Materialien für den Hybrid-und konventionellen Betrieb, wäh-rend sie bei EPDM zu einerQuellung führen würden. EPDMverlangt UV-Farben und nur UV-Waschmittel!
Auflagenbeständigkeit derDruckplattenAls Offsetdruckplatten bewährensich in Hybridmaschinen grund-sätzlich alle Fabrikate, derenAuflagenbeständigkeit – wie im UV-Druck auch – durch „Einbrennen“erhöht werden kann, mit Ausnahmeder zu wenig fein auflösendenPlatten für den Zeitungsdruck.Zum Einbrennen kommen nurdafür ausgewiesene analoge unddigitale Platten mit einer Fotopoly-mer- oder Thermopolymer-Schichtin Frage. Das Erhitzen der entwi-ckelten Polymerschicht führtneben einer deutlichen Härtestei-gerung auch zu einer „Versiege-lung“ der Polymeroberfläche, wasdas Eindringen von Druckfarbenbe-standteilen und Waschmitteln ver-hindert. Damit ist sowohl dasAnlösen der Schicht (beimDrucktuchwaschen zwischendurchoder durch Druckfarbeneinwir-kung) als auch ein eventuellerNachkopiereffekt (durch Wärme-oder UV-Strahlung in der Nähe derZwischentrockner) ausgeschlossen.Die meisten der einbrennbarenCTP-Platten sind Thermoplatten.Mit der Fujifilm Brillia LP-NV gibtes sogar die erste einbrennbareViolett-CTP-Platte. Darüber hinaussind einige Thermoplatten auchohne Einbrennen penetrationsbe-ständig und somit UV- und hybrid-tauglich, z.B. die speziell für UV-Anwendungen konzipierte FujifilmVPU. Manche der penetrationsbe-ständigen Platten lassen sich aberfür höhere Auflagen trotzdem ther-mofixieren. In der Praxis hat sichaußerdem die prozesslose Platte
Presstek Anthem bei UV- undHybridfarben bewährt. Schon heuteist ebenfalls der wasserlose Offset-druck mit entsprechenden Hybrid-farben möglich. Die Wasserlos-platten können nicht eingebranntwerden, was bei kleineren undmittleren Auflagen auch nicht not-wendig ist. Wie seit Jahren imWasserlos-UV-Druck empfehlensich die Toray-Platten. Geeignetsind ebenso die Wasserlosplattenvon KPG (zurzeit nur in Nord-amerika erhältlich), während alleProdukte auf Polyesterbasis nichtgenügend beständig sind. Für abla-tiv bebilderte Platten wie diePresstek PEARLdry auf Aluminium-basis liegen noch keine Praxiser-fahrungen mit Wasserlos-Hybrid-farben vor.
Chemische Beständigkeit derLackierformenDas abschließende UV-Überlackie-ren in der Betriebsart Hybridgeschieht mit UV-Lacken, die aufden Einsatz mit Hybridfarben undteilweise mit Glanzkontrast geben-den Öldrucklacken abgestimmtsind. Die UV-Lacke erfordernselbstverständlich ein UV-Lack-und UV-Waschmittel-beständigesLackiertuch. Diese Lackiertüchersind zugleich für Dispersionslackegeeignet, was für ihren Einsatz inbeiden Betriebsarten – Hybrid undkonventionell – wichtig ist. Da-gegen wird für das partielleLackieren mit Öldrucklack einehybridtaugliche Offsetdruckplatteverwendet.
19Process 3 | 2006
Typischer Aufbau eines Drucktuches für denNormal/Hybrid-Wechselbetrieb am Beispiel desDuco Multi Hybrid: auf 1 µm Rautiefe geschlif-fene NBR-Deckschicht (hier grün) mit schnellerPapier- und Farbfreigabe, niedrigem Punktzu-wachs und hohem Präge- und Einreißwider-stand; dünne stabilisierende Gewebeschicht;stark kompressible Schicht (hier schwarz, heut-zutage oft mit zahllosen Mikrosphären ausge-stattet); nicht dehnbare TrägerkarkasseGrafik: Duco
Für den Wechselbetrieb UV-/Dispersionslackgeeignete Lackiertücher wie das Duco Super-strip verfügen über eine glatt gegossene Deck-platte, einen leicht abzuschälenden Stripping-schichtverbund und eine nicht dehnbare Kar-kasse. Üblich sind Schneidtiefen von ca. 0,8 mm.Grafik: Duco
Die Thermodruckplatte KPG Sword Ultra kannihre Auflagenbeständigkeit durch Einbrennenauf 1 Mio. Überrollungen verdoppeln, ist aberauf Grund ihrer penetrationssicheren Aufzeich-nungsschicht auch schon ohne Einbrennen resis-tent gegen Hybrid- und UV-ChemikalienFoto: KPG
Strippen eines Lackiertuches: Schneiden miteinem CAD-Plotter, Abheben der nicht drucken-den Stellen Fotos: Folex

Druckplatte Bebilderung Entwicklung Hybridanwendung Einbrennen für Hybrid? max. Breite
Agfa-Gevaert
Meridian P51/P71N91N91vThermostar P970/971
pos., UV (analog oder CTcP)neg.,Thermoneg.,Violettpos.,Thermo (830/1064 nm)
nassnassnassnass
Akzidenz,VerpackungAkzidenzAkzidenzAkzidenz
jajajaja
k.A.k.A.k.A.2000 mm
Anocoil
830 T-Plate pos.,Thermo nass Akzidenz ja k.A.
First Graphics (Kodak)
FGN neg.,Thermo nass Akzidenz,Verpackung ja k.A.
Fuji Photo Film
Brillia LH-PCE/PSEBrillia LH-PIE/PJBrillia LP-N3Brillia LP-NVVPS-E/VPL-EVPU
pos.,Thermopos.,Thermoneg., Argon oder Fd:YAGneg.,Violettpos., UV (analog oder CTcP)pos., UV (analog oder CTcP)
Preheat, nassPreheat, nassPreheat, nassPreheat, nassnassnass
AkzidenzAkzidenzAkzidenzAkzidenzAkzidenz,VerpackungAkzidenz,Verpackung
janeinjaneinjanein
2050 mm2050 mm1230 mm1230 mmk.A.k.A.
Huaguang (KPG-Lizenz)
TNTP
neg.,Thermopos.,Thermo
nassnass
Akzidenz,VerpackungAkzidenz,Verpackung
jaja
k.A.k.A.
Indústria Brasileira de Filmes
IBF-Million 2 pos.,Thermo nass Akzidenz ja k.A.
Ipagsa
Arte IP-21Eco 88Rubi T-50
pos.,Thermopos., UV (analog oder CTcP)pos.,Thermo
nassnassnass
Akzidenz,VerpackungAkzidenz,VerpackungAkzidenz,Verpackung
jajaja
k.A.k.A.k.A.
Kodak Graphic Communications Group (vormals Creo)
Mirus PN neg.,Thermo oder UV (an./CTcP) nass Akzidenz,Verpackung nein, aber möglich 2080 mm
Kodak Polychrome Graphics
KPG DITP ThermalKPG EasyPrintKPG Electra ExcelKPG Sword ExcelKPG Sword UltraKPG X54 Scorpion/Sc.+
neg.,Thermo oder UV (an./CTcP)pos., UV (analog oder CTcP)pos.,Thermopos.,Thermopos.,Thermoneg.,Thermo
Preheat, nassnassnassPreheat, nassnassnass
Akzidenz,VerpackungAkzidenz,VerpackungAkzidenzAkzidenz,VerpackungAkzidenz,VerpackungAkzidenz,Verpackung
jajajajanein, aber möglichnein (Wasserlosoffset)
1560 mmk.A.k.A.1512 mm1512 mmk.A.
Konica Minolta
Duros HST pos.,Thermo nass Akzidenz ja k.A.
Lastra (Agfa-Gevaert)
LT2LVXFutura Oro
pos.,Thermoneg.,Violettpos., UV (analog oder CTcP)
nassnassnass
AkzidenzAkzidenzAkzidenz,Verpackung
nein, aber möglichjaja
1660 mmk.A.k.A.
PDI
Prisma 830/Steel 830 pos.,Thermo nass Akzidenz,Verpackung nein (Bimetallbasis) k.A.
Presstek
Anthem pos.,Thermo prozesslos Akzidenz nein 1118 mm
Saverio Rief
Therma pos.,Thermo oder UV (an./CTcP) nass Akzidenz ja 1660 mm
Southern Lithoplate
Cobra neg.,Thermo oder UV (an./CTcP) Preheat, nass Akzidenz,Verpackung ja 1500 mm
TechNova
Gemini PlusTaurusThermostar TN (Agfa P970)
pos., UV (analog oder CTcP)pos., UV (analog oder CTcP)pos.,Thermo
nassnassnass
AkzidenzAkzidenz,VerpackungAkzidenz
jajaja
1030 mmk.A.k.A.
Toray
Waterless TAC-RG5/RL7Waterless TAN-EWaterless TAPD-G1/H-G2
neg.Thermoneg., analog UVpos., analog UV
nassnassnass
Akzidenz,VerpackungAkzidenz,VerpackungAkzidenz,Verpackung
nein (Wasserlosoffset)nein (Wasserlosoffset)nein (Wasserlosoffset)
1610 mm1610 mm1610 mm
Verona Lastre
VELA LPN-100/LPV-100VELA Universal
pos., UV (analog oder CTcP)pos., UV (analog oder CTcP)
nassnass
Akzidenz,VerpackungAkzidenz,Verpackung
jaja
k.A.k.A.
UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
20 Process 3 | 2006
Wer bei einer partiellen Abschluss-lackierung keine teuere Fotopoly-mer-Flexoplatte verwenden möchte,
greift auf ein strippbares Lackier-oder Drucktuch zurück. Dabei istauf die maximale Schneidtiefe zu
achten, die durch eine Stripbarriereunter der Deckschicht vorgegebenwird. Außerdem empfehlen die
Tuchhersteller das moderateSpannen mit einem Drehmomen-tenschlüssel, wenn das Lackiertuch
Analog- und CTP-Druckplatten für den Hybriddrucker (Stand: November 2005)
Bitte beachten Sie: einige Plattenhersteller akkreditieren ihre Produkte für ausgewählte Belichter und Entwicklungschemikalien. Keine Gewähr für Vollständigkeit und Richtigkeit der Angaben; nicht alleDruckplattenfabrikate sind weltweit erhältlich, ihre Produktion kann jederzeit auslaufen. KBA behält sich vor, einige Produkte zu empfehlen bzw. nicht zu empfehlen. CTcP – hier als Synonym für die UV-Bebilderung konventioneller Druckplatten mit einem CTP-Recorder verwendet – ist ein Warenzeichen der basysPrint GmbH, Boizenburg (Deutschland)!

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
später wieder verwendet werdensoll. Auch sollte die Druckspan-nung so gering wie möglich einge-stellt sein, damit der Lack auf demBedruckstoff gleichmäßig verteiltwird.
UV-Strahlenbeständigkeit derBedruckstoffeDas Bedrucken von Plastik undMetall ist eher eine Domäne desUV-Druckes. Deshalb interessierenbei der Hybridveredelung vor allemdie Anforderungen an Papier,Karton und Pappe. Im Wesent-lichen sind es dieselben wie beimreinen UV-Druck, da die Hauptpro-bleme durch die UV-Strahlung ver-ursacht werden. Aus diesem Grundsollte der Hybriddrucker auf dieErfahrungen und Verarbeitungshin-weise der Papierlieferanten vertrau-en. Wie schon bei der IR-Trocknunggilt auch bei UV ganz allgemein: dieTrocknerleistung auf die minimalbenötigte Dosierung abstimmen,denn Papier ist bekanntermaßenempfindlich! Es schrumpft durchden unerwünschten Wärmeeintragbei der Trocknung und unterliegtverschiedenen chemischen Verän-derungen, z.B. Vergilbung, durchdie UV-Strahlen. Ein weiteres Pro-blem kann das Brechen des Strichesbeim späteren Falzen des Papiersbzw. Falten des Kartons oder derPappe sein. Zwei Maßnahmen ver-hindern das Strichbrechen: 1. InAbstimmung mit dem Farbenliefe-ranten sollte ein flexibler UV-Lackausgewählt werden. 2. Für Kartonsund Pappen ab 150 g/m2 wird unbe-dingt das Rillen empfohlen, aberauch beim Rillen sind verschlisseneoder falsch zueinander eingestellteWerkzeuge auszuschließen, um„den Teufel nicht mit dem Belzebubauszutreiben“. Die Rillbarkeit einesgestrichenen Kartons lässt sich übri-gens schnell und unkompliziert aneinem Buchdrucktiegel testen.Mancher Druckbetrieb schwörtauch auf das Besprühen derRillstellen mit einer Wasser-Alkohol-Mischung. Drittes Phänomen, be-dingt durch den chemischen Zerfalldes Binders im Papierstrich unterUV-Einwirkung, kann das Freiset-zen von Geruch sein. Allerdingslässt sich nur selten sofort feststel-len, ob der Papierstrich oder dieFarbenserie bzw. der Lack für denGeruch verantwortlich ist. Auch
Kombinationen sonst geruchloserKomponenten können riechen.Selbst Feuchtmittel und Druck-puder können an der Geruch-bildung beteiligt sein. Als weitereUrsachen haben sich auch schonMikrobenbefall durch unsachge-mäße Transport- und Lagerbedin-gungen oder durch eine ungeeig-nete Verpackung des Bedruckstof-fes, zu harzige Papierbreibestand-teile oder verunreinigte Papier-maschinen erwiesen. Indem derDrucker gemeinsam mit demPapierhersteller einen passendenUV-getesteten Bedruckstoff aus-wählt, sollte er den Binder alsUrsache von vorn herein ausschlie-ßen. (Viele Hersteller testen aufWunsch auch bestimmte Material-kombinationen des Kunden.) DesWeiteren sollte er auf Nachweisefür kontrollierte Qualität bei derHerstellung und Lieferung desBedruckstoffes achten.Dank der kombinierten Trocknungs-effekte von Hybridfarben ist – imGegensatz zum UV-Druck – dieSaugfähigkeit des Bedruckstoffesnur im Zusammenhang mit demUV-Lack interessant, und wegender ohnehin hohen Lackschicht-dicke das auch nur am Rande. Sospielt die Bindemittelverarmungdurch zu schnelles Wegschlagendes Lackes und somit eine eventu-ell unzureichende Härtung keinenennenswerte Rolle. Dieter Kleeberg
21Process 3 | 2006
Robinson-Test vermeidet ReklamationenGeruchs- oder Geschmacksbeeinträchtigungen des Packguts durch Karton- und Pappeverpackungen sind ein häufiger Grund fürReklamationen, nicht nur im UV-Druck. Bevor es dazu kommt und teuere Materialien vergeudet werden, empfiehlt sich die Anwendung desRobinson-Tests. Dieser sensorische Test ist sinnvoll bei neuen Bedruckstoffen und neuen Bedruckstoff-Farbe-Lack-Kombinationen. Deshalbsollte der Test die Komponenten in zwei Phasen prüfen:einzeln vor und gemeinsam verarbeitet nach dem Druck einer kleinen authentischenHybridauflage. Bei der Prüfung danach ist zu berücksichtigen, dass sich der Geruch erst sehr viel später durch die Einwirkung vonLuftsauerstoff entfalten könnte.Für den Robinson-Test werden die Proben mehrfach ausgefertigt, um mehreren Personen die Testteilnahmezu ermöglichen. Die Tester wiederum müssen Riechvergleiche zwischen den Proben bzw. zwischen Proben und Referenzen (geruchsneutra-ler Stoff oder Packgut) durchführen. Proben und Referenzen werden in dichte Glasbehälter gelegt, in deren Inneren ein kleinesWasserreservoir für 75% relative Luftfeuchtigkeit sorgt. In einem beschleunigten Alterungsprozess binnen 48 Stunden entsteht ein definier-tes Geruchspotenzial. Im Anschluss daran beurteilen die Tester nach einer fünfteiligen Bewertungsskala die Geruchsunterschiede: 0 = keine;1 = kaum spürbar; 2 = leicht, kaum bestimmbar; 3 = bestimmbar; 4 = stark (halbe Punkte sind möglich). In das bei Bedarf zusammentre-tende Testergremium werden erfahrene Fachleute berufen, die sich aus dem Kreis der Druckfarbenlieferanten, Karton- und Pappenhersteller,Druckereimitarbeiter, Auftraggeber und Druckproduktnutzer (Abpacker, Handelskette,Verbraucher) rekrutieren.
Referenzen (links) und Bedruckstoffproben(rechts) beim Robinson-TestFotos: M-real
Druckfarben für den Hybriddrucker (Stand: November 2005)
Hersteller Farbenserie Bemerkungen
Arets GraphicsEckart AmericaEppleGans Ink & SupplyHuber GroupJänecke+SchneemannSicolorSunChemical/DICSunChemicalToyo InkToyo InkUnionprintVan SonXSYS Print SolutionsXSYS Print Solutions
EXC Process HybridMetalStar HybridStarbriteOS UV-Hybrid 4-Color ProcessHostmann-St. Reflecta HybridSupra UV HybridSico BriteSun Cure Hy-Bryte/Daicure Hy-BryteSun Cure Hy-Bryte MaxFD Hybrid Aqualess SOYFD Hybrid Eco-SOYVersaCureQuickson UV CoatableFlint-Schmidt Gemini ProcessK+E Novabryte BF Process
nicht empfohlen, weil zu aggressiv (UV-Charakter)Metallicfarbe für letztes Druckwerk, noch nicht getestetKBA/fogra-akkreditiertnoch nicht getestetModifikation nach fogra-Test empfohlenKBA/fogra-akkreditiertKBA/fogra-akkreditiertKBA/fogra-akkreditiertwie Sun Cure Hy-Bryte, aber noch nicht akkreditiertWasserlosoffsetfarbe, von KBA problemlos getestetnoch nicht getestetnoch nicht getestetnoch nicht getestetKBA/fogra-akkreditiertKBA/fogra-akkreditiert
Keine Gewähr für Vollständigkeit und Richtigkeit der Angaben; nicht alle Farbenserien sind welt-weit erhältlich. KBA behält sich vor, einige Produkte zu empfehlen bzw. nicht zu empfehlen. DieAkkreditierung ist bei Änderung der Formulierung hinfällig.
Waschmittel für den Hybriddrucker (Stand: November 2005)
Nicht alle Waschmittel sind weltweit erhältlich. Die Eignung des Waschmittels hängt nicht nur vomFarbentyp, sondern auch von der jeweiligen Druckfarbenserie sowie vom Gummi des Drucktuchesund der Walzen ab. KBA behält sich vor, einige Produkte zu empfehlen bzw. nicht zu empfehlen. Diefogra erteilt die Freigabe im Sinne der Branchenvereinbarung zur Lösemittelreduzierung. Bei denbisherigen Tests stand die Materialverträglichkeit für Bogenoffsetmaschinen im Vordergrund.Künftige Tests werden außerdem die Waschwirkung stärker berücksichtigen. KBA geht davon aus,dass bis Ende 2005 eine Arbeitsanweisung erstellt und die Prüfung von ca. 5 Waschmitteln erfolgtist. Die Freigabe ist bei Änderung der Formulierung hinfällig.
Waschmittel fogra-Freigabeuntersuchung
Felix BöttcherBöttcherin Hybrid erfolgreich bestanden
Day InternationalVarn Hybrid-Wash noch nicht durchgeführt
DC DruckChemieHybrid 1.0Hybrid 3.0
erfolgreich bestandennoch nicht durchgeführt
Fuji Hunt/DS Druckerei ServiceNovasol HB 8Novasol HB 10
erfolgreich bestandenerfolgreich bestanden
VEGRASchnellreiniger E 939
erfolgreich bestanden; Formulierung wird zurzeit geändertund erneut geprüft
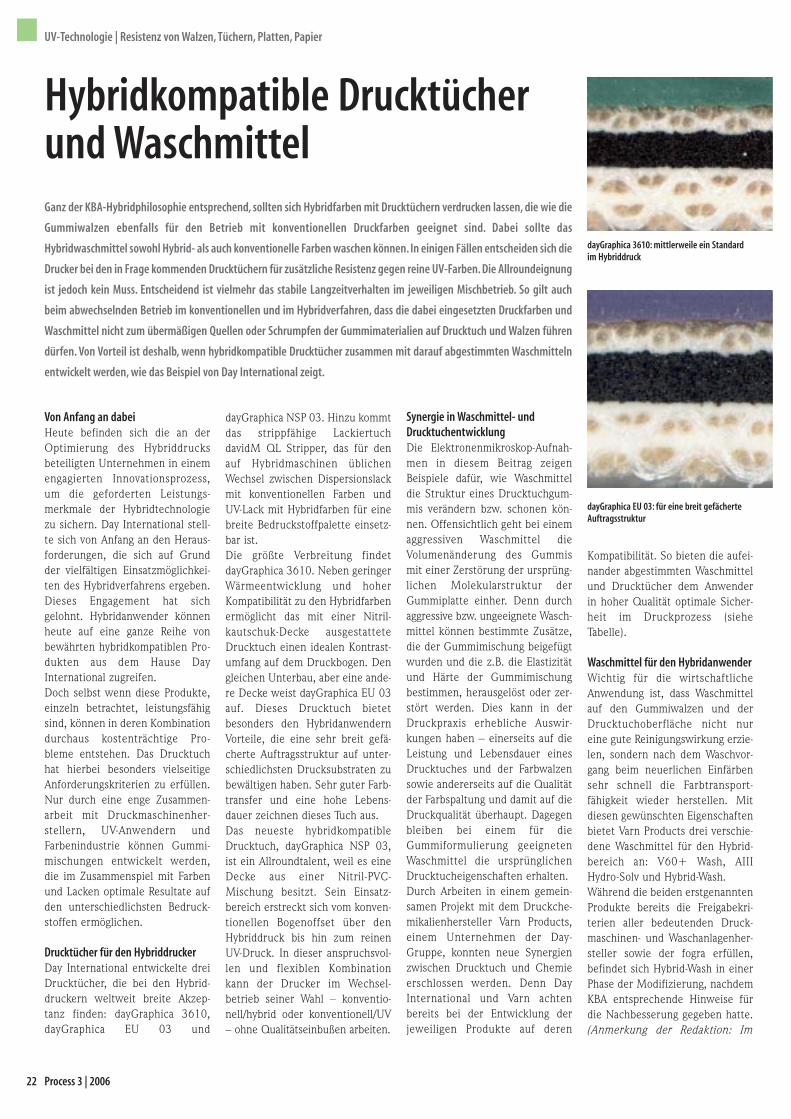
UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
22 Process 3 | 2006
Von Anfang an dabeiHeute befinden sich die an derOptimierung des Hybriddrucksbeteiligten Unternehmen in einemengagierten Innovationsprozess,um die geforderten Leistungs-merkmale der Hybridtechnologiezu sichern. Day International stell-te sich von Anfang an den Heraus-forderungen, die sich auf Grundder vielfältigen Einsatzmöglichkei-ten des Hybridverfahrens ergeben.Dieses Engagement hat sichgelohnt. Hybridanwender könnenheute auf eine ganze Reihe vonbewährten hybridkompatiblen Pro-dukten aus dem Hause DayInternational zugreifen.Doch selbst wenn diese Produkte,einzeln betrachtet, leistungsfähigsind, können in deren Kombinationdurchaus kostenträchtige Pro-bleme entstehen. Das Drucktuchhat hierbei besonders vielseitigeAnforderungskriterien zu erfüllen.Nur durch eine enge Zusammen-arbeit mit Druckmaschinenher-stellern, UV-Anwendern undFarbenindustrie können Gummi-mischungen entwickelt werden,die im Zusammenspiel mit Farbenund Lacken optimale Resultate aufden unterschiedlichsten Bedruck-stoffen ermöglichen.
Drucktücher für den HybriddruckerDay International entwickelte dreiDrucktücher, die bei den Hybrid-druckern weltweit breite Akzep-tanz finden: dayGraphica 3610,dayGraphica EU 03 und
dayGraphica NSP 03. Hinzu kommtdas strippfähige LackiertuchdavidM QL Stripper, das für denauf Hybridmaschinen üblichenWechsel zwischen Dispersionslackmit konventionellen Farben undUV-Lack mit Hybridfarben für einebreite Bedruckstoffpalette einsetz-bar ist.Die größte Verbreitung findetdayGraphica 3610. Neben geringerWärmeentwicklung und hoherKompatibilität zu den Hybridfarbenermöglicht das mit einer Nitril-kautschuk-Decke ausgestatteteDrucktuch einen idealen Kontrast-umfang auf dem Druckbogen. Dengleichen Unterbau, aber eine ande-re Decke weist dayGraphica EU 03auf. Dieses Drucktuch bietetbesonders den HybridanwendernVorteile, die eine sehr breit gefä-cherte Auftragsstruktur auf unter-schiedlichsten Drucksubstraten zubewältigen haben. Sehr guter Farb-transfer und eine hohe Lebens-dauer zeichnen dieses Tuch aus.Das neueste hybridkompatibleDrucktuch, dayGraphica NSP 03,ist ein Allroundtalent, weil es eineDecke aus einer Nitril-PVC-Mischung besitzt. Sein Einsatz-bereich erstreckt sich vom konven-tionellen Bogenoffset über denHybriddruck bis hin zum reinenUV-Druck. In dieser anspruchsvol-len und flexiblen Kombinationkann der Drucker im Wechsel-betrieb seiner Wahl – konventio-nell/hybrid oder konventionell/UV– ohne Qualitätseinbußen arbeiten.
Synergie in Waschmittel- undDrucktuchentwicklungDie Elektronenmikroskop-Aufnah-men in diesem Beitrag zeigenBeispiele dafür, wie Waschmitteldie Struktur eines Drucktuchgum-mis verändern bzw. schonen kön-nen. Offensichtlich geht bei einemaggressiven Waschmittel dieVolumenänderung des Gummismit einer Zerstörung der ursprüng-lichen Molekularstruktur derGummiplatte einher. Denn durchaggressive bzw. ungeeignete Wasch-mittel können bestimmte Zusätze,die der Gummimischung beigefügtwurden und die z.B. die Elastizitätund Härte der Gummimischungbestimmen, herausgelöst oder zer-stört werden. Dies kann in derDruckpraxis erhebliche Auswir-kungen haben – einerseits auf dieLeistung und Lebensdauer einesDrucktuches und der Farbwalzensowie andererseits auf die Qualitätder Farbspaltung und damit auf dieDruckqualität überhaupt. Dagegenbleiben bei einem für dieGummiformulierung geeignetenWaschmittel die ursprünglichenDrucktucheigenschaften erhalten.Durch Arbeiten in einem gemein-samen Projekt mit dem Druckche-mikalienhersteller Varn Products,einem Unternehmen der Day-Gruppe, konnten neue Synergienzwischen Drucktuch und Chemieerschlossen werden. Denn DayInternational und Varn achtenbereits bei der Entwicklung derjeweiligen Produkte auf deren
Kompatibilität. So bieten die aufei-nander abgestimmten Waschmittelund Drucktücher dem Anwenderin hoher Qualität optimale Sicher-heit im Druckprozess (sieheTabelle).
Waschmittel für den HybridanwenderWichtig für die wirtschaftlicheAnwendung ist, dass Waschmittelauf den Gummiwalzen und derDrucktuchoberfläche nicht nureine gute Reinigungswirkung erzie-len, sondern nach dem Waschvor-gang beim neuerlichen Einfärbensehr schnell die Farbtransport-fähigkeit wieder herstellen. Mitdiesen gewünschten Eigenschaftenbietet Varn Products drei verschie-dene Waschmittel für den Hybrid-bereich an: V60+ Wash, AIIIHydro-Solv und Hybrid-Wash.Während die beiden erstgenanntenProdukte bereits die Freigabekri-terien aller bedeutenden Druck-maschinen- und Waschanlagenher-steller sowie der fogra erfüllen,befindet sich Hybrid-Wash in einerPhase der Modifizierung, nachdemKBA entsprechende Hinweise fürdie Nachbesserung gegeben hatte.(Anmerkung der Redaktion: Im
Hybridkompatible Drucktücherund WaschmittelGanz der KBA-Hybridphilosophie entsprechend, sollten sich Hybridfarben mit Drucktüchern verdrucken lassen, die wie die
Gummiwalzen ebenfalls für den Betrieb mit konventionellen Druckfarben geeignet sind. Dabei sollte das
Hybridwaschmittel sowohl Hybrid- als auch konventionelle Farben waschen können. In einigen Fällen entscheiden sich die
Drucker bei den in Frage kommenden Drucktüchern für zusätzliche Resistenz gegen reine UV-Farben. Die Allroundeignung
ist jedoch kein Muss. Entscheidend ist vielmehr das stabile Langzeitverhalten im jeweiligen Mischbetrieb. So gilt auch
beim abwechselnden Betrieb im konventionellen und im Hybridverfahren, dass die dabei eingesetzten Druckfarben und
Waschmittel nicht zum übermäßigen Quellen oder Schrumpfen der Gummimaterialien auf Drucktuch und Walzen führen
dürfen. Von Vorteil ist deshalb, wenn hybridkompatible Drucktücher zusammen mit darauf abgestimmten Waschmitteln
entwickelt werden, wie das Beispiel von Day International zeigt.
dayGraphica 3610: mittlerweile ein Standardim Hybriddruck
dayGraphica EU 03: für eine breit gefächerteAuftragsstruktur

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
Zuge der Akkreditierungsprüfun-gen von Hybriddruckfarben durchdie fogra – siehe WaschmittelcodeW6 im Beitrag „fogra prüftHybriddruckfarben“ – erfüllteHybrid-Wash in den meisten Fällendie Abwaschbarkeits-Mindestan-forderungen; die Quellwirkung von
Waschmitteln war jedoch nichtGegenstand der Druckfarbenprü-fungen. Prüfungen von Wasch-mitteln – als Grundvoraussetzungfür deren Freigabe – beinhalten dieQuellwirkung auf Walzengummi,auf Gummi in Waschanlagen undauf Gummidecken von Druck-
tüchern.) Hybrid-Wash zielt auf dieAnwendergruppe, deren Auftrags-struktur keinen abwechselndenBetrieb mit konventionellenDruckfarben vorsieht, d.h. die zu100% mit Hybridfarben drucken.Lösend wirkende Agenzien sindvegetabile Öle, die mit Nitril-PVC-
Gummimischungen harmonieren.Somit müssen Drucktücher undGummiwalzen für den Misch-betrieb konventionell/UV ausge-wiesen sein. Dieses Waschmittel,das nicht zu den Gefahrenstoffennach EU-Gesetzgebung zählt, ent-hält keine flüchtigen organischenSubstanzen (VOCs) und ist daherbesonders geruchsarm. SeinFlammpunkt liegt bei über 100 °C.V60+ Wash ist ein wirtschaftlichesWaschmittel der GefahrenklasseAIII, das für den Mischbetrieb mitkonventionellen und Hybridfarbenentwickelt wurde, also in Ver-bindung mit Nitrilkautschuk (NBR)angewendet wird. Ebenfalls zurAIII-Klasse gehört AIII Hydro-Solv,das aus dem AII-WaschmittelHydro-Solv heraus entwickeltwurde. AIII Hydro-Solv ist einAllroundprodukt, das für alleOffsetdruckfarbentypen – von kon-ventionellen über Hybrid- bis hinzu reinen UV-Farben – wirtschaft-lich einsetzbar ist. Anders als diemeisten Hybridwaschmittel basiertes auf Mineralöldestillaten. U.a.aus diesem Grund ist es sowohl fürNitrilkautschuk als auch Nitril-PVC-Gummimischungen auf Walzenund Drucktuch geeignet. Wie derName verrät, ist AIII Hydro-Solv mitWasser mischbar. Sein Flammpunktliegt über 62 °C, Transport undLagerung als Gefahrgut ist nichterforderlich.
Simon Bornfleth, Georg Fritz,Day International/Varn Products, Reutlingen
23Process 3 | 2006
Einsatzgebiete der Hybrid- und UV-Produkte von Day International und Varn Products
Drucktücher,Waschmittel konventionelle Farben Hybridfarben reine UV-Farben
Gummibasis der DeckplattedayGraphica-DrucktuchVarn-Waschmittel
Nitrilkautschuk(NBR)3610, EU 03V60+ Wash, AIII Hydro-Solv
EPDMEclipseUV-Wash
Gummibasis der DeckplattedayGraphica-DrucktuchVarn-Waschmittel
Nitril-PVC-MischungNSP 03AIII Hydro-Solv Hybrid-Wash
dayGraphica NSP 03: für wechselnden Betrieb konventionell/hybrid oder konventionell/UV oder fürreinen Hybridfarbendruck in Verbindung mit Hybrid-Wash
Elektronenmikroskop-Aufnahmen von Deckplattengummis eines Drucktuchs: Oberfläche und Volumen der links abgebildeten Probe blieben nach88 Stunden in einem 60 °C warmen Waschmittel geeigneter Zusammensetzung weitestgehend unverändert. Die rechte Probe lag in einemaggressiveren, jedoch handelsüblichen Waschmittel und zeigt bereits nach 16 Stunden und bei Raumtemperatur deutlicheStrukturveränderungen des Gummis.
Bevor ein Waschmittel auf den Markt kommt, stehen zahlreiche Labor-und Praxistests an

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
24 Process 3 | 2006
Die optimale Kombination findenDas Druckergebnis hängt entschei-dend von der Auswahl desBedruckstoffes ab, denn Papiermacht den Druck sichtbar. Nichtjedes Papier bietet beste Voraus-setzungen für eine problemloseAnwendung in der Hybridtechno-logie. Die Eigenschaften desBedruckstoffes in der Wechselwir-kung zu den Farben und Lacken imHybridprozess haben einenwesentlichen Einfluss auf dieHaftfestigkeit der Druckfarbe aufdem Papier, die Scheuer- undKratzfestigkeit des Farbfilms unddas Glanzergebnis der eingesetz-ten Öl- und UV-Lacke. Deshalbkann eine Optimierung derBedruckstoff-Farbe-Lack-Kombi-nation das Gesamtergebnis deut-lich verbessern, denn nicht jedeKombination ist gleich gut geeig-net. Hier empfehlen sich Druck-versuche mit unterschiedlichenKombinationen der am Prozessbeteiligten Systeme, um eine opti-male Abstimmung zu finden.
Mechanische Faktoren bei glänzen-den QualitätenViele Anwendungen aus der Praxishaben gezeigt, dass Bedruckstoffemit einer besonders glattenOberfläche auch die höchstenGlanzwerte beim Lackieren erzie-len. Dabei bieten die glänzendgestrichenen Papiere wieSchneidersöhne LuxoMagic die bes-ten Voraussetzungen. LuxoMagickam bereits im Rahmen desHybrid-Glanztests von KBA (sieheBeitrag „Glanz und seine Bewer-tung mit der KBA-Testform“) zumEinsatz. Im Sortiment der glänzendgestrichenen Papiere werden am
Markt verschiedenste Qualitätenangeboten, die sich im Wesent-lichen im Papierglanz des unbe-druckten Materials differenzieren.Der unterschiedliche Glanz kannentweder durch die Auswahl derStreichfarbenpigmente oder durchden Einfluss der Satinage erzeugtwerden.Die Oberflächenveredelung dieserQualitäten erfolgt als Papierbahn ineiner mehrfachen Streichtechno-logie mit einer anschließendenSatinage auf dem Kalander, umGlanz zu erzeugen. Auf Super-kalandern wird durch hohenDruck, Temperatur und Feuchtig-keit Glanz generiert. Eine großeAnzahl von mechanischen Druck-kontakten, im so genannten Nip –dem Spalt zwischen den Zylinderndes Kalanders – führt zu einerVerdichtung und Vergleichmäßi-gung der gestrichenen Oberflächedes Papieres. Durch die entspre-chende Auswahl der Streichfarben-pigmente und den hohen mechani-schen Druck wird beim Glättvor-gang der gewünschte Glanz glän-zend gestrichener Papiere einge-stellt. Die dabei zwangsläufig auf-tretende Verdichtung des Bedruck-stoffes ist in einer typischenAbhängigkeit zur Dicke und zumspezifischen Volumen dieserPapiere zu betrachten.Probleme, die sich beim Falzen ineiner nicht ausreichenden Strich-bruchfestigkeit zeigen, können u.a.auch von der Technologie derHerstellung glänzend gestrichenerPapiere beeinflusst werden.Deshalb sollten höhere Flächenge-wichte (ab 150 g/m2) in jedem Falleiner Falzvorbereitung, d.h. zumRillen zwecks Ausformen einer
beweglichen Biegestelle, unterzo-gen werden. Hochverdichtete Be-druckstoffe weisen geringere elas-tische Rückstellkräfte (Biegestei-figkeit) auf als vergleichsweisePapiere, die in einem Softnip-kalander weniger stark satiniertwurden. Außerdem sollte der ver-wendete UV-Lack einen möglichstflexiblen Film bilden, um nichtdurch Verspröden zusätzlich aufden Falz ungünstig zu wirken.
Versprödung undDimensionsstabilitätBeim Einsatz gestrichener Papierein der Hybridtechnologie mitanschließender Strahlungstrock-nung, bei der neben den chemi-schen und physikalischen Reaktio-nen der Farbtrocknung auchWärme freigesetzt wird, kann esebenfalls zu gewissen Versprö-dungserscheinungen der Bedruck-stoffe kommen. Dieses Versprödenresultiert daraus, dass dem Papierdurch Temperaturerhöhung Feuch-tigkeit entzogen wird, das Papierdabei austrocknet und die einzel-nen Fasern schrumpfen und anElastizität verlieren können. Gleichzeitig kommt es dabei zueiner Verfestigung des Farbfilmsund zu einer Fixierung derDimension des Druckbogens. Imungünstigen Fall treten dabeiDimensionsinstabilitäten auf, dieentweder durch die Feuchtigkeits-aufnahme des Bedruckstoffes imkonventionellen Offsetprozessoder durch einen teilweisen Ent-zug der Feuchtigkeit bei derStrahlungstrocknung verursachtwerden können. Einfluss auf dieDimensionsstabilität des Bedruck-stoffes nehmen besonders die Aus-wahl der Faserstoffe, das Längs-zu-Quer-Verhältnis der Fasern, dieFormation des Streichrohpapieresund die Ausrüstungsfeuchte desPapieres.
Halbmatt und matt gestricheneQualitätenNeben den glänzend gestrichenenPapieren können auch halbmattgestrichene Papiere zur Anwen-dung mit Hybridfarben und Lackengebracht werden. Die Herstel-
lungstechnologie ist weitgehendvergleichbar mit der von glänzendgestrichenen Papieren. Entschei-dend für den halbmatten Charak-ter sind die Auswahl der Streich-farbenpigmente und der Satinage-druck. Meist werden Softnip-kalander eingesetzt, die schonendund mit deutlich weniger mechani-schen Druckkontakten die Ober-fläche satinieren bzw. „ansatinie-ren“. In Ausnahmefällen wird mitspeziellen Designzylindern zurMattierung der Oberfläche gear-beitet. Auch bei diesen Qualitätenwird in der Regel mehrfach gestri-chen, um dadurch eine sehr gleich-mäßige und geschlossene Oberflä-che zu erzeugen.Matt gestrichene Papiere habenauf Grund ihrer grafischen Gestal-tung nur bedingt die Vorausset-zung für den Einsatz in der Hybrid-technologie. Der Mattcharakterwird durch die spezielle Auswahlvon Streichfarbenpigmenten einge-stellt. Um den Matteffekt an derOberfläche zu erzeugen, wird imAllgemeinen ein Kalziumcarbonat-Pigment verwendet, das von seinergeometrischen Struktur vieleckigund bizarr ausgeformt ist. Durchdie gleichmäßige Verteilung derPigmente an der Oberfläche desBedruckstoffes ist eine diffuseLichtreflexion möglich, die demBetrachter einen Matteindruckvermittelt. Die Oberfläche istdaher fein strukturiert, eher offenund porös. Matt gestrichenePapiere werden nicht satiniert undmüssen nicht immer mehrfachgestrichen sein.UV- oder Hybridanwendungen aufmatt gestrichenen Papieren solltenim Vorfeld getestet werden. Einespezielle Vorbehandlung mittelsPrimer oder der Zusatz von Anti-penetrationsmitteln könnte erfor-derlich sein.
Gestrichene Papiere gewährleistenProzesssicherheitDie Qualität gestrichener Papiereder verschiedenen Hersteller istsehr stark von der Rezeptur desStreichrohpapieres, der Formulie-rung der Streichfarbe und derHerstellungstechnologie abhängig.
Bedruckstoffe für HybridanwendungenFür die Hybridveredelung eignen sich vor allem glänzend gestrichene Papiere
und Kartons, weil sie die Glanzwirkung des UV-Lackes steigern. Die
Zusammensetzung der Streichmasse einerseits und die Glättung im Kalander
andererseits verleihen dem Bedruckstoff bestimmte chemisch-physikalische
und mechanische Eigenschaften, die seine Eignung für die UV-Strahlenhärtung
in Verbindung mit Hybridfarben und UV-Lacken sowie für die Rill- und
Falzbarkeit in der Weiterverarbeitung beeinflussen. Aus der Sicht der
Schneidersöhne Unternehmensgruppe werden nachfolgend die Anforderungen
an die Bedruckstoffe beschrieben.

UV-Technologie | Resistenz von Walzen, Tüchern, Platten, Papier
Grundsätzlich stehen heute her-vorragende gestrichene Papiere zurVerfügung, die den Anforderungendes Marktes wie auch der Tech-nologie voll gerecht werden. Nichtnur, dass diese Papiere mit einemoptimal eingestellten Wegschlag-verhalten den Spagat zwischendem Wunsch nach schnellem Um-schlagen für den Widerdruck beihöchstem Glanzzuwachs der Druck-farbe vollbringen. Sie gewährleistendarüber hinaus die volle Prozess-sicherheit bei hohen Druckleistun-gen der 18.000-er Generation oderin der Hybridanwendung.
Naturpapiere sind ungeeignetDagegen sind Naturpapiere durchihr Saugverhalten und die Charak-teristik der Oberfläche eher unge-eignet für den Druck mit Hybrid-farben und Lacken. Die UV-Lackierung auf Naturpapieren er-fordert eine spezielle Vorbehand-lung der Oberfläche mit einemPrimer, entweder partiell oder flä-chig, um die Saugfähigkeit desBedruckstoffes einzustellen bzw. zureduzieren. Das Penetrationsver-halten von Naturpapieren unter-scheidet sich grundsätzlich vondem der gestrichenen Qualitäten.Auf gestrichenen Papieren wird imMoment der Benetzung mit pastö-ser Druckfarbe eine Phasentren-nung hervorgerufen, bei der sichdie flüssigen Bestandteile aus derDruckfarbe (mineralische oderpflanzliche Öle) trennen und in diegestrichene Oberfläche wegschla-gen. Bei Naturpapieren dagegenkommt es nicht zur Phasentren-nung, sondern zu einem kontinu-ierlichen Farbtrocknungsverlauf,der deutlich länger ist als aufgestrichenen Papieren.
Wechselwirkungen inHybridanwendungenVerschiedene weitere Reaktionenin der Wechselwirkung zwischendem Bedruckstoff und den prozess-beteiligten Komponenten bei derHybridanwendung wurden beob-achtet. So ist nicht nur die Haftungder Hybridfarben und Lacke aufdem Papier von besonderem In-teresse, sondern auch der unbe-druckte Bereich des Druckbogensmuss bei der UV-Strahlenhärtungberücksichtigt werden.Je höher die Grundweiße des Be-
druckstoffes ist, umso geringer istder Anteil optischer Aufheller, undumso weniger Weißeverlust wirdeintreten. Im Gegensatz dazu wer-den Papiere oder Kartons miteinem hohen Anteil optischer Auf-heller durch die UV-Bestrahlungund die dabei entstehende Wärme-zuführung eher vergilben. Die UV-Strahlung zerstört diese chemi-schen Verbindungen im Strich, diedamit in einer zeitlichen Abhän-gigkeit ihre optische Wirkung ver-lieren und das Papier in diesenBereichen auf seine natürlicheGrundweiße zurück führen. DieQualität optischer Aufheller undderen Stabilität gegenüber UV-Strahlen sind deshalb von großerBedeutung für die Qualität desDruckproduktes.Eine andere Form der Vergilbung,verursacht durch den Öldrucklack,wird besonders auf der Rückseitedes Druckbogens oder durch diegrafische Gestaltung im Schön-und Widerdruck wahrgenommen;hierbei ist die Vergilbung deckungs-
gleich mit den lackierten Partien.Auch bei dieser negativen Erschei-nung werden optische Aufhellerpartiell oder flächig zerstört, sodass der Weißeverlust als Qualitäts-mangel empfunden wird.Hohe Farbschichtdicken oder einhoher Lackauftrag wirken sichebenso kritisch aus wie zu viel UV-Strahlungsenergie.Unabhängig vom Eigengeruch derUV-Farben und -Lacke ist der anhaf-tende typische Geruch von Hybrid-produkten nicht jedermanns Sache.Teilweise riechen Druckprodukteaus UV-Anwendungen so stark,dass durchaus schon von einer
Geruchsbelästigung gesprochenwerden kann. Grund dafür sindflüchtige Spaltprodukte der UV-Komponenten, die sich als gasför-mige Monomere an den Bindemit-teln – Bestandteil der Streichfarbe– an der Oberfläche des Bedruck-stoffes anlagern. UnterschiedlicheUV-Farbsysteme reagieren auchunterschiedlich bezüglich ihrerMonomere, die bei der Radikal-polymerisation freigesetzt werden.Ebenso halten unterschiedlicheTypen von Bindersystemen dieflüchtigen UV-Monomere auchunterschiedlich lange fest oderwerden dadurch zerstört. Grund-voraussetzung für ein weitgehendgeruchsneutrales Druckproduktohne Geruchsbelästigung ist eineausreichende Strahlenhärtung undDurchtrocknung der UV-Farbenund -Lacke.Durch die gezielte Auswahl geeig-neter Materialkombinationen unddurch die weiterführende Kommu-nikation der am Prozess beteiligtenTechnologiepartner lassen sichbereits schon heute qualitativ her-vorragende und geruchsarmeDruckergebnisse in der Hybridver-edelung realisieren.
Dipl.-Ing. Christoph Weinert
25Process 3 | 2006
Papier unter dem Rasterelektronenmikroskop
Oberfläche eines glänzend gestrichenenPapiers
Oberfläche eines halbmatt gestrichenenPapiers
Die beiden Querschnittaufnahmen zweier Papiere mit gleichem Flächengewicht von 135 g/m2
verdeutlichen den Unterschied in der Dicke und der Verdichtung durch Satinage
Oberfläche eines matt gestrichenen Papiers Offene Oberfläche eines Naturpapiers
Schneidersöhne Unternehmensgruppewww.schneidersoehne.deFür weitere Informationen erreichen Sie den Autor unter Telefon +49 (0) 22 36 606-237oder per E-Mail: [email protected]

UV-Technologie | Hybridfarben
26 Process 3 | 2006
Hoher Glanz durch UV-LackierungUm Druckprodukte mit möglichsthohem Glanz von über 85Glanzpunkten zu versehen, ist dasVeredeln mit UV-Lack als einzigeAlternative zum Folienkaschierenunumgänglich. Der UV-Lack bringtdiesen hohen Glanz aber auch nurdann, wenn der Untergrund, aufden lackiert wird, durchgetrocknetist, um ein Wegschlagen des Lackesin den Druckfarbenfilm zu verhin-dern. Außerdem muss dem Lacknach dem Auftragen ausreichendZeit zum Verfließen gegeben wer-den, damit eine glatte, glänzendeOberfläche entstehen kann.Zum Auftragen des UV-Lackes ste-hen vier Verfahren zur Auswahl:1. Offline-UV-Lackierung auf die
durchgetrocknete Druckfarben-schicht beliebiger Art
2. Inline-Primer+UV-Lackierung auf die nasse Standarddruck-farbenschicht mit einem Doppel-lackwerk, das zunächst einen wässrigen Primer aufbringt, der sofort zwischengetrocknet wird,um dem abschließenden UV-Lack einen trockenen Haftgrundzu bieten
3. Inline-UV-Lackierung auf eine UV- vorgehärtete UV-Farbenschicht
4. Inline-UV-Lackierung auf eine UV-vorgehärtete Hybridfarben-schicht.
Epple bietet geeignete Farben,Waschmittel und ÖldrucklackeStarbrite ist das schon über mehre-re Jahre bewährte Hybridfarben-system von Epple Druckfarben. Esführt die Eigenschaften von kon-ventionellen und UV-Farbenzusammen, um eine Inline-Veredelung mit hoch glänzendemUV-Lack zu ermöglichen. Auf dieseWeise wird erreicht, dass dieVorteile der UV-Farben – schnelleDurchhärtung und gute Verträg-lichkeit des Bindemittelsystemsmit dem UV-Lack – genutzt werdenkönnen, ohne dass eine reine UV-Maschine zur Verfügung stehen
muss. Unter Verwendung derStarbrite-Druckfarben und desStarbrite-Hybridwaschmittels 1300ist es bei diesem Verfahren möglich,• mit normalen Gummiwalzen
und Drucktüchern• ohne weitere UV-Vorbereitung
der Druckwerke sowie• auch mit IPA-freiem Feucht-
mittelzu arbeiten. Zahlreiche Quelltestsmit allen namhaften Walzenher-stellern haben gezeigt, dass beimDruck mit Starbrite die konventio-nellen Walzen und Drucktücherdie besten Ergebnisse liefern.Darüber hinaus wurde der produk-tionssichere Einsatz der Starbrite-Farben auf dem 2. Hybrid-Anwen-dertreffen im April 2005 mit demKBA/fogra-Zertifikat bestätigt. Un-geachtet des Verhaltens gegenüberGummimaterialien sollten dieOffsetdruckplatten eingebranntoder UV-tauglich sein.Was das Glanzergebnis betrifft, übenBedruckstoff, Flächendeckungsgradund Farbbelegung keinen nennens-werten Einfluss aus. Direkt nachdem Druck treten wie bei allenFarben geringe Veränderungen derGlanzzahl ein. Anwender beobach-ten sogar positive Glanzverände-rungen während der oxidativenDurchtrocknung im Stapel.Zum Erzielen von Glanzkontrast-effekten verträgt sich Starbriteauch mit verschiedenen mattenÖldrucklacken, die vor der vollflä-chigen UV-Lackierung als Spotlackim Offsetpasser aufgetragen wer-den können. Epple bietet hierfürdie Lacke Starbrite 1290 und 1579vergilbungsarm – beide für Oran-gen-Hauteffekt – sowie 1523 fürglatten Mattglanz.
Lagerung und EinstellungDie Lagerstabilität der Hybridfar-ben wird durch die Temperaturund die chemische Beschaffenheitder Pigmente beeinflusst. Je höherdie Lagertemperatur, desto gerin-ger die Lagerstabilität. In einer
breit angelegten Versuchsreihefand Epple Pigmente für Prozess-und Sonderfarben, die mindestenssechs Monate bei einer Lagertem-peratur von maximal 25 °C haltbarsind.Die Starbrite-Prozessfarben sinddruckfertig für die ReihenfolgeSchwarz–Cyan–Magenta–Yelloweingestellt. Tonwertzuwachs undDruckqualität sind weitgehend ver-gleichbar mit den Parametern kon-ventioneller Druckfarben.
Problemlose BalanceIm Farbe-Wasser-Gleichgewichtsind die Starbrite-Farben wie kon-ventionelle Druckfarben einzustu-fen. Die Tendenz einer zu starkenWasserfreundlichkeit, wie man siefrüher bei den UV-Farben kannte,ist nicht mehr gegeben. DieEmulgierneigung und die Gefahrdes Tonens sind deutlich geringergeworden.Empfehlenswert ist immer eine
Analyse des Brauchwassers, da jenach dessen Qualität eine Ände-rung der Feuchtmittelzusammen-setzung erforderlich sein kann.Prinzipiell kann jeder handelsübli-che Feuchtmittelzusatz einschließ-lich IPA-Ersatz verwendet werden– mit Ausnahme von Trocknungs-zusätzen. Bei Druckversuchen hatsich gezeigt, dass Feuchtmittel mitTrockenstoff eine Art Trocknungauf den Walzen verursachen kön-nen, was den Fortdruck stört.Epple bietet für den Einsatz mitHybridfarben den Feuchtmittel-zusatz Waterfit 1239 an.
Tack ist anders als bei konventionel-len FarbenZwischen den rheologischen Eigen-schaften der Druckfarbe – vorallem Viskosität, Zügigkeit („Tack“)und Fließverhalten („Flow“) –besteht auch bei Hybridfarben einenger Zusammenhang. Deshalb istes nur schwer möglich, einen Wert
Anforderungen anHybriddruckfarben
Der Schlüssel zur erfolgreichen Anwendung des Hybridverfahrens ist neben
einer geeigneten Maschinentechnologie insbesondere die Hybriddruckfarbe. Sie
trocknet sowohl oxidativ-wegschlagend als auch UV-härtend und ist direkt UV-
lackierbar. Am Beispiel der Druckfarbenserie Epple Starbrite, die zu den
KBA/fogra-akkreditierten Hybridfarbenserien zählt, sollen typische
Eigenschaften und Anforderungen an diesen Druckfarbentyp erläutert werden.
Zum Starbrite-Sortiment gehören außerdem auf die Hybridfarben abgestimmte
Waschmittel und Öldrucklacke.
95
90
85
80
75
70
70% 70% 70% 100% 100% 70% 100% 100%M+K C+M CMY M+K C+M CMYK CMY CMYK=40% =140% =210% =200% =200% =280% =300% =400% 0%
Glanzentfaltung nach 72 Stunden auf einem zweifach glänzend gestrichenen Kartonbogen (GD2-Karton), bei einer Geschwindigkeit von 10.000 Bogen/h mit Starbrite-Hybridfarben plus UV-Lack(grün) und mit konventionellen Farben plus Dispersions- und UV-Lack (blau) bedruckt, inAbhängigkeit von Farbbelegung und Flächendeckung. Bei der Hybridveredelung sind dieAbhängigkeiten deutlich geringer (kaum Schwankungen in der Glanzzahl) und die Glanzzahl imDurchschnitt höher (90,7) im Vergleich zur Doppellackierung (88,3). Als Sujet diente die KBA-Testform (siehe übernächsten Beitrag).
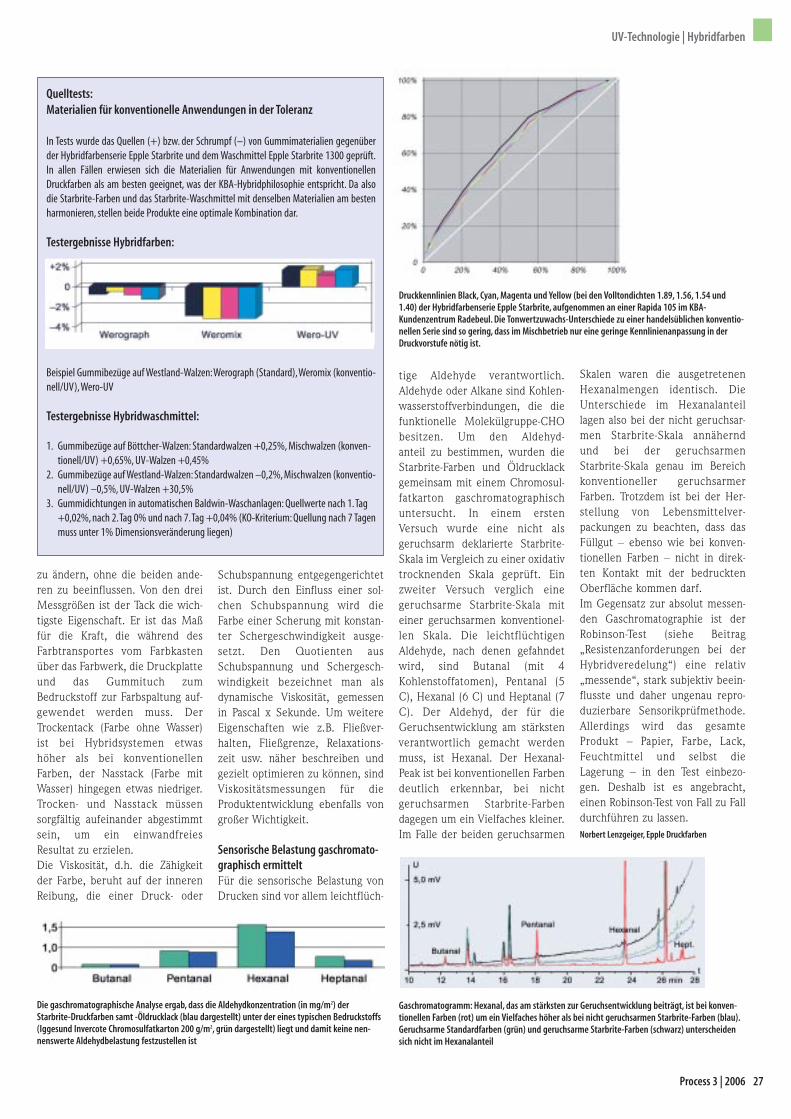
UV-Technologie | Hybridfarben
zu ändern, ohne die beiden ande-ren zu beeinflussen. Von den dreiMessgrößen ist der Tack die wich-tigste Eigenschaft. Er ist das Maßfür die Kraft, die während desFarbtransportes vom Farbkastenüber das Farbwerk, die Druckplatteund das Gummituch zumBedruckstoff zur Farbspaltung auf-gewendet werden muss. DerTrockentack (Farbe ohne Wasser)ist bei Hybridsystemen etwashöher als bei konventionellenFarben, der Nasstack (Farbe mitWasser) hingegen etwas niedriger.Trocken- und Nasstack müssensorgfältig aufeinander abgestimmtsein, um ein einwandfreiesResultat zu erzielen.Die Viskosität, d.h. die Zähigkeitder Farbe, beruht auf der innerenReibung, die einer Druck- oder
Schubspannung entgegengerichtetist. Durch den Einfluss einer sol-chen Schubspannung wird dieFarbe einer Scherung mit konstan-ter Schergeschwindigkeit ausge-setzt. Den Quotienten ausSchubspannung und Schergesch-windigkeit bezeichnet man alsdynamische Viskosität, gemessenin Pascal x Sekunde. Um weitereEigenschaften wie z.B. Fließver-halten, Fließgrenze, Relaxations-zeit usw. näher beschreiben undgezielt optimieren zu können, sindViskositätsmessungen für dieProduktentwicklung ebenfalls vongroßer Wichtigkeit.
Sensorische Belastung gaschromato-graphisch ermitteltFür die sensorische Belastung vonDrucken sind vor allem leichtflüch-
tige Aldehyde verantwortlich.Aldehyde oder Alkane sind Kohlen-wasserstoffverbindungen, die diefunktionelle Molekülgruppe-CHObesitzen. Um den Aldehyd-anteil zu bestimmen, wurden dieStarbrite-Farben und Öldrucklackgemeinsam mit einem Chromosul-fatkarton gaschromatographischuntersucht. In einem erstenVersuch wurde eine nicht alsgeruchsarm deklarierte Starbrite-Skala im Vergleich zu einer oxidativtrocknenden Skala geprüft. Einzweiter Versuch verglich einegeruchsarme Starbrite-Skala miteiner geruchsarmen konventionel-len Skala. Die leichtflüchtigenAldehyde, nach denen gefahndetwird, sind Butanal (mit 4Kohlenstoffatomen), Pentanal (5C), Hexanal (6 C) und Heptanal (7C). Der Aldehyd, der für dieGeruchsentwicklung am stärkstenverantwortlich gemacht werdenmuss, ist Hexanal. Der Hexanal-Peak ist bei konventionellen Farbendeutlich erkennbar, bei nichtgeruchsarmen Starbrite-Farbendagegen um ein Vielfaches kleiner.Im Falle der beiden geruchsarmen
Skalen waren die ausgetretenenHexanalmengen identisch. DieUnterschiede im Hexanalanteillagen also bei der nicht geruchsar-men Starbrite-Skala annäherndund bei der geruchsarmenStarbrite-Skala genau im Bereichkonventioneller geruchsarmerFarben. Trotzdem ist bei der Her-stellung von Lebensmittelver-packungen zu beachten, dass dasFüllgut – ebenso wie bei konven-tionellen Farben – nicht in direk-ten Kontakt mit der bedrucktenOberfläche kommen darf.Im Gegensatz zur absolut messen-den Gaschromatographie ist derRobinson-Test (siehe Beitrag„Resistenzanforderungen bei derHybridveredelung“) eine relativ„messende“, stark subjektiv beein-flusste und daher ungenau repro-duzierbare Sensorikprüfmethode.Allerdings wird das gesamteProdukt – Papier, Farbe, Lack,Feuchtmittel und selbst dieLagerung – in den Test einbezo-gen. Deshalb ist es angebracht,einen Robinson-Test von Fall zu Falldurchführen zu lassen.Norbert Lenzgeiger, Epple Druckfarben
27Process 3 | 2006
Quelltests:Materialien für konventionelle Anwendungen in der Toleranz
In Tests wurde das Quellen (+) bzw. der Schrumpf (–) von Gummimaterialien gegenüberder Hybridfarbenserie Epple Starbrite und dem Waschmittel Epple Starbrite 1300 geprüft.In allen Fällen erwiesen sich die Materialien für Anwendungen mit konventionellenDruckfarben als am besten geeignet, was der KBA-Hybridphilosophie entspricht. Da alsodie Starbrite-Farben und das Starbrite-Waschmittel mit denselben Materialien am bestenharmonieren, stellen beide Produkte eine optimale Kombination dar.
Testergebnisse Hybridfarben:
Beispiel Gummibezüge auf Westland-Walzen:Werograph (Standard),Weromix (konventio-nell/UV),Wero-UV
Testergebnisse Hybridwaschmittel:
1. Gummibezüge auf Böttcher-Walzen: Standardwalzen +0,25%, Mischwalzen (konven-tionell/UV) +0,65%, UV-Walzen +0,45%
2. Gummibezüge auf Westland-Walzen: Standardwalzen –0,2%, Mischwalzen (konventio-nell/UV) –0,5%, UV-Walzen +30,5%
3. Gummidichtungen in automatischen Baldwin-Waschanlagen: Quellwerte nach 1.Tag +0,02%, nach 2.Tag 0% und nach 7.Tag +0,04% (KO-Kriterium: Quellung nach 7 Tagenmuss unter 1% Dimensionsveränderung liegen)
Die gaschromatographische Analyse ergab, dass die Aldehydkonzentration (in mg/m2) derStarbrite-Druckfarben samt -Öldrucklack (blau dargestellt) unter der eines typischen Bedruckstoffs(Iggesund Invercote Chromosulfatkarton 200 g/m2, grün dargestellt) liegt und damit keine nen-nenswerte Aldehydbelastung festzustellen ist
Druckkennlinien Black, Cyan, Magenta und Yellow (bei den Volltondichten 1.89, 1.56, 1.54 und1.40) der Hybridfarbenserie Epple Starbrite, aufgenommen an einer Rapida 105 im KBA-Kundenzentrum Radebeul. Die Tonwertzuwachs-Unterschiede zu einer handelsüblichen konventio-nellen Serie sind so gering, dass im Mischbetrieb nur eine geringe Kennlinienanpassung in derDruckvorstufe nötig ist.
Gaschromatogramm: Hexanal, das am stärksten zur Geruchsentwicklung beiträgt, ist bei konven-tionellen Farben (rot) um ein Vielfaches höher als bei nicht geruchsarmen Starbrite-Farben (blau).Geruchsarme Standardfarben (grün) und geruchsarme Starbrite-Farben (schwarz) unterscheidensich nicht im Hexanalanteil

UV-Technologie | UV-Lacke
28 Process 3 | 2006
Kompatibel mit HybriddruckfarbenDie erste Anforderung betrifft dieLackierbarkeit von Hybridfarben,die sowohl oxidativ als auch UV-vernetzende Bindemittel enthal-ten. Im Vergleich zu konventionel-len Druckfarben zeichnen sichHybrid-Systeme anwendungstech-nisch durch optimierte Hochglanz-lackierfähigkeit aus, wobei speziellformulierte UV-Lacke und – falls inder konventionellen Betriebsartder Hybridmaschine auch Hybrid-farben eingesetzt werden – ebensogeeignete Dispersionslacke ver-wendet werden müssen.
Weil als hundertprozentiges UV-System nur der Lack in derMaschine verarbeitet wird, ist fürdie Ausstattung der übrigenMaschinensektionen keine beson-dere Resistenz erforderlich. So istes einer der größten Vorteile vonHybridfarben, dass (zumindest inder KBA-Hybridphilosophie) dieWalzenbezüge konventioneller Artsein dürfen und keine EPDM-Beschichtungen wie im reinen UV-Druck verwendet werden müssen.In der Praxis ist die Inline-UV-
Lackierung in Verbindung mit dreiverschiedenen Druckfarbentypenzu finden: Standard-, Hybrid- undUV-Farben. Auf Standardfarben,also oxidativ-wegschlagend trock-nenden Druckfarben, ist die UV-Lackierung nur unter Mitwirkungeines wasserbasierten Primersmöglich. Hierfür ist eine Doppel-lack-Maschine notwendig, dieerreichbaren Glanzwerte betragenim Durchschnitt ca. 70. Bei Hybrid-farben entfällt der Primer undsomit ein Lackwerk, und der Glanzliegt bei ca. 90. Für die direkte UV-Lackierung UV-reaktiver Farben,
Anforderungen an UV-LackeIn der Hybridveredelung kommen UV-härtende Lacke bei der Hochglanz-Endlackierung zum Einsatz. Sie werden vollflä-
chig nass-in-nass aufgetragen – entweder direkt auf die Hybriddruckfarben oder auf den Öldrucklack, der als Spotlack fun-
giert. Durch die Wechselwirkung zwischen den konträren Lacksystemen Öldruck- und UV-Lack entstehen diverse
Spotlackeffekte. Unter gezieltem Einsatz der unterschiedlich eingestellten Grenzflächenspannungen der Lacke können
verschiedene Oberflächenstrukturen und Haptikeffekte kreiert werden. Dabei sind bestimmte Anforderungen an den UV-
Lack bzw. die Lackkombination zu beachten.
Jürgen Veil, Leiter Marketing Bogenoffset, und Produktmanagerin Anne-Kathrin Gerlach über-zeugen sich von den hohen Glanzwerten, die mit VEGRA-UV-Lack bei der Hybridveredelung erreichtwerden
deren Verdruckbarkeit aber deut-lich schwieriger als bei Hybrid-farben ist, steigen die Glanzwerteauf über 80. Am höchsten ist derGlanz des UV-Lacks in der Offline-Lackierung, bei der der Typ derdurchgetrockneten Druckfarbekeine Rolle spielt.Wie stark ein UV-Lack glänzt, hängtbei allen Verarbeitungsarten vonder Verlaufszeit ab, die ihrerseitsvon der Druckgeschwindigkeit undder zur Verfügung stehendenVerlaufsstrecke abhängt. Deshalb
ist eine doppelte Auslageverlänge-rung sinnvoll. Weitere Faktorensind Bedruckstoff, Lackauftrags-menge sowie Position, Anzahl undWirkungsgrad der einzelnen UV-Strahler.
Lackkombinationen fürGlanzkontrasteffekteNeben der Abstimmung aufHybridfarben muss der UV-Hoch-glanzlack mit den speziell fürHybrid-Effektlackierung hergestell-ten Öldrucklacken zusammenpas-sen. Hierzu werden Lackannahme-bzw. Lackabstoßverhalten durchEinstellen der Grenzflächenspan-nungen beider Lacktypen opti-miert. So kann dann im letztenDruckwerk über eine gefeuchteteOffsetdruckplatte an den Stellen,wo z.B. ein Matt- oder Runzelkorn-effekt gewünscht wird, ein Öl-drucklack mit Lackabstoßverhalten
VEGRA begleitet und fördert die Hybridver-edelung von Anfang an.„Wir sind der Meinung,dass die Effekt- und Hybridtechnologie eineder intelligentesten Entwicklungen der letzten 50 Jahre in der Druckindustrie ist“, kon-statierte der Autor, Albert Uhlemayr, bereitsbeim ersten KBA-Hybridanwendertreffen imSeptember 2003.
Viskosität des UV-Lackes
Die Viskosität lässt sich mit einem DIN-Tauchauslaufbecher (siehe Grafik) bestim-men. Bei einer Umgebungstemperaturvon 20 °C wird die Zeit gemessen, die derLack zum vollständigen Auslaufen ab derFüllstandmarkierung durch ein Loch mit4 mm Durchmesser benötigt. UV-Lackedürfen 25 Sekunden nicht unterschreiten(ungleichmäßiger Lackauftrag) und65 Sekunden nicht überschreiten (Gefahrdes Spritzens). Da die Viskosität tempera-turabhängig ist und unter Dauerlast mitsteigender Temperatur im Lackwerk sinkt,sollte der Viskositätsabfall einkalkuliertwerden. Auf dem KBA-Hybridanwender-treffen wurde diskutiert, dass 45 °Cwarmer UV-Lack optimale Ergebnissebringt. Allerdings darf die Temperierungerst in der Lackversorgung erfolgen,weil die Lagertemperatur der UV-Lackeniedriger liegt.
gegenüber UV-Lack verwendetwerden. Beim vollflächigen Über-drucken kann der hoch glänzendeUV-Lack an diesen Stellen nichthaften und bewirkt damit denKontrast zwischen mattem odergranuliertem Öldrucklack und denübrigen Hochglanzpartien. Da essich immer um aufeinander einge-stellte Lacke handelt, sollten nurLacke ein und desselben Herstel-lers gemeinsam eingesetzt odernach einer Liste mit kombinierba-ren Lacken anderer Herstellergefragt werden.Die VEGRA-Gruppe bietet für dieHybridveredelung beispielsweis die

UV-Technologie | UV-Lacke
Kombination aus Effektlack 3606(Öldrucklack) und UV-Hochglanz-lack 1038 an. Alternativ dazu istdie Drip-off-Kombination ausEffektlack 3606/1 und SpeziallackDL 1188 für Effektlackierung(Dispersionslack) auf Hybridfarbenerhältlich. (Weitere Informationenzu VEGRA-Produkten finden Sieunter www.vegra.com).In jedem Fall ist es wichtig, dassder UV-Lack konstant und in aus-reichender Menge aufgetragenwird. Die Lackauftragsmenge sollte5 g/m2 nicht unterschreiten, waseinem Rasterwalzen-Schöpfvolu-men von 15 g/m2 entspricht. EineReinigung der Rasterwalze und dieÜberprüfung ihres Schöpfvolu-mens an Hand des Walzencodessind vor Druckbeginn unbedingtvorzunehmen. Alle Lacke sind beimaximaler Produktionsgeschwin-
digkeit verarbeitbar. Wie beiDispersionslacken ist die Stapel-temperatur auch bei der UV-Lackierung ein Gradmesser füreventuelle Probleme beim späte-ren Falzen bzw. Rillen.
Verwendung im Food- und Non-Food-VerpackungsdruckBei Untersuchungen an Drucken,die mit VEGRA UV-Hochglanz-lack 1038 hybridveredelt wurden,konnten im Extraktionsverfahrenmit Alkohol und Methylenchloridkeinerlei Restmonomere undFotoinitiatoren nachgewiesen wer-den. Außerdem sind alle VEGRA
UV-Lacke geruchsneutral einge-stellt und diesbezüglich ISEGA-geprüft.* Somit kann diese Glanz-beschichtung für den Verpackungs-druck verwendet werden, auch imLebensmittelbereich. Vorausset-zung ist aber, dass die UV-Strahlerim Interesse einer guten Lackaus-härtung über ausreichend Leistungverfügen und regelmäßig gereinigtund erneuert werden. Für dieVerwendung im Verpackungs- undEtikettendruck spricht darüberhinaus die Folienprägefähigkeit desUV-Lackes 1038. Spezielle Heiß-präge-Goldfolien sind verfügbar.Albert Uhlemayr, Präsident der VEGRA Gruppe
29Process 3 | 2006
Der VEGRA UV-Lack 1038 für die Hybridverede-lung zeichnet sich durch sehr gute Scheuer-festigkeit, Haftung, Rill- und Falzfestigkeitsowie Verklebbarkeit (mit Dispersionsklebern),Heißsiegelfestigkeit (gegen PVC und PP) undHeißfolienprägefähigkeit aus.
*) ISEGA Forschungs- und Untersuchungsgesellschaft mbH, D-Aschaffenburg (www.isega.de):unabhängiges,weltweit tätiges Beratungs- und Prüfinstitut für Industrie und Handel,u.a.in denBranchen Zellstoff/Papier/Pappe/Karton, Kunststoff, Verpackung, Farben/Lacke/chemischeHilfsmittel; stellt international anerkannte Gutachten und Produktakkreditierungen gemäßISO 17025 in Deutsch, Englisch, Französisch und anderen Sprachen aus; seit 1990 werden auchHygienemanagementkonzepte von Verpackungsherstellern zertifiziert.
Ressourcen und PartnerWir möchten uns an dieser Stelle herzlich bei allen Kooperationspartnernbedanken, die mit großem Engagement die erfolgreiche Entwicklung undVervollkommnung der Hybridtechnologie in der Praxis unterstützen.
Beratende und zertifizierende Institutionen•Berufsgenossenschaft Druck u. Papierverarbeitung, D-Wiesbaden
(www.bgdp.de)•fogra Forschungsgesellschaft Druck e.V., D-München (www.fogra.org)
Druckfarben und Lacke•Epple Druckfarben AG, D-Neusäß (www.epple-druckfarben.de)•Flint-Schmidt GmbH & Co KG, D-Frankfurt/M (www.flint-schmidt.de)•Huber Group/Hostmann-Steinberg GmbH, D-Celle (www.mhm.de,
www.hostmann-steinberg.de)•Jänecke+Schneemann Druckfarben GmbH, D-Hannover
(www.js-druckfarben.de)•Schmid Rhyner AG Print Finishing, CH-Adliswil (www.schmid-rhyner.ch)•Sicolor GmbH, D-Neusäß (www.sicolor.de)•SunChemical Hartmann Druckfarben GmbH, D-Frankfurt/M
(www.sunchemical.com)•Terra Lacke GmbH, D-Lehrte (www.terralacke.de)•Toyo Ink Co. Ltd., J-Tokyo•VEGRA GmbH, D-Aschau am Inn (www.vegra.de)•Weilburger Graphics GmbH, D-Gerhardshofen
(www.weilburger-graphics.de)•XSYS Print Solutions Deutschland GmbH, D-Stuttgart
(www.xsys-printsolutions.com)
Waschmittel•Varn Products GmbH, D-Reutlingen (www.day-intl.com)•DC DruckChemie, D-Ammerbuch (www.druckchemie.com)•DS Druckerei Service, D-Reutlingen (www.dsgroup.de,
www.fujihunt.com)•VEGRA GmbH, D-Aschau am Inn (www.vegra.de)
Druck- und Lackiertücher•Birkan Drucktechnik GmbH, D-Eching am Ammersee
(www.birkan.de, www.duco.co.uk)•Day International GmbH, D-Reutlingen (www.day-intl.com)•Phoenix Xtra Print GmbH, D-Hamburg (www.pxp.de,
www.contiair.com)
Druck- und Lackplatten•Kodak Polychrome Graphics, D-Osterode (www.kpgraphics.com)•Rudolf Reproflex GmbH, D-Goslar (www.rudolf-reproflex.de)•XSYS Print Solutions Deutschland, D-Stuttgart
(www.xsys-printsolutions.com)
Gummi- und Rasterwalzentechnologie•Felix Böttcher GmbH & Co. KG, D-Köln (www.boettcher.de)•Praxair Surface Technologies, D-Schlüchtern (www.praxair.com)
Trockner- und Strahlungstechnik•adphos Eltosch Torsten Schmidt GmbH, D-Norderstedt
(www.adphos.de, www.eltosch.de)•Grafix GmbH Zerstäubungstechnik, D-Stuttgart (www.grafix-online.de)•Dr. Hönle AG UV Technology, D-Gräfelfing (www.hoenle.de)•IST Metz GmbH, D-Nürtingen (www.ist-uv.com)•RadTech Europe, NL-Den Haag (www.radtech-europe.com)
Bedruckstoffe•m-real Technical Sales and Marketing, D-Hamburg (www.m-real.com)•Schneidersöhne Unternehmensgruppe, D-Ettlingen
(www.schneidersoehne.de)•UPM-Kymmene Sales GmbH, D-Hamburg (www.upm-kymmene.com)
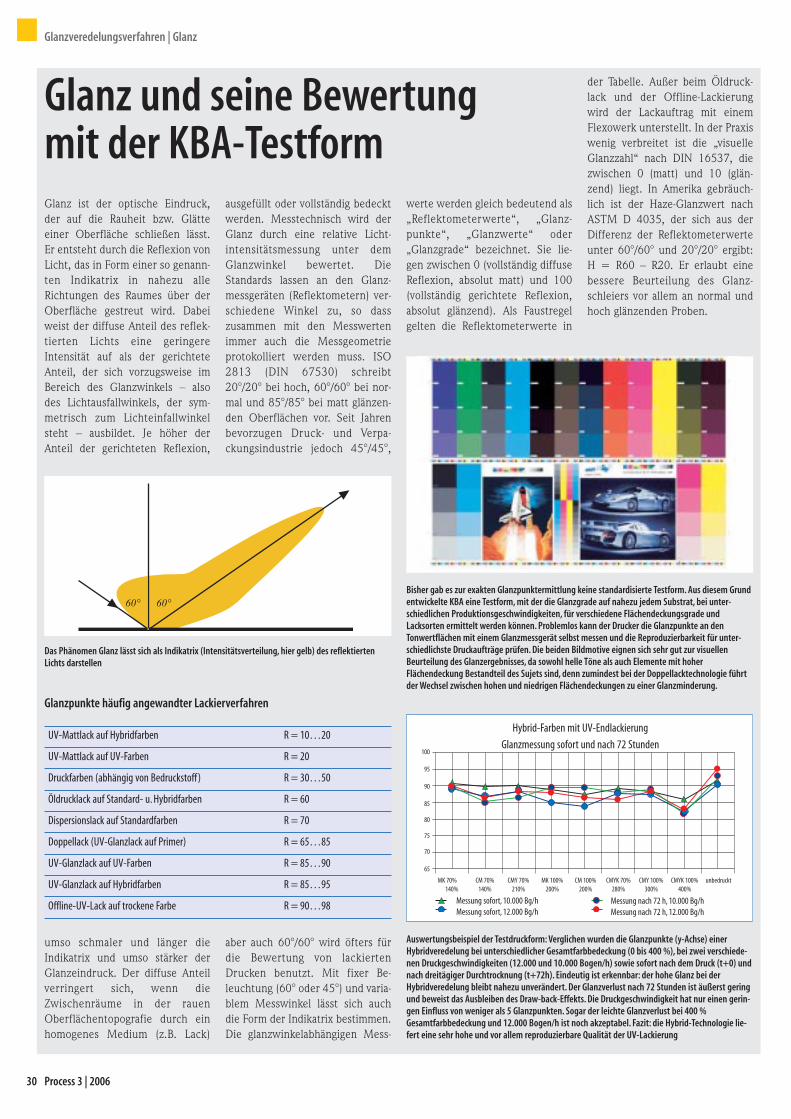
Glanzveredelungsverfahren | Glanz
30 Process 3 | 2006
Glanz ist der optische Eindruck,der auf die Rauheit bzw. Glätteeiner Oberfläche schließen lässt.Er entsteht durch die Reflexion vonLicht, das in Form einer so genann-ten Indikatrix in nahezu alleRichtungen des Raumes über derOberfläche gestreut wird. Dabeiweist der diffuse Anteil des reflek-tierten Lichts eine geringereIntensität auf als der gerichteteAnteil, der sich vorzugsweise imBereich des Glanzwinkels – alsodes Lichtausfallwinkels, der sym-metrisch zum Lichteinfallwinkelsteht – ausbildet. Je höher derAnteil der gerichteten Reflexion,
umso schmaler und länger dieIndikatrix und umso stärker derGlanzeindruck. Der diffuse Anteilverringert sich, wenn dieZwischenräume in der rauenOberflächentopografie durch einhomogenes Medium (z.B. Lack)
ausgefüllt oder vollständig bedecktwerden. Messtechnisch wird derGlanz durch eine relative Licht-intensitätsmessung unter demGlanzwinkel bewertet. DieStandards lassen an den Glanz-messgeräten (Reflektometern) ver-schiedene Winkel zu, so dasszusammen mit den Messwertenimmer auch die Messgeometrieprotokolliert werden muss. ISO2813 (DIN 67530) schreibt20°/20° bei hoch, 60°/60° bei nor-mal und 85°/85° bei matt glänzen-den Oberflächen vor. Seit Jahrenbevorzugen Druck- und Verpa-ckungsindustrie jedoch 45°/45°,
aber auch 60°/60° wird öfters fürdie Bewertung von lackiertenDrucken benutzt. Mit fixer Be-leuchtung (60° oder 45°) und varia-blem Messwinkel lässt sich auchdie Form der Indikatrix bestimmen.Die glanzwinkelabhängigen Mess-
Glanz und seine Bewertungmit der KBA-Testform
Das Phänomen Glanz lässt sich als Indikatrix (Intensitätsverteilung, hier gelb) des reflektiertenLichts darstellen
UV-Mattlack auf Hybridfarben R = 10…20
UV-Mattlack auf UV-Farben R = 20
Druckfarben (abhängig von Bedruckstoff) R = 30…50
Öldrucklack auf Standard- u. Hybridfarben R = 60
Dispersionslack auf Standardfarben R = 70
Doppellack (UV-Glanzlack auf Primer) R = 65…85
UV-Glanzlack auf UV-Farben R = 85…90
UV-Glanzlack auf Hybridfarben R = 85…95
Offline-UV-Lack auf trockene Farbe R = 90…98
Glanzpunkte häufig angewandter Lackierverfahren
werte werden gleich bedeutend als„Reflektometerwerte“, „Glanz-punkte“, „Glanzwerte“ oder„Glanzgrade“ bezeichnet. Sie lie-gen zwischen 0 (vollständig diffuseReflexion, absolut matt) und 100(vollständig gerichtete Reflexion,absolut glänzend). Als Faustregelgelten die Reflektometerwerte in
der Tabelle. Außer beim Öldruck-lack und der Offline-Lackierungwird der Lackauftrag mit einemFlexowerk unterstellt. In der Praxiswenig verbreitet ist die „visuelleGlanzzahl“ nach DIN 16537, diezwischen 0 (matt) und 10 (glän-zend) liegt. In Amerika gebräuch-lich ist der Haze-Glanzwert nachASTM D 4035, der sich aus derDifferenz der Reflektometerwerteunter 60°/60° und 20°/20° ergibt:H = R60 – R20. Er erlaubt einebessere Beurteilung des Glanz-schleiers vor allem an normal undhoch glänzenden Proben.
Bisher gab es zur exakten Glanzpunktermittlung keine standardisierte Testform. Aus diesem Grundentwickelte KBA eine Testform, mit der die Glanzgrade auf nahezu jedem Substrat, bei unter-schiedlichen Produktionsgeschwindigkeiten, für verschiedene Flächendeckungsgrade undLacksorten ermittelt werden können. Problemlos kann der Drucker die Glanzpunkte an denTonwertflächen mit einem Glanzmessgerät selbst messen und die Reproduzierbarkeit für unter-schiedlichste Druckaufträge prüfen. Die beiden Bildmotive eignen sich sehr gut zur visuellenBeurteilung des Glanzergebnisses, da sowohl helle Töne als auch Elemente mit hoherFlächendeckung Bestandteil des Sujets sind, denn zumindest bei der Doppellacktechnologie führtder Wechsel zwischen hohen und niedrigen Flächendeckungen zu einer Glanzminderung.
Auswertungsbeispiel der Testdruckform: Verglichen wurden die Glanzpunkte (y-Achse) einerHybridveredelung bei unterschiedlicher Gesamtfarbbedeckung (0 bis 400 %), bei zwei verschiede-nen Druckgeschwindigkeiten (12.000 und 10.000 Bogen/h) sowie sofort nach dem Druck (t+0) undnach dreitägiger Durchtrocknung (t+72h). Eindeutig ist erkennbar: der hohe Glanz bei derHybridveredelung bleibt nahezu unverändert. Der Glanzverlust nach 72 Stunden ist äußerst geringund beweist das Ausbleiben des Draw-back-Effekts. Die Druckgeschwindigkeit hat nur einen gerin-gen Einfluss von weniger als 5 Glanzpunkten. Sogar der leichte Glanzverlust bei 400 %Gesamtfarbbedeckung und 12.000 Bogen/h ist noch akzeptabel. Fazit: die Hybrid-Technologie lie-fert eine sehr hohe und vor allem reproduzierbare Qualität der UV-Lackierung
100
95
90
85
80
75
70
65
MK 70% CM 70% CMY 70% MK 100% CM 100% CMYK 70% CMY 100% CMYK 100% unbedruckt140% 140% 210% 200% 200% 280% 300% 400%
Messung sofort, 10.000 Bg/hMessung sofort, 12.000 Bg/h
Messung nach 72 h, 10.000 Bg/hMessung nach 72 h, 12.000 Bg/h
Hybrid-Farben mit UV-Endlackierung
Glanzmessung sofort und nach 72 Stunden

Glanzveredelungsverfahren | Offline
Offline- oder Inline-Veredelung?„Offline“, d.h. in einem oder meh-reren selbständigen Durchläufenausgeführte Veredelungsschritteauf Spezialmaschinen sind ver-ständlicherweise teurer als solche,die „inline“, d.h. in einem Durch-gang mit dem Druckprozess erfol-gen. Deshalb sind in die Bogenoff-setmaschinen integrierte Lackier-werke heute beinahe eine Selbst-verständlichkeit. Trotzdem hat dieOffline-Glanzveredelung ihre Be-rechtigung. Sie ist gefragt, wenn:• besonders hohe Glanzpunkte
erreicht werden sollen, z.B. durch dickere Lackschichten oder durch Kalandrieren
• Scheuerschutz und Festigkeit gesteigert werden müssen, z.B. bei Schutzumschlägen für Bücher
• die Druckerei die Veredelungs-leistung einkaufen muss, z.B. wenn keine Inline-Lackierung oder keine doppelseitige Lackier-konfiguration verfügbar ist
• im Portfolio der Druckerei nur gelegentlich „on demand“ glanz-veredelt wird und somit das
ständige Mitlaufen eines Inline-Lackierwerks zu teuer wäre
• die Offline-Glanzveredelung ihrerseits mit weiteren Veredelungsverfahren kombi-niert werden soll, z.B. mit einerKlebstoffbeschichtung;
• das volle Bogenformat lackiert werden muss, was in der Druckmaschine auf Grund des Greiferrandes nicht möglich ist.
Zwar wird die deutliche Mehrzahlaller Glanz- und Schutzveredelun-gen inline ausgeführt, doch wach-sen beide Segmente – inline undoffline – angesichts des steigendenBedarfs an höher veredeltenDruckerzeugnissen.
LackierenGegenüber der Inline-Lackierunghat das Offline-Lackieren denVorteil, dass auf getrockneteFarben lackiert wird und keineRücksicht auf den verwendetenDruckfarbentyp genommen wer-den muss. In Lackiermaschinenkommen verschiedene Technolo-gien zur Anwendung. Ausgewie-sene Lackiermaschinen tragen denLack mittels Walzen auf und regu-lieren die Schichtdicke überWalzenspaltbreite und Viskosität.Unterschieden wird zwischen ein-und beidseitig arbeitenden sowiezwischen Greifer- und greiferlosenMaschinen; letztgenannte Anlagenerlauben das Lackieren des Bogensbis an alle vier Kanten. Ebenfallszum Offline-Lackieren eignen sichBogendruckmaschinen, die entwe-der als einziges Aggregat (nebenAnleger und Auslage) ein Lackier-werk plus Trockner besitzen(„Stand-alone Coater“) oder derenDruckwerk ausschließlich zumLackieren eingesetzt wird, wofürBogentiefdruck- und Siebdruck-maschinen in Frage kommen.
Über Dispersions- und UV-Lackehinaus sind auf den Lackier-maschinen nach wie vor lösemittel-haltige Nitrolacke zu finden, wer-den aber wegen ihrer Umweltbe-denklichkeit zunehmend durchandere Lacksorten ersetzt. In derVerpackungsherstellung haben sichSpeziallacke mit bestimmten Be-ständigkeiten, z.B. gegen Kälteoder Wasserdampf, etabliert.Klebelacke für die Plastikkarten-produktion werden häufig aufpreisgünstigen Siebdruckmaschi-nen aufgetragen. Eine herausragen-de Rolle spielen Heißkalanderlacke.Als einzige Lacksorte erreichen siedie Glanzpunkte einer Kaschier-folie, ohne deren Nachteile (sieheunter Kaschieren) in Kauf nehmenzu müssen. Unter Wärmeeinwir-kung werden sie in doppelt sohoher Schichtdicke wie andereLacke aufgetragen und dann inlinevon hochglatt polierten Kalander-walzen zusammengepresst.
KaschierenDas Folienkaschieren der Druckeist die aufwändigste Glanzverede-lungsmethode. Wie bei den Lackenstehen Glanz- und Mattqualitätenzur Auswahl, zusätzlich gibt esFolien mit geprägter Struktur, z.B.Leinenimitation für Hardcover,und mit speziellen Funktionsbe-schichtungen, etwa für besondereKratzfestigkeit. DominierendesFolienmaterial ist gestrecktes Poly-propylen (OPP), das besondersreißfest und strukturtauglich istund auch in Thermoanwendungenverarbeitet werden kann. Acetat-folien werden gelegentlich beinachfolgendem Prägen oder par-tiellem Verkleben der Bogen einge-setzt. Noch nicht allzu lange in derPraxis anzutreffen sind Polyester-folien (PET), die sich durch besse-
res Anschmiegen („Lay-flat“) aufdie Papier- oder Kartonoberflächebei geringerer Dicke auszeichnen.Auch beim Kaschieren spielt, wieschon beim Offline-Lackieren, derTyp der getrockneten Druckfarbekeine Rolle. Doch Kaschieren hatauch Nachteile. Es ist deutlich teu-rer als Lackieren, die veredeltenProdukte sind schlechter recycel-bar, die Haltbarkeit der Folie kannder einer Lackschicht unterlegensein, und auch die Schichtdickensind im Durchschnitt höher alsbeim Lackieren. Letzterer Nachteilerweist sich allerdings bei Außen-anwendungen (Displays, Werbe-wände, Stadionwerbung usw.) alsvorteilhaft auf Grund der besserenWetterfestigkeit. Drei Verfahrenstehen für das Kaschieren zurAuswahl: das Dispersionskaschie-ren mit einem kalt aufgetragenenKlebstoff (mit oder ohneLösemittel), das Hotmeltkaschie-ren mittels Heißklebstoff und dasrelativ neue Thermokaschieren vonFolien, die mit einem wärmereakti-ven Klebstoff vorbeschichtet sind.Die Thermolaminierung findetstarke Verbreitung, weil keineLösemittel beteiligt sind, derAuftragswechsel an der Kaschier-maschine schneller geht, hoheLaminiergeschwindigkeiten mög-lich sind, die Reproduzierbarkeitder Laminierqualität höher ist unddie Produkte sich besser recycelnlassen. Dieter Kleeberg
31Process 3 | 2006
Wann ist „offline“ die bessere Wahl?Offline-Veredelungsleistungen werden in der Regel von spezialisierten Dienstleistern angeboten. Im Bogenoffset sind
aber einige Faltschachteldruckereien neben Präge- und Stanztechnik ebenfalls mit Maschinen für die Offline-
Glanzveredelung ausgestattet. Lackieren und Folienkaschieren sind dabei die beiden in Frage kommenden Technologien,
die nach der Art des Druckproduktes ausgewählt werden. Die Glanzergebnisse übertreffen meistens die der Inline-
Veredelung, was die höheren Kosten allein noch nicht rechtfertigt. Dafür sind weitere Kriterien zu prüfen.
Lackierwerkkonfigurationen am Beispiel vonBillhöfer: 1 Dreiwalzenwerk, 2 Zweiwalzen-werk, 3 Doppelseitenlackierung mit Zwei-walzenwerken, 4 Kalander
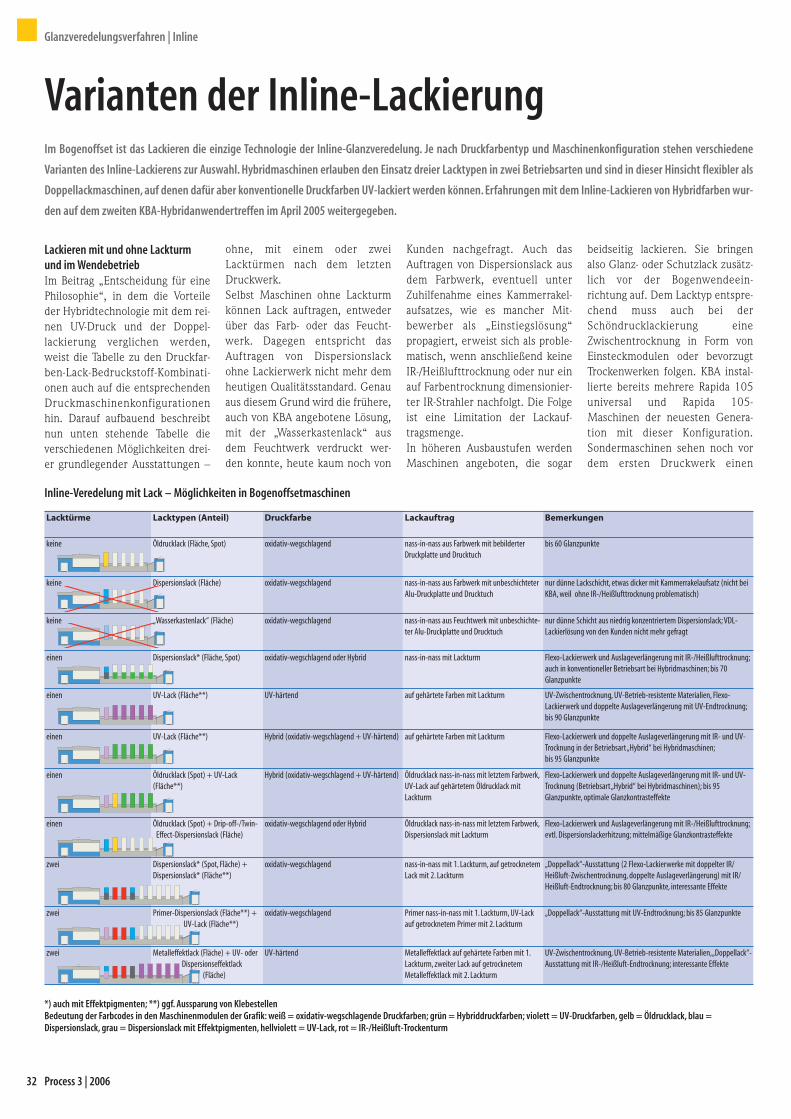
Glanzveredelungsverfahren | Inline
32 Process 3 | 2006
Lackieren mit und ohne Lackturmund im WendebetriebIm Beitrag „Entscheidung für einePhilosophie“, in dem die Vorteileder Hybridtechnologie mit dem rei-nen UV-Druck und der Doppel-lackierung verglichen werden,weist die Tabelle zu den Druckfar-ben-Lack-Bedruckstoff-Kombinati-onen auch auf die entsprechendenDruckmaschinenkonfigurationenhin. Darauf aufbauend beschreibtnun unten stehende Tabelle dieverschiedenen Möglichkeiten drei-er grundlegender Ausstattungen –
ohne, mit einem oder zweiLacktürmen nach dem letztenDruckwerk.Selbst Maschinen ohne Lackturmkönnen Lack auftragen, entwederüber das Farb- oder das Feucht-werk. Dagegen entspricht dasAuftragen von Dispersionslackohne Lackierwerk nicht mehr demheutigen Qualitätsstandard. Genauaus diesem Grund wird die frühere,auch von KBA angebotene Lösung,mit der „Wasserkastenlack“ ausdem Feuchtwerk verdruckt wer-den konnte, heute kaum noch von
Kunden nachgefragt. Auch dasAuftragen von Dispersionslack ausdem Farbwerk, eventuell unterZuhilfenahme eines Kammerrakel-aufsatzes, wie es mancher Mit-bewerber als „Einstiegslösung“propagiert, erweist sich als proble-matisch, wenn anschließend keineIR-/Heißlufttrocknung oder nur einauf Farbentrocknung dimensionier-ter IR-Strahler nachfolgt. Die Folgeist eine Limitation der Lackauf-tragsmenge.In höheren Ausbaustufen werdenMaschinen angeboten, die sogar
beidseitig lackieren. Sie bringenalso Glanz- oder Schutzlack zusätz-lich vor der Bogenwendeein-richtung auf. Dem Lacktyp entspre-chend muss auch bei derSchöndrucklackierung eineZwischentrocknung in Form vonEinsteckmodulen oder bevorzugtTrockenwerken folgen. KBA instal-lierte bereits mehrere Rapida 105universal und Rapida 105-Maschinen der neuesten Genera-tion mit dieser Konfiguration.Sondermaschinen sehen noch vordem ersten Druckwerk einen
Varianten der Inline-LackierungIm Bogenoffset ist das Lackieren die einzige Technologie der Inline-Glanzveredelung. Je nach Druckfarbentyp und Maschinenkonfiguration stehen verschiedene
Varianten des Inline-Lackierens zur Auswahl. Hybridmaschinen erlauben den Einsatz dreier Lacktypen in zwei Betriebsarten und sind in dieser Hinsicht flexibler als
Doppellackmaschinen, auf denen dafür aber konventionelle Druckfarben UV-lackiert werden können. Erfahrungen mit dem Inline-Lackieren von Hybridfarben wur-
den auf dem zweiten KBA-Hybridanwendertreffen im April 2005 weitergegeben.
Lacktürme Lacktypen (Anteil) Druckfarbe Lackauftrag Bemerkungen
keine Öldrucklack (Fläche, Spot) oxidativ-wegschlagend nass-in-nass aus Farbwerk mit bebilderterDruckplatte und Drucktuch
bis 60 Glanzpunkte
keine Dispersionslack (Fläche) oxidativ-wegschlagend nass-in-nass aus Farbwerk mit unbeschichteterAlu-Druckplatte und Drucktuch
nur dünne Lackschicht, etwas dicker mit Kammerrakelaufsatz (nicht beiKBA, weil ohne IR-/Heißlufttrocknung problematisch)
keine „Wasserkastenlack“ (Fläche) oxidativ-wegschlagend nass-in-nass aus Feuchtwerk mit unbeschichte-ter Alu-Druckplatte und Drucktuch
nur dünne Schicht aus niedrig konzentriertem Dispersionslack; VDL-Lackierlösung von den Kunden nicht mehr gefragt
einen Dispersionslack* (Fläche, Spot) oxidativ-wegschlagend oder Hybrid nass-in-nass mit Lackturm Flexo-Lackierwerk und Auslageverlängerung mit IR-/Heißlufttrocknung;auch in konventioneller Betriebsart bei Hybridmaschinen; bis 70Glanzpunkte
einen UV-Lack (Fläche**) UV-härtend auf gehärtete Farben mit Lackturm UV-Zwischentrocknung, UV-Betrieb-resistente Materialien, Flexo-Lackierwerk und doppelte Auslageverlängerung mit UV-Endtrocknung;bis 90 Glanzpunkte
einen UV-Lack (Fläche**) Hybrid (oxidativ-wegschlagend + UV-härtend) auf gehärtete Farben mit Lackturm Flexo-Lackierwerk und doppelte Auslageverlängerung mit IR- und UV-Trocknung in der Betriebsart „Hybrid“ bei Hybridmaschinen;bis 95 Glanzpunkte
einen Öldrucklack (Spot) + UV-Lack(Fläche**)
Hybrid (oxidativ-wegschlagend + UV-härtend) Öldrucklack nass-in-nass mit letztem Farbwerk,UV-Lack auf gehärtetem Öldrucklack mitLackturm
Flexo-Lackierwerk und doppelte Auslageverlängerung mit IR- und UV-Trocknung (Betriebsart „Hybrid“ bei Hybridmaschinen); bis 95Glanzpunkte, optimale Glanzkontrasteffekte
einen Öldrucklack (Spot) + Drip-off-/Twin- Effect-Dispersionslack (Fläche)
oxidativ-wegschlagend oder Hybrid Öldrucklack nass-in-nass mit letztem Farbwerk,Dispersionslack mit Lackturm
Flexo-Lackierwerk und Auslageverlängerung mit IR-/Heißlufttrocknung;evtl. Dispersionslackerhitzung; mittelmäßige Glanzkontrasteffekte
zwei Dispersionslack* (Spot, Fläche) +Dispersionslack* (Fläche**)
oxidativ-wegschlagend nass-in-nass mit 1. Lackturm, auf getrocknetemLack mit 2. Lackturm
„Doppellack“-Ausstattung (2 Flexo-Lackierwerke mit doppelter IR/Heißluft-Zwischentrocknung, doppelte Auslageverlängerung) mit IR/Heißluft-Endtrocknung; bis 80 Glanzpunkte, interessante Effekte
zwei Primer-Dispersionslack (Fläche**) + UV-Lack (Fläche**)
oxidativ-wegschlagend Primer nass-in-nass mit 1. Lackturm, UV-Lackauf getrocknetem Primer mit 2. Lackturm
„Doppellack“-Ausstattung mit UV-Endtrocknung; bis 85 Glanzpunkte
zwei Metalleffektlack (Fläche) + UV- oder Dispersionseffektlack
(Fläche)
UV-härtend Metalleffektlack auf gehärtete Farben mit 1.Lackturm, zweiter Lack auf getrocknetemMetalleffektlack mit 2. Lackturm
UV-Zwischentrocknung, UV-Betrieb-resistente Materialien,„Doppellack“-Ausstattung mit IR-/Heißluft-Endtrocknung; interessante Effekte
*) auch mit Effektpigmenten; **) ggf. Aussparung von KlebestellenBedeutung der Farbcodes in den Maschinenmodulen der Grafik: weiß = oxidativ-wegschlagende Druckfarben; grün = Hybriddruckfarben; violett = UV-Druckfarben, gelb = Öldrucklack, blau =Dispersionslack, grau = Dispersionslack mit Effektpigmenten, hellviolett = UV-Lack, rot = IR-/Heißluft-Trockenturm
Inline-Veredelung mit Lack – Möglichkeiten in Bogenoffsetmaschinen

Glanzveredelungsverfahren | Inline
Lackturm zum Aufbringen einerdispersionsbasierenden Deckweiß-oder Effektgrundierung, z.B.MetalFX-Lack, oder von Iriodin-Lack vor.
DispersionslackierungDie Dispersionslackierung ist diehäufigste Inline-Lackieranwendungim Bogenoffset. Aufgetragen wer-den Glanz-, Matt- und Schutzlackesowie – dank der heute standard-mäßigen Kammerrakeltechnik –auch problemlos Lacke mit Effekt-pigmenten. Zur zuverlässigenTrocknung ist ein Kombinations-trockner mit Infrarotstrahlern undThermoluftrakel für den Abtrans-port der Feuchtigkeit notwendig(siehe Beitrag über KBA VariDry).Beim zwangsläufigen Nass-in-nass-Auftrag von Dispersionsglanzlackist von vorn herein ein Glanzver-lust in Kauf zu nehmen, weil Teiledes Lackes in die Druckfarbe ein-dringen. Im Prinzip handelt es sichhierbei um einen Draw-back-Effekt, wenngleich nicht in demAusmaß, als würde man Standard-farben direkt mit UV-Lack überdru-cken oder den UV-Lack auf unge-nügend getrockneten Primer auf-tragen.In der Betriebsart konventionell istauf Hybridmaschinen die Dispersi-onslackierung von Standardfarbenmöglich. Das würde auch mitHybridfarben funktionieren, dochwäre dann der Einsatz eines UV-Glanzlackes vom Glanzergebnisher angebracht.
UV-LackierungAnders als Dispersionslack, dersofort getrocknet werden muss,benötigt UV-härtender Glanzlack
Zeit zum Verlaufen, um eine glatteund damit hoch glänzende Ober-fläche auszubilden. Während die inbeiden Fällen konfigurierte Aus-lageverlängerung beim Dispersi-onslack leistungsstarke IR- undHeißlufttrockner aufnimmt, verlän-gert sie beim UV-Lack den Weg biszum Endtrockner zum Zwecke desVerlaufens. Bei heute bis zu18.000 Bg/h schnellen Maschinenwird sogar eine doppelte Auslage-verlängerung empfohlen.Weil der UV-Lack niemals nass-in-nass, sondern immer auf eine zwi-schengetrocknete Farb- oderDispersionslackschicht aufgetragenwird, kann er kaum in tiefer liegen-
de Schichten eindringen. Auchdeshalb sind prinzipiell höhereGlanzwerte als in der Dispersions-lackierung erreichbar. Die Saug-fähigkeit des Bedruckstoffes spieltnur insofern eine Rolle, als dieDruckfarbe eine glatte oder aberdurch Wegschlagen gestörte Ober-fläche ausgebildet hat.Auch bei UV-Lacken gibt esUnterschiede, die vom Lackher-steller für verschiedene Anwen-dungen herausgearbeitet werden.So stehen bei UV-Lacken für UV-total-Anwendungen hoher Glanzund hohe Gleitfähigkeit imVordergrund. Auf Doppellack-maschinen ist der UV-Lack zusätz-
33Process 3 | 2006
lich für die Haftung auf demDispersions-Primer optimiert. Inder Hybridveredelung berücksich-tigt die UV-Lackformulierung dieoptimale Haftung auf den Hybrid-farben bzw. die Abstoßung auf derÖldrucklack-Spotlackierung. Trotz der UV-Zwischentrocknungder Farben und der UV-Hochglanz-Lackierung erweisen sich Hybrid-maschinen als ideale Einstiegs-maschinen in die UV-Technologie,weil der Drucker noch keinenumfassenden UV-Erfahrungsschatzbesitzen muss, denn• er kann mit den Tonwertüber-
tragungs-Kennlinien konventio-neller Maschinen drucken
• er kann sich auf ein stabileres Fortdruckverhalten als im reinenUV-Druck verlassen, insbesonderebei der Farbe-Feuchtmittel-Balance
• im Bereich der Druckwerke ist keine UV-resistente Maschinen-ausstattung notwendig, so dass er problemlos zwischen den Betriebsarten „konventionell“ und „Hybrid“ sowie zwischen den Lacktypen Dispersionslack und Öldrucklack plus UV-Lack wechseln kann.
Die hier dargestellte Konfiguration verkörpert die maximale Ausbaustufe der KBA Rapida 105-Hybridversion mit hoher Veredelungsflexibilität. Es han-delt sich um eine 5/5-farbige Wendemaschine mit beidseitiger Lackierung: der Schöndruck umfasst fünf Druckwerke für Normal- oder Hybridfarben,einen Lackturm für Dispersions- oder UV-Lack und zwei Zwischentrockentürme mit Heißluft und UV-Strahler. Nach der Bogenwendung folgen wieder-um fünf Druckwerke und ein Lackturm. Weitere UV-Strahler können vor und nach der Wendung als Interdecktrockner eingesteckt werden. DenAbschluss bilden eine doppelte Auslageverlängerung mit IR- und Heißlufttrocknern sowie einem UV-Endtrockner unmittelbar vor der Bogenauslage.Mögliche Zielgruppen sind die Kosmetik-, Mode- und Automobilindustrie, für die beidseitige Gold- bzw. Silberlackierung oder Glanz- bzw. Mattlackzusätzlich zur normalen Dispersions- oder UV-Lackierung interessant ist.
Lackwechsel mit getrennten Kreisläufen
Der Betriebsartwechsel an Hybridmaschinen verlangt unter wirtschaftlichen Gesichtspunkten auch einen schnellen Lacktypwechsel.Deshalb sieht die Standardkonfiguration der KBA-Rapida-Hybridmaschine einen Lackturm mit zwei getrennten Lackkreisläufen vor, um beieinem Auftragswechsel bequem zwischen zwei Lacksorten hin- und herschalten zu können.Optional ist daran ein vollautomatisch arbeiten-des und reinigendes Lackversorgungssystem für Dispersions- und UV-Lacke anschließbar. Unter diesen Voraussetzungen dauert dasUmstellen von UV- auf Dispersionslack oder umgekehrt 7 bis 10 Minuten, zwischen gleichartigen Lacksorten (UV zu UV, Dispersion zuDispersion) nur 1 bis 2 Minuten.
Schema der automatischen Lackversorgung LithoCoat von Harris & Bruno. Aus den Tanks„Coating 1“ und „Coating 2“ werden wahlweise UV- oder Dispersionslack gepumpt und durch einAggregat zur Lackkonditionierung geleitet, bevor der Lack die Rakelkammer erreicht.
L30 Combi Circulator (links) und X10Conditioner – zwei Komponenten des auto-matischen Zweikreis-Lackversorgungs-systems Coating Concept von Tresu

Glanzveredelungsverfahren | Inline
34 Process 3 | 2006
DoppellackierungDoppellackmaschinen haben trotzdes höheren Trocknungsenergie-aufwands und der größerenStellfläche gegenüber Hybrid-maschinen ihre Berechtigung undwerden deshalb auch weiterhinparallel von KBA angeboten. Sieerlauben• das UV-Lackieren konventionel-
ler Druckfarben – wenn auch nur indirekt durch vorheriges Inline-Versiegeln der Druck-farbenschicht mit einer Disper-sionslackschicht
• vielfältige kreative Effekte durch Variationen im Disper-sionslackeinsatz.
Die vor dem UV-Lack aufgebrachteDispersionslackschicht, bezeichnetals Primer, ist aber nicht nur für dieoptimale Haftung des UV-Lackes ver-antwortlich. Allein schon weil derPrimer zwischengetrocknet unddamit die Saugfähigkeit desBedruckstoffs begrenzt wird, bevordie UV-Überlackierung erfolgt, er-höht sich zugleich der Glanz insge-samt. Außerdem verbessert derPrimer in seiner stabilisierendenEigenschaft die Möglichkeit einerzusätzlichen Folienkaschierung. Umproblemlos beide Lacktypen zu ver-arbeiten, ist es notwendig, zwei auf-einander abgestimmte Produkteeines Lackherstellers zu verwenden.
Die Vielseitigkeit der Doppellack-Konfiguration besteht darin, dassdie beiden Lacktürme nicht nur fürPrimer/UV-Lackkombinationen ge-eignet sind, sondern auch für dop-pelte Dispersionslackierungen.Zweifacher Dispersions-Glanzlack-auftrag bringt auch ohne UV-Über-lackierung recht hohe Glanzwerte.Viel interessanter aber ist es, wenneiner der beiden DispersionslackeMetall- oder Perlglanzeffektpig-mente enthält oder einfach nurgetönt ist. Auf diese Weise sindsehr attraktive Effekte möglich, dieviel Raum für kreative Gestaltungbieten.
GlanzkontrastlackierungGlanzkontrasteffekte sind auf dreiverschiedenen Wegen zu errei-chen, für die sich die sinnverwand-ten Bezeichnungen „Drip-off-Lackierung“ und „Twin-Effect-Lackierung“ sowie „Hybridverede-lung“ etabliert haben. Allengemeinsam sind die Spotlackie-rung mit einem matten oderStrukturen bildenden Öldrucklackmittels der letzten Druckeinheitund die abschließende vollflächigeHochglanz-Überlackierung, wobeider Glanzlack auf Grund seinervielfach höheren Grenzflächen-spannung nicht haften bleibt und„abtropft“.Die Unterschiede liegen zunächstin der Art des Glanzlackes. Bei derDrip-off-Lackierung wird einerwärmter Dispersionslack ver-wendet, bei der Twin-Effect-Lackierung ein normal temperier-ter Dispersionslack und bei derHybridveredelung ein UV-Lack.Twin-Effect-Systeme gibt es übri-gens auch für Hybridfarben. Dergravierendste Unterschied bestehtin der erreichbaren Qualität desGlanzkontrastes: das SystemHybriddruckfarben/Öldrucklack/UV-Lack ist unschlagbar und über-trifft den Glanzkontrast der beidenanderen Verfahren bei weitem.
Aktueller Stand der Kammerrakeltechnik
Mit Hilfe der modernen Flexo-Lackiertechnik lassen sich große Lackmengen übertragen undsomit hervorragende Glanzwerte erzielen.Die Funktion der früheren Zweiwalzenlackierwerke,die Lackmenge ohne weiteres variieren zu können, ist überflüssig geworden, weil meistensnur eine bestimmte Lackschichtdicke gewünscht wird. Bei Bedarf lässt sich dennoch dieLackmenge verändern, indem eine Aniloxwalze mit anderem Schöpfvolumen bzw.einer opti-malen Spezifikation, z.B.für Perlglanzpigmente, eingesetzt wird.KBA bietet dem Drucker eineleicht handhabbare Walzentechnik: durch extreme Leichtbauweise ist die Aniloxwalze imHalb- und Mittelformat auch manuell ohne Hebewerkzeug austauschbar.Wie schon im Beitrag „Haftung und Verträglichkeit von Farb- und Lackschichten“ erörtert,kommen in Flexo-Lackierwerken heute Aniloxwalzen mit offener Struktur und hoherRasterfeinheit zum Einsatz. Je höher die Rasterfeinheit, umso besser verläuft der Lack, umsofeinere Spotstrukturen sind übertragbar. Die Kreuzungen der früher durchgängigenRasterzellenstege sind mittlerweile auf Pyramidenstümpfe reduziert. Mit dieser viel leichterzu reinigenden ART-Gravur („Anilox Reverse Technology“) erzielt die Aniloxwalze 3 bis 5Glanzpunkte mehr, denn der Lack neigt weniger zur Bildung einer „Orangenhaut“ oder von„Pinholes“ (nadelstichartige Defekte). Die ART-TIF-Gravur („Thin Ink Film“) verbessert dieVerlaufseigenschaft des UV-Lacks trotz reduzierter Schichtdicke. Haschuren haben sich letzt-endlich nicht bewährt, weil die „Endlosrille“ den Lack von einer Maschinenseite zur anderenfördert.Weiterentwickelt hat sich auch die Rakelkammer. Ein Kritikpunkt war bisher die schnelleAbnutzung der beiden stählernen Rakelmesser. Wie bei der Aniloxwalzenbeschichtung setztsich Keramik auch als Rakelmaterial durch. Die Standzeiten können damit ca. um den Faktor8 erhöht werden.
Die Rotation der Aniloxwalze verursacht an den negativen und positiven Rakelmessern unter-schiedliche Verschleißbilder, hier an zwei Keramikrakeln von BTG nach einer Woche Einsatz zuerkennen
Keramische Negativ- und Positivrakel nachelf Wochen bei 8000 Bg/h Produktions-geschwindigkeit Fotos: Praxair
Verfahren der Aniloxwalzen-Reinigung
Verfahren, Hilfsmittel Bemerkungen
integrierte Reinigungsautomatik im Lackversorgungssystems zeitvariabel einstellbare Waschprogramme für alle Lack führenden Komponenten; nahezu kein manuellesNachreinigen; sehr schnell
Reinigungsmatte wirkt an Stelle des oder auf dem Lackiertuch durch Walkbewegungen; empfohlen von Praxair
Edelstahlbürste sehr effektiv, wenn Reinigung schnellstmöglich nach dem Druck erfolgt; ein möglichst biologisch abbaubaresReinigungsmittel für Wasser- und/oder UV-Lack wird aufgetragen und mit der Bürste kreisend„einmassiert“; Trocknen mit einem fusselfreien Tuch; Kupfer- oder Messingbürsten nicht geeignet wegen chemi-scher Reaktion mit der Keramik; aggressive Mittel können zur Korrosion der Walze führen
Ultraschall Walze muss ausgebaut werden; falsche Anwendung kann Keramik beschädigen; relativ teuer
Abstrahlen mit- Natriumbicarbonat- Kohlendioxid (Trockeneis)- Plastikkügelchen
Walze muss ausgebaut werden; falsche Anwendung kann Keramik beschädigen; relativ teuer
IR-Laser empfehlenswert ab Rasterwalzenfeinheit von 300 L/cm; Walze muss ausgebaut werden;falsche Anwendung kann Keramik beschädigen; relativ teuer

Glanzveredelungsverfahren | Inline
Hierin liegt – neben dem mögli-chen Betriebsartwechsel – derzweite wesentliche Grund, warumdas Produzieren mit Hybrid-maschinen in vielen Fällen sehrsinnvoll ist!
UV-Lackierung von Hybrid-SonderfarbenDass erst ein Teil der auf demMarkt befindlichen Hybriddruck-farben durch die fogra getestet unddanach von KBA für den Einsatz aufRapida-Maschinen akkreditiertwurde, bedeutet nicht, dass nichtauch andere Farbenserien geeignetsind. Das gilt ebenso fürSonderfarben. Deren Anwendungs-risiko dürfte vor allem bei denHerstellern gering sein, die bereitsein Zertifikat für ihre CMYK-Serienvorweisen können. Grundsätzlichsind die Sonderfarben des PantoneMatching System (PMS) sowieeinige Metalleffektfarben auch inHybridformulierungen erhältlich,so dass von dieser Seite her keineBedenken gegenüber der Philoso-phie Hybrid bestehen sollten. Beim UV-Glanzlackieren vonSonderfarben kann es zum Draw-back-Effekt kommen, wenn dieFarben durch die UV-Zwischen-trocknung nicht ausreichendgehärtet sind. Da einige Farben imPMS-Fächer sehr intensiv gedrucktsind, tendieren viele Drucker zumÜberfärben. Die Farbschichtdickeist dann einfach zu groß, um durch
nur einen UV-Strahler gehärtetwerden zu können. Deshalb emp-fiehlt sich bei PMS-Sonderfarbenein zweiter UV-Interdecktrocknerfür die Farbentrocknung. Übrigenswird auch bei einer unbunt aufge-bauten CMYK-Separation oftmalsdas Schwarz überfärbt, weswegenin solchen Fällen genauso dieEffizienz der UV-Zwischentrock-nung überprüft werden sollte. Zuhohe Schichtdicken können außer-dem beim Schneiden, Rillen undStanzen zu Problemen führen.Hilfreich wäre es, wenn die Druck-farbenhersteller künftig ihreSonderfarben mit einer höherenPigmentkonzentration ausstattenwürden, denn eine höhereFarbstärke würde die Schichtdickereduzieren. Allerdings betonen dieFarbenhersteller, dass ihre Eingriff-möglichkeiten bei der Hybridfor-mulierung begrenzt sind.Hybridfarben mit Metallpigmentensind bereits in verschiedenenBronze-, Silber- und Goldtönenerhältlich. Lediglich bei Gold wirdvon einigen Anwendern überProbleme in der Verdruckbarkeitberichtet. Nicht vorherzusagen ist,ob der ausgewählte UV-Lack denbeabsichtigten Metallglanzeffektder betreffenden Metallicfarbeeventuell mindert. Bereits guteErfahrungen gibt es beim Vordruckmit MetalFX Silver Base Ink vonSunChemical und Huber, auf diedann Hybrid- oder UV-Farben in
CMYK gedruckt werden und eineabschließende UV-Glanzlackierungaufgebracht wird. Bei einer gerin-geren Schichtdicke im Schwarzsteigert der UV-Lack den Metall-glanz in attraktiver Weise. Den-noch kann ein Probedruck nicht
schaden, da bei ungenügenderTrocknung die Farben samt Lackbeim Schneiden abplatzen können.
Lackieren braucht PlanungBeim Lackieren ist in der Termin-und Materialplanung besonders zuberücksichtigen• Das Einrichten von Spotlackier-
formen verlängert die Rüstzeit• Eine einfache Dispersions-
lackierung kann den Zeitpunkt der Weiterverarbeitung nach vorn verschieben
• Bei beidseitiger UV-Lackierung sollte wegen eines eventuellen Glasplatteneffektes der noch warme Stapel geschnitten werden
• Lackeinsatz bedingt eine höhereZuschussquote
• Bei Offline-Lackierung Planung des Veredelungsdienstleisters einbeziehen (Maschinenverfüg-barkeit, Greiferrand, Zwischen-lagerzeiten für nachträgliche Veredelungsschritte, z.B. Struk-turprägen)
Dieter Kleeberg
35Process 3 | 2006
Der KBA-Kalender 2005 „Michael Freudenberg:Abstrakte Landschaften“ ist ein Paradebeispielfür die außerordentliche Qualität der Glanz-kontrasteffekte in der Hybridveredelung.Künstlersignum, Kalendarium und KBA-Logosind hochglänzend, die schwarze Passepartout-Imitation besitzt eine granulierte Oberfläche,und als Höhepunkt wurde auf jeder derGemäldereproduktionen die Oberflächen-struktur des Pinselstriches mit feinstenGranulier-Glanz-Effekten plastisch hervorgeho-ben. Verwendet wurden Starbrite-Hybrid-farben und Öldrucklack von Epple zusammenmit Senolith-UV-Hybrid-Effektlack 360053 vonWeilburger Graphics auf GardaMatt 170 g/m2
von Cartiere del Garda.
Hybridfarben ohne Lackierung?
Auf dem jüngsten Hybridanwendertreffen wurde die Frage erörtert, ob Hybridfarben auchohne jegliche Lackierung anwendbar seien.Unabhängig davon, dass die Verwendung teu-rer Hybridfarben an Stelle preisgünstigerer, konventioneller Farben wirtschaftlich kaumvertretbar wäre, käme auch aus technologischer Sicht diese Variante nicht in Betracht. DaHybridfarben für eine Überlackierung konzipiert sind, ist mit einem ziemlich glanzlosenDruck zu rechnen; der Glanz wäre sogar geringer als bei Standardfarben.Außerdem würdefehlender Scheuerschutz (Hybridfarben dürfen wegen der Lackanwendung keine Wachseoder Silikone enthalten) beim Widerdruck zum Zerkratzen des Schöndrucks führen.
KBA Rapida 105 mit Doppellack-Konfiguration, bestehend aus einem Lackturm, zwei Zwischen-trockentürmen und einem zweiten Lackturm sowie einer doppelten Auslageverlängerung

Hybridtechnologie | Rückblick
36 Process 3 | 2006
Anfängliche VerunsicherungDie zufällige Entdeckung des hybri-den Trocknungseffektes durch einenGrafix-Techniker führte Anfang der1990-er Jahre zur gezieltenEntwicklung von Druckfarben, diesowohl oxidativ-wegschlagend alsauch UV-härtend trocknen. Wiesich bald herausstellte, ist dieRezeptierung keineswegs trivial;Standard- und UV-Farbe einfachnur mixen – das funktioniert nicht.Leider ist bis heute der Etikett-aufdruck „Hybrid“ auf Druck-farbendosen in einigen Ausnahme-fällen nicht gerechtfertigt, undauch das Waschmittel muss auf dieFarbe abgestimmt sein. Durch dieMissachtung solcher elementarenVoraussetzungen traten in derVergangenheit Reklamationsfälleund Schäden an der Maschinen-ausstattung auf.KBA hat daraus die Konsequenzengezogen und empfiehlt und setztnur noch werkstoffgeprüfte Druck-farben und Hilfsmittel ein. So ist
inzwischen auch die Zahl derHybrid-Gegner und -Skeptiker, diedie Schadensfälle immer wieder als„Beweis“ für die Untauglichkeitdes Verfahrens herangezogen hat-ten, deutlich gesunken.
KBA setzt MeilensteineDie KBA-Bogenoffset-Spezialisten inRadebeul ließen sich aber zu keinerZeit beirren. Im November 2000meldeten sie mehrere Patente zurHybridveredelung an. Seit diesemZeitpunkt definiert KBA dieAnwendung des Hybridverfahrensauf KBA-Rapida-Maschinen unterEinhaltung der Konfigurations-,Betriebs- und Hilfsmittelempfeh-lungen als „KBA-Hybridtechno-logie“. Die Empfehlungen für die„KBA-Standard-Hybridausstattung“werden permanent dem aktuellenStand der Technik angepasst.Bereits am 11. Mai 1999 lieferteKBA die erste Maschine aus,die problemlos mit Hybridfarbendrucken konnte: eine Rapida
162a-6+L SW1 für UnimacGraphics in den USA. Die ersteRapida 105 universal mit Hybridfar-ben-Ausstattung, eine Fünf- far-benmaschine, folgte schon Ende Julidesselben Jahres für De Montligeonin Frankreich. Auch im Halbformatwird seit Dezember 2002 hybrid-veredelt. Auf einer Rapida 74-5+L
KBA verhalf Hybridtechnologiezum DurchbruchSeit Ende der 90-er Jahre beschäftigen sich die KBA-Bogenoffsetspezialisten mit der verfahrenstechnischen Optimierung des Einsatzes von Hybriddruckfarben. Dank
dieses Engagements befinden sich Maschinentechnik, Druckfarben, Lacke, Waschmittel und Drucktücher für die Hybridveredelung bzw. den Mischbetrieb auf dem
heute erreichten Niveau. KBA erkannte das Potenzial der Philosophie Hybrid rechtzeitig und beschränkte sich nicht auf das Anzweifeln ihrer Realisierbarkeit, son-
dern investierte wie kein anderer Druckmaschinenhersteller in die Entwicklung und Vervollkommnung dieses Verfahrens und kooperierte eng mit vielen Herstellern
aus dem Farben-, Lack- und Trocknerbereich. So können heute die KBA-Anwender patentierte Veredelungsverfahren für neuartige Lackeffekte nutzen. Auf rund 250
weltweit installierten Rapidas wird täglich das Hybridverfahren bzw. der Mischbetrieb konventionell/hybrid praktiziert. Damit ist KBA führend in der
Hybridanwendung.
Auf dieser Doppellack-Rapida 105 demonstrierte KBA zur drupa 2000 erstmals auf einer Messe dieHybridveredelung. Indem dabei in beiden Lacktürmen UV-Lack verarbeitet, sonst aber keinAusstattungsmerkmal verändert wurde, bewies KBA die Einsetzbarkeit von Hybridfarben auf kon-ventionellen Maschinen.
Zur drupa 2000 veröffentlichtes Resultat der Emissionsprüfung der Doppellack-Hybrid-Rapida 105
Emissionsquelle Grenzwert Prüfergebnis
VOCs (flüchtige organischeSubstanzen):• Isopropanol• Kohlenwasserstoffe
500 mg/m3
500 mg/m3
weit unterschrittenweit unterschritten
Farbnebel in Diskussion nicht nachweisbar
Ozon 0,2 mg/m3 weit unterschritten
UV-Strahlung entsprechend prEN 1010-2 weit unterschritten
Druckpuder 6 mg/m3
(1,5 mg/m3 in Diskussion)weit unterschritten
Lärm 84 dB (A) sicher eingehalten Albrecht Bolza-Schünemann, KBA-Vorstandsvorsitzender, bringt auf der drupa 2000 das BG-Siegel„Emission geprüft“ an der hybridtauglichen Rapida 105 an.
bei La Moderna Stampa in Italien.Erster Hybridanwender der neuenRapida-105-Generation ist seitSeptember 2004 Challenge Printingin den USA. Ebenfalls in die USAging im November 2005 der ersteHybrid-Superjumbo der Welt, eineRapida 205-6+L+T für PhilippLithographing.

Hybridtechnologie | Rückblick
Selbstverständlich demonstrierteKBA die erfolgreiche Entwicklungs-arbeit bereits zur drupa 2000.Erstmalig konnten die Besucher liveauf einer Messe die Hybridverede-lung erleben. Auf einer Rapida 105mit Doppellack-Technologie wurdeeindrucksvoll mit einem Lackturmeine vollflächige UV-Endlackierungohne den Einsatz eines Primersdemonstriert. Der zweite Lackturmwurde abwechselnd für eine hoch-glänzende UV-Spotlackierung einge-setzt. Dies war aber zugleich derBeweis, dass die Hybridveredelungmit konventioneller Ausstattung inden Druckeinheiten funktioniert!Jene Rapida 105 erhielt als ersteBogenoffsetmaschine der Welt dasinternational anerkannte Umwelt-zertifikat „Emission geprüft“ derBerufsgenossenschaft Druck undPapierverarbeitung.Auf der drupa 2004 konnten KBAund seine Partner neue Ent-wicklungen auf dem Gebiet derHybridveredelung vorstellen. Mitgroßem Interesse informierten sichdie Besucher über die mittlerweilegeruchsarmen Hybridfarben, womitsich zusätzliche Anwendungsfelderim Verpackungsdruck eröffnen.Demonstriert wurde der Wechsel-betrieb an einer Rapida 105 derneuen 18.000er Generation, die imJahr 2005 ebenfalls das Siegel„Emission geprüft“ erhielt.Im Laufe des Jahres 2005 konntendie ersten Rapida 105 mit VariDry-
Trocknern (siehe weiter vorn indieser Broschüre) und damit auchals Hybridmaschinen ausgestattetwerden. Die maßgeschneiderteTrocknertechnik ist ein weitererentscheidender Schritt bei derVervollkommnung des Hybridver-fahrens.Im selben Jahr begann KBA mit derAkkreditierung von Hybriddruck-farben, die bei der fogra inVerbindung mit anderen Materia-lien und Hilfsmitteln auf Werkstoff-verträglichkeit und Performancegetestet wurden. Die Akkreditie-rung ist ein niemals abgeschlosse-ner Prozess und soll sich alsStandardprüfverfahren etablieren.Damit trägt KBA maßgeblich zurProduktionssicherheit bzw. zurSenkung von Produktionsrisiken derHybridanwendungen bei.
KBA fördert ErfahrungsaustauschMehr als 150 Anwender undVertreter der Zulieferindustrietauschten im September 2003erstmalig ihr Wissen über die tägli-che Druck- und Veredelungspraxisauf dem ersten KBA-Hybridanwen-dertreffen aus. Auf dieserVeranstaltung bekannten sich KBAund andere namhafte Lieferantenzur systematischen Weiterent-wicklung der noch relativ jungenHybridtechnologie und verspra-chen den Anwendern, dass sie beidiesem innovativen Verfahren wei-terhin auf volle Unterstützung
37Process 3 | 2006
Beim 9. Symposium von Mayr-Melnhof Karton 2004 demonstrierte KBA den Einsatz der Hybridveredelung auf dem Gebiet des fälschungssicheren Markenschutzes
Gegen die Skepsis
Während KBA bereits 1999 Hybridmaschinen mit konventionellen Farbwalzen (also wederMisch- noch spezielle UV-Walzen) auslieferte und auch sonst auf eine UV-Vorbereitung derDruckwerke verzichtete und bereits IPA-reduziert produzieren konnte, wiesen dieAnsichten anderer Hersteller noch in eine andere Richtung. Hier geht es nicht um denKnow-how-Vorsprung von KBA, der ohnehin durch Patentanmeldungen und dieInstallationszahl dokumentiert ist, sondern um die seinerzeit von anderen in die Branchegetragene Skepsis, die KBA zu überwinden hatte.So veröffentlichte im Jahr 2001 ein Mitbewerber Ergebnisse von Hybrid-Druckversuchen,bei denen Faltschachtelkarton in den Betriebsarten UV total, Doppellack und Hybrid aufeiner Achtfarbenmaschine bedruckt worden waren. Darin sprachen sich die Tester imKosten-Nutzen-Vergleich, auf Grund der geschilderten Probleme und auch wegen des gro-ßen Anwendungsspektrum gegen Hybrid und für die Doppellacktechnik aus. (DieseEinschätzung steht in krassem Gegensatz zur Wirtschaftlichkeitsstudie, die KBA-Marketingdirektor Klaus Schmidt erstmals auf der Open-House-Veranstaltung„Umweltorientierte Druckprozesse“ im Oktober 2001 vorlegte.) In der Betriebsart Hybridsei eine erhöhte Emulgierneigung der Farben und die Notwendigkeit zusätzlicher UV-Zwischentrockner bei höheren Flächendeckungen festgestellt worden. Auf dieVerwendung ungeeigneter Waschmittel deutet hin, dass sich die Reinigung derDruckwerke im Vergleich zu UV-Farben als schwieriger erwiesen habe und manuellesNachwaschen und Zwischenreinigen notwendig gewesen sei. Beim Einfärben habe einegrößere Farbmenge als im konventionellen Verfahren aufgetragen werden müssen, um dieerforderliche Dichte im Druck zu erreichen. Daher sei neben erhöhten Kosten fürWaschmittel auch mit einem höheren Farbverbrauch zu rechnen. Empfohlen wurde dieAusstattung der Maschine mit UV-Walzenbezügen und UV-Gummitüchern, damitHybridfarben ohne Probleme eingesetzt werden könnten.Bei einem Hybridanteil von 10%im Mischbetrieb könnten die normalen Walzen in der Maschine verbleiben.Mittlerweile teilen die Mitbewerber weitgehend die Ansichten von KBA über dieHybridtechnologie. Trotzdem waren in einer Technologiebroschüre zur drupa 2004 nochimmer Bedenken zu lesen:„(…) Und da alle von (…) untersuchten Hybridfarben einenerheblichen Anteil an Fotoinitiatoren beinhalten, gehören zur Vorbereitung auch UV-resis-tente Materialien in den Druckwerken und der Auslage. Generell empfehlen sich für dieWahl der Farb- und Feuchtwalzen so genannte Mischwalzen. Eine von manchenWettbewerbern, Trocknerherstellern und Farbenlieferanten propagierte reduzierteAusstattung schränkt die Flexibilität der Maschine ein und verursacht auf Grund schlechtgeeigneter Maschinenteile und Werkstoffe hohe Folgekosten bei Wartung undWeiterverkauf der Maschine.“

Hybridtechnologie | Rückblick
38 Process 3 | 2006
bauen können. Denn das großePotenzial hinsichtlich Veredelungs-vielfalt und möglicher Einsatz-felder war und ist noch längst nichtausgeschöpft und erfordert denintensiven Dialog zwischen Ent-wicklern und Praktikern. KBA siehtsich in diesem Prozess als marktori-entierter Innovator und Moderatorund wird von der Fachwelt in die-ser Rolle auch akzeptiert.Mit noch größerer Resonanz – 280Teilnehmer aus 12 Ländern –wurde im April 2005 das zweiteKBA-Hybridanwendertreffen abge-halten, worauf sich viele in dieserBroschüre wiedergegebenen Er-kenntnisse beziehen. Die Podiums-diskussionen verdeutlichten, wieweit sich die Hybridtechnologie inden wenigen Jahren entwickelthat. Früher nicht realisierbareAufträge bestätigen heute dieRichtigkeit der Entscheidung, inHybrid zu investieren. Trotz man-cher Probleme, die bei anspruchs-vollen Aufträgen und experimen-tierfreudigen Anwendern natürlichauftreten, sind die KBA-Hybrid-anwender mit der Maschine undder Unterstützung durch Her-steller und Lieferanten zufrieden.Auch andere Veranstaltungen nutztKBA als Plattform, um die Hybrid-technologie populärer zu machen –und rennt damit bei den Druckern
„offene Türen“ ein, denn derInformationsbedarf zur PhilosophieHybrid ist gewaltig. Auf demDruckforum 2002 berichtetenerstmals KBA-Hybridanwenderöffentlich über ihre Entscheidungs-gründe und Erfahrungen. Und aufdem 9. Symposium von Mayr-Melnhof Karton (MMK) bei KBA2004, als es vorrangig um dieMöglichkeiten der Druckver-edelung für den Markenschutzging, wurde gezeigt, dass eineHybrid-Rapida 105 für außerge-wöhnliche Anforderungen auf die-sem Gebiet einsetzbar ist. Sodemonstrierte Jürgen Veil, KBA-Marketingleiter Bogenoffset, einvon ihm und seinem Team entwi-ckeltes kostengünstiges Verfahren,mit dem ein CIT-Bild („ConcealedImage Technologies“, „Verborgen-bildtechnik“, „Hidden Image“)dank der Kontrastbildung unter-schiedlich transparenter Lacke nunauch auf ungerasterten Flächenabsolut fälschungssicher imple-mentiert werden kann.
Hybrid findet immer mehr FreundeAllein KBA hat über 200Maschinen mit Hybridpaket inallen gängigen Formatklassen aufallen Kontinenten ausgeliefertbzw. zusätzlich eine Reihe vonMaschinen auf die Hybrid-
Produktion umgerüstet. Trend:steigend. Zurzeit werden jedesJahr mehr Hybridmaschinen als imjeweiligen Vorjahr verkauft. DerErfolg gibt KBA Recht.Nachdem es über einen längerenZeitraum am Markt Versuche gab,den Sinn des Hybridverfahrensmassiv in Frage zu stellen, sindehemals entschiedene Gegner ausder Lieferindustrie inzwischen aufden von KBA in Bewegung gesetz-
Die Prozessstabilität der Hybridtechnologie ist bei Einsatz der von KBA und seinen Partnern empfohlenen Farben und Druckhilfsmittel gegeben, wie zahllose Beispiele aus der Praxis mittlerweile zeigen.Dann kommt der Hybriddrucker mit konventioneller Ausstattung der Druckeinheiten für den problemlosen Wechselbetrieb aus. Die typische Hybrid-Standardkonfiguration besteht aus einer Fünffarben-Bogenoffsetmaschine mit Lackturm, UV-Zwischentrockner, doppelter Auslageverlängerung mit Infrarot- und Heißluft-Trocknern und einem UV-Endtrockner. Je nach Anwendung kann auch ein zweiterUV-Zwischentrockner sinnvoll sein. Die abgebildete Rapida 105 der neuen 18.000er Generation im Kundenzentrum des KBA-Werkes Radebeul verfügt über ein weiteres Farbwerk, um vor dem Öldrucklackzusätzlich eine Sonderfarbe oder konventionell sechsfarbig (z.B. Hexachrome) drucken zu können. Die Investitionssumme im 3b-Format liegt damit um ca. 20% unter der einer Doppellackmaschine,Energie- und Platzkosten sinken deutlich, und obendrein zeichnet sich eine Hybrid-Maschine durch höhere Flexibilität aus. KBA liefert heute Hybrid-Maschinen von der Rapida 74 im Halbformat bis zumSuperjumbo Rapida 205.
ten Zug aufgesprungen und berich-ten sogar in der Fachpresse überentsprechende Installationen.Denn die nachgewiesene Wirt-schaftlichkeit und einfache Be-herrschbarkeit der Hybridtechnikmacht eine sinnvolle Gegenargu-mentation auf Dauer schwierig,auch wenn man als Herstellerdadurch auf den Verkauf des einenoder anderen Lackturmes verzich-ten muss. Dieter Kleeberg
Im Rahmen vielfältiger Fachveranstaltungen im KBA-Kundenzentrum – hier mit einer Gruppeitalienischer Druckfachleute – wird die Hybrid-Technologie praxisnah demonstriert

Hybridtechnologie | Akkreditierung
Mehr Sicherheit durch Prüfung undStandardisierungHintergrund für die von KBA beider fogra in Auftrag gegebeneWerkstoffprüfung für Hybrid-Betriebsmittel ist, dass bei derHybridproduktion mit Rapida-Maschinen in einigen DruckereienBetriebsmittel zum Einsatz kamen,die zwar mit dem Etikett „Hybrid“versehen waren, sich aber beimEinsatz als nahezu reine UV-Betriebsstoffe offenbarten. DieFolgen waren Beschädigungen anWalzen und Gummitüchern und inder Folge nachlassendes Vertrauenseitens der Anwender in dieseninnovativen und bei der Wahl pas-sender Betriebsstoffe sicherenVeredelungsprozess. Mit derPrüfung und anschließenden Frei-gabe geeigneter Hybrid-Betriebs-mittel durch die fogra sollen imInteresse der Anwender klar defi-nierte Standards für zulässigeProdukte gesetzt werden. Dabeigeht es nicht darum, dass die
Hersteller ihre Rezepturen offenlegen. Vielmehr soll erreicht wer-den, dass die Hybrid-Betriebsmittelhinsichtlich ihrer Eigenschafteneinen sicheren und vorhersehba-ren Druck- und Veredelungs-prozess sowie einen problemlosenDruckmaschinenbetrieb zulassen.KBA beauftragte die fogra, folgen-de sechs Hybriddruckfarbenserien(CMYK Europaskala) von sechsHerstellern zu untersuchen:Serie A: XSYS Print Solutions K+ENovabryte BF Process (vormals einProdukt von BASF Drucksysteme)Serie B: SunChemical Sun CureHy-BryteSerie C: Epple StarbriteSerie D: Hostmann-Steinberg(Huber Group) Reflecta HybridSerie E: Arets Graphics EXCProcess Hybrid undSerie F: XSYS Print SolutionsGemini Process (vormals einProdukt von Flint-Schmidt).
Quellwirkung von Hybridfarben aufGummiwalzenFür die Quelltests gemäß DIN53521 stellte die Firma FelixBöttcher, Köln, Proben von dreiWalzengummi-Mischungen zurVerfügung:M1: Typ 179 25 (Farbauftrag-walze),M2: Typ 479 40 (Farbheberwalze),M3: Typ 220 22 (Feuchtauf-tragwalze).Nachdem die Proben sieben Tagelang bei 40 °C in die Hybridfarbeneingelegt waren, wurde die pro-zentuale Änderung des Volumens,der Masse und der Shore-A-Härtedes Gummis bestimmt. Um inZukunft eine Vergleichbarkeit derQuellresultate mit den Standard-prüfungen der Gummiwalzenher-steller zu erhalten, schlägt die
fogra eine Temperatur von 50 °Cvor. Da sich ein Härteverlust nichtproportional in den anderenParametern widerspiegeln muss,sollten Volumen-, Masse- undHärteänderung gleichermaßen fürdie Freigabe der Druckfarbenherangezogen werden.Die Druckfarben C und F verur-sachten die geringsten Quellungen,während für E auf Grund der hohenWerte bei der Volumen- undMasseänderung keine Freigabeerteilt werden konnte. Der Einflussvon D auf den Härteverlust vonGummimischung 2 war kritisch.
Quellwirkung von Hybridfarben aufDrucktücherDie Drucktuchquelltests wurdengemäß DIN 53521 mit Proben vonsechs Drucktüchern dreier Her-steller durchgeführt:1: Phoenix Xtra Print Topaz Carat(Normal-, Hybrid- und UV-Farben-Drucktuch)2: Phoenix Xtra Print TourmalineCarat (Normalfarben-Drucktuch)3: Phoenix Xtra Print Ruby Carat(UV- und Hybridfarben-Drucktuch)
4: Day International dayGraphicaEqualizer 3610 (Normal- undHybridfarben-Drucktuch)5: Day International NSP 03(Normal-, Hybrid- und UV-Farben-Drucktuch) und6: Duco/Birkan Multi Hybrid(Normal-, Hybrid- und UV-Farben-Drucktuch).Bei den Tests kam es darauf an,dass nur die Gummioberseite desDrucktuches mit der Hybridfarbein Kontakt kommen sollte. Wie beiden Walzen wirkten die Farben sie-ben Tage lang bei 40 °C ein; aller-dings wurde bei den Drucktücherndie absolute Änderung von Dickeund Masse bestimmt. Erwartungs-gemäß verhielten sich die Ände-rungen analog zu den Reaktionender Walzengummis.Besonders unempfindlich gegen-über allen Druckfarbenserien wardas Drucktuch 3, ein hauptsächlichfür den UV-Druck optimiertes Tuchmit einer EPDM-Deckplatte. DieDruckfarben C und F bewirkteneine auffällig geringe Quellungaller Drucktuchtypen.
39Process 3 | 2006
fogra prüft HybriddruckfarbenKBA gab in 2004 bei der fogra Forschungsgesellschaft Druck e.V., München, die Prüfung von sechs Hybriddruckfarbenserien in Auftrag. In rund 600 Einzeltests wur-
den das Quellverhalten von Walzengummierungen und Drucktüchern gegenüber diesen Druckfarben sowie die Waschbarkeit der einzelnen Druckfarben bestimmt.
Ziel war, die für den Hybriddruckprozess am besten geeigneten Druckfarben herauszufinden und mit dem Label „Accredited For Hybrid Printing“ zu kennzeichnen.
Dieses von fogra und KBA gemeinsam verliehene Label stellt eine Empfehlung für den problemlosen Praxiseinsatz der erfolgreichen Druckfarbenserien dar – unter
der Voraussetzung, dass die Farben in Verbindung mit den Gummiwalzen, Drucktüchern und Waschmitteln eingesetzt werden, die auch in den Tests benutzt wur-
den. Auf Basis der Prüfmethoden erarbeitete die fogra außerdem Vorschläge für künftige Prüfungen zur Schadensvermeidung und Freigabe anderer Produkte.
Bei den Quelltests wurden die normgerechtenPrüfklappen (36 x 6 mm) der Walzengummissieben Tage lang bei 40 °C in die Hybridfarbeneingelegt.
Prüfmittel zur standardisierten Bestimmung von Dickenänderungen, hier bei einem Drucktuch
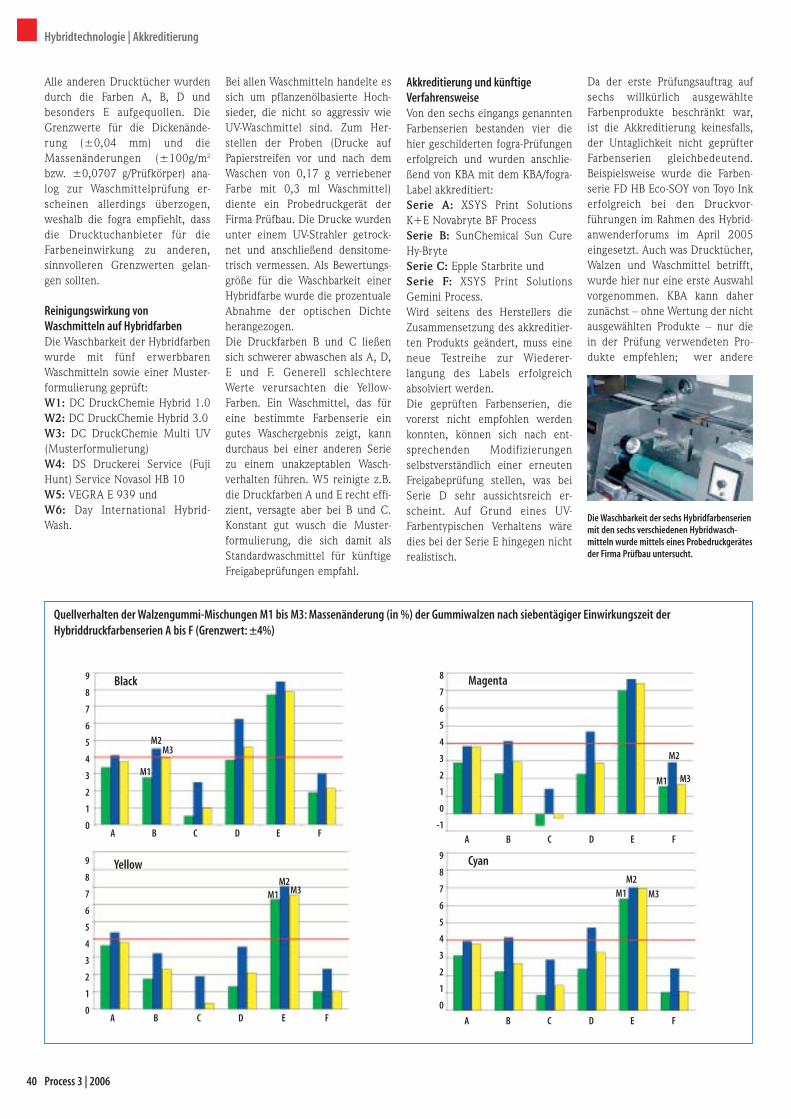
Hybridtechnologie | Akkreditierung
40 Process 3 | 2006
Alle anderen Drucktücher wurdendurch die Farben A, B, D undbesonders E aufgequollen. DieGrenzwerte für die Dickenände-rung (±0,04 mm) und dieMassenänderungen (±100g/m2
bzw. ±0,0707 g/Prüfkörper) ana-log zur Waschmittelprüfung er-scheinen allerdings überzogen,weshalb die fogra empfiehlt, dassdie Drucktuchanbieter für dieFarbeneinwirkung zu anderen,sinnvolleren Grenzwerten gelan-gen sollten.
Reinigungswirkung vonWaschmitteln auf HybridfarbenDie Waschbarkeit der Hybridfarbenwurde mit fünf erwerbbarenWaschmitteln sowie einer Muster-formulierung geprüft:W1: DC DruckChemie Hybrid 1.0W2: DC DruckChemie Hybrid 3.0W3: DC DruckChemie Multi UV(Musterformulierung)W4: DS Druckerei Service (FujiHunt) Service Novasol HB 10W5: VEGRA E 939 undW6: Day International Hybrid-Wash.
Bei allen Waschmitteln handelte essich um pflanzenölbasierte Hoch-sieder, die nicht so aggressiv wieUV-Waschmittel sind. Zum Her-stellen der Proben (Drucke aufPapierstreifen vor und nach demWaschen von 0,17 g verriebenerFarbe mit 0,3 ml Waschmittel)diente ein Probedruckgerät derFirma Prüfbau. Die Drucke wurdenunter einem UV-Strahler getrock-net und anschließend densitome-trisch vermessen. Als Bewertungs-größe für die Waschbarkeit einerHybridfarbe wurde die prozentualeAbnahme der optischen Dichteherangezogen.Die Druckfarben B und C ließensich schwerer abwaschen als A, D,E und F. Generell schlechtereWerte verursachten die Yellow-Farben. Ein Waschmittel, das füreine bestimmte Farbenserie eingutes Waschergebnis zeigt, kanndurchaus bei einer anderen Seriezu einem unakzeptablen Wasch-verhalten führen. W5 reinigte z.B.die Druckfarben A und E recht effi-zient, versagte aber bei B und C.Konstant gut wusch die Muster-formulierung, die sich damit alsStandardwaschmittel für künftigeFreigabeprüfungen empfahl.
Akkreditierung und künftigeVerfahrensweiseVon den sechs eingangs genanntenFarbenserien bestanden vier diehier geschilderten fogra-Prüfungenerfolgreich und wurden anschlie-ßend von KBA mit dem KBA/fogra-Label akkreditiert:Serie A: XSYS Print SolutionsK+E Novabryte BF ProcessSerie B: SunChemical Sun CureHy-BryteSerie C: Epple Starbrite undSerie F: XSYS Print SolutionsGemini Process.Wird seitens des Herstellers dieZusammensetzung des akkreditier-ten Produkts geändert, muss eineneue Testreihe zur Wiederer-langung des Labels erfolgreichabsolviert werden.Die geprüften Farbenserien, dievorerst nicht empfohlen werdenkonnten, können sich nach ent-sprechenden Modifizierungenselbstverständlich einer erneutenFreigabeprüfung stellen, was beiSerie D sehr aussichtsreich er-scheint. Auf Grund eines UV-Farbentypischen Verhaltens wäredies bei der Serie E hingegen nichtrealistisch.
Die Waschbarkeit der sechs Hybridfarbenserienmit den sechs verschiedenen Hybridwasch-mitteln wurde mittels eines Probedruckgerätesder Firma Prüfbau untersucht.
Quellverhalten der Walzengummi-Mischungen M1 bis M3: Massenänderung (in %) der Gummiwalzen nach siebentägiger Einwirkungszeit derHybriddruckfarbenserien A bis F (Grenzwert: ±4%)
9
8
7
6
5
4
3
2
1
0A B C D E F
M1
M2M3
Black
9
8
7
6
5
4
3
2
1
0A B C D E F
M1M2
M3
Yellow
8
7
6
5
4
3
2
1
0
-1A B C D E F
M1
M2
M3
Magenta
9
8
7
6
5
4
3
2
1
0
A B C D E F
M1M2
M3
Cyan
Da der erste Prüfungsauftrag aufsechs willkürlich ausgewählteFarbenprodukte beschränkt war,ist die Akkreditierung keinesfalls,der Untaglichkeit nicht geprüfterFarbenserien gleichbedeutend.Beispielsweise wurde die Farben-serie FD HB Eco-SOY von Toyo Inkerfolgreich bei den Druckvor-führungen im Rahmen des Hybrid-anwenderforums im April 2005eingesetzt. Auch was Drucktücher,Walzen und Waschmittel betrifft,wurde hier nur eine erste Auswahlvorgenommen. KBA kann daherzunächst – ohne Wertung der nichtausgewählten Produkte – nur diein der Prüfung verwendeten Pro-dukte empfehlen; wer andere
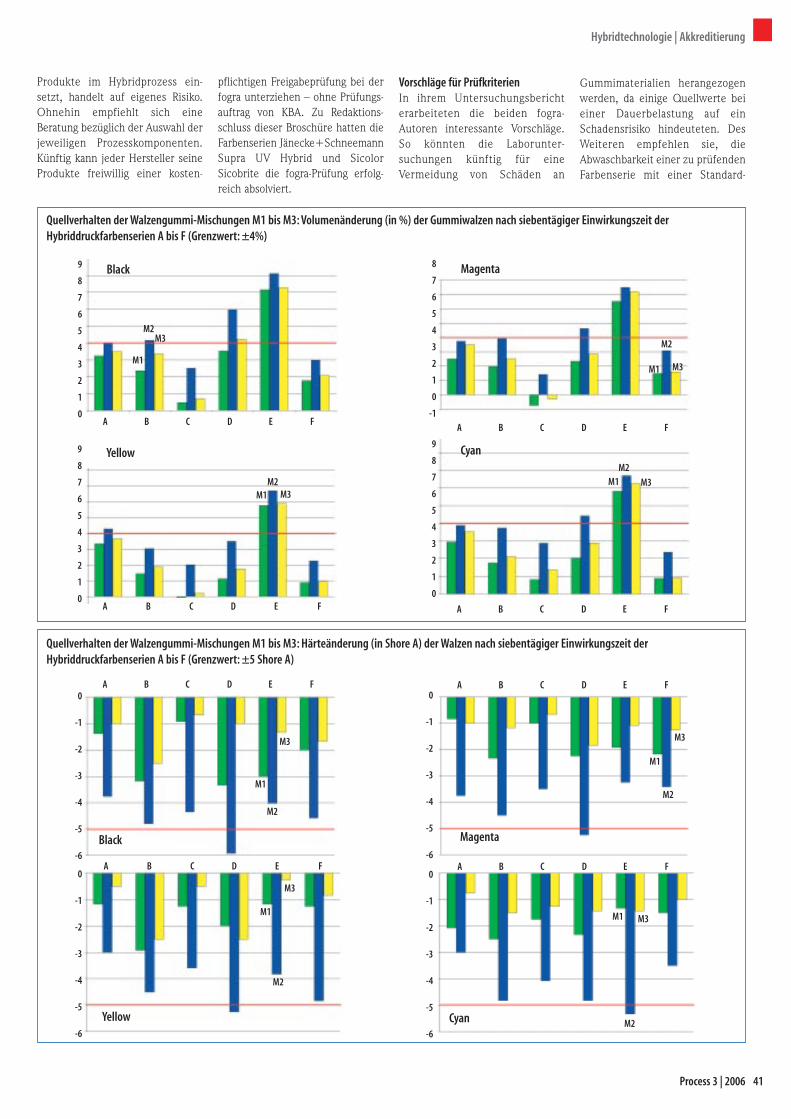
Hybridtechnologie | Akkreditierung
Produkte im Hybridprozess ein-setzt, handelt auf eigenes Risiko.Ohnehin empfiehlt sich eineBeratung bezüglich der Auswahl derjeweiligen Prozesskomponenten.Künftig kann jeder Hersteller seineProdukte freiwillig einer kosten-
pflichtigen Freigabeprüfung bei derfogra unterziehen – ohne Prüfungs-auftrag von KBA. Zu Redaktions-schluss dieser Broschüre hatten dieFarbenserien Jänecke+SchneemannSupra UV Hybrid und SicolorSicobrite die fogra-Prüfung erfolg-reich absolviert.
Vorschläge für PrüfkriterienIn ihrem Untersuchungsberichterarbeiteten die beiden fogra-Autoren interessante Vorschläge.So könnten die Laborunter-suchungen künftig für eineVermeidung von Schäden an
Gummimaterialien herangezogenwerden, da einige Quellwerte beieiner Dauerbelastung auf einSchadensrisiko hindeuteten. DesWeiteren empfehlen sie, dieAbwaschbarkeit einer zu prüfendenFarbenserie mit einer Standard-
41Process 3 | 2006
Quellverhalten der Walzengummi-Mischungen M1 bis M3: Härteänderung (in Shore A) der Walzen nach siebentägiger Einwirkungszeit derHybriddruckfarbenserien A bis F (Grenzwert: ±5 Shore A)
0
-1
-2
-3
-4
-5
-6
A B C D E F
M1
M2
M3
Black
A B C D E F
M1
M2
M3
Yellow
A B C D E F
M1
M2
M3
Magenta
A B C D E F
M1
M2
M3
Cyan
Quellverhalten der Walzengummi-Mischungen M1 bis M3: Volumenänderung (in %) der Gummiwalzen nach siebentägiger Einwirkungszeit derHybriddruckfarbenserien A bis F (Grenzwert: ±4%)
9
8
7
6
5
4
3
2
1
0A B C D E F
M1
M2M3
Black
9
8
7
6
5
4
3
2
1
0A B C D E F
M1M2
M3
Yellow
8
7
6
5
4
3
2
1
0
-1A B C D E F
M1
M2
M3
Magenta
9
8
7
6
5
4
3
2
1
0
A B C D E F
M1M2
M3
Cyan
0
-1
-2
-3
-4
-5
-6
0
-1
-2
-3
-4
-5
-6
0
-1
-2
-3
-4
-5
-6
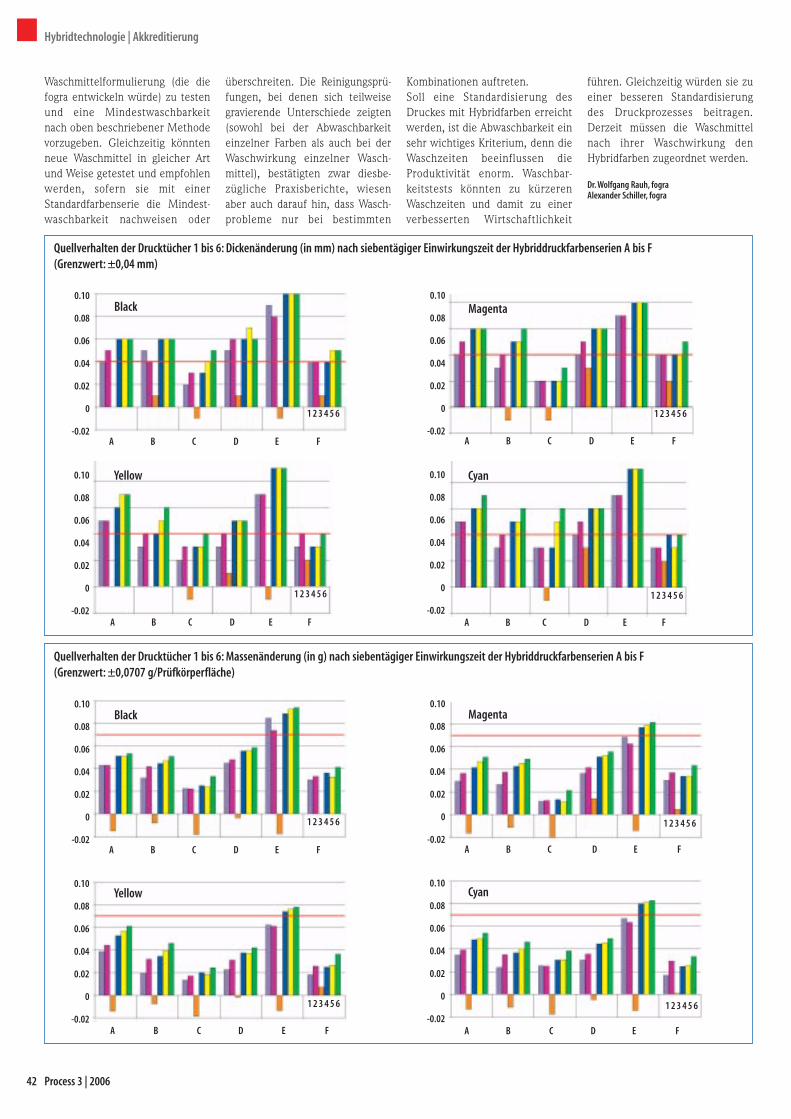
Hybridtechnologie | Akkreditierung
42 Process 3 | 2006
Waschmittelformulierung (die diefogra entwickeln würde) zu testenund eine Mindestwaschbarkeitnach oben beschriebener Methodevorzugeben. Gleichzeitig könntenneue Waschmittel in gleicher Artund Weise getestet und empfohlenwerden, sofern sie mit einerStandardfarbenserie die Mindest-waschbarkeit nachweisen oder
überschreiten. Die Reinigungsprü-fungen, bei denen sich teilweisegravierende Unterschiede zeigten(sowohl bei der Abwaschbarkeiteinzelner Farben als auch bei derWaschwirkung einzelner Wasch-mittel), bestätigten zwar diesbe-zügliche Praxisberichte, wiesenaber auch darauf hin, dass Wasch-probleme nur bei bestimmten
Kombinationen auftreten.Soll eine Standardisierung desDruckes mit Hybridfarben erreichtwerden, ist die Abwaschbarkeit einsehr wichtiges Kriterium, denn dieWaschzeiten beeinflussen dieProduktivität enorm. Waschbar-keitstests könnten zu kürzerenWaschzeiten und damit zu einerverbesserten Wirtschaftlichkeit
Quellverhalten der Drucktücher 1 bis 6: Dickenänderung (in mm) nach siebentägiger Einwirkungszeit der Hybriddruckfarbenserien A bis F (Grenzwert: ±0,04 mm)
0.10
0.08
0.06
0.04
0.02
0
-0.02A B C D E F
Black
A B C D E F
Yellow
A B C D E F
Magenta
A B C D E F
Cyan
führen. Gleichzeitig würden sie zueiner besseren Standardisierungdes Druckprozesses beitragen.Derzeit müssen die Waschmittelnach ihrer Waschwirkung denHybridfarben zugeordnet werden.
Dr. Wolfgang Rauh, fograAlexander Schiller, fogra
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
1 2 3 4 5 6 1 2 3 4 5 6
1 2 3 4 5 6 1 2 3 4 5 6
Quellverhalten der Drucktücher 1 bis 6: Massenänderung (in g) nach siebentägiger Einwirkungszeit der Hybriddruckfarbenserien A bis F (Grenzwert: ±0,0707 g/Prüfkörperfläche)
0.10
0.08
0.06
0.04
0.02
0
-0.02A B C D E F
Black
A B C D E F
Yellow
A B C D E F
Magenta
A B C D E F
Cyan
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
1 2 3 4 5 6 1 2 3 4 5 6
1 2 3 4 5 6 1 2 3 4 5 6

Hybridtechnologie | Akkreditierung
43Process 3 | 2006
Reinigungswirkung (in %) der Waschmittel W1 bis W6 auf Black, Magenta, Yellow und Cyan aus den Hybriddruckfarbenserien A bis F (ideal: 100%; Mindestanforderung: 50%)
80
70
60
50
40
30
20
10
0W1 W2 W3 W4 W5 W6
A
C
B
D
K
E F
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
MY C
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
K M
Y
C
K
M Y
CK
M
YC
K M
Y
C
K
MY
C
Auf dem Hybridanwenderforum im April 2005 überreichte Jürgen Veil (rechts), KBA-Marketing-leiter Bogenoffset, die ersten Akkreditierungsurkunden an die Hybridfarbenhersteller. Über dieKBA/fogra-Zertifizierung freuen sich (v.l.n.r.) Joachim Erlach (Epple Druckfarben), Gerrit Wemken(SunChemical Hartmann Druckfarben) und Harold Terwal (Flint-Schmidt/XSYS Printing Solutions).
Bis zum Redaktionsschluss dieser "KBA Process"-Publkation sind mittlerweile insgesamt sechsHybridfarbenserien KBA/fogra-akkreditiert worden (siehe Tabelle Seite 21).
Die Prüfbescheinigung von der fogra beierfolgreich bestandener Prüfung ausgestellt,ist eine Voraussetzung für die endgültigeAkkreditierung des Produktes durch KBA.
Accr
edite
d For HybridPrinting.
Product No.:
Dieses Hybrid-Label, in das die Nummer derakkreditierten Farbserien eingedruckt wird,dürfen die Farbenhersteller auf dem Gebinde-etikett der Hybriddruckfarbe platzieren.
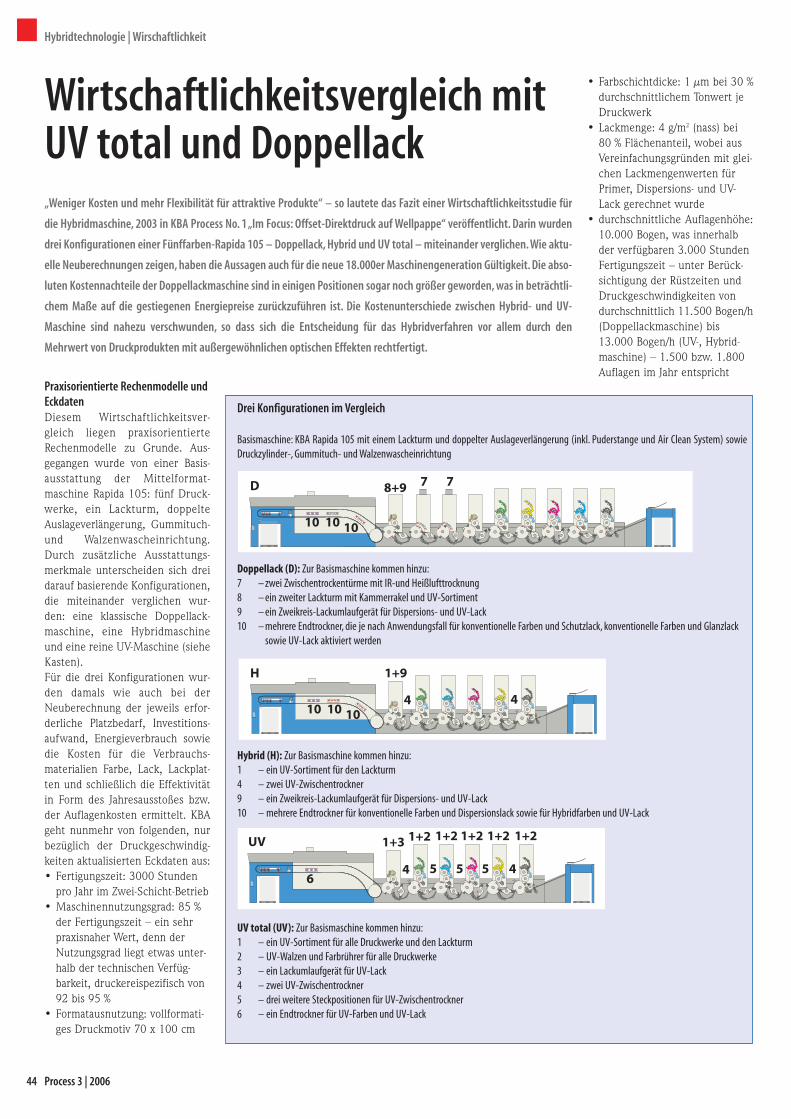
778+9
101010
D
H
UV
101010
1+9
4 4
4 45 5 5
1+3 1+2 1+2 1+2 1+2 1+2
6
Drei Konfigurationen im Vergleich
Basismaschine: KBA Rapida 105 mit einem Lackturm und doppelter Auslageverlängerung (inkl. Puderstange und Air Clean System) sowieDruckzylinder-, Gummituch- und Walzenwascheinrichtung
Doppellack (D): Zur Basismaschine kommen hinzu:7 – zwei Zwischentrockentürme mit IR-und Heißlufttrocknung8 – ein zweiter Lackturm mit Kammerrakel und UV-Sortiment9 – ein Zweikreis-Lackumlaufgerät für Dispersions- und UV-Lack10 – mehrere Endtrockner, die je nach Anwendungsfall für konventionelle Farben und Schutzlack, konventionelle Farben und Glanzlack
sowie UV-Lack aktiviert werden
Hybrid (H): Zur Basismaschine kommen hinzu:1 – ein UV-Sortiment für den Lackturm4 – zwei UV-Zwischentrockner9 – ein Zweikreis-Lackumlaufgerät für Dispersions- und UV-Lack10 – mehrere Endtrockner für konventionelle Farben und Dispersionslack sowie für Hybridfarben und UV-Lack
UV total (UV): Zur Basismaschine kommen hinzu:1 – ein UV-Sortiment für alle Druckwerke und den Lackturm2 – UV-Walzen und Farbrührer für alle Druckwerke3 – ein Lackumlaufgerät für UV-Lack4 – zwei UV-Zwischentrockner5 – drei weitere Steckpositionen für UV-Zwischentrockner6 – ein Endtrockner für UV-Farben und UV-Lack
Hybridtechnologie | Wirschaftlichkeit
44 Process 3 | 2006
Praxisorientierte Rechenmodelle undEckdatenDiesem Wirtschaftlichkeitsver-gleich liegen praxisorientierteRechenmodelle zu Grunde. Aus-gegangen wurde von einer Basis-ausstattung der Mittelformat-maschine Rapida 105: fünf Druck-werke, ein Lackturm, doppelteAuslageverlängerung, Gummituch-und Walzenwascheinrichtung.Durch zusätzliche Ausstattungs-merkmale unterscheiden sich dreidarauf basierende Konfigurationen,die miteinander verglichen wur-den: eine klassische Doppellack-maschine, eine Hybridmaschineund eine reine UV-Maschine (sieheKasten).Für die drei Konfigurationen wur-den damals wie auch bei derNeuberechnung der jeweils erfor-derliche Platzbedarf, Investitions-aufwand, Energieverbrauch sowiedie Kosten für die Verbrauchs-materialien Farbe, Lack, Lackplat-ten und schließlich die Effektivitätin Form des Jahresausstoßes bzw.der Auflagenkosten ermittelt. KBAgeht nunmehr von folgenden, nurbezüglich der Druckgeschwindig-keiten aktualisierten Eckdaten aus:• Fertigungszeit: 3000 Stunden
pro Jahr im Zwei-Schicht-Betrieb• Maschinennutzungsgrad: 85 %
der Fertigungszeit – ein sehr praxisnaher Wert, denn der Nutzungsgrad liegt etwas unter-halb der technischen Verfüg-barkeit, druckereispezifisch von 92 bis 95 %
• Formatausnutzung: vollformati-ges Druckmotiv 70 x 100 cm
• Farbschichtdicke: 1 µm bei 30 %durchschnittlichem Tonwert je Druckwerk
• Lackmenge: 4 g/m2 (nass) bei 80 % Flächenanteil, wobei aus Vereinfachungsgründen mit glei-chen Lackmengenwerten für Primer, Dispersions- und UV-Lack gerechnet wurde
• durchschnittliche Auflagenhöhe:10.000 Bogen, was innerhalb der verfügbaren 3.000 Stunden Fertigungszeit – unter Berück-sichtigung der Rüstzeiten und Druckgeschwindigkeiten von durchschnittlich 11.500 Bogen/h(Doppellackmaschine) bis 13.000 Bogen/h (UV-, Hybrid-maschine) – 1.500 bzw. 1.800 Auflagen im Jahr entspricht
Wirtschaftlichkeitsvergleich mitUV total und Doppellack„Weniger Kosten und mehr Flexibilität für attraktive Produkte“ – so lautete das Fazit einer Wirtschaftlichkeitsstudie für
die Hybridmaschine, 2003 in KBA Process No. 1 „Im Focus: Offset-Direktdruck auf Wellpappe“ veröffentlicht. Darin wurden
drei Konfigurationen einer Fünffarben-Rapida 105 – Doppellack, Hybrid und UV total – miteinander verglichen. Wie aktu-
elle Neuberechnungen zeigen, haben die Aussagen auch für die neue 18.000er Maschinengeneration Gültigkeit. Die abso-
luten Kostennachteile der Doppellackmaschine sind in einigen Positionen sogar noch größer geworden, was in beträchtli-
chem Maße auf die gestiegenen Energiepreise zurückzuführen ist. Die Kostenunterschiede zwischen Hybrid- und UV-
Maschine sind nahezu verschwunden, so dass sich die Entscheidung für das Hybridverfahren vor allem durch den
Mehrwert von Druckprodukten mit außergewöhnlichen optischen Effekten rechtfertigt.

Hybridtechnologie | Wirschaftlichkeit
• durchschnittliche Rüstzeit: 45 bis 55 Minuten; praxisnah wur-den notwendige Zeiten für Farb-wechsel, Druckzylinderwaschen und anderes anteilig eingerech-net; während bei Hybrid- und UV-Maschinen die Rüstzeit beim Auf-tragswechsel im Einzelfall auch deutlich weniger (etwa 25 Minu-ten) betragen kann, liegt die Rüst-zeit für eine Doppellackmaschinebei gleichem Personaleinsatz etwa10 bis 20 Minuten über dem Durchschnitt, weil eine register-genaue Positionierung der beidenLackplatten – insbesondere bei anspruchsvollen Spotlackierarbei-ten – notwendig ist.
Platzbedarf: Hybrid spart 15 % gegen-über DoppellackEine Fünffarben-Rapida 105 inDoppellack-Ausstattung ist etwa3,50 m länger als eine Fünffarben-Hybrid- oder -UV-Maschine. Wäh-rend eine Doppellackmaschine etwaeinen Flächenbedarf von 160 m2
hat, kommt eine Hybridmaschinemit 135 m2 aus. Die effektive Platz-ersparnis beträgt also rund 15%.
Investitionsaufwand: Doppellack 20 %teuerer als HybridUnter der Annahme, dass derInvestitionsaufwand für dieHybridmaschine gleich 100 % ist,kommt die UV-Maschine auf etwadas gleiche Niveau. Der zusätzli-chen Trocknerausstattung derHybridmaschine, die neben UV-auch Dispersionslack in Kombi-nation mit Standardfarben verar-beiten kann, stehen in der UV-Maschine Spezialwalzen, Farbrühr-werk und Wechselpositionen fürdie Zwischentrockner entgegen.Um rund 20 % bzw. etwa 320.000Euro teuerer ist dagegen dieDoppellackmaschine, vor allemdurch die Notwendigkeit eineszweiten Lackturmes und zweierZwischentrockentürme bei diesemVerfahren.
Energieverbrauch:bei Doppellack bis zu 70 % höherIn die Berechnung des Energiever-brauchs flossen Motor, Stellan-triebe, Feuchtmittelzentrale,Zwischen- und Endtrockner ein.Auch beim Energieverbrauch, der
für die jährlichen Produktions-kosten einer Druckerei keineunwesentliche Größe ist, liegt dieDoppellackmaschine ca. 70 % höherals die Hybrid- oder die UV-Maschine. Dabei schlägt bei derDoppellackmaschine neben der fürdie deutlich längere Maschinen-konfiguration benötigte zusätzli-chen Antriebsleistung insbesonde-re der relativ hohe Energiekonsumder beiden IR-/Thermoluft-Trocken-werke und des IR-Endtrockners zuBuche.Bei einem unterstellten Preis von0,18 Euro pro kWh wurden für dieDoppellackmaschine jährlicheEnergie-Mehrkosten von rund60.000 Euro errechnet. Dies istein recht beachtlicher Kosten-block, der an die Kunden weiterge-geben werden muss oder zu Lastendes Ergebnisses geht.
Materialkosten: Doppellack bis zu60 % mehrBetrachtet man die Kosten für diebei den drei untersuchten Verfah-ren benötigten Verbrauchsmate-rialien (Grafik „Kosten für benötig-
tes Material“), so liegt auch hierdie Doppellackmaschine, insbeson-dere auf Grund der sehr hohenKosten für die Lackplatten, umetwa 58 % höher als die Hybrid-maschine und um rund 60 % überder UV-Maschine. Im Extremfallkann der Kostenunterschied, alleinim Materialbereich, bei knappeiner halben Million Euro pro Jahrliegen.Dabei wurde beim Doppellackver-fahren angenommen, dass je zweiLackplatten (Mattglanz/Hochglanz)benötigt werden. Falls der Primer-auftrag bei Vollflächen-Lackierungz.B. über ein Gummituch erfolgenkann, ist der Kostenanteil für Lack-platten natürlich deutlich geringer.Ohne Lackplatten ist die Doppel-lackmaschine im Materialver-brauch am billigsten, wobei die –zurzeit noch – deutlich niedrigerenKosten für normale Offsetfarbenim Vergleich zu Hybrid- und UV-Farben (rund die Hälfte) positiv zuBuche schlagen. Hier sind dieHersteller von Hybridfarben gefor-dert, durch kundenfreundlicherePreise bei höherem Umsatz dieneue Technologie weiter zu forcie-ren. Es gibt inzwischen bereitsBewegung in diese Richtung.Natürlich kann auch die Hybrid-maschine bei entsprechendenAufträgen problemlos mit Standard-farben und Dispersionslack betrie-ben werden, so dass der Kosten-vorteil der Doppellackmaschineeigentlich nur besteht, wenn manÄpfel mit Birnen vergleicht. Undaußerdem ist eine Hybridmaschinebei einem gelegentlichen reinenFarbdruckauftrag wesentlich effek-tiver als eine Doppellackmaschinemit einer ganzen Reihe zusätzli-cher, für diesen Auftragstyp nichtnotwendiger, aber dennoch mitlau-fender Aggregate.
Effektivität: Hybrid im VorteilSchließlich wurde die Effektivitätder drei Verfahren Doppellack,Hybrid und UV miteinander vergli-chen. Zur Grafik „Effektivität“:• Bei den Säulen „Investitions-
summe“ (I) wurden die gleichenBeträge unterstellt wie in der Grafik „Investitionsaufwand“.
45Process 3 | 2006
Im Vergleich der Standflächen beansprucht die Doppellack-Rapida 20 % mehr als die Hybrid-Rapida
Investitionsaufwand: Doppellack ist über 19 %= 320.000 Euro teurer als Hybrid. Hybrid-maschine = 100 %; gelb (88 %) = Basis-maschine; blau (23 %) = zwei Zwischen-trockenwerke und ein weiterer Lackturm; rot (8 %) = Lackumlauf und Endtrockner fürDispersions- und UV-Lack; violett (4 %) = UV-Zwischentrockner; grün (8 %) = UV-Ausstat-tung (Farbrührer, UV-Walzen, UV-Lack-Umlauf,UV-Endtrockner)
Energieverbrauch: Doppellack ist über 70 % =60.000 Euro/Jahr (bei 0,18 Euro/kWh) teurer alsHybrid und UV total. Hybridmaschine = 100 %;blau (62 % Doppellack bzw. 55 % Hybrid undUV) = Energie für Antriebe und Feuchtmittel-zentrale, violett (18 %) = Energie für UV-Zwischentrocknung, rot (65 %) = Energie für IRund Heißluft in Trockentürmen, orange (16 %)= Energie für IR-Endtrocknung, grün (27 %) =Energie für UV-Endtrocknung
Kosten für benötigtes Material: Doppellack istüber 58,6 % = 490.000 Euro/Jahr teurer alsHybrid. Hybridmaschine = 100 %; grün =Lackplatten (133 %, 66 % bzw. 66 %), rot (2,9 %)= Makulatur zum Spotlack Einpassen, violett(6,6 %) = UV-Lack, blau (1,1 %) = Primer, gelb(15 %, 27 % bzw. 25 %) = Druckfarbe
120%
100%
80%
60%
40%
20%
0 D H UV
88% 88% 88%
23%
8%
8%4%
4%8%
D H UV D H UV
180%
160%
140%
120%
100%
80%
60%
40%
20%
0
62% 55% 55%
65%
16%
27%
27% 27%
18% 18%
160%
140%
120%
100%
80%
60%
40%
20%
0
133% 66% 66%
2,9%6,6%1,1%15%
27% 25%
6,6% 6,6%

Hybridtechnologie | Wirschaftlichkeit
46 Process 3 | 2006
• Die „Absolutleistung“ (A) ist eine fiktive Durchschnitts-leistung, in der alle Fortdruck-zeiten, Rüstzeiten und angenom-menen Stillstände berücksich-tigt sind.
• Die Säulen „Rüstzeit“ (M) berücksichtigen nur durch-schnittliche Rüstzeiten. Das heißt, die Zeit für Arbeitsgänge,die nicht bei jedem Auftrags-wechsel notwendig sind, wird dabei auf mehrere Aufträge gleichmäßig verteilt. In der Grafik wurden für die Doppel-lackmaschine im Durchschnitt nur zehn Minuten mehr Rüstzeit gegenüber der Hybrid- bzw. UV-Maschine unterstellt, wobei vorausgesetzt wurde, dassan beiden Lacktürmen parallel gearbeitet wird, was einen zusätzlichen Personalaufwand bedeutet.
• Der mögliche „Produktionsaus-stoß“ (P), d.h. die Anzahl Bogenpro Jahr, resultiert aus Auflagen-höhe, Rüstzeit, Druckgeschwin-
digkeit und der verfügbaren Fertigungskapazität von 3000 Stunden im Jahr.
Aus der Grafik „Fertigungskosten“wird ersichtlich, dass diese Kostenfür 1.000 Bogen (inkl. Rüsten) beider Hybrid- und der UV-Maschinepraktisch gleich sind, bei derDoppellackmaschine dagegen jenach Auflagenhöhe zwischen 18und 20 % höher liegen.Der deutliche Vorteil der Hybrid-maschine im Hinblick auf dieFertigungskosten sinkt mit steigen-der Auflage, da sowohl die höhereRüstzeit als auch die hohen Kostenfür die Lackplatten der Doppellack-maschine mit steigender Auflagean Bedeutung verlieren. Angesichts der dominierendenAuflagenhöhen sind aber dieProduktionskosten mit den Hybrid-farben und der UV-Endlackierunginsgesamt deutlich günstiger alsdas Doppellackverfahren.Die Kurve in der Grafik„Fertigungskosten“ gibt die tat-sächlichen Fertigungskosten (ohne
Papierkosten) für 1.000 Bogen inEuro für die Hybridmaschine inAbhängigkeit von der Auflagen-höhe wieder. Diese gehen natür-lich zunächst bei wachsenderAuflage stark zurück und pendelnsich dann bei 20.000 Bogen knappunter 50 Euro ein. Man sollte alsoin jedem Fall bei Investitionsent-scheidungen immer im Vorfeld klä-ren, was mit der Maschine haupt-sächlich produziert werden soll.
Fazit: Hybrid ist flexibler und kosten-günstigerTrotz äußerlich gleichen Aussehensist die Hybridmaschine schon aufGrund der Ausstattung deutlichflexibler als die reine UV-Maschine, ohne dass sich dies ineinem höheren Investitionsauf-wand bemerkbar macht. Dank desaktuellen Entwicklungsstandes derHybridfarben kombiniert dieHybridmaschine die Vorteile des
UV-Verfahrens – wenig komplexe,preisgünstigere Maschinenkonfi-guration und hoher Glanzgrad beider Lackierung – mit den Vorteilenkonventioneller Druckfarben undLacke bei bestimmten Anwendun-gen auf sehr wirtschaftliche Weise.Ein Betriebsartwechsel ist ohneÄnderung der Maschinenaus-stattung und, je nach Auftragsart,ohne großen Umrüstaufwand mög-lich. Genau darin liegt derHauptvorteil von Hybrid gegenüberUV bei sonst annähernd gleichenKosten.Gegenüber der Doppellackmaschi-ne führt die Hybridmaschine dengeringeren Platzbedarf, den deut-lich niedrigeren Energieverbrauchund die niedrigeren Material-kosten ins Feld.
Dr. Roland Reichenberger
Der Platz- und Energiebedarf ist im Doppellackprozess deutlich höher. Trotzdem gibt es Anwendungen, in denen Doppellack seine Berechtigung behält
Relative Fertigungskosten inkl. Rüsten (in %) für je 1000 Bogen in Abhängigkeit von derAuflagenhöhe: Hybridmaschine = 100 %. Kurve: absolute Fertigungskosten (in Euro) für 1000Bogen an einer Hybridmaschine
Effektivität (Hybridmaschine = 100 %): I = Investitionssumme (119,2 %, 100 % und 99,9 %), A =Absolutleistung (85,8 %, 100 % und 100 %), M = Rüstzeit (122 %, 100 % und 100 %, jeweils mitzusätzlichem Personalaufwand beim Einrichten des Lackpassers an der Doppellackmaschine), P =Produktionsausstoß (85,8 %, 100 % und 100 %)
140%
120%
100%
80%
60%
40%
20%
0
D 119,2 %
H UV H UV H UV H UV
I A M P
D 85,8%
D 122 %
D 85,8%
140%
120%
100%
80%
60%
40%
20%
02000 5000 10000 15000 20000 30000
186 Euro
9767 58 53 48
H UV H UV H UV H UV H UV H UV
D 142,1 % D 140 % D 138 % D 136,9 % D 136,2 % D 135,4 %

Hybridtechnologie | Wasserloser Offsetdruck
KBA als Hybrid- und Wasserlos-PionierAuf dem 2. KBA-Hybridanwender-forum, das vom 20. bis 21. April2005 in Dresden und Radebeulstattfand, führten KBA und dieEuropean Waterless PrintingAssociation e.V. (EWPA) den was-serlosen Offsetdruck im Hybridver-fahren vor. Am zweiten Veranstal-tungstag wurde im Kunden-zentrum auf einer KBA Rapida 74eindrucksvoll demonstriert, dassHybrid auch ohne Feuchtmittelfunktioniert – und zwar in einerhohen Qualität, die dem Nassoffsetin keinen Belangen nachsteht.Schon zwei Tage zuvor, bei denVorbereitungen zu dieser Druck-demonstration, waren verschiede-ne Glanzkontrasteffekte mit unter-schiedlichen Druckmotiven ange-druckt worden. Auch diese Druckefanden bei den Fachleuten undAnwendern große Beachtung.KBA wird damit einmal mehr sei-ner Pionierrolle gerecht, nicht nurauf dem Gebiet der Hybridver-edelung, sondern auch des wasser-losen Offsetdruckes. Hier entwi-ckelte KBA die einzigartige Techno-logie der wasserlosen und zonen-schraubenlosen Kurzfarbwerke.Diese Farbwerke stellen durchWegfall des relativ instabilenProzessparameters Feuchtung undder subjektiv beeinflussten zonen-weisen Färbung eine ausgezeich-nete Voraussetzung für die standar-disierte Druckproduktion dar.Implementiert ist diese Technolo-gie sowohl im Bogenoffset – imGravuflow-Farbwerk der 74 Karatund der Rapida 74 G sowie imKurzfarbwerk der Genius 52 undder Maschinen von KBA-Metronicfür die Folien- und Datenträger-bedruckung – als auch Zeitungs-druck in Gestalt des Newsflow-Farbwerks der Cortina.
Perspektiven des VerfahrensAls Druckfarbenserie kam FDHybrid Aqualess SOY M von Toyo
Ink zur Anwendung. Dieses japani-sche Produkt ist die bisher einzigeWasserlos-Hybridfarbenserie derWelt. Einige europäische Farben-hersteller arbeiten jedoch an ver-gleichbaren Farben, so dass inabsehbarer Zeit diese Variante desOffsetdrucks für die Druckbetriebeinteressant werden kann – vorallem im Hinblick auf die weitere
47Process 3 | 2006
Wasserloser Offsetdruck mit HybridfarbenPremiere am 21. April 2005: erstmals in Europa druckte eine Bogenoffsetmaschine wasserlos mit Hybridfarben. Auf der KBA Rapida 74 im KBA-Kundenzentrum in
Radebeul wurde vor den Augen der über 280 Teilnehmer des 2. KBA-Hybridanwenderforums bewiesen, dass für den wasserlosen Offsetdruck formulierte
Hybridfarben ausgezeichnete Verdruckbarkeitseigenschaften besitzen. Ebenso überzeugte die Inline-Lackierung für Matt-Glanz-Effekte.
Verbreitung der Rapida-Maschinenmit Gravuflow-Farbwerken, dieschon heute viele neue Geschäfts-ideen ermöglichen.Die Teilnehmer des Forums nutztendie Gelegenheit, um dem 1. EWPA-Vorsitzenden, Detlef Braun, Fragenzum feuchtmittelfreien Offsetdruckzu stellen. Insbesondere interessier-te, ob sich Folien mit Hybridfarben
Autor ist Spezialist für Wasserlos-UV-Druck
Der Autor, Detlef Braun, ist nicht nur in derEWPA aktiv, sondern auch Inhaber desUnternehmens Druck & Beratung. Haupt-geschäft der Firma ist die anwendungs-technische Beratung rund um den wasser-losen Offsetdruck mit UV-Farben, einemstetig wachsenden Segment des Ver-packungs- und Plastikdruckes. Deshalbmusste D & B kürzlich in größere Räumeumziehen (Lahnstraße 31, D-45478Mülheim/Ruhr, Tel. +49(0)208 594482-10,Fax -12, www.wluv.de). Das anspruchsvolleWasserlos-UV-Offsetdruckverfahren benö-tigt eine vorherige oder begleitendeBeratung, um Fehlinvestitionen undReklamationen zu vermeiden. Braun weiß,worüber er mit den Anwendern redet: beiDruck & Beratung bedruckt eine Maschineseit Jahren erfolgreich Plastikkarten. AufGrund der dualen Trocknungseigen-schaften fallen auch wasserlose Hybrid-farben in seinen Kompetenzbereich.Ein wichtiges Hilfsmittel im Druck ist dervon Braun entwickelte Dichte- und Farb-annahme-Kontrollstreifen H-1/04, dessendreieckige Felderform das besondereFarbspaltungsverhalten der hochviskosenWasserlos-UV-Farben berücksichtigt. Esbleibt abzuwarten, ob künftig auch beiWasserlos-Hybridfarben der Einsatz desStreifens notwendig ist.
bedrucken lassen. Die Folienbe-druckung, eine Domäne des UV-Drucks einschließlich mit Wasserlos-UV-Farben, ist zurzeit noch eineHerausforderung für das Hybrid-verfahren. Alle Druckfarbenfach-leute wie auch Braun raten beimheutigen Stand der Druckfarben-entwicklung vom Bedrucken vonFolien mit Hybridfarben ab.

Hybridtechnologie | Wasserloser Offsetdruck
48 Process 3 | 2006
Was das Bedrucken von Papier,Karton und Pappe betrifft, hat dieDemonstration ja gezeigt, dass die-ses Verfahren absolut praxistaug-lich ist. Da sich Wasserlosfarbenallein schon wegen der Abwesen-heit des Feuchtmittels durch einenhöheren Glanz auszeichnen, emp-fiehlt sich geradezu die Kombina-tion aus Wasserlos- und Hybridver-fahren, denn somit sind ein nochhöherer UV-Lackglanz und nochextremere Matt-Glanz-Effekte vor-stellbar. Für beide Verfahren bie-ten sich also neue Chancen.
Gemeinsam mit KBA wird dieEWPA ihre Mitglieder in dieserTechnologie gern unterstützen.
Detlef Braun
Erste Wasserlos-Hybridfarbe der Welt kommt aus Japan
Toyo Ink Mfg. Co. Ltd., Tokio, bietet als weltweit erstes Unternehmen mit FD Hybrid AqualessSOY eine Hybridfarbenserie für den wasserlosen Offsetdruck an. Überhaupt ist Japan eineHochburg des Offsetdruckes ohne Feuchtmittel: schon seit 1977 stellte Toray Wasserlos-Druckplatten her. Auf dem Markt der Wasserlos-Druckfarben sind neben Toyo Ink noch dreiweitere Hersteller aktiv. Der Anteil der wasserlos druckenden Bogenoffsetmaschinen ist(ohne DI-Maschinen) im „Land der aufgehenden Sonne“ am höchsten.Das Wasserlos-Portfolio von Toyo Ink umfasst nunmehr fünf Druckfarbenserien:• Aqualess Ultra L/M für konventionelle Bogenoffsetmaschinen• Aqualess Karat für Kurzfarbwerkmaschinen (KBA-Zertifikat für 74 Karat, Rapida 74 G
und Genius 52)• Aqualess Eco für Direct-Imaging-Offsetmaschinen (KBA-Zertifikat für 46 Karat)• Aqualess UV für den UV-Druck auf Plastikkarten, Folien und CDs/DVDs• FDHB Aqualess SOY L/M für die HybridveredelungDass Toyo Ink die Synthese aus „Hybrid“ und „Wasserlos“ gelungen ist, überrascht kaum. Denndas Unternehmen besitzt nicht nur Erfahrungen mit Wasserlosfarben, es produziert auchschon längere Zeit UV- und elektronenstrahlungshärtende Farben sowie eine Hybridfarben-serie für den Nassoffsetdruck: FDHB Eco-SOY.Eine der Herausforderungen bei der Entwicklung von FDHB Aqualess SOY bestand im Mischender völlig unterschiedlichen Harze, die für Hybrid- und für Wasserlosfarben typisch sind, undderen Verträglichkeit mit dem Silikonölersatz. (Silikone sollten nicht in Hybridfarben enthal-ten sein, weil sie die UV-Lackierbarkeit beeinträchtigen.) Als hilfreich erwies sich dabei offen-sichtlich Sojaöl („SOY“), das Toyo Ink als Pflanzenöl-Komponente verwendet.Im wasserlosen Offsetdruck spielt die Viskosität der Farbe eine herausragende Rolle bei denVerdruckbarkeitseigenschaften. Generell ist die Viskosität bzw. die Zügigkeit vonWasserlosfarben höher als im Nassoffset, bei Wasserlos-UV-Farben ist sie am höchsten. DieHybridfarbe konnte in der Viskosität niedriger als eine Wasserlos-UV-Farbe eingestellt wer-den. So kann FDHB Aqualess SOY sogar in zwei temperaturoptimierten Versionen formuliertwerden:„L“ für niedrige und „M“ für mittlere Plattenzylinder-Temperaturen (siehe Tabelle).Die Temperierungen der KBA-Maschinen sind auf höhere Temperaturen programmiert, weilsich dann die Farben umso besser verdrucken lassen.Zurzeit sind für FDHB Aqualess SOY noch keine Sonderfarbtöne erhältlich, aber das Schwarzin der Standardskala kann durch ein höher konzentriertes Schwarz für unbunt aufgebauteSeparationen ersetzt werden.Selbstverständlich musste sich FDHB Aqualess SOY den üblichen Tests unterziehen. Nass-in-nass bedrucktes Papier wurde bei einer Durchlaufgeschwindigkeit von 50 m/min mit einerUV-Lampe mit 120 W/cm Leistung bestrahlt und schon 15 Sekunden später gegenVerschieben im Stapel getestet. Dabei zeigte sich, dass die Wasserlos-Hybridfarbe überhauptnicht und die Nassoffset-Hybridfarbe FDHB Eco-SOY nur wenig verwischte.Die Scheuerfestigkeit wurde zwei Stunden nach dem Druck in einem Oszillator gemessen,dessen 500 g schwerer Prüfkörper 200 Mal über die Farbe glitt. Dabei blieb dieScheuerfestigkeit nur eine Stufe (4 = gut) hinter der von UV-Farben (5 = exzellent) zurück.Auch die Deinkbarkeit mittels alkalischem Flotationsverfahren – bei UV-härtenden Farbengrundsätzlich ein Problem – wurde überprüft. Toyo Ink stellte auf hybridbedrucktem Papierbeinahe so geringe Rückstände wie bei konventionellen Farben fest: unter 5 mm2/m2 gegen-über ca. 85 mm2/m2 bei UV-Farbe.
Im „Bleeding test“, bei dem das Verwischender getrockneten Farbe durch Verschiebender Bogen im Stapel geprüft wird, erwiessich die Wasserlos-Hybridfarbe FDHBAqualess SOY (rechts) als absolut wischfest.Die Nassoffset-Hybridfarbe FDHB Eco-SOY(links) hinterließ zumindest leichteWischspuren. Die untere Bildreihe zeigt dasTestmotiv mit Wischmarkierungen, dieobere die abgelegene Farbe auf derUnterseite des darüber liegenden Bogens.Fotos: Toyo Ink
Rheologisch-thermische Eigenschaften der Wasserlos-Hybridfarbe
Parameter FDHB Aqualess SOY M FDHB Aqualess SOY L
Zügigkeit (Tack) bei 30 °C 11.0 … 13.0 9.0 … 11.0
Fließfähigkeit (Flow) bei 25 °C 16.0 … 17.0 17.0 … 19.0
dynamische Viskosität bei 25 °C 70 … 80 Pa s 50 … 60 Pa s
Temperaturfenster desPlattenzylinders
28 … 32 °C 24 … 28 °C
Hybridfarbe für den wasserlosen Offsetdruckvom japanischen Hersteller Toyo Ink

Umweltverträglichkeit | Emissionsprüfung
Wachsendes UmweltbewusstseinDer Umweltschutz, im Besonderendie Verringerung von Emissionen,nimmt in der heutigen Gesell-schaft einen immer größerenStellenwert ein. Die in den vergan-genen Monaten zum Teil über dieMedien geführten Diskussionenüber den so genannten Emissions-handel haben dies auch wiederstärker in den Blickpunkt desöffentlichen Interesses gerückt.Tatsächlich ist der Umweltschutzseit mehr als drei Jahrzehnten einThema. Man denke nur einmalzurück an Studien wie die desClub of Rome über die Grenzendes Wachstums (1973) oder Global2000 der US-amerikanischen Re-gierung im Jahr 1980 und einigeandere mehr. Wenngleich die Zielebzw. die Maßnahmen im Umwelt-schutz oftmals sehr kontrovers dis-kutiert wurden, so bleibt im Kerndoch festzuhalten, dass bei allenVerantwortlichen in der Politik derfeste Wille besteht, Emissionenkünftig zu reduzieren und zubeschränken.Generell hat sich das Verhalten derGesellschaft hinsichtlich des Um-weltschutzes entscheidend verän-dert. In der Folge nahm die Nach-frage nach so genannten umwelt-freundlichen Produkten immermehr zu. In der grafischenIndustrie äußerte sich dies anfangsin dem Wunsch nach umweltver-träglicher hergestellten Papieren,z.B. Recyclingpapiere. Im Zuge die-ser gesellschaftlichen Entwicklung
erwarten immer mehr Kundenweitere aktive Maßnahmen zumSchutz der Umwelt von einermodernen Druckerei.Umweltschutz bedeutet aber auchSchutz der Gesundheit, sowohl derMitarbeiter bei der Arbeit als auchder Allgemeinheit. Bereits Anfangder 90er Jahre hat sich die BGDruck und Papierverarbeitung die-ser Herausforderung gestellt unddamit eine Vorreiterrolle in der gra-fischen Industrie eingenommen.Mit der Brancheninitiative „Löse-mittel im Offsetdruck“ wurde dasProblemfeld Lösemittelemissionenim Bereich der Druckindustrieaktiv angegangen. Die BG hat sichdabei dem Leitprinzip der Mini-mierung von Emissionen verpflich-tet. Denn mit Emissionen, sowohlphysikalischen wie Lärm oderStrahlung als auch stofflichen, z. B.in Form von Puder oder Lösemittel,wird der Drucker jeden Tag kon-frontiert. Zum Teil sind damit auchBelastungen der Atemluft imDrucksaal und Verschmutzungender Druckmaschine verbunden.Die Optimierung des Druckpro-zesses durch verbesserte, emissi-onsärmere Maschinen ist ein wich-tiger Ansatz, diese Probleme in denGriff zu bekommen.
Das Zertifikat „Emission geprüft“Die Prüf- und Zertifizierungsstelledes Fachausschusses Druck undPapierverarbeitung der BG vergabdas Zertifikat BG-PRÜFZERT „Emis-sion geprüft“ für besonders emissi-
onsarme Technologien erstmalig imRahmen der drupa 2000 an die KBARapida 105, die Vorgängermaschineder zur drupa 2004 vorgestelltenneuen 18.000er Rapida 105.Um dieses Zertifikat zu erhalten,muss nachgewiesen sein, dass dieDruckmaschine so konstruiert istund betrieben werden kann, dassdie verschiedenen Emissionswertedeutlich unterhalb der niedrigsten,in den Ländern der EU gültigen,Grenzwerte oder Empfehlungenliegen. Gemessen wird die Emis-sion von Lösemitteln (flüchtigeKohlenwasserstoffe aus Wasch-und Reinigungsmitteln, Feucht-mitteln, Farben und Lacken), Aero-solen (z.B. Farb- und Lacknebel),Stäuben (Druckpuder), Ozon, UV-Strahlung und Lärm.Voraussetzung für den Nachweisist es, Aussagen über die vielfälti-gen Anforderungen im Offsetdruckin der Praxis zu gewinnen. Zu die-sem Zweck werden im Rahmen derPrüfung Testreihen auf verschiede-nen Bedruckstoffsorten gedruckt.Als Druckfarben können Standard-,UV- und Spezialfarben (z.B. Hybrid-farben) eingesetzt werden. Ebensowerden Anwendungen mit Wasser-lacken oder UV-härtenden Lackengeprüft. Das dann erstellteZertifikat gibt Auskunft darüber,
welche Anwendungen für denjeweiligen Druckmaschinentyp er-folgreich geprüft wurden.Selbstverständlich fließen dabeidie Aspekte der Sicherheitstechnikebenfalls mit ein. Die Überprüfungder Einhaltung der europäischenSicherheitsbestimmungen (GS-Prü-fung) durch die Prüf- undZertifizierungsstelle des Fachaus-schusses Druck und Papierver-arbeitung ist Voraussetzung, um dasZertifikat „Emission geprüft“ zuerhalten.
Emissionsprüfung an der neuen KBARapida 105Die neue Rapida 105 der 18.000erGeneration wurde von der BG-Prüfstelle umfangreichen Testsunterzogen. Deren Ziel war es, u.a.festzustellen, ob die Bedingungenfür die Vergabe des Zertifikats„Emission geprüft“ eingehaltensind. Bei der messtechnischenÜberprüfung, die Ende 2004 statt-fand, wurden Testreihen sowohlauf Papier als auch auf Kartongedruckt. Als Druckfarben wurdendabei zwei Hybridfarbsystemesowie ein UV- und zwei konventio-nelle Farbsysteme eingesetzt.Ebenso kamen mehrere UV-Lacke,ein Wasserlack und unterschiedli-che Waschmittel zum Einsatz.
49Process 3 | 2006
Emissionsprüfung von Druckmaschinen
Bei den Prüfungen der BG an der neuen Rapida 105 wurden die Emissionswerte an allenDruckwerken und im Bereich der Auslage erfasst
Die Berufsgenossenschaft Druck und Papierverarbeitung (BG) fördert seit fünf
Jahren besonders emissionsarme Technologien, indem sie durch die Prüf- und
Zertifizierungsstelle des Fachausschusses Druck und Papierverarbeitung das
Zertifikat BG-PRÜFZERT „Emission geprüft“ für vorbildliche Lösungen in der
Druckindustrie vergibt. Als erste Maschine der 18.000er Generation erhielt die KBA
Rapida 105 dieses Zertifikat. Unter den bei der Prüfung eingesetzten Materialien
befanden sich auch zwei Hybridfarbenserien und entsprechende Waschmittel.

Umweltverträglichkeit | Emissionsprüfung
50 Process 3 | 2006
Besonders hervorzuheben ist, dassalle Druckversuche ohne Alkoholim Feuchtwasser durchgeführtwurden – bei einer Druckleistungvon 14.400 Bogen/h, was 80 % dermaximalen Maschinenleistung ent-spricht.Nach Aufarbeitung und Bewertungder Analyseproben kann heuteFolgendes festgestellt werden:• Alle Messwerte bezüglich auf-
tretender Farbnebel an jedem Druckwerk liegen deutlich unterhalb der geforderten Grenze von 1,5 mg/m3, unter-schreiten diese Grenze vielfach sogar um mehr als 30 %.
• Erwartungsgemäß wurde auch die Hürde „IPA-Konzentration“ mit Bravour gemeistert. Der Verzicht auf Alkohol im Feucht-wasser erübrigt naturgemäß die Frage nach den daraus resultie-renden Emissionen. Für den Betreiber bietet dies aber auch Kostenvorteile. Zwar konnten bislang bei der IPA-Reduzierung schon gute Erfolge verzeichnet werden. Aber beim IPA-Einsatz müssen neben dem Gesund-heitsschutz und den reinen IPA-Kosten auch noch die Lager- kosten und die Investitionen in den Brand- und Explosions-schutz berücksichtigt werden.
• Auch die Messergebnisse der anderen geprüften Emissions-quellen wie Kohlenwasserstoffe,Ozon, UV-Strahlung, Druck-puder und Lärm unterschritten,wie gefordert, die einzuhalten-den Werte.
Es ist sehr erfreulich, dass auch dieneue Maschinengeneration vonKBA mit 18.000 Bogen pro StundeMaximallaufleistung den hohenAnforderungen des Zertifikats„Emission geprüft“ genügt. Dies istumso bemerkenswerter, da mithöheren Maschinengeschwindig-keiten in der Regel auch vermehrtestoffliche und physikalische Emis-sionen, vor allem Lärm, einher-gehen.
Prozessstabilität derHybridtechnologieMit der umfangreichen Überprü-fung der neuen Rapida 105 durchdie Prüf- und Zertifizierungsstellewerden zwei Ziele verfolgt. Daserste ist die Sicherstellung derEinhaltung aller nationalen und
europäischen Gesundheits-,Umwelt- und Sicherheitsstandards.Darüber hinaus soll, gemeinsammit Werkstoffprüfungen, wie z.B.der Prüfung der Auswirkungen vonFarben und Waschmitteln auf dasVolumen der Gummiwerkstoffe, dieim Auftrag von KBA von der fogradurchgeführt wurden, die Prozess-stabilität und der sichere Umgangmit der Hybridtechnologie erreichtwerden.Künftig soll der Anwender erken-nen können, welche Produkte dieerforderlichen Kriterien für dieHybridtechnologie erfüllen. Auchsoll hiermit verhindert werden,dass Produkte zum Einsatz kom-men, die schädliche Nebenwir-kungen auf Mensch und/oderMaterial haben.
Gesundheitsschutz ist Umweltschutzund umgekehrtNicht nur Behörden, auch immermehr Kunden erwarten heute voneiner modernen Druckerei aktiveMaßnahmen zum Schutz derUmwelt. Die mit dem Qualitäts-siegel BG-PRÜFZERT „Emissiongeprüft“ ausgezeichneten Druck-maschinen sind ein wesentlicherBaustein. Sie bieten die techni-schen Voraussetzungen hierfür.Der Schlüssel zum Erfolg ist jedochdas verantwortungsvolle Handelndes Anwenders. Es kommt daraufan, dass er entsprechend geschultund ausgebildet ist, um sowohl dieadäquaten technischen als auchchemischen Produktionsmittel aus-zuwählen und diese sachgerechtzu nutzen.Heute werden Maschinen, die dasBG-PRÜFZERT Zeichen „Emissiongeprüft“ erhalten, oft als „Öko-Druckmaschinen“ bezeichnet.Dabei steht „Öko“ einerseits fürÖkologie und andererseits für Öko-nomie. Ökologie, da es dieseMaschinen dem Drucker ermögli-chen, durch Optimieren desDruckprozesses emissionsredu-ziert zu drucken. ÖkonomischeVorteile bestehen darin, dass dieseMaschinen die technischenVoraussetzungen besitzen, diebenötigten Hilfsmaterialien effekti-ver als bisher einzusetzen undsomit die dafür anfallenden Kostendeutlich zu reduzieren. DerDruckprozess kann also mit höhe-rer Rentabilität gestaltet werden.
Außerdem besteht für diese dieUmwelt schonenden Maschinendie Möglichkeit, in einigen LändernEuropas staatliche Investitionsför-derungen zu erhalten.Gesundheits- und Umweltschutz,richtig durchgeführt, reduziert
Kosten und erhöht die Produktivi-tät neben seinem ureigenstenZweck.
Dr.-Ing. Bernhard Küter, Dr. Axel Mayer,BG Druck und Papierverarbeitung
Auf dem 2. Hybridanwenderforum im April 2005 konnte Jürgen Veil, Marketingleiter Bogenoffsetbei KBA, aus den Händen von Albrecht H. Glöckle das BG-PRÜFZERT „Emission geprüft“ entgegen-nehmen.
Schwarz auf weiß: Die 18.000er Generation der KBA Rapida 105 erfüllt die Anforderungen der BGDruck und Papierverarbeitung und erhält das Prüfsiegel „Emission geprüft“.

51Process 3 | 2006
Umweltverträglichkeit | Feuchtmittel
Eine allgemein bekannte Tatsacheist, dass der Offsetdruck im Bezugauf die Farbe-Feuchtmittel-Balancemit UV-Farben merklich sensiblerist als der mit konventionell trock-nenden Druckfarben. Das äußertsich in höheren Makulaturzahlenbeim Einrichten und einem zumTeil äußerst geringen Feuchtungs-spielraum während des Fortdrucks.Dieser geringe Feuchtungsspiel-raum bedingt eine ständige Über-wachung des Druckprozesses unddaraus resultierende Korrektur-maßnahmen von Feucht- und Farb-werkseinstellungen. In sehr vielenFällen führt dies zur Senkung derFortdruckgeschwindigkeit, wassich betriebswirtschaftlich nachtei-lig auswirkt. Die fogra Forschungs-gesellschaft Druck e.V., München,hat deshalb in dem staatlich geför-derten Forschungsvorhaben „Ver-besserung der Farbe-Wasser-Balance im Offsetdruck mit UV-härtenden Druckfarben“ dieseProblematik sowohl für UV- alsauch für Hybriddruckfarben unter-sucht.
Feuchtwerkjustierung mit neuerTestformZum Beginn der Untersuchungenstellte sich die Frage, wie dieStabilität des Feuchtungsprozessesan der Druckmaschine messbar ist.Jedes Druckwerk an der Maschinereagiert anders, da es individuelleingestellt wird. Obwohl dieFeuchtwerke mit dem altbekann-ten Verfahren des Walzenab-druckes von den Druckern an derMaschine sehr sorgfältig justiertwurden, ergaben die Versuchedoch deutliche Unterschiede vonDruckwerk zu Druckwerk. Schnellzeigte sich, dass zuerst ein neues,sensibleres Instrument zur
Kontrolle und Justierung derFeuchtwerkseinstellung benötigtwird. Mit der Entwicklung derfogra-Feuchtungskontroll-Testformkonnte ein solches Instrument zurVerfügung gestellt werden (sieheKasten).Auf dieser Grundlage ließen sich inden Druckversuchen aussagekräfti-ge Tonwertzunahmekurven (d.h.die Tonwertzunahme [%] im Druckgegenüber den Tonwerten [%] imTestform-Datensatz) ermitteln. Ver-glichen wurden dabei eine UV-Farbenserie und zwei Hybrid-farbenserien in ihren jeweiligen
Kombinationen mit einem auf demMarkt verbreiteten alkoholhaltigenFeuchtmittelkonzentrat (IPA-Kon-zentration 10%) und einem alkohol-freien Feuchtmittel (IPA-Konzent-ration 0).
UV-Druck mit IPA-Feuchtmittel isteine „Gratwanderung“Beim Vergleich der Grafiken 1 und2 (Seite 52) werden die Unter-schiede im Tonwertverhalten sehroffensichtlich. Grafik 1 lässt ein-deutig erkennen, warum das Farbe-Feuchtmittel-Gleichgewicht beidieser Kombination aus UV-Druckfarbe und IPA-Feuchtmittelso kritisch ist. Nur bei derDuktorstellung 60 ergibt sich eineTonwertkurve, die die Vorgabendes „bvdm ProzessStandardOffsetdruck“ erfüllt. MinimaleÄnderungen in der Feuchtmittel-führung, wie sie sich bei laufender
Druckmaschine schnell durch dieBildung irgendwelcher Beläge aufden Walzen oder durch Tempera-turunterschiede usw. ergeben kön-nen, führen nahezu unmittelbar zudrastischen Farbwiedergabe-abwei-chungen im Druck. Tatsäch-lichmuss der Drucker hier ständig denProzess im Auge behalten undnachjustieren, um verkaufbareDrucke zu produzieren.Wesentlich unkritischer ist dasVerhalten derselben UV-Farbe miteinem IPA-freien Feuchtmittel(Grafik 2). Hier liegen dieTonwertzunahmekurven bei allenDuktorstellungen im standardna-hen Bereich enger beieinander.(Das verwendete Feuchtmittel derFirma DC DruckChemie, Ammer-buch, hat mittlerweile Produkti-onsreife erlangt.)
Einfluss des Feuchtmittels auf den Druck mit HybridfarbenHybriddruckfarben sind bei voller Maschinenleistung problemlos ohne
Isopropanol (IPA) im Feuchtmittel verdruckbar, weil der Feuchtungsspielraum
bei Weitem nicht so gering ist wie bei UV-Farben. Das bestätigen
Untersuchungen der fogra unter Verwendung eines neuen, IPA-freien
2-Komponenten-Feuchtmittels der Firma DC DruckChemie.
Die fogra-Feuchtungskontroll-Testform
Die Testform enthält sehr empfindlicheMesselemente zur Kontrolle derGleichmäßigkeit der Feuchtung über diegesamte Fläche der Druckform. Mit ihrerHilfe ist es möglich, alle Feuchtwerkegleichmäßig zu justieren und parallel dazuden Zustand der Druckmaschine zu kon-trollieren und zu dokumentieren. Tech-nische Probleme wie geschrumpfteGummiwalzen im Farbwerk, dejustiertePotentiometer in den Druckwerken, defor-mierte oder verschlissene Feuchtwalzen ineinzelnen Druckeinheiten und drucktech-nische Unterschiede zwischen denKombinationen unterschiedlicher Druck-farben und Feuchtmittel können mit dieserTestform schnell und unkompliziert er-kannt werden.Für den Fall, dass das Druckfarbe-Feuchtmittel-Gleichgewicht ermittelt wer-den soll, ist folgendermaßen vorzugehen:Nach dem Einspannen der Druckplatte mitder Testform wird wie üblich angedruckt,bis im Vollton eine Sollfarbdichte (meistens1.4) erreicht ist. Im nächsten Schritt wirddie Duktordrehzahl (und damit die auf dieDruckplatte geschöpfte Feuchtmittel-menge) schrittweise so weit verringert, bis
der Druck zu schmieren beginnt. In der Regelzeigen sich die auf dem Druckbogen erkenn-baren Schmiereffekte nur an einer Seite desDruckbogens. An dieser Seite vergrößert nunder Drucker den Walzenspalt im Feuchtwerk.Danach wird erneut angedruckt und dieDuktordrehzahl wiederum bis zum Schmier-beginn verringert. Sind die Schmiereffektejetzt gleichmäßig über die ganze Breite derDruckform verteilt, so ist die auf dieDruckplatte gelangende Feuchtmittelmengeüberall gleich und das Feuchtwerk somitgleichmäßig justiert. In den nächstenSchritten erhöht der Drucker in definiertenSprüngen die Geschwindigkeit der Feucht-duktorwalzen und zieht mehrere Druck-
bogen, auf denen er anschließend dieTonwertzunahmen misst. Dann vergleichter die Messergebnisse der Druckfarbe-Feuchtmittel-Kombination mit anderenKombinationen. Außerdem ermöglicht dieTestform die Beurteilung von Schablo-niereffekten und weiteren drucktechni-schen Störungen, auf die an dieser Stellenicht eingegangen wird. Erhältlich ist derTestform-Datensatz für Mitglieder wieauch Nichtmitglieder der fogra (www.fogra.org) im Rahmen einer Serviceleis-tung, bestehend aus der praktischenEinweisung in den Testformgebrauch undeiner Grundeinstellung der Druckmaschinedurch fogra-Mitarbeiter vor Ort.
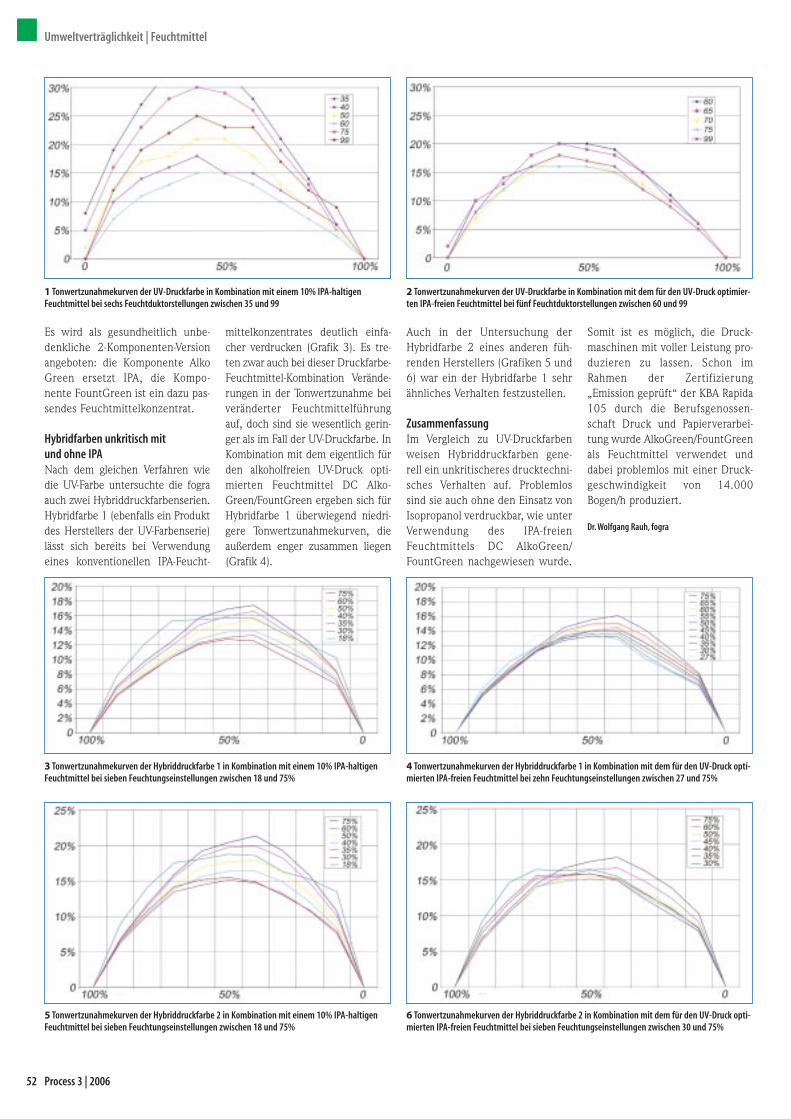
52 Process 3 | 2006
Umweltverträglichkeit | Feuchtmittel
Es wird als gesundheitlich unbe-denkliche 2-Komponenten-Versionangeboten: die Komponente AlkoGreen ersetzt IPA, die Kompo-nente FountGreen ist ein dazu pas-sendes Feuchtmittelkonzentrat.
Hybridfarben unkritisch mit und ohne IPANach dem gleichen Verfahren wiedie UV-Farbe untersuchte die fograauch zwei Hybriddruckfarbenserien.Hybridfarbe 1 (ebenfalls ein Produktdes Herstellers der UV-Farbenserie)lässt sich bereits bei Verwendungeines konventionellen IPA-Feucht-
mittelkonzentrates deutlich einfa-cher verdrucken (Grafik 3). Es tre-ten zwar auch bei dieser Druckfarbe-Feuchtmittel-Kombination Verände-rungen in der Tonwertzunahme beiveränderter Feuchtmittelführungauf, doch sind sie wesentlich gerin-ger als im Fall der UV-Druckfarbe. InKombination mit dem eigentlich fürden alkoholfreien UV-Druck opti-mierten Feuchtmittel DC Alko-Green/FountGreen ergeben sich fürHybridfarbe 1 überwiegend niedri-gere Tonwertzunahmekurven, dieaußerdem enger zusammen liegen(Grafik 4).
Auch in der Untersuchung derHybridfarbe 2 eines anderen füh-renden Herstellers (Grafiken 5 und6) war ein der Hybridfarbe 1 sehrähnliches Verhalten festzustellen.
ZusammenfassungIm Vergleich zu UV-Druckfarbenweisen Hybriddruckfarben gene-rell ein unkritischeres drucktechni-sches Verhalten auf. Problemlossind sie auch ohne den Einsatz vonIsopropanol verdruckbar, wie unterVerwendung des IPA-freienFeuchtmittels DC AlkoGreen/FountGreen nachgewiesen wurde.
Somit ist es möglich, die Druck-maschinen mit voller Leistung pro-duzieren zu lassen. Schon imRahmen der Zertifizierung„Emission geprüft“ der KBA Rapida105 durch die Berufsgenossen-schaft Druck und Papierverarbei-tung wurde AlkoGreen/FountGreenals Feuchtmittel verwendet unddabei problemlos mit einer Druck-geschwindigkeit von 14.000Bogen/h produziert.
Dr. Wolfgang Rauh, fogra
1 Tonwertzunahmekurven der UV-Druckfarbe in Kombination mit einem 10% IPA-haltigenFeuchtmittel bei sechs Feuchtduktorstellungen zwischen 35 und 99
2 Tonwertzunahmekurven der UV-Druckfarbe in Kombination mit dem für den UV-Druck optimier-ten IPA-freien Feuchtmittel bei fünf Feuchtduktorstellungen zwischen 60 und 99
5 Tonwertzunahmekurven der Hybriddruckfarbe 2 in Kombination mit einem 10% IPA-haltigenFeuchtmittel bei sieben Feuchtungseinstellungen zwischen 18 und 75%
6 Tonwertzunahmekurven der Hybriddruckfarbe 2 in Kombination mit dem für den UV-Druck opti-mierten IPA-freien Feuchtmittel bei sieben Feuchtungseinstellungen zwischen 30 und 75%
3 Tonwertzunahmekurven der Hybriddruckfarbe 1 in Kombination mit einem 10% IPA-haltigenFeuchtmittel bei sieben Feuchtungseinstellungen zwischen 18 und 75%
4 Tonwertzunahmekurven der Hybriddruckfarbe 1 in Kombination mit dem für den UV-Druck opti-mierten IPA-freien Feuchtmittel bei zehn Feuchtungseinstellungen zwischen 27 und 75%

Handling | Vorteile und Praxistipps
Betriebsartwechsel: schnell undbequemDie Hybridmaschinen von KBA ver-fügen über viele durchdachteFeatures, die ein leichtes, schnel-les und sicheres Arbeiten beimEinrichten, bei der Reinigung undbeim Betriebsartwechsel ermögli-chen – immer unter der schonmehrfach genannten Voraus-setzung, dass von KBA empfohleneund akkreditierte Betriebs- undHilfsmittel verwendet werden. Eingrundlegender Vorteil ist und bleibt,dass der Drucker beim Wechsel zwi-schen den Betriebsarten „hybrid“und „konventionell“ keinen Aus-tausch von Drucktüchern undWalzen vornehmen muss.Die Hybrid-Betriebsart ist gekenn-zeichnet durch den Einsatz vonHybriddruckfarben (mit oder ohnematte Öldrucklack-Spotlackierungim letzten Druckwerk) plus UV-Glanzlack zur Endlackierung imLackturm. In der konventionellenBetriebsart werden Standard-druckfarben plus Dispersionslack,der auch Effektpigmente enthaltenkann, verdruckt. Entsprechend derBetriebsart können die benötigtenZwischen- und Endtrocknermodulezu- bzw. abgeschaltet und beiBedarf mit wenigen Handgriffenergänzt, bzw. auf eine anderePosition gesteckt werden (sieheBeitrag „Hocheffiziente und inno-vative Trockner“). Ein standardmä-ßig installiertes Lackversorgungs-system mit zwei getrenntenLackkreisläufen und zeitvariabeleinstellbaren Waschprogrammen –das Lackwaschwasser wird eben-falls in zwei getrennten Tanks auf-gefangen – erleichtert den Wechselerheblich. Beispielsweise dauertdie Umstellung von UV- aufDispersionslack und umgekehrtmit dem LithoCoat-System von
Harris & Bruno nur siebenMinuten, der Wechsel zwischenzwei Dispersionslacken benötigtnur zwei Minuten.Tipp: Pflegen Sie die Gummiwalzenregelmäßig, um deren Lebensdauerzu erhöhen. Entfernen Sie Farb-rückstände und Kalkbeläge.Gelegentlich tut den Walzen eineTiefenreinigung gut. Bei jederdenkbaren Betriebsart unterliegendie Gummiwalzen Quellung undSchrumpf – auch bei den von KBAempfohlenen Hybriddruckfarbenund Hybridwaschmitteln, wenn-gleich innerhalb der Grenzwerte(siehe Beitrag „fogra prüft Hybrid-druckfarben“). Trotzdem kann – jenach ausgewählten Farben undWaschmitteln und je nach derHäufigkeit des Betriebsartwechsels– der Mischbetrieb aus konventio-neller und Hybridproduktion einehöhere Belastung für die Walzen alsnur bei der konventionellen Be-triebsart darstellen.
Flexibilität:clever nutzenUnter den weltweit rund 250Rapida-Anwendern, die mit einerhybridfähigen Maschinenkonfigura-tion produzieren, liegt der Anteil derim Hybridverfahren gedrucktenAufträge zwischen 30 und 70 %. Derschnelle Betriebsartwechsel ist alsoein wichtiger Aspekt bei derOptimierung der Rüstzeiten in einerflexiblen Druckproduktion. Ausbetriebswirtschaftlichen Gründenempfiehlt es sich dennoch, soweitterminlich möglich, bei derProduktionsplanung Aufträge glei-cher Betriebsart zu bündeln, umnicht ständig wechseln zu müssen.Tipp: Denken Sie einmal darübernach, ob bei Ihrem Auftragsspek-trum die Einführung einer geteiltenWoche mit festen „Hybridtagen“
und „Normaltagen“ sinnvollerscheint. Kunden, die sich durchihre rechtzeitige Datenanlieferungdanach richten, tragen zur Kosten-einsparung bei und könnten alsAnreiz durch einen günstigerenPreis davon profitieren.
Druckkennlinien:nahezu identisch in beidenBetriebsartenAuf eine Druckerei, die mit derInstallation einer Hybridmaschine indie UV-Technologie einsteigt, kom-men bezüglich der Anpassung der
Tonwertübertragung keine neuenAnforderungen zu. Bei einer reinenUV-Maschine, die mit UV-Farbenunter Verwendung von resistentenEPDM-Drucktüchern und -Walzen-beschichtungen druckt, wäre einekomplette Neubestimmung derDruckkennlinien sowie derKorrekturwerte für die Tonwert-zuwachs-Kompensation in derDruckvorstufe notwendig.
53Process 3 | 2006
Anspruchsvoll, aber schnell beherrschbarDie Hybridveredelung findet weltweit immer mehr Anhänger. Für manche Anwender ist sie wegen ihrer Unkompliziertheit
der Einstieg in die schwerer beherrschbare UV-Technologie. Für andere spielt eine entscheidende Rolle, dass edle und ein-
drucksvolle Effekte mit relativ geringem Aufwand in exzellenter Qualität realisierbar werden. Und viele hat der relativ pro-
blemlose Wechsel zwischen zwei Betriebsarten überzeugt, wodurch sie auf einer einzigen Maschine wirtschaftlich zwi-
schen normalen und hoch veredelten Jobs „pendeln“ können. Möglichkeiten, Vorteile, aber auch Grenzen des
Hybridverfahrens wurden auf dem 2. KBA-Hybridanwenderforum im April 2005 ausführlich diskutiert, wobei zahlreiche
Hybridanwender und KBA-Partner ihre wertvollen Praxiserfahrungen und -tipps weitergaben.
Ein Touchscreen darf selbstverständlich aucham Leitstand einer Hybrid-Rapida nicht fehlenFoto: Kleeberg
Im Radebeuler KBA-Kundenzentrum werden im Hybriddruck Excel-Druckplatten von KodakPolychrome Graphics verwendet.
Eine ebenso flache Tonwertzwachskurve wie im Druck mit konventionellen Farben erleichtert dieEinführung des Hybridverfahrens im Druckbetrieb und den häufigen Betriebsartwechsel. Ermitteltwurde die abgebildete Kurvenschar unter Anwendung der neuen Thermodruckplatte KPG SwordUltra, die für den Einsatz mit UV- und Hybridfarben nicht eingebrannt werden muss.

Handling | Vorteile und Praxistipps
54 Process 3 | 2006
Im Gegensatz dazu können beimEinsatz von Hybridfarben diegewohnt niedrigen Tonwertzu-wächse aus der konventionellenProduktion weiter angewandt wer-den. Selbstverständlich müssenwie bei jeder neuen Maschine dieDruckkennlinie sowie für das Farb-management ein ICC-Druck-maschinenprofil erstellt bzw. modi-fiziert werden. Wie bei jedemWechsel der Druckfarbenserie, desBedruckstoffes und des Gummi-tuches ist auch beim Übergang vonkonventionell zu hybrid eineKennlinienüberprüfung angeraten,vor allem wenn Motive zumDruckalltag gehören, die für Farb-tonschwankungen anfällig sind.Wenn unter den von KBA empfoh-lenen Bedingungen mit akkredi-tierten Betriebsmitteln gearbeitetwird, sollte der Aufwand für dieAnpassung der Kennlinien undTonwertzuwächse aber gering sein.Dieser Vorteil erleichtert in hohemMaße nicht nur den Einstieg in dieneue Technologie, sondern auchden Mischbetrieb hybrid–konven-tionell. Das einzige Neue für dieVorstufe sind die Druckplatten, die– mit oder ohne Einbrennen – UV-resistent sein müssen (Übersichtim Beitrag „Resistenzanforderun-gen bei der Hybridveredelung“).Tipp: Verwenden Sie für beideBetriebsarten dasselbe Plattenfabri-kat, um so wenige Parameterände-rungen wie möglich berücksichtigenzu müssen.
Farbe-Feuchtmittel-Balance: stabilerals im UV-Druck, IPA-frei problemlosDie Teilnehmer des KBA-Hybrid-anwenderforums bestätigten mitihren Erfahrungen einmal mehr,dass die Farbe-Feuchtmittel-Balanceim Hybridverfahren deutlich stabilerals im reinen UV-Druck ist, aberdoch etwas mehr Aufmerksamkeitals im konventionellen Bogenoffseterfordert. An die Qualifikation des Druckerswerden also keine kaum lösbarenAnforderungen gestellt. Wie derBeitrag „Einfluss des Feuchtmittelsauf den Druck mit Hybridfarben“zeigt, lässt sich das Gleichgewichtvon Feuchtung und Einfärbung sogarnoch weiter stabilisieren, indem eingeeignetes, IPA-freies Feuchtmittelverwendet wird. Hybridfarben sindunter diesen Voraussetzungen also
problemlos verdruckbar. Darüberhinaus zeichnen sich Hybridfarbendadurch aus, dass sie nicht imGeringsten nebeln und damit – imGegensatz zu UV-Farben – dieMaschine nicht verschmutzen.Tipp: Reduzieren Sie an IhrerHybridmaschine die VOC-Emissiondurch ein IPA-freies Feuchtmittelnoch weiter. Obwohl alle Hybrid-Rapidas bereits das Siegel „Emis-sion geprüft“ tragen, leisten Sieeinen zusätzlichen Beitrag zumUmweltschutz und für ein gesun-des Klima im Drucksaal.
Rasterwalze: pflegeleichtÜber die heute selbstverständlichenAutomatisierungsbausteine hinaus– programmgesteuerter Platten-wechsel, CIP3/4-Anbindung, Wieder-verwendung gespeicherter Maschi-neneinstellungswerte, Gummituch-und Walzenwaschautomatik –haben die Konstrukteure großenWert auf Zeit und Kraft sparendeDetails und Bauweisen gelegt. Soschafft, wer beim Lackwechsel auf„Nummer sicher“ geht, das manuel-le Nachreinigen von Rasterwalzeund Rakelkammer durch guteZugänglichkeit der Teile problemlosin zwei Minuten. In der Regelgenügt aber das automatischeWaschen des Lackierwerkes undder Lackversorgung.
Tipp: Ob die Rasterwalze nachgerei-nigt werden muss, erkennen Sie beieinem Schnelltest. Lack mitLebensmittelfarbe einfärben und diehomogene Qualität der Vollflächenla-ckierung visuell oder mit demDensitometer beurteilen.Normalerweise muss die Raster-walze im Lackturm nur bei Ver-schleiß ausgetauscht werden, wasbei den heute eingesetztenMaterialien und Gravuren erstsehr spät nötig ist. Aber auch ausGründen eines anderen Schöpf-volumens oder einer Dispersions-lackart mit großen Effektpigment-partikeln kann ausnahmsweise einWalzenwechsel nötig sein. Der istin Minutenschnelle manuell, d.h.ohne Kran möglich, weil KBA vor-zugsweise Rasterwalzen inAluminium-Leichtbauweise ein-setzt. Zum Wechseln löst derDrucker einfach nur die Schraube
der Rakelkammer, klappt dieseweg, öffnet die Lagerschalen, hebtper Hand die Walze heraus undsetzt die andere Walze auf gleicheWeise ein.Tipp: Auch wenn die Rasterwalzeso leicht ist, dass Sie sie alleinheben könnten, heben und tragenSie die Walze immer zu zweit.Durch das Maschinenformat kanndie Walze so breit sein, dass Sieallein nicht beide Walzenspindelnfassen können. Das Anfassen miteiner Hand in der Mitte kann zuBeschädigungen führen, weil Sieschneller als gedacht irgendwoanstoßen könnten.Die leichten Walzen stehen in ihrerStandfestigkeit den konventionel-len, schweren Walzen nicht nachund tragen außerdem zur Energie-einsparung bei maximaler Produk-tionsgeschwindigkeit der neuen18.000er Rapida-Generation bei.
Hybridfarben sind auch in Farbkartuschen verfügbar, wie sie z.B. Industriedruck Dresden an derHybrid-Rapida 105 einsetzt.
Das Verschlammen der Rakelkästen von auto-matischen Waschanlagen (oben) muss nichtsein, wenn ein stabil emulgierendesHybridwaschmittel eingesetzt wird (unten).Fotos: Fuji Hunt DS Druckerei Service Die von KBA entwickelte Aluminium-Rasterwalze im Lackierturm ist so leicht, dass sie ohne Kran
gewechselt werden kann.

Handling | Vorteile und Praxistipps
Waschmittel: gute Reinigungs-wirkung bei geringem VerbrauchHybridwaschmittel sind gleicher-maßen zum Abwaschen von Hybrid-und konventionellen Farben aufWalzen, Drucktüchern und Druck-zylindern geeignet. Für dieChemiker besteht die Herausfor-derung im Überwinden gegensätz-licher Polaritäten: konventionelleFarben und der entsprechendeAnteil in Hybridfarben sind unpo-lar, der UV-Anteil ist dagegen polar.Die meisten Hybridprodukte spie-geln den neuesten Stand derWaschmittelchemie wider: Sounterstützen sie die Abspülbarkeitdes Gummis durch spontanesEmulgieren mit Wasser, wobei dieStabilität der Waschmittel-in-Wasser-Emulsion nicht nur für einegute Reinigungswirkung bei gerin-gem Verbrauch sorgt, sondernauch die Waschsysteme nicht ver-schmutzt. Farbpartikel und Papier-staub bleiben in der Emulsion undwerden mit ihr abgeführt, so dassdie Leitungen, Rakelkästen undAuffangbehälter kaum verschlam-men können. Generell zeichnensich gute Waschmittel auchdadurch aus, dass die Drucktuch-und Walzenoberflächen nach demReinigen schnellstens wiedertrocknen und sofort zur optimalenFarbannahme bzw. -spaltung bereitsind, was zu einer geringerenMakulaturrate beiträgt.Wichtig ist die Eignung des Wasch-mittels für automatische Waschan-lagen, die KBA in der Standardkon-figuration der Hybridmaschinen
vorsieht. Die Verträglichkeit derWaschmittel mit Gummi (keinQuellen/Schrumpfen) ist Gegen-stand von Freigabeprüfungen, dasKorrosionsrisiko allerdings nicht – essollte bei modernen Waschmittelnjedoch grundsätzlich gering sein.Tipp: Was für die Hybriddruck-farben gilt, trifft genauso auf dieHybridwaschmittel zu: VerwendenSie nur Produkte, die auf Grundvon fogra-Tests freigegeben sindund von KBA empfohlen werden.Achten Sie unter diesen Voraus-setzungen außerdem auf Empfeh-lungen von Druckfarbenherstellernbezüglich der Abwaschbarkeit ihrerProdukte mit bestimmten Hybrid-waschmitteln.
Auslage: geringstmögliches Ver-schmutzenZur Unterbringung bzw. beliebigenKonfigurierung aller Endtrockner-module für verschiedene Betriebs-arten (VariDry-Konzept) wurde diedoppelte Auslageverlängerung beider neuen Rapida 105 nach obenverlegt. Dies bringt einige ergono-mische Vorteile bei der Platzierungder Trocknermodule. Darüberhinaus konnte auf Grund derneuen Bogenführung die Distanzder Puderstange zum UV-Endtrockner vergrößert werden,wodurch die Gefahr des Ver-schmutzens der UV-Strahler-Reflektoren verringert wurde. Sokann auch an Maschinen mit beid-seitiger Lackiermöglichkeit ggf.etwas mehr Puder eingesetzt wer-den, um den „Glasplatteneffekt“
zu vermeiden. Normalerweisemuss im reinen Hybrid-Schön-druck nicht oder nur ganz wenig –etwa bei Spot-Glanzkontrasteffek-ten mit Öldrucklack und UV-Lack –gepudert werden.Tipp: Fassen Sie bei der gelegentli-chen Reinigung der Reflektoren dieSpiegelflächen nicht an, weil sichan den Fingerspuren schneller unddauerhaft Staub und Puder abset-zen können.In diesem Zusammenhang emp-fiehlt sich die optionale Ergänzungder Auslage mit dem Air CleanSystem (ACS). Dieses zusätzlicheAbsaugsystem, direkt über demAuslagestapel, verhindert das Vor-dringen von Puder- und Papierpar-tikeln in den Trocknerbereich, hältdie Greiferketten und Geradstoßersauber und führt restliche Aus-dünstungen ab, die nach derOzonaubsaugung über dem UV-Endtrockner entstehen können. Sosind an einer Auslage mit ACSweder der Ammoniakgeruch des
Dispersionslackes noch der typi-sche Ozongeruch der UV-Strahlen-härtung für den Drucker wahr-nehmbar.
IR-Trocknerenergie: Weniger ist mehr!Jeder Drucker weiß: Papier ist einäußerst empfindlicher Werkstoff.Es wellt sich vom Rand her, wennes unkontrolliert Feuchtigkeit ausder Umgebungsluft aufnimmt, undes schrumpft und versprödet,wenn ihm Feuchtigkeit entzogenwird. Die Klimaunterschiede inden Drucksälen der Welt sind sehrgroß, so dass die Ausgangsbe-dingungen für die Akklimati-sierung des Papiers oder Kartonsentsprechend unterschiedlich sind.Tipp: Vereinbaren Sie generell mitIhrem Papierlieferanten, dass Siekeine eingeschweißte Bogenwareakzeptieren. Folie kann die Bildungvon Kondenswasser verursachen, daszum Wellen führt, was auch durcheine lange Akklimatisierung nichtmehr kompensiert werden kann.
55Process 3 | 2006
Wege der Saugluft im Air Clean System
Leicht zugänglich und bei Bedarf in Minutenschnelle an andere Positionen umgesteckt sind die UV-Trockner an den KBA Rapida-Hybridmaschinen

Handling | Vorteile und Praxistipps
56 Process 3 | 2006
Schrumpfung und Versprödungdurch IR- und durch UV-Strahlungwar ein heißer Diskussionsgegen-stand beim KBA-Hybridanwender-forum. Denn in der Hybridpraxiswird nicht nur der UV-Endtrockneraktiviert, sondern hin und wiederauch der IR-Endtrockner, der ja aneiner Hybridmaschine vorhandenist, aber in erster Linie der Disper-sionslacktrocknung in der konven-tionellen Betriebsart dient. Gewissfördert die aus den Infrarot-Strahlern absorbierte Wärme dieoxidative Trocknung der Hybrid-farben, doch reicht zur Oxidationim Auslagestapel, selbst bei einerhohen Farbbelegung, oftmals dieIR-Strahlung aus, die nebenbei vonUV-Strahlern abgegeben wird.Solange nicht wärmeempfindlichePlastikfolie bedruckt wird, ist diesein durchaus gewollter Neben-effekt, da er außerdem die UV-Härtungsreaktion der Hybridfarbenund des UV-Lackes begünstigt.Besonders, wenn viele dunkleSujetpartien vorhanden sind, istdie absorbierte Wärmemenge hochgenug für die Oxidation. Hierwürde ein gezielter IR-Strahlungs-eintrag vor dem UV-Endtrocknerbereits angetrocknete Hybrid-farben wieder anlösen, die danndie UV-Lackschicht von unten, alsovon ihrer noch nicht gehärtetenSeite her angreifen. Resultat kanndas Verblocken des Stapels sein.Bei hellen Sujets oder bei geringerFarbbelegung bzw. viel unbedrucktbleibender Fläche kann das Zu-schalten des IR-Trockners jedochtatsächlich hilfreich sein. Wenigerist hierbei allerdings mehr, d.h. derIR-Strahler sollte an der Leistungs-untergrenze betrieben werden.Einige Drucker messen mit demStechhygrometer den verdunste-ten Wasseranteil in der Luft zwi-schen den Bogen des Anlage- unddes Auslagestapels, um aus derFeuchtigkeitsdifferenz die Grenzenfür den IR-Eintrag auszuloten. Dierelative Luftfeuchtigkeit im Aus-lagestapel befindet sich jedoch erstnach längerer Zeit im Gleich-gewicht mit der Restfeuchtigkeitdes Papiers oder Kartons. Lediglichein sehr erfahrener Drucker kanndaraus brauchbare Rückschlüsseziehen. Verlässlich, aber an derDruckmaschine nicht realisierbarwäre einzig eine Absolutmessung
des Wassergehalts im Bedruckstoff,der mindestens 5 % betragen soll-te. KBA empfiehlt den Einsatz derCarbon-Twin-IR-Strahler, die denhöchsten Wirkungsgrad im Bezugzum Energieeintrag erzielen.Tipp: Allemal sinnvoller als dieFeuchtigkeitsmessung ist die Mes-sung der Stapeltemperatur.
UV-Strahler: Nicht mehr Energie alsnötig!Ebenso wie zu viel IR-Strahlungdem Bedruckstoff, schadet ein über-mäßiger Eintrag an UV-Strahlungdem Lackfilm. Beim späteren Falzenoder Falten kann das Versprödendes Lackfilmes zum Brechen desLackfilmes und des darunter liegen-den Papierstrichs führen. Deswegensollte auch der UV-Endtrockner nurso stark eingestellt werden, wie esnotwendig ist. Im Beitrag „WelcheTestmethode ist die richtige?“konnten Sie bereits lesen, wie sichmehr oder weniger zuverlässig dieausreichende Härtung des UV-Lacks feststellen lässt. Nichterwähnt, weil ungeeignet, wurdenUV-Intensitätsmessungen mit spe-ziellen Messstreifen, die nicht nurauf UV-, sondern laut Aussage derTrocknerhersteller auch auf IR-Strahlung reagieren.Tipp: Für den Energieeintrag beider IR- und UV-Trocknung gilt:Nicht mehr als nötig! Auch zu alteUV-Strahler können die Ursachefür mangelnde Trocknung sein.Denn UV-Lacke und Hybridfarbensind nicht auf bestimmte Wellen-längen abgestimmt, weshalb nichtzwangsläufig der höchste Peak im
Spektrum des UV-Strahlers maß-geblich für den Wirkungsgrad seinmuss. Sorgen Sie an Ihrem UV-Endtrockner immer für „frische“UV-C-Strahlung, weil sich mit derAlterung des Strahlers dessen UV-Anteile verschieben. Erneuern Sieimmer zuerst den ersten der dreiStrahler, den Sie bei den nächstenbeiden Erneuerungsaktionen je-weils eine Position weiter nach hin-ten stecken. Die meisten UV-C-Strahlungsanteile werden im erstenStrahler benötigt, weil dort dieHärtung des UV-Lackes gestartetwird, während die nachfolgendenbeiden Strahler die Härtungsreakti-on aufrecht erhalten bzw. in dieTiefe führen.Auch der Papierstrich selbst kannim Einzelfall bei einer UV-untaugli-chen Rezeptierung durch unge-wollte Härtungsreaktionen ver-spröden und im Falz brechen. Diemeisten Papierhersteller kennendas Problem und geben Auskunftüber die UV-Tauglichkeit des ausge-wählten Papieres oder Kartons.Durch weniger oder flexiblereBinder würde sich die Bedruck-barkeit verschlechtern, weswegendieses Problem nicht ohne weite-res aus der Welt zu schaffen ist.Tipp: Um das Strichbrechen zu ver-meiden, sollten Sie generell Papiereab 150 g/m2 vor dem Falzen rillen.Vermeiden Sie außerdem Fehlein-stellungen in der Weiterverarbei-tung. Bei problematischem Materialraten einige Anwender zumBesprühen der Rillstellen mit einerWasser-Alkohol-Mischung.
Geruchsentwicklung: rechtzeitiginformieren oder testenDie Binder sind es auch, die füreine eventuelle Geruchsent-wicklung des Papierstrichs unterUV-Einwirkung verantwortlichsind. Die Geruchsentfaltung vonHybridfarben ist in den letztenJahren erheblich verringert wor-den, und UV-Lacke sind schonlange als geruchlos für Lebens-mittelverpackungen qualifiziert.Jeweils für sich allein betrachtet,können der Bedruckstoff, dieHybridfarbe und der UV-Lack inder gewünschten Weise auf die UV-Strahlung ohne bzw. mit tolerier-barer Geruchsentwicklung reagie-ren. Die Überraschung ist dannumso größer, wenn dennochGeruchsprobleme auftreten.Tipp: Gern sind viele Papierherstel-ler bereit, bestimmte Bedruckstoff-Farbe-Lack-Kombinationen zu tes-ten, um im Interesse des Anwen-ders unliebsame Überraschungenauszuschließen. Denn die Geruchs-probleme können sich erst ausReaktionen innerhalb der konkretenMaterialkombination ergeben.
Fazit: Hybrid stellt keine allzu großeHerausforderung darWie schon auf dem ersten KBA-Hybridanwenderforum 2003 be-kannten sich auch dem zweitenForum 2005 die Anwender eindeu-tig zur Richtigkeit ihrer Entschei-dung, in dieses Verfahren inves-tiert zu haben. Die Experimentier-freude, mit der die Druckereienimmer wieder nach neuen Anwen-dungsmöglichkeiten für die Hybrid-veredelung suchen, beweist, dassdas Verfahren beherrscht wird undzu kreativen Gestaltungsideeninspiriert. Der Einstieg in dasHybridverfahren stellt keine allzugroße Herausforderung dar, weilim Wesentlichen die gewohnteProduktion fortgesetzt werdenkann und „nur“ die Möglichkeitender Inline-Veredelung gewachsensind. Eine eventuelle Geruchsent-wicklung des Papierstriches ist aufdasselbe Phänomen wie im reinenUV-Druck zurückzuführen, insge-samt aber wird der Drucker mitweitaus weniger Problemen als bei„UV total” konfrontiert.
Dieter KleebergGenauso wie UV-Drucke lassen sich die im Hybridverfahren bedruckten und veredelten Bogensofort weiterverarbeiten, z.B. an einer Flachstanze wie hier an einer Bobst SP 142-CER II beiLeopold Verpackungen in Ludwigsburg

Handling | Vorteile und Praxistipps
57Process 3 | 2006
Impressionen vom 2. Hybrid-Anwendertref-fen im April 2005 in Dresden und Radebeul
Jürgen Veil, KBA-Marketingleiter Bogenoffset, ist zusammen mit seinem Team maßgeblich amheute erreichten Stand der Hybridtechnologie beteiligt. Souverän, humorvoll und mit vielDetailwissen, auch in allen verwandten Themen, moderierte er das Forum.
Die mehr als 280 Teilnehmer waren sich einig, dass die Hybridtechnologie inzwischen zu einer ech-ten und gut beherrschbaren Alternative zu Doppellack und UV total mit Alleinstellungsmerkmalengereift ist.
Die Podiumsdiskussionen – hier mit den Trocknerexperten der Strahlerhersteller und von KBA –trugen zum intensiven Informations- und Erfahrungsaustausch bei.
Die vielen authentischen Druckjobs mit verschiedenen spektakulären Hybridveredelungseffektenfanden großes Interesse bei den Teilnehmern des Forums.Foto: Kleeberg
An der Sechsfarben-Rapida 105 mit Lackturm und doppelter Auslageverlängerung im KBA-Kunden-zentrum in Radebeul wurde der problemlose Druck mit Hybridfarben, mattem Öldrucklack undhoch glänzendem UV-Lack demonstriert.
Beeindruckend war die Druckdemonstration mit Wasserlos-Hybridfarben auf einer KBA Rapida 74.

Anwendungen | Beispiele
58 Process 3 | 2006
Hybridveredelung als ChancebegreifenDer Hybridfarbendruck mit Inline-UV-Glanzlackierung ist mehr alsein leichter Einstieg in die UV-Technologie. Denn er bietet gegen-über anderen Verfahren einigeAlleinstellungsmerkmale, die esrechtfertigen, sich ganz bewusstfür die Philosophie Hybrid zu ent-scheiden.Hochglanz: Deutlich kostengüns-tiger als im Doppellackverfahrenund zu nahezu identischen Kostenim Vergleich zu einer UV-Maschinekann der Hybriddrucker mindes-tens ebenso hohe Glanzergebnisseerzielen.Glanzkontraste: Weniger auf-wändig als an Doppellackmaschi-nen und außerdem in optimalemOffsetpasser lassen sich im Hybrid-verfahren Kontraste zwischen zweiLackarten erzielen, vor allemGlanzkontraste zwischen mattemoder strukturiertem Öldrucklack
(als Spotlack) und UV-Glanzlack (alsvollflächige Überlackierung mitAbstoßung in den partiell lackiertenPartien). Diese Resultate stellen ver-meintliche Alternativen wie dieDrip-off- und Twin-Effect-Lackie-rung auf konventionellen Maschi-nen mit Dispersionslackierwerk inden Schatten. Mit diesem Featurekann sich der Hybriddrucker vonMitbewerbern in einzigartigerWeise abheben. Viele Werbeagen-turen kennen dieses vielfältige,exklusive Gestaltungsmittel, findenaber nur schwer eine geeigneteDruckerei. Hybrid bietet also vorallem hierdurch die Chance, neueKunden zu gewinnen.Fälschungssicherheit: Mit dengenannten Vorzügen der Glanz-kontrastveredelung erschließt KBAfür seine Hybridkunden neueNischen, indem Spezialisten imKBA-Werk Radebeul ein Verfahrenfür verborgene Bilder im Lack ent-wickelten.
Vielfalt: Die Hybridveredelung istfür nahezu alle Marktsegmente desBogenoffsetdruckes einsetzbar.Sogar einige Kunststoffe, metallisier-te Papiere und auch das problemati-sche Transparentpapier erweisensich als hybridgeeignet. Ausnahmeist der Lebensmittel-Faltschachtel-druck. Zwar hat die Druckfarbenin-dustrie bereits geruchsarme Hyb-ridfarben entwickelt, doch ist dieabsolute Geruchlosigkeit der Hyb-ridfarben bzw. der Kombination ausFarbe, Lack und Bedruckstoff der-zeit nicht zu erwarten, so dass die-ses Marktsegment eine UV-Domänebleiben wird. Im Übrigen kann auchdort durch ungenügende Acrylat-härtung an UV-Lacken Geruch frei-gesetzt werden. Auch im Plastik-druck wird der reine UV-Druckseine Position behaupten können,weil Hybridfarben nur auf bestimm-ten Kunststoffen haften.Flexibilität dank Wechsel-betrieb: Wenn die Auslastung
allein mit edlen Hybridaufträgennicht realistisch ist, kann derHybriddrucker auf derselbenMaschine, ohne speziellen Rüst-aufwand, alltägliche Jobs mit kon-ventionellen Farben und Dispersi-onslack erledigen, ohne spezielleTonwertzuwächse berücksichtigenzu müssen. Die Weiterverwendungder gewohnten Kennlinien erleich-tert außerdem die Einführung derHybridtechnologie im Unterneh-men. In den USA werden oftabweichende Hybridfarbenformu-lierungen eingesetzt, weshalb indiesen Fällen die Hybridmaschinenmit Mischwalzen und entspre-chenden Drucktüchern ausgestat-tet sein müssen. Dies steht aller-dings nicht im Einklang mit derHybridphilosophie, die KBA ver-tritt. Ungeachtet dessen begleitetKBA die betreffenden Druckereienwie alle anderen Kunden bei dererfolgreichen Einführung desHybridverfahrens im Betrieb.
Nahezu unbegrenzte MöglichkeitenDie Hybridveredelung hat sich vor allem dank der Kreativität der vielen Rapida-Drucker und ihrer Agenturpartner zu einer echten Alternative mit beeindruckenden
Alleinstellungsmerkmalen entwickelt. Anfänglich fand die Hybridtechnologie vor allem bei Verpackungsdruckern Interesse, die das Verfahren für den Faltschachtel-,
Display- und Wellpappendirektdruck entdeckten. Die außergewöhnlichen Glanzkontrasteffekte regten aber bald auch die Kreativität der Grafikdesigner für hoch
veredelte Akzidenzaufträge an, die seitdem vor allem bei der auffälligen Gestaltung von Werbedrucksachen in neue Dimensionen vordringen. Inzwischen gibt es
auch im Foliendruck erste Hybridanwendungen. Ein weiteres Anwendungsgebiet ist der Druck von fälschungssicheren Merkmalen auf Verpackungen und Etiketten.
Interessant sind auch die Beispiele, in denen die Hybridtechnologie auf Doppellack- und UV-taugliche Maschinen ausgeweitet wurde.
Wie entsteht eine Spotlackierformim Offsetpasser?
Egal, ob die betreffenden Seitenelementeals Bilddatei, Grafikdatei oder Layoutdateivorliegen – das Spotlack-Sujet wird ganzeinfach aus den Dateien des jeweiligenPublishing-Programms generiert. Dieskönnen einzelne Ebenen aus einerPhotoshop- oder Illustrator-Datei sein oderverschiedene Elemente aus einer ganzen
Seite, wie hier am Beispiel eines KBA-Kalenderblattes gezeigt werden soll.Gemäldereproduktion und Beschriftung/Kalendarium liegen als QuarkXPress-Dokument vor und werden in eine EPS-Dateigedruckt (Abb.1). In dieser Form lässt sich dasKalenderblatt wie jede andere Bilddatei inAdobe Photoshop öffnen und bearbeiten.Zunächst wird es in ein Graustufenbild umge-wandelt, damit alle relevanten Tonwerte inder gewünschten Weise gespreizt werden
können. Hierzu zeigt Abbildung 2, wie derReproduktioner Lichter, Mitteltöne und Tiefenim Dreivierteltonbereich eng zusammenschiebt (rote Markierung). Unter Anwendungdes Zauberstab-Werkzeuges (roter Pfeil inAbb. 3) werden die schwarz erscheinendenBildpartien maskiert, kopiert und als Ebene ineine neue Datei eingefügt (Abb. 4). Das sinddie Spotlackelemente, mit denen bei derHybridveredelung der Öldrucklack aufge-bracht werden soll. Nur in den hier rot darge-
stellten Partien bleibt der UV-Glanzlack beider vollflächigen Überlackierung haften. Jenachdem, ob das Spotlack-Sujet nochechte Graustufen enthält oder nicht, ist dieSicherung in Photoshop als rasterfähigesGraustufenbild oder als Linework-Bitmapmöglich. Diese Datei wird abschließend imLayout-Programm platziert und somitpassgenau in den Ausgabe-Workflowüberführt.

Anwendungen | Beispiele
Faltschachtel- und Displaydruck:Chromoduplexkarton dominiertVon Anfang an wird die Hybrid-technologie in Verbindung mit ein-seitig gestrichenen Kartonsortenerfolgreich eingesetzt. Das belieb-teste Faltschachtelmaterial über-haupt, der mittelvolumige Chro-moduplexkarton (GD2), empfiehltsich auch für den Einsatz mitHybridfarben, denn er liefert aus-
gezeichnete Glanzergebnisse inder Hybridveredelung. Er istschwerer als der hochvolumigeChromoduplexkarton (GD1), derwiederum nicht so fest satinierteLagen aufweist und deshalb etwasbesser für das Rillen geeignet ist,das einem eventuellen Brechen deslackierten Papierstriches beimFalzen vorbeugt.
Exklusive Produkte rechtfertigenden Einsatz von gussgestrichenemKarton (GG). Seine hochglänzendeOberfläche garantiert maximalenLackglanz. Nicht selten werden dieFaltschachtel- und Displaybogenmit Prägeeffekten veredelt, waseinen besonders flexiblen und ggf.Prägefolien-kompatiblen UV-Lackvoraussetzt.Etwa ein Viertel der rund 250 KBA-Hybridanwender produziert imGroßformat. Diesen Bereichbeherrschen zu gleichen Teilen dieRapida 142 und 162/162a, wäh-rend die Rapida 130a und der205-er Jumbo in Hybridkonfigura-tion noch die Ausnahme sind. Aberauch sonst weicht die Sieben-
farben-Rapida 130a bei der WallAG in Graz (Österreich) von derRegel ab, denn bei dieser imOktober 2000 installierten Anlagehandelt es sich um eine Doppel-lackmaschine, die zugleich für denEinsatz von Hybridfarben ausge-stattet ist. Dieser Mix erlaubt nochvielfältigere Matt-, Hoch- und Perl-glanz- sowie Metallic-Lackanwen-dungen, wie sie von Kunden ausder Tabak-, Süßwaren- undKosmetikindustrie verlangt wer-den. Eine ähnlich konfigurierteSechsfarben-Doppellack-Rapida 142befindet sich beim weltbekanntenFaltschachtel- und Wellpappen-spezialisten STI in Lauterbach(Deutschland).
59Process 3 | 2006
Ein Querschnitt durch das Hybridproduktespektrum der Faltschachtel- und Displaydruckerei Hager Papprint in Kirkel. Auf einer Sechsfarben-Rapida 105 werden seit Mitte 2005 Voll- und Wellpappe bis700 g/m2 bedruckt und hybridveredelt. Das saarländische Unternehmen veranstaltete wie viele Druckereien anlässlich der Maschineneinweihung ein Open-House, richtete einen Showroom mit typischenHybridprodukten ein und überreichte Broschüren, um die Kunden über die kreativen Möglichkeiten der Hybridtechnologie umfassend zu informieren.
Hybrid-Pilotanwender STI in Lauterbach setzt seine Sechsfarben-Doppellack-Rapida 142 auch inVerbindung mit Hybridfarben ein, z.B. wenn auf folienbeschichteten Faltschachtelkarton gedrucktwird. Rainer Buchholz (STI, rechts) erörtert mit Horst Hörning (KBA) die Anwendungsmöglichkeiten.Foto unten: Die Wall AG in Graz kombiniert auf einer Rapida 130a ebenfalls Doppellack- undHybridtechnologie.
Nach mehreren installierten Rapidas war 2004 die 15.000 Bg./h schnelle Sechsfarben-Rapida 142die erste Hybridmaschine der Ludwigsburger Verpackungsdruckerei Leopold. V.l.n.r.: Marcus Weber(KBA), Jürgen Leopold (Geschäftsführender Gesellschafter, Leopold Verpackungen), Michael Stürmer(KBA) und Hans-Joachim Gonnermann (Abteilungsleiter Druck bei Leopold)

Anwendungen | Beispiele
60 Process 3 | 2006
Wellpappendirektdruck:Jeder kennt die KBA-Posterbox!Längst nichts Außergewöhnlichesmehr ist der Hybrid-Direktdruckauf Wellpappe. Bestes und bekann-testes Beispiel: die auf Druckfach-messen beliebte KBA-Posterbox.Sie besteht aus Wellpappe mit G-Mikrowelle, die sich durch sehrgute Schnittqualität und Planlageauszeichnet. G-Welle wird miteinem weichen Drucktuch be-druckt. Je dicker die Welle (also E-und F-Welle), um so höherkom-pressibel muss das Drucktuchgewählt werden, was auch miteiner Änderung der Aufzugsstärkeverbunden ist. Voraussetzung fürdas problemlose Bedrucken sindeine gute Verarbeitungsqualitätvon Topliner und Welle und einegenügend lange Akklimatisierungder Wellpappe. Mehr noch als beiChromoduplexkarton kommt esauf die UV-Trocknereinstellung ander Untergrenze an, weil ausWellpappe die Feuchtigkeit schnel-ler entweicht als aus Karton.
Etikettendruck:Spielwiese für KreativeEtikettendrucker werden oftmalsmit einem sehr breiten Spektruman Designideen konfrontiert undgehören deshalb ebenfalls zu denprädestinierten Hybridanwendern.Im Vordergrund steht dabei einefür den Wechselbetrieb tauglicheMaschine, die mit konventionellenFarben raue und strukturierteNaturpapiere sowie mit Hybridfar-ben und UV-Lack hochglänzendgestrichene Papiere bedruckenkann. Eine vollflächige UV-Spezial-lackierung verleiht einem Etiketteine wasserresistente Oberflächeund ist daher für Dosen- undFlaschenetiketten gut geeignet.Besonders gefragt sind filigraneMatt-Glanz-Effekte, die dank desOffsetpassers der matten Öldruck-lack-Spotlackierung auf den kleinenEtikettenflächen besonders gut zurGeltung kommen. Zusätzlich sindmit flexiblem UV-Lack veredelteEtiketten mit Prägefolien bzw.Blindprägungen kombinierbar.
Auf einer Sechsfarben-Rapida 74 hybridveredelte Konservenetiketten sind eine der Spezialitätenvon LitoGrafia La Nueva Latina in Mexico City.
Sammelkarten mit Refraktor- oder Hologrammhintergrund, bedruckt mit Hybridfarben und UV-Lackund abschließend folienkaschiert, sind die Spezialität von Mainline Printing in Topeka/Kansas (USA).Fotos: HoopsCollector.com
Für das Hybridverfahren besonders geeignete Papiere, Kartons und Pappen
In der Regel kommen glänzend gestrichene Qualitäten in Frage. Je höher derStrichglanz, umso höher der Lackglanz bei der Hybridveredelung. Deshalb scheiden mattgestrichene und ungestrichene Sorten (Naturpapiere, Duplexkarton, Chromoersatzkarton)normalerweise von vorn herein aus. Ferner werden sekundäre Kriterien wie Geruchbildungunter UV-Strahlung oder aus dem Bereich der weiteren Verarbeitung (Rill-, Ritzfähigkeit,Verklebbarkeit) und Veredelung (Präge-, Kaschierbarkeit) herangezogen. Zu prüfen ist immerauch die Verträglichkeit dieser Prozesse mit der UV-Lackschicht.
Glanzstrich-Qualität, -Menge Sortenbezeichnung Anwendungen
einseitig Rakel, > 12 g/m2
einseitig Rakel, > 12 g/m2
einseitig Rakel, > 12 g/m2
einseitig Rakel, > 12 g/m2
einseitig Rakel, ca. 18 g/m2
einseitig Rakel, > 20 g/m2
einseitig Rakel, > 20 g/m2
einseitig Guss, > 24 g/m2
einseitig Guss, > 24 g/m2
einseitig Guss, > 24 g/m2
beidseitig Walzen, 5–20 g/m2
beidseitig Walzen, 5–20 g/m2
Chromoduplexkarton, ab 1,45 cm3/g (GD1)Chromoduplexkarton, 1,3–1,45 cm3/g (GD2)Chromoduplexkarton, bis 1,3 cm3/g (GD3)Chromotriplexkarton (GT1, GT2, GT3)Chromokarton (GC1, GC2, GC3)Chromopapiergestrichener Zellstoffkarton (GZ)gussgestrichener Chromokarton (GG1, GG2)unsatiniertes Hochglanzpapiergussgestrichener Zellstoffkarton (GGZ)BilderdruckpapierKunstdruckpapier
Faltschachteln/DisplaysFaltschachteln/DisplaysFaltschachteln/DisplaysFaltschachteln/DisplaysFaltsch./Displays, Akz.Akzidenz, EtikettenFaltschachteln/DisplaysFaltschachteln/DisplaysAkzidenz, EtikettenFaltschachteln/DisplaysAkzidenz, BildbändeAkzidenz, Bildbände
Beim Rakelstreichen wird die über eine Tauchwalze aufgetragene Streichmasse ausCalciumcarbonat auf eine geringere Dicke abgerakelt, zwischengetrocknet und abschließendmit Laufbürsten glänzend poliert. Die höchste Glanzqualität bietet das Gussstreichen,bei dem die Streichmasse ihren Glanz von einem erhitzten, extrem glatten Chromzylindererhält.Das Walzenstreichen von Bilder- und Kunstdruckpapier erfolgt je
Wellenart Wellenteilung Wellenzahl Wellenhöhe
E-Welle (Standard)F-WelleG-WelleN-WelleO-Welle
3,0 bis 3,5 mm2,4 mm üblich1,8 mm üblich< 1,7 mmca. 1,4 mm
283 bis 333/m415/m üblich555/m üblich> 600/mca. 700/m
1,0 bis 1,8 mm0,75 mm üblich0,55 mm üblich0,5 bis 0,55 mm0,3 mm
nach Strichmenge inline in der Papier-maschine oder offline. Chromo-duplexkarton basiert auf Duplex-karton, der aus einer holzfaserfreien oder-armen Decke (dem Träger des Striches)einerseits sowie aus einer recyclingfaser-haltigen Einlage (sehr voluminös) undUnterlage (in der Regel unbedruckt blei-bende Rückseite) andererseits besteht,wobei unter der Decke oftmals eine zusätz-liche Zwischenschicht das Durchscheinendunkler Fasern verhindert. Triplex-karton weist drei unterschiedlicheFaserstoffanteile in Decke, Einlage undUnterlage auf, jeweils ohne Recyclingfasern.Chromokarton und Chromo-papier basieren auf weiß pigmentiertenQualitäten.Chromoduplexkarton bietet sichauch an, um nach der Hybridanwendungauf Vollpappe beliebiger Dicke oderWellpappe beliebiger Welligkeit lami-niert zu werden.Wellpappe für denDirektdruck darf wegen der nötigenBiegefähigkeit nur eine gewellte Lagebesitzen („einwellig“), die außerdemfeinstgewellt ist, und sollte für dieHybridveredelung mit einem Topliner (ein-seitig gestrichene Decke) von ca. 200 g/m2
ausgestattet sein.
Die KBA-Posterbox – bekanntestes Beispiel fürden hybridveredelten Wellpappendirektdruck.

Anwendungen | Beispiele
Akzidenzdruck:effektvolle WerbungSeit langem ist die Spot-Glanzlackierung bei auffälligenWerbedrucksachen, Bildbänden,Buchumschlägen, Kalendern undGeschäftsberichten ein oft genutz-tes Gestaltungsmittel zum Hervor-heben von Bildern, Logos undSchriftzügen. Die Hybridverede-lung bereichert nun die einsetzba-ren Lackiereffekte um Matt-Glanz-und Granulier-Glanz-Kontraste.Koenig & Bauer demonstrierte dieseindrucksvoll mit dem KBA-Kalender 2005 (siehe Bildbeispielund Beschreibung im Beitrag„Varianten der Inline-Lackierung“),bei dem mit Granulier-Glanz-Kontrasteffekten die Strukturendes Pinselstriches und der Leinwandsicht- und tastbar wurden. DasResultat hätte sich auf einerDoppellackmaschine in Offsetpas-ser-Präzision, mit dieser Plastizität,zu so geringen Lackierformkostenund in solch kurzer Rüstzeit nichterzielen lassen.Mit dieser effektvollen Lackver-edelungsspezialität möchte sichbeispielsweise die für Highend-Drucksachen bekannte BenteliHallwag Druckerei AG (BHD) inWabern bei Bern (Schweiz) positio-nieren. Darum verwarf Geschäfts-führer Martin Brawand bereits ineinem frühen Stadium die Option„lange Maschine“ zu Gunsteneiner Sechsfarben-Rapida 105 inStandard-Hybridkonfiguration.
Seit Anfang 2005 setzt PressR3 inAlmenno San Bartolomeo (Italien)eine Sechsfarben-Rapida 105 inhoch automatisierter Hybrid-Konfiguration für den Druck vonWerbeprospekten, Bildbänden,Postern, Displays (auch aus Well-pappe) und exklusiven Marken-Tragetaschen ein. Offensichtlichnicht die Spezialisierung aufAkzidenz- oder Verpackungsdruck,sondern auf hochveredelte Druck-produkte steht bei der Marktposi-tionierung dieser Maschine imVordergrund.
Magazindruck:Umschläge mit besonderer WirkungWie bei Verpackungen tobt auchbei Zeitschriften der visuelleKonkurrenzkampf im Regal. Hoch-glanzlackierte Umschläge sind des-halb eine ausgezeichnete Markt-nische mit Wachstumspotenzial.Wer wie Industriedruck Dresden(Deutschland) auf der Ende 2004installierten Fünffarben-Rapida 105Umschläge für auflagenstarkeMagazine (z.B. Gala) produziert, fürden ist eine Hybridmaschine der18.000er Generation die optimaleWahl gegenüber einer UV-Maschine,die nur UV drucken kann.Ende 2001 wurde beim renom-mierten südafrikanischen Druck-unternehmen Ultra Litho inJohannesburg die weltweit erste13-Werke-Bogenoffsetmaschine imMittelformat in Betrieb genom-men. Die Rapida 105 kann sowohl
geradeaus zehn Farben plus Lackals auch 5 über 5 Farben mit beid-seitiger Lackierung drucken. DieHerausforderung für diese Konfi-guration, die von UL-Produktions-direktor Hans Kieslich erdachtwurde, bestand im ausreichendenTrocknen des mit Dispersionslack(bei konventionellen Farben) oderUV-Lack (bei Hybridfarben) ver-edelten Schöndruckes vor demWiderdruck. Deshalb wurde vorder Bogenwendung ein Zwischen-trockenturm mit IR-/Heißluft- undUV-Trocknern integriert. UltraLitho produziert in dieser WeiseUmschläge für Geschäftsberichteoder Magazine, wobei auch kon-ventionelle und Hybridfarben ineinem Durchlauf eingesetzt wer-den können, etwa wenn derUmschlag außen hochglanzlackiertund passend zum Inhalt innen mattoder mit einem Dispersions-Schutzlack veredelt wird.
61Process 3 | 2006
Die 2001 installierte, weltweit erste 13-Werke-Bogenoffsetmaschine im Mittelformat, die Rapida105 bei Ultra Litho in Johannesburg: 1 – beweglicher Rolle-Bogen-Anleger; 2 und 6 – fünfDruckwerke für konventionelle oder Hybridfarben; 3 und 7 – Lackturm für Dispersions- oder UV-Lack; 4 – IR-/Heißluft-/UV-Zwischentrockenturm; 5 – Bogenwendung; 8 – doppelteAuslageverlängerung mit IR- und Heißlufttrockner; 9 –UV-Endtrocknung in der Auslage
Bei Industriedruck Dresden werden Woche für Woche in hohen Auflagen hochglanzlackierteMagazinumschläge unter enormem Zeitdruck produziert (oben). – Pharmaverpackungen sind dasHauptgeschäft bei Eldruk in Warschau, einem von drei KBA-Hybridanwendern in Polen, aber auchZeitschriftenumschläge werden aufwändig auf der Rapida 105 universal hybridveredelt (unten)
Grafica Artistica Meridionale s.r.l. (GAM) inRoccapiemonte bei Salerno produziert an-spruchsvoll hybridveredelte Werbeprospekte,die von den süditalienischen Konservenher-stellern erfolgreich zur Vermarktung regionalerSpezialitäten eingesetzt werden. Und die rund18.000 verschiedenen Etiketten für Gläser undDosen druckt GAM im Hybrid- und Doppellack-verfahren gleich mit.

Anwendungen | Beispiele
62 Process 3 | 2006
Foliendruck:auf ausgewählten MaterialienBeim Bedrucken von Plastikfoliengibt es mit Polypropylen- und Poly-styrenfolien bereits positive Erfah-rungen. So setzt z.B. UltraprintImpressora in São Paulo zweiRapida 105 und eine Rapida 74 imWechselbetrieb mit Hybridfarbenund UV-Lack auf Plastikfoliensowie mit konventionellen Farbenund Dispersionslack auf Papier undKarton ein. Die brasilianischeAkzidenzdruckerei produziert u.a.so genannte Promotionals –Plastikkarten und -anhänger, die inBeuteln und Schachteln dem Pack-gut beigelegt werden. Auf einerSechsfarben-Rapida 142 praktiziertIvy Hill Packaging in Louisville/Kentucky ebenfalls die Hybrid-technologie auf verschiedenenPlastikfolien, allerdings unter Be-rücksichtigung der in den USAüblichen UV-Tendenz in derHybridfarbenformulierung.Für das Bedrucken von PVC-Foliensind zum gegenwärtigen Entwick-lungsstand sowohl Hybridfarbenals auch die damit kombinierbarenLacke nicht geeignet. Die Druck-farbenhersteller streben die PVC-Bedruckbarkeit auch gar nicht an,weil es hierfür die reinen UV-Farben gibt. In diesem Zusammen-hang geht berle:druck in Kaarst
(Deutschland) einen eigenen Wegder Flexibilität. Die Fünffarben-Rapida 74 mit Lackwerk verfügtüber eine UV- bzw. Mischausstat-tung und druckt neben UV-Farbenfür die Rückseitenbedruckung vonLentikularfolien auch mit Hybrid-und konventionellen Farben.Eine interessante Lösung, Curt-CHROME genannt, stellt dieRapida 130a bei Curtis Packagingin Sandy Hook/Connecticut (USA)dar. Ein Inline-Metalliclackvor-druck simuliert eine metallischeBeschichtung der Plastikfolie oderdes Kartons und schafft eine geeig-nete Grundierung für den Druckmit bis zu acht Hybridfarben undÜberlackierung.Über das Bedrucken und Veredelnvon tatsächlich metallisierten Be-druckstoffen – d.h. alubedampftePlastikfolien sowie mit Metallfoliebeschichtete Papiere und Kartons –berichten viele Hybridanwendergute Ergebnisse. Eine besondereSparte ist das Bedrucken vonmetallischen Effektfolien. Damitgemeint sind schimmernde Re-fraktor- oder Mikroprägeholo-grammfolie, die individuelleDesignmerkmale aufweisen kön-nen. Mainline Printing, ein Akzi-denz- und Etikettendrucker ausTopeka/Kansas (USA), hat sichdarauf spezialisiert und gehört
heute zu den führenden Druckernfür Memorabilia – Sammelkarten,die Konterfeis von Sport-Stars tra-gen. Auf zwei Maschinen Rapida105 universal produziert MainlinePrinting für diesen wachsendenMarkt derartige Karten samt reprä-sentativen Schachteln. KBA halfintensiv dabei, alle verfahrenstech-nischen Hürden beim Druck vonbis zu zehn Hybridfarben und UV-Lack auf den metallischen Bildhin-tergrund zu beseitigen. Noch vordem Druck werden die Effektfolienin einem patentierten Verfahrender Druckerei ohne Zwischenträgerauf Karton- oder Plastiksubstratelaminiert. Wie oft im Kartendrucküblich, wird nach dem Druck überden UV-Lack eine transparente Foliekaschiert. Aus einem Mittelformat-bogen lassen sich rund 100 Kartenheraus stanzen.
Sicherheitsdruck:im Lack verborgene BilderEinen Schwerpunkt auf dem9. Symposium von Mayr-MelnhofKarton (MMK) bei KBA inRadebeul im November 2004 bil-dete das Thema „Brand Protectionund Produktveredelung“. Unter denvorgestellten Verfahren befandensich auch zwei aus dem Bereich„Concealed Image Technologies“(CIT, „Hidden Images“ „Verborgen-bildtechnik“). Das eine Verfahrenvon StarBoard Technologies aus OrAkiva (Israel) nutzt die Möglich-keit, in homogenen Rasterstruktu-ren verschlüsselte 2D- und 3D-Bilder unterzubringen, die nur mit
dem passenden Schloss, einer fürdie individuelle Verschlüsselunggefertigten Dekodierlinse sichtbargemacht werden können. Dasandere Verfahren wurde vonJürgen Veil, KBA-MarketingleiterBogenoffset, und seinem Team vonVerfahrenstechnikern entwickeltund verkörpert eine Revolution inCIT. Erstmals können „HiddenImages“ auch auf Volltonflächenverborgen werden und sind nichtmehr auf gerasterte Flächen ange-wiesen. Damit ist CIT nun auch aufVerpackungen einsetzbar, die voll-flächig mit einer Prozess- oderSonderfarbe bedruckt werden.Möglich wurde dieser Fortschrittauf Grund der Kontrastbildungunterschiedlich transparenterLacke. Anwendbar ist dieses Fäl-schungsschutzverfahren auch aufHybridmaschinen. Dieter Kleeberg
Besondere Lackanforderungen
Auf dem 2. KBA-Hybridanwendertreffen wurde in vielen Beispielen auch über besondereLackanforderungen diskutiert. So muss sich nicht nur der UV-Lack mit der Hybridfarben-serie vertragen. Auch der bei Glanzkontrasteffekten eingesetzte Öldrucklack sollte so ver-druckt werden, dass sich das Spotlack-Sujet nicht bis auf den weißen Bedruckstofferstreckt, denn die UV-Strahlung des Endtrockners fördert die Vergilbung des Drucklackes.Nicht vergilbende Drucklacke behalten diese Eigenschaft nur bei oxidativer Trocknung. DieLackhersteller werden noch einige Zeit für die Entwicklung UV-echter Öldrucklack-Formulierungen benötigen. Unabhängig davon berichteten experimentierfreudigeHybridanwender, dass sie vergilbungsstabile Mischungen gefunden hätten.Gehärteter UV-Lack seinerseits ist empfindlich gegenüber Wärmeeinwirkung, die zumVerspröden des UV-Lackfilmes führen kann.Insbesondere das Verkleben mit Hotmelt-Leimist zu vermeiden; Lackaussparungen können das Problem nicht beheben, da ja der gesam-te Faltschachtelzuschnitt an der Wärmequelle vorbeigeführt wird.Vor allem Getränkeetikettendrucker interessiert die Wasserbeständigkeit von UV-Lacken.Regelrecht abwaschbar sind nur Speziallacke, deren Verträglichkeit mit den überlackiertenHybridfarben geprüft werden müsste. Darüber hinaus sind mit Offsetfarbe bedruckbareSpeziallacke verfügbar. Normale UV-Lacke ließen sich nur im Siebdruck mit lösemittelhal-tigen Farben bedrucken.Passen wässriger Metalliclack und UV-Lack zusammen? Die Trocknerhersteller warnen vorReflexionen an den Metallpartikeln, wodurch der UV-Lack eine viel zu geringe UV-C-Strahlungsmenge erhält.Mit Gold gebe es aber gute Erfahrungen.Eine weniger problema-tische Alternative ist, mit Perlglanzpigmenten statt Metallic zu arbeiten. Zumindest inAmerika bietet Eckart die Hybridfarbenserie MetalStar an, die UV-lackierbar ist.Grundsätzlich besteht auf Hybridmaschinen natürlich die Möglichkeit, konventionelleFarben mit wässrigem Metalleffektlack zu überdrucken.
Ultraprint Impressora in Brasilien beherrschtauf drei Hybrid-Rapidas das Bedrucken vonPlastikfolien und Papier.
Bisher ließen sich „Hidden Images“ zum Fälschungsschutz von Verpackungen nur in Rasterstruktu-ren unterbringen (rechts oben). Dank eines von KBA entwickelten Verfahrens gelang es zum erstenMal, auch auf der schwarzen Vollfläche einer Kosmetikverpackung über den Kontrast im Lackauf-trag ein verdecktes Bild aufzubringen.
Impressum
Koenig & Bauer AG, WürzburgFriedrich-Koenig-Straße 4D-97080 WürzburgTel.: +49 (0) 931 909-0Fax: +49 (0) 931 909-4101Web: www.kba-print.deE-Mail: [email protected]
Koenig & Bauer AG, FrankenthalJohann-Klein-Straße 1D-67227 FrankenthalTel.: +49 (0)6233 873-0Fax: +49 (0)6233 873-3222Web: www.kba-print.deE-Mail: [email protected]
Koenig & Bauer AG, RadebeulFriedrich-List-Straße 47-49D-01445 RadebeulTel.: +49 (0)351 833-0Fax: +49 (0)351 833-1001Web: www.kba-print.deE-Mail: [email protected]
KBA-Metronic AGBenzstraße 11D-97209 VeitshöchheimTel.: +49 (0)931 9085-0Fax: +49 (0)931 9085-100Web: www.kba-metronic.comE-Mail: [email protected]
KBA Processist eine in unregelmäßigen Zeitabständen erscheinende Publikation, dieden aktuellen Stand und die Entwicklungsperspektiven innovativerTechnologien praxisnah und detailliert zusammenfasst und Unterstützungbei strategischen Unternehmensentscheidungen bieten möchte.
Bisher erschienen: KBA Process No. 1 „Im Focus: Offset-Direktdruck auf Wellpappe“
(2002)KBA Process No. 2 „Wasserlos und zonenschraubenlos“ (2005)
Herausgeber:Unternehmensgruppe Koenig & Bauer(www.kba-print.de)
Redaktion:Jürgen Veil (Marketingleiter Bogenoffset, verantwortlich für den
Inhalt, [email protected])Klaus Schmidt (Direktor Marketing, [email protected])Dieter Kleeberg (Kleeberg & Stein, Fachjournalismus/PR-Service
Druckindustrie, [email protected])
Autoren:Simon Bornfleth (Day International/Varn Products)Detlef Braun (Druck & Beratung/EWPA)Georg Fritz (Day International/Varn Products)Dieter Kleeberg (Kleeberg & Stein)Dr. Bernhard Küter (Berufsgenossenschaft Druck und Papierverarbeitung)Norbert Lenzgeiger (Epple)Dr. Axel Mayer (Berufsgenossenschaft Druck und Papierverarbeitung)Dr. Wolfgang Rauh (fogra)Dr. Roland Reichenberger (KBA)Alexander Schiller (fogra)Albert Uhlemayr (VEGRA)Jürgen Veil (KBA)Christoph Weinert (Schneidersöhne)
Layout:Margret Hillmann (KBA)
Rechtliche Hinweise:Änderung von Produktmerkmalen und Spezifikationen ohne Vorankündi-gung vorbehalten. Alle Nachdrucke und Vervielfältigungen, auch einzel-ner Beiträge, bedürfen der Genehmigung durch den Herausgeber underfordern eine genaue Quellenangabe. Eingetragene Warenzeichen sowieGebrauchsmuster oder Patente von KBA und anderen Unternehmen sindin diesem Werk nicht ausdrücklich gekennzeichnet. Daraus kann nichtgeschlossen werden, dass die betreffenden Bezeichnungen frei sind oderfrei verwendet werden können.
Wenn Sie unsere Kundenzeitschrift „KBA Report“ noch nicht kennen oderbisher nicht erhalten haben, setzen Sie sich bitte mit uns in Verbindung.Ihre Wünsche nimmt Frau Anja Enders entgegen: E-Mail [email protected]. +49 (0)931 909-4518Fax +49 (0)931 909-6015
Printed in the Federal Republic of Germany
63Process 3 | 2006
KBA-Hybridtechnologie
KBA.
P.32
6 d
Mit der KBA-Hybrid-Technik sparen Sie an allen Ecken und Enden: 20% wenigerPlatz und 20% weniger Kosten als eine vergleichbare Doppellack-Maschine,kürzeste Rüst- und Durchlaufzeiten und weniger Makulatur. Nur an einemwird nicht gespart: am glänzenden Druckergebnis. Mehr Infos?
Koenig & Bauer AG, Werk Radebeul bei DresdenFon 0351 833-2552, E-Mail: [email protected], www.kba-print.de
Brillantes Sparmodell
People & Print