fet ott kunststoff 2 - just another wordpress.com weblog · 1 fet ott – kunststoff 2.sa...
TRANSCRIPT

1
Fet Ott – Kunststoff 2.SA
Spritzgießen
für Massenproduktion
häufigst eingesetztes Verfahren
für technische Formteile
Vollautomatisierte Fertigung
Zum Teil keine Nacharbeit nötig
Kunststoffe werden als Granulat oder in Pulverform verarbeitet
Thermoplaste werden durch Erwärmung plastisch und können mehrmals verarbeitet werden
für große Werkstücke -> Stoßstange, Fernsehgehäuse
für kleine Werkstücke -> Spielzeugteile
Aufbau einer Spritzgießmaschine:
Maschinenständer (Maschinenbett)
Spritzeinheit (platifiziereinheit)
Schließeinheit
Spritzgießvorgang
I. Granulat oder Pulver in den Trichter füllen
II. Schnecke dreht sich, dabei
a. wird das Granulat zum Sammelraum befördert,
b. wird das Granulat (über Heizelemente) plastifiziert,
c. wird das Granulat (durch Drehbewegung) homogenisiert (vermischt)
III. Schnecke dosiert
IV. Schnecke drückt den Kunststoff durch die Düse in die Form
V. Schnecke drückt Kunststoff nach
VI. Werkstück wird gekühlt und erstarrt dabei
VII. Form öffnen
VIII. Werkstück mit Auswerfern auswerfen
IX. Form Schließen!
Aufgaben der Universalschnecke!!!
fördern, plastifizieren, homogenisieren
2
Die wichtigsten Bauelemente der Spritzgießmaschine
Spritzeinheit
Einfülltrichter
Enthält Granulat oder Pulver -> muss rieselfähig sein
Spezielle Beschichtung ->Lotusblüteneffekt
Evtl. mit Stopfvorrichtung
Für Formmassen, die vorgetrocknet werden müssen (PC, ABS, PMMA) kann der
Trichter beheizbar sein
Massezylinder und Heizbänder
Der Massezylinder besteht aus einem dickwandigen Stahlrohr
Er wird mit elektrischen Heizbändern temperiert
Rückstromsperre
Verhindert, dass beim Einspritzen Formmasse in die hinteren Schneckengänge
zurückfließt
Düsen
Ist das Verbindungsteil zwischen Massezylinder und Werkstück
Befestigung durch Gewinde oder Schnellverschluss
Fließkanal möglichst Strömungsgünstig
Düse muss dicht mit dem Werkzeug abschließen
Schließeinheit
Aufgaben der Schließeinheit
Werkzeugzuhaltekraft aufbringen
Entformungsvorgang durchführen
Spritzgießwerkzeug öffnen und schließen
Das Spritzgießwerkzeug aufnehmen (Werkzeug = Form)
(Kein Verzug bei schweren Formen erlaubt!!!)
Weiterhin soll die Schließeinheit… (Anforderungen)
Schließkraft gleichmäßig verteilen
Große Säulenabstände und große Öffnungswege
Einfach, zuverlässig und genau einstellbar sein
Robust (und zuverlässig) sein (hohe Lebensdauer)
Geringen Wartungsaufwand benötigen
Stabile, biegesteife Werkzeugaufspannplatten besitzen

3
Der Aufbau eines Spritzgießwerkzeugs
Schließseite Düsenseite
Formeinsatz Wst. Wird im gespritzt Formeinsatz
Den Formeinsatz nennt man auch Formnest
Aus hochwertigem Stahl (z.B. C60)
Formplatten befestigen den Formplatten
Formeinsatz
Aus S235
Trennebene
Auswerferstifte Führungssäulen
Rückdrückstifte sind in der
Werden durch die
Druckplatte geführt
Aufspannplatte
3-Platten-Werkzeug mit Klinkenzug
2Trennebenen sind notwendig:
TE1 -> Werkstück
TE2 -> Angusssystem
Auswerfvorgang:
I. Schließseitige Formhälfte wird zurückgezogen
II. TE1 wird geöffnet
III. Werkstück muss auf Schließseite sein
IV. Durch Klinkenzug wird TE2 geöffnet
V. Anguss muss auf Düsenseite sein (durch Hinterschneidungen)
VI. Werkstück und Angusssystem auswerfen
VII. Formhälfte Schließseite bewegt sich
TE1 schließen
TE2 schließen
Aufspannplatte befestigt
Angusssystem mit
Zentrierbuchse

4
Isolierkanalwerkzeug:
Vorteil:
Materialersparnis
Entformung des Angusssystems entfällt
Angusssystem wird im so stark vergrößert, dass sich an deren Innenwand eine erkaltete,
isolierend wirkende Masseschicht bildet
Damit Kunststoff nicht ganz erstarrt, muss man schnell hintereinander spritzen
Nachteil:
„Fehler“ durch Anguss im Werkstück
Keine Nacharbeit durch Angussentfernung notwendig
Anwendung: sehr große Stückzahlen, keine technischen Formteile!
Heißkanalsysteme:
Im Heißkanalsystem wird die in den Verteilerkanälen enthaltene Masse durch Heizpatronen ständig
auf Schmelztemperatur gehalten.
Vorteil:
Einsparung von Kunststoffmaterial
Keine Nacharbeit notwendig (Entfernen des Angusses)
Keine Angussentsorgung und keine Aufbereitung
Anspritzpunkte in großer Entfernung von der Plastifiziereinheit realisierbar (z.B. PKW-
Stoßfänger)
Etagenwerkzeuge nur mit Heißkanalsystemen realisierbar
Nachteil:
Höherer Energiebedarf
Höhere Werkzeugkosten großer Aufwand
Größere Werkzeugeinbauhöhe
Farb- u. Materialwechsel schwierig
Anwendung:
5
sehr große Stückzahlen (Großserienwerkzeuge, große Losgrößen),
große Formteile mit mehreren Anspritzpunkten
Etagenwerkzeuge:
Werkzeuge mit zwei Trennebenen, in denen jeweils die gleichen Werkzeughöhlungen (Werkstücke) liegen
Doppelte Anzahl der Werkstücke
Werkzeugzuhaltekraft bleibt gleich, da die projizierte Spritzfläche gleich groß ist (Druck bleibt gleichgroß)
Es verändert sich:
Die Einbauhöhe der Form
Der Öffnungsweg
Das Spritzvolumen
Werkzeugtemperierung:
Die Qualität des Werkstücks hängt meist direkt mit der Abkühlgeschwindigkeit zusammen
„Je genauer das Werkstück, desto gleichmäßiger die Werkzeugwandtemperatur“
Längere Kühlzeit, da gleichmäßiges Abkühlen erforderlich!
Wst. Mit geringen Eigenspannungen
Der Temperaturunterschied zwischen Vor- und Rücklauf sollte 3°-5°C nicht überschreiten!
Je nach Art des zu verarbeitenden Kunststoffes muss Wärme zu- oder abgeführt werden!
Thermoplastische Formmassen werden mit Öl oder Wasser gekühlt
Duroplastische Formmassen werden meist elektrisch beheizt
Angusse
Stangen- oder Kegelanguss
Hauptsächlich rotationssymmetrische Werkstücke
Abfräsen oder abschneiden des Angusses am Werkstück
Anguss nicht an den Sichtflächen!
Anguss erstarrt später als Wst.
Abhängig vom Durchmesser des Angusses!
6
=
Punktanguss
Kleiner Zapfen am Wst. Keine Nacharbeit!
Für Kleinteile und Massenartikel
Größere Vorkammer dient als Isolator
Plastische Seele bleibt flüssig
Mehrmaliges Einspritzen pro Minute nötig
Teller- und Scheibenanguss
Anwendung:
ringförmige Spritzgießteile
Vorteile:
Es entstehen keine Binde- und Fließnähte wie bei einem Punktanguss
Qualitätsminderung kann durch Erhöhung der Werkzeugtemperatur reduziert werden
Nachteil:
Zykluserhöhung
Schirmanguss
Anwendung:
Rotationssymmetrische Teile
Qualitativ hochwertige Teile
Vorteil:
Hohe Werkstückqualität
Nachteil:
Teure Nacharbeit
Einseitige Kernlagerung

7
Ringanguss
Anwendung:
Rohrförmige Spritzgießteile
Vorteil:
Verhältnismäßig lange und hülsenförmige Spritzgießteile mit gleichmäßiger Wanddicke
Beidseitige Lagerung des Kerns
Film- oder Bandanguss
Anwendung:
Optische Formteile wie durchsichtige Abdeckungen und optische Linsen
Vorteil:
Verzugsneigungen lassen sich durch gleichmäßigere Druckverhältnisse positiv beeinflussen
Herstellung von optischen Formteilen
Ungünstige Fließverhältnisse oder störende Bindenähte können durch Schneiden der flachen Teile über ein seitliches oder zentrales Band vermieden werden.
Nachteil:
Nacharbeit durch Abtrennen des Angusses
Tunnelanguss
Anspritzen an verdeckte Flächen, seitlich oder an problemlosen Stellen möglich
Verteilerkanal verläuft als konischer Tunnel durch die düsenseitige Werkzeughälfte in den Formhohlraum
Die Formhälfte auf der Schließseite nimmt das Formteil durch Aufschrumpfen und das Angusssystem durch Hinterschneidungen mit
Der Tunnelanguss am Anschnitt wird durch eine Schneidekante abgeschert
Das Spritzgießteil und Angusssystem werden durch die Auswerfer entformt
Anguss muss beim Öffnen der Werkzeughälften ausreichend biegsam sein
Anwendung:
Überwiegend zur Herstellung einfacher und kleinerer Spritzgießteile in Mehrfachwerkzeugen
Nachteil
Hoher Druckverlust
8
Gebogener Tunnelanguss (auch Haken- oder Säbelanguss genannt)
Bietet die Möglichkeit ein Spritzgießteil an der Rückseite oder an verdeckter Stelle anzubinden
Entformungsprinzip entspricht dem des Tunnelangusses
Ausschließlich für elastische Formmassen
Hohe Druckverluste durch geringen Fließquerschnitt
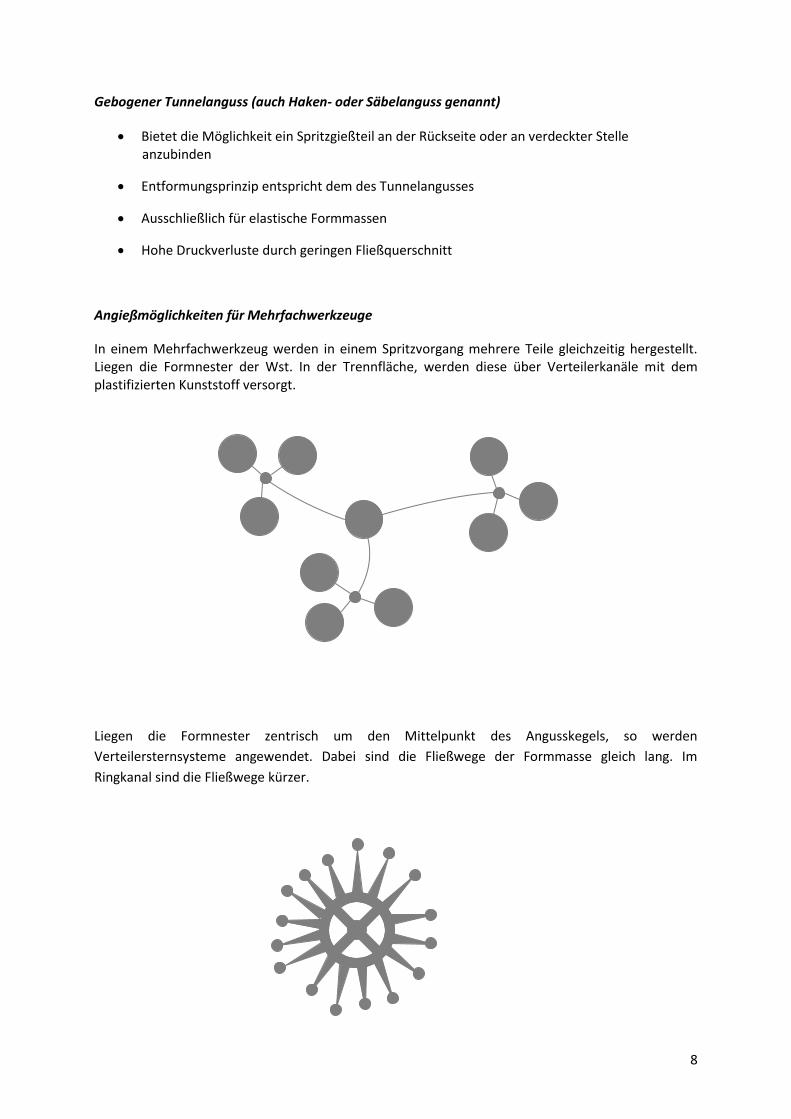
Angießmöglichkeiten für Mehrfachwerkzeuge
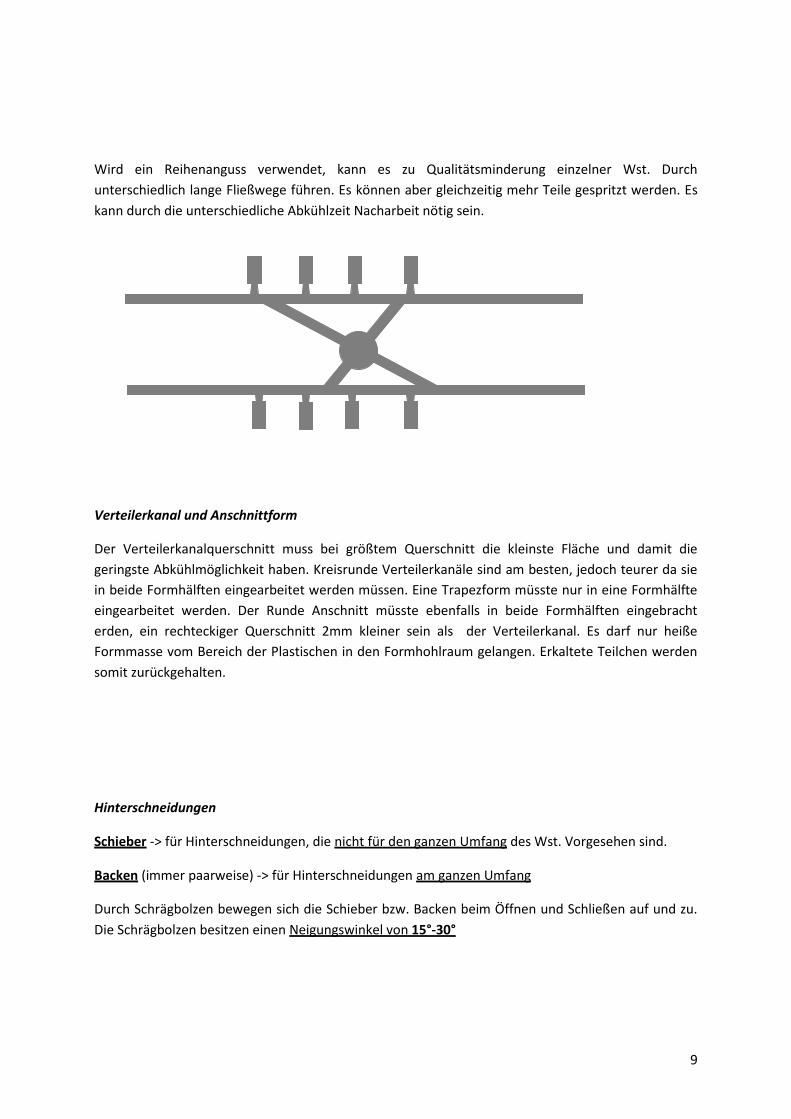
In einem Mehrfachwerkzeug werden in einem Spritzvorgang mehrere Teile gleichzeitig hergestellt. Liegen die Formnester der Wst. In der Trennfläche, werden diese über Verteilerkanäle mit dem plastifizierten Kunststoff versorgt.
Liegen die Formnester zentrisch um den Mittelpunkt des Angusskegels, so werden
Verteilersternsysteme angewendet. Dabei sind die Fließwege der Formmasse gleich lang. Im
Ringkanal sind die Fließwege kürzer.
9
Wird ein Reihenanguss verwendet, kann es zu Qualitätsminderung einzelner Wst. Durch
unterschiedlich lange Fließwege führen. Es können aber gleichzeitig mehr Teile gespritzt werden. Es
kann durch die unterschiedliche Abkühlzeit Nacharbeit nötig sein.
Verteilerkanal und Anschnittform
Der Verteilerkanalquerschnitt muss bei größtem Querschnitt die kleinste Fläche und damit die
geringste Abkühlmöglichkeit haben. Kreisrunde Verteilerkanäle sind am besten, jedoch teurer da sie
in beide Formhälften eingearbeitet werden müssen. Eine Trapezform müsste nur in eine Formhälfte
eingearbeitet werden. Der Runde Anschnitt müsste ebenfalls in beide Formhälften eingebracht
erden, ein rechteckiger Querschnitt 2mm kleiner sein als der Verteilerkanal. Es darf nur heiße
Formmasse vom Bereich der Plastischen in den Formhohlraum gelangen. Erkaltete Teilchen werden
somit zurückgehalten.
Hinterschneidungen
Schieber -> für Hinterschneidungen, die nicht für den ganzen Umfang des Wst. Vorgesehen sind.
Backen (immer paarweise) -> für Hinterschneidungen am ganzen Umfang
Durch Schrägbolzen bewegen sich die Schieber bzw. Backen beim Öffnen und Schließen auf und zu.
Die Schrägbolzen besitzen einen Neigungswinkel von 15°-30°
10
Fließverhalten beim Einspritzen
Optimal:
Schmelze bewegt sich mit einer gleichmäßigen Fließfront vorwärts
Schmelze erstarrt zuerst an der Wandung
Erstarrter Kunststoff isoliert und Schmelze bleibt innen länger flüssig
Form füllt sich gleichmäßig
Problem:
Fließfront reißt
Ein voreilender Strang entsteht, der vorher abkühlt
Bereits abgekühlter Strang geht keine Verbindung mit nachfolgender Schmelze ein
Schwachstellen im Spritzgießteil
Einflussgrößen auf den Spritzgießvorgang
Einspritzdruck
Zu hoch: Werkzeuginnendruck zu hoch -> Grat am Spritzgießteil
Zu niedrig: geringe Formhohlraumfüllung -> Schwachstellen im und am Spritzgießteil
Wirkt zu kurz: geringe Formhohlraumfüllung -> zu leichte Spritzgießteile
Wirkt zu lang: zu schwache Spritzgießteile -> Spannungen im Spritzgießteil
Einspritz- bzw. Füllgeschwindigkeit
Zu hoch:
Freistrahlbildung
Geringe Molekülorientierung
Verbrennungen am Spritzgießteil
Zu niedrig:
Hohe Temperaturunterschiede
Spannungen im Werkstück
Schlechtes Verschweißen der Schmelzströme
Lunker (Luft- Schlackeeinschlüsse im Wst.)

11
Formenbau
Schraubkerne:
Schraubkerne dienen zur Formgebung von Innen- und Außengewinden, wenn diese ohne Kernmarkierungen entformt werden müssen.
Aufgrund der Hinterschneidungen, die die Gewindegänge bilden, müssen diese Kerne durch Ausdrehen aus dem Formteil entformt werden.
Das Ausdrehen kann durch elektrisch betriebene Ausdreheinheiten oder durch einen Steilgewindespindelantrieb erfolgen. Die Bewegung der Spindel ist mittels der Öffnungsbewegung des Werkzeuges oder eines Hydraulikzylinders möglich. Beim Antrieb durch die Werkzeugbewegung wird die Steilgewindespindel im feststehenden Teil des Werkzeugs angeordnet. In die Spindel ist eine Hülse mit entsprechendem Muttergewinde geschraubt, die beim Öffnen des Werkzeuges in eine Drehbewegung zum Ausschrauben des Kerns meist nicht ausreicht, wird sie mit Hilfe einer Zahnradübersetzung vergrößert und dann auf den Schraubkern übertragen.
Neben der Festlegung der Zähnezahlen ist die Bestimmung der Zahnradabmessungen und des Achsabstandes vorzunehmen. Bei Mehrfachformen hat der Zahnradtrieb auch die Aufgabe, die Drehbewegung auf mehrere Kerne zu übertragen.
Zusammenfallbare Kerne
Diese Kerne dienen zum Entformen kleiner Innengewinde bei denen unterbrochene Gewindegänge zulässig sind. Sie werden angewendet, wenn Schraubkerne aus Platz- oder Kostengründen nicht sinnvoll sind.
Die Arbeitsweise ähnelt der eines Abstreiferwerkzeuges. Nach dem Öffnen des Werkzeugs wird das Auswerfersystem mittels Steuerzylinder betätigt. Dadurch wird die Außenhülse und die Segmenthülse vom Mittelkern wegbewegt und die Segmente fallen dadurch nach innen (zusammen). Sie geben die Innenkontur des Formteils frei, das nun abgestreift werden kann. Das entstehende Gewinde ist im Bereich der Mittelkernstege unterbrochen.
Spreizkerne
Spreizkerne werden verwendet, wenn runde Formteile, die kleine Hinterschneidungen aufweisen, zu entformen sind. Nachdem die Auswerferplatte betätigt wird, klappt der ähnlich wie eine Spannzange gestaltete Spreizkern nach außen weg und gibt das Formteil frei.
Klinkensysteme
Klinkensysteme kommen zur Anwendung, wenn bei einem Werkzeug mehrere Trennebenen gesteuert geöffnet werden müssen. Die gebräuchlichsten sind Rastsysteme und Hakensysteme.
Sobald die Länge des Öffnungsweges erreicht ist, fahren die Rasten in die Aussparung der Steuerplatte zurück, wodurch die Zugleiste entriegelt ist. Gleichzeitig wird die Zwischenplatte positioniert und die zweite Trennebene geöffnet. Um eine sichere Arbeitsweise zu garantieren sollen Klinkensysteme immer paarweise verwendet werden.

12
Beispielfragen:
1) Beschreiben Sie den Aufbau einer Spritzgießmaschine.
b) Nennen Sie die 4 wichtigsten Bauelemente der Spritzgießmaschine und dazu jeweils 1
Aufgabe
c) Nenen Sie 3 Aufgaben und 3 Anforderungen der Schließeinheit
2) Nennen Sie 3 Vorteile des Spritzgießverfahrens.

13
3) Beschreiben Sie den Spritzgießvorgang ausführlich!
4) Benennen Sie die Zonenaufteilung einer Universalschnecke sowie die Hauptaufgaben
dieser.
5) Berechnen Sie die Werkzeugzuhaltekraft des Gabelkopfes! PWi= 50 bar ; A=
Zeichnung
6) Benennen Sie den Aufbau eines Spritzgießwerkzeugs.

14
7) Erläutern Sie die Funktion des Klinkenzuges Ausführlich!
8) Beschreiben Sie den Auswerfvorgang eines 3-Platten-Werkzeuges in 7 Punkten!
9) Erläutern Sie die Funktion des „Anschnittes“ und der „Hinterschneidung“.
10) Nennen Sie jeweils 2 Vor- und Nachteile eines Isolierkanalwerkzeuges.
15
11) Beschreiben Sie die Funktion eines Isolierkanalwerkzeuges.
12) Zeichnen Sie eine Schraubenverbindung zweier Stahlplatten (h=10mm) mittels
Zylinderschraube M10 x 40mm und einer Mutter nach DIN ISO 6410-1.
13) Nennen Sie das Nummerierungsschema in einer Gesamtzeichnung.
14) Werden von genormten Teilen Teilzeichnungen angefertigt?
16
15) Nennen Sie
a) den Sinn
b) jeweils 2 Vor- und Nachteile
c) ein Anwendungsbeispiel
von Heißkanalsystemen.
16) Nennen Sie die Auswirkung von Etagenwerkzeugen auf
a) die Produktion
b) die Werkzeugzuhaltekraft
17
17) Womit hängt die Qualität eines Werkstückes meist direkt zusammen?
b) Bilden Sie daraus ein Fazit (Je… desto…).
18) Nennen Sie den Maximaltemperaturunterschied des Kühlschmiermittels bei Vor- und
Rücklauf.
19) Je nach Art des zu verarbeitenden Kunststoffes muss Wärme zu- oder abgeführt
werden. Welche Kunststoffe müssen gekühlt, welche beheizt werden?
20) Nennen Sie den Anwendungsbereich für Stangen- oder Kegelanguss.

18
b) Ist nacharbeit notwendig? Worauf muss geachtet werden?
c) Was ist die Besonderheit bei diesem Verfahren?
21) Nennen Sie 4 Merkmale des Punktangusses
22) Nennen Sie den Anwendungsbereich für Teller- und Scheibenanguss
b) Nennen Sie dazu 2 Vor- und 1 Nachteil

19
23) Nennen Sie den Anwendungsbereich zum Schirmanguss
b) dazu 1 Vor- und 2 Nachteile
24) Nennen Sie den Anwendungsbereich zum Ringanguss
b) dazu 2 Vorteile
25) Nennen Sie den Anwendungsbereich für Film- Bandanguss sowie 2 Vor- und 1
Nachteil
20
26) Wie heißen
a) Hinterschneidungen, die nicht für den ganzen Umfang des Werkstückes vorgesehen sind?
b) Hinterschneidungen, am ganzen Umfang?
27) Nennen Sie den Bereich der Neigungswinkel bei Schrägbolzen.
28) Aufgabe: Wie groß muss der Öffnungsweg Lo mind. sein?
Geg.: Neigungswinkel α= 18°; Höhe Hinterschneidung h= 20mm