powerpoint presentation 1 inspektion und reparatur von offshore-wind-konstruktionen dr. andreas...
TRANSCRIPT

10/23/2015
1
Inspektion und Reparatur von Offshore-Wind-Konstruktionen
Dr. Andreas Momber, Muehlhan AG, Hamburg
Hamburg, 5. November, 2015
2
Agenda
1. Einführung
2. Schadensbilder
3. Instandhaltungsmodell
4. Inspektion
5. Reparatur
10/23/2015
2
3
metallzeitung
SylWin alpha
© Overdick
HelWin alpha
© Windreich
DolWin alpha
© Petrofac
BorWin alpha
© Offshorewind.biz
BorWin beta
© Bard
Bard 1
© Dimas
Baltic 1
© London Array
London Arrey
DolWin beta
© NGI
HelWin2
© Hereema
New Jersey EL
© 4offshore
Übertragungsplattformen sind im Grunde Prototyp-Konstruktionen
© S
iem
ens
4
Agenda
1. Einführung
2. Schadensbilder
3. Instandhaltungsmodell
4. Inspektion
5. Reparatur

10/23/2015
3
5
Schaden: Ungenügend beschichtete Bereiche
“Vergessene” (bei Spezifikation oder Applikation) Bereiche
© Muehlhan © Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
Average
DFT:
234 µm
© Muehlhan
Fehlerhafte Beschichtungsapplikation
Muehlhan
Muehlhan
6
Schaden: Feuerverzinkung
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
Feuerverzinkungen scheinen nicht für “offshore” ausgelegt zu sein.
Muehlhan
Muehlhan
10/23/2015
4
7
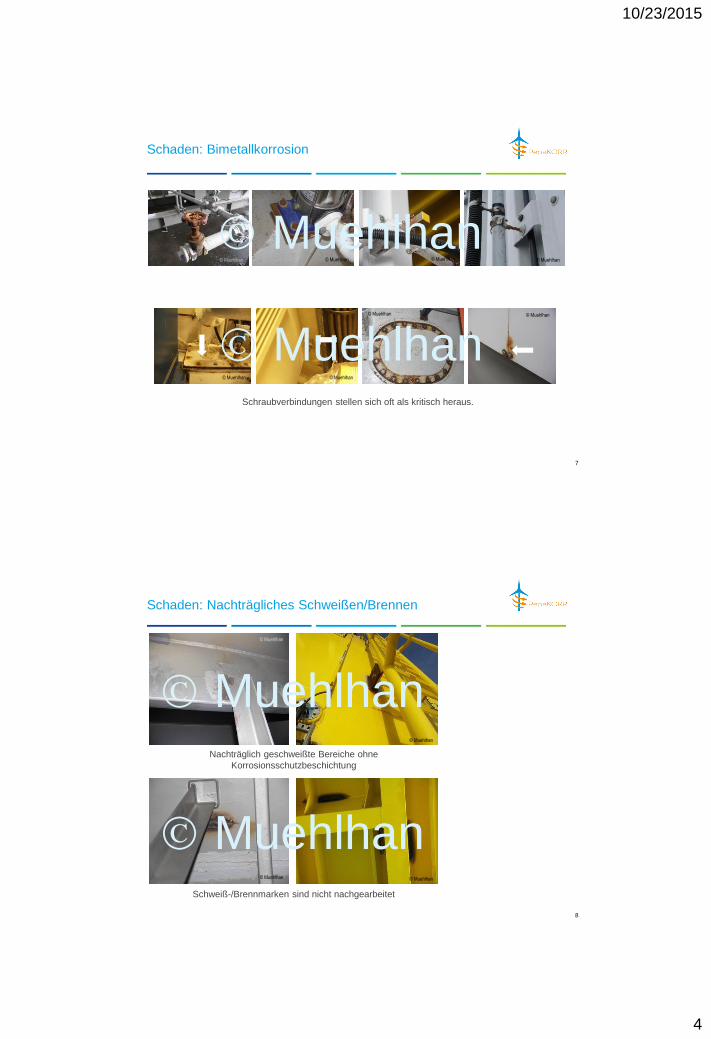
Schaden: Bimetallkorrosion
© Muehlhan © Muehlhan © Muehlhan © Muehlhan
© Muehlhan
© Muehlhan © Muehlhan
© Muehlhan
Schraubverbindungen stellen sich oft als kritisch heraus.
Muehlhan
Muehlhan
8
Schaden: Nachträgliches Schweißen/Brennen
Nachträglich geschweißte Bereiche ohne
Korrosionsschutzbeschichtung
Schweiß-/Brennmarken sind nicht nachgearbeitet
© Muehlhan
© Muehlhan
© Muehlhan © Muehlhan
Muehlhan
Muehlhan
10/23/2015
5
9
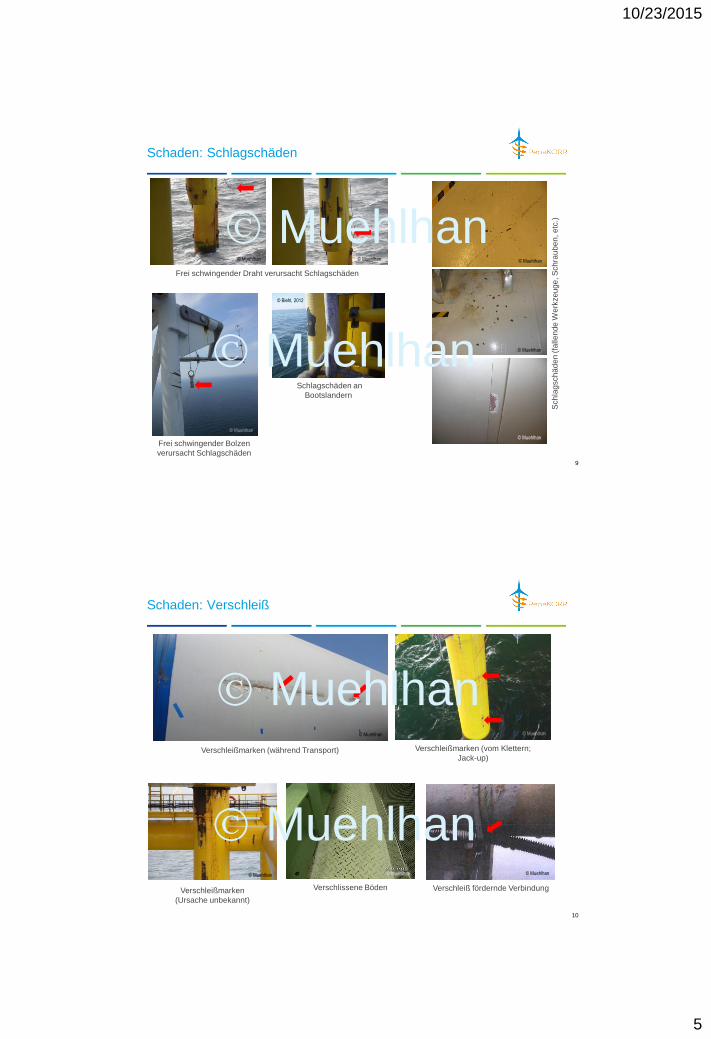
Schaden: Schlagschäden
© Biehl, 2012
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
Frei schwingender Draht verursacht Schlagschäden
Sch
lag
sch
äd
en (
falle
nde
We
rkzeu
ge
, S
ch
rau
be
n, e
tc.)
Frei schwingender Bolzen
verursacht Schlagschäden
Schlagschäden an
Bootslandern
© Muehlhan
Muehlhan
Muehlhan
10
Schaden: Verschleiß
Verschleißmarken (vom Klettern;
Jack-up)
Verschlissene Böden
Verschleißmarken (während Transport)
Verschleißmarken
(Ursache unbekannt)
Verschleiß fördernde Verbindung
© Muehlhan
© Muehlhan © Muehlhan © Muehlhan
© Muehlhan
Muehlhan
Muehlhan
10/23/2015
6
11
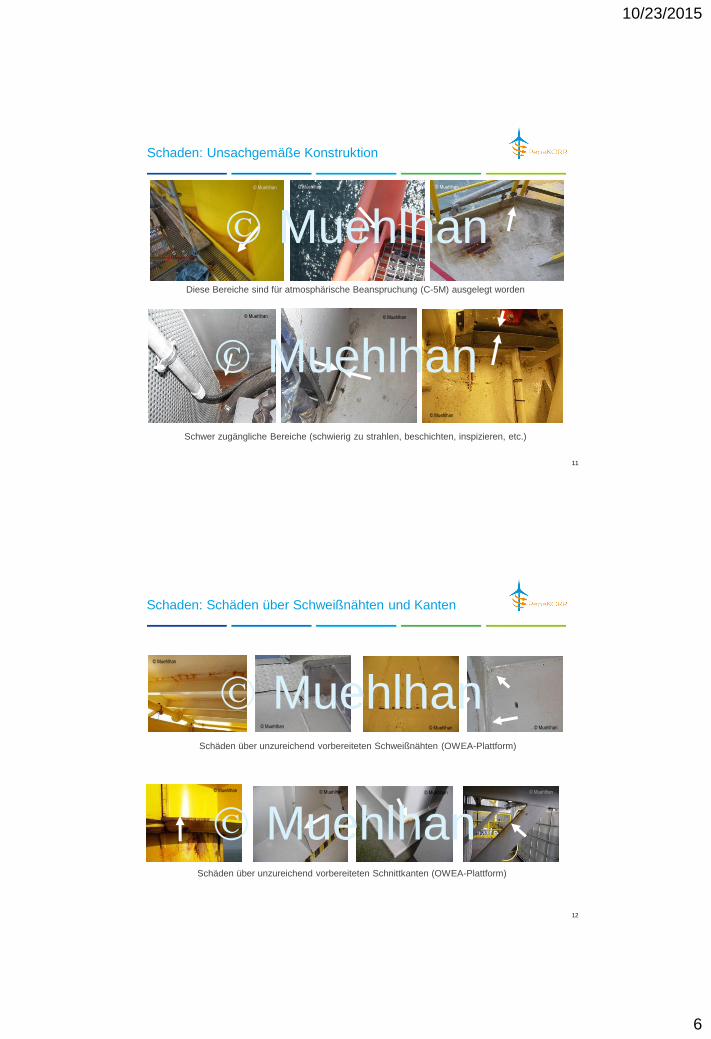
Schaden: Unsachgemäße Konstruktion
Diese Bereiche sind für atmosphärische Beanspruchung (C-5M) ausgelegt worden
© Muehlhan © Muehlhan © Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan © Muehlhan
Schwer zugängliche Bereiche (schwierig zu strahlen, beschichten, inspizieren, etc.)
Muehlhan
Muehlhan
12
Schäden über unzureichend vorbereiteten Schweißnähten (OWEA-Plattform)
© Muehlhan
Schaden: Schäden über Schweißnähten und Kanten
© Muehlhan
© Muehlhan © Muehlhan
Schäden über unzureichend vorbereiteten Schnittkanten (OWEA-Plattform)
© Muehlhan © Muehlhan © Muehlhan © Muehlhan © Muehlhan
Muehlhan
Muehlhan
10/23/2015
7
13
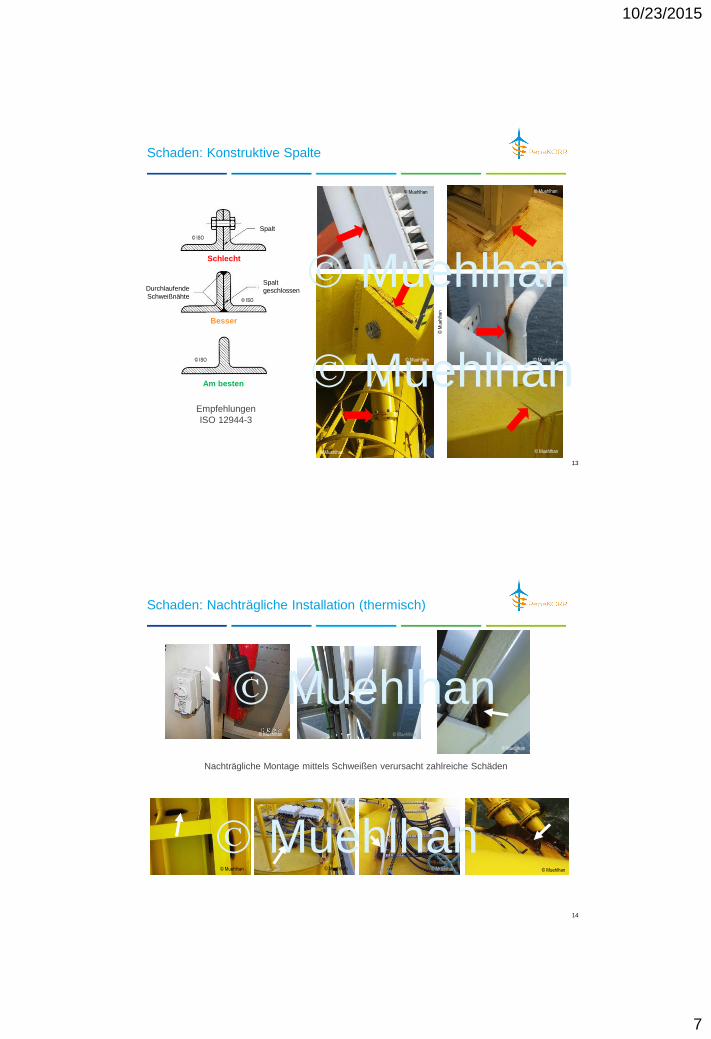
Schaden: Konstruktive Spalte
Schlecht
Besser
Am besten
Spalt
Spalt
geschlossen Durchlaufende
Schweißnähte
Empfehlungen
ISO 12944-3
© M
uehl
han
Muehlhan
Muehlhan
© ISO
© ISO
© ISO
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
14
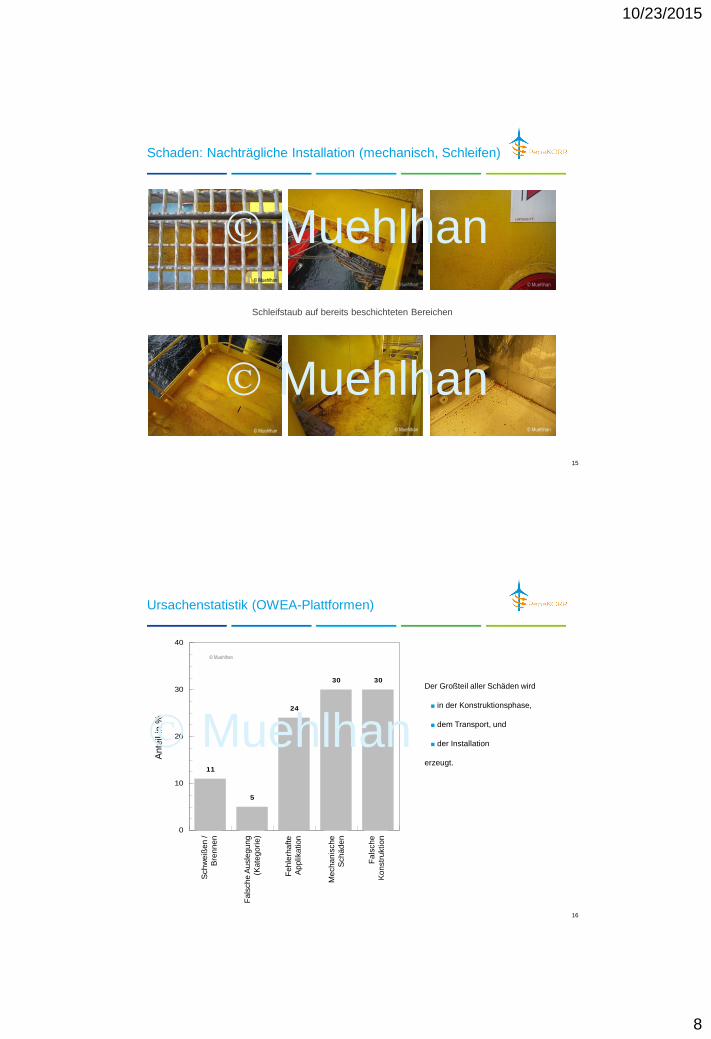
Nachträgliche Montage mittels Schweißen verursacht zahlreiche Schäden
Schaden: Nachträgliche Installation (thermisch)
© Muehlhan © Muehlhan
© Muehlhan © Muehlhan © Muehlhan
© Muehlhan
© Muehlhan
© Muehlhan
Muehlhan
Muehlhan
10/23/2015
8
15
Schaden: Nachträgliche Installation (mechanisch, Schleifen)
Schleifstaub auf bereits beschichteten Bereichen
© Muehlhan © Muehlhan © Muehlhan
© Muehlhan © Muehlhan © Muehlhan
Muehlhan
Muehlhan
16
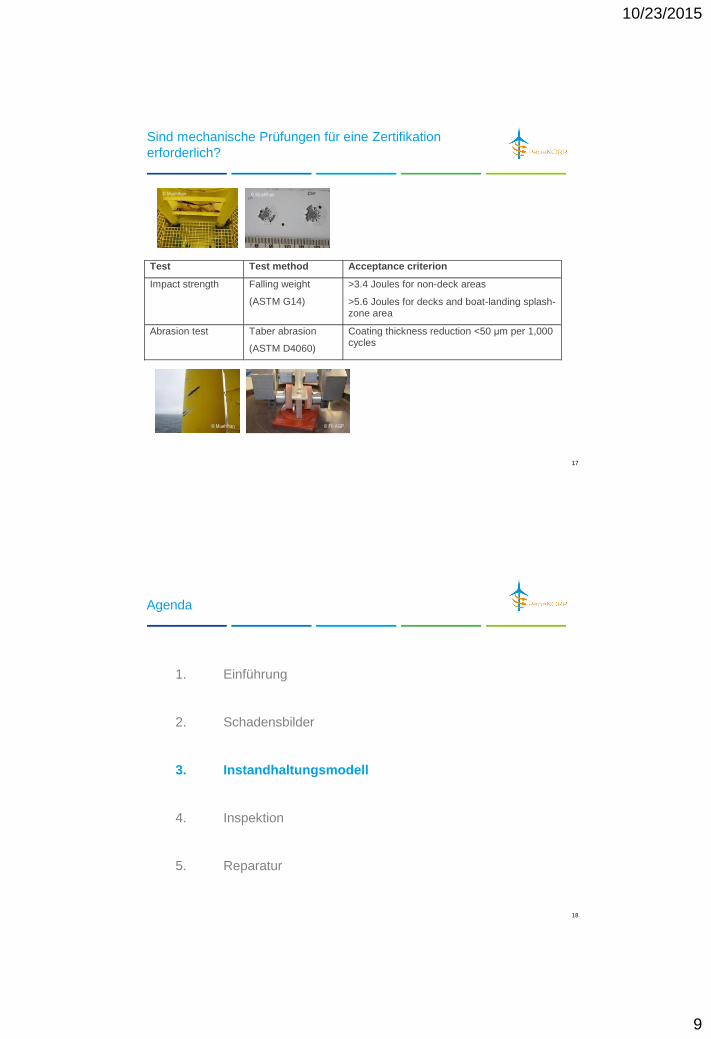
Ursachenstatistik (OWEA-Plattformen)
11
5
24
30 30
Weld
ing
Environm
ent
Insuffie
nt C
oatin
g
Mechanic
al D
am
ages
Wro
ng D
esig
n
0
10
20
30
40
Pe
rce
nta
ge
© Muehlhan
Ante
il in
%
Sch
we
iße
n /
Bre
nn
en
Fe
hle
rha
fte
Ap
plika
tion
Me
ch
an
isch
e
Sch
äd
en
Fa
lsch
e
Ko
nstr
uktio
n
Fa
lsch
e A
usle
gu
ng
(Ka
teg
ori
e)
Der Großteil aller Schäden wird
■ in der Konstruktionsphase,
■ dem Transport, und
■ der Installation
erzeugt.
Muehlhan
10/23/2015
9
17
Sind mechanische Prüfungen für eine Zertifikation
erforderlich?
Test Test method Acceptance criterion
Impact strength Falling weight
(ASTM G14)
>3.4 Joules for non-deck areas
>5.6 Joules for decks and boat-landing splash-zone area
Abrasion test Taber abrasion
(ASTM D4060)
Coating thickness reduction <50 μm per 1,000 cycles
© Muehlhan © Muehlhan
© Muehlhan © Fh AGP
18
Agenda
1. Einführung
2. Schadensbilder
3. Instandhaltungsmodell
4. Inspektion
5. Reparatur
10/23/2015
10
19
Generelles Zustandsmodell
0
100
50
RC
Co
atin
gd
eg
rad
atio
nin
%
Corrosionallowance
Criticalcorrosion
RS
tC50 tCA50
Exposure time
De
gra
datio
n
Meta
lloss
tC100 tCA
hS
CA
Steel
C100CA
C100SS
Coating
C100100
CiiSC
)t(tCA
)t(th
tR
tRRRR
R liegt zwischen 0 and 2
Be
sch
ich
tun
gsa
bb
au
in %
Sta
hla
bb
au
(K
orr
osio
n)
Korrosions-
Zuschlag (CA)
Kritische
Korrosion
Betriebsdauer
Muehlhan
© Muehlhan
20
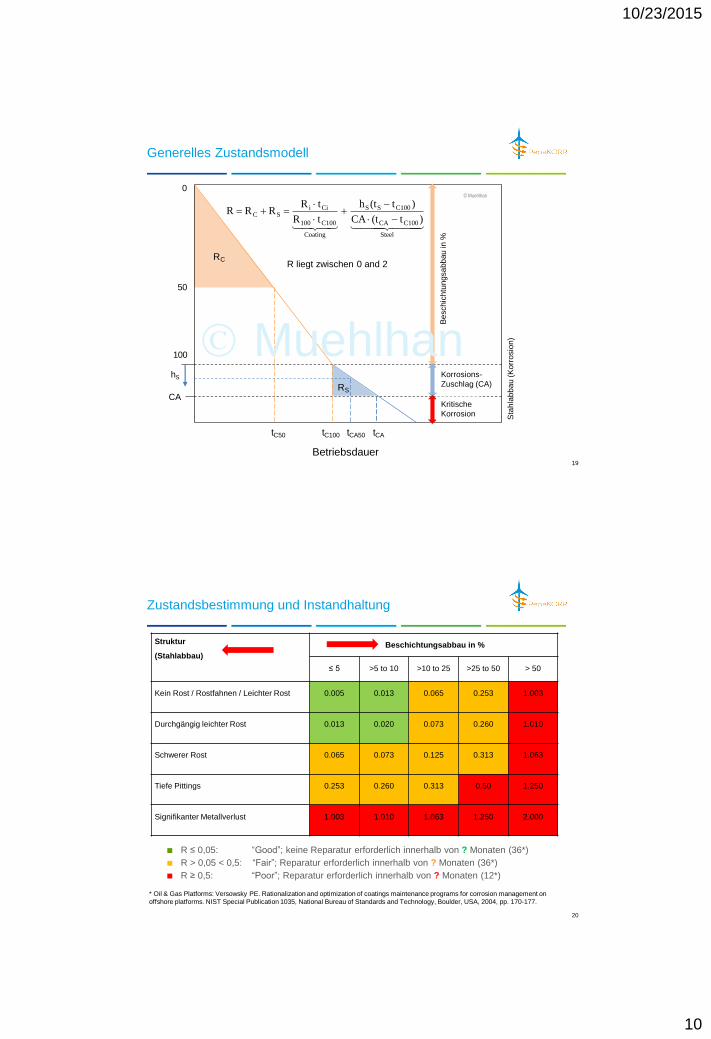
Zustandsbestimmung und Instandhaltung
Struktur
(Stahlabbau)
Beschichtungsabbau in %
≤ 5 >5 to 10 >10 to 25 >25 to 50 > 50
Kein Rost / Rostfahnen / Leichter Rost 0.005 0.013 0.065 0.253 1.003
Durchgängig leichter Rost 0.013 0.020 0.073 0.260 1.010
Schwerer Rost 0.065 0.073 0.125 0.313 1.063
Tiefe Pittings 0.253 0.260 0.313 0.50 1.250
Signifikanter Metallverlust 1.003 1.010 1.063 1.250 2.000
■ R ≤ 0,05: “Good”; keine Reparatur erforderlich innerhalb von ? Monaten (36*)
■ R > 0,05 < 0,5: “Fair”; Reparatur erforderlich innerhalb von ? Monaten (36*)
■ R ≥ 0,5: “Poor”; Reparatur erforderlich innerhalb von ? Monaten (12*)
* Oil & Gas Platforms: Versowsky PE. Rationalization and optimization of coatings maintenance programs for corrosion management on
offshore platforms. NIST Special Publication 1035, National Bureau of Standards and Technology, Boulder, USA, 2004, pp. 170-177.
10/23/2015
11
21
Verschiedene Stahlabbaugrade an OWEA
Muehlhan
Muehlhan
Muehlhan Muehlhan
Muehlhan Muehlhan Muehlhan
Muehlhan
Muehlhan
22
Agenda
1. Einführung
2. Schadensbilder
3. Instandhaltungsmodell
4. Inspektion
5. Reparatur

10/23/2015
12
23
RepaKorr
RepaKORR Projekt: Arbeitspakete
Partner Arbeitspaket Aufgabe
Muehlhan AG
AP 2 Entwicklung von Applikationsprozeduren
Fraunhofer IFAM
AP 3 Prüfung/Nachweis; Temporärer Schutz
AirRobot GmbH
AP 4 Entwicklung Inspektionsdrohne für
Offshore-Anwendungen
Corroconsult GmbH
AP 5 Schadensbeurteilung und -systemati-
sierung
RETC GmbH
AP 6 Regulative und Umweltanforderungen;
Ressorceneffizienz
Sika Deutschland
GmbH
AP 1 Entwicklung von Reparatur-
beschichtungen
WeserWind GmbH
AP 5 Konstruktive und logistische Aspekte
24
Prozesskette (RepaKorr)
Instandhaltungs-/
Reparaturplan
Material-
spezifikation
© Sika
Instandhaltung
& Reparatur
Untergrund-
vorbereitung
Beschichtungs-
auftrag
© Muehlhan
© Muehlhan
Schadens-
katalog
11
5
24
30 30
Weld
ing
Environm
ent
Insuffie
nt C
oatin
g
Mechanic
al D
am
ages
Wro
ng D
esig
n
0
10
20
30
40
Pe
rce
nta
ge
© Muehlhan
Daten-
bearbeitung
© Muehlhan
Inspektion &
Datenakquise
© AirRobot
© Repakorr

10/23/2015
13
25
Inspektion mit Drohne (Probeflug Nordseeküste)
© Repakorr © Repakorr © Repakorr
Drohne; entickelt im RepaKorr-
Projekt
Bilder, die extrem hohe Auflösung demonstrieren
Erfolgreich getestet an Nordseeküste
© Repakorr
26
Bildverarbeitung/Schadenskatalog: Beschichtungsabbau
Coating condition/deterioration criteria
≤ 3% >3 to 8 >8 to 20 >20 to 40 >40
Examples from OWEA transmission platforms after image processing
1.3% 7.9% 11.3% 23.1% 51%1)
0.5% 4.3% 17.4% 27.8% 54.1%
1) SSPC-VIS 2: Standard method of evaluating degree of rusting on painted steel surfaces
Muehlhan
Muehlhan

10/23/2015
14
27
Bildverarbeitung/Schadenskatalog: Schadensgrößen
40
25
22.5
7.5
5
<5 >5-10 >10-25 >25-50 >50
Degree of deterioration in %
0
10
20
30
40
50
Oc
cu
rre
nc
e in
%
© Muehlhan
Abbaugrad (Schadensgröße) in %
Anzahl A
bbaugra
de in %
■ Die meisten Schäden sind kleiner 5%
(bzw. sogar kleiner 1%)
■ Aber: Die Definition der Bezugsfläche
ist entscheidend!
Muehlhan
28
Bildverarbeitung: Bezugsfläche
Small central range (1/10)
26.7%
Total image area: 14%
Left part of image (1/2)
16.6%
Left upper range (1/4)
14.23%
Large central range (1/4)
20.45%
Muehlhan
Muehlhan
© Muehlhan © Muehlhan
© Muehlhan
© Muehlhan © Muehlhan
10/23/2015
15
29
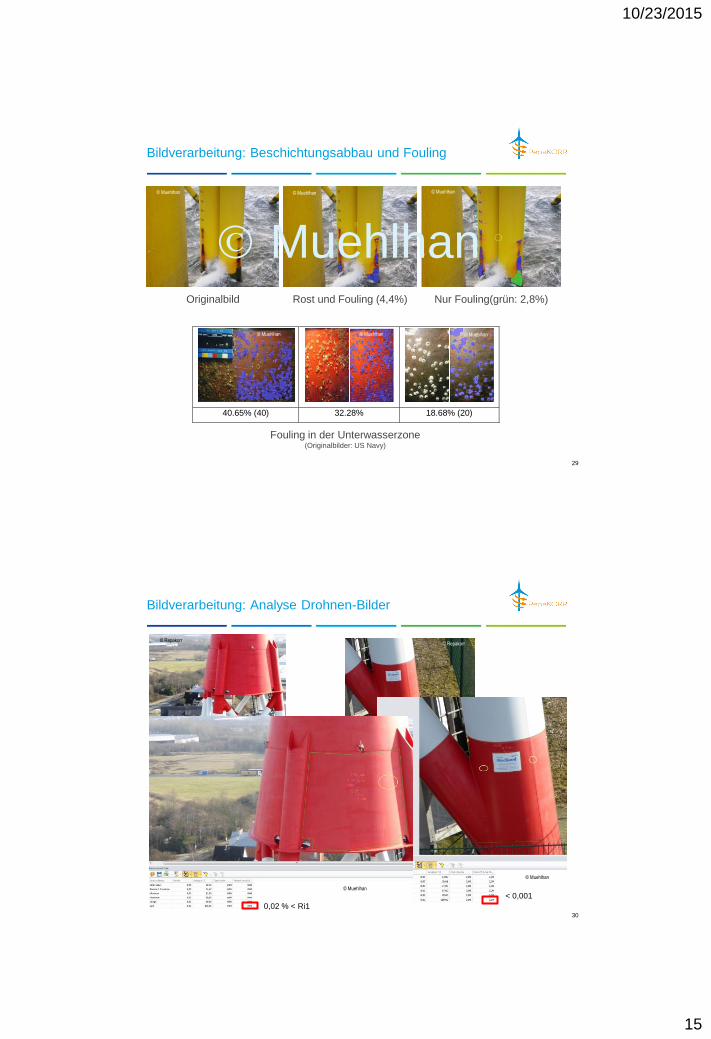
Bildverarbeitung: Beschichtungsabbau und Fouling
Originalbild Rost und Fouling (4,4%) Nur Fouling(grün: 2,8%)
40.65% (40) 32.28% 18.68% (20)
Fouling in der Unterwasserzone
(Originalbilder: US Navy)
© Muehlhan © Muehlhan © Muehlhan
Muehlhan
© Muehlhan © Muehlhan © Muehlhan
30
Bildverarbeitung: Analyse Drohnen-Bilder
< 0,001
© Muehlhan
© Repakorr © Repakorr
0,02 % < Ri1
© Muehlhan
10/23/2015
16
31
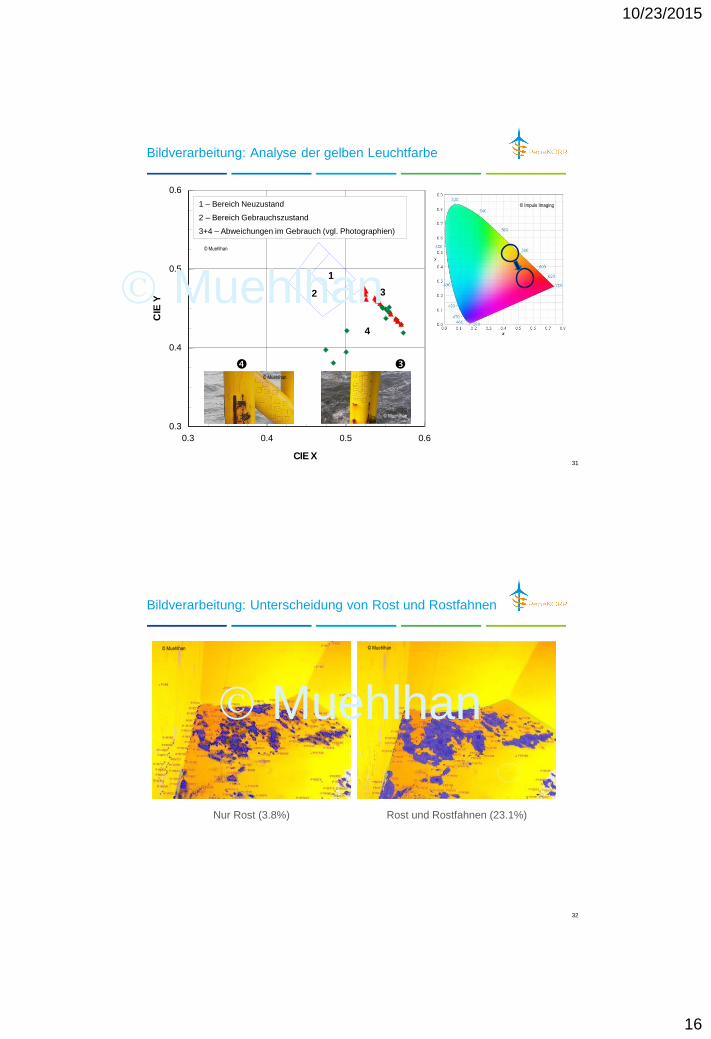
Bildverarbeitung: Analyse der gelben Leuchtfarbe
0.3 0.4 0.5 0.6
CIE X
0.3
0.4
0.5
0.6
CIE
Y
1
2 3
4
1 – Bereich Neuzustand
2 – Bereich Gebrauchszustand
3+4 – Abweichungen im Gebrauch (vgl. Photographien)
© Muehlhan
© Muehlhan
© Muehlhan
© Impuls Imaging
Muehlhan
32
Bildverarbeitung: Unterscheidung von Rost und Rostfahnen
Nur Rost (3.8%) Rost und Rostfahnen (23.1%)
Muehlhan
© Muehlhan © Muehlhan
10/23/2015
17
33
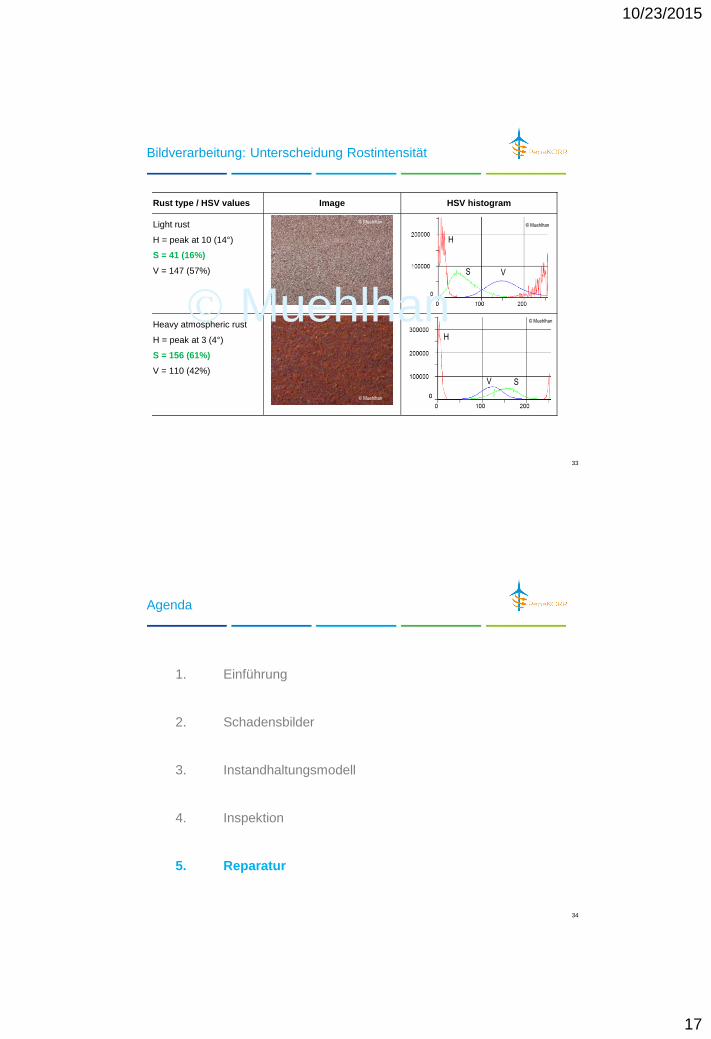
Bildverarbeitung: Unterscheidung Rostintensität
Rust type / HSV values Image HSV histogram
Light rust
H = peak at 10 (14°)
S = 41 (16%)
V = 147 (57%)
Heavy atmospheric rust
H = peak at 3 (4°)
S = 156 (61%)
V = 110 (42%)
H
S V
H
S V
Muehlhan © Muehlhan
© Muehlhan © Muehlhan
© Muehlhan
34
Agenda
1. Einführung
2. Schadensbilder
3. Instandhaltungsmodell
4. Inspektion
5. Reparatur
10/23/2015
18
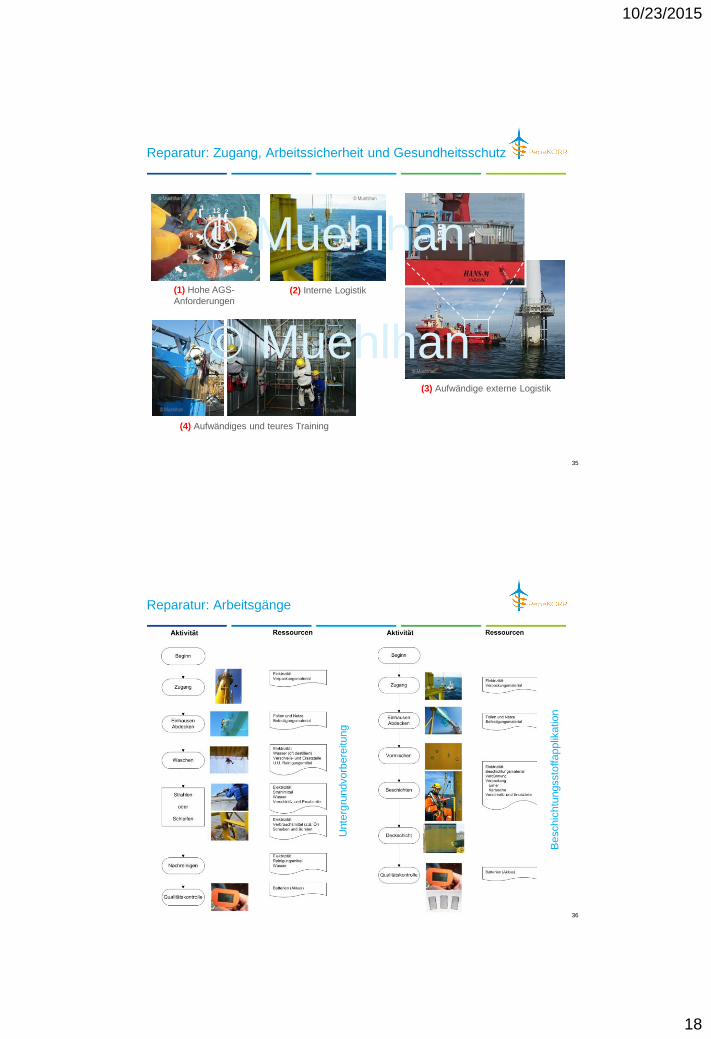
35
Reparatur: Zugang, Arbeitssicherheit und Gesundheitsschutz
© Muehlhan
© Muehlhan
1 2
3
4 6 7
8
9 10
11 12
5
(1) Hohe AGS-
Anforderungen
© Muehlhan
(3) Aufwändige externe Logistik
© Muehlhan
(4) Aufwändiges und teures Training
© Muehlhan © Muehlhan
© Muehlhan
© Muehlhan
(2) Interne Logistik
Muehlhan
Muehlhan
36
Reparatur: Arbeitsgänge
Unte
rgru
ndvorb
ere
itung
Beschic
htu
ngssto
ffapplik
atio
n
10/23/2015
19
37
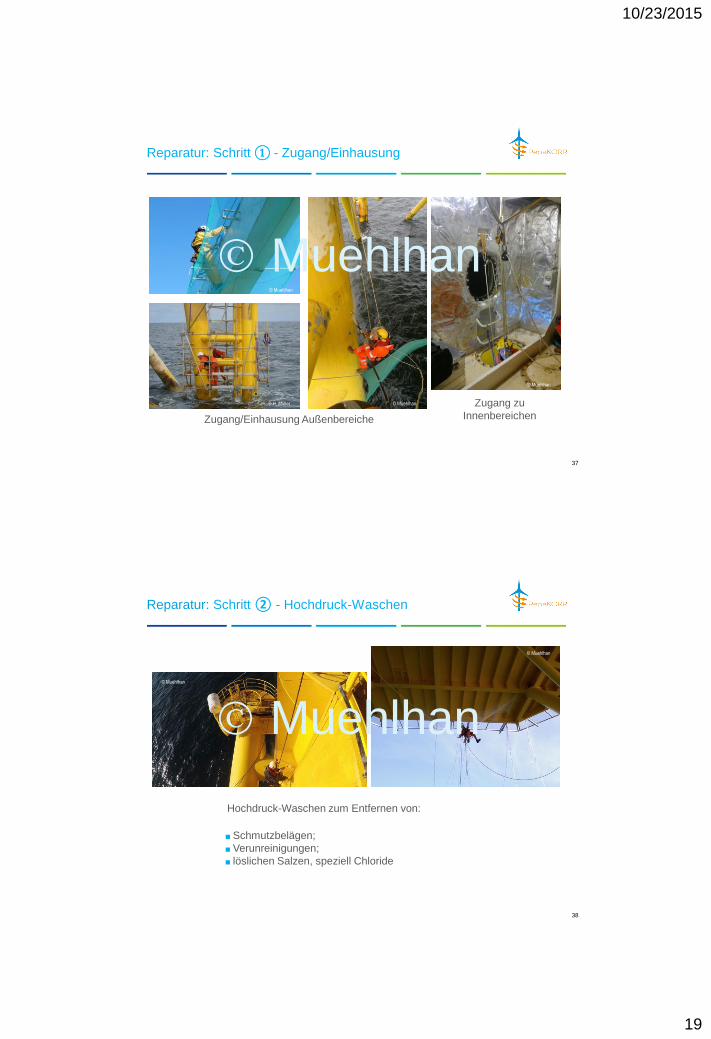
Reparatur: Schritt ① - Zugang/Einhausung
© H. Müller © Muehlhan
© Muehlhan
© Muehlhan
Zugang/Einhausung Außenbereiche
Zugang zu
Innenbereichen
Muehlhan
38
Reparatur: Schritt ② - Hochdruck-Waschen
© Muehlhan
© Muehlhan
Hochdruck-Waschen zum Entfernen von:
■ Schmutzbelägen;
■ Verunreinigungen;
■ löslichen Salzen, speziell Chloride
Muehlhan

10/23/2015
20
39
Reparatur: Schritt ③ - Strahlen
© Muehlhan © Muehlhan
© Muehlhan
Reinigen nach Feuchtstrahlen Feuchstrahlen im
Wasserwechselbereich
Feuchtstrahlen im atmosphärischen
Bereich
Feuchtstrahlen im Wasserwechsel-
und Spritzwasserbereich
© Muehlhan
Muehlhan
Muehlhan
40
Reparatur: Schritt ④ - Mechanische Bearbeitung
© Muehlhan
© Muehlhan
© Muehlhan © Muehlhan
© Muehlhan
© Muehlhan
Entrosten (z.T. auch Entschichten) mit Nadelhammer
Entrosten mit Schleifer Entschichten und Profilieren
mit Schlagbürste
Schw
eiß
nahtr
ein
igun
g m
it
rotiere
nder
Bürs
te
© Muehlhan
Muehlhan
Muehlhan
10/23/2015
21
41
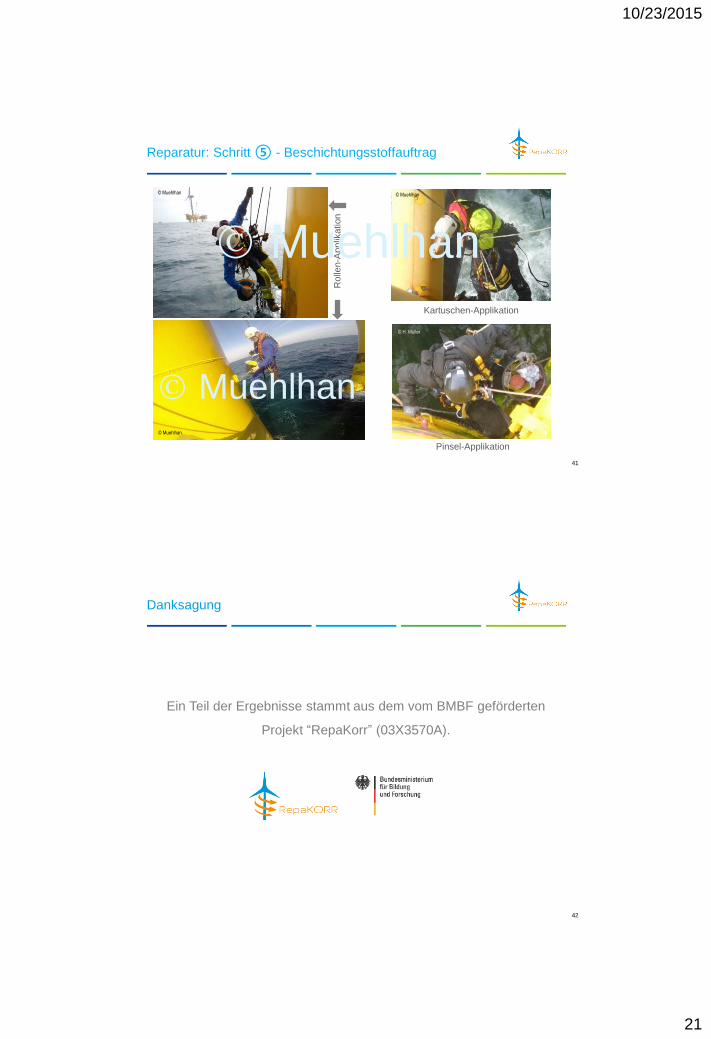
Reparatur: Schritt ⑤ - Beschichtungsstoffauftrag
© H. Müller
© Muehlhan
© Muehlhan
© Muehlhan
Rolle
n-A
pplik
ation
Pinsel-Applikation
Kartuschen-Applikation
Muehlhan
Muehlhan
42
Danksagung
Ein Teil der Ergebnisse stammt aus dem vom BMBF geförderten
Projekt “RepaKorr” (03X3570A).