internationalisierung die ziele wird weiter forciert bestätigt · range ex-tender, also...
TRANSCRIPT

1/2012
Die Zeitung des Rheinmetall-Konzerns
2/2013
BESTENS PLATZIERT: Wer frühzeitig den richtigen Weg ein-schlägt, dem winkt eine gute Positionierung im freien Spiel der Marktkräfte. Die KSPG-Unternehmensgruppe ist – zum Teil schon seit etlichen Jahrzehnten – an strategisch wichtigen Standorten in den USA, Mexiko und Brasilien vertreten und sichert sich so nicht nur heute, sondern auch mittel- und langfristig eine wertvolle Posi-tion in wichtigen Schlüsselmärkten des Doppelkontinents. Wie das nord- und südamerikanische Netzwerk von Rheinmetall Automotive synergetisch arbeitet, zeigen wir auf den „Profi l“-Seiten 9 bis 14.Fo
to:
Gre
gor
Sch
ust
er/g
etty
im
ages
Rheinmetall und Ferrostaal gründen Joint Venture
Internationalisierungwird weiter forciert
oho Düsseldorf/Essen/Geisenheim. Die Düsseldorfer Rheinmetall AG und die Essener Ferrostaal GmbH gründen das Gemeinschaftsunterneh-men Rheinmetall International Engineering GmbH. Das Joint Venture trägt dem weltweit stark wachsenden Bedarf an lokaler Infrastruktur für Wehr-technik Rechnung. Die Gesellschaft wird als Generalunternehmer oder Unterauftrag nehmer Industrieanlagen aus einer Hand schlüsselfertig pla-nen und umsetzen. Durch die Zusammenarbeit mit Ferrostaal schafft Rhein-metall die Voraussetzungen für weitere Internationalisierungsschritte.
„Wir wollen unsere Internationali-sierung vorantreiben, indem wir uns als Systemintegrator in der Verteidi-gungsindustrie neue Märkte erschlie-ßen. Rheinmetall International Engi-neering ist ein beispielhafter Schritt auf diesem Weg, der uns obendrein ein Alleinstellungsmerkmal in der Branche geben wird“, sagt Armin Papperger, Vorstands vorsitzender des Rheinme-tall-Konzerns. „Ferrostaal ist ein deut-sches Traditionshaus, das seit mehr als 90 Jahren den Bau von Industriean-lagen in genau den Weltregionen plant und steuert, die für unser zukünftiges Geschäft besondere Relevanz haben. Wir haben fortan die Möglichkeit, un-ser breites Produktportfolio in Kombi-nation mit dem Aufbau lokaler Produk-tionsstätten zu vermarkten. Dadurch kann Rheinmetall an einem wichtigen Markttrend partizipieren, denn der Aufbau lokaler Infrastrukturen wird bei den internationalen Kunden ge-genüber dem klassischen Import von Rüstungsgütern künftig weiter an Be-deutung gewinnen. Unsere Auftragge-ber können jetzt Investitionsvorhaben von einem erfahrenen und führenden Anbieter von Heerestechnik aus einer Hand planen und realisieren lassen.“
„Für Ferrostaal bietet das Joint Venture enorme Wachstumschancen. Mit Rheinmetall haben wir einen füh-renden Konzern der Wehrtechnik mit einem einzigartigen Produkt portfolio
an unserer Seite. Die ausgeprägte Pro-jektkompetenz und das spezifi sche Länder-Know-how von Ferrostaal sind die perfekte Plattform, um gemeinsam neues Geschäft in vielen Regionen der Welt zu generieren. Dazu gehört auch, dass wir unser traditionelles Öl- und Gas-Geschäft im Rahmen des Joint Ventures nach Asien und Südamerika ausweiten“, erklärt Dr. John Benjamin Schroeder, Geschäftsführer der Ferro-staal GmbH.
Die Kompetenzen und Fähigkeiten von Rheinmetall Defence und Ferrostaal ergänzen sich sehr gut. Das neue Joint Venture wird die Produktkompetenz von Rheinmetall mit der Kernkompetenz von Ferrostaal in den Bereichen Projekt-management, Projektentwicklung, EPC-Contracting (Engineering, Procurement, Construction) und Fertigungsplanung bzw.-steuerung zusammenführen und unter dem Namen „Defence Solutions“ anbieten. Bereits zum Start des Joint Ventures sind relevante neue Defence-Projekte für Rheinmetall International Engineering identifi ziert.
An dem Gemeinschaftsunternehmen werden Rheinmetall und Ferrostaal mit jeweils 50 Prozent beteiligt sein. Die Transaktion wird in Form eines Asset Deals realisiert. Die neu gegründete Rheinmetall International Engineering GmbH wird bei Rheinmetall und Fer-rostaal nach der Equity-Methode kon-
(Fortsetzung auf Seite 2)
Indonesien ordertKettenfahrzeuge
dp Düsseldorf. Rheinmetall ist vom Verteidigungsministerium der Republik Indonesien mit der Liefe-rung von militärischen Kettenfahr-zeugen sowie Logistik und Munition im Gesamtwert von rund 216 Millio-nen € beauftragt worden. Der Vertrag ist jetzt nach Erfüllung aller formalen Voraussetzungen rechtswirksam ge-worden. Neben 103 instandgesetz-ten und modernisierten Kampfpan-zern des Typs Leopard 2 werden 42 ebenfalls instandgesetzte Marder
1A3 Schützenpanzer, elf Berge- und Pionierfahrzeuge sowie zugehörige Dokumentation, Ausbildungsgeräte und andere Logistikumfänge gelie-fert. Weiterhin umfasst der Vertrag eine Anfangsausstattung an Übungs- und Gefechtsmunition. Damit ist Indonesien nunmehr das 18. Nutzer-land des Kampfpanzers Leopard 2. Die Lieferungen an das indonesische Heer erstrecken sich über einen Zeit-raum von 2014 bis 2016. Mit rund 240 Millionen Einwohnern ist Indonesien eine der größten Demokratien auf der Erde. Das Land spielt in zunehmen-dem Maße eine wichtige Rolle als re-gionale Ordnungsmacht und als Sta-bilitätsanker in Südostasien.
Rheinmetall-Konzern
Die Zielebestätigt
dp Düsseldorf. Die Geschäftsent-wicklung des Düsseldorfer Rheinmetall-Konzerns ist, wie das Unternehmen am 8. November 2013 mitteilte, in den ersten neun Monaten des Jahres von unterschiedlichen Entwicklungen in den Märkten und von der Neuausrich-tung im Zuge des Strategieprogramms ‚Rheinmetall 2015‘ geprägt. Einem ho-hen Auftragseingang in Defence und einer sehr stabilen Entwicklung in Auto-motive stehen Sonderbelastungen aus dem Strategieprogramm und eine wei-terhin schwache Umsatzentwicklung in Defence gegenüber. Rheinmetall erziel-te zwischen Januar und September 2013 einen Umsatz von 3,092 Milliarden €, was einem Minus von sechs Prozent ent-spricht (1. bis 3. Quartal 2012: 3,275 Mrd. €). Während der Umsatz in Automotive leicht gestiegen ist, blieb der Umsatz in Defence deutlich hinter dem Vorjahr zurück. Im dritten Quartal lag der Kon-zernumsatz bereits wieder knapp über dem vergleichbaren Vorjahreszeitraum, dank eines Wachstums von sieben Pro-zent im Automotive-Geschäft. Das ope-rative Ergebnis vor Zinsen und Steuern (Ebit vor Sondereffekten) lag bei 60 Mil-lionen € im Vergleich zu 122 Millionen € im Vorjahreszeitraum. Hier spiegelt sich die unterschiedliche Performance der beiden Unternehmensbereiche wi-der: Der operative Verlust von Defence wurde von Automotive mehr als kom-pensiert. Unter Berücksichtigung der Aufwendungen für Restrukturierungen in Höhe von 60 Millionen € ist das aus-gewiesene Konzernergebnis vor Zinsen und Steuern ausgeglichen. Für den Kon-zern erwartet Rheinmetall bei einem Jahresumsatz zwischen 4,7 Milliarden € und 4,8 Milliarden € unverändert ein operatives Ergebnis zwischen 180 Milli-onen € und 200 Millionen €.
Großauftrag fürMörsermunition
oho Düsseldorf. Die Rheinmetall AG hat einen Großauftrag zur Liefe-rung von Mörsermunition erhalten. Die Streitkräfte eines Landes der „Mena“-Region (Mittlerer Osten und Nordafrika) haben Rheinmetall Denel Munition aus Südafrika damit beauf-tragt, Munition für ein mobiles 120-mm Mörsersystem zu liefern. Der Auf-trag läuft über mehrere Jahre, wird in Partnerschaft mit einem Partner aus dem Kundenland bearbeitet und hat ein Volumen von rund 50 Millionen €.
Fojana macht Flora und Fauna nachhaltigDer schonende Umgang mit den natürlichen Ressourcen, der nach-haltiges Wirtschaften auch im Rheinmetall-Konzern auszeichnet, ist ein wesentliches Merkmal der Aktivitäten, die das Düsseldorfer Unternehmen unter dem Begriff Fojana auf seinem Defence-Erpro-bungsgelände in Unterlüß seit langem praktiziert (siehe Seiten 18 + 19).KSPG-Messepräsenz auf Seite 8
Puma löst den Marder abDer Beginn der Serienfertigung des hochmodernen Puma-Schützenpanzers, der seinen in die Jahre ge-kommenen Vorgänger Marder ablösen wird, steht un-
mittelbar bevor. Einen ausführlichen Blick hinter die Ku-lissen des Jahrhundert-Projektes gewähren die Seiten 4 – 7.

+++ msc Neckarsulm. Bei den Über-legungen zur Anschaffung eines Elektrofahrzeugs spielt bei vielen Verbrauchern die Befürchtung eine Rolle, dass die Reichweite der Batte-rie nicht ausreichen könnte. Range Ex-tender, also reichweitenverlängernde Stromgeneratoren, gelten deshalb als viel versprechende Brückentech-nologie. Die KSPG AG betreibt, wie berichtet, aktu-ell einen gemein-sam mit der FEV GmbH entwickelten Range Extender erfolgreich im Ver-suchsbetrieb. Der Versuchsträger auf der Basis eines Fiat 500 war unter an-derem auf der diesjährigen IAA-Pkw zu sehen und stieß dort auf großes Interesse. „Das Aggregat besteht aus einem Zweizylinder-Ottomotor in V-Bauweise mit einer vertikal ste-henden Kurbelwelle und zwei Gene-ratoren mit Zahnradantrieb. Die Fahr-
zeugschnittstellen sind dabei auf ein Minimum reduziert, so dass sich eine mögliche Fahrzeugintegration vergleichsweise unproblematisch gestalten ließe“, erläutert Dr. Martin Hopp, Leiter Neue Antriebstechnolo-gien bei KSPG. Abgesehen von der Verlängerung der Reichweite ist der Range Extender in der Lage, weitere
Einschränkungen elegant aufzulö-sen: In Tempera-turbereichen, in denen die Batterie beim Laden- und Entladen ungünsti-ge Wirkungsgrade durchläuft, kann er Wärme oder Käl-
te bereitstellen und damit letztlich einen Beitrag zur CO2-Reduzierung leisten. Außerdem ist mit diesem modernen System ein Fahren mit dem gewohnten Komfort durch Hei-zung und Klimaanlage möglich, ohne eine deutliche Reichweitenreduzie-rung in Kauf nehmen zu müssen.
Wider die Reichweitenangst
+++ oho Melbourne/München. Die australischen Streitkräfte haben die Rheinmetall MAN Military Vehicles GmbH (RMMV) mit der Lieferung ei-ner umfangreichen Lkw-Flotte beauf-tragt. Im Rahmen eines umfassenden Modernisierungsprogramms will die Australian Defence Force rund 2500 geschützte und un-geschützte mittlere und schwere Logis-tikfahrzeuge von Rheinmetall MAN Military Vehicles Australia (RMMVA) beschaffen. Der Ver-trag hat ein Volumen von 1,58 Milliarden australische Dollars (ca. 1,1 Mrd. €). Die ersten Fahrzeuge der Land 121 Phase 3B sollen von 2016 an ausgeliefert werden, der Auftrag bis 2020 abgeschlossen sein. Die Order bestätigt einmal mehr die Rolle von RMMV als einem der weltweit führen-den Anbieter militärischer Radfahrzeu-ge. In einem hart umkämpften Wett-
bewerb konnte sich Rheinmetall MAN Military Vehicles Australia letztlich ge-gen namhafte Wettbewerber aus Euro-pa und den USA durchsetzen – dank eines überzeugenden Angebotes, das den anspruchsvollen Kundenanforde-rungen in allen Kriterien entspricht. Die Australian Defence Force hat sich
nach einem langen Auswahlverfahren für die einsatzbe-währte, hochmobile und äußerst robus-te RMMV-Fahrzeug-familie entschie-den. Die modernen RMMV-Fahrzeuge werden den Einsatz-wert und die Beweg-
lichkeit der australischen Streitkräfte erhöhen und den Schutz für die Besat-zungen verbessern. Durch die damit einhergehende Vereinheitlichung der Fahrzeug-Flotte sollen zudem Synergie-effekte bei Versorgung, Instandhaltung und Ausbildung geschaffen und da-durch Betriebskosten gesenkt werden.
Elf Standorte in China
Auftrag aus Australien
Herausgeber: Rheinmetall AGVerantwortlich: Peter RückerChefredaktion: Rolf D. SchneiderAnschrift: Redaktion „Das Profil“Postfach 104261, 40033 Dü[email protected]
Satz: Strack + Storch KGGladbacher Straße 1540219 DüsseldorfDruck: Druck & Medienservice SchürfeldStolper Straße 8a, D-47269 Duisburg
Drucktermin dieser Ausgabe: 2. Dezember 2013Nachdruck gestattet, Belegexemplar erbeten.
dp Düsseldorf/Neckarsulm. Horst Binnig (54) ist mit Wirkung vom 1. Januar 2014 zum Vorsitzenden des Vorstands der Rheinmetall Automo-tive Führungsgesellschaft KSPG AG bestellt worden. Binnig wird zudem als Vorstandsmitglied der Rheinmetall AG die Automotive-Sparte innerhalb der Rheinmetall-Gruppe vertreten. Er folgt damit Anfang 2014 in beiden Po-sitionen auf Dr. Gerd Kleinert (65), der zu diesem Zeitpunkt nach 13-jähriger erfolgreicher Tätigkeit im Rheinme-tall-Konzern den KSPG-Chefposten an seinen Nachfolger übergeben und in den Ruhestand wechseln wird.
Rheinmetall-Vorstandschef Armin Papperger: „Mit dieser Entschei-
dung ist ein langfristig angelegter Übergang realisiert worden, der eine hohe personelle Kontinuität bei der Rheinmetall Automotive-Sparte und im Rheinmetall-Konzern sicherstellt. Horst Binnig wird die Geschäfte der KSPG AG in der Linie des aktuellen Managements weiterführen und so-mit die innovative Ausrichtung des Produktportfolios und die Internatio-nalisierungsstrategie vorantreiben.“
Binnig gehört der KSPG-Gruppe seit 1999 an und ist bereits seit dem 1. Januar 2012 Mitglied des KSPG-Vorstands. Davor leitete er über mehr als elf Jahre den Geschäftsbe-reich KS Aluminium-Technologie, in dem das Geschäft mit Leichtbau-
Motorblöcken, Zylinderköpfen und Strukturbauteilen aus Aluminium zusammengefasst ist. Es folgte die Gesamtverantwortung für die heutige Division Hardparts, zu der außerdem die KSPG-Aktivitäten bei Kolben und Gleitlagern gehören. Jüngst über-nahm er zudem die Zuständigkeit für die Division Mechatronics mit den Be-reichen Schadstoff- und Verbrauchs-reduzierung sowie dem Pumpen-geschäft.
Horst Binnig, der nach einem Stu-dium der Fachrichtung Maschinenbau und Konstruktionstechnik seit 1983 unter anderem als Geschäftsführer der Kaco Elektrotechnik, Bach GmbH und der Hengstler GmbH tätig war,
kann umfassende Kenntnisse des Automotive-Geschäfts in seine neue Position einbringen. Der Diplominge-nieur war unter anderem maßgeblich für den Aufbau des zweiten großen Joint Ventures der Gruppe mit der SAIC (Shanghai Automotive Industry Cor-poration) in China verantwortlich und hat den Ausbau der dortigen Aktivitä-ten wie auch die weitere Internationa-lisierung der KSPG-Gruppe nachhaltig geprägt und vorangetrieben.
Der Vorstand der KSPG AG besteht nach dem Wechsel von Dr. Gerd Klei-nert in den Ruhestand ab dem 1. Januar 2014 somit aus Horst Binnig (Vorsitzen-der), Dr. Peter Merten (CFO) und Peter Sebastian Krause (Personal, Recht).
Neuer KSPG-Vorstandschef
Rheinmetall und Ferrostaal gründen Joint Venture – weitere Internationalisierung
Industrieanlagen aus einer Hand
+++ he Shanghai. Die zum Automo-bilzulieferer KSPG AG gehörende KS Kolbenschmidt GmbH hat in ihrem Geschäftsbereich Großkolben eine neue Gesellschaft speziell für die asiatischen Märkte gegründet. Die KSLP (China) Co. Ltd. wird ab sofort von ihrem neu eröffneten Vertriebs- und Fertigungsstandort in der Region Shanghai Kunden in China, Japan und Korea mit Groß-kolben für Schiffsmotoren, Lokomotiven und stationäre Generatoren beliefern. Das Unternehmen trägt damit der dynamischen Entwick-lung der Region in diesem Marktsegment Rechnung: mittlerweile werden rund 80 Prozent aller Hoch-seeschiffe in diesen Ländern gebaut, gefolgt von Vietnam und Indien. Damit baut auch dieser Geschäftsbereich von KSPG seine weltweite Präsenz konsequent weiter aus. Nach den konzerneigenen Großkolben-Produk-tionsstätten in Neckarsulm/Deutsch-land und Marinette/Wisconsin in den
USA wird sich der neue chinesische Standort auf Kolben für mittelschnell laufende Diesel- und Gasmotoren mit Durchmessern zwischen 160 und 350 Millimetern konzentrieren. Ergänzt wird das angebotene Produktspekt-rum durch die dazugehörigen Zylinder-laufbuchsen. Zu diesem Zweck wird das Unternehmen M. Jürgensen GmbH
& Co. KG künftig ein Reprä-sentationsbüro in der neuen Großkolben-Fertigungsstätte von KSLP China im Industrie-park Plainvim in Kunshan betreiben. Die neue chine-sische Gesellschaft ist eine 100-prozentige Tochter der
KS Kolbenschmidt GmbH. Das Werk verfügt über eine Produktionsfl äche von 8100 Quadratmetern und beschäf-tigt in der Anfangsphase zunächst 20 Mitarbeiter. In den kommenden Jah-ren wird sich die Beschäftigtenzahl auf rund 100 Mitarbeiter erhöhen. Die KSPG-Gruppe ist seit 1997 über Joint Ventures und eigene Gesellschaften auf dem chinesischen Markt vertreten.
solidiert. Über die zugrundeliegende Bewertung wurde Vertraulichkeit ver-einbart.
Der Hauptstandort von Rheinmetall International Engineering soll in Gei-senheim (Hessen) sein. Das Unterneh-men startet mit rund 200 Mitarbeitern, bisher hauptsächlich Beschäftigte der Ferrostaal Industrieanlagen GmbH.
Das traditionell starke Öl- und Gas-Geschäft bringt Ferrostaal mit der Organisation der Ferrostaal Indust-rieanlagen GmbH in das Joint Venture mit ein. Rheinmetall International Engineering wird international als Ge-neral- und Unterauftragnehmer in der Öl- und Gasindustrie auftreten. Ziel-märkte sind neben der „Mena“-Region
künftig auch Asien und Südamerika. Dieses Basisgeschäft von Rheinme-tall International Engineering ermög-licht den konzentrierten Ausbau des Bereichs Defence Solutions. Da die regionalen Ziel- und Kernmärkte des Öl- und Gasgeschäfts und der neuen Aktivitäten in der Wehrtechnik zum Teil identisch sind, erwarten Rheinmetall und Ferrostaal hier weitere Synergien. Die Verzahnung der Vertriebsnetzwer-ke beider Unternehmen wird einen breiteren Marktzugang ermöglichen, insbesondere mit Blick auf staatliche Auftraggeber.
Ferrostaal ist ein weltweit tätiger, technologie-, hersteller- und liefe-rantenunabhängiger Industriedienst-leister. Als Projektentwickler ist das
Unternehmen in den Bereichen Pet-rochemie, Windkraft und Öl und Gas tätig. Als Service- und Vertriebspart-ner für internationale Hersteller han-delt die Gesellschaft mit Maschinen und Ausrüstung für Recycling, Verpa-ckung, Schienenverkehr, Labortech-nik und Druck sowie mit Rohren und Rohrzubehör. Im Bereich Automotive entwickelt Ferrostaal maßgeschnei-derte Prozesse und betreibt kom-plette Modulmontagen für internati-onal tätige Automobilhersteller und -zulieferer. Rund 4400 Mitarbeiter verbinden für die Kunden jahrzehn-telange Industrieexpertise mit Finan-zierungskompetenz. Ferrostaal ist in rund vierzig Ländern mit eigenen Ge-sellschaften vertreten.
(Fortsetzung von Seite 1)
Nitrochemie Wimmis jetzt mit Hochleistungs-Treibladungspulver Reload Swiss RS
Neu für Sportschützen und Jägerjpw Wimmis. Reload Swiss RS heißt
die neue Marke der Nitrochemie Wim-mis AG für Hochleistungs-Treibladungs-pulver, die ab sofort verfügbar ist. Die Nitrochemie Wimmis AG ist ein Ge-meinschaftsunternehmen von Rhein-metall und RUAG, das auf Treibmittel spezialisiert ist.
Wer als Sportschütze oder Jäger höchste Präzision verlangt, der verlässt sich bei der Munition vorzugsweise auf seine eigenen Laborierungen. Das rich-
tige Treibmittel spielt eine Schlüssel-rolle bei den Wiederladekomponenten. Gleichbleibende Qualität mit gleichmä-ßigem Abbrennverhalten ermöglichen wiederholgenaue präzise Treffer – auch unter verschiedensten Witterungsbe-dingungen.
Reload Swiss RS bietet jetzt den rich-tigen Antrieb für solche individuellen Laborierungen. Drei Kurzwaffenpulver und sieben Langwaffenpulver stehen derzeit zur Auswahl. Damit deckt Reload
Swiss RS alle Disziplinen und Einsatz-zwecke für Kurz- oder Langwaffen ab.
In die Entwicklung und Produktion der Reload Swiss RS-Treibladungspul-ver fl ießen die fast 100 Jahre langen Erfahrungen der international renom-mierten Nitrochemie Wimmis AG mit Hochleistungspulvern ein. Eine stetige Qualitätskontrolle von der Produkti-on bis zur Verpackung gewährleistet gleichbleibende Fertigungsqualität für höchste Ansprüche.
Reload Swiss RS (v.l.): die Schweizer IPSC-Spitzenschützen Dominic Meier und Christine Burkhalter sowie Wildhüter Rudolf Kunz.
11

Profi l: Sie sind mehr als 30 Jahre im Rhein-metall-Konzern in leitenden Funktionen tätig, kennen das gesamte Unternehmen wie kaum ein Zweiter. Was zeichnet den Gesamtkonzern mit seinen beiden Unternehmensbereichen Defence und Automotive aus Ihrer Sicht heute aus?
Merch: Ich denke, es ist die starke wirtschaft-liche Verankerung in zwei wichtigen Feldern, die wesentliche Bedürfnisse der Menschen abde-cken. Das sind Sicherheit und Mobilität.
Profi l: Gibt es bei Ihnen eine Präferenz? Im-merhin waren Sie bis Ende 2012 lange Jahre im Defence-Bereich verantwortlich engagiert – da bleibt doch sicher auch emotional etwas hängen?
Merch: Nach zwölf Jahren Tätigkeit bei Defence hängt und schlägt das Herz natürlich für diesen Unternehmensbereich. Aber mit der Übernahme der neuen Aufgabe ist es an der Stelle ein Stück-chen weiter, größer geworden. Das heißt, ich sehe mich genauso verantwortlich für die Geschicke und für das Wohl unseres zweiten wichtigen Un-ternehmensbereichs Automotive.
Profi l: Noch einmal kurz zurück zur Defence-Sparte, die Sie quasi „in- und auswendig“ ken-nen: Wie hat sich dieser Unternehmensbereich in den vergangenen Jahren verändert?
Merch: Defence ist unzweifelhaft internationa-ler geworden, und mit zunehmender Internationa-lität haben die Komplexität sowie der Aufbau und die Ablaufstruktur der Organisation zugenommen. Hinzu kommt: Die Veränderung unseres Produkt-
portfolios mit deutlicher Fokussierung auf das Systemgeschäft sowie die damit einhergehenden, länger laufenden und auch komplexeren Geschäf-te haben das Profi l des Unternehmensbereichs nach innen wie auch nach außen geändert. Auf diese veränderte Situation müssen wir uns seitens des Managements, vor allem aber auch mit Blick auf die Auftragsabwicklung einstellen.
Profi l: Rheinmetall war in der zurückliegenden Dekade unternehmerisch sehr erfolgreich. Im laufenden Geschäftsjahr sieht die Situation auch auf der Ertragsseite vor allem bei Defence doch anders aus. Sie als Finanzchef des Konzerns müssen den Kapitalmärkten Quartal für Quartal Zahlen bzw. Entwicklungen erläutern, die nicht nur positiv sind. Wie gehen Sie speziell mit die-sem Aspekt um?
Merch: Die schwächere Performance und Pro-fi tabilität von Defence hat sich bereits im Jahr 2012 abgezeichnet, nachdem wir im Grunde ge-nommen zehn Jahre einen Weg kontinuierlicher Verbesserung beschritten haben. 2012 mussten wir erstmalig Einbußen hinnehmen. Diese Ent-wicklung hat sich auch für uns ein wenig überra-schend in 2013 doch sehr stark beschleunigt.
Profi l: Ihre Antwort auf diesen Trend?Merch: Wir haben bereits in 2012 im vierten
Quartal erste Maßnahmen zur Restrukturierung in zwei Bereichen gestartet. Wir haben diese Maßnahmen ausgedehnt, auch auf weitere Be-reiche und sehen dennoch, dass uns zurzeit auch von der Marktseite der Wind ins Gesicht bläst, das gilt insbesondere für das Komponentengeschäft. Wir haben aber auch, das muss ich ganz klar be-tonen, hausgemachte Schwächen und Probleme.
Profi l: Zum Beispiel?Merch: Damit spreche ich vor allem die Kosten-
überzüge in wichtigen Programmen an: Dort ist es uns nicht gelungen, wichtige Projekte in Zeit, im Kostenrahmen und in der gebotenen Qualität zu realisieren. Und dieses insbesondere in größeren, länger laufenden Systemgeschäften wie etwa den Fahrzeugprogrammen. Hier gilt es, den internen Fokus auf die Schwachstellen zu richten, zum Beispiel mit weiterer Ausbildung. Wir müssen die-se Schwachstellen aber auch mit großer Konse-quenz in den nächsten zwölf bis achtzehn Mona-ten – und ich sage es ganz deutlich – ausmerzen. Denn diese Schwachstellen kosten uns insbeson-dere in 2013 erhebliches Geld.
Profi l: Wie soll das konkret gehen?Merch: Wir haben die personelle Verantwort-
lichkeit an wichtigen Positionen bereits verän-dert. Wir bringen nochmals neuen Wind in stille Ecken. Wir müssen uns systemseitig verbessern, insbesondere aber müssen wir den Mindset in ei-ner Reihe von Köpfen im Mittelmanagement, aber auch auf der Fachebene, ändern.
Profi l: Was meinen Sie denn damit?Merch: Wir müssen uns einem veränderten
Wettbewerbsumfeld und vor allem den verän-
derten Ansprüchen von Kunden stellen, die wir ja insbesondere seit einiger Zeit außerhalb von Europa suchen und auch fi nden. Wenn wir mit unseren internationalen Kunden sprechen, müs-sen wir uns auf einer ganz anderen professionel-len Ebene bewegen, was Vertragsmanagement, Projektmanagement und Claim Management an-geht. Wir müssen hier in sehr kurzer Zeit sehr viel lernen. Wir werden uns unter Umständen auch mit neuen Fachleuten mit entsprechender Exper-tise und Erfahrung verstärken müssen.
Profi l: Es geht im Grunde genommen also dar-um, Dinge mit Professionalität, mit Offenheit und mit entsprechendem Commitment wieder wirk-lich handwerklich besser zu machen?
Merch: Exakt! Mit jedem Vertrag gehen wir eine Verpfl ichtung ein gegenüber unserem Kunden. Und der erwartet, dass diese Aufträge qualitativ hochwertig – dafür sind wir bekannt – abgewi-ckelt werden, aber natürlich auch in der zugesag-ten Lieferfrist. Und nach innen hin müssen wir zu unseren Plänen und Zielsetzungen, die wir mit Präzision, Erfahrung und Sorgfalt kalkuliert ha-ben, stehen. Diese Einstellung muss als wichtiges Kontrollelement akzeptiert werden – mit dem Er-gebnis, die eigenen Ziele auch durchzusetzen.
Profi l: Sie sind nun seit mehr als drei Jahrzehn-ten in Unternehmungen von Rheinmetall verant-wortlich tätig. In dieser Zeit haben Sie sicherlich auch Entscheidungen treffen müssen, die Ihnen nicht leichtgefallen sind?
Merch: Ja, also insbesondere, wenn Sie meine erste lange Zeit – mehr als 16 Jahre – in der Jagen-berg-Gruppe berücksichtigen. Dort habe ich ganz wichtige Erfahrungen machen müssen, aber auch dürfen, und es hängt viel mit schwierigen Aufga-ben zusammen. Und schwierige Aufgaben sind häufi g Veränderungen und Restrukturierungen.
Profi l: Sie denken hier an die beiden Jagen-berg-Sanierungsprojekte Herlan und Kampf?
Merch: Ja, diese beiden Fallbeispiele enthalten in der Tat für mich sehr prägende Elemente, die zweierlei zeigten: die Einsicht, aber auch dann den Mut zur Veränderung und die Konsequenz zur Durchsetzung. Ich will bewusst nicht sagen Härte, aber die notwendige Konsequenz zur Durchset-zung. Denn nur, wenn man etwas am Ende einfor-dert – also umsetzt, was man vorher angekündigt hat –, dann ist die Glaubwürdigkeit da.
Profi l: Wobei dies auch mit knallharten Konse-quenzen einhergehen kann.
Merch: Das hat in der Tat Konsequenzen, die knallhart sein können – und dies kann natürlich auch das eigene Bild im Unternehmen und au-ßerhalb prägen. Aber beide Entscheidungen, die ich hier einmal beispielhaft zitiert habe, hatten die wirtschaftliche Notwendigkeit, das Gesamt-unternehmen in der mehrheitlichen Form der Ar-beitsplätze wirtschaftlich überlebensfähig zu ge-stalten. Für dieses Ziel ist es wichtig, auch mit der notwendigen Konsequenz an solche Handlungen zu gehen.
Profi l: Sachverhalte schnell auf den Punkt bringen – ist das Teil Ihrer Lebensphilosophie?
Merch: Ja! Zunächst einmal eine sehr klare Ana-lyse, also erkennen, was die wesentlichen Proble-me sind, wo es hakt, wo man ansetzen muss. Dann die Fähigkeit, diese Erkenntnis in eine verständli-che Argumentation zu bringen, um Menschen, die davon im negativen wie positiven Sinne betroffen sind, von deren Notwendigkeit zu überzeugen. Und dann ein klarer Plan, wie man die Erkenntnis-se umsetzt, und zwar in relativ kurzer Zeit.
Profi l: Wenn Sie, Ihre heutige Aufgabe vor Augen, einmal den Blick zurückwerfen: Haben Sie irgendwann einmal geahnt, gedacht oder ge-wünscht: Den „Job“ als Finanzchef an der Rhein-metall-Konzernspitze traue ich mir zu, das mache ich, da will ich hin?
Merch: Vor einigen Jahren, nachdem ich die dritte Position als Finanzchef eines größeren Un-ternehmensbereichs von Rheinmetall bekleidet hatte (Jagenberg, Aditron und Defence), habe ich mir schon vorstellen können, auch in einem noch größeren Rahmen zu arbeiten, um im Kollegen-kreis auch Gesamtverantwortung zu überneh-men. Und mir ist diese Gelegenheit glücklicher-weise geboten worden.
Profi l: Mussten Sie sich auf Ihre neue Tätigkeit besonders vorbereiten?
Merch: Ein wenig schon. Vieles ist mir bekannt, natürlich, der große Vorteil war und ist, dass ich
das Unternehmen in vielen Facetten kenne, auch viele Personen sehr gut kenne, mit denen ich schon lange und konstruktiv zusammengearbeitet habe. Dankbar bin ich meinem Vorgänger Dr. Her-bert Müller; von ihm habe ich eine sehr fundierte fachliche Einführung erhalten, insbesondere, was den Kapitalmarkt, also Investoren, Analysten und Banken, angeht.
Profi l: Wie würden Sie Ihr derzeitiges Aufga-bengebiet „kurz und bündig“ beschreiben? Wel-che Themen liegen Ihnen in Ihrer neuen Rolle be-sonders am Herzen? Was wollen Sie vorantreiben?
Merch: Meine Aufgabe sehe ich zum einen da-rin, den Vorstand und insbesondere auch den Vor-standsvorsitzenden in der Strategie-Entwicklung und den korrespondierenden Maßnahmen effi zi-ent und effektiv zu unterstützen. Zum anderen gilt es, nach innen wie nach außen für die größtmög-liche Daten- und Zahlentransparenz zu sorgen, denn nichts ist schlimmer als Überraschungen. Natürlich freut man sich über positive Überra-schungen, aber auch sehr positive Abweichungen sind ein Anzeichen für fehlende Transparenz, ne-gative natürlich sowieso. Und diese Transparenz gilt sowohl für die innere als auch für die externe Kommunikation.
Profi l: Wobei Ihr thematischer Schwerpunkt die Kommunikation mit dem Kapitalmarkt ist.
Merch: Richtig! Wir sind ein Unternehmen mit einem hundertprozentigen Free Float – insofern gilt es unterjährig, zahlreiche Gespräche u.a. mit
Investoren und Analysten zu führen. Dabei geht es vor allem darum, das Unternehmen in seiner Vielfalt, in seiner Breite, seinem aktuellen Zu-stand, aber auch in seiner Perspektive möglichst umfassend und vernünftig zu erläutern. Es ist heute ganz einfach so: Auch der oberste Finanz-mann gilt – neben dem Vorstandschef – vor allem nach außen als Verkäufer des Unternehmens. Und auch in diesem Kontext gilt: Im Gesamtvor-stand entwickeln wir gemeinsam die Strategie; meine Aufgabe ist es, die fi nanziellen Rahmen-bedingungen und die fi nanziellen Implikationen und Konsequenzen mit in die Diskussion einzu-bringen, um das Unternehmen in seiner heutigen Struktur weiter voranzubringen.
Profi l: Der bereits zitierte Begriff Transparenz hat für Sie einen sehr hohen Stellenwert.
Merch: Wir sind ein börsennotiertes Unterneh-men mit einer breiten Shareholder-Struktur. Und ich denke, so, wie es innen gepfl egt und auch gefordert werden muss, so sind Transparenz, Of-fenheit und Klarheit auch für den Kapitalmarkt wichtig. Wir dürfen keine Furcht oder Angst vor schlechten Wahrheiten oder vor schlechten Ent-wicklungen haben.
Profi l: Offenheit ist für Sie Programm.Merch: Ja! Der Markt, also der Investor oder
Analyst, verträgt aus meiner Sicht die Wahrheit, selbst wenn diese nicht nur immer positiv bzw. ro-sarot ist. Ich bin davon überzeugt, dass man auch Schwierigkeiten, die man hat, frühzeitig adres-sieren muss – denn diese werden über kurz oder lang eh offenbar und damit transparent. Deshalb ist es wichtig, diese Information auch frühzeitig aus dem Unternehmen zu bekommen, um dann mit einem Lösungsansatz den Weg nach vorne zu beschreiben. Insofern ist für mich innere Trans-parenz die essentielle und notwendige Basis, um nach außen die notwendige Glaubwürdigkeit herzustellen. Transparenz, Offenheit und Klarheit sind für mich in der Tat ganz wesentliche Baustei-ne einer vertrauensbildenden Kapitalmarkt-Kom-munikation.
Profi l: Wie würden Sie sich charakterisieren? Merch: Im Beruf sind mir eine eher sachliche
Orientierung und ein hoher Anspruch auf profes-sionellem Niveau sehr wichtig. Diese Professiona-lität basiert auf entsprechend fachlicher Kompe-tenz, gepaart mit dem Willen, wenn es notwendig ist, „dicke Bretter“ zu bohren, also in die Tiefe zu gehen. Ich will es einmal so formulieren: Ich mag keine „Oberfl ächenschwimmer“, die im Grunde genommen viel reden, dann aber am Ende aller Tage wenig Substanz in der Umsetzung zeigen.
Profi l: Also der „knallharte“ Finanzexperte, bei dem ausschließlich das Ergebnis zählt?
Merch: Ich bin stark dem Sachvortrag, der Sach-argumentation verpfl ichtet – insofern wirke ich wahrscheinlich eher sachlich, nüchtern, weniger emotional. Dennoch: Ich bin mit großem Herz „bei der Sache“. Bei jeder ernsthaften Aufgabe gehören
für mich Emotion und Empathie dazu. Gleichwohl sollten so nicht Probleme – denn für jedes kann man Verständnis entwickeln – zugedeckt wer-den. Irgendwann muss man wieder abstrahieren können und die Sachargumentation in den Vor-dergrund stellen: Schließlich wollen wir die beste wirtschaftliche Entwicklung für unser Unterneh-men. Ganz plakativ formuliert, sollten Kopf, Herz und Bauch im Idealfall optimal zusammenwirken.
Profi l: Verfügen Sie über eine „gesunde Härte“?Merch: Ich denke schon. Aber ich habe auch
sehr viel Verständnis, weil ich den Weg, den heu-te viele machen, in wesentlichen Teilen (selbst) erlebt habe. Das heißt, ich habe im Stab und in der Linie gearbeitet, ich kenne die Nöte auch der operativen Herausforderungen und der opera-tiven Manager, und insofern habe ich ein tiefes Verständnis für diese Thematik. Dennoch habe ich natürlich auch eine Aufgabe als „unangeneh-mer“ Gesprächspartner: Der Controller ist in die-sem Kontext nicht immer der Beliebteste, sondern hat hier eine Rolle und eine Aufgabe zu erfüllen, die etwas anders gelagert ist als beispielsweise die des Vorstandsvorsitzenden oder anderer ver-antwortlicher Manager.
Profi l: Ihr persönlicher Führungsstil?Merch: Aus meiner Sicht gehört Leidenschaft
dazu, Commitment, ein verpfl ichtendes Gefühl der Sache, der Menschen und der Ziele gegen-über. Hinzu kommt unbedingt eine hohe Fachkom-petenz, man braucht also fachliche Fertigkeiten
und Fähigkeiten. Loyalität ist für mich ein weite-rer, ganz wichtiger Wert. Und zunehmend, weil in den vergangenen gut zehn Jahren immer wieder persönlich erlebt, die Fähigkeit zur Selbstmotiva-tion, um daraus andere Menschen zu motivieren. Denn nur wenn ich selber von etwas überzeugt und motiviert bin, dann kann ich dieses Gefühl auf andere übertragen, kann Menschen motivie-ren, anfeuern, mitnehmen und begeistern. Dazu gehören – und das sind auch Dinge, die ich eben schon gesagt habe – Authentizität, Klarheit, mit guten wie auch schlechten Nachrichten offen und transparent umgehen.
Profi l: Ihre ganz persönliche Botschaft als Fi-nanzchef des Konzerns?
Merch: Wir brauchen einmal mehr die Bereit-schaft, dann den Willen und die Kraft zu Verände-rungen. Das sind Dinge, die absolut wichtig sind. Die bloße Einsicht hilft nicht weiter, sondern am Ende muss ich den Mut und auch die Tatkraft be-sitzen, die Dinge anzupacken und zu verändern. Und, was dabei natürlich ganz wichtig ist: Ich darf nicht nur problemorientiert argumentieren und sagen, was alles schlecht ist, sondern muss zumindest eine Lösung mitliefern. Ob das bereits die richtige ist, weiß ich nicht – was ich aber weiß, ist, dass ich problem- und lösungsorientiert sein muss. Und da schließt sich erneut der Kreis: Um Lösungen zu fi nden, muss ich wieder kreativ sein, muss neue Ideen haben, muss Altes in Frage stel-len. Und ich glaube, dass dies ein ganz wichtiger Punkt ist: nicht permanent zurückzuschauen. Und wenn ich zurückschaue, dann, um aus der Ver-gangenheit zu lernen und nach vorne hin die Ver-änderung zu suchen.
Profi l: Sie sind seit langem in verantwortlicher Funktion und Position mit daran beteiligt, wichti-ge Weichen für die Zukunft der Düsseldorfer Un-ternehmensgruppe zu stellen. Was wünschen Sie sich für Rheinmetall?
Merch: Dass die Menschen, die heute in un-serem Konzern arbeiten, sich mit Herz, Überzeu-gung, Leidenschaft, aber auch Verstand für das Unternehmen engagieren, an das Unternehmen und an seine Weiterentwicklung glauben. Es ist ein toller und spannender Konzern – das möch-te ich, mit fast einer Lebensarbeitszeit in diesem Hause, einmal mehr betonen. Wir feiern im nächs-ten Jahr den 125-jährigen Geburtstag dieser Firma – wir haben eine wirklich lange, lange Tradition. Gerade deshalb wünsche ich mir, mit den heu-te im Unternehmen arbeitenden Menschen die Begeisterung für dessen Weiterentwicklung zu teilen und es so zu stabilisieren, so wetterfest zu machen, dass wir in jedem Fall auch den 150. Ge-burtstag von Rheinmetall feiern können…
Rolf D. Schneider
Aus Platzgründen gekürzte Version: Das Interview in voller Länge fi nden Sie im Rheinmetall-Intranet (gate²automotive bzw. gate²defence) unter Profi l-Online.
Düsseldorf. Seit 1. Januar dieses Jahres ist Helmut P. Merch Finanzchef (Chief Financial Offi cer – CFO) der Rheinmetall AG. In dieser Funktion führt er im Grunde genommen einen ständigen und oftmals schwierigen Balanceakt aus – er muss immer wieder auf die Bremse treten und gleichzeitig Gas geben. Denn als oberster CFO des Düsseldorfer Konzerns ist er in erster Linie dafür verantwortlich, die Wachstumspläne des Unternehmens zu entwickeln und zu begleiten – er muss gleichzeitig aber auch sicherstellen, dass dies nach strengen wirtschaftlichen Kriterien geschieht. Dem gebürtigen Düsseldorfer ist dieses Spannungsfeld indes nichts Neues: Seit seinem Ein-tritt bei Rheinmetall hat er immer wieder an zentraler Stelle im Konzern unternehmerisch Verantwortung übernommen und konsequent getragen – schon der Blick in seine Kurz-biografi e zeigt dies eindrucksvoll: Nach dem Start seiner berufl ichen Karriere bei der Bertelsmann AG in Gütersloh kam Merch, von Haus aus Diplom-Kaufmann, 1982 als Referent der Stabsabteilung Planung und Kontrolle im Vorstandsbereich Maschinenbau (Jagenberg AG) zum Rheinmetall-Konzern. Zwischen 1984 und 2012 war er innerhalb des Rheinmetall-Konzerns in unterschiedlichen leitenden Funktionen engagiert, so zum Beispiel ab 1995 als Vorstandsmitglied (Finanzen und Controlling) der Jagenberg AG, als Finanzvorstand der Aditron AG (ab 1998) und als Mitglied im Bereichsvorstand des Unternehmensbereichs Defence (2001 – 2012). „Das Profi l“ sprach mit dem 57-Jährigen über seine Arbeit an der Konzernspitze.
Transparenz Offenheitund
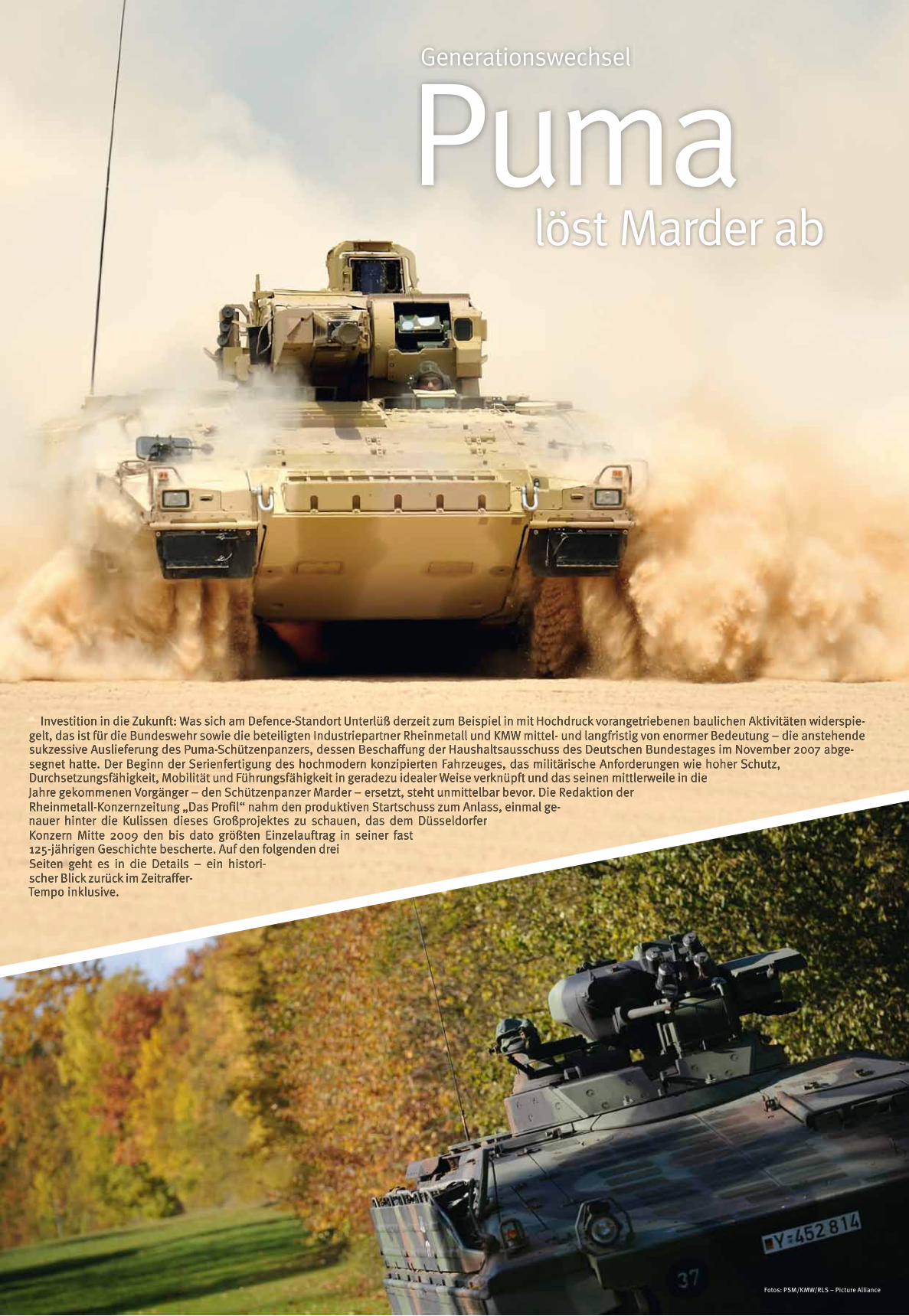
Pumalöst Marder ab
Generationswechsel
Investition in die Zukunft: Was sich am Defence-Standort Unterlüß derzeit zum Beispiel in mit Hochdruck vorangetriebenen baulichen Aktivitäten widerspie-gelt, das ist für die Bundeswehr sowie die beteiligten Industriepartner Rheinmetall und KMW mittel- und langfristig von enormer Bedeutung – die anstehende sukzessive Auslieferung des Puma-Schützenpanzers, dessen Beschaffung der Haushaltsausschuss des Deutschen Bundestages im November 2007 abge-segnet hatte. Der Beginn der Serienfertigung des hochmodern konzipierten Fahrzeuges, das militärische Anforderungen wie hoher Schutz, Durchsetzungsfähigkeit, Mobilität und Führungsfähigkeit in geradezu idealer Weise verknüpft und das seinen mittlerweile in die Jahre gekommenen Vorgänger – den Schützenpanzer Marder – ersetzt, steht unmittelbar bevor. Die Redaktion der Rheinmetall-Konzernzeitung „Das Profi l“ nahm den produktiven Startschuss zum Anlass, einmal ge-nauer hinter die Kulissen dieses Großprojektes zu schauen, das dem Düsseldorfer Konzern Mitte 2009 den bis dato größten Einzelauftrag in seiner fast 125-jährigen Geschichte bescherte. Auf den folgenden drei Seiten geht es in die Details – ein histori-scher Blick zurück im Zeitraffer-Tempo inklusive.
Fotos: PSM/KMW/RLS – Picture Alliance

Unterlüß. „Invest in the future“ steht in großen Lettern auf dem Bauschild vor dem Areal der neuen Halle 391 auf dem Rheinmetall-Gelände in Unterlüß. Mit einer Fläche von 5500 Quadratmetern wird sie künftig die größte auf dem Gelände der Rheinmetall Landsysteme GmbH in der niedersächsischen Süd-heide sein. „Der Slogan ist ein klares Bekenntnis zu dem Standort. Allein für die Halle werden über sieben Millionen € investiert; zudem werden hier in Unterlüß mindestens 150 neue Arbeitsplätze entstehen“, so Thorsten Kutz, seit 2012 Chief Operating Offi cer (COO) für den Geschäftsbereich Combat Platforms.
Die gesamte Materiallogistik für den Puma wird künftig über die Fläche in der Mitte der neuen Halle abgewickelt werden. Dazu zählt etwa die Annah-me der zahlreichen Lieferungen für den Schützenpanzer. Darüber hinaus bietet das neue Fertigungszentrum hinter 16 blauen Rolltoren künftig ent-sprechende Stellfl ächen zum Bau und zur Instandsetzung großer Kettenfahr-zeuge. Beispielsweise sollen dort über einen Zeitraum von drei Jahren die Sys-teme aus einem indonesischen Groß-auftrag produziert werden; konkret geht es dabei um 100 Kampfpanzer Le-
opard II und 40 Schützenpanzer Mar-der. Auch die Fertigung von 24 Fahrge-stellen für die Panzerhaubitze 2000 ist vorgesehen.
Von 2014 an sollen pro Jahr 20 bis 25 Puma-Schützenpanzer das Werk in Unterlüß verlassen. Thorsten Kutz sieht eine der größten Herausforde-rungen bei dem Projekt in der Logis-tik. „Insgesamt sind mehr als zwei Dutzend Schlüssellieferanten an dem System beteiligt. Durch die neue Hal-le werden wir im Vergleich zu heute in der Umschlagshäufi gkeit deutlich zulegen. Dazu müssen die Hauptbau-gruppen ‚just-in-sequence‘ geliefert werden“, so der 43-jährige Ingenieur.
Die Entscheidung für die neue Halle 391, die bis zum Jahresende fertigge-stellt werden soll, fi el Anfang 2013. Sie
steht – wie schon erwähnt – in erster Linie im Kontext des Aufbaus der Pu-ma-Produktion in Unterlüß. Dahinter verbirgt sich zudem die aktuelle stra-tegische Ausrichtung von Rheinmetall Defence, die Kompetenzen für Ketten-fahrzeuge an dem niedersächsischen Heide-Standort zu bündeln. Parallel dazu konzentriert die Rheinmetall Landsysteme GmbH ihre Kompetenzen für die Baugruppenfertigung in Kassel sowie für die Prototypenentwicklung in Kiel.
In unmittelbarer Nachbarschaft des neuen Fertigungszentrums befi ndet
sich das – ebenfalls für die Puma-Pro-duktion vorgesehene – Gebäude 395; dort werden so genannte Fertigungstak-te für den hochmodernen Schützenpan-zer aufgebaut. „Dabei kann man den Puma buchstäblich wachsen sehen. Schließlich werden hier die Wanne und der Turm miteinander verheiratet. Wenn das Fahrzeug diese Halle verlässt, ist es fertig“, erklärt Dr. Björn Lach, Abtei-lungsleiter Produktmanagement Schüt-zenpanzer Puma und seit 2010 verant-wortlich für den Serienanlauf.
Einen wesentlichen Abschnitt bei der Fertigung des Puma bildet das Schweißen; allein für die Wanne wer-den etwa 800 Arbeitsstunden benötigt. „Inklusive jeder einzelnen Schraube besteht ein solcher Panzer aus rund 30 000 Komponenten. Die kleineren
Baugruppen werden daher vorge-schweißt und auf dem so genannten Plattenfeld zur kompletten Wanne zu-sammengefügt“, ergänzt Lach. Eine von zwei Schweißereien am Standort ist daher ausschließlich dem neuen Schützenpanzer zugeordnet.
Nun sind die Anforderungen bei der Verarbeitung von Panzerstahl bekann-termaßen enorm hoch. Vor diesem Hintergrund besteht eine weitere He-rausforderung darin, geeignetes Perso-nal zu gewinnen. Nach einer gewissen Anlaufphase soll in Unterlüß eine Pu-ma-Wanne pro Woche die Schweißerei
verlassen. Thorsten Kutz: „Da die Teile dafür aus dem konzerneigenen Laser-schneid- und Biegezentrum stammen, beginnt der Wertschöpfungsprozess für Rheinmetall hier bereits sehr früh.“
Die Mitarbeiter am Defence-Stand-ort in der Südheide werden derzeit durch Kollegen aus Kassel verstärkt, um sie optimal auf die Serienfertigung des neuen Schützenpanzers vorzube-reiten; die meisten von ihnen kommen aus dem Bereich der Leopard-Instand-setzung. Kutz: „Im Hinblick auf das neue Personal ist eine Durchmischung mit erfahrenen Kollegen vorgesehen.“ Wenn die Puma-Produktion dann läuft, könne man, so Kutz weiter, alles aus einer Hand liefern: „Damit setzen wir in der Defence-Welt einmal mehr einen deutlichen Akzent.“ Patrick Rohmann
Neue Produktionshalle bei Rheinmetall Defence in Unterlüß geht Vollendung entgegen
„Invest in the future“: Für Thorsten Kutz (rechtes Foto rechts) und Dr. Björn Lach hat das hochkomplexe Puma-Projekt einen hohen Stellenwert unter anderem auch mit Blick auf den Standort Unterlüß in der niedersächsischen Südheide; der Düsseldorfer Wehrtechnik-Spezialist setzt da-mit gleichzeitig einmal mehr deutliche Akzente in der internationalen Defence-Welt.
Fotos: Thomas Klink (2) – PSM/KMW/RLS (2)
Bald Start der Puma-Serienfertigung

Gelungener Spagat Profi l: Wo steht das Gesamtprojekt
heute?Bernhard: Bislang haben wir neun
Schützenpanzer zur Erprobung und Nachweisführung gebaut. Die Einsatz-prüfung in den Bereichen Taktik und Logistik (Teil 1) ist abgeschlossen. Nach der erfolgreichen Klimaerprobung in Norwegen wurden im Spätsommer dieses Jahres zwei Puma mit einer An-tonow von Leipzig aus nach Abu Dhabi gefl ogen. Dort fand die bundeswehrei-gene Sommererprobung statt; die Nachweisführung endete offi ziell am 31. Oktober 2013. Auf der Basis aller Er-
gebnisse besteht der nächste wichtige Meilenstein dann in der Genehmigung zur Nutzung durch das Bundesamt für Ausrüstung, Informationstechnik und Nutzung der Bundeswehr.
Profi l: In den Medien wird das Fahr-zeugsystem mitunter als „stärkster Schützenpanzer der Welt“ bezeichnet. Wie bewerten Sie diese Aussage?
Bernhard: Der Puma hat mit 1088 PS im Vergleich zu anderen Schützen-panzern natürlich die stärkste Moto-risierung. Außerdem bietet er einen herausragenden Schutz, bei dem sich sogar mancher Kampfpanzer noch eine
Scheibe abschneiden könnte. Auch hin-sichtlich der so genannten Erstschuss-treffer-Wahrscheinlichkeit bewegen wir uns auf Kampfpanzerniveau. Das ist bislang absolut unerreicht. Insofern kann ich schon nachvollziehen, warum hier vom stärksten Schützenpanzer der Welt gesprochen wird.
Profi l: Wie unterscheidet sich die Hauptwaffe von derjenigen des Marders?
Bernhard: Wir setzen die von Rhein-metall entwickelte Maschinenkanone MK30-2/ABM ein. Die Abkürzung ABM steht hier für „Air Burst Munition“. Dabei handelt es sich um tempierbare Zerlege-
munition, die mit Subprojektilen gegen Flächenziele wirkt. Die Waffe ist im Ge-gensatz zum Marder voll stabilisiert und hat ein Kaliber von 30 Millimetern, wäh-rend es beim Marder nur 20 Millimeter waren. Dadurch erhöht sich die Kampf-reichweite, und die Wirkung im Ziel wird verbessert. Im Turm des Panzers befi n-det sich zudem keine Besatzung mehr; die Waffe wird ferngesteuert.
Profi l: Welche Konkurrenzsysteme wären am ehesten mit dem Puma ver-gleichbar?
Bernhard: Ich denke hier zum Bei-spiel an den britischen „Warrior“ oder
den „CV90“ aus Schweden. Diese be-wegen sich allerdings technologisch auf dem Standard der 1980er bezie-hungsweise der 1990er Jahre. Zwi-schen diesen Modellen und dem Puma liegen über 15 Jahre technologischer Fortschritt. Durch das hydropneumati-sche Laufwerk etwa erreichen wir eine bislang ungekannte taktische Mobili-tät. Außerdem gelingt uns ein beson-derer Spagat – ein sehr hoher Schutz bei gleichzeitiger Lufttransportfähig-keit.
Profi l: Wie gelingt dies angesichts des hohen Schutzniveaus?
Bernhard: Zunächst einmal ist das Schutzkonzept modular. In der Konfi gu-rationsstufe A wiegt der Schützenpanzer 31,45 Tonnen. Dieses Gewicht ist auf das neue Transportfl ugzeug der Bundes-wehr, den A400M, abgestimmt. In der Gefechtsvariante, also der Stufe C, wer-den zusätzliche Schutzaufbauten und -module angebracht – damit decken wir das gesamte Bedrohungsspektrum ab, von Minen über IED bis hin zu ABC-Waffen. Nicht zu vergessen ist auch die hochmoderne Brandunterdrückungs-anlage für den Mannschaftsraum; diese erkennt und löscht Feuer innerhalb von
Hundertstelsekunden und bewahrt die Mannschaft so vor Schlimmerem.
Profi l: Die Angaben zur Ausliefe-rung des Puma in der Presse schwan-ken zwischen Ende 2013 und Mitte 2014. Ab wann wird der Puma den Mar-der in der Bundeswehr ersetzen?
Bernhard: Wir starten nach der-zeitiger Planung Anfang 2014 mit der weiteren Auslieferung; die nächsten Schützenpanzer sind dann für die Wehrtechnischen Dienststellen und die Ausbildungseinrichtungen der Bun-deswehr in Munster und Aachen vor-gesehen. In 2014 werden wir auch das
erste Fahrschulfahrzeug fertigstellen und be ginnen, die Panzergrenadierba-taillone nach und nach mit dem neuen Schützenpanzer auszurüsten.
Profi l: Welche Änderungen haben sich im Hinblick auf den Serienauftrag in den vergangenen Jahren ergeben?
Bernhard: Im Dezember 2005 war der erste Prototyp fertig. Im Jahr 2009 wurde dann der Serienauftrag erteilt. Ursprünglich wurden 405 Systeme be-stellt; diese Zahl hat sich inzwischen auf 350 reduziert. 2008 allerdings ist durch den Auftraggeber, die Bun-deswehr, entschieden worden, einen
zusätzlichen, panzerbrechenden Lenk-fl ugkörper zu integrieren.
Profi l: Wie steht es um die Export-chancen für den Puma?
Bernhard: Deutsche Landsysteme sind in der Vergangenheit vor allem von solchen Kunden gekauft worden, die sich mit hochmoderner und zuverlässi-ger, zukunftsfähiger Technologie aus-rüsten wollten – Technik, die natürlich auch ihren Preis hat. Ich kann mir gut vorstellen, dass der Puma beispielswei-se für Staaten wie Australien oder einige unserer europäischen Nachbarländer attraktiv ist. Die Rheinmetall MAN Mili-
tary Vehicles GmbH ist kürzlich von Australien mit der Lieferung von Rad-fahrzeugen in einem Umfang von 1,1 Mil-liarden € beauftragt worden; darüber hinaus existiert dort ein Beschaffungs-vorhaben für Gefechtsfahrzeuge, das uns optimistisch stimmt. Als weitere po-tenzielle Kunden kommen einige Staa-ten im mittleren Osten in Betracht. Das Emirat Katar hat unlängst den Leopard 2 und die Panzerhaubitze 2000 bestellt. Hier könnte sich durchaus Potenzial für die PSM GmbH als logische Folge von Vertragsabschlüssen der Mutterhäuser Rheinmetall und KMW ergeben.
pro Kassel. Die Projekt System & Management (PSM) GmbH ist Hauptauftragnehmerin für das derzeit größte Einzel-projekt des deutschen Heeres – den Schützenpanzer Puma. An dem Joint Venture hält Rheinmetall Defence 50 Prozent der Anteile; Partner ist die Krauss-Maffei Wegmann GmbH & Co. KG (KMW – München). Kaum ein anderes Beschaf-fungsprogramm der Bundeswehr hat in der jüngeren Vergangenheit mehr Aufmerksamkeit erregt als „der Puma“. Zum Jahreswechsel bekam die Managementgesellschaft einen neuen Geschäftsführer: Seit 1. Januar 2013 führt – wie berich-tet („Das Profi l“ 1/2013) – Dr. Björn Bernhard gemeinsam mit seinem durch KMW bestellten Kollegen Rainer Huth das Kasseler Unternehmen; er löste Dr. Peter Hellmeister ab, der die Leitung der Rheinmetall-Repräsentanz in Abu Dhabi übernommen hat. Bernhard ist selbst ehemaliger Panzergrenadier und daher mit den operativen und strategischen Anforderungen an einen modernen Schützenpanzer bestens vertraut. Bei Rheinmetall ist der gebürtige Nordhesse seit 2004 beschäftigt. Nach einer Tätigkeit bei der Rheinmetall Landsysteme GmbH in Kiel als Systemingenieur für Antriebs-technik wechselte der Vater zweier Kinder 2006 ins Projektmanagement. In dieser Funktion übernahm er 2008 nach dem Wechsel zu PSM die Zuständigkeit für das Gesamtsystem Puma-Schützenpanzer in Kassel. „Das Profi l“ sprach mit Dr. Björn Bernhard über die Fähigkeiten des neuen Schützenpanzers und den aktuellen Sachstand des Projekts.
Kassel. Im Juli 2009 konnte Rheinmetall Defence den bis dahin größten Einzelauftrag in seiner fast 125-jährigen Geschichte vermelden: Das damalige Bundesamt für Wehrtechnik und Beschaffung (heute: Bundesamt für Ausrüs-tung, Informationstechnik und Nutzung der Bundeswehr) bestellte beim Toch-terunternehmen PSM des Düsseldorfer Konzerns damals mehr als 400 Schüt-zenpanzer der neuesten Generation vom Typ „Puma“; der Beschaffungsauftrag für die neu entwickelten Kampffahrzeuge belief sich auf rund 3,1 Milliarden €.
Ursprünglich war an ein ganz anderes Fahrzeug gedacht, das den mittlerweile in die Jah-ren gekommenen, bewährten Schützenpanzer Marder (SPz) ablösen sollte: der Marder 2. Der Bund hatte Ende der 1980er Jahre die damalige Firma Krauss-Maffei (München) mit der Fertigung eines Gesamtsystem-Versuchsträgers beauftragt, der im September 1991 vorge-stellt wurde. Rheinmetall war – wie beim Schützenpanzer Marder (Fotos r.) – über die Bewaffnung maßgeblich an diesem Projekt beteiligt: Der Prototyp erhielt eine Kanone, bei der ein rascher Rohr- und Kaliberwechsel von 35 auf 50 mm möglich war. Die militärisch-technische Erprobung bei der Kampftrup-penschule Munster verlief zwar durchaus zufriedenstellend, jedoch fi el der Marder 2 der neuen politischen Großwetterlage zum Opfer und wurde 1992 aus dem Bundeswehrplan gestrichen. Stattdessen wurde der SPz Marder 1
mehrfach kampfwertgesteigert – natürlich auch unter wesentlicher Beteili-gung Rheinmetalls. Der Prototyp des Marder 2 dagegen kam ins Museum.
Das Projekt „neuer Schützenpanzer“ wurde zehn Jahre später erneut ak-tiviert, und wieder war es die (nunmehrige) Krauss-Maffei Wegmann GmbH, die gemeinsam mit der Rheinmetall Landsysteme GmbH einen Nachfolger entwickeln sollte. Denn hinsichtlich Bewaffnung, Führbarkeit, Mobilität oder ballistischem Schutz war der „alte“ Marder allmählich an seine Gren-
zen gelangt – vor allem ge-messen an den zunehmenden Auslands einsätzen der Bun-deswehr (u.a. in Afghanistan). Denn die Bundeswehr hatte sich im Zeitalter asymmetri-scher Kriegsführung zwischen-
zeitlich von einer ehedem relativ fest angesiedelten Truppe mit dem Aufga-bengebiet Landesverteidigung zu einer Armee im Einsatz gewandelt.
Diesem Transformationsprozess muss(te) auch ein Wandel der Aus-rüstung folgen: Maximaler Schutz der Fahrzeugbesatzung, Luftverlast-barkeit sowie die schnelle Aufrüstung und Austauschbarkeit elementarer Systeme sind Forderungen, die nur ein ganz neues Fahrzeugkonzept wie der Puma erfüllen kann. Kein anderes Waffensystem, so zum Beispiel der Inspekteur des Heeres, Generalleutnant Hans-Otto Budde exemplarisch, stehe besser für diesen Transformationsprozess, da der Puma „hohen
Historischer Zeitraffer
Foto
s: T
hom
as K
link
– M
AV
MilP
ics
– C
olt S
effe
rs –
MA
V A
TPic
sX –
PS
M/K
MW
/RLS
„Profi l“-Interview mit PSM-Geschäftsführer Dr. Björn Bernhard

Die taktische Einsatzprüfung dient dazu, die Eignung des Waffensystems für die vorgesehene Verwendung unter einsatznahen Bedingungen zu über-prüfen. Sie beanspruchte in diesem Jahr fünf Monate und dauert bis An-fang August. Soldaten der Bundes-wehr testen und bewerten dabei den Puma unter verschiedenen Aspekten, wie etwa Bewegung und Feuerkampf, Duellsituation, Lukenkonzept sowie Funk- und Führungsausstattung. Neben einem Einzelfahrzeug kommt während der Prüfung auch ein kompletter Pan-zergrenadierzug, der aus vier Schüt-zenpanzern besteht, zum Einsatz. Das Industriepersonal ist während des ge-samten Zeitraums vor Ort, um die Pan-zergrenadiere bei den notwendigen Wartungsarbeiten zu unterstützen.
Sieben Rheinmetall-Mitarbeiter bil-den zu Spitzenzeiten das Team, das
die aufwändigen Prüfungen indus-trieseitig begleitet. Darunter sind ein Atomphysiker, ein Ingenieur und fünf Techniker; ergänzt werden sie durch die etwa gleiche Anzahl an Fachkol-legen von Kraus-Maffei Wegmann (KMW). Die Zusammenarbeit unter den Mitarbeitern der beiden Systemhäuser läuft absolut reibungslos.
„Das Gesamtprojekt Puma habe ich von Anfang an praktisch begleitet. Sei-nerzeit waren bereits zwei meiner Kol-legen für das System zuständig; als ein dritter Techniker gesucht wurde, habe ich nicht lange gezögert. Für mich ist der Puma ein zukunftsorientiertes Pro-
jekt“, so Schneeberger, der bereits seit 1995 bei Rheinmetall beschäftigt ist. Bevor er 1999 in „die Panzerei“ wech-selte, absolvierte er eine Ausbildung zum Elektroniker bei der Rheinmetall Waffe und Munition GmbH.
In den ersten Testwochen ist der Kundendiensttechniker gemeinsam mit einem Ingenieur allein am Aus-bildungszentrum der Bundeswehr in Munster. Ihre Aufgabe: Durchführung der Grundausbildung und der Grund-einweisung der Truppe. Während dieser Zeit ist nur ein Fahrzeug vor Ort verfüg-bar, an dem gleich fünf Besatzungen ausgebildet werden müssen. Wenn der Schützenpanzer einmal ausfällt, ist das dann besonders kritisch – der 35-jähri-ge RLS-Techniker und der Ingenieur ste-hen also unter einem gewissen Druck.
Seit dem Jahr 2010 ist Schneeber-ger in allen Phasen der Einsatzprü-
fung und Nachweisführung des neuen Schützenpanzers dabei gewesen. „Die schnelle Anlieferung und Instandset-zung des Panzers stehen für mich an erster Stelle. Mir kommt es darauf an, dass das Fahrzeug am nächsten Tag wieder läuft, wenn es einmal defekt ist. Da bin ich nun mal sehr ehrgeizig“, betont Schneeberger.
Dass sich das fachlich hoch qua-lifi zierte Team auch in Ausnahmesi-tuationen zu helfen weiß, zeigt sich später beispielsweise beim Ausfall von sechs so genannten Hydrops: Die mit Gas und Öl gefüllten Stoßdämpfer sind undicht geworden und müssen
schnellstmöglich ausgewechselt wer-den; eine Weiterfahrt ist unmöglich, auch aus Gründen des Umweltschut-zes. Der Aufwand bei der Fehlerbehe-bung ist enorm, das Arbeitsaufkom-men beläuft sich in Summe auf rund 60 Stunden, doch bereits am Mittag des Folgetages rollt der Schützenpan-zer wieder einwandfrei im Testeinsatz. Das gesamte Team ist stolz ob der zü-gigen Problemlösung.
Selbstverständlich wird in den fünf Monaten der taktischen Einsatzprü-fung auch die Hauptwaffe des Puma jeweils während eines drei- und eines neuntägigen Schießens getestet. Nicht nur die Rheinmetall- und KMW-Mitar-beiter sind von der Leistungsfähigkeit des hochmodernen Schützenpanzers begeistert. Die Rückmeldungen, die Schneeberger während dieser Phasen aus den Reihen der Bundeswehr er-
hält, belegen es unisono: Die Truppe ist sehr zufrieden.
Eine Zufriedenheit, die im Übri-gen auch für ein klima-spezifi sches System-Highlight gilt. In den letzten Wochen der taktischen Prüfung zeigt sich der Sommer 2013 in Deutschland von seiner allerbesten Seite – und zwar mit Temperaturen, die deutlich über der 30-Grad-Marke liegen. An-gesichts dieser eher ungewöhnlichen Großwetterlage spielt das neue Waf-fensystem gleich noch einen weiteren Technik-Trumpf aus – die gut funktio-nierende Klimaanlage im Inneren des Fahrzeugs. Patrick Rohmann
Munster. Am 18. März 2013 wartet Kundendiensttechniker Daniel Schneeberger (Foto u.) von der Rheinmetall Landsysteme GmbH (RLS) in Munster auf das Eintreffen des avisierten Puma-Schützenpanzers – allerdings erst einmal vergeblich. Eigentlich soll an diesem spät-winterlichen Montag am Ausbildungszentrum Panzertruppen der Bundeswehr die Einsatzprüfung Taktik für das Fahrzeug beginnen, doch es schneit einfach zu heftig. Die Polizei hat den Schwertransport auf der Autobahn A7 bei Soltau gestoppt und lässt ihn nicht weiterfahren. Mit ei-nem Tag Verzögerung startet dann aber doch das Test-Vorhaben, auf das alle Beteiligten äußerst gespannt sind: Es ist einer der letzten Meilensteine auf dem Weg des neuen Großgeräts der Panzergrenadiere in die Truppe.
beeindruckt die Truppe
Schutz, Durchsetzungsfähigkeit, Mobilität sowie Führungsfähigkeit in idealer Weise verbindet“.
In der gemeinsamen Kasseler Gesellschaft „Projekt System und Manage-ment GmbH“ (PSM) tüftelten Rheinmetall- und Krauss-Maffei-Wegmann-In-genieure nach der Freigabe durch den Deutschen Bundestag im September 2002 an dem neuen Prototypen. Als Waffe erhielt das Fahrzeug, das mitt-lerweile zweimal den Namen gewechselt hatte – zuerst sollte es „Panther“ heißen, danach „Igel“ und schließlich „Puma“ – eine 30-mm-Mauser-Maschi-nenkanone. „Rheinmetall Waffe und Munition“ war an der Entwicklung des Versuchsträgers mit zwei Munitionsarten, einer neuartigen Air Burst Munition (ABM) und einer panzerbrechenden APFSDS-T-Munition, sowie eines passiven Fahrzeugheckschutzes beteiligt. Als Sekundärbewaffnung dient das MG 4 von Heckler & Koch. Die Bewaffnungsforderung des Bundes wurde 2008 noch ein-mal erweitert, und zwar um ein leichtes Lenkfl ugkörpersystem, dessen Kern der Lenkfl ugkörper Spike der Eurospike GmbH, einer 40-Prozent-Beteiligung von Rheinmetall, ist. Die Rheinmetall-Tochter Chempro wiederum steuert hochwertige Systeme für einen umfassenden Fahrzeugschutz bei.
Anfang Dezember 2004 gab der Haushaltsausschuss des Deutschen Bundestages „grünes Licht“ für das Beschaffungsprojekt, für das darauf-hin auch der Vorserienauftrag erteilt wurde. Bereits ein Jahr später, am 20. Dezember 2005, wurde das Fahrzeug hochrangigen Mitgliedern der Bun-deswehr in Kassel vorgestellt. Die Öffentlichkeit bekam den neuen Schüt-zenpanzer erstmals am 2. Mai 2006 im Rahmen der Feierlichkeiten „50
Jahre Heer“ und kurz darauf, im Juni, auf der Fachmesse „Eurosatory“ in Paris zu sehen. Wiederum ein Jahr später, im November 2007, bewilligte der Haushaltsausschuss die Beschaffung von insgesamt 405 Fahrzeugen im Wert von rund drei Milliarden €, womit auch die letzte parlamentarische Hürde genommen war.
Nachdem schließlich bis März 2009 umfangreiche Tests mit fünf Vorseri-enfahrzeugen durchgeführt worden waren, wurde am 6. Juli desselben Jahres beim damaligen Bundesamt für Wehrtechnik und Beschaffung in Koblenz der Beschaffungsvertrag mit der PSM abgeschlossen – der bis dahin größte Einzelauftrag in der neueren Unternehmensgeschichte der Rheinmetall AG war damit „unter Dach und Fach“. Am 6. Dezember 2010 wurden die ersten beiden Serienfahrzeuge an die Bundeswehr übergeben. Danach begann die Nachweisführung auf Gesamtebene – diese ist notwendig, um feststellen zu können, dass alle Einzelkomponenten aus der Serienfertigung die vertrag-lich geforderten Leistungen auch erfüllen. Dazu gehören u.a. die Einhaltung ergonomischer Vorgaben von Bedienbarkeit und Verstauung, die Leistungs-fähigkeit optischer und optronischer Sichtmittel, die Waffenerprobung oder die Hitze- und Kältetauglichkeit von Fahrzeug und Waffen.
Auch wenn das ursprüngliche Bestellvolumen von 405 Fahrzeugen inzwi-schen auf 350 Fahrzeuge gekürzt wurde, ist der Schützenpanzer Puma nach wie vor das derzeit wichtigste Beschaffungsvorhaben für das Heer. Die Aus-lieferung an die Panzergrenadiere ist für das Jahr 2014 geplant.
Dr. Christian Leitzbach
Foto
s: T
hom
as K
link
(3) –
PS
M/K
MW
/RLS
(4
)
Daniel Schneeberger begleitet die Puma-Einsatzprüfung Taktik
Leistungsfähigkeit

Foto
s: K
orne
lia D
anet
zki (
9),
VD
A/I
AA
(1)159
Weltpremieren
1100Aussteller
900 000Besucher
msc Frankfurt/Main. Vom 12. bis zum 22. September öffnete die 65. Internationa-le Automobil-Ausstellung (IAA) Pkw in Frankfurt ihre Tore. In Halle 8 zeigte KSPG neben zahlreichen Produkten zur Kraftstoff- und Emissionsreduzierung auch einen be-sonders vibrations- und geräuscharmen Range Extender für Elektrofahrzeuge, der in einem Demonstratorfahrzeug verbaut ist. Dieses Elektroauto mit dem reichweitenver-längernden Range Extender war ein Publi-kumsmagnet auf dem über 400 Quadrat-meter großen, zweistöckigen Messestand. Experten und der Gesetzgeber sehen Range Extender generell als Wegbereiter für die breite Akzeptanz von Elektrofahrzeugen. Die Vorteile dieses Aggregats liegen zum einen darin, dass es die Batteriegröße und die Kosten der Batterie reduziert sowie das entstehende Zusatzgewicht verringert. Erst-mals war ein HR-Counter in den Messe-stand integriert, an dem über zweihundert qualitativ hochwertige Gespräche geführt wurden. „Unsere Karriere-Informationsthe-ke wurde von potenziellen Bewerbern und Interessenten sehr gut angenommen. Im Rahmen der VDA-Initiative goING besuch-ten uns außerdem an fünf Tagen je drei
Schulklassen; darüber hinaus haben wir über workING etwa 150 angehende Absol-ventInnen über unser Unternehmen infor-mieren können“, berichtet Heiko Hart-mann, Personalentwickler bei der KSPG AG. Ein weiteres Highlight auf der technischen Seite war das variable Ventiltriebsystem UniValve. Es betätigt die motorischen Ven-tile rein mechanisch und arbeitet mit hoher Betriebssicherheit und Reibungsarmut. Die Pierburg GmbH zeigte unter anderem eine neue Generation ihres Schubumluftventils sowie Abgas- und Drosselklappen mit neu-en Funktionen. Reibungs- und gewichtsre-duzierte Hochleistungskolben präsentierte die KS Kolbenschmidt GmbH. Neben mo-dernen Pkw-Stahlkolben hat der Hersteller in diesem Jahr auch eine neue Dieselkol-benlegierung entwickelt, die ein besonders feines, belastbares Kolbengefüge entste-hen lässt. Die Pierburg Pump Technology GmbH stellte variable, vollvariable und elektrische Öl-, Vakuum- und Kühlmittel-pumpen aus. Die KS Gleitlager GmbH prä-sentierte neue Werkstoffe für motorische Lager sowie für ungeschmierte Lagerstellen im Antriebsstrang. Thema der KS Alumini-um-Technologie GmbH waren leichte und leistungsfähige Zylinderkurbelgehäuse.
Highlights
msc Frankfurt am Main. Auf der 65. IAA Pkw waren für Besucher und Fachpresse zwei Trends deutlich zu erkennen: Die Elektromobilität und das vernetzte Fahrzeug. E-Autos beeindruckten nicht nur auf den Messeständen fast aller Her-steller, sondern erobern zunehmend in allen Segmenten die Straßen. 16 Serien-E-Modelle – allein der deutschen Autobauer – sollen bis zum Jahresende 2014 auf den Markt kommen. Darunter solche mit rein batterieelektrischem Antrieb, als Plug-in-Hybrid oder mit Reichwei-tenverlängerer. Diesem Trend trug auch KSPG mit ihrem Range Extender Rech-nung. Der Versuchsträger auf der Basis eines Fiat 500 wurde auf dem Messestand ausge-stellt und sorgte für Aufmerk-samkeit. Trend Nummer zwei: Das Auto der Zukunft wird voll-ständig vernetzt sein. Zum Fahr-zeug als mobiler Kommunika-tionsplattform gehören beispielsweise Inter-net-basierte Dienstleistungen, elektronische Motorsteuerungen, aber auch eine große Zahl an Assistenzsystemen. Insbesondere Online-Dienstleistungen rund um die mobile Kommuni-kation gewinnen dabei an Bedeutung. „Die Ver-netzung des Fahrzeugs bringt dem Autofahrer nicht nur mehr Komfort, sondern verbessert
insbesonde-re die Ver-kehrssicher-heit“, so VDA-P r ä s i d e n t Wissmann. Beispiele gab es auf der IAA genügend, an-gefangen vom Elektrofahrzeug I3 der BMW
Group über das System „My Mercedes“ der Daimler AG bis hin zu „Ford Sync“, einem Tool
der Ford Motor Company. Insgesamt wa-ren über 1000 Aussteller aus 35 Ländern anwesend, der Auslandsanteil unter ihnen lag bei 42 Prozent. Mit rund 400 Zuliefe-rern wurde außerdem die gesamte Wert-schöpfungskette abgebildet. Etwa vier von fünf Besuchern kamen aus Deutschland, der Altersdurchschnitt lag bei 35 Jahren.

Marinette/USA
Auburn Hills/USA
Greensburg/USA
Fountain Inn/USA
Celaya/Mexiko
Nova Odessa/Brasilien
1
2
3
4
5
6
1968 kam auch Kolbenschmidt nach Brasilien und starte-te ebenfalls in São Paulo, im Stadtteil Santó Andre, mit der Produktion von Ringstreifenkolben. Ende der 1980er Jahre siedelte man sich auf einem neuen Werksgelände in Nova Odessa, rund 150 Kilometer nördlich von São Paulo an. Dort errichtete 1997 auch der Geschäftsbereich Gleitlager eine neue Produktionsstätte: Mit anfangs fünf Mitarbeitern be-gann die Fertigung von Buchsen für den südamerikanischen und deutschen Automobilmarkt, die mittlerweile gemeinsam mit der Gleitlagerproduktion aus dem US-amerikanischen Fountain Inn im mexikanischen Celaya konzentriert ist.
Im Jahre 2000 begann Pierburg schließlich mit der Öl- und Wasserpumpenfertigung in Brasilien. Seit 2006 ge-schieht dies auf dem Gruppenareal in einer neu erbauten Fertigungshalle. In der jüngsten brasilianischen Fertigungs-stätte der KSPG-Gruppe werden seit 2007 außerdem auch Kolben und Abgasrückführventile für den Ersatzteilmarkt produziert.
Schon immer waren die Vereinigten Staaten von Amerika ein begehrter Markt für die heutigen Unternehmen der KSPG AG. Für Pierburg hatten die USA eine große Bedeutung, da ihre hauptsächlichen Kunden, die deutschen Automobil-hersteller, auf Exporte in die USA angewiesen waren und demzufolge sämtliche Komponenten (z. B. Vergaser) auch für die USA tauglich sein mussten. Aufgrund bestehender Lizenzverträge war es dem Unternehmen aber zunächst nicht möglich, selbst unternehmerisch in den USA tätig zu werden. So wurde der amerikanische Markt über Mexi-ko und Brasilien versorgt. Erst seit 1981 wurde Pierburg in den USA mit eigenen Vertriebsstätten aktiv und entschloss sich 1994 zum Aufbau einer Eigenfertigung in Fountain Inn, South Carolina. Zur Produktpalette gehören heute Drossel-klappenstutzen sowie Öl- und Wasserpumpen, gefolgt von Sekundärluftpumpen und Abgasrückführventilen.
Kolbenschmidt ist ebenfalls bereits seit mehr als 30 Jah-ren mit eigenen Unternehmen in den USA tätig. 1978 wurde in Marinette im Bundesstaat Wisconsin ein Kolbenwerk ge-gründet. 1990 entstand der Vorläufer der heutigen KS Kol-benschmidt USA Inc., an der auch die mittlerweile zu Hita-chi gehörende japanische Atsugi-Unisia Corp. beteiligt ist. 1999 übernahm Kolbenschmidt den traditionsreichen Kol-benhersteller Zollner Pistons. Ebenfalls seit 1999 werden in Marinette über die Large Bore Pistons Inc. auch Großkolben
hergestellt. Mittler-weile befi ndet sich am Seitenarm des Michigan-sees eine der größten Zu-lieferer-Kolbenfabriken der Welt. Produziert wird für Pkw als auch für kleine und mittel-schwere Lkw.
In den Jahren 2003/2004 investier-te KSPG in den Aufbau eines Vertriebs- und Entwicklungszentrums am wichtigen Automobilstandort Detroit. Das mittlerweile erweiterte neue North American Technical Center wurde als Vertriebs- und Applikationsstandort aller Geschäftsbereiche im Frühjahr 2008 in Auburn Hills eingeweiht.
Wie in Brasilien begannen auch in Mexiko die Ak-tivitäten der KSPG-Firmengruppe mit dem Vergaser. Allerdings wurde Pierburg auf dem mittelamerikani-schen Markt nicht mit einer eigenen Firma tätig, son-dern als Lizenzgeber und Know-how-Vermittler.
Der mexikanische Kolbenmarkt wurde bis 2006 von der brasilianischen KS Pistões in Nova Odessa beliefert. Zum Jahresbeginn 2006 erwarb KS Kol-benschmidt das Erstausrüstergeschäft der mexi-kanischen Pistones Moresa in Celaya. Der Ausbau des Kolbengeschäftes im Nafta-Raum war das vor-rangige Ziel dieser Neuerwerbung. Pistones Moresa produziert seit 1956 Otto- und Diesel-Kolben für Pkw- und Nutzkraftfahrzeuge-Hersteller.
Mit dieser neuen KS de México war der Grundstein für den weiteren Ausbau des Standortes Celaya durch KSPG gelegt. Bereits im folgenden Jahr 2007 folgte Pierburg Pump Technology zunächst in Chihuahua und verlagerte diese Produktion später ebenfalls an den Gemeinschaftsstandort. Die vorerst jüngste Ergän-zung in Celaya vollzog sich 2012 mit der Erweiterung des Standortes um weitere Produktions- und Verwaltungsge-bäude. Neben Wasserumwälz- und Vakuumpumpen der Pierburg Pump Technology sind nun auch die vormals in den USA (Fountain Inn) und in Brasilien (Nova Odessa) angesiedelten amerikanischen Gleitlageraktivitäten von KSPG in Celaya konzentriert. Dr. Christian Leitzbach
Nova Odessa/Celaya/Detroit. Die Präsenz der KSPG-Firmengruppe jenseits des großen Teiches startete bereits vor mehr als 50 Jahren in Brasilien durch die Gründung der in São Paulo angesiedelten Firma Brosol Ltda., an der Al-fred Pierburg 1958 eine Minderheitsbeteiligung erwarb. Sie war die erste Pierburg-Beteiligung jenseits der heimatlichen Grenzen. Mit Vergasern für die in Brasilien sehr beliebten europäischen Automobilmarken erreich-te die Brosol zwischenzeitlich einen Marktanteil von über 60 Prozent. Da nach dem Auslaufen der Vergaserfertigung kein ertragreiches Kompensati-onsgeschäft möglich war, trennte sich Pierburg 1995 von der Brosol, blieb aber über die Handelsgesellschaft Pierburg do Brasil im Land präsent.
Symbole für
5
4
32
1
6
Synergieeffekte
SichtbareKSPG seit mehr als 50 Jahre auf dem amerikanischen Kontinent

Auf einer Produktionsfl äche von rund 7000 Quadratmetern werden Gleitlagerbuchsen und Anlaufscheiben hergestellt. Die Vormaterialien seien, abgesehen vom Stahl, Eigenentwicklun-gen der KS Gleitlager Gesellschaft, betont Stand-ortleiter Jan Abmeier (l.). „Bei den beschichteten Produkten stellen wir Varianten aus Stahl-Alumi-nium, Stahl-Bronze sowie Permaglide, einem Mehrschichtwerkstoff aus Stahl und Sinterbron-ze mit Polymerüberzugbeschichtung, her“, erläu-tert der 46-jährige Maschinenbauingenieur. Alles in allem werden in Celaya derzeit rund 100 unter-schiedliche Gleitlagervarianten produziert. Je nach geforderten Eigenschaften unterscheiden sich die Produkte in Form, Größe und Werkstoff sowie zahlreichen weiteren Merkmalen.
Noch stammen die Werkstoffe aus Deutsch-land. Ab 2014 wird es die ersten Varianten „Made in Mexico“ geben. „Dies sind bleifreie PTFE-basie-rende Permaglide-Werkstoffe“, wie Abmeier an-merkt. Bleihaltige Werkstoffe sollen in Celaya nicht mehr anlaufen, da diese aus ökologischen Grün-den seit Jahren mehr und mehr durch bleifreie Va-rianten ersetzt werden. „KS Gleitlager verfügt über ein umfangreiches Portfolio an bleifreien Materia-lien, die gleiche und bessere Charakteristika auf-weisen“, sagt der Gleitlagerexperte. Das Werk in Celaya beliefert vornehmlich Kunden der Automo-bilindustrie sowie Non-Automotive. Zu ihnen ge-hören die OEMs wie General Motors, Chrysler und Volkswagen und zahlreiche Zulieferer. „Unsere Gleitlager werden hauptsächlich in Getrieben, Stoßdämpfern und Türscharnieren eingesetzt,
aber auch in Brems- und Lenksystemen sowie in motorischen Pleuelstangen etc.“, erläutert der Standortleiter. Außerdem fi nden sich Produkte aus Celaya in Motoren und Antriebssträngen.
Rund 80 Prozent der insgesamt 38 Millionen Gleitlager, die 2012 in Mexiko produziert wurden, gingen nach Nord- und Südamerika. Die anderen 20 Prozent wurden nach Europa exportiert, wo der Lkw-Bereich von Volvo der größte Abnehmer ist. „Hier liefern wir Gleitlagerbuchsen aus Stahl für den Einsatz in Dieselmotoren. Bei diesem Produkt ist Celaya das Kompetenzzentrum innerhalb der KS Gleitlager“, kommentiert Abmeier. Diese Buch-sen aus gehärtetem Stahl werden weder an den deutschen Standorten St. Leon-Rot und Papen-burg noch im indischen Takwe hergestellt.
Im vergangenen Jahr konnte in Celaya ein Um-satz von rund 5,5 Millionen Euro erzielt werden. Für die kommenden Jahre stellt sich das Werk auf ein Umsatzwachstum von durchschnittlich 30% pro Jahr ein. Auch in puncto Ertrag haben Jan Ab-meier und seine aktuell 75 Mitarbeiter einiges vor: „Das operative Ergebnis in den ‚Americas‘ soll mittel- und langfristig auf einen zweistelligen Pro-zentbereich angehoben werden“, erklärt er. Am Standort Celaya müssen dafür neben den ehrgei-zigen Wachstumszielen insbesondere auch inter-ne Prozesse weiter optimiert und eine deutliche Reduzierung der Transportkosten erreicht werden. Schließlich ist erst im Januar 2012 mit der Produk-tion in Mexiko begonnen worden, und ein Teil der externen Dienstleistungen wird derzeit noch mit erhöhtem Aufwand aus den USA bezogen.
tho Celaya. Im Januar 2012 fi el im mexikanischen Celaya der Startschuss für die Produktion hoch-wertiger Gleitlager. Zuvor hatte KS Gleitlager diese Produkte, die vorwiegend für die Märkte in Nord- und Südamerika bestimmt sind, in Brasilien und den USA hergestellt. Für Mexiko sprachen die geo-grafi sche Lage – das Land liegt mehr oder weniger in der Mitte des Doppelkontinents und ist sowohl Mitglied der nordamerikanischen Freihandelszone Nafta als auch deren südamerikanischen Pen-dants Mercosur – und der Umstand, dass es dort bereits einen Standort des Schwesterunterneh-mens KS Kolbenschmidt gab. Die vorhandene Grundstücksfl äche wurde durch Zukauf erweitert und ein neues Werk errichtet, in dem auch die Fertigung von Pierburg Pump Technology untergebracht ist.
Weiteres Wachstum auf dem Doppelkontinent
Auf einer Produktionsfl äche von rund 7000 Quadratmetern werden in Celaya Gleitlager-buchsen und Anlaufscheiben hergestellt.
„Unsere Kunden entwickeln weiter-hin Motorenprojekte für ihre globalen Produkte. Leistungsstarke Lieferan-ten, die qualitativ hochwertige Kompo-nenten auf einer globalen Ebene lie-fern können, haben eindeutig einen Vorteil in diesem Markt, da Einkäufer eine bestimmte Komponente nur ein-mal beschaffen müssen und Volumen-effekte erzielen, die dazu beitragen, eine konsistente Qualität zu einem an-gemessenen Preis zu gewährleisten“, meint Donald Cameron, President der KS Kolbenschmidt US, Inc. „Deshalb ist unsere Präsenz hier so wichtig, da-mit wir unsere weltweiten Ressourcen und Erfahrungen in jeder Phase der
Produktentwicklung und Herstellung einbringen können.“
Cameron fügt hinzu, dass ein Groß-teil des Erfolges des Standortes den Mitarbeitern zuzuschreiben sei, die mit vielen Jahren Erfahrung in dieser Industrie und einer Leidenschaft für Technologie und Motoren arbeiten: „Viele haben für OEMs gearbeitet und kennen die Bedürfnisse ihrer Kunden sehr genau. Gleichzeitig stehen sie den enthusiastischen jungen Mitarbei-tern, die in dieses Geschäft herein-wachsen, als Ratgeber zur Seite.“
„Dieses Geschäft fußt immer noch auf Kundenservice während des Ver-kaufs, der Entwicklung und Herstel-
lung“, sagt Myrle Hughes (l.), Senior Account Manager bei Pierburg. „Die Verantwortlichkeit der regionalen Teams liegt darin, die globalen Res-sourcen der Firma nutzbar zu machen, um die besten Ergebnisse für den Kun-den auf temingerechter Basis bereitzu-stellen. Unsere Kunden wollen ihre strategischen Lieferanten in ihrer Nähe haben, damit sie schnell auf Probleme in diesen immer schneller werdenden Entwicklungen und Produktionszyklen antworten können“, fügt Hughes hinzu.
Ein sehr gutes Beispiel für jemand, der die bei KSPG angebotenen Karri-erechancen genutzt hat, ist Dan Godin. Er kam als Außendienstmitarbeiter in
das Unternehmen und hat sich durch Weiterbildungen mit Erfolg weiterent-wickelt.
„Als mich das Unternehmen nach meinem Marketing-Abschluss einstell-te, leitete ich den Kolbenvertrieb an GM. Mittlerweile leite ich die Automo-tive-Verkaufsaktivitäten der KS Kol-benschmidt US, Inc.“ Kürzlich erhielt Godin zudem die Verantwortung für den hiesigen Vertrieb des Automotive-Sektors von KS Gleitlager.
„Im heutigen Markt müssen wir nicht nur großartige technologische Lösungen haben, wir müssen auch wissen, wie wir dem Kunden zügig antworten und clever die Kosten und das Budget verwalten können“, merkt Godin an. „Aufgrund der minimalen Margen und starken Wettbewerbs müssen wir unsere Kunden auf intelli-gente Weise betreuen, damit wir wei-terhin langfristige Beziehungen für alle KSPG-Unternehmen entwickeln können.“
Das Nordamerikanische Technolo-giecenter hat sich außerdem als ein nützliches Werkzeug zur Personalge-winnung entwickelt. Potenzielle Mitar-beiter können sich aus erster Hand ein Bild der Organisation machen, unter der alle KSPG-Gesellschaften in der Region arbeiten.
„In einem Markt, in dem der Wett-bewerb um talentierte Ingenieure und Verkäufer hart ist, hat es Vorteile ge-bracht, alle KSPG-Unternehmen unter ein Dach zu bringen und unsere Prä-senz im Markt zu erhöhen“, sagt Jür-gen Luft (r.), Leiter Forschung und Ent-wicklung bei Pierburg LLC. „In unseren Anstrengungen zur Gewinnung neuer Mitarbeiter können wir unser Engage-ment für diesen Markt und das Poten-zial an Karrieremöglichkeiten besser darstellen und müssen nicht mehr den besten und talentiertesten Kandidaten nur einfach einen Job anbieten.“
Luft fügt hinzu, dass alle KSPG-Unternehmen außerdem die Möglich-keit haben, Vorteile aus Betriebs- und administrativen Synergien zu ziehen. Besser als an getrennten Standorten helfe außerdem die so mögliche ge-meinsame Nutzung von Kunden- oder Produktinformationen bei einer effi zi-enteren Betreuung der Kunden. Dies sei eine Verbindung, die das Potenzi-al zu noch größerem Erfolg in den kommenden Jahren habe.
Paul Klapproth
Auburn Hills. Das Nordamerikanische Technologiecenter (NATC) der KSPG-Gruppe wurde entwickelt, um die welt-weiten KSPG-Ressourcen in Verbindung mit persönlichem und professionellem Fachwissen vor Ort nutzbar zu machen. So können regionale Kunden mit Hilfe eines Zugangs zu Weltklasse-Ingenieurwesen, Entwicklung, Prototypenbau und Produkt-Validierung optimal betreut werden. Seit 2008 befindet sich der Standort in Auburn Hills im Großraum Detroit in der Nähe vieler Entwicklungszentren der Automobilindustrie. Dieses neue Center war eine von drei Einrichtungen weltweit, die entwickelt wurden, um Kunden in lokalen Märkten direkt zu unterstützen. Aktuell nutzen vier KSPG-Fir-men die Ressourcen des NATC. Hierzu gehören Pierburg, Pierburg Pump Technology, KS Kolbenschmidt und KS Gleit-lager. Jedes dieser Unternehmen bietet seinen Kunden von diesem Standort aus Vertriebs- und Technikservice.
KS Gleitlager konzentriert seine Produktion in Nord- und Südamerika im mexikanischen Celaya
EnormesPotenzialEnormesEnormesPotenzial
Center bündelt Ressourcen
Greensburg. ABM LLC mit Sitz in Greensburg im US-Bundesstaat India-na ist ein Joint Venture, das KS Gleit-lager und die österreichische Miba Gleit lager 2005 gegründet haben. „ABM“ steht für „Advanced Bearing Materials“, auf Deutsch: innovative Gleitlager-Werkstoffe. Dieser Name ist Programm. Denn das Unterneh-men, das rund 45 Mitarbeiter be-schäftigt, produziert in einem spezi-ellen Gussverfahren Bimetall-Bänder aus einer Bronze- oder Messing-Le-gierung mit Stahlrücken. „Mit diesem Verfahren kann sowohl bleihaltiges als auch bleifreies Bandmaterial her-gestellt werden und deckt damit den gesamten Bereich automotiver und industrieller Anwendungen ab“, sagt Dr. Klaus Pucher (43), Vice President Research & Development bei KS Gleitlager. Aus dem Bimetall-Band werden später hochwertige Gleitlager (Lagerschalen und -buchsen) herge-
stellt, die auch unter anspruchsvolls-ten Umgebungsbedingungen verläss-lich funktionieren. „ABM-Kunden nutzen das Bandmaterial hauptsäch-lich in Automobil-Anwendungen, aber auch für große Industriemotoren und Getriebe“, merkt Andrew Bowen (53) an, der den Bereich Business Development von KS Gleitlager leitet. Auf den bisherigen Lorbeeren wollen sich die beiden Gleitlagerspezialisten jedoch nicht ausruhen. Ihr Ziel ist es, künftig Gleitlager-Werkstoffe herzu-stellen, die den Benchmark im Markt darstellen und das für nahezu alle An triebe, vom kleinsten Benzinmotor bis hin zu den größten sogenannten mittelschnell laufenden Dieselaggre-gaten. Dafür bietet das Joint Venture die besten Voraussetzungen. Denn es kombiniert das technologische Know-how der beiden Gründungsgesell-schaften, welches das weite Anwen-dungsspektrum erst ermöglicht. tho
Innovative Werkstoffe

tho Nova Odessa. In den vergangenen zehn Jahren ist die Fahrzeugfl otte in Brasilien von 21 auf 38 Millionen gestiegen. Bis 2015 werden vor-aussichtlich 47 Millionen Fahrzeuge unterwegs sein. Dadurch steigt auch der Aufwand in Sa-chen Wartung und Reparatur. Einerseits auf-grund der bloßen Zahlen, aber auch angesichts der Hightech-Elektronik, die moderne Fahrzeuge an Bord haben. Kfz-Werkstätten in Brasilien und ganz Südamerika mit Original-Ersatzteilen zu versorgen, ist Aufgabe der MS Motor Service Brazil (MSB). Außerdem hat sich der Geschäfts-bereich, der zur KSPG Automotive Brazil in Nova Odessa gehört, die Schulung des Werkstattper-sonals auf die Fahnen geschrieben.
In den Regalen von MSB lagern Produkte mit 2500 verschiedenen Teilenummern, von Kolben und Zylinderlaufbuchsen über Gleitlager und Pleuelstangen bis hin zu Wasser- und Ölpumpen sowie Filtern. „Unsere Lieferfähigkeit liegt bei über 90 Prozent“, sagt Claus von Heydebreck. Der 42-Jährige, der aus São Paulo stammt und an der
TU München Maschi-nenbau studiert hat, ist seit 2010 Chef von MSB. Mit einem Per-sonalstamm von 77 Mitarbeitern deckt MSB die gesamte Ein-kaufs- und Ver-triebskette ab. Einen besonderen Stellenwert hat der technische Kun-dendienst. „Über diese Schiene erfahren wir aus ers-ter Hand, was unsere Kunden brauchen, und wo sie der Schuh drückt“, sagt von Heydebreck. Umgekehrt werden auch Kunden nach Nova Odessa eingela-den, um ihnen zu zeigen, wie die Produkte entste-hen. Ferner gibt es Trainingsräume für Theorie und Praxis. „Im Zuge der Seminare werden moderne Motoren komplett zerlegt und anschließend wie-der zusammengebaut“, merkt der 42-Jährige an.
Aber bekanntlich kommt der Berg nicht immer zum Prophe-ten. Deshalb bieten die Experten von MSB auch Schulun-gen vor Ort an, das heißt bei den Ver-
triebspartnern. „Un-ser Hauptaugenmerk
gilt dabei dem Werk-stattpersonal, also den
Kunden unserer Kunden“, er-klärt der MSB-Chef. Während es
bei dieser Zielgruppe vor allem dar-um geht, wie die Produkte eingesetzt wer-
den, liegt der Schwerpunkt der Schulungen für die Vertriebspartner auf den Vorteilen, die sie bieten.
Diese zweigleisige Strategie ist bisher aufge-gangen. 2012 betrug der Umsatz rund 62 Millio-nen Reais (25 Millionen Euro).
Betreuung heißt hier„Rundum“
MS Motor Service Brazil
Vice President Dr. Werner Albus (Foto o. r.) ist stolz darauf, dass Nova Odessa der weltweit ein-zige Standort von KSPG Automotive ist, an dem die Divisionen Hardparts, Mechatronics und Mo-tor Service ein Unternehmen bilden. „So können wir die Effi zienz unserer Prozesse weiter steigern, beispielsweise durch Shared Services, also ge-meinsame Dienstleitungen in Bereichen wie Per-sonal oder Finanzen“, führt der 52-Jährige aus. Außerdem befi nden sich auf dem über 400 000 Quadratmeter (rund 60 Fußballfelder) großen Ge-lände in einem so genannten Lieferantenpark zwei externe Unternehmen, die nahtlos in die Kolbenproduktion integriert sind – auch das ein Novum in der KSPG-Welt. Davon profi tiert auch die Pierburg Pump Technology, die vor Ort Ge-häuse für Öl- und Wasserpumpen gießt, insge-
samt etwa zwei Millionen pro Jahr, die alle für den Inlandsmarkt bestimmt sind. Des weiteren gibt es einen Fabrikbereich, in dem ausschließlich Kolben in Kleinstserien für den Aftermarket pro-duziert werden. Insgesamt umfasst das Kolben-portfolio rund 500 unterschiedliche Varianten.
Der Löwenanteil des Umsatzes, der 2012 rund 200 Millionen Euro betrug, wird mit Kolben er-wirtschaftet. Pro Jahr werden in Nova Odessa fast 14 Millionen Kolben hergestellt. Gut 60 Pro-zent sind für den brasilianischen Markt bestimmt. Die anderen 40 Prozent gehen in den Export, zum Teil nach Mexiko und in die USA, aber überwie-gend nach Europa. Allerdings seien Ausfuhren mittlerweile nicht mehr so lukrativ wie früher, sagt Dr. Albus. „Die einheimische Währung, der Real, hat gegenüber dem US-Dollar und dem Euro
aufgewertet“. Außerdem seien die Löhne konti-nuierlich gestiegen, stellt er fest. Brasilien ist also kein Niedriglohnland mehr.
Die Automobilindustrie des Landes, die zu den Hauptabnehmern der Kolben aus Nova Odessa gehört, wird Marktstudien zufolge in den kom-menden Jahren jeweils um drei bis fünf Prozent wachsen. Zugleich stehen in Brasilien ebenso wie in vielen anderen Ländern die Zeichen auf Abgas- und Verbrauchsreduzierung. „Weniger bei den Pkw, die vornehmlich mit einem variab-len Ethanol-Benzin-Gemisch fahren, als vielmehr bei Lkw, Bussen sowie Bau- und Landmaschi-nen“, erklärt der Vice President.
Seit 2012 gilt in Brasilien die Euro-5-Abgas-norm. Damit Dieselmotoren, die nicht in Pkw ein-gesetzt werden dürfen, diese Norm erfüllen, sind
laut Dr. Albus unter anderem spezielle Kolben erforderlich, die KSPG in vielen Ländern längst anbietet. Hier eröffnen sich für ihn neue Möglich-keiten, die durch Großereignisse wie die Fußball-weltmeisterschaft (2014) und die Olympischen Spiele (2016) verstärkt werden. Auch vom Kuchen des wachsenden Pkw-Markts will man sich in Nova Odessa ein Stück abschneiden. Dazu müs-sen die Kolben allerdings für das Ethanol-Benzin-Gemisch ausgelegt sein, bei dem Brasilien sozu-sagen Center of Excellence ist. „Trotzdem können wir hier von dem in Deutschland vorhandenen Know-how bei Ottomotoren noch profi tieren“, ist Dr. Werner Albus überzeugt. tho
Nova Odessa – Zentrum der brasilianischen Automobilindustrie
„Center of Excellence“ in Südamerika
Nova Odessa. „Brasilien – ein Land der Zukunft“, so der Titel eines Buches von Stefan Zweig, das vor fast 70 Jahren veröffentlicht wurde. Mittlerweile hat sich diese Prophezeiung längst erfüllt. Denn das Land, in dem heute knapp 200 Millionen Menschen leben, ist zur sechstgrößten Volkswirtschaft der Erde aufgestiegen. Bei KS Kolbenschmidt hat man die Zeichen der Zeit schon Ende der 1960er-Jahre erkannt und sich zunächst im Großraum São Paulo angesiedelt. 1993 wurde der Standort dann in das rund 120 Kilometer entfernte Nova Odessa verlegt. Dort werden unter dem Dach der KSPG Automotive Brazil, die rund 1700 Menschen beschäftigt, vor allem Kolben für Pkw, Lkw, Motorsägen und Pumpen herge-stellt. Außerdem ist der Standort mit einem eigenen Distributionszentrum die Drehscheibe für das so genannte Aftermarket-Geschäft und den Vertrieb von Gleitlagern in Südamerika.
Pro Jahr werden in NovaPro Jahr werden in Nova Odessa fast 14 Millionen Odessa fast 14 Millionen
für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen für den brasilianischen Markt bestimmt. Markt bestimmt.
Pro Jahr werden in Nova Odessa fast 14 Millionen
Kolben hergestellt. Gut 60 Prozent sind
für den brasilianischen Markt bestimmt.
Abgasrückführventile sowie moderne Kühlmittel-, Öl- und Vakuumpumpen reduzieren Schadstoffausstoß und Verbrauch.
Fountain Inn. Mechatronische Kühlmittel-, Öl- und Vaku-umpumpen von Pierburg Pump Technology passen sich va-riabel an die Leistung des Motors an. Dadurch können der Verbrauch und die Schadstoffemission um einige Prozent reduziert werden. Das Applikations-Engineering für Kunden im Nafta-Raum, also Kanada, den USA und Mexiko, erfolgt am KSPG Automotive-Standort in Auburn Hills (Michigan). Auf dem südamerikanischen Markt ist Brasilien der Dreh- und Angelpunkt für PPT. Denn dort werden rund 95 Prozent aller Fahrzeuge des Kontinents hergestellt. Gefragt sind vor allem mechanische Pumpen.
2012 sind im „Land unter dem Zuckerhut“ rund 3,6 Milli-
onen Pkw aus den Werkshallen gerollt. In den kommenden Jahren werden jeweils zwischen drei und fünf Prozent hin-zukommen. „Allerdings dürfen in Brasilien laut Gesetz aus-schließlich Benzinmotoren oder so genannte Flex-Motoren, die ein variables Ethanol-Benzin-Gemisch verbrennen, in Pkws eingesetzt werden“, sagt Marcus Gerlach, bis Juli 2013 President von Pierburg US. Aufgrund des oft hohen Anteils von Ethanol, das aus Zuckerrohr gewonnen wird, ist die CO2-Bilanz sehr günstig. Außerdem wächst dieser Roh-stoff Jahr für Jahr nach, kurzum: Senkung von Verbrauch und Schadstoffemission spielen keine so wichtige Rolle wie andernorts.
Das spiegelt sich auch bei den Pumpen wider. Dazu Ger-lach: „Häufi g geht es nur um die Grundfunktionen, also Küh-lung und Schmierung des Motors.“ Dafür reichen die mecha-nischen Ausführungen, die PPT in zahlreichen Varianten anbieten kann, vollkommen aus. Produziert werden diese hauptsächlich in Deutschland und den USA entwickelten Pumpen in Werken in Nova Odessa (Brasilien) und Celaya (Mexiko). „Unsere Kunden sind vor allem die brasilianischen Tochterunternehmen von Fiat, Peugeot, Renault/Nissan, Volkswagen, Ford und General Motors “, erklärt der 41-Jährige.
General Motors und Ford gehören ebenso wie der Dritte im Bunde der Detroiter Autobauer, Chrysler, auch zu den
Hauptabnehmern im Nafta-Raum. Geliefert werden vorwie-gend mechatronische Pumpen für Benzinmotoren, die bei Pkw eindeutig den Ton angeben. „Dazu kommen noch Liefe-rungen an mehrere europäische Hersteller“, sagt Gerlach.
Unter dem Strich konnte PPT 2012 in Nord- und Südame-rika einen Umsatz von zusammen 52 Millionen Euro erzie-len. Im kommenden Jahr ist eine deutliche Steigerung ge-plant. Dieses Ziel scheint auf den ersten Blick äußerst ehrgeizig, ist jedoch so gut wie in trockenen Tüchern. „Wir haben von einem großen Automobilhersteller einen Auftrag im Wert von 50 Millionen Euro pro Jahr erhalten“, freut sich Marcus Gerlach. tho
Mechatronik und MechanikInnovative Pumpen-Technologie für Nafta-Raum und für Brasilien

„2015 sollen rund
16 Millionen neue Fahrzeuge hergestellt werden. Viele Amerikaner halten die Zeit für gekommen, ihre alten Fahrzeuge gegen neue Wagen auszutauschen.“Donald Cameron
Auch in den USA ist Downsizing und damit eine stärkere Belastung für den Kolben ein großes Thema. In den ver-gangenen Jahren haben die Kolben-Ingenieure bei KS Kolbenschmidt hier-zu neue Design-Konzepte entwickelt: Abgestimmt auf Turboaufl adung und Direkteinspritzung mit dem Ziel, die Leistungsfähigkeit der immer kleiner werdenden Motoren zu erhöhen. Dem Kolben als Herz und kritischem Ele-ment des Motors kommt dabei eine wichtige Bedeutung zu. Mit innovati-ven Leichtbaukonzepten, verbesser-ten Werkstoffen und langjährigem Know-how in der Bearbeitung entwi-ckelt und fertigt das Unternehmen heute Kolben für höchste Kundenan-sprüche. Ein Beispiel aus der jüngsten Vergangenheit ist ein Großprojekt, beim dem der Steelteks-Kolben, ein Stahlkolben, der in Nutzfahrzeugmo-toren verbaut wird, zum Einsatz kommt. Don Cameron: „Die Kombinati-on aus professionellem Design und ei-nem innovativen Herstellungsprozess hat unseren Kunden überzeugt: Durch den Einsatz dieses kompakten Stahl-kolbens können unter anderem die Motorleistungsfähigkeit gesteigert und die Lebensdauer erhöht werden.“ Auch der leichte und belastungsfähige Pkw-Kolben Liteks ist auf dem ameri-kanischen Markt gefragt.
Der 55-jährige Geschäftsführer, der seit fast 20 Jahren für das Unterneh-men in verschiedenen Führungspositi-onen gearbeitet hat, sieht die globale Präsenz und die hohe Technologie-
kompetenz als den größten Wettbe-werbsvorteil des Unternehmens an: „Da wir global sehr gut aufgestellt sind, können wir unsere Kunden welt-weit mit unseren Komponenten zu ei-nem sehr guten Preis-Leistungs-Ver-hältnis beliefern.“ Ein großer Kunde ist Cummins, ein Hersteller von Diesel- und Gasmotoren, der von der Unter-nehmensgruppe rund um den Globus, neben den USA auch in Südamerika, Europa, Indien und China, betreut wird: „Unsere globale Zusammenarbeit mit den Standorten in diesen Ländern ist hervorragend. Außerdem erhalten wir viel technologischen Support aus Ne-ckarsulm und unseren Kollegen aus dem Technologie-Zentrum in Auburn Hills sowie dem ,Engine Test Center‘ in Fort Wayne. Dadurch sind wir in der Lage, unseren Kunden zu jeder Zeit dort zu unterstützen, wo er uns gerade braucht.“
Neben dem Kolbengeschäft werden auch die Gleitlageraktivitäten für den nordamerikanischen Markt von dem Headquarter in Auburn Hills gesteuert. Das Geschäft mit Fokus auf Gleitlager und Buchsen hat in Nord- und Südame-rika noch deutliches Potenzial. Geplant ist, den Bereich weiter auszubauen. Dafür wurden jetzt neue Produktions-kapazitäten in Mexiko aufgebaut. Zum Produktportfolio zählen neben dem Produktbereich der motorischen Lager auch Spezialitäten wie beispielsweise Permaglide-Gleitlager für Getriebe, in-dustrielle Anwendungen sowie Land- und Schwermaschinen. ann
Auburn Hills. Nach Jahren der Rezession erholt sich der amerikanische Automo-bilmarkt. Im Schnitt rollen aber bereits seit elf Jahren die gleichen Autos über die Highways. Viele Amerikaner halten die Zeit für gekommen, ihre alten Fahrzeuge ge-gen neue Wagen einzutauschen. „Bleibt die Wirtschaft stabil, rechnen wir damit, dass 2015 rund 16 Millionen neue Fahrzeuge hergestellt werden. Das sind gute Nachrichten für unser Unternehmen, denn wir bieten Produktlösungen und -kompo-nenten für kleinere, kraftstoffsparende und umweltfreundlichere Autos an, die heu-te stärker nachgefragt werden“, sagt Donald Cameron, der als Geschäftsführer die Bereiche Kolben und Gleitlager für den nordamerikanischen Markt verantwortet.
Gutes Teamwork fürdas Herz des Motors
KS Kolbenschmidt in den USA setzt auf globale Zusammenarbeit
Mittlerweile wird der US-Markt von Ottomoto-ren dominiert. Jüngst haben die Entwickler bei Pierburg in Auburn Hills ein DC-Motor-getriebe-nes AGR-Ventil für eine Benzinmotoren-Anwen-dung adaptiert, das seit Mai 2013 in den USA in Serie produziert wird. Mit AGR-Systemen für Tur-bomotoren kommen neue Projekte in die Ent-wicklung: „Wir werden von zwei Seiten unter-stützt. Der Bereich Aktuatoren in Berlin entwickelt für unseren lokalen Kunden eine spezielle Klappe im Ansaugtrakt des Motors. Der Bereich Emission Control in Neuss hilft uns dabei, die den Kunden-erwartungen entsprechenden AGR-Ventile zu entwickeln. Derzeit werden die Muster- und Qua-lifi kationsüberprüfungen in Neuss durchgeführt,
aber auf lange Sicht wollen wir dies hier an unse-rem Standort machen“, sagt Jürgen Luft, der seit vier Jahren für die Pierburg R&D-Aktivitäten in den USA verantwortlich zeichnet. Der 53-Jährige ist stolz auf die Erfolge seines Teams mit 14 Mit-arbeitern: „Wir haben Projekte mit den drei größ-ten Automobilherstellern in Detroit und arbeiten eng mit deren Vorentwicklungen zusammen. Auf dieser Basis können wir auch in Zukunft Pro-duktlösungen anbieten, die von unseren Kunden geschätzt werden, und mit denen unser Unter-nehmen erfolgreich wachsen kann.“
Auch die Entwickler der KS Kolbenschmidt US (KSKUS) arbeiten eng mit den globalen R&D-Zent-ren zusammen: Mit den Kollegen in Neckarsulm werden Produkte für den amerikanischen Markt entwickelt beziehungsweise adaptiert. Die Kolle-gen in Japan unterstützen den Standort bei der Identifi zierung globaler R&D-Bedürfnisse. Eine der größten Innovationen, in die die KSKUS invol-viert war, war das Kolbendesign für den Steel-teKS-Stahlkolben. Bob Dennis: „Die patentierte Designidee entstand in unserem Technischen Zentrum, das jetzt in Auburn Hills ist, und hat uns 2009 den Eintritt in den Markt für Stahlkolben verschafft. Die Robustheit und Langlebigkeit des Kolbendesigns für anspruchsvolle Dieselapplika-tionen hat unsere NKW-Kunden überzeugt.“ Vor kurzem hat ein zwölfköpfi ges Entwicklerteam da-mit begonnen, die nächste Generation dieses Stahlkolbens zu entwickeln.
Ein weiteres Projekt aus jüngster Vergangen-heit war die Optimierung des Kolbenbolzen-De-signs mit dem Ziel, durch den Einsatz neuer Werkstoffe und Beschichtungen die Reibung zu reduzieren und das Risiko für den Verschleiß des Kolbenbolzens zu verringern. Bei diesem Projekt kooperiert der Standort mit einer technischen Universität: „Die Studenten der Ingenieurwissen-schaft haben die wichtigsten Elemente eines Ver-suchsaufbaus mit den einzelnen Teilen, zum Bei-spiel einer Halterung für den Antriebsmotor und einer Haltevorrichtung für den Kolben, erfolg-reich konzipiert. Die Zusammenarbeit mit unse-ren Entwicklern war sehr befruchtend“, ist der 58-Jährige, der seit 2007 für die KSPG-Gruppe in Nordamerika arbeitet, überzeugt. Die Innovation passt ins Produktportfolio der KSPG-Gruppe, die auf Emissionsreduzierung ausgerichtete Kolben-systeme für ihre Kunden in den unterschiedli-chen Märkten anbietet.
Eine globale Kooperation
Ideen für Märkte der Zukunft
ann Auburn Hills. Jürgen Luft, Director Engineering R&D bei Pierburg (Foto r.), und Bob Dennis, Manager für Technischen Service für den Geschäftsbereich Kolben (Foto l.), stoßen mit ihren Teams die Entwicklung zukunftsträchtiger Produkte an. Das neue Energiegesetz in den USA hat zu einem zunehmenden Bedarf an Komponenten zur Abgasrückführung geführt. Als Technologieführer in die-sem Bereich hat Pierburg AGR-Ventile und Module bislang vorwiegend für Dieselmotoren entwickelt.
Kolbenmarkt entwickelt sich gut
Celaya: Attraktiver Standort Motorenteilen und die Tier 1-Produktion verlagern sich immer mehr nach Zentralmexiko, wo sich zu-nehmend auch große OEMs niederlassen“, sagt Francisco De Velasco, Chief Operation Offi cer für Nord- und Südamerika im Kleinkolbenbereich. Der 45-Jährige, der seit zwölf Jahren für das Unter-nehmen in verschiedenen Funktionen mit zuneh-mender Verantwortung gearbeitet hat, ist stolz auf die stabile Entwicklung des Unternehmens mit rund 700 hochqualifi zierten Mitarbeitern und ei-ner starken und wachsenden Kunden- und Liefe-rantenstruktur: „GM, Ford und Nissan zählen zu unseren Hauptkunden im Bereich Kolben. Sowohl was den Technologiestand als auch die Service-qualität betrifft, sind wir auf dem gleichen Niveau wie andere KSPG-Standorte in Industrieländern.“ Zwei neue Großkunden konnten jüngst gewonnen werden. Daher sollen die Produktionsfl äche um 20 Prozent erweitert und rund 50 neue Mitarbeiter eingestellt werden. Auch die globale Zusammen-arbeit soll weiter intensiviert werden: „Die Entsen-dung talentierter Mitarbeiter an andere KSPG-Standorte und der Austausch von Best Practices, zum Beispiel mit Werken im amerikanischen Mari-nette, im brasilianischen Nova Odessa, in Japan oder in Ústí in der Tschechischen Republik, brin-gen uns weiter voran.“ ann
Celaya. Das Kolbengeschäft in Celaya, Zent-ralmexiko, hat eine lange Tradition: Nicht nur die geographische Nähe zum US-Markt und die ver-gleichsweise niedrigen Lohnkosten und sehr gut ausgebildete Arbeitskräfte machen das Land als Produktionsstandort attraktiv; auch die in den vergangenen Jahren entstandenen Cluster der Zu-lieferindustrie mit dem entsprechenden Lieferan-tennetz sind Pluspunkte: „Mexiko ist auf dem Weg, zum viertgrößten Exporteur nach Japan, Deutschland und Südkorea zu avancieren. Die As-semblierung von nordamerikanischen Auto- und
Sind stolz auf die stabile Entwicklung ihres Unternehmens: Werkleiter Samuel Regulado (l.) und sein Vorgänger Francisco De Velasco.

„Teamwork ist für mich extrem wichtig.“ Teresa Walk
ProzessanalytikerDer
ann Nova Odessa. Kolben kennt er wie seine Westentasche. „Es ist ein faszinierendes Pro-dukt.“ Osvair Sperque arbeitet seit 14 Jahren bei KS Kolbenschmidt im brasilianischen Nova Odes-sa. Er fi ng als Maschinenarbeiter an, wurde weni-ge Jahre später zum Prozessanalytiker befördert und ist heute für vier Fertigungsanlagen verant-wortlich. Er ist darauf spezialisiert, Qualitätspro-bleme zu lösen und Produktionsausfälle zu ver-hindern. Dabei wird er von 20 Mitarbeitern unterstützt: „Jeden Tag will ich mich mit meinem Team aufs Neue der Herausforderung stellen, ei-nen reibungslosen Produktionsprozess zu garan-tieren. Unser Ziel ist es, die bestmögliche Qualität unserer Produkte zu liefern“, betont der aus dem nordbrasilianischen Arapongas stammende Vater
zweier Kinder. Für den 51-Jährigen sind Teamar-beit und Wissenstransfer wichtigste Erfolgsfakto-ren: „Ich lege viel Wert auf regelmäßige techni-sche Trainings für meine Mitarbeiter. Außerdem rotieren sie zwischen verschiedenen Maschinen-plätzen. Dabei unterstützen sie sich gegenseitig, sich in die jeweils neue Aufgabe einzuarbeiten“, sagt der gelernte Mechaniker. Er ist dankbar, dass er sein Wissen durch technische Kurse, zum Bei-spiel CNC, kontinuierlich erweitern konnte: „Sehr lehrreich und interessant sind für mich nach wie vor Geschäftsreisen ins Ausland. Es macht Freu-de, unseren Kunden unsere Produkte näherzu-bringen.“ Für ihn steht fest, dass er bis zum Ruhestand bei KS arbeiten möchte: „Ich wüsste nicht, wo ich mich besser entwickeln könnte.“
Osvair Sperque freut sich auf neue
Herausforderungen in seinem Job,
sei es der Umgang mit neuen Techno-
logien oder weitere Kundenbesuche
im Ausland.
Logistikerin
ann Marinette. Clare Welty ist seit 38 Jahren bei der KSPG-Gruppe in Ma-rinette beschäftigt. 1975 fi ng sie als Maschinen bedienerin im Kolbenwerk an. 1992 bekam sie die Chance, als Kernteam-Mitglied das für den Stand-ort wichtige Projekt zur kontinuierli-chen Verbesserung zu implementie-ren. Welty: „Zu verstehen, wie sich Produktionsprozesse verbessern las-sen, war für mich eine faszinierende Erfahrung.“ In den folgenden Jahren wurde das Thema Qualität ihr Stecken-pferd: Sie wurde zur Spezialistin für das Qualitätsmanagement und vier Jahre später zur Koordinatorin für Qua-litätsmanagement-Systeme befördert. Als Mitglied des Qualitätsteams war sie dafür mitverantwortlich, das Quali-tätsmanagement-System ISO 9000/QS 9000 und später das Umwelt-
Management-System ISO 14001 zu implementieren. Ihre damaligen Chefs erkannten, dass noch viel mehr Entwicklungspotenzial in ihr steckte: 2007 wurde sie zur Trainingsmanagerin und Managerin für den Kontinuierlichen Verbesserungsprozess befördert. Nur zwei Jahre später machte sie einen weiteren Karriereschritt und übernahm die Position der Qualitätsmanagerin für das Großkolbengeschäft in Marinette. Neben Qualitätsprozessen ist für die Mutter von drei Kindern die Führung und Förderung von Mitarbeitern eine weitere Herzensangelegenheit. In ihrer heutigen Position als Managerin für Talent-entwicklung gibt sie das weiter, was sie selbst vor-lebt, nämlich Mitarbeiter bei ihrer Entwicklung zu unterstützen. „Ich bin in meinem Traumjob angekommen“, sagt die heute 59-Jährige, für die es nie infrage kam, den Arbeit-geber zu wechseln: „Es macht mir große Freude, mit Menschen zu arbeiten, die sich in ihrem Charakter, ihrer Bildung und ihrer Herkunft unterschei-den. Das hat meinen Hori-zont ungemein erweitert.“
TalententwicklungDie Managerin für
„Große Freude, mit Menschen zu arbeiten.“ Clare Welty
Logistikerin ann Celaya. Für Adriana Cortes ist Teamarbeit sehr wichtig. Als Materialplanerin in der Logistik für den Geschäftsbereich Pierburg Pump Technology arbei-tet sie am mexikanischen KSPG-Standort in Celaya eng mit dem Einkauf und der Produktion zusammen. Die 34-jährige Mutter einer kleinen Tochter kümmert sich im täglichen Geschäft darum, dass verschiedene Komponenten, wie zum Beispiel Leiterplatten, Gehäuse oder Rotoren, die vor Ort in Vakuum-Pumpen montiert werden, zeitgerecht und einwandfrei geliefert werden. Adriana Cortes arbeitet seit über drei Jahren für das Unternehmen.
Die lernbegierige
Die Planerinfür das
Material
LogistikerinDie lernbegierige
ann Fountain Inn. Vor 17 Jahren hat Teresa Walk als Anlagenbedienerin bei Pier-burg in South Carolina angefangen. Kurze Zeit später wurde ihr eine Führungsrolle angeboten; fortan verantwortete sie verschiedene Fertigungsanlagen für Pumpen und Pumpenkomponenten. „Ich bekam die Gelegenheit, bei vielen Projekten für verschiedene Kunden mitzuarbeiten. Dabei habe ich nicht nur fachlich, sondern auch viel über mich selbst gelernt; zum Beispiel, dass ich belastbar bin und mit Stress-Situationen umgehen kann.“ Heute arbeitet die 44-Jährige als Planerin in der Logistik. Bei ihrem Job kommt es darauf an, fl exibel auf Kundenwünsche zu reagieren und auch zu Stoßzeiten Transport- und Verladetermine genau ein-
zuhalten. Teamwork ist dabei extrem wichtig. Im täglichen Geschäft arbeitet sie eng mit der Produktion, der Kundenbetreuung und der Qualitätskontrolle
zusammen. Die Mutter einer 25-jährigen Tochter schätzt an ihrem Arbeit-geber, dass er ihr viel Raum zur Entwicklung gegeben hat: „Über die
Jahre konnte ich an vielen fachlichen und persönlichkeitsfördernden Maßnahmen teilnehmen. Künftig will ich auch externe Seminare
am College besuchen. Ich habe noch lange nicht ausgelernt.“

KS Kolbenschmidt Brazil
Breites Geschäft im Inland und Kunden weltweit
KS Kolbenschmidt US
Zwei Partner bündeln ihre individuellen Stärken
MS Motor Service Brazil
Ersatzteile für den Aftermarket im südamerikanischen Raum
KS de México
Stabiles Unternehmen mit starkem Portfolio
Pierburg Pump Technology Mexico
Hightech-Pumpen für den Nafta-Raum
KS Gleitlager Mexico
„Local Content“ für den Doppelkontinent
Fountain Inn. Pierburg US produziert am Stammsitz Fountain Inn im Bundesstaat South Carolina, wo rund
200 Mitarbeiter beschäftigt werden, Abgasrückführ-ventile, elektrische Drosselklappenstutzen und Mag-netventile. Diese Komponenten, die hauptsächlich für nordamerikanische Kunden wie Ford, General Motors
und Chrysler bestimmt sind, tragen dazu bei, den Verbrauch und die Schadstoff-emission von Motoren zu senken. Um Vertrieb und Engineering kümmert sich ein 30-köpfi ges Team im Technical Center des KSPG-Standorts Auburn Hills in Michigan. Bei Dieselmotoren für leichte und schwere Lkw ist Pierburg US mit sei-nen Komponenten Marktführer. Im Pkw-Bereich, in dem in Nordamerika vorwie-gend Benzinmotoren eingesetzt werden, wird das Unternehmen seine Marktpo-sition weiter ausbauen. Denn die Zahl turbogeladener Varianten steigt Jahr für Jahr. Und für diese Motortechnologie sind gerade die Magnetventile, die in Foun-tain Inn produziert werden, optimal geeignet.
Marinette. KS Kolbenschmidt hat sich im Lau-fe der vergangenen 30 Jahren auf dem nordame-rikanischen Markt als Automobilzulieferer nam-hafter OEMs einen Namen gemacht. Gefestigt wurde diese Position durch das Joint Venture mit der japanischen Atsugi-Unisia Corp. im Jahr 1990, das eine regionale Plattform zur Belieferung von Nissan-Kolben ermöglichte und die japanische Kompetenz für Qualität und Design-Technologie mit der Produktionskompetenz von Kolben-schmidt zusammenführte. Heute fertigen in der Produktion in Marinette im Bundesstaat Wiscon-
sin 850 Mitarbeiter, die langjährige Erfahrun-gen mit hochfesten Aluminium-
Legierungen und aus Stahl gefertigten Kol-
ben mitbringen, täglich rund 60 000 Kolben für den Pkw- und Nkw-
Markt. Die hohe Kompe-tenz bei der Herstellung, gepaart mit einem krea-tiven Kolbendesign, wappnet das Unternehmen für die nächste Generation der Powertrain-Tech-nologien.
Ebenfalls in Marinette entstand im Jahr 1998 neben Neckarsulm ein weiterer Standort für Großkolben. Auf einer Fläche von 5500 Quadrat-metern arbeiten 85 Mitarbeiter im Mehrschicht-betrieb. 2012 wurden rund 24 000 Großkolben für Schiffsdiesel, stationäre Motoren zur Strom-erzeugung und Lokomotiven, sowie rund 8000 Stahlkolben für unser Kleinkolbenwerk für die Anwendung im Marine- und Lastwagenbereich hergestellt. „In unserem Werk kommen hochwer-tige computergesteuerte Dreh-, Fräs- und Schleif-maschinen zum Einsatz, mit denen wir unser Rohmaterial, so zum Beispiel Schmiederohling-Unter- und Oberteile aus Aluminium und Stahl sowie Unterteile aus Kugelgraphitguss, komplett bis zum Fertigprodukt bearbeiten. Höhere An-sprüche an die Qualität bei steigenden Produkti-onskosten haben dazu geführt, dass das Produkt heute nicht mehr in Einzelschritten gefertigt wird, sondern möglichst viele Bearbeitungs-schritte zusammengefasst werden. Unsere Mit-arbeiter bringen in diesem Bereich und auch bei der Bedienung und Programmierung der Anlagen viel Wissen mit. Darüber hinaus können wir mit Qualität, Produktsauberkeit und On-time-delivery bei unseren Kunden punkten“, ist Klaus Bacher, Werksleiter der KS Large Bore Pistons, überzeugt.
Nova Odessa. KS Kolbenschmidt Brazil beschäftigt am Standort Nova Odessa rund 1400 Mitarbeiter. Auf einer Produktionsfl äche von circa 55 000 Quadratmetern werden Kolben mit Durchmessern von 32 bis 140 Millimetern hergestellt. Das Portfolio umfasst rund 500 unterschiedliche Varian-ten, von denen pro Jahr insgesamt über 14 Milli-onen Stück produziert werden. Mehr als die Hälfte der Produktion geht an Kunden in Brasilien. Hauptab-nehmer ist die Automobilindustrie, wo die Kolben sowohl in Pkw- als auch in Lkw-Motoren eingebaut werden. Fer-ner kommen Produkte aus Nova Odes-sa in Motorrädern und Motorsägen zum Einsatz. Circa 40 Prozent des Um-satzes erwirtschaftet KS Kolben-schmidt Brazil durch den Export. Die Märkte liegen neben den USA und Mexiko vor allem in Europa, wo haupt-sächlich Fahrzeughersteller in Eng-land, Frankreich, Italien, Schweden, Finnland, Polen und Deutschland be-liefert werden. Zu den Kunden in der alten und neuen Welt gehören unter anderem Daimler, Ford, Perkins und Renault.
Pierburg US
Motorkomponenten für den nordamerikanischen Markt
Pierburg Pump Technology Brazil
Bewährte Technologie für Südamerika
Nova Odessa. Auf dem brasilianischen Markt bietet Pierburg Pump Technol-ogy do Brazil mechanische Öl- und Wasserpumpen, die sich seit vielen Jahren in Europa bewährt haben, in zahlreichen Varianten an. Denn in Brasilien gibt
es keine Diesel-Pkws. Für die derzeitigen Flexfuel-Motoren, die sowohl mit Benzin als auch Ethanol laufen, besteht kaum Nachfrage für State-of-the-Art-Produkte. Produziert werden die mechanischen Öl- und Wasserpumpen, die in Frankreich und Italien entwickelt wurden, am Standort Nova Odessa, wo auch die Schwesterunternehmen KS Kolbenschmidt und MS Motor Service vertreten sind. Pro Jahr werden dort circa zwei Millionen Pumpen hergestellt. Zu den Kunden von Pierburg Pump Technology Brazil, die rund 160 Mitarbeiter beschäftigt, zählen unter anderem Fiat, Ford, Peugeot und Citroën (PSA) sowie Volvo.
Nova Odessa. Der Geschäftsbereich MS Motor Service Brazil, der zur KSPG Automotive Brazil in Nova Odessa gehört, versorgt über ein ausgedehntes Ver-triebsnetz Großhändler und Kfz-Werkstätten mit hochwertigen Motorkom-ponenten von KS Kolbenschmidt, Pierburg Pump Technology und KS Gleitlager. Außerdem bietet der Geschäftsbereich mit seinen knapp 80 Mitarbeitern, die die gesamte Einkaufs- und Vertriebskette ab-decken, einen umfassenden technischen Kundendienst an und führt sowohl in Nova Odessa als auch bei Vertriebspartnern vor Ort Schulungen durch. In den Regalen von MS Motor Service Bra-zil lagern Produkte mit 2500 verschiedenen Teilenummern, von Kolben und Zylinderlaufbuchsen über Gleitlager und Pleuel-stangen bis hin zu Wasser- und Ölpumpen sowie Filtern. Dank einer Lieferfähig-keit von über 90 Prozent erhalten Kunden in der näheren Umgebung ihre Ware innerhalb von 24 Stunden, ansonsten im Laufe von nur wenigen Tagen.
Celaya. Die Anfänge des Kolbengeschäfts in
Mexiko reichen bis in die 60er Jahre zurück. Der Auf-bau einer Vergaserferti-gung, vor allem für den VW-Standort in Puebla,
war das erste Standbein der KSPG-Gruppe in dem nordamerikani-
schen Land. Über die Jahre hinweg entwickel-te sich auch das Kolbengeschäft gut: Bis 2006 wurde der mexikanische Kolbenmarkt aus Brasi-lien beliefert. Zum Jahresbeginn 2006 erwarb der damalige Geschäftsbereich KS Kolben (heute Hardparts) das Kolben-Erstausrüstergeschäft der mexikanischen Pistones Moresa in Celaya. Das vorrangige Ziel der neu gegründeten KS de México in Celaya, einer Industriestadt mit 400 000 Einwohnern, war der Ausbau des Kol-bengeschäftes im Nafta-Raum und damit die Stärkung des internationalen Geschäfts. Heute werden am Standort rund 6,5 Millionen Alumini-um- und Stahlkolben und Power Cylinder Units (PCU)-Assemblierungen für Pkw und Nkw gefer-tigt. Im Pkw-Bereich geht der Trend hin zu leis-tungsstarken Leichtbaukolben. Auch Aluminium-kolben mit Innen-Kühlraum sind gefragt. Für den Nfz-Markt werden hochbelastbare Stahlkolben produziert, bei denen eine hochmoderne Laser-härtungs-Technologie zum Einsatz kommt, die den Nutverschleiß deutlich reduziert.
Celaya. KS Gleitlager produziert im mexikanischen Celaya mit rund 75 Mitar-beitern Gleitlagerbuchsen und Anlauf-scheiben. Rund 80 Prozent sind für den nord- und südamerikanischen Markt be-stimmt. Die anderen 20 Prozent werden nach Europa exportiert. Das Produktpro-gramm umfasst rund 100 verschiedene Varianten, die sich je nach geforderten Eigenschaften in Größe, Form und Werk-stoff unterscheiden. Es handelt sich da-bei um Verbundwerkstoffe aus Stahl-Alu-minium, Stahl-Bronze sowie um PTFE basierende Permaglide-Werkstoffe, ei-nem Mehrschichtwerkstoff aus Stahl und Sinterbronze mit Polymerbeschichtung. Ferner werden auch Varianten aus Stahl hergestellt. Die Gleitlager und Anlauf-scheiben aus Celaya gehen unter ande-rem an Automobilhersteller wie General Motors, Chrysler und Volkswagen sowie
an zahlreiche Zu-lieferer und Non-Automotive Kun-den. Das Anwen-dungsspektrum reicht von Getrie-ben über Stoß-dämpfer und Tür-
scharniere bis hin zu Pleuelbuchsen. Zudem werden
die Gleitlager aus Celaya auch außer-halb des Automobilbereichs eingesetzt, etwa in Motoren und Antriebssträngen von Baumaschinen, Rasenmähern und Kompressoren.
Celaya. Am Standort Celaya stellt Pierburg Pump Technology Mexico mecha-tronische Wasser-, Öl- und Vakuumpumpen her. Da sich diese Pumpen variabel an die Leistung des Motors anpassen lassen, tragen sie dazu bei, den Verbrauch
und die Schadstoffemission zu reduzieren. Deshalb steigt insbesondere im Nafta-Raum die Nachfrage stetig. Aktuell werden pro Jahr rund 500 000 elektrische Wasser-pumpen produziert. Abnehmer sind Kunden wie Ford, Ge-neral Motors, BMW und Volkswagen. 2014 werden es vo-raussichtlich schon über eine Million Pumpen sein. Auch bei mechanischen Vakuumpumpen, von denen derzeit 150 000 hergestellt werden, steigen die Produktionszah-
len kontinuierlich. Zudem wird ab 2015 eine sogenannte Tan-dempumpe hinzukommen, die mit 700 000 Stück an den Start geht.
Alles in allem soll der Umsatz in den kommenden Jahren jeweils um 100 Pro-zent zulegen. Deshalb wird die Belegschaft, die heute aus rund 60 Mitarbeitern besteht, weiter aufgestockt werden.

Profi l: Inwiefern sind Job-Transfers zielfüh-rend?
Diaz: Ein wesentlicher Wert unseres Unterneh-mens ist, dass sich unsere Mitarbeiter gut entwi-ckeln können und langfristig bei uns bleiben. Wir ermöglichen es ihnen, bei entsprechender Eig-nung eine vakante Position in einem anderen Ge-schäftsbereich zu übernehmen. Dadurch erwer-ben sie weitere Kompetenzen und übernehmen für neue Aufgaben Verantwortung. Gleichzeitig bringen sie durch den Transfer ihr Wissen in die jeweils andere Gesellschaft ein.
Profi l: Wie werden die Job-Transfers organi-siert?
Diaz: In den vergangenen drei Jahren haben vier talentierte Mitarbeiter ihre Position innerhalb der KSPG-Unternehmensgruppe gewechselt.
Mein neunköpfi ges Team organisiert zwei Arten von Job-Transfers: Zum einen den Wechsel inner-halb der gleichen Geschäftsgruppe in ein anderes Land, zum Beispiel von Mexiko in die USA. Und zum anderen den Wechsel innerhalb des Landes von einer in eine jeweils andere Geschäftsgruppe. In beiden Fällen erweitern die Mitarbeiter nicht nur ihren Erfahrungsschatz, sondern lernen auch geschäftliche Zusammenhänge besser zu verste-hen. Das schärft den Blick fürs Ganze.
Profi l: Was sind Beispiele für erfolgreiche Job-Transfers?
Diaz: Ein erfolgreiches Beispiel ist der Trans-fer von Alberto Soria. 2012 wurde er zum General Manager für den Geschäftsbereich Pumpen be-fördert. Zuvor hat er sechs Jahre lang als Found-ry Manager bei der Kolbenfabrik im mexikani-
ann Celaya. Qualifi zierte Mitarbeiter, insbesondere in technischen Berufen, sind in Mexiko stark um-worben. Gleichzeitig ist die Wechselbereitschaft der Mitarbeiter in diesem wachsenden Markt hoch. Kolbenschmidt de México hat frühzeitig erkannt, dass ein nachhaltiges Personalmanagement für eine stabile und langfristige Entwicklung in der Region notwendig ist. Job-Transfers sind eine gute Maßnah-me zur Entwicklung und Bindung talentierter Mitarbeiter. „Das Profi l“ sprach mit José Luis Díaz Gon-zález, Manager für Human Resources, der seit sieben Jahren für die Firmengruppe in Mexiko arbeitet.
Celaya. Die Beförderung zum Ge-neral Manager war für Alberto Soria der bedeutendste Karriereschritt bei dem internationalen Automobilzu-lieferer KSPG: „Als Foundry Manager war ich ein Spezialist für Produktion und Fertigungstechnik. In meiner heutigen Position als General Mana-ger bin ich für einen gesamten Ge-schäftsbereich verantwortlich und habe die herausfordernde Aufgabe, Projekte für verschiedene Teilberei-che, zum Beispiel Qualität, Finanzen und Logistik zu koordinieren. Diese Arbeit hat meinen Horizont enorm erweitert“, freut sich der 48-Jährige studierte Maschinenbau-Ingenieur. Die Logistik ist ein anspruchsvolles Aufgabenfeld: Das Lieferantennetz ist weit verzweigt; mit vielen Liefe-ranten im Ausland steht sein Team im regelmäßigen Kontakt. Aus Südkorea bezieht PPTMX zum Beispiel Rotoren, die vor Ort in Vakuum-Pumpen mon-tiert werden; Auftraggeber ist in die-sem Fall der Kunde Ford.
Alberto Soria legt Wert darauf, dass die am Standort eingeführten Leistungskennzahlen Qualität, Si-cherheit, Produktivität, Reduzierung der Ausschussquote und Effi zienz in den Köpfen seiner Mitarbeiter veran-kert und täglich gelebt werden: „Wir belohnen Mitarbeiter mit kleineren Geldbeträgen für Verbesserungsvor-schläge. Das ist ein großer Ansporn für sie.“ Beispielsweise machten einige Mitarbeiter gute Vorschläge, wie be-triebsinterne Materialien wieder ver-wertet werden können, anstatt sie neu zu kaufen. „Auf diese Weise lernen die Mitarbeiter schrittweise, welche Mög-lichkeiten es gibt, für die Firma Geld zu sparen und bereits verfügbare Materi-alien optimaler einzusetzen.“
Für den aus dem Norden des Landes stammenden General Manager ist es wichtig, funktionsübergreifendes Den-ken zu fördern, gleiche Ziele für alle Mit-arbeiter zu vereinbaren und das Lernen untereinander zu fördern. Diese Fakto-ren haben sich positiv auf die Teamar-
beit ausgewirkt. Sein Anliegen ist auch, jeden Mitarbeiter daran zu beteiligen, Prozesse kontinuierlich zu verbessern und dabei die fi nanziellen Ziele des Un-ternehmens im Auge zu haben.
Mit 65 Mitarbeitern ist Pierburg Pump Technology México ein recht kleiner, aber stark wachsender Geschäftsbe-reich: In den nächsten drei Jahren soll die Mitarbeiterzahl verdreifacht wer-den. 38 Prozent der Belegschaft sind Frauen: „Sie sind engagiert und kreativ und ergänzen damit gut unsere männ-lichen Kollegen.“ Junge Mitarbeiter in deren berufl icher Entwicklung zu unter-stützen, das ist für den dreifachen Fami-lienvater eine besondere Herzensange-legenheit. Alberto Soria: „Ich will ihnen mein Wissen weitergeben und auch vermitteln, dass sich Loyalität der Firma gegenüber auszahlt. Es lohnt sich, bei der Firma zu bleiben. In einem mir sehr vertrauten Umfeld konnte ich meine berufl ichen und persönlichen Ziele im Einklang über viele Jahre hinweg ver-wirklichen.“ Annette Neumann
Bei der Unternehmensgruppe KSPG in Mexiko stehen ambitionierten und engagierten Mitarbeitern viele Türen offen. Alberto Soria ist ein gutes Beispiel dafür. Angefangen hat er als Supervisor in der Instandhal-tung vor 25 Jahren bei dem damals unter dem Namen Transeje fi rmierenden Unternehmen. In den Folge-jahren übernahm er bei der in 2006 gegründeten Kolbenschmidt de México verschiedene Positionen mit wachsendem Aufgaben- und Verantwortungsbereich, unter anderem in der Produktion und als Entwick-lungsingenieur. Seit Oktober 2012 arbeitet Alberto Soria als General Manager für den Geschäftsbereich Pierburg Pump Technology México (PPTMX); am Standort in Celaya werden seit 2009 Pumpen hergestellt.
Job-Transfer von Alberto Soria spiegelt 25 Jahre stetige Herausforderung wider
schen Celaya gearbeitet. Weil sich der 48-jährige studierte Maschinenbau-Ingenieur über viele Jahre hinweg in wechselnden Positionen sehr gut bewährt hat, ist ihm auch dieser Sprung in die nächste Hierarchiestufe gut gelungen (bitte lesen Sie: „Lohnt, bei der Firma zu bleiben“). Die Beförderung von zwei Kolben-Supervisoren zu Gleitlager-Managern sind weitere Beispiele. Und zu guter Letzt haben wir einen Finanzanalysten aus dem Geschäftsbereich Kolben zum Control-ler für die Pumpendivision befördert. Alle diese Wechsel haben maßgeblich dazu beigetragen, dass wir diese für uns wertvollen Mitarbeiter langfristig für unser Unternehmen gewinnen konnten.
Profi l: Wie ist den Mitarbeitern der Transfer gelungen?
Diaz: Alle Mitarbeiter haben sich hervorragend in ihrer neuen Rolle entwickelt. Unsere Arbeits-weise ist geprägt durch eine sehr gute Teamarbeit und ein Lernen voneinander. Wir sind stolz auf unser gutes Betriebsklima, und ich bin zuversicht-lich, dass viele unserer qualifi zierten Mitarbeiter uns auch weiterhin treu bleiben werden.
25 Jahre arbeitet Alberto Soria für die Unternehmensgrup-pe KSPG in Mexiko. Jeder Wechsel war für ihn ein neues Abenteuer mit inte-ressanten Heraus-forderungen.
„Lohnt, bei der Firma zu bleiben“
José Luis Díaz González:
Job-Transferforciert diePerspektiven

Serien-Startschussfi el vor 35 Jahren
Düsseldorf. Ursprünglich sollte für das Nachfolgemodell des US-Kampfpanzers M48, der zur damaligen Zeit auch bei der Bun-deswehr eingesetzt war, ein gemeinsam von den USA und der Bundesrepublik Deutschland entwickelter „Kampfpanzer 70“ konstruiert werden. Wegen unterschiedlicher Vorstellungen über die Bewaffnung gingen beide Staaten jedoch bald getrennte Wege: 1970 entwickelten die deutschen Panzerbaufi rmen den „Leopard 2“ in eigener Regie. Rheinmetall war an der Produk-tion des Turmes beteiligt und entwickelte eigens für dieses Fahrzeug die 120-mm-Glattrohrkanone einschließlich Munition. Für deren Serienfertigung fi el 1978 – also vor exakt 35 Jahren – der Startschuss in der Großbauhalle des Werkes Düsseldorf. Ein Jahr später begannen auch die Fertigung in Unterlüß und die Munitionslaborierung in Neulüß. Auch wenn 1993 der letzte Serienturm für die Bundeswehr gefertigt wurde – mit Kampfwertsteigerungen bis hin zum aktuellen „MBT Revolution“ ist
Rheinmetall beim Leopard 2 nach wie vor stark engagiert. Die auf dieser „Profi l“-Seite präsentierten Fotos – sie zeigen die Leopard-Fahrzeugvarianten 2A4, 2A5, 2A6, 2A6M und 2A7 – stammen von dem in Kamen lebenden Diplom-Geografen Sebastian Kreutzkamp, Major der Reserve und hauptberufl icher Lehrer für Physik und Erdkunde an einer Gesamtschule im
bergischen Land. Der 37-jährige Vater dreier Kinder ist, wie man unschwer sieht, „Militärfotograf aus Leidenschaft“, und das schon seit 1989; seine umfangreiche fotografi sche „Ausbeute“ stammt von zahlreichen Manövern und Wehrübungen. lb
fi el vor 35 Jahren
Düsseldorf. deswehr eingesetzt war, ein gemeinsam von den USA und der Bundesrepublik Deutschland entwickelter „Kampfpanzer 70“ konstruiert werden. Wegen unterschiedlicher Vorstellungen über die Bewaffnung gingen beide Staaten jedoch bald getrennte konstruiert werden. Wegen unterschiedlicher Vorstellungen über die Bewaffnung gingen beide Staaten jedoch bald getrennte Wege: 1970 entwickelten die deutschen Panzerbaufi rmen den „Leopard 2“ in eigener Regie. Rheinmetall war an der Produk-tion des Turmes beteiligt und entwickelte eigens für dieses Fahrzeug die 120-mm-Glattrohrkanone einschließlich Munition. Für deren Serienfertigung fi el 1978 – also vor exakt 35 Jahren – der Startschuss in der Großbauhalle des Werkes Düsseldorf. Ein Jahr später begannen auch die Fertigung in Unterlüß und die Munitionslaborierung in Neulüß. Auch wenn 1993 der letzte Serienturm für die Bundeswehr gefertigt wurde – mit Kampfwertsteigerungen bis hin zum aktuellen „MBT Revolution“ ist
Rheinmetall beim Leopard 2 nach wie vor stark engagiert. Die auf dieser „Profi l“-Seite präsentierten Fotos – sie zeigen die Leopard-Fahrzeugvarianten 2A4, 2A5, 2A6, 2A6M und 2A7 – stammen von dem in Kamen lebenden Diplom-Geografen Sebastian Kreutzkamp, Major der Reserve und hauptberufl icher Lehrer für Physik und Erdkunde an einer Gesamtschule im
bergischen Land. Der 37-jährige Vater dreier Kinder ist, wie man unschwer sieht, „Militärfotograf aus Leidenschaft“, und das schon seit 1989; seine umfangreiche fotografi sche „Ausbeute“ stammt von zahlreichen Manövern und Wehrübungen.

St. Leon-Rot. Die Gleitlager-Produktion von Kolbenschmidt war zu Beginn der 1960er-Jahre an ihre Grenzen gestoßen. Die Produktionsausweitung bei Kolben und Gleitlagern sowie dem neuen Aluminium-Schmelzwerk war auf dem Gelände des Stammwerkes nicht mehr durchzuführen. Deswegen be-schloss die damalige Geschäftsführung, in der Nähe von Hei-delberg, sozusagen „auf der grünen Wiese“, ein neues Werk zu errichten. Die Wahl fi el auf den Ort St. Leon-Rot, wo ein günstiges Baugrundstück sowie eine geeignete Infrastruk-tur, vor allem mit einer neuen Autobahn, vorhanden waren. 1963 wurde das Werk eingerichtet und die Fertigung von Bleibronze-Lagern aufgenommen. Auch eine Sinteranlage sowie eine spanlose Fertigungsstraße für Permaglide-Strei-fenmaterial und Permaglide-Buchsen wurden aufgebaut. Im Frühjahr 1964 wurde das neue Werk feierlich eingeweiht.
1971 kam eine neue Sphärogussanlage dazu. Es handel-te sich dabei um eine Spezial-Eisengießerei für hochbean-spruchte Bauteile im Maschinenbau und der Fahrzeug- und Motorenindustrie aus Gusseisen mit Kugelgraphit (Sphäro-guss), wie z. B. Kurbelwellen, Getriebeteile, Turbinenleit- und Schaufelräder, Gehäuse oder Hydraulikguss.
Gemeinsam mit dem Werk Papenburg bildete das Werk St. Leon-Rot den Geschäftsbereich Gleitlager, seit 1984 in der KS Gleitlager GmbH. Die 1992 als eigene Gesellschaft ausgeglie-
derte KS Automobil-Sicherheitstechnik GmbH, die im Werk Aschaffenburg Lenkräder und Airbags produzierte, nahm 1993 im Werk St. Leon-Rot die Produktion von Airbags auf. Dieser schnell gewachsene Produktbereich – bereits im Jahr darauf wurde in Leon-Rot der einmillionste Airbag gefertigt – wurde allerdings bereits 1994 an die damali-ge TEMIC Telefunken Microelectronic GmbH in Heilbronn veräußert. Seit 1997 gehört der Airbag-Standort zum US-Konzern TRW Automotive, der kürzlich angekündigt hat, die Produktion Ende des Jahres 2013 zu schließen.
St. Leon-Rot ist heute ein Standort, an dem auf mo-dernsten Anlagen Gleitwerkstoffe, Buchsen und Anlauf-scheiben mit höchster Präzision für hochspezialisierte Aufgaben im Fahrzeug gefertigt werden. Seit 2006 ist eine moderne Laserschweißanlage für Lagerbuchsen aus einem Hochleistungs-Stahl-Kunststoff-Verbund-werkstoff im Einsatz. Hohe geometrische Qualität bei gleichzeitig unzerstörter Kunststoffgleitschicht bilden die herausragenden technischen Vorteile des Laser-schweißens in der Gleitlagertechnik. Im neu errichteten
Forschungs- und Entwicklungszentrum tüfteln Techniker und Ingenieure außerdem beständig an neuen Werkstoffen
und tribologischen Lösungen, um für die Aufgaben von mor-gen gerüstet zu sein.
Höveler & Dieckhaus belieferte in den ersten Jahrzehnten sei-nes Bestehens den Markt mit Weißmetall-Legierungen, Stangen und Rohren aus Messing oder speziellen reibungsarmen Legie-rungen, dem sogenannten Antifriktionsmetall. Dafür wurde als erster ausländischer Kunde 1904 die transsibirische Eisenbahn in Wladiwostok gewonnen. Gleitlager aus Zinn und Bronze wurden besonders im Schiffbau eingesetzt: Der Schnelldampfer „Bremen“
des Norddeutschen Lloyd, der 1929 seine Jungfernfahrt hatte, wurde mit Gleitlagern aus einer Zinn-Bron-ze- Legierung aus Pa-penburg ausgestat-tet. Großkunde war auch die Preußische Staatsbahn: Für die Aufbereitung der dort anfallenden Metall-abfälle zu Weißme-tall wurden während des Ersten Weltkriegs neue Hallen zur Ver-hüttung in Papenburg errichtet, die nach Kriegsende für eini-ge Jahre zum Betrieb eines hydraulischen Presswerks genutzt wurden.
Mit der Weltwirt-schaftskrise brachen schwere Zeiten für Höveler & Dieckhaus an. 1930 verloren 60 Prozent der Beleg-
schaft ihren Arbeitsplatz. Nur 39 Arbeiter und zehn Angestellte ver-blieben. Auch der Wirtschaftsaufschwung in den ersten Jahren des Dritten Reichs hatte keine positiven Auswirkungen auf die Firma, im Gegenteil: Die Einführung der Metall-Bewirtschaftung schränk-te die Verkaufsmöglichkeiten für Metall-Legierungen stark ein. Um den Kontakt mit den Auslandskunden nicht zu verlieren, errichtete
Höveler & Dieckhaus eine eigene Schmelze in den Niederlanden, die während des Zweiten Weltkrieges jedoch wieder eingestellt wurde. Die Werftindustrie zählte nun zu den Hauptabnehmern, hier vor allem die mit dem Bau von U-Booten befassten Nordseewerke in Emden.
Hatte Höveler & Dieckhaus bisher nur Legierungen für die Her-stellung von Gleitlagern zur Verfügung gestellt, kam während des Zweiten Weltkrieges eine eigene Produktion hinzu, als 1941 die Gleitlager-Fertigung von Klöckner-Humboldt-Deutz aus dem von Luftangriffen betroffenen Köln ins Emsland verlegt wurde – und nach Kriegsende blieb sie dort. Bereits im Juli 1945 konnte unter Aufsicht der britischen Militärverwaltung die Produktion wieder starten.
Ab den 1950er Jahren konzentrierte sich Höveler & Dieckhaus nur noch auf die Gleitlager-Produktion. Der Wettbewerb in der Weißmetall-Verhüttung war so stark geworden, dass sich das Hüttenwerk in Papenburg nicht mehr rentierte und abgebrochen wurde. Nur der Umschmelzbetrieb für Weißmetall zur Herstellung von Speziallegierungen blieb erhalten. Außerdem wurde Mitte der 1950er Jahre als neuer Geschäftszweig eine Stranggießerei einge-richtet. Hauptsächlicher Kunde für die Gleitlager-Produktion wur-de nun die Automobilindustrie, angefangen bei VW, als 1954 die ersten Pleuellager nach Wolfsburg geliefert wurden. VW sollte zu-nächst für etliche Jahre der einzige Kunde bleiben.
Nach dem Tod des Geschäftsführers Dr. Heinrich Gieren, Schwie-gersohn von Heinrich Dieckhaus, der die Firma 26 Jahre lang erfolg-
reich geleitet hatte, beschloss die Erbengemeinschaft Dieckhaus 1967, sich von Höveler & Dieckhaus zu trennen. Interesse hatte die Karl Schmidt GmbH, die ihr Produktionsprogramm in Neckarsulm bis an die Kapazitätsgrenzen vergrößert und 1963 eine eigene Gleitlagerfabrikation in St. Leon-Rot errichtet hatte. Mit dem Er-werb von Höveler & Dieckhaus zum Jahresanfang 1969 konnte die-ser Geschäftszweig deutlich erweitert werden. Beide Standorte, Papenburg und St. Leon-Rot wurden 1984 unter der einheitlichen Geschäftsführung der KS Gleitlager GmbH zusammengefasst.
Mit dem Erwerb durch Kolbenschmidt brach Aufbruchsstim-mung aus. Werkserweiterungen wurden durchgeführt, Produk-tionsverlagerungen aus dem Bereich des KS-Mutterkonzerns Metallgesellschaft vorgenommen: Die Schwermetallbuchsenfer-
tigung der MG-Tochter VDM wurde 1972 nach Papenburg verlegt, 1981 folgte die VDM-Synchronringfertigung für Pkw-Getriebe – ein Produkt, das Zwischengasgeben im Auto zur Geschichte machte. Nach der Ölkrise 1973 brachen allerdings wieder schwierige Zei-ten für Papenburg an, in denen jedoch verhindert werden konnte, dass die gesamte Lagerschalenproduktion nach St. Leon-Rot ver-lagert wurde. 1990 erwarb KS Gleitlager das Lagerwerk der Adam Opel AG in Berlin. Die dortige Fertigung wurde 2000 geschlossen und nach Papenburg verlagert. Dies und die Übernahme der Lager-schalenfertigung sowie der Galvanik der KS Bearings in Greens-burgh im US-Bundesstaat Indiana 2001 machten umfangreiche Werkserweiterungen notwendig. KS Gleitlager ist heute – nach der Meyer Werft – einer der größten Arbeitgeber in der Region.
Gleitlager-Standort Papenburg im Emsland feierte 125-jähriges Bestehen
Hochbelastbar dank „Sputtern“Papenburg. 1888 taten sich in Papenburg an der Ems der Bankkaufmann Josef Dieckhaus und der Apotheker Heribert Höveler zusam-
men, um eine Geschäftsidee zu verwirklichen: In der Stadt, die im 19. Jahrhundert ein Zentrum des Segelschiffbaus war und als größten Arbeitgeber die 1795 gegründete Meyer Werft beherbergte, sahen sie einen Markt für Weißmetall, das Höveler aus Metallabfällen gewinnen wollte, die er bisher nach England verkauft hatte. Da Weißmetall – eine Legierung auf Zinn-Basis – im Lokomotiv- oder Schiffbau für die Herstellung von Gleitlagern Verwendung fand, errichteten sie für dessen Verhüttung das erste Weißmetallhüttenwerk auf dem europäischen Kontinent. Höveler selbst schied bald nach der Gründung aus dem Werk aus, um den englischen Markt von der Insel selbst zu bearbeiten.
Hightech aus Kurpfalz
Fotos (2): Michael Kretzer
Lagerschalen, Buchsen und Anlaufscheiben sind auf den ersten Blick recht unscheinbare Teile. Doch für einen wirtschaftlichen, sicheren, umweltverträglichen und komfortablen Betrieb von Fahr-
zeugen sind sie unverzichtbar. Ihre gezielt auf die jeweilige Anwendung abgestimmten Eigenschaften beeinfl ussen wesentlich die Funktionen eines Automobils – insbesondere im Motorenbereich. Mit den
Hightech-Produkten sorgt die KS Gleitlager GmbH dafür, dass im Pkw und Nutzfahr-zeug alles „läuft wie geölt“. Mehr als 3000 Artikel produziert KS Gleitlager aktuell an den Standorten St. Leon-Rot und Papenburg. Das metallische Portfolio umfasst Lager-schalen, Buchsen und Anlaufscheiben aus Aluminium, Bronze und Messing, sowohl in Massiv- als auch in Stahl verbund aus füh rung. Trockengleitlager aus Stahl-Kunststoff-
verbundwerkstoffen für wartungsarme und wartungsfreie Anwendungen runden das Werkstoff- und Pro-duktangebot ab. Das Unternehmen mit seinen knapp 1100 Mitarbeitern feierte 2013 ein Doppeljubiläum:
Der Standort Papenburg blickt auf 125-jähriges Bestehen zurück, am Firmensitz in St. Leon-Rot wurde der 50. Geburtstag begangen. Dr. Christian Leitzbach
Wie geölt
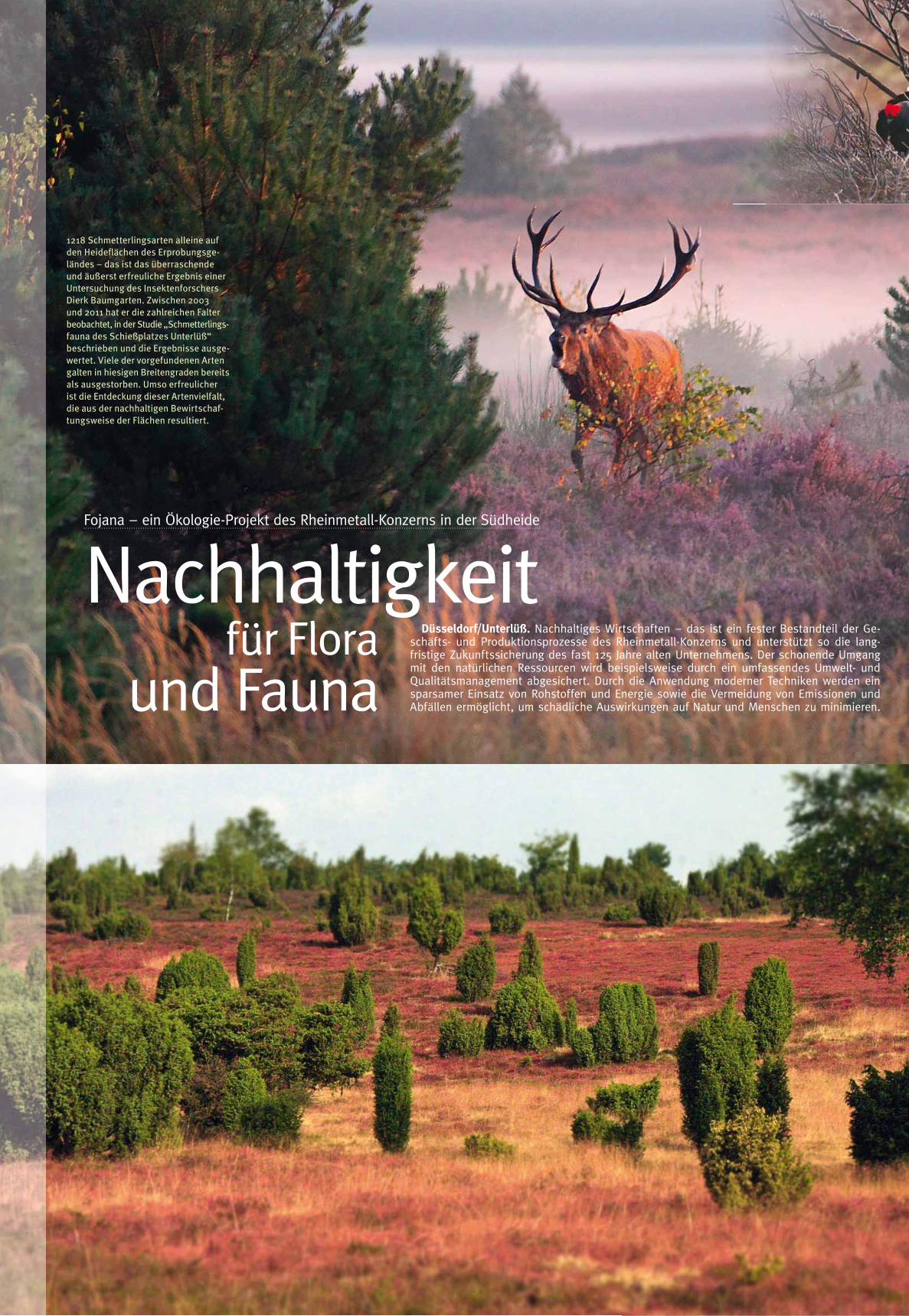
Düsseldorf/Unterlüß. Nachhaltiges Wirtschaften – das ist ein fester Bestandteil der Ge-schäfts- und Produktionsprozesse des Rheinmetall-Konzerns und unterstützt so die lang-fristige Zukunftssicherung des fast 125 Jahre alten Unternehmens. Der schonende Umgang mit den natürlichen Ressourcen wird beispielsweise durch ein umfassendes Umwelt- und Qualitätsmanagement abgesichert. Durch die Anwendung moderner Techniken werden ein sparsamer Einsatz von Rohstoffen und Energie sowie die Vermeidung von Emissionen und Abfällen ermöglicht, um schädliche Auswirkungen auf Natur und Menschen zu minimieren.
Fojana – ein Ökologie-Projekt des Rheinmetall-Konzerns in der Südheide
Nachhaltigkeitfür Flora
und Fauna
1218 Schmetterlingsarten alleine auf den Heidefl ächen des Erprobungsge-ländes – das ist das überraschende und äußerst erfreuliche Ergebnis einer Untersuchung des Insektenforschers Dierk Baumgarten. Zwischen 2003 und 2011 hat er die zahlreichen Falter beobachtet, in der Studie „Schmetterlings-fauna des Schießplatzes Unterlüß“ beschrieben und die Ergebnisse ausge-wertet. Viele der vorgefundenen Arten galten in hiesigen Breitengraden bereits als ausgestorben. Umso erfreulicher ist die Entdeckung dieser Arten vielfalt, die aus der nach haltigen Bewirtschaf-tungsweise der Flächen resultiert.
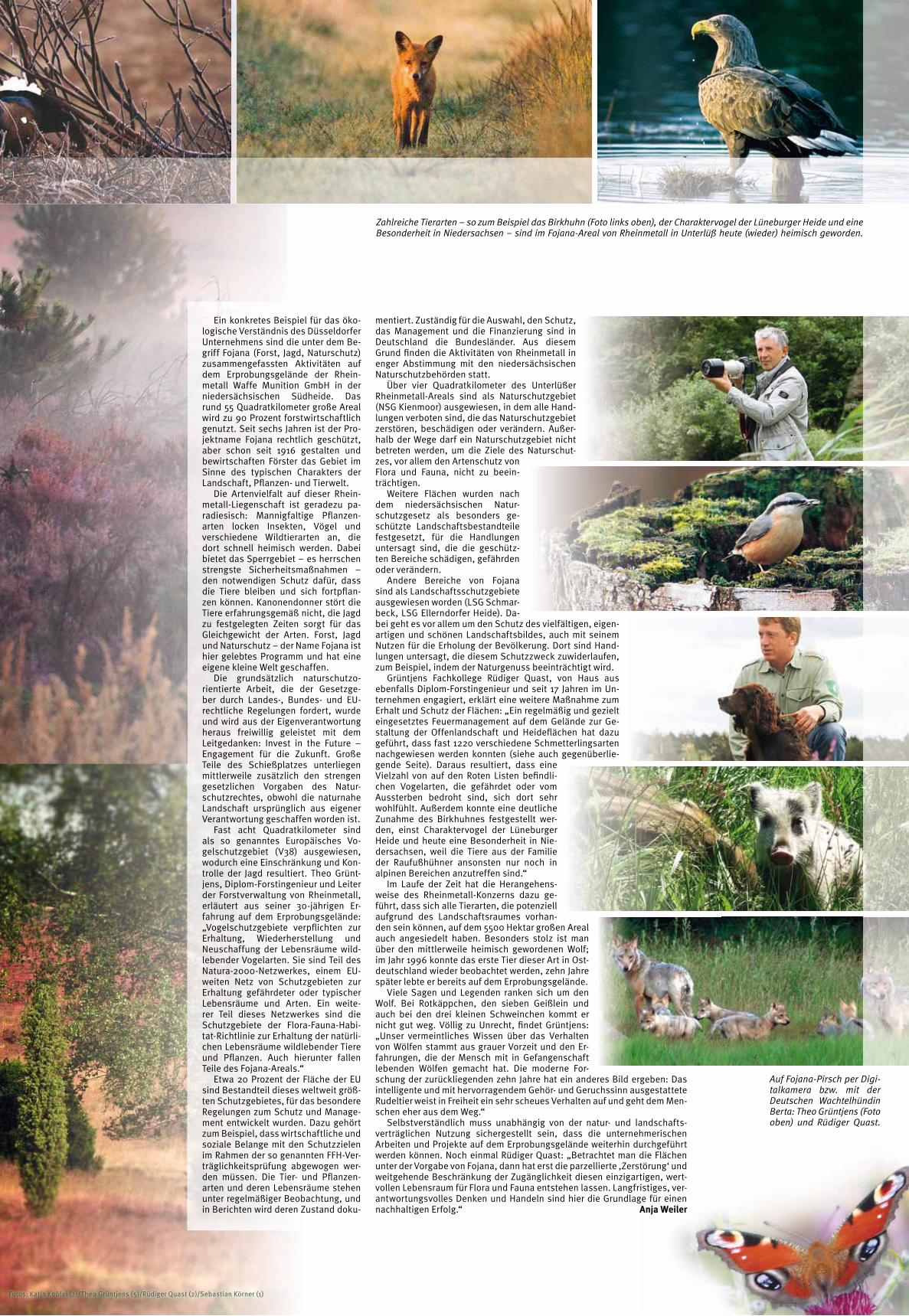
Auf Fojana-Pirsch per Digi-talkamera bzw. mit der Deutschen Wachtelhündin Berta: Theo Grüntjens (Foto oben) und Rüdiger Quast.
Zahlreiche Tierarten – so zum Beispiel das Birkhuhn (Foto links oben), der Charaktervogel der Lüneburger Heide und eine Besonderheit in Niedersachsen – sind im Fojana-Areal von Rheinmetall in Unterlüß heute (wieder) heimisch geworden.
Fotos: Katja Knöfel (2)/Theo Grüntjens (5)/Rüdiger Quast (2)/Sebastian Körner (1)
Ein konkretes Beispiel für das öko-logische Verständnis des Düsseldorfer Unternehmens sind die unter dem Be-griff Fojana (Forst, Jagd, Naturschutz) zusammengefassten Aktivitäten auf dem Erprobungsgelände der Rhein-metall Waffe Munition GmbH in der niedersächsischen Südheide. Das rund 55 Quadratkilometer große Areal wird zu 90 Prozent forstwirtschaftlich genutzt. Seit sechs Jahren ist der Pro-jektname Fojana rechtlich geschützt, aber schon seit 1916 gestalten und bewirtschaften Förster das Gebiet im Sinne des typischen Charakters der Landschaft, Pfl anzen- und Tierwelt.
Die Artenvielfalt auf dieser Rhein-metall-Liegenschaft ist geradezu pa-radiesisch: Mannigfaltige Pfl anzen-arten locken Insekten, Vögel und verschiedene Wildtierarten an, die dort schnell heimisch werden. Dabei bietet das Sperrgebiet – es herrschen strengste Sicherheitsmaßnahmen – den notwendigen Schutz dafür, dass die Tiere bleiben und sich fortpfl an-zen können. Kanonendonner stört die Tiere erfahrungsgemäß nicht, die Jagd zu festgelegten Zeiten sorgt für das Gleichgewicht der Arten. Forst, Jagd und Naturschutz – der Name Fojana ist hier gelebtes Programm und hat eine eigene kleine Welt geschaffen.
Die grundsätzlich naturschutzo-rientierte Arbeit, die der Gesetzge-ber durch Landes-, Bundes- und EU-rechtliche Regelungen fordert, wurde und wird aus der Eigenverantwortung heraus freiwillig geleistet mit dem Leitgedanken: Invest in the Future – Engagement für die Zukunft. Große Teile des Schießplatzes unterliegen mittlerweile zusätzlich den strengen gesetzlichen Vorgaben des Natur-schutzrechtes, obwohl die naturnahe Landschaft ursprünglich aus eigener Verantwortung geschaffen worden ist.
Fast acht Quadratkilometer sind als so genanntes Europäisches Vo-gelschutzgebiet (V38) ausgewiesen, wodurch eine Einschränkung und Kon-trolle der Jagd resultiert. Theo Grünt-jens, Diplom-Forstingenieur und Leiter der Forstverwaltung von Rheinmetall, erläutert aus seiner 30-jährigen Er-fahrung auf dem Erprobungsgelände: „Vogelschutzgebiete verpfl ichten zur Erhaltung, Wiederherstellung und Neuschaffung der Lebensräume wild-lebender Vogelarten. Sie sind Teil des Natura-2000-Netzwerkes, einem EU-weiten Netz von Schutzgebieten zur Erhaltung gefährdeter oder typischer Lebensräume und Arten. Ein weite-rer Teil dieses Netzwerkes sind die Schutzgebiete der Flora-Fauna-Habi-tat-Richtlinie zur Erhaltung der natürli-chen Lebensräume wildlebender Tiere und Pfl anzen. Auch hierunter fallen Teile des Fojana-Areals.“
Etwa 20 Prozent der Fläche der EU sind Bestandteil dieses weltweit größ-ten Schutzgebietes, für das besondere Regelungen zum Schutz und Manage-ment entwickelt wurden. Dazu gehört zum Beispiel, dass wirtschaftliche und soziale Belange mit den Schutzzielen im Rahmen der so genannten FFH-Ver-träglichkeitsprüfung abgewogen wer-den müssen. Die Tier- und Pfl anzen-arten und deren Lebensräume stehen unter regelmäßiger Beobachtung, und in Berichten wird deren Zustand doku-
mentiert. Zuständig für die Auswahl, den Schutz, das Management und die Finanzierung sind in Deutschland die Bundesländer. Aus diesem Grund fi nden die Aktivitäten von Rheinmetall in enger Abstimmung mit den niedersächsischen Naturschutzbehörden statt.
Über vier Quadratkilometer des Unterlüßer Rheinmetall-Areals sind als Naturschutzgebiet (NSG Kienmoor) ausgewiesen, in dem alle Hand-lungen verboten sind, die das Naturschutzgebiet zerstören, beschädigen oder verändern. Außer-halb der Wege darf ein Naturschutzgebiet nicht betreten werden, um die Ziele des Naturschut-zes, vor allem den Artenschutz von Flora und Fauna, nicht zu beein-trächtigen.
Weitere Flächen wurden nach dem niedersächsischen Natur-schutzgesetz als besonders ge-schützte Landschaftsbestandteile festgesetzt, für die Handlungen untersagt sind, die die geschütz-ten Bereiche schädigen, gefährden oder verändern.
Andere Bereiche von Fojana sind als Landschaftsschutzgebiete ausgewiesen worden (LSG Schmar-beck, LSG Ellerndorfer Heide). Da-bei geht es vor allem um den Schutz des vielfältigen, eigen-artigen und schönen Landschaftsbildes, auch mit seinem Nutzen für die Erholung der Bevölkerung. Dort sind Hand-lungen untersagt, die diesem Schutzzweck zuwiderlaufen, zum Beispiel, indem der Naturgenuss beeinträchtigt wird.
Grüntjens Fachkollege Rüdiger Quast, von Haus aus ebenfalls Diplom-Forstingenieur und seit 17 Jahren im Un-ternehmen engagiert, erklärt eine weitere Maßnahme zum Erhalt und Schutz der Flächen: „Ein regelmäßig und gezielt eingesetztes Feuermanagement auf dem Gelände zur Ge-staltung der Offenlandschaft und Heidefl ächen hat dazu geführt, dass fast 1220 verschiedene Schmetterlingsarten nachgewiesen werden konnten (siehe auch gegenüberlie-gende Seite). Daraus resultiert, dass eine Vielzahl von auf den Roten Listen befi ndli-chen Vogelarten, die gefährdet oder vom Aussterben bedroht sind, sich dort sehr wohlfühlt. Außerdem konnte eine deutliche Zunahme des Birkhuhnes festgestellt wer-den, einst Charaktervogel der Lüneburger Heide und heute eine Besonderheit in Nie-dersachsen, weil die Tiere aus der Familie der Raufußhühner ansonsten nur noch in alpinen Bereichen anzutreffen sind.“
Im Laufe der Zeit hat die Herangehens-weise des Rheinmetall-Konzerns dazu ge-führt, dass sich alle Tierarten, die potenziell aufgrund des Landschaftsraumes vorhan-den sein können, auf dem 5500 Hektar großen Areal auch angesiedelt haben. Besonders stolz ist man über den mittlerweile heimisch gewordenen Wolf; im Jahr 1996 konnte das erste Tier dieser Art in Ost-deutschland wieder beobachtet werden, zehn Jahre später lebte er bereits auf dem Erprobungsgelände.
Viele Sagen und Legenden ranken sich um den Wolf. Bei Rotkäppchen, den sieben Geißlein und auch bei den drei kleinen Schweinchen kommt er nicht gut weg. Völlig zu Unrecht, fi ndet Grüntjens: „Unser vermeintliches Wissen über das Verhalten von Wölfen stammt aus grauer Vorzeit und den Er-fahrungen, die der Mensch mit in Gefangenschaft lebenden Wölfen gemacht hat. Die moderne For-schung der zurückliegenden zehn Jahre hat ein anderes Bild ergeben: Das intelligente und mit hervorragendem Gehör- und Geruchssinn ausgestattete Rudeltier weist in Freiheit ein sehr scheues Verhalten auf und geht dem Men-schen eher aus dem Weg.“
Selbstverständlich muss unabhängig von der natur- und landschafts-verträglichen Nutzung sichergestellt sein, dass die unternehmerischen Arbeiten und Projekte auf dem Erprobungsgelände weiterhin durchgeführt werden können. Noch einmal Rüdiger Quast: „Betrachtet man die Flächen unter der Vorgabe von Fojana, dann hat erst die parzellierte ‚Zerstörung‘ und weitgehende Beschränkung der Zugänglichkeit diesen einzigartigen, wert-vollen Lebensraum für Flora und Fauna entstehen lassen. Langfristiges, ver-antwortungsvolles Denken und Handeln sind hier die Grundlage für einen nachhaltigen Erfolg.“ Anja Weiler

zu den eigenen Augen zur Verfügung – und bietet darüber hinaus Funktio-nen, die die menschliche Sehfähigkeit übersteigen.
Grundlage von smartVision sind die von Rheinmetall entwickelten Sensoren First und „Seoss“. First entdeckt und verfolgt Objekte auto-matisch, „Seoss“ verifi ziert und iden-tifi ziert diese vorklassifi zierten Ziele. Beide Sensoren sind für den Allwet-ter-Einsatz rund um die Uhr geeignet und verfügen über eine große De-tektions- und Aufkärungsreich weite. Sie ermöglichen eine Panorama-Dar-stellung der Umgebung eines Flug-platzes. Bodenbereiche, aber auch Luftziele im An- und Abfl ug werden detektiert und detailliert dargestellt. „Und dank modernster IR-Technik auch bei schlechtem Wetter, dichtem Schneetreiben oder bei Dunkelheit“, führt Ruff aus.
Zusammen mit den von Frequentis entwickelten Tools zur Kommunikati-on und Informationsverarbeitung wird dem Fluglotsen eine ganzheitliche Lö-sung für den Tower geboten. Die von den Rheinmetall-Sensoren gelieferten Daten werden in das Air-Traffi c-Ma-nagement-System integriert und vom Bediener intuitiv wahrgenommen. In der First-Anzeige können auch die Radar-Trackdaten dargestellt werden – der Lotse kann also die relevanten Flug- und Positionsdaten als Label oder „Erkennungszeichen“ am ge-trackten Flugzeug lesen und hat damit eine eindeutige Zuordnung.
„Seoss“ ist darüber hinaus in der Lage, für ein individuelles Ziel kon-tinuierlich die exakte Position zu er-mitteln und in einer Karte abzubilden. Ruff: „Der Controller im Tower hat da-bei nicht nur Zugriff auf die übermit-
telten Bilder und Daten, er kann die Sensoren auch über seinen Arbeitsplatz steuern.“
Ein weiterer Vorteil: smart-Vision gestattet die Fernsteue-
rung von Towerfunktionen. Mit dem „Remote-Tower“-Ansatz kann der rund um den Tower stattfi ndende Verkehr am Boden und in der Luft von einem beliebi-gen Ort aus gesteuert werden. Da-bei muss sich der Lotse physisch nicht auf dem entsprechenden Flugplatz befi nden. „Remote-Tower
ermöglicht beispielsweise die Auf-rechterhaltung aller Towerfunktionen im Falle eines Brandes oder Terroran-schlags“, erklärt Ruff: „Zudem kön-
nen so mehrere kleine Flugplätze, auf denen nur wenige Flugbewegungen stattfi nden, effi zient von einer einzel-nen Zentrale aus gesteuert werden.“
Bei Bedarf können die beiden Sen-soren First und „Seoss“ im Remote-Towers-Szenario mit dem „Situation Awareness System“ (SAS) und mit ASLS (Akustisches Schützen-Lokali-sations-System) ergänzt werden. „Das SAS erzeugt ein herkömmliches Vi-deobild“, erläutert Ruff: „Damit steht dem Lotsen, der ja nicht vor Ort ist, eine Normalsicht als optische Refe-renz zum IR-Bild zur Verfügung.“ Das sei hilfreich, um zum Beispiel die Wet-terlage und die Beschaffenheit der Piste einzuschätzen. Zusätzlich kann Einsicht in schlecht einsehbare Berei-che geschaffen werden.
Der ASLS hingegen ist ein akusti-scher Sensor. „Da der Fluglotse in ei-nem Remote-Tower-System von Umge-bungsgeräuschen auf dem Flughafen entkoppelt ist, bietet ASLS die Mög-lichkeit, akustische Ereignisse wahr-
Profi l: Sie sind nun seit gut einem Jahr als Senior Manager Controlling bei der Firma Pier-burg US, LLC in Greenville (Fountain Inn) im US-Bundesstaat South Carolina beschäftigt. Wie kam es zu diesem Engagement?
Schopen: Alles fi ng im Jahr 2000 an, als ich auf Empfehlung meines Patenonkels ein dreimonati-ges Praktikum im Einkauf und Rechnungswesen bei der Pierburg GmbH in Neuss absolviert hat-te. Von diesem Zeitpunkt an hatte ich ständig mit Pierburg zu tun. So auch während meines Studi-ums als Wirtschaftsingenieur an der Hochschule
Niederrhein in Mönchengladbach, als ich bei dem Automobilzulieferer ein halbes Jahr als Werks-student beschäftigt war. Auch meine Projekt- und Diplomarbeit verfasste ich bei Pierburg, bevor ich dann Ende 2004 als Werkscontroller im Werk Net-tetal angestellt wurde. Im Jahr 2011 bekam ich die Chance, für zwei Monate in den USA zu arbeiten, um mich berufl ich zu entwickeln und die Kollegen dort zu unterstützen. Dieses „Schnuppern“ hat mir aufgrund der guten Zusammenarbeit und der tol-len Umgebung sehr gefallen. Als ich nach einem weiteren zehntägigen Aufenthalt gefragt wurde, ob ich mir vorstellen kann, länger in den USA zu arbei-ten, habe ich allerdings erst einmal „Nein“ gesagt.
Profi l: Wieso das?Schopen: Ich hatte eine interessate Aufgabe in
Nettetal, die immer für neue Herausforderungen gesorgt hat; zudem war die Zusammenarbeit mit den Kollegen sehr gut. Außerdem dachte ich, meine Frau würde auf keinen Fall mit in die USA gehen; gerade erst hatten wir ein Haus gekauft, und unser erstes Kind war auf dem Weg. Erstaun-licherweise hat sie doch zugestimmt, diesen neu-en Schritt zu wagen, und ist nun auch sehr glück-lich in den Staaten. Die ersten zwei Monate war ich alleine in South Carolina, um mir und meiner
Familie ein Haus zu suchen. Dann kamen meine Gattin und meine Tochter nach. Meine Frau hat schnell Anschluss gefunden und trifft sich nun regelmäßig mit deutschen und amerikanischen Frauen, die ebenfalls kleine Kinder haben. Dass die Familie sich wohlfühlt, war mir sehr wichtig.
Profi l: Wie sehen Ihre aktuellen Tätigkeiten aus, und was macht Ihnen daran besonders Spaß?
Schopen: Ich bin für das Controlling am gesam-ten Standort von Pierburg US, LLC verantwortlich. Das beinhaltet Planung, Ergebnis- und Kosten-analysen, Reporting sowie Angebotskalkulatio-nen und Projektsteuerung. In Zusammenarbeit mit Vertrieb, Einkauf, Entwicklung und Produkti-
on werden Strategien erarbeitet, um Projek-te profi tabel zu buchen und erfolgreich ins Ziel zu bringen. Wichtige Punkte sind für mich die Verbesserung meiner englischen Sprachfähigkeiten, die fachliche Weiterent-wicklung und die Führungsaufgaben, die ich nun übernommen habe. Ich habe zwei Mitarbeiter und einen Trainee.
Profi l: Das tolle Wetter in South Carolina und der Sonnenschein bringen sicher viele Vorteile mit sich. Haben Sie sonst noch Un-terschiede zwischen Deutschland und den USA festgestellt?
Schopen: Dadurch, dass meist gutes Wetter herrscht, geht man viel raus in den Park oder grillt oft. Zur Freude meiner Frau habe ich sogar mit dem Kochen angefangen. Wir haben auch schon nette Paare kennenge-lernt, mit denen wir uns am Wochenende treffen. Auch der Dresscode ist lockerer: Während man in Deutschland meistens Anzug mit Krawatte trägt, lässt man den Schlips in den USA in der Regel weg; das gilt für alle Hierarchiestu-fen und auch für Geschäfts-reisende aus Deutschland.
Profi l: Wie sehen Ihre Pläne für die Zukunft aus?
Schopen: Aktuell gibt es keine Ten-denzen. Es kommt immer auf die Auf-gaben an, die anste-hen. Glücklicherweise fühlen wir uns sowohl in Deutschland als auch in den USA sehr wohl und sind wirklich froh darüber, nach South Caro-lina gekom-men zu sein.
Tamila Timler
Greenville/Fountain Inn. Immer wieder erhalten talentierte und engagierte Men-schen bei der KSPG-Unternehmensgruppe die Chance einer internationalen Kar-riere. Einer, der diese Offerte konsequent genutzt hat, ist Gernot Schopen. Der gebürtige Rheydter kam schon früh in seiner Laufbahn mit KSPG in Kontakt und lebt mittlerweile im US-Bundesstaat South Carolina, wo er als Controller bei einer US-Tochter des renommierten Automobilzulieferers tätig ist. „Das Profi l“ sprach mit dem 35-Jährigen, der den Sprung über den Atlantik „auf keinen Fall bereut“ hat.
bs Düsseldorf/Bremen. Rund drei Millionen Flugbewegungen verzeich-nete die Deutsche Flugsicherung (DFS) 2012 im deutschen Luftraum, das sind im Schnitt mehr als 8000 pro Tag! So viele Starts, Landungen und Überfl üge zu koordinieren und zu überwachen, bedeutet große Herausforderungen für das Air Traffi c Management (ATM). Dabei helfen kann „smartVision“: Die Firmen Rheinmetall Defence Electron-ics und Frequentis haben mit diesem System eine innovative Lösung für mehr Effi zienz beim Flugverkehrsma-nagement entwickelt.
„Der Blick aus dem Fenster ist für den Fluglotsen meist noch unverzicht-bar“, erläutert Marcus Ruff (Foto u.), Regional Director Marketing and Sales (GCC/Middle East + Africa) für die Pro-duktfamilie „Aufklärung und Feuer-leitung“ bei der Rheinmetall Defence Electronics GmbH in Bremen. „Gerade im Bodenbereich – also auf Start- und Landebahn sowie dem Vorfeld eines Flughafens – ist der Verkehr von Luft-fahrzeugen am besten mit gleichzeiti-gem Sichtkontakt zu steuern.“ Ähnlich sehe dies beim Endanfl ug und bei Starts aus, so Ruff weiter.
Das von Rheinmetall Defence Elec-tronics mit dem Partner Frequentis ent-wickelte „smartVision“-System bietet eine innovative Lösung zur Visuali-sierung der Tower-Umgebung. smart-Vision basiert auf modernster Wär-mekameratechnologie mit videobasierter Überwa-chungs- und Tracking-Funktionalität. Damit steht Fluglotsen erst-mals eine vollwertige Alterna-tive
zunehmen“, erklärt Ruff. So kann zum Beispiel ein unerlaubter Start frühzei-tig erkannt werden. „Das Hochfahren der Turbinen ist wesentlich früher zu hören, als die entsprechende Be-wegung des Luftfahrzeugs zu sehen ist!“, so Ruff.
smartVision wurde bereits erfolg-reich mit der Deutschen Flugsicherung am Flughafen Dresden erprobt. Unter verschiedensten Wetterbedingungen und gerade bei Nacht boten die fort-schrittlichen Fähigkeiten von smart-Vision eindeutige Vorteile gegenüber der konventionellen Towersicht. Und auch für den militärischen Bereich ist smartVision eine effi ziente Alterna-tive zu bestehenden ATM-Systemen: Auf der Airpower 2013 im österreichi-schen Zeltweg hat die Luftwaffen-Ver-sion unlängst ihre erfolgreiche Test-stellung mit Bravour bestanden.
Zum Schluss noch ein Wort zum RDE-Projektpartner: Die Frequentis AG ist ein High-End-Anbieter von Kommu-nikations- und Informationssystemen mit Fokus auf den Bereichen zivile und militärische Flugsicherung, Sicherheit und Defence. Das in Wien ansässige Unternehmen wurde 1947 gegründet und beschäftigt weltweit 1200 Mitar-beiter; die deutsche Niederlassung befi ndet sich in Langen bei Frankfurt am Main.
„Profi l“-Interview mit Gernot Schopen von Pierburg US
Sprung über den
Atlantik nicht bereut
FlugsicherungMehr Effi zienz für die
„smartVision“ ersetzt den Blick aus dem Tower
Saß für „Profi l“-Foto-grafi n Ariane Gehlert
noch mal auf „gepackten Koffern“, die ihn vor
einiger Zeit in seine neue berufl iche Umgebung
in den USA begleiteten: Gernot Schopen.
Foto
: Ang
elik
a K
illig

Der Beruf des Seilers ist be-reits seit der Antike überliefert: Das älteste, 1924 bei Ausgra-bungen in Ägypten gefundene Seil wird auf ein Alter von etwa 3300 Jahren geschätzt. Für das Mittelalter muss der Beruf des Seilers von dem des Reepers unterschieden werden. Der Seiler fertigte dünnere Seile aus Flachs oder Hanf an, die im Haus und in der Landwirtschaft als Kuh stricke und an Brunneneimern oder beim Treideln von Schiffen gegen die Fließrichtung des Flusses Verwendung fanden. Da jedoch zahlreiche Bauern ihre Seile ein-fach selbst herstellen konnten, hatten die Seiler Mühe, ihren Lebensunterhalt zu verdienen. Anders war es um den Reeper oder Reepschläger bestellt, der lange, dicke Taue unter anderem für den Schiffbau fertigte. Die-se wurden in Hallen mit langen Seilbahnen, den so genannten Reeperbahnen, gefl ochten oder geschlagen. Seit der Mitte des 19. Jahrhunderts unterstützten Dampfmaschinen diese Arbeit. Das Seilerhandwerk blieb dage-gen noch bis zum Ende des 19. Jahrhunderts erhalten. jü/cl
Jörg Uecker lädt ins Mittelalter ein
Herr derSeilschaften
Foto
s: T
hom
as K
link
worbenes Wissen auf diesem Gebiet weitergeben.“ Deshalb bietet er Inte-ressierten die Möglichkeit, seine Vor-führungen zu besuchen, um hautnah bei der Entstehung eines Seils dabei zu sein und auch selbst aktiv zu wer-den. Ob Kinder oder Erwachsene – Jörg Uecker nimmt jeden interessierten Zeit-genossen, der über ein wenig hand-werkliches Geschick verfügt, gerne mit auf eine Zeitreise ins Mittelalter.
Im wahren Leben hat Jörg Uecker jedoch nicht viel mit längst vergange-nen Zeiten oder Natur-Materialien zu tun – ganz im Gegenteil: Der Sachbe-arbeiter für internationale Projekte ist im Service-Bereich der Rheinmetall Landsysteme GmbH am Standort Un-
terlüß tagtäglich von Hochtechnologie umgeben. Deshalb ist sein Hobby für ihn ein optimaler Ausgleich: „Ich kann auf den Märkten und Veranstaltungen, die ich übers Jahr besuche, sehr gut den Alltag ausblenden und an andere Sachen denken.“
Nach heutigen wissenschaftlichen Erkenntnissen über das Mittelalter hät-te Uecker zu jener Zeit mit Mitte 40 nur noch eine geringe Überlebenschance gehabt. Trotz allem Interesse für diese Epoche gesteht der Hobbyseiler, der sich „in der Blütezeit seines Lebens“ befi ndet: „Gäbe es die Zeitmaschine, dann würde ich lediglich für einen sehr kurzen Zeitraum zurückreisen wollen, um mich davon zu überzeugen, ob es früher wirklich so war, wie wir uns das heutzutage vorstellen und es in den Büchern geschrieben steht. Natürlich lebe ich lieber in der Gegenwart mit all ihren netten Annehmlichkeiten...“
Marvin Hain
Der 44-Jährige, der seit 2006 bei der RLS in der niedersächsischen Heide tätig ist, war vor eini-gen Jahren auf der Suche nach einem speziellen Hobby, das er gemeinsam mit seiner Familie aus-üben könnte. Die zündende Idee kam ihm, als er zufällig mit seiner Familie einen Mittelalter-Markt besuchte, bei dem das Schild eines Gruppenla-gers mit der Verheißung „Wir bieten Einstieg in das Mittelalter“ seine Neugier weckte. Uecker war sich sicher: „Das will ich ausprobieren“. Der erste Besuch eines Marktes, „auf dem das Mit-telalter wahrlich gelebt“ wurde, beeindruckte ihn und seine Familie nachhaltig, sodass er sich nach einigen Wochen mit seiner Gattin Bianca und sei-nen beiden Töchtern „gewandet“ als Teilnehmer eines Mittelalter-Marktes in Hermannsburg wie-derfand.
Besonders die beiden Töchter Kira und Ali-ne des gelernten Automobilkaufmanns waren von der damals in Augenschein genommenen „Lynebroker“-Gruppe, die sich mit der Darstel-lung von Wikingern beschäftigte, hellauf be-geistert. Bekleidet mit typischen Gewändern der Wikinger-Epoche, stellten die „Lynebroker“ das Leben der damaligen Zeit dar. Uecker: „Das hatte dann auch den positiven Nebeneffekt, dass wir uns intensiv mit der Vergangenheit unserer Hei-mat und der hiesigen Region befassten.“
Eben diese Auseinandersetzung mit der Ge-schichte seiner Heimatregion war für den gebürti-gen Visselhöveder der ausschlaggebende Punkt für die Wahl dieses Hobbys: „Durch diese pra-xisnahe Geschichtsforschung lernt man viel über seine Heimat bzw. die Region, in der man lebt.“
Allein die „Simulation“ der Lebensweise jener Zeit reichte Uecker jedoch nicht aus, er wollte mehr tun als „nur rumzusitzen“. „Das kann nicht alles sein“, dachte er sich und begann, sich in-tensiv mit der Kleidung und dem Handwerk der damaligen Zeit auseinanderzusetzen. Er mach-te sich im Internet auf die Suche nach alten Handwerksberufen, die aktuell eher in Verges-senheit geraten sind und sich heute gleichwohl mit einfachen Mitteln darstellen lassen. Dabei stieß er schnell auf den Beruf des Reepers und des Seilers, beides im Mittelalter traditionelle Handwerksberufe zur Seilherstellung. Schnell war sein spezielles Interesse für die Seilerei geweckt. Sein Ziel war klar: „Ich wollte dieses
altehrwürdige Handwerk hier und jetzt wieder aufl eben lassen.“
Ein kurzer historischer Blick zurück: Zwar be-schäftigt sich sowohl der Reeper als auch der Sei-ler mit der Kunst des Taudrehens, doch muss man vor allem zwischen den gefertigten Werkstücken unterscheiden. Während der Reepschläger schwe-res Seilwerk für die Schiff-fahrt fertigt, stellt der Sei-ler nur kurzes, dünnes Seil-werk her. Üb-rigens kam die weltbekannte Re e p e r ba h n im Hamburger Stadtteil St. Pauli so zu ih-rem Namen. Die Straße wurde nämlich ursprünglich von den Ree-pern genutzt, um lange Ree-pe und Taue für die Schifffahrt zu schlagen – die Straße, die damals schon ihren Namen hatte, war mit ihrem knapp 930 Meter langen, geraden Verlauf prädes-tiniert für dieses Handwerk.
Sein Wissen bezieht Uecker aus den unter-schiedlichsten Quellen. Angefangen von Inter-netseiten, die sich mit diesem Thema beschäfti-gen, über Bücher bis hin zum Seilermeister Lutz Sammt aus Elsterberg, der ihm die wichtigsten „Grundkniffe“ und das praktische Know-how vermittelte. Er erhielt von „diesem Meister sei-nes Handwerks“ beispielsweise einen „Bauplan“ für eine Seildrehmaschine, die der „gelehrige Geselle“ – getreu der Vorlage – nachbaute. Jörg Uecker: „Ich ließ keine Möglichkeit aus, immer mehr Erfahrungen und Kenntnisse zu sammeln.“
Mittlerweile beherrscht der RLS-Mitarbeiter das Handwerk aus dem „Effeff“. Vor allem ist es ihm ein ganz besonderes Anliegen, immer mehr Menschen über die Seilerei zu informieren und dafür zu begeistern: „Ich möchte mein bisher er-
Visselhövede/Unterlüß. Vor gut acht Jahrhunderten, als die am Rande der Gesell-schaft stehenden Knechte aus den Fasern der Hanf- oder Sisal-Pfl anzen in aufwendigen Prozessen Seile, Taue oder Reepe für die sich rasant entwickelnde Seefahrt schlugen, war das Leben bei weitem nicht so komfortabel wie im 21. Jahrhundert. Wie seinerzeit mit viel Kraft und Schweiß aus Hanf ein Seil entstand, zeigt Jörg Uecker, Sachbearbei-ter Internationale Projekte bei der Rheinmetall Landsysteme GmbH (RLS) in Unterlüß, rund ums Jahr auf diversen Mittelalter-Märkten zwischen Hamburg und Hildesheim.

Fotos: Andreas Krien
KURVENREICH
Fotos: Andreas Krien
KU ... und kommunikativverlief der 2. Rheinmetall Corporate Ride (RCR) auf einer
rund 266 Kilometer langen, landschaftlich sehr schönen Strecke im Thüringer Wald, dem „Grünen Herzen Deutsch-
lands“. Ins gesamt 78 Teilnehmer aus den unterschiedlichs-ten Rheinmetall-Gesellschaften nahmen an der Motorrad-Ausfahrt mit Start im beschaulichen Örtchen Bad Rodach
teil. Der jüngste Teilnehmer war gerade einmal 20 Jahre alt, die älteste immerhin 70; die weiteste Anreise nahmen vier Teilnehmer aus der Schweiz auf sich. Die Stimmung unter den Bikern war – wie bereits beim Tourenauftakt im Jahr
2012 – entspannt, locker und gesellig. Laut RCR-Mitorgani-sator Oliver Münch ist „der Austausch unter Gleichgesinn-ten“ das oberste Ziel des hochmotorisierten Treffens. Der zentrale Aufenthaltsort, das Biker-Hotel „Die alte Molke-
rei“, war perfekt auf die Teilnehmer eingestellt – dank vieler Motorrad-Accessoires fühlten sich die Gäste „wie zu
Hause“. Termin und Tourverlauf des 3. Biker-Treffs unter dem Rheinmetall-Logo stehen im Übrigen auch schon fest:
Am 17. Mai 2014 geht es durch die südliche Eifel. mh