herzstückinnovation – bauart ultra high performance crossing
TRANSCRIPT

A 20420 E
Zeitschrift für das gesamte System Bahn
Organ der DMG www.zevrail.de143. Jahrgang
Herzstückinnovation – Bauart Ultra High Performance CrossingInnovation of Crossing – System Ultra High Performance Crossing
SONDERDRUCK Januar-Februar 2021 1-2

NETWORK INFRASTRUKTUR I 1 145 (2021) 1-2 JANUAR-FEBRUAR
Herzstückinnovation – Bauart Ultra High Performance CrossingInnovation of Crossing – System Ultra High Performance Crossing
M.Eng. Martin Dimitrov, Dipl.-Ing. (FH) SFI (OS) Johannes Rohlmann, Dipl.-Ing. Martin Schmock, Brandenburg an der Havel (Deutschland)
Zusammenfassung
Der Herzstückbereich der Weiche ist durch einen unstetigen Radüberlauf gekennzeichnet. Bei starren Herzstücken kommt es innerhalb eines kurzen Bereichs, beim Überlauf des Rads von Flügelschiene und Blockspitze und umgekehrt, zu einer hohen Belastung der Herzstückkomponenten. Das Herzstück der Bauart Ultra High Performance Crossing kurz UHPC nutzt den verschleißarmen, geschmiedeten Stahlwerkstoff aus Chrom-Bainit um diesen hochbelasteten Bereich dauerhaft standzuhalten. Anstelle gewalzter Schienenprofile kommen geschmiedete Flügelblöcke und Blockspitze zum Einsatz, um die hervorragende Performance des Chrom-Bainit zu nutzen. Durch die Herstelltechnologie, hauptsächlich spanende Bearbei-tung, lässt sich eine exakte Überlaufkontur herstellen, dadurch werden Eigenspannungen durch das Biegen und Knicken und die dafür notwendige Wärmeeinleitung vermieden. Wodurch auch eine mögliche Fahrflächenoptimierung an den Flügelblö-cken möglich ist.
Abstract
The crossing area of the turnout is characterized by a discontinu-ous wheel overrun. With rigid frogs, the frog components are subjected to high stress within a short range, when the wheel overflows from the wing rail and block tip and vice versa. The core of the Ultra High Performance Crossing, or UHPC for short, uses the low-wear, forged steel material made of chrome bainite to permanently withstand this highly stressed area. Instead of rolled rail profiles, forged wing blocks and block tips are used to exploit the outstanding performance of the chrome bainite. The manufacturing technology, mainly machining, allows an exact overflow contour to be produced, thus avoiding internal stresses caused by bending and buckling and the heat input required for this. This also allows a possible driving surface optimization on the wing blocks.
1 Einleitung
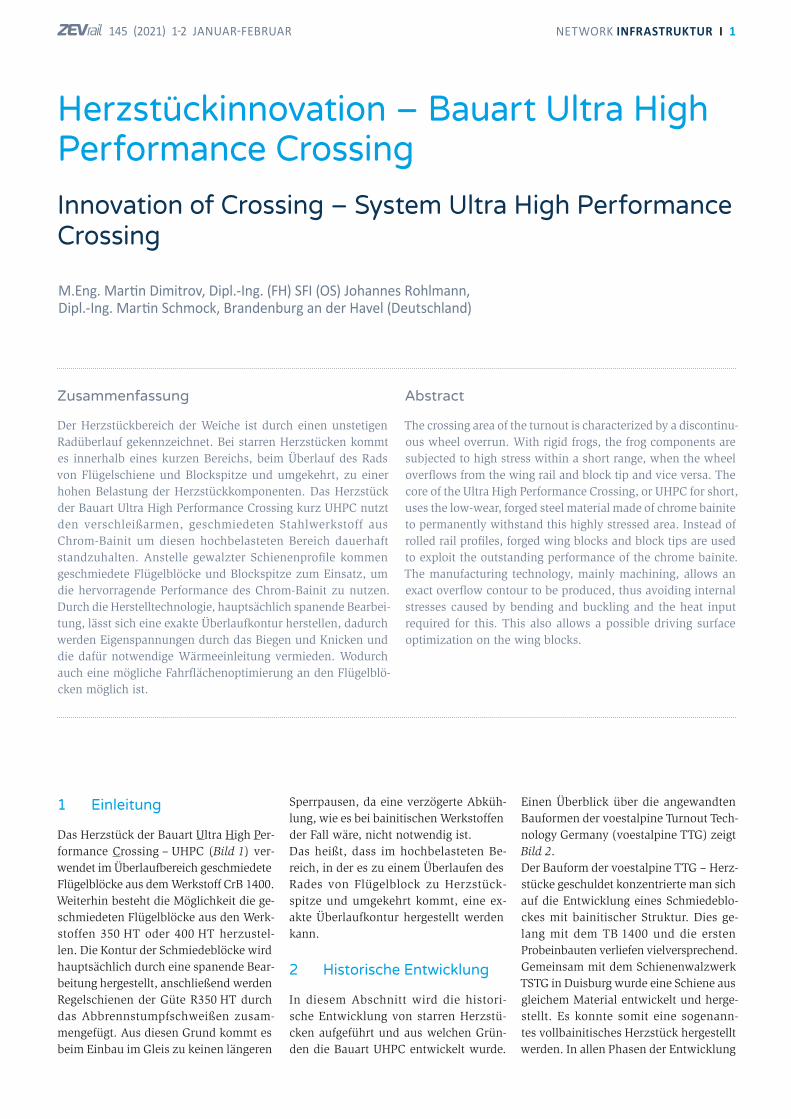
Das Herzstück der Bauart Ultra High Per-formance Crossing – UHPC (Bild 1) ver-wendet im Überlaufbereich geschmiedete Flügelblöcke aus dem Werkstoff CrB 1400. Weiterhin besteht die Möglichkeit die ge-schmiedeten Flügelblöcke aus den Werk-stoffen 350 HT oder 400 HT herzustel-len. Die Kontur der Schmiedeblöcke wird hauptsächlich durch eine spanende Bear-beitung hergestellt, anschließend werden Regelschienen der Güte R350 HT durch das Abbrennstumpfschweißen zusam-mengefügt. Aus diesen Grund kommt es beim Einbau im Gleis zu keinen längeren
Sperrpausen, da eine verzögerte Abküh-lung, wie es bei bainitischen Werkstoffen der Fall wäre, nicht notwendig ist.Das heißt, dass im hochbelasteten Be-reich, in der es zu einem Überlaufen des Rades von Flügelblock zu Herzstück-spitze und umgekehrt kommt, eine ex-akte Überlaufkontur hergestellt werden kann.
2 Historische Entwicklung
In diesem Abschnitt wird die histori-sche Entwicklung von starren Herzstü-cken aufgeführt und aus welchen Grün-den die Bauart UHPC entwickelt wurde.
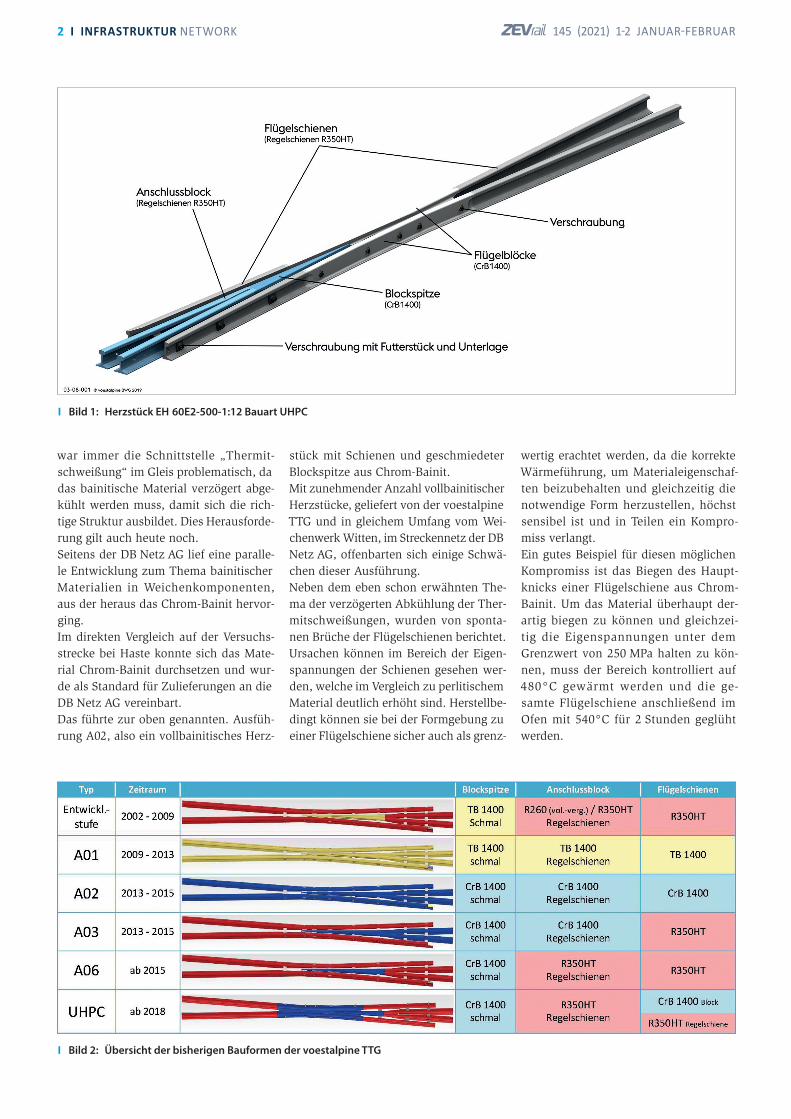
Einen Überblick über die angewandten Bauformen der voestalpine Turnout Tech-nology Germany (voestalpine TTG) zeigt Bild 2.Der Bauform der voestalpine TTG – Herz-stücke geschuldet konzentrierte man sich auf die Entwicklung eines Schmiedeblo-ckes mit bainitischer Struktur. Dies ge-lang mit dem TB 1400 und die ersten Probeinbauten verliefen vielversprechend. Gemeinsam mit dem Schienenwalzwerk TSTG in Duisburg wurde eine Schiene aus gleichem Material entwickelt und herge-stellt. Es konnte somit eine sogenann-tes vollbainitisches Herzstück hergestellt werden. In allen Phasen der Entwicklung
2 I INFRASTRUKTUR NETWORK 145 (2021) 1-2 JANUAR-FEBRUAR
Titel großTitel groß unter
Titel kleinTitel klein unter
Autor
war immer die Schnittstelle „Thermit-schweißung“ im Gleis problematisch, da das bainitische Material verzögert abge-kühlt werden muss, damit sich die rich-tige Struktur ausbildet. Dies Herausforde-rung gilt auch heute noch.Seitens der DB Netz AG lief eine paralle-le Entwicklung zum Thema bainitischer Materialien in Weichenkomponenten, aus der heraus das Chrom-Bainit hervor- ging.Im direkten Vergleich auf der Versuchs-strecke bei Haste konnte sich das Mate-rial Chrom-Bainit durchsetzen und wur-de als Standard für Zulieferungen an die DB Netz AG vereinbart.Das führte zur oben genannten. Ausfüh-rung A02, also ein vollbainitisches Herz-
stück mit Schienen und geschmiedeter Blockspitze aus Chrom-Bainit.Mit zunehmender Anzahl vollbainitischer Herzstücke, geliefert von der voestalpine TTG und in gleichem Umfang vom Wei-chenwerk Witten, im Streckennetz der DB Netz AG, offenbarten sich einige Schwä-chen dieser Ausführung.Neben dem eben schon erwähnten The-ma der verzögerten Abkühlung der Ther-mitschweißungen, wurden von sponta-nen Brüche der Flügelschienen berichtet.Ursachen können im Bereich der Eigen-spannungen der Schienen gesehen wer-den, welche im Vergleich zu perlitischem Material deutlich erhöht sind. Herstellbe-dingt können sie bei der Formgebung zu einer Flügelschiene sicher auch als grenz-
wertig erachtet werden, da die korrekte Wärmeführung, um Materialeigenschaf-ten beizubehalten und gleichzeitig die notwendige Form herzustellen, höchst sensibel ist und in Teilen ein Kompro-miss verlangt.Ein gutes Beispiel für diesen möglichen Kompromiss ist das Biegen des Haupt-knicks einer Flügelschiene aus Chrom-Bainit. Um das Material überhaupt der-artig biegen zu können und gleichzei-tig die Eigenspannungen unter dem Grenzwert von 250 MPa halten zu kön-nen, muss der Bereich kontrolliert auf 480°C gewärmt werden und die ge-samte Flügelschiene anschließend im Ofen mit 540°C für 2 Stunden geglüht werden.
I Bild 1: Herzstück EH 60E2-500-1:12 Bauart UHPC
I Bild 2: Übersicht der bisherigen Bauformen der voestalpine TTG
NETWORK INFRASTRUKTUR I 3 145 (2021) 1-2 JANUAR-FEBRUAR
Dieser Prozess wurde in mehreren Ver-suchsreihen bei der voestalpine TTG ent-wickelt und stellte den besten Kompro-miss zwischen Formqualität, erreichba-re Härte und zulässige Eigenspannun-gen dar.Die Performance der vollbainitischen Herz-stücke im Streckennetz der DB Netz AG war regelmäßig auf den Agenden der technischen Abstimmungsgespräche zwischen der voestalpine TTG und I. NPF 121 (w). Neben den zunehmenden Fällen von spontanen Brüchen zeichnete sich über die Zeit ein Bild ab, welches die erwartete Erhöhung der Lebensdauer des gesamten Herzstückes aus Chrom-Bainit nicht bestätigte.Die Blockspitzen aus diesem Material er-reichten für sich betrachtet die 2,5-fache Lebensdauer, während sich der Verschleiß bei den Flügelschienen aus Chrom-Bai-nit lediglich auf gleichem Niveau einer 350 HT-Güte befand.Die logische Folge dieser Ergebnisse war die Entscheidung der DB Netz AG die Standardausführung von A02 auf zwischenzeitlich A03 und schlussend-lich A06 umzustellen, wo lediglich noch die Herzstückspitze aus geschmiedetem Blockmaterial aus Chrom-Bainit herge-stellt wird.Diese Entscheidung war für die voestal-pine TTG der Anstoß für die Entwick-lung des Herzstückes UHPC. Grundlage war die Idee, das nachweislich gut per-
formende Schmiedematerial aus Chrom-Bainit in den Überlaufbereich der Flügel-schiene zu integrieren.Mit dieser Grundsatzentscheidung zeig-ten sich im weiteren Verlauf der Entwick-lung eine Reihe von weiteren Ansätzen, um den betrieblichen Anforderungen an starren Herzstücken besser begegnen zu können.
3 Vorteilhafte Eigenschaf-tendes Herzstücks UHPC
3.1 Kraft- und Formschluss
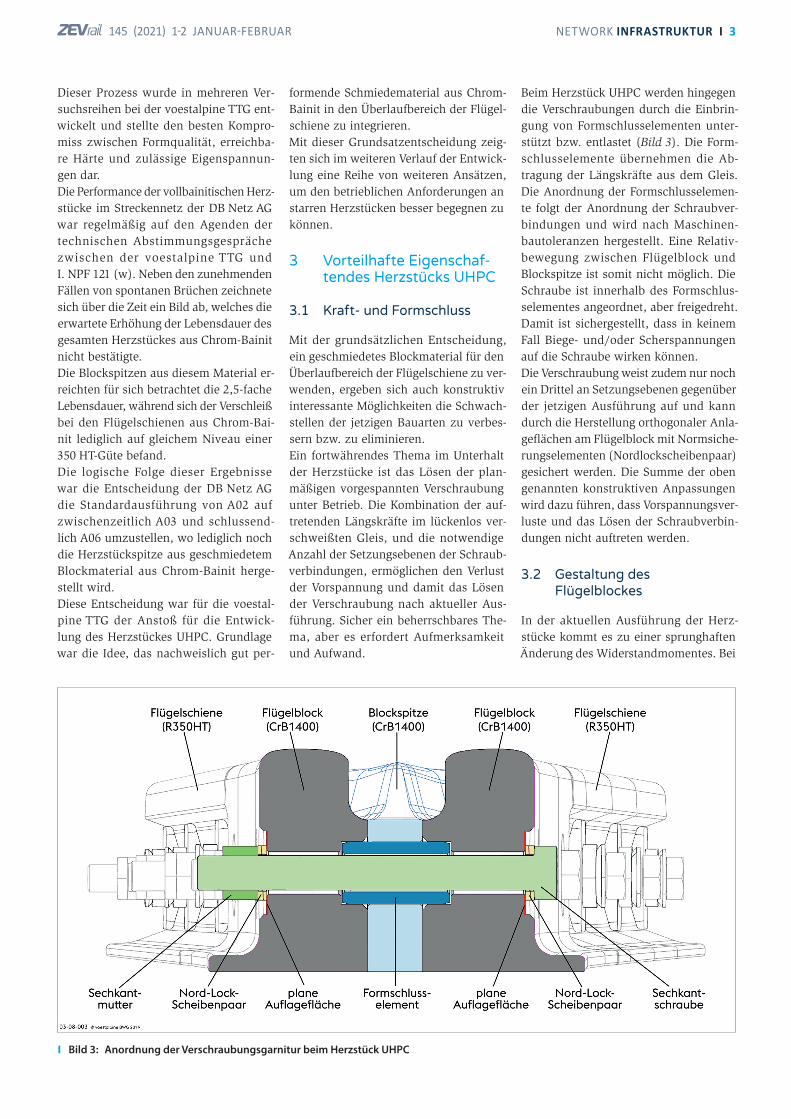
Mit der grundsätzlichen Entscheidung, ein geschmiedetes Blockmaterial für den Überlaufbereich der Flügelschiene zu ver-wenden, ergeben sich auch konstruktiv interessante Möglichkeiten die Schwach-stellen der jetzigen Bauarten zu verbes-sern bzw. zu eliminieren.Ein fortwährendes Thema im Unterhalt der Herzstücke ist das Lösen der plan-mäßigen vorgespannten Verschraubung unter Betrieb. Die Kombination der auf-tretenden Längskräfte im lückenlos ver-schweißten Gleis, und die notwendige Anzahl der Setzungsebenen der Schraub-verbindungen, ermöglichen den Verlust der Vorspannung und damit das Lösen der Verschraubung nach aktueller Aus-führung. Sicher ein beherrschbares The-ma, aber es erfordert Aufmerksamkeit und Aufwand.
Beim Herzstück UHPC werden hingegen die Verschraubungen durch die Einbrin-gung von Formschlusselementen unter-stützt bzw. entlastet (Bild 3). Die Form-schlusselemente übernehmen die Ab-tragung der Längskräfte aus dem Gleis. Die Anordnung der Formschlusselemen-te folgt der Anordnung der Schraubver-bindungen und wird nach Maschinen-bautoleranzen hergestellt. Eine Relativ-bewegung zwischen Flügelblock und Blockspitze ist somit nicht möglich. Die Schraube ist innerhalb des Formschlus-selementes angeordnet, aber freigedreht. Damit ist sichergestellt, dass in keinem Fall Biege- und/oder Scherspannungen auf die Schraube wirken können.Die Verschraubung weist zudem nur noch ein Drittel an Setzungsebenen gegenüber der jetzigen Ausführung auf und kann durch die Herstellung orthogonaler Anla-geflächen am Flügelblock mit Normsiche-rungselementen (Nordlockscheibenpaar) gesichert werden. Die Summe der oben genannten konstruktiven Anpassungen wird dazu führen, dass Vorspannungsver-luste und das Lösen der Schraubverbin-dungen nicht auftreten werden.
3.2 Gestaltung des Flügelblockes
In der aktuellen Ausführung der Herz-stücke kommt es zu einer sprunghaften Änderung des Widerstandmomentes. Bei
I Bild 3: Anordnung der Verschraubungsgarnitur beim Herzstück UHPC
4 I INFRASTRUKTUR NETWORK 145 (2021) 1-2 JANUAR-FEBRUAR
Titel großTitel groß unter
Titel kleinTitel klein unter
Autor
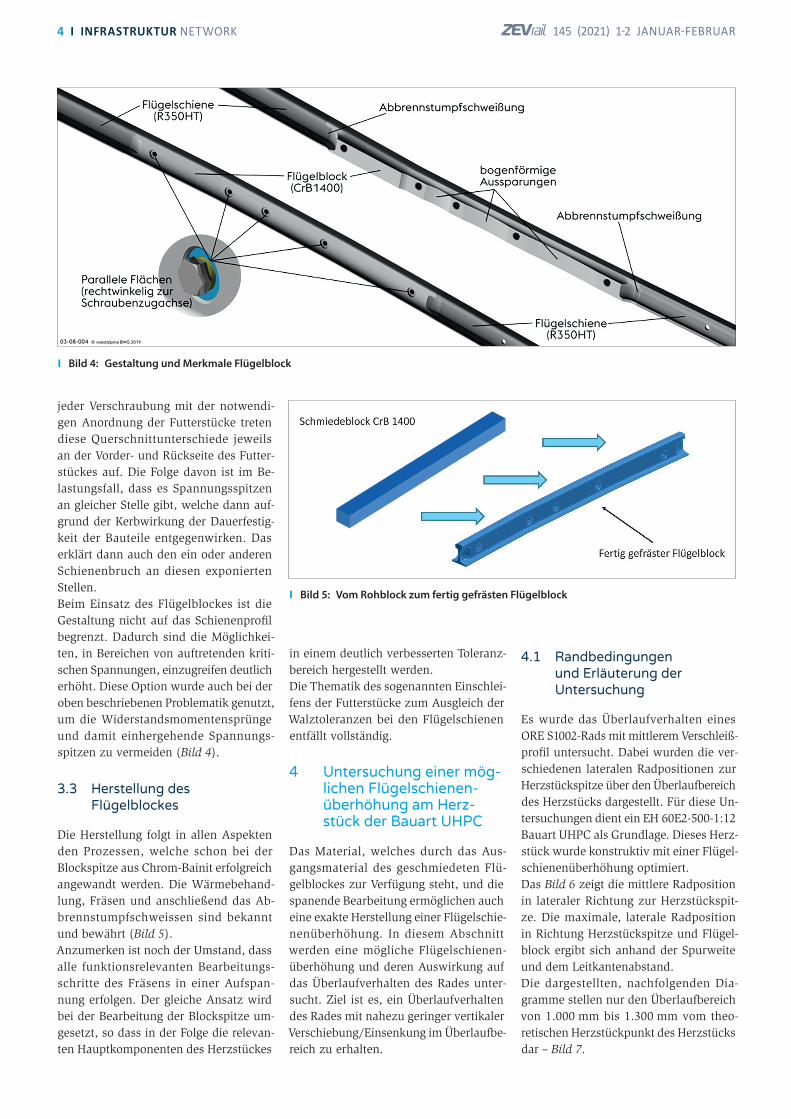
jeder Verschraubung mit der notwendi-gen Anordnung der Futterstücke treten diese Querschnittunterschiede jeweils an der Vorder- und Rückseite des Futter-stückes auf. Die Folge davon ist im Be-lastungsfall, dass es Spannungsspitzen an gleicher Stelle gibt, welche dann auf-grund der Kerbwirkung der Dauerfestig-keit der Bauteile entgegenwirken. Das erklärt dann auch den ein oder anderen Schienenbruch an diesen exponierten Stellen.Beim Einsatz des Flügelblockes ist die Gestaltung nicht auf das Schienenprofil begrenzt. Dadurch sind die Möglichkei-ten, in Bereichen von auftretenden kriti-schen Spannungen, einzugreifen deutlich erhöht. Diese Option wurde auch bei der oben beschriebenen Problematik genutzt, um die Widerstandsmomentensprünge und damit einhergehende Spannungs-spitzen zu vermeiden (Bild 4).
3.3 Herstellung des Flügelblockes
Die Herstellung folgt in allen Aspekten den Prozessen, welche schon bei der Blockspitze aus Chrom-Bainit erfolgreich angewandt werden. Die Wärmebehand-lung, Fräsen und anschließend das Ab-brennstumpfschweissen sind bekannt und bewährt (Bild 5).Anzumerken ist noch der Umstand, dass alle funktionsrelevanten Bearbeitungs-schritte des Fräsens in einer Aufspan-nung erfolgen. Der gleiche Ansatz wird bei der Bearbeitung der Blockspitze um-gesetzt, so dass in der Folge die relevan-ten Hauptkomponenten des Herzstückes
in einem deutlich verbesserten Toleranz-bereich hergestellt werden.Die Thematik des sogenannten Einschlei-fens der Futterstücke zum Ausgleich der Walztoleranzen bei den Flügelschienen entfällt vollständig.
4 Untersuchung einer mög-lichen Flügelschienen-überhöhung am Herz-stück der Bauart UHPC
Das Material, welches durch das Aus-gangsmaterial des geschmiedeten Flü-gelblockes zur Verfügung steht, und die spanende Bearbeitung ermöglichen auch eine exakte Herstellung einer Flügelschie-nenüberhöhung. In diesem Abschnitt werden eine mögliche Flügelschienen-überhöhung und deren Auswirkung auf das Überlaufverhalten des Rades unter-sucht. Ziel ist es, ein Überlaufverhalten des Rades mit nahezu geringer vertikaler Verschiebung/Einsenkung im Überlaufbe-reich zu erhalten.
4.1 Randbedingungen und Erläuterung der Untersuchung
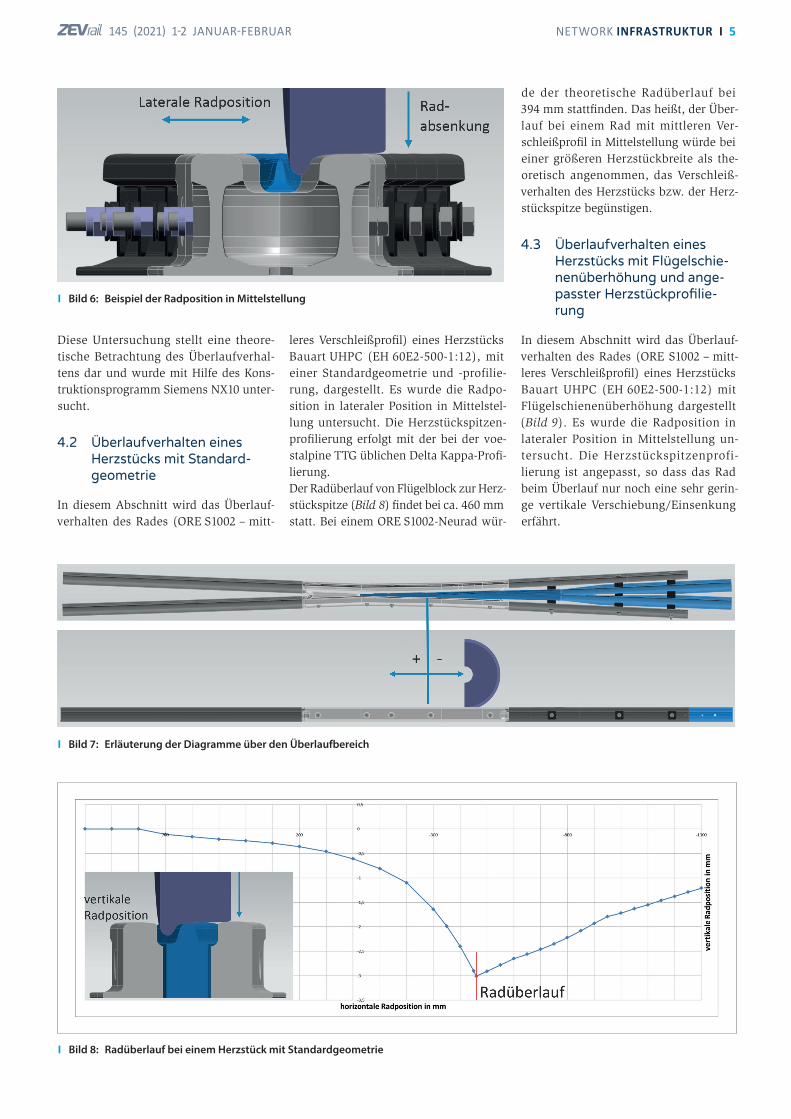
Es wurde das Überlaufverhalten eines ORE S1002-Rads mit mittlerem Verschleiß- profil untersucht. Dabei wurden die ver-schiedenen lateralen Radpositionen zur Herzstückspitze über den Überlaufbereich des Herzstücks dargestellt. Für diese Un-tersuchungen dient ein EH 60E2-500-1:12 Bauart UHPC als Grundlage. Dieses Herz-stück wurde konstruktiv mit einer Flügel-schienenüberhöhung optimiert. Das Bild 6 zeigt die mittlere Radposition in lateraler Richtung zur Herzstückspit-ze. Die maximale, laterale Radposition in Richtung Herzstückspitze und Flügel-block ergibt sich anhand der Spurweite und dem Leitkantenabstand. Die dargestellten, nachfolgenden Dia-gramme stellen nur den Überlaufbereich von 1.000 mm bis 1.300 mm vom theo-retischen Herzstückpunkt des Herzstücks dar – Bild 7.
I Bild 4: Gestaltung und Merkmale Flügelblock
I Bild 5: Vom Rohblock zum fertig gefrästen Flügelblock
NETWORK INFRASTRUKTUR I 5 145 (2021) 1-2 JANUAR-FEBRUAR
Diese Untersuchung stellt eine theore-tische Betrachtung des Überlaufverhal-tens dar und wurde mit Hilfe des Kons-truktionsprogramm Siemens NX10 unter- sucht.
4.2 Überlaufverhalten eines Herzstücks mit Standard-geometrie
In diesem Abschnitt wird das Überlauf-verhalten des Rades (ORE S1002 – mitt-
leres Verschleißprofil) eines Herzstücks Bauart UHPC (EH 60E2-500-1:12), mit einer Standardgeometrie und -profilie-rung, dargestellt. Es wurde die Radpo-sition in lateraler Position in Mittelstel-lung untersucht. Die Herzstückspitzen-profilierung erfolgt mit der bei der voe-stalpine TTG üblichen Delta Kappa-Profi- lierung.Der Radüberlauf von Flügelblock zur Herz-stückspitze (Bild 8) findet bei ca. 460 mm statt. Bei einem ORE S1002-Neurad wür-
de der theoretische Radüberlauf bei 394 mm stattfinden. Das heißt, der Über-lauf bei einem Rad mit mittleren Ver-schleißprofil in Mittelstellung würde bei einer größeren Herzstückbreite als the-oretisch angenommen, das Verschleiß-verhalten des Herzstücks bzw. der Herz-stückspitze begünstigen.
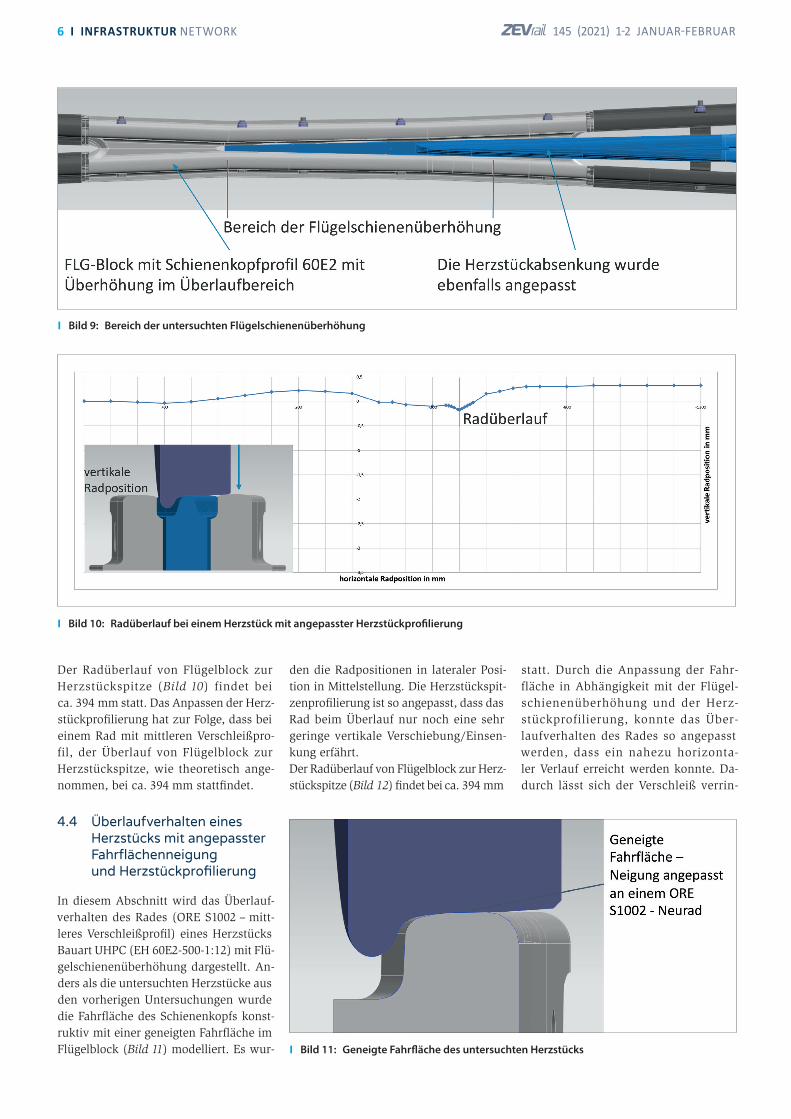
4.3 Überlaufverhalten eines Herzstücks mit Flügelschie-nenüberhöhung und ange-passter Herzstückprofilie-rung
In diesem Abschnitt wird das Überlauf-verhalten des Rades (ORE S1002 – mitt-leres Verschleißprofil) eines Herzstücks Bauart UHPC (EH 60E2-500-1:12) mit Flügelschienenüberhöhung dargestellt (Bild 9). Es wurde die Radposition in lateraler Position in Mittelstellung un-tersucht. Die Herzstückspitzenprofi-lierung ist angepasst, so dass das Rad beim Überlauf nur noch eine sehr gerin-ge vertikale Verschiebung/Einsenkung erfährt.
I Bild 7: Erläuterung der Diagramme über den Überlaufbereich
I Bild 8: Radüberlauf bei einem Herzstück mit Standardgeometrie
I Bild 6: Beispiel der Radposition in Mittelstellung
6 I INFRASTRUKTUR NETWORK 145 (2021) 1-2 JANUAR-FEBRUAR
Titel großTitel groß unter
Titel kleinTitel klein unter
Autor
Der Radüberlauf von Flügelblock zur Herzstückspitze (Bild 10) findet bei ca. 394 mm statt. Das Anpassen der Herz-stückprofilierung hat zur Folge, dass bei einem Rad mit mittleren Verschleißpro-fil, der Überlauf von Flügelblock zur Herzstückspitze, wie theoretisch ange-nommen, bei ca. 394 mm stattfindet.
4.4 Überlaufverhalten eines Herzstücks mit angepasster Fahrflächenneigung und Herzstückprofilierung
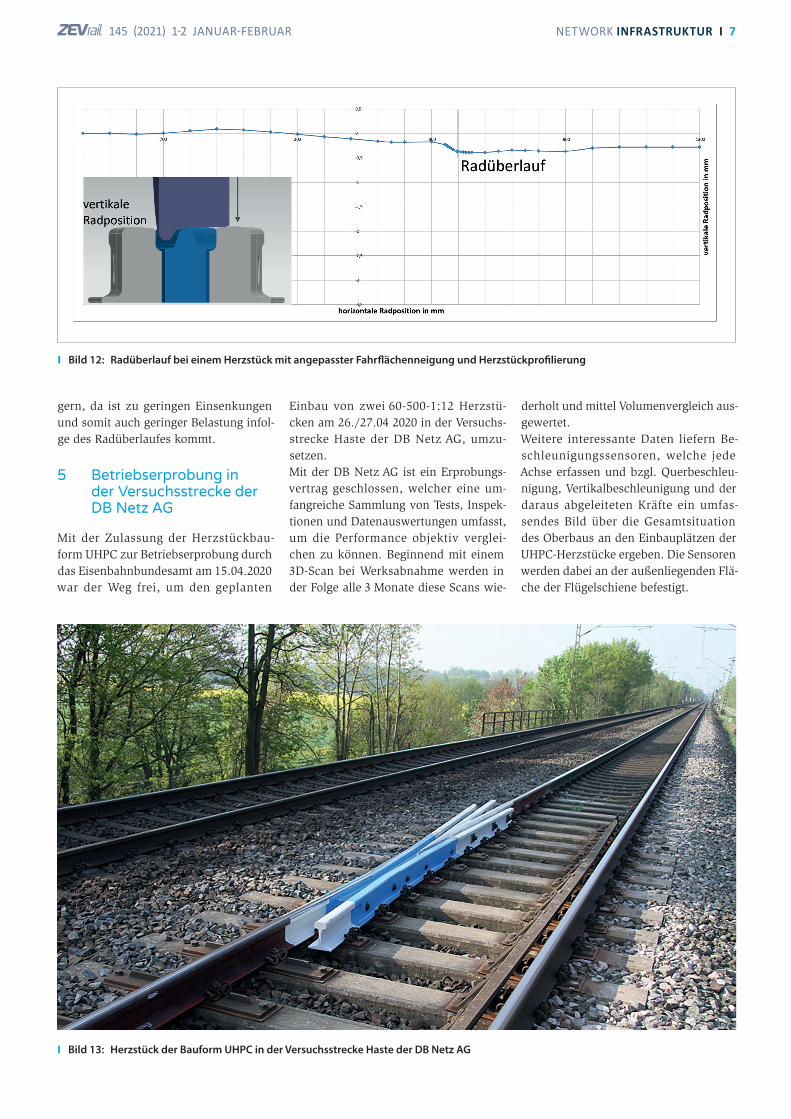
In diesem Abschnitt wird das Überlauf-verhalten des Rades (ORE S1002 – mitt-leres Verschleißprofil) eines Herzstücks Bauart UHPC (EH 60E2-500-1:12) mit Flü-gelschienenüberhöhung dargestellt. An-ders als die untersuchten Herzstücke aus den vorherigen Untersuchungen wurde die Fahrfläche des Schienenkopfs konst-ruktiv mit einer geneigten Fahrfläche im Flügelblock (Bild 11) modelliert. Es wur-
den die Radpositionen in lateraler Posi-tion in Mittelstellung. Die Herzstückspit-zenprofilierung ist so angepasst, dass das Rad beim Überlauf nur noch eine sehr geringe vertikale Verschiebung/Einsen-kung erfährt.Der Radüberlauf von Flügelblock zur Herz-stückspitze (Bild 12) findet bei ca. 394 mm
statt. Durch die Anpassung der Fahr-fläche in Abhängigkeit mit der Flügel-schienenüberhöhung und der Herz-stückprofilierung, konnte das Über-laufverhalten des Rades so angepasst werden, dass ein nahezu horizonta-ler Verlauf erreicht werden konnte. Da-durch lässt sich der Verschleiß verrin-
I Bild 11: Geneigte Fahrfläche des untersuchten Herzstücks
I Bild 9: Bereich der untersuchten Flügelschienenüberhöhung
I Bild 10: Radüberlauf bei einem Herzstück mit angepasster Herzstückprofilierung
NETWORK INFRASTRUKTUR I 7 145 (2021) 1-2 JANUAR-FEBRUAR
gern, da ist zu geringen Einsenkungen und somit auch geringer Belastung infol-ge des Radüberlaufes kommt.
5 Betriebserprobung in der Versuchsstrecke der DB Netz AG
Mit der Zulassung der Herzstückbau-form UHPC zur Betriebserprobung durch das Eisenbahnbundesamt am 15.04.2020 war der Weg frei, um den geplanten
Einbau von zwei 60-500-1:12 Herzstü-cken am 26./27.04 2020 in der Versuchs-strecke Haste der DB Netz AG, umzu-setzen.Mit der DB Netz AG ist ein Erprobungs-vertrag geschlossen, welcher eine um-fangreiche Sammlung von Tests, Inspek-tionen und Datenauswertungen umfasst, um die Performance objektiv verglei-chen zu können. Beginnend mit einem 3D-Scan bei Werksabnahme werden in der Folge alle 3 Monate diese Scans wie-
derholt und mittel Volumenvergleich aus-gewertet.Weitere interessante Daten liefern Be-schleunigungssensoren, welche jede Achse erfassen und bzgl. Querbeschleu-nigung, Vertikalbeschleunigung und der daraus abgeleiteten Kräfte ein umfas-sendes Bild über die Gesamtsituation des Oberbaus an den Einbauplätzen der UHPC-Herzstücke ergeben. Die Sensoren werden dabei an der außenliegenden Flä-che der Flügelschiene befestigt.
I Bild 12: Radüberlauf bei einem Herzstück mit angepasster Fahrflächenneigung und Herzstückprofilierung
I Bild 13: Herzstück der Bauform UHPC in der Versuchsstrecke Haste der DB Netz AG

8 I INFRASTRUKTUR NETWORK 145 (2021) 1-2 JANUAR-FEBRUAR
Titel großTitel groß unter
Titel kleinTitel klein unter
Autor
Der Erprobungsvertrag mit der DB Netz AG sieht vor, nach 2 Jahren Betriebserpro-bung eine Zwischenbilanz zu ziehen und, bei einem positiven Befund, beim Eisenbahnbundesamt eine Erweiterung der Betriebserprobung über die Einbau-ten in Haste (Bild 13) hinaus zu bean- tragen.
6 Ausblick
Durch die Verwendung von geschmiede-tem Blockmaterial für den Überlaufbe-reich können wir die Einschränkungen, welche wir durch den bis dato üblichen
Gebrauch von Schienenprofilen erfahren haben, aufheben. Größere Querschnitte ergeben eine Vielzahl von Gestaltungs-möglichkeiten zur Verbesserung der Kon-struktion von starren Herzstücke. Neben den schon beschriebenen und konstruk-tiv bereits umgesetzten Merkmalen, ar-beiten wir an weiteren Lösungen, welche nun dem Stand der Technik genügend an-gegangen werden können.Ein Beispiel dieser Optionen ist eine opti-mierte Überlaufgeometrie, wo auch fräs-technisch hergestellte Überhöhungen der Flügelblöcke eine Rolle spielen kön-nen.
Weiterhin können die Prinzipien des Herzstück UHPC auf andere Herzstück-bauarten übertragen werden und so eben-falls Verbesserungen dort erwirken.Weiterhin ist anzumerken, dass die Mate-rialgüten nicht auf die Verwendung von Chrom-Bainit für die Blockspitze und Flü-gelblöcke beschränkt sind. Natürlich kön-nen auch die Materialgüten 350 HT sowie 400 HT eingesetzt werden.
#641_A5
(Bildnachweis: 1 bis 13, voestalpine Turn-out Technology Germany GmbH)
Dipl.-Ing. Martin Schmock (53). 1992 Maschinenbau-studium an der Humboldt Universität Berlin, seit 1993 bei der voestalpine Turn-out Technology Germany GmbH. Ab 1993 in der Ab-teilung Forschung & Ent-wicklung. Ab 2010 Zentral-
bereichsleiter Konstruktion und seit April 2014 verantwortlich für den Bereich Forschung und Entwicklung.Anschrift: voestalpine Turnout Technology Germany GmbH, Uferstraße 97, 14774 Bran-denburg an der Havel, Deutschland.E-Mail: [email protected]
M.Eng. Martin Dimitrov (29). Maschinenbaustudium an der Technischen Hochschu-le Brandenburg bis 2015. Seit 2015 bei der voestalpi-ne Turnout Technology Ger-many GmbH in der Abtei- lung Forschung & Entwick-lung tätig. Anschrift: voestalpine Turn-
out Technology Germany GmbH, Uferstraße 97, 14774 Brandenburg an der Havel, Deutschland.E-Mail: [email protected]
Dipl.-Ing.(FH) SFI(OS) Johan-nes Rohlmann (54). Ab 1992 Maschinenbaustudium an der Fachhochschule Dort-mund, 1994 SFI-Ausbildung an der SLV Duisburg, 2002 SFI(OS) Ausbildung an der SLV Hannover, 1992-2002 bei der VWG, später Thys-
senKrupp Weichenbau in den Bereichen Kon-struktion, QM, Service und F&E in leitender Funktion. Seit 2002 bei voestalpine Turnout Technology Germany GmbH in den Bereichen Service, Projektmanagement und Technik. Seit 2012 Bereichsleiter Technik Vignol.Anschrift: voestalpine Turnout Technology Germany GmbH, Uferstraße 97, 14774 Bran-denburg an der Havel, Deutschland.E-Mail: [email protected]

voestalpine Railway Systems ist der weltweit führende Anbieter von Systemlösungen
im Bereich Bahninfrastruktur und bietet hochqualitative Produkte, Logistik und
Dienstleistungen für Schienen-, Weichen-, Signal- und Überwachungsanwendungen.
Die über Stahl hinausgehende vollintegrierte Werkstoffkompetenz und industrielle
Wertschöpfungskette ermöglichen es voestalpine, die wechselseitigen Abhängigkeiten
der Gleiskomponenten zu verstehen und mit diesem Wissen die Lebenszykluskosten
des Systems zu optimieren. Durch intelligente digitale Lösungen schaffen wir die Basis
für modernes Fahrwegmanagement im Sinn unseres Markenversprechens:
“Performance on Track®”.
voestalpine Railway Systems
www.voestalpine.com/railway-systems
PERFORMANCE ON TRACK®
Innovative Systemlösungenfür moderne Bahnnetze