produktivität steigern - · pdf file5 als erstes am morgen, wenn herr berger, der eiter...
TRANSCRIPT

INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
Produktivität steigern Auch in indirekten Bereichen erfolgreich mit industriAl engineering


Vorwortdie deutsche Wirtschaft bleibt im globalen Wettbewerb dann erfolg-reich, wenn innovationskraft und Produktivität im mittelpunkt der strategischen und operativen Bemühungen stehen. für die gesamt-produktivität in den deutschen unternehmen erhalten die indirekten Bereiche zunehmend einen höheren stellenwert. lässt sich die Produk-tivitätsentwicklung in den direkten Bereichen — also in fertigung und montage — oft nur noch mit kleinen Zuwächsen realisieren, so können in den indirekten Bereichen enorme Potenziale ausgeschöpft werden. diese Produktivitätsreserven sind zu heben — deswegen setzen einige unternehmen bereits heute schon Prinzipien und methoden des in-dustrial engineering zielführend auch in indirekten Bereichen ein.
um den Beitrag des industrial engineering (ie) zur systematischen Produktivitätssteigerung in indirekten Bereichen darzustellen und zu verbreiten, hat sich auf initiative des instituts für angewandte Arbeits-wissenschaft e.v. (ifaa) ein Arbeitskreis von betrieblichen experten aus unternehmen gebildet und die vorliegende Broschüre erarbeitet.
Wie die Broschüre »Produktivität steigern — erfolgreich mit indus-trial engineering« aus dem Jahr 2011 richtet sich diese schrift an unternehmen, verbände und weitere institutionen, die Anregungen zur umsetzung von industrial engineering in indirekten Bereichen suchen. sie will damit impulse für ein zukunftsfähiges Produktivitäts-management geben.
Prof. dr.-ing. sascha stowasser Düsseldorf, im August 2013ifaa-direktor
4
Ein ganz normaler Tag im Büro
5
Als erstes am morgen, wenn herr Berger, der leiter der konstruk-tionsabteilung seinen rechner im Büro hochgefahren hat, prüft er den eingang neuer e-mails: wieder werden einige dutzend neue nachrichten angezeigt, etliche als »dringend« markiert. so geht es auch frau fromm, die die vertriebsabteilung leitet. Also müssen zunächst die Anfragen entweder selber beantwortet werden, oder an die mitarbeiter und mitarbeiterinnen der Abteilung weiter ge-leitet werden. da ergeben sich die ersten fragen:
Wer hat eigentlich noch freie kapazitäten, um das Angebot für den kunden auszuarbeiten?
Wer kann zu unserem A-kunden fahren, um die angemahnten servicearbeiten durchzuführen? Ausgerechnet jetzt sind zwei servicetechniker gleichzeitig in urlaub.
Wer kann die leitung für das Projekt zur entwicklung der neuen Produktserie übernehmen?
Wer muss vor der Abgabe des Angebots unbedingt noch kontaktiert werden? vorheriges mal stellte sich erst bei der Bearbeitung der teile heraus, dass diese nach dem letzten Auftrag von der konstruktion geändert worden sind und die fertigungsunterlagen nicht aktuell waren.
Warum muss jedes mal neu überlegt werden, wer sich um die reparatur der Produktionsanlage in halle 2 kümmern soll? da wollten wir schon lange einen standardablauf in Abhängig-keit von dem aufgetretenen schaden festlegen.
ist der spezialist für die Angebote für südamerika schon wieder aus seiner kur wegen rückenproblemen zurück? (das lange sitzen am Bildschirm hat sicher damit zu tun.)
Wie viele neue mitarbeiter brauchen wir für das beabsichtigte Projekt für den neuen großkunden? Welche Qualifikationen müssen sie mitbringen? Wie lange werden wir für die Projek-tierung brauchen?
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft

6
und dann fordert die geschäftsführung auch noch, dass wir produktiver werden müssen und in den nächsten zwei Jahren mindestens 5 % Personal einsparen müssen!
Warum wird zum fünften mal eine dreistündige Besprechung zum thema »datensicherung« einberufen?
die liste der fragen scheint nicht aufhören zu wollen. vielleicht gibt es in ihrem unternehmen auch die benannten oder ähnliche schwierigkeiten. ein Ansatz diese zu beherrschen ist die Behand-lung des jeweils dringendsten Problems. dies kann temporär Ab-hilfe schaffen, aber ist sicherlich nicht effizient hinsichtlich zukünf-tiger Problemstellungen.
ein anderer Ansatz ist die systematische ursachenanalyse und die methodisch orientierte Problemlösung, die dann auch dauerhaft ist. Aus einer daten- und faktenbasierten Beschreibung der Aus-gangssituation werden die Ziele definiert und soweit möglich quantitative Zielwerte bestimmt. dem folgt die erarbeitung mögli-cher lösungsansätze. entsprechend den zuvor bestimmten Zielen werden die Alternativen bewertet und letztlich ausgewählt. die umsetzung erfolgt nach einem ausgearbeiteten Zeitplan unter nut-zung geeigneter methoden und Prinzipien. diese vorgehensweise nutzt das industrial engineering (ie) bisher schon erfolgreich vor allem in der güterproduktion. das prinzipielle vorgehen lässt sich aber auch auf die betrieblichen Bereiche übertragen, die eher als Bürobereiche bekannt sind: vertrieb, konstruktion, einkauf, finan-zen oderPersonal um nur einige beispielhaft zu nennen.
Wie eine solche umsetzung aussehen kann und welcher nutzen damit verbunden sein kann, soll im folgenden aufgezeigt werden.
7
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
Exkurs zum Begriff direkte/indirekte Bereiche im Unternehmen
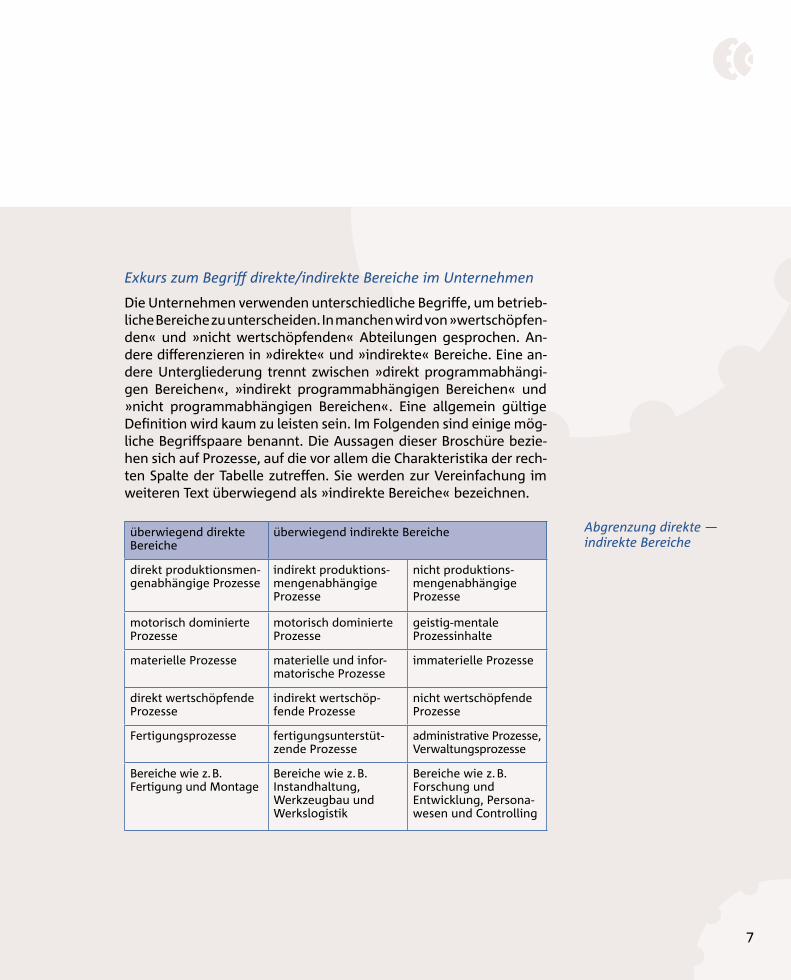
die unternehmen verwenden unterschiedliche Begriffe, um betrieb-liche Bereiche zu unterscheiden. in manchen wird von »wertschöpfen-den« und »nicht wertschöpfenden« Abteilungen gesprochen. An-dere differenzieren in »direkte« und »indirekte« Bereiche. eine an-dere untergliederung trennt zwischen »direkt programmabhängi-gen Bereichen«, »indirekt programmabhängigen Bereichen« und »nicht programmabhängigen Bereichen«. eine allgemein gültige definition wird kaum zu leisten sein. im folgenden sind einige mög-liche Begriffspaare benannt. die Aussagen dieser Broschüre bezie-hen sich auf Prozesse, auf die vor allem die charakteristika der rech-ten spalte der tabelle zutreffen. sie werden zur vereinfachung im weiteren text überwiegend als »indirekte Bereiche« bezeichnen.
überwiegend direkte Bereiche
überwiegend indirekte Bereiche
direkt produktionsmen-genabhängige Prozesse
indirekt produktions-mengenabhängige Prozesse
nicht produktions-mengenabhängige Prozesse
motorisch dominierte Prozesse
motorisch dominierte Prozesse
geistig-mentale Prozessinhalte
materielle Prozesse materielle und infor-matorische Prozesse
immaterielle Prozesse
direkt wertschöpfende Prozesse
indirekt wertschöp-fende Prozesse
nicht wertschöpfende Prozesse
fertigungsprozesse fertigungsunterstüt-zende Prozesse
administrative Prozesse, verwaltungsprozesse
Bereiche wie z. B. fertigung und montage
Bereiche wie z. B. instandhaltung, Werkzeugbau und Werkslogistik
Bereiche wie z. B. forschung und ent wicklung, Persona-wesen und controlling
Abgrenzung direkte — indirekte Bereiche

8
Von der Produktion lernen
9
ähnlich wie in der Produktion geht es bei den Abläufen in indirek-ten Bereichen meist um die Zielgrößen Zeit, Qualität und kosten. Als maß für die effizienz der Prozesse kann die Produktivität heran-gezogen werden. Während es in der Produktion üblich ist, ver-schiedenste kenngrößen zu messen und zu erheben, findet man vergleichbares in den indirekten Bereichen bisher selten. die in der Produktion angewandten methoden und Prinzipien des indus-trial engineering lassen sich aber auch hier — gegebenenfalls mit An passungen — sinnvoll nutzen.
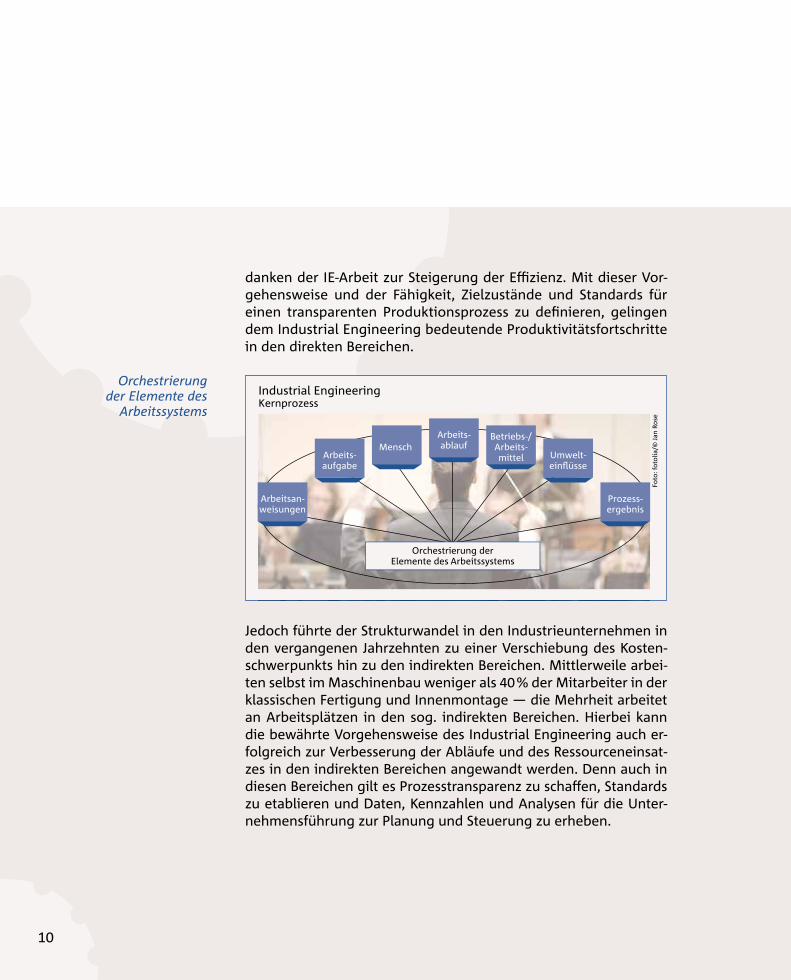
in der ifaa-Broschüre »Produktivität steigern — erfolgreich mit in-dustrial engineering« wurde die vorgehensweise des industrial engineering allgemein und in den direkten Bereichen der indus-triebetriebe beschrieben. diese orchestrierung der elemente des Arbeitssystems, welche das material, die Arbeitsaufgabe, den mensch, den Arbeitsablauf, die Betriebs- und Arbeitsmittel, die um welteinflüsse und das Produkt umfasst, entspricht dem kernge-
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
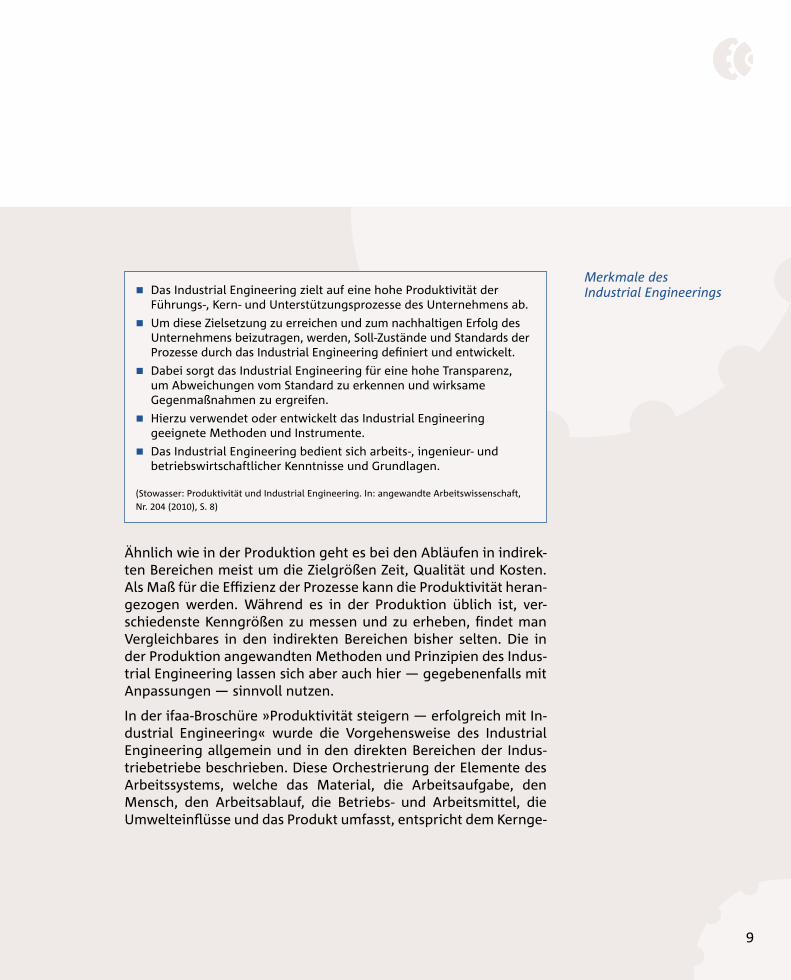
das industrial engineering zielt auf eine hohe Produktivität der führungs-, kern- und unterstützungsprozesse des unternehmens ab.
um diese Zielsetzung zu erreichen und zum nachhaltigen erfolg des unternehmens beizutragen, werden, soll-Zustände und standards der Prozesse durch das industrial engineering definiert und entwickelt.
dabei sorgt das industrial engineering für eine hohe transparenz, um Abweichungen vom standard zu erkennen und wirksame gegenmaßnahmen zu ergreifen.
hierzu verwendet oder entwickelt das industrial engineering geeignete methoden und instrumente.
das industrial engineering bedient sich arbeits-, ingenieur- und betriebswirtschaftlicher kenntnisse und grundlagen.
(stowasser: Produktivität und industrial engineering. in: angewandte Arbeitswissenschaft, nr. 204 (2010), s. 8)
Merkmale des Industrial Engineerings
10
danken der ie-Arbeit zur steigerung der effizienz. mit dieser vor-gehensweise und der fähigkeit, Zielzustände und standards für einen transparenten Produktionsprozess zu definieren, gelingen dem industrial engineering bedeutende Produktivitätsfortschritte in den direkten Bereichen.
Jedoch führte der strukturwandel in den industrieunternehmen in den vergangenen Jahrzehnten zu einer verschiebung des kosten-schwerpunkts hin zu den indirekten Bereichen. mittlerweile arbei-ten selbst im maschinenbau weniger als 40 % der mitarbeiter in der klassischen fertigung und innenmontage — die mehrheit arbeitet an Arbeitsplätzen in den sog. indirekten Bereichen. hierbei kann die bewährte vorgehensweise des industrial engineering auch er-folgreich zur verbesserung der Abläufe und des ressourceneinsat-zes in den indirekten Bereichen angewandt werden. denn auch in diesen Bereichen gilt es Prozesstransparenz zu schaffen, standards zu etablieren und daten, kennzahlen und Analysen für die unter-nehmensführung zur Planung und steuerung zu erheben.
Industrial Engineering
Orchestrierung derElemente des Arbeitssystems
Mensch Betriebs-/Arbeits-mittelArbeits-
aufgabe
Prozess-ergebnis
Umwelt-ein�üsse
Arbeitsan-weisungen
Arbeits-ablauf
Foto
: fo
tolia
/© J
an R
ose
Kernprozess
Orchestrierung der Elemente des
Arbeitssystems

11
das industrial engineering definiert für alle relevanten unterneh-mensprozesse Zielzustände und standards, um so zu transpa ren-ten Prozessen zu gelangen. die standardisierung bildet die grund- lage, um Prozessabläufe einheitlich unterweisen zu können. da-mit ist die standardisierung die Basis für kontinuierliche verbes-serungen der Prozesse. die kontinuierlichen verbesserungen, die sich z. B. an einem PdcA-Zyklus orientieren, müssen von den Pro-zessbeteiligten erarbeitet werden. im modernen verständnis des ie qualifiziert und unterstützt es die mitarbeiter bei der Problem-lösung.
Wie unterscheidet sich das Industrial Engineering von anderen Optimierungskonzepten?
ähnliche Ansätze verfolgen auch die konzepte, die wie six sigma oder total Quality management vor allem Qualitätsaspekte im fo-kus haben. Überschneidungen in den Zielen gibt es auch mit dem »lean«-Ansatz, der eine straffung von Abläufen und eine reduzie-rung von verschwendungen verfolgt. doch das industrial engi-neering liefert darüber hinaus auch die notwen dige Prozesstrans-parenz durch quantitative daten und kennzahlen. das bedeutet z. B., dass die Arbeitsbelastung für eine Abteilung ermittelt wer-den kann, indem die jeweiligen Prozess ausführungen zeitlich und mengenmäßig erfasst werden. Aufbauend auf diesen soll-Zeiten und dem korrespondierenden mengengerüst kann die aktuelle Arbeitsbelastung betrachtet werden sowie der Arbeitsbedarf für neue Abteilungsaufgaben kalkuliert werden.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
12
Wie gehe ich zur Bestimmung der Produktivität vor?
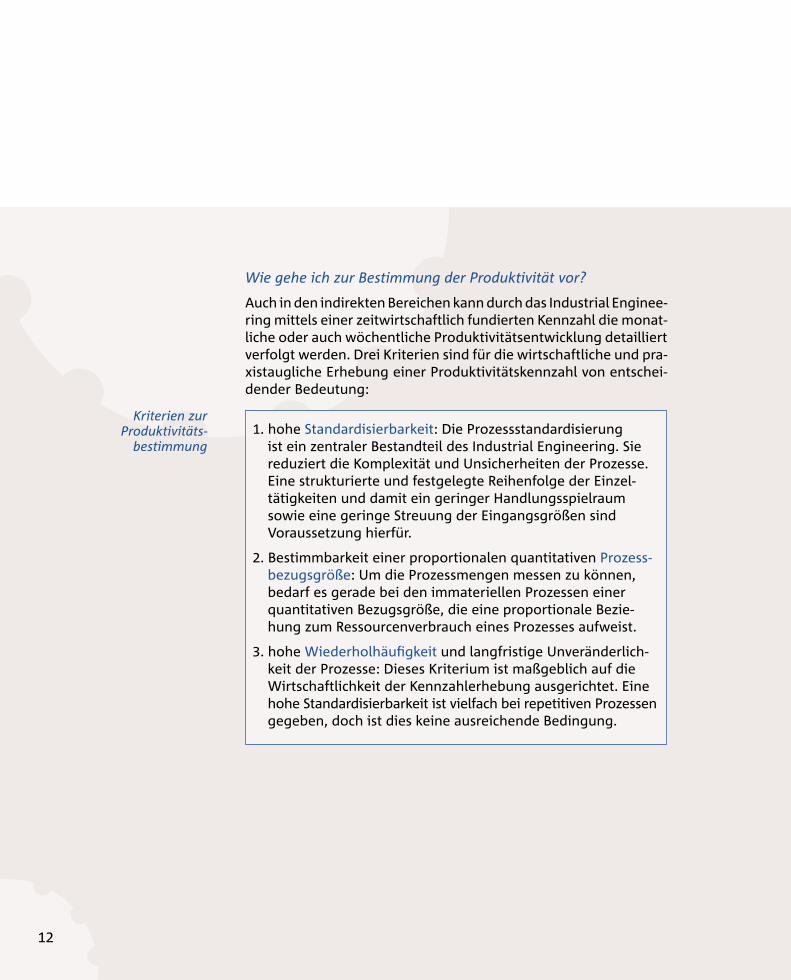
Auch in den indirekten Bereichen kann durch das industrial enginee-ring mittels einer zeitwirtschaftlich fundierten kennzahl die monat-liche oder auch wöchentliche Produktivitätsentwicklung detailliert verfolgt werden. drei kriterien sind für die wirtschaftliche und pra-xistaugliche erhebung einer Produktivitätskennzahl von entschei-dender Bedeutung:
1. hohe standardisierbarkeit: die Prozessstandardisierung ist ein zentraler Bestandteil des industrial engineering. sie reduziert die komplexität und unsicherheiten der Prozesse. eine strukturierte und festgelegte reihenfolge der einzel-tätigkeiten und damit ein geringer handlungsspielraum sowie eine geringe streuung der eingangsgrößen sind voraussetzung hierfür.
2. Bestimmbarkeit einer proportionalen quantitativen Prozess-bezugsgröße: um die Prozessmengen messen zu können, bedarf es gerade bei den immateriellen Prozessen einer quantitativen Bezugsgröße, die eine proportionale Bezie-hung zum ressourcenverbrauch eines Prozesses aufweist.
3. hohe Wiederholhäufigkeit und langfristige unveränderlich-keit der Prozesse: dieses kriterium ist maßgeblich auf die Wirtschaftlichkeit der kennzahlerhebung ausgerichtet. eine hohe standardisierbarkeit ist vielfach bei repetitiven Prozessen gegeben, doch ist dies keine ausreichende Bedingung.
Kriterien zur Produktivitäts
bestimmung
13
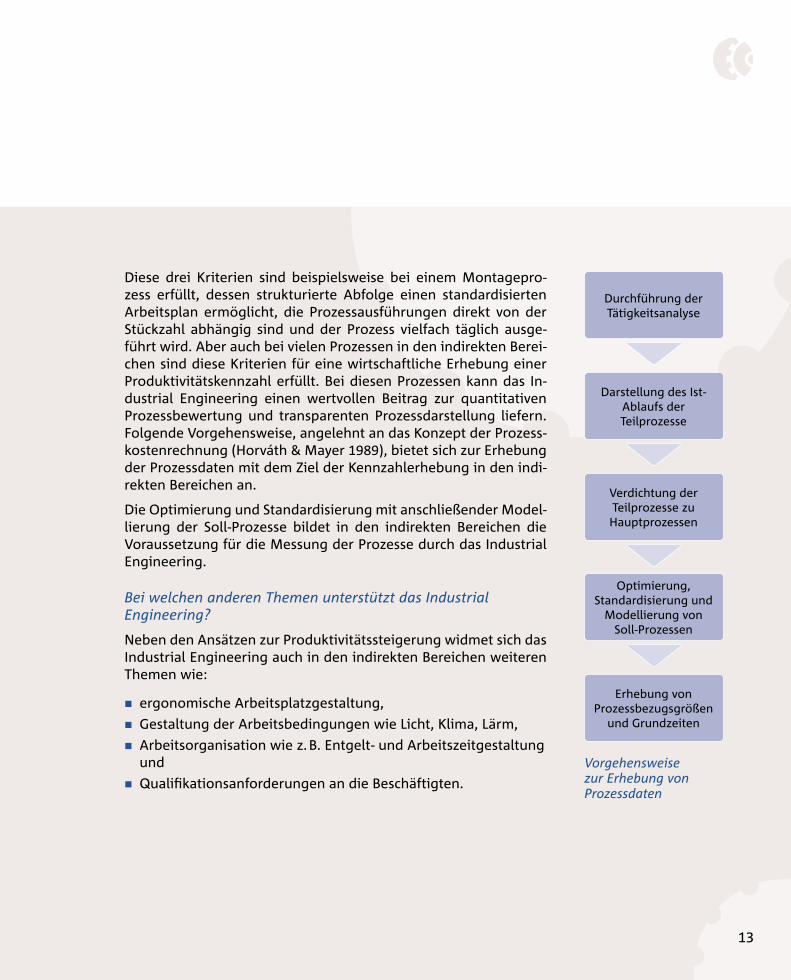
diese drei kriterien sind beispielsweise bei einem montagepro-zess erfüllt, dessen strukturierte Abfolge einen standardisierten Arbeitsplan ermöglicht, die Prozessausführungen direkt von der stückzahl abhängig sind und der Prozess vielfach täglich ausge-führt wird. Aber auch bei vielen Prozessen in den indirekten Berei-chen sind diese kriterien für eine wirtschaftliche erhebung einer Produktivitätskennzahl erfüllt. Bei diesen Prozessen kann das in-dustrial engineering einen wertvollen Beitrag zur quantitativen Prozessbewertung und transparenten Prozessdarstellung liefern. folgende vorgehensweise, angelehnt an das konzept der Prozess-kostenrechnung (horváth & mayer 1989), bietet sich zur erhebung der Prozessdaten mit dem Ziel der kennzahlerhebung in den indi-rekten Bereichen an.
die optimierung und standardisierung mit anschließender model-lierung der soll-Prozesse bildet in den indirekten Bereichen die voraussetzung für die messung der Prozesse durch das industrial engineering.
Bei welchen anderen Themen unterstützt das Industrial Engineering?
neben den Ansätzen zur Produktivitätssteigerung widmet sich das industrial engineering auch in den indirekten Bereichen weiteren themen wie:
ergonomische Arbeitsplatzgestaltung,
gestaltung der Arbeitsbedingungen wie licht, klima, lärm,
Arbeitsorganisation wie z. B. entgelt- und Arbeitszeitgestaltung und
Qualifikationsanforderungen an die Beschäftigten.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
optimierung, standardisierung und
modellierung von soll-Prozessen
verdichtung der teil prozesse zu hauptprozessen
darstellung des ist- Ablaufs der teilprozesse
durchführung der tätigkeitsanalyse
erhebung von Prozessbezugsgrößen
und grundzeiten
Vorgehensweise zur Erhebung von Prozessdaten

14
Gemeinsam sind wir stark
15
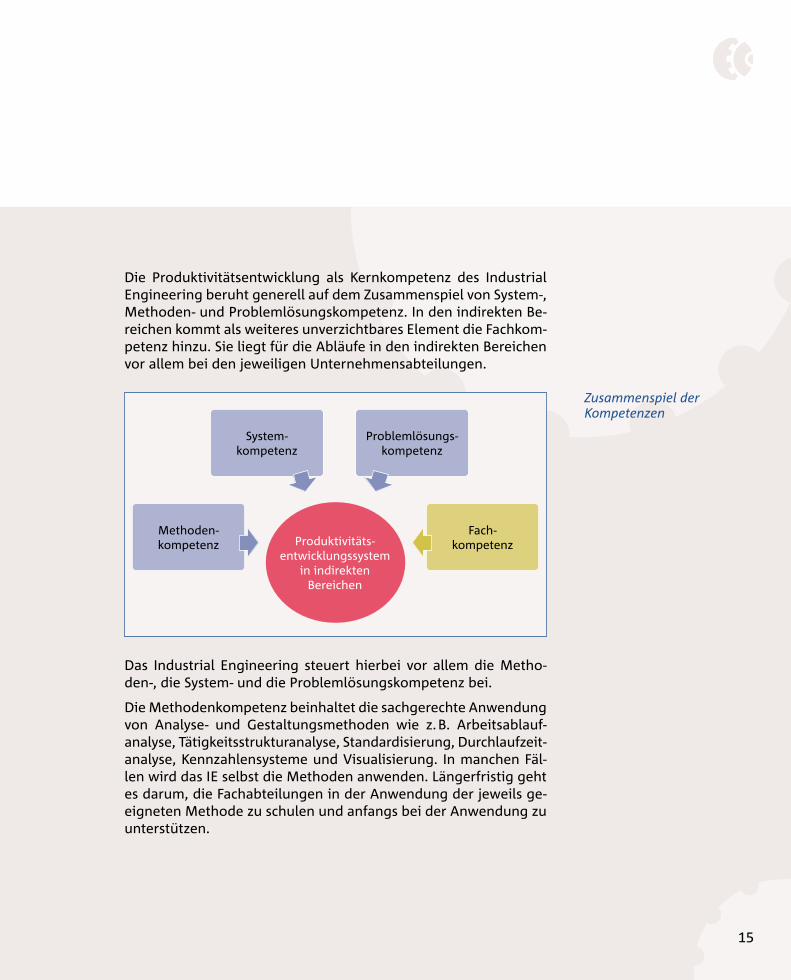
die Produktivitätsentwicklung als kernkompetenz des industrial engineering beruht generell auf dem Zusammenspiel von system-, methoden- und Problemlösungskompetenz. in den indirekten Be-reichen kommt als weiteres unverzichtbares element die fachkom-petenz hinzu. sie liegt für die Abläufe in den indirekten Bereichen vor allem bei den jeweiligen unternehmensabteilungen.
das industrial engineering steuert hierbei vor allem die metho-den-, die system- und die Problemlösungskompetenz bei.
die methodenkompetenz beinhaltet die sachgerechte Anwendung von Analyse- und gestaltungsmethoden wie z. B. Arbeitsablauf-analyse, tätigkeitsstrukturanalyse, standardisierung, durchlaufzeit-analyse, kennzahlensysteme und visualisierung. in manchen fäl-len wird das ie selbst die methoden anwenden. längerfristig geht es darum, die fachabteilungen in der Anwendung der jeweils ge-eigneten methode zu schulen und anfangs bei der Anwendung zu unterstützen.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
Produktivitäts- entwicklungssystem
in indirekten Bereichen
methoden- kompetenz
system- kompetenz
Problemlösungs- kompetenz
fach- kompetenz
Zusammenspiel der Kompetenzen

16
Bei der systemkompetenz betrachtet das ie die unternehmenspro-zesse über alle unternehmensbereiche hinweg. es liefert mittels daten, kennzahlen und Analysen die grundlage für entscheidun-gen der unternehmensleitung. durch diese systemkompetenz er-folgt ein Produktivitätsfortschritt über verschiedene unterneh-mensbereiche — von den direkten bis zu den indirekten Bereichen.
die Problemlösungskompetenz zeigt sich in einer systematischen lösungssuche, die sich an den untersuchten ist-Abläufen und den definierten Zielzuständen orientiert.
um zu verbesserungen der Abläufe und damit zu effizienzsteige-rungen zu kommen, müssen fachabteilung(en) und industrial en-gineering eng zusammenarbeiten. darüber hinaus sind aber je nach Aufgabe auch die einbindung der Personalabteilung, des con trollings und des Betriebsrats erforderlich. dafür müssen die mitarbeiter des industrial engineering nicht nur gute kenntnisse auf den gebieten methoden und Problemlösungssystematik ha-ben, sondern auch in der lage sein, sich in fachlich fremde tätig-keiten und Abläufe hineinzuversetzen. damit ihre vorschläge all-seits akzeptiert werden können, kommt einem diplomatischen um gang mit allen Prozessbeteiligten eine große Bedeutung bei. die lösungsvorschläge müssen aber des Weiteren auch fachlich überzeugen und in absehbaren Zeiträumen umsetzbar sein.
»generell ist davon auszugehen, dass Beschäftigte in indirekten Bereichen systematischen verbesserungsansätzen wie sie das ie praktiziert eher verhalten gegenüber stehen. in der fertigung und der montage von unternehmen hat dagegen eine ständige suche nach Produktivitätsreserven tradition und ist mehr oder weniger von den Beschäftigten akzeptiert. das hat sicher auch damit zu tun, dass verbesserungen relativ gut zu messen und zu erfassen sind. in indirekten Bereichen sind dagegen kennzahlen und indika-

17
toren, die eine Aussage zu Produktivitäten zulassen schwieriger zu bestimmen. daher ist die Beteiligung der mitarbeiter an der erar-beitung nicht nur der ist-Abläufe, sondern auch der verbesse-rungspotenziale und der entsprechenden messgrößen unbedingt erforderlich. erschwerend kommt bei einigen Abläufen in indirek-ten Bereichen hinzu, dass diese eine vielzahl von beteiligten Berei-chen umfassen. diese haben unter umständen unterschiedliche Prioritäten und müssen sich zunächst auf gemeinsame Ziele ver-ständigen. Bei der moderation diesbezüglicher Besprechungen kann das ie als »neutraler« dritter gut seine methodenkompetenz einbringen. erfolg haben die tätigkeiten des ie meistens dann, wenn die Beteiligten der indirekten Bereiche erkennen können wie das vorgehen des ie ihnen ihre Arbeit erleichtert und für das gesamte unternehmen vorteile bietet.«
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft

18
So funktioniert es in der Praxis
19
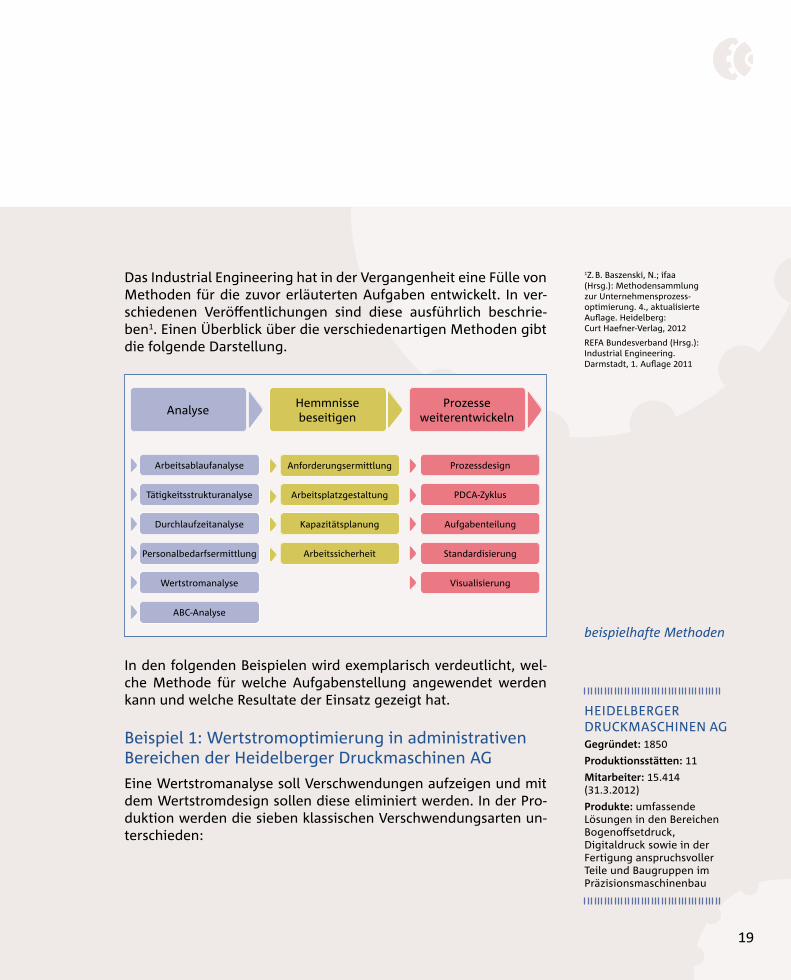
das industrial engineering hat in der vergangenheit eine fülle von methoden für die zuvor erläuterten Aufgaben entwickelt. in ver-schiedenen veröffentlichungen sind diese ausführlich beschrie-ben1. einen Überblick über die verschiedenartigen methoden gibt die folgende darstellung.
in den folgenden Beispielen wird exemplarisch verdeutlicht, wel-che methode für welche Aufgabenstellung angewendet werden kann und welche resultate der einsatz gezeigt hat.
Beispiel 1: Wertstromoptimierung in administrativen Bereichen der heidelberger druckmaschinen Ageine Wertstromanalyse soll verschwendungen aufzeigen und mit dem Wertstromdesign sollen diese eliminiert werden. in der Pro-duktion werden die sieben klassischen verschwendungsarten un-terschieden:
heidelBerger druckmAschinen AgGegründet: 1850
Produktions stätten: 11
Mitarbeiter: 15.414 (31.3.2012)
Produkte: umfassende lösungen in den Bereichen Bogenoffsetdruck, digitaldruck sowie in der fertigung anspruchsvoller teile und Baugruppen im Präzisionsmaschinenbau
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
1Z. B. Baszenski, n.; ifaa (hrsg.): methodensammlung zur unternehmensprozess-optimierung. 4., aktualisierte Auflage. heidelberg: curt haefner-verlag, 2012
refA Bundesverband (hrsg.): industrial engineering. darmstadt, 1. Auflage 2011
Arbeitsablaufanalyse Anforderungsermittlung Prozessdesign
PdcA-Zyklus
Aufgabenteilung
standardisierung
visualisierung
Arbeitsplatzgestaltung
kapazitätsplanung
Arbeitssicherheit
tätigkeitsstrukturanalyse
durchlaufzeitanalyse
Personalbedarfsermittlung
Wertstromanalyse
ABc-Analyse
AnalyseProzesse
weiterentwickelnhemmnisse beseitigen
beispielhafte Methoden
20
1. transport: notwendigkeit des transports aufgrund räumlich getrennter Bereiche und vieler Bearbeitungsstufen
2. Wartezeiten: Warten auf die Beendigung vorgelagerter Prozesse oder auf material, Personal oder informationen
3. fehler: führen zu zusätzlichem Aufwand durch nacharbeit oder verluste durch Aussortieren
4. Wegezeiten, überflüssige Bewegungen: suchen und/oder ungünstige Anordnung von teilen und Werkzeugen
5. Bestände: gebundenes kapital in form von rohmaterial und halbfertigwaren
6. flächen: führen zu lagerplatzkosten und handlingsaufwand
7. Überproduktion: früher oder mehr als vom kundenauftrag erforderlich produzieren.
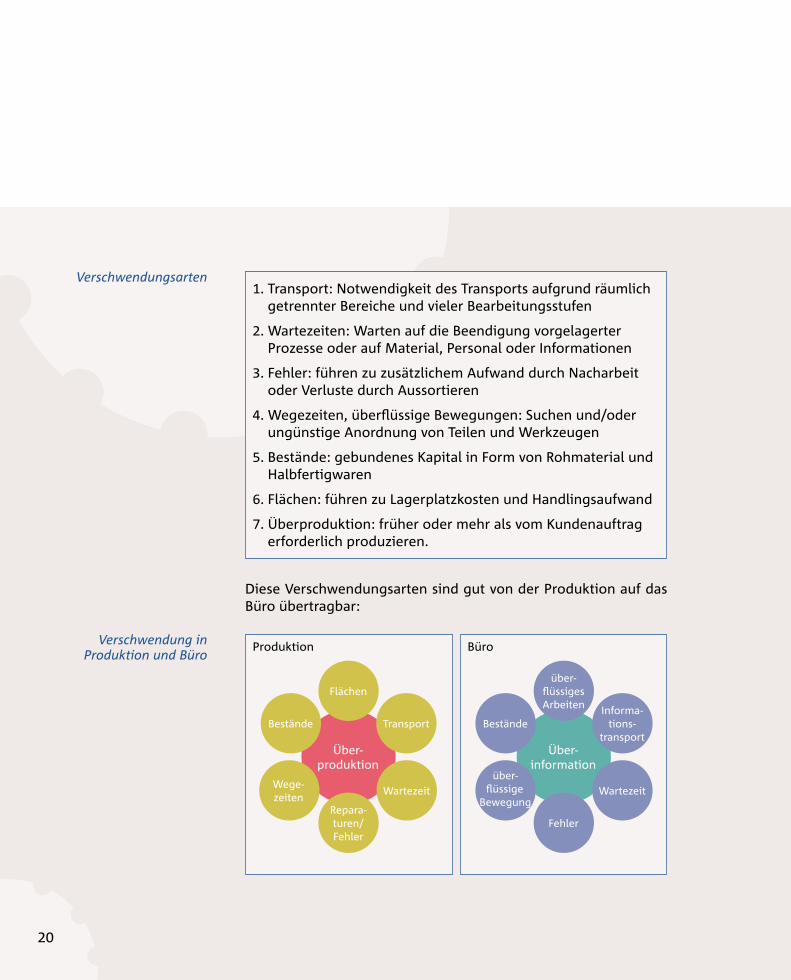
diese verschwendungsarten sind gut von der Produktion auf das Büro übertragbar:
Büro
Über- information
überflüssiges Arbeiten
Fehler
überflüssige
Bewegung
BeständeInforma-
tions- transport
Wartezeit
Produktion
Über- produktion
Flächen
Reparaturen/ Fehler
Wegezeiten
Bestände Transport
Wartezeit
Verschwendungsarten
Verschwendung in Produktion und Büro
21
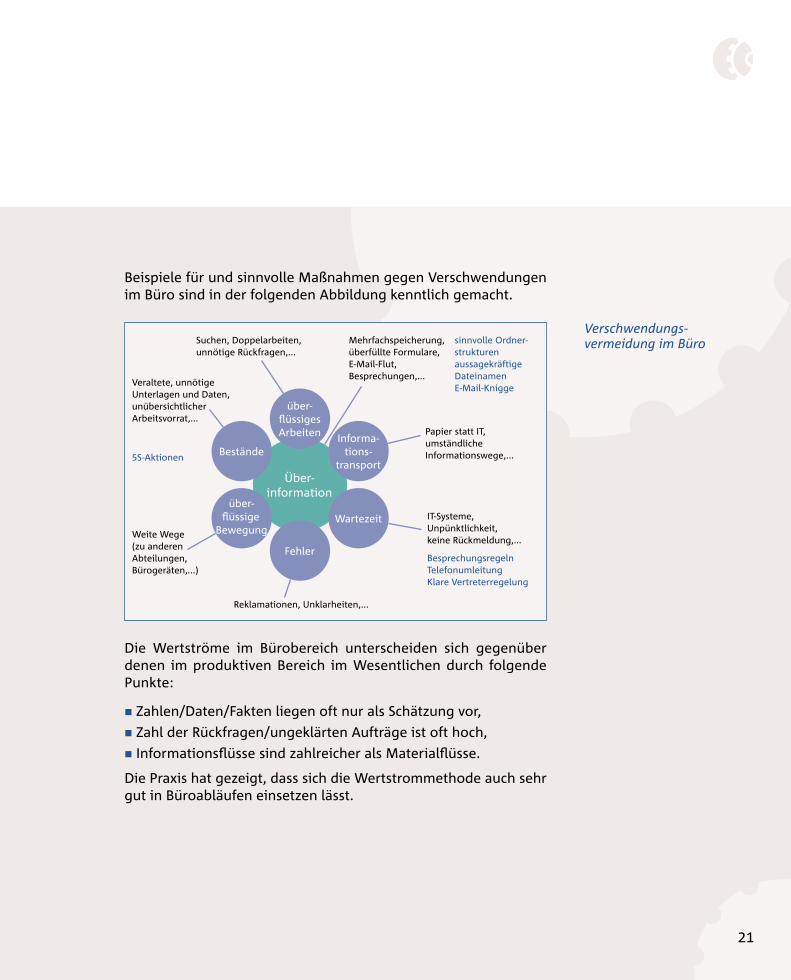
Beispiele für und sinnvolle maßnahmen gegen verschwendungen im Büro sind in der folgenden Abbildung kenntlich gemacht.
die Wertströme im Bürobereich unterscheiden sich gegenüber denen im produktiven Bereich im Wesentlichen durch folgende Punkte:
Zahlen/daten/fakten liegen oft nur als schätzung vor,
Zahl der rückfragen/ungeklärten Aufträge ist oft hoch,
informationsflüsse sind zahlreicher als materialflüsse.
die Praxis hat gezeigt, dass sich die Wertstrommethode auch sehr gut in Büroabläufen einsetzen lässt.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
sinnvolle ordner-strukturen aussagekräftige dateinamen e-mail-knigge
Besprechungsregeln telefonumleitung klare vertreterregelung
Papier statt it, umständliche informationswege,...
mehrfachspeicherung, überfüllte formulare, e-mail-flut, Besprechungen,...
reklamationen, unklarheiten,...
it-systeme, unpünktlichkeit, keine rückmeldung,...
Weite Wege (zu anderen Abteilungen, Bürogeräten,...)
suchen, doppelarbeiten, unnötige rückfragen,...
veraltete, unnötige unterlagen und daten, unübersichtlicher Arbeitsvorrat,...
5s-Aktionen
Über- information
überflüssiges Arbeiten
Fehler
überflüssige
Bewegung
BeständeInforma-
tions- transport
Wartezeit
Verschwendungsvermeidung im Büro
22
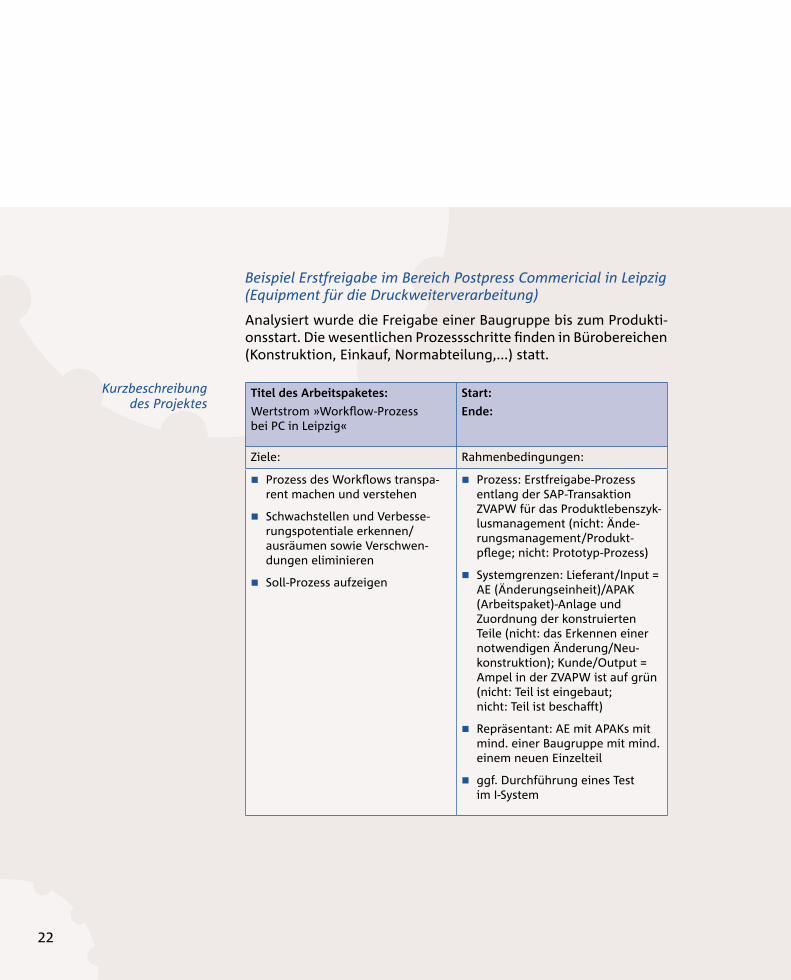
Beispiel Erstfreigabe im Bereich Postpress Commericial in Leipzig (Equipment für die Druckweiterverarbeitung)
Analysiert wurde die freigabe einer Baugruppe bis zum Produkti-o nsstart. die wesentlichen Prozessschritte finden in Bürobereichen (konstruktion, einkauf, normabteilung,...) statt.
Titel des Arbeitspaketes:
Wertstrom »Workflow-Prozess bei Pc in leipzig«
Start:
Ende:
Ziele: rahmenbedingungen:
Prozess des Workflows transpa-rent machen und verstehen
schwachstellen und verbesse-rungspotentiale erkennen/ausräumen sowie verschwen-dungen eliminieren
soll-Prozess aufzeigen
Prozess: erstfreigabe-Prozess entlang der sAP-transaktion ZvAPW für das Produktlebenszyk-lusmanagement (nicht: ände-rungsmanagement/Produkt-pflege; nicht: Prototyp-Prozess)
systemgrenzen: lieferant/input = Ae (änderungseinheit)/APAk (Arbeits paket)-Anlage und Zuordnung der konstruierten teile (nicht: das erkennen einer notwendigen änderung/neu-konstruktion); kunde/output = Ampel in der ZvAPW ist auf grün (nicht: teil ist eingebaut; nicht: teil ist beschafft)
repräsentant: Ae mit APAks mit mind. einer Baugruppe mit mind. einem neuen einzelteil
ggf. durchführung eines test im i-system
Kurzbeschreibung des Projektes
23
Kernaktivitäten: Meilensteine:
interviews entlang der Prozess-kette/linewalk
Wertstromanalyse
schwachstellen/verbesserungs-potentiale erkennen
schwachstellen/verbesserungs-potenziale bewerten
Wertstromdesign
interviews
Wertstromworkshop
Präsentation vor dem Auftraggeber
Steuerkreis: Projektteam:
analog gesamtprojekt lean-Plm stX h. Breit, fr. lang, h. kurz
Auftraggeber: AP-Verantwortliche:
analog gesamtprojekt lean-Plm stX leitung: h. ober, fr. kluge
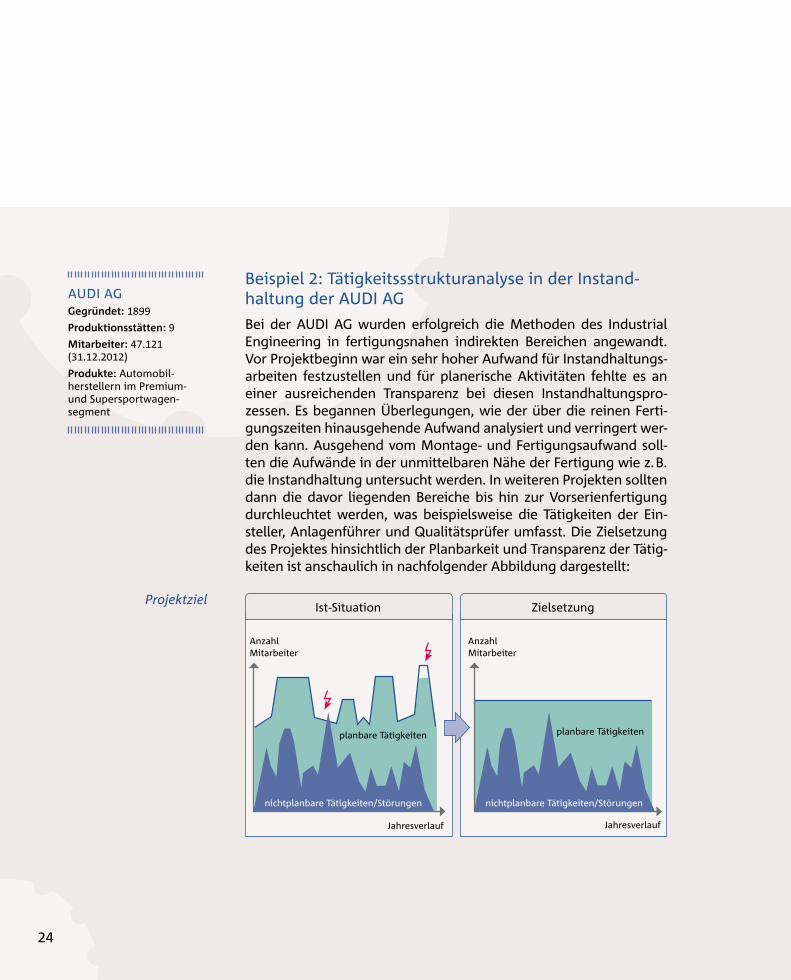
in der folgenden Abbildung ist das ergebnis der Wertstromanalyse des Prozesses dargestellt.
Aufgrund der erkenntnisse konnte ein Ablauf generiert werden, der den Prozess zeitlich entzerrt, sodass bei der freigabe kein »stau« mehr entsteht.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
Ergebnis Wertstromanalyse
24
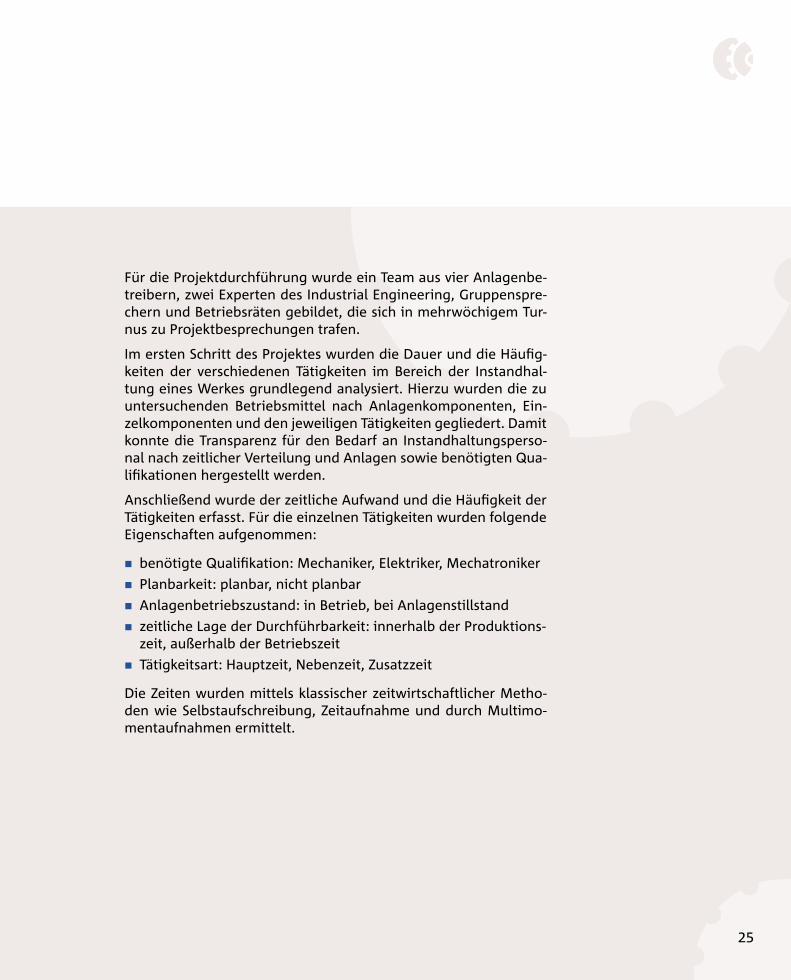
Beispiel 2: tätigkeitssstrukturanalyse in der instand-haltung der Audi AgBei der Audi Ag wurden erfolgreich die methoden des industrial engineering in fertigungsnahen indirekten Bereichen angewandt. vor Projektbeginn war ein sehr hoher Aufwand für instandhaltungs-arbeiten festzustellen und für planerische Aktivitäten fehlte es an einer ausreichenden transparenz bei diesen instandhaltungs pro-zessen. es begannen Überlegungen, wie der über die reinen ferti-gungszeiten hinausgehende Aufwand analysiert und verringert wer-den kann. Ausgehend vom montage- und fertigungsaufwand soll-ten die Aufwände in der unmittelbaren nähe der fertigung wie z. B. die instandhaltung untersucht werden. in weiteren Projekten sollten dann die davor liegenden Bereiche bis hin zur vorserienfertigung durchleuchtet werden, was beispielsweise die tätigkeiten der ein-steller, Anlagenführer und Qualitätsprüfer umfasst. die Zielsetzung des Projektes hinsichtlich der Planbarkeit und transparenz der tätig-keiten ist anschaulich in nachfolgender Abbildung dargestellt:
Audi AgGegründet: 1899
Produktions stätten: 9
Mitarbeiter: 47.121 (31.12.2012)
Produkte: Automobil-herstellern im Premium- und supersportwagen-segment
ist-situation Zielsetzung
Anzahl mitarbeiter
Jahresverlauf
nichtplanbare tätigkeiten/störungen
Anzahl mitarbeiter
Jahresverlauf
planbare tätigkeiten
nichtplanbare tätigkeiten/störungen
planbare tätigkeiten
Projektziel
25
für die Projektdurchführung wurde ein team aus vier Anlagenbe-treibern, zwei experten des industrial engineering, gruppenspre-chern und Betriebsräten gebildet, die sich in mehrwöchigem tur-nus zu Projektbesprechungen trafen.
im ersten schritt des Projektes wurden die dauer und die häufig-keiten der verschiedenen tätigkeiten im Bereich der instandhal-tung eines Werkes grundlegend analysiert. hierzu wurden die zu untersuchenden Betriebsmittel nach Anlagenkomponenten, ein-zelkomponenten und den jeweiligen tätigkeiten gegliedert. damit konnte die transparenz für den Bedarf an instandhaltungsperso-nal nach zeitlicher verteilung und Anlagen sowie benötigten Qua-lifikationen hergestellt werden.
Anschließend wurde der zeitliche Aufwand und die häufigkeit der tätigkeiten erfasst. für die einzelnen tätigkeiten wurden folgende eigenschaften aufgenommen:
benötigte Qualifikation: mechaniker, elektriker, mechatroniker
Planbarkeit: planbar, nicht planbar
Anlagenbetriebszustand: in Betrieb, bei Anlagenstillstand
zeitliche lage der durchführbarkeit: innerhalb der Produktions-zeit, außerhalb der Betriebszeit
tätigkeitsart: hauptzeit, nebenzeit, Zusatzzeit
die Zeiten wurden mittels klassischer zeitwirtschaftlicher metho-den wie selbstaufschreibung, Zeitaufnahme und durch multimo-mentaufnahmen ermittelt.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
26
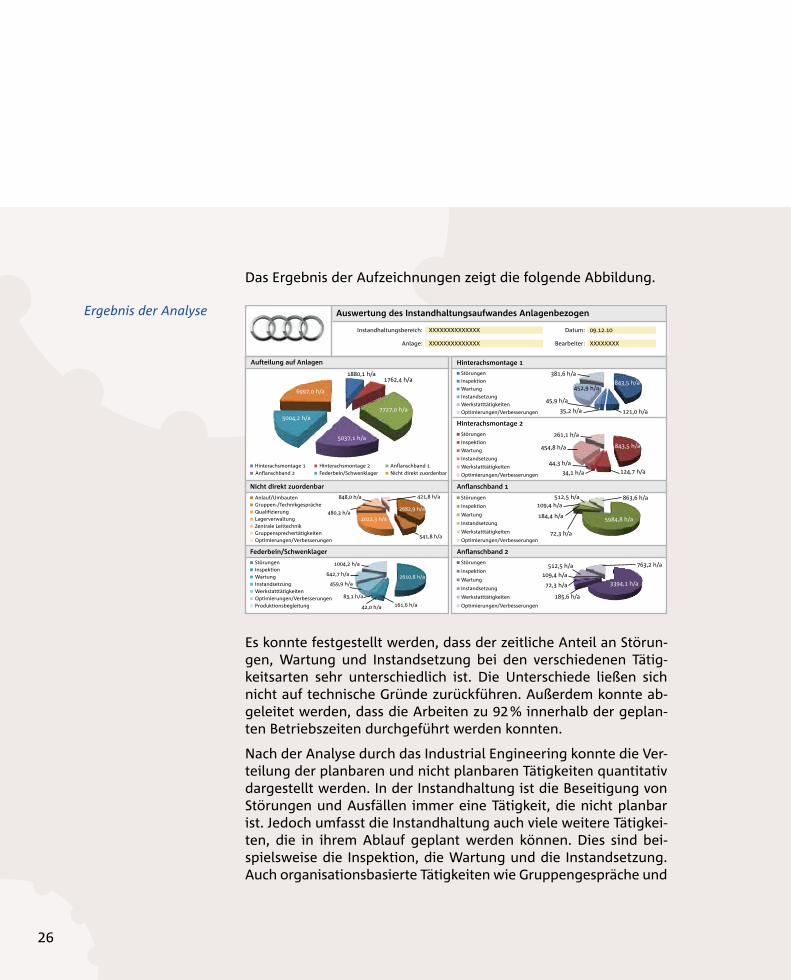
das ergebnis der Aufzeichnungen zeigt die folgende Abbildung.
es konnte festgestellt werden, dass der zeitliche Anteil an störun-gen, Wartung und instandsetzung bei den verschiedenen tätig-keitsarten sehr unterschiedlich ist. die unterschiede ließen sich nicht auf technische gründe zurückführen. Außerdem konnte ab-geleitet werden, dass die Arbeiten zu 92 % innerhalb der geplan-ten Betriebszeiten durchgeführt werden konnten.
nach der Analyse durch das industrial engineering konnte die ver-teilung der planbaren und nicht planbaren tätigkeiten quantitativ dargestellt werden. in der instandhaltung ist die Beseitigung von störungen und Ausfällen immer eine tätigkeit, die nicht planbar ist. Jedoch umfasst die instandhaltung auch viele weitere tätigkei-ten, die in ihrem Ablauf geplant werden können. dies sind bei-spielsweise die inspektion, die Wartung und die instandsetzung. Auch organisationsbasierte tätigkeiten wie gruppengespräche und
Datum:
Bearbeiter:Anlage: XXXXXXXXXXXXXX XXXXXXXX
Federbein/Schwenklager An anschband 2
Hinterachsmontage 2
An anschband 1Nicht direkt zuordenbar
Aufteilung auf Anlagen Hinterachsmontage 1
Auswertung des Instandhaltungsaufwandes Anlagenbezogen
Instandhaltungsbereich: XXXXXXXXXXXXXX 09.12.10
1880,1 h/a1762,4 h/a
7727,0 h/a
5037,1 h/a
5004,2 h/a
6997,0 h/a
Hinterachsmontage 2 An anschband 1Nicht direkt zuordenbarFederbein/Schwenklager
Hinterachsmontage 1An anschband 2
843,5 h/a
121,0 h/a35,2 h/a
45,9 h/a
452,9 h/a
381,6 h/a
843,5 h/a
124,7 h/a34,1 h/a
44,3 h/a
454,8 h/a
261,1 h/aInspektion
Wartung
Instandsetzung
Werkstatttätigkeiten
Optimierungen/Verbesserungen
5984,8 h/a184,4 h/a
72,3 h/a
109,4 h/a512,5 h/a 863,6 h/a
3394,1 h/a
185,6 h/a
72,3 h/a
109,4 h/a
512,5 h/a 763,2 h/a
2610,8 h/a
161,6 h/a42,0 h/a
83,1 h/a
459,9 h/a
642,7 h/a
1004,2 h/a
2682,9 h/a
541,8 h/a
2022,3 h/a480,3 h/a
848,0 h/a 421,8 h/a
Störungen
Inspektion
Wartung
Instandsetzung
Werkstatttätigkeiten
Optimierungen/Verbesserungen
Störungen
Störungen
Inspektion
Wartung
Instandsetzung
Werkstatttätigkeiten
Optimierungen/Verbesserungen
Störungen
Inspektion
Wartung
Instandsetzung
Werkstatttätigkeiten
Optimierungen/Verbesserungen
StörungenInspektionWartungInstandsetzungWerkstatttätigkeitenOptimierungen/VerbesserungenProduktionsbegleitung
Anlauf/UmbautenGruppen-/TechnikgesprächeQuali�zierungLagerverwaltungZentrale LeittechnikGruppensprechertätigkeitenOptimierungen/Verbesserungen
Ergebnis der Analyse
27
Qualifizierung zählen zu den planbaren tätigkeiten. Als wichtige erkenntnis aus dem Projekt konnte dargestellt werden, dass knapp zwei drittel der Arbeiten in der instandhaltung planbar sind. durch die Anpassung der planbaren tätigkeiten konnte anschließend der spitzenbedarf an Personal reduziert werden.
neben der Prozesstransparenz zur leistungsplanung und -steue-rung wurden durch das Projekt auch konkrete empfehlungen für Prozessverbesserungen aufgezeigt. die empfehlungen, die nach dem ende des Projektes gemeinsam in dem team abgeleitet wur-den, lauteten:
einsatz des datenmaterials als eingangsgröße für die durch-führung von kvP-Workshops
etablierung einer ständigen störaufwandsschreibung für die Ableitung von instandhaltungsmaßnahmen und zur Wirksam-keitskontrolle (elektronisches schichtbuch)
Ableitung von maßnahmen zur verbesserung des verhältnisses und verständnisses des Zusammenspiels von präventiver instandhaltung zu störungsbeseitigung
Überarbeitung hinsichtlich Aufwand und nutzen sowie sinn-fälligkeit der eingesetzten kapazitäten
untersuchung der unterschiede des störaufwandsauftretens und Ableitung von maßnahmen
dank des industrial-engineering-Projektes in den fertigungsnahen indirekten Bereichen konnte bei der Audi Ag erfolgreich eine leis-tungsplanung und -steuerung in der instandhaltung implementiert werden. Aufgrund der ermittelten daten und Werte aus der analy-tischen tätigkeitserfassung und zeitlichen Bewertung wird eine be-darfsgerechte und geglättete Personalplanung ermöglicht. die stan-dardisierung und Prozesstransparenz ist hierbei die voraussetzung für kontinuierliche optimierung in diesen indirekten Bereichen.
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft

28
Beispiel 3: tätigkeitssstrukturanalyse in indirekten Bereichen bei der Bosch rexroth Ag
Ganzheitliches Produktivitätsmanagement bei der Bosch Rexroth AG — Einsatz von IndustrialEngineeringMethoden in indirekten Bereichen
im Jahr 2006 wurde bei der Bosch rexroth Ag mit den Zielsetzun-gen zur verbesserung der Wettbewerbsfähigkeit, zur kompensati-on von lohnkostensteigerungen und zur realisierung weiteren Wachstums mit der konzeption und einführung eines durchgän-gigen Produktivitätsmanagements begonnen. innerhalb von drei Jahren wurde hierfür weltweit in 34 fertigungswerken eine indus-trial-engineering-organisation zur Bearbeitung der klassischen ar-beits- und zeitwirtschaftlichen themen geschaffen (Arbeitsorgani-sation, Arbeitsplatzgestaltung, ergonomie, mtm). Auf grundlage der aktualisierten datenbasis wurden zudem die eigens entwickel-ten tools und elemente des Produktivitätsmanagements ange-wandt und die gesetzten Ziele konnten realisiert werden (z. B. Per-sonalbedarfsplanung, tägliche Anwesenheitssteuerung).2
diese tools und auch der geplante roll-out des entwickelten leis-tungsentgelt-modells konzentrieren sich auf direkte Bereiche. ne-ben der fertigung werden jedoch vor allem in der gesamtorgani-sation des unternehmens erhebliche verbesserungspotenziale ge-sehen, weshalb das Produktivitätsmanagement auf die indirekten Bereiche erweitert wurde (ganzheitlicher Ansatz).
Bosch reXroth AgGegründet: 1795
Produktions stätten: 17 (in deutschland)
Mitarbeiter: 37.500 (weltweit)
Produkte: steuerungs- und Antriebstechnologien aus einer hand.
2 sauter, m.; killisch-horn, g. von: Produktivitätsmanagement in einer variantenreichen fertigung. in: angewandte Arbeitswissen-schaft (2010), nr. 204, s. 35 – 85
29
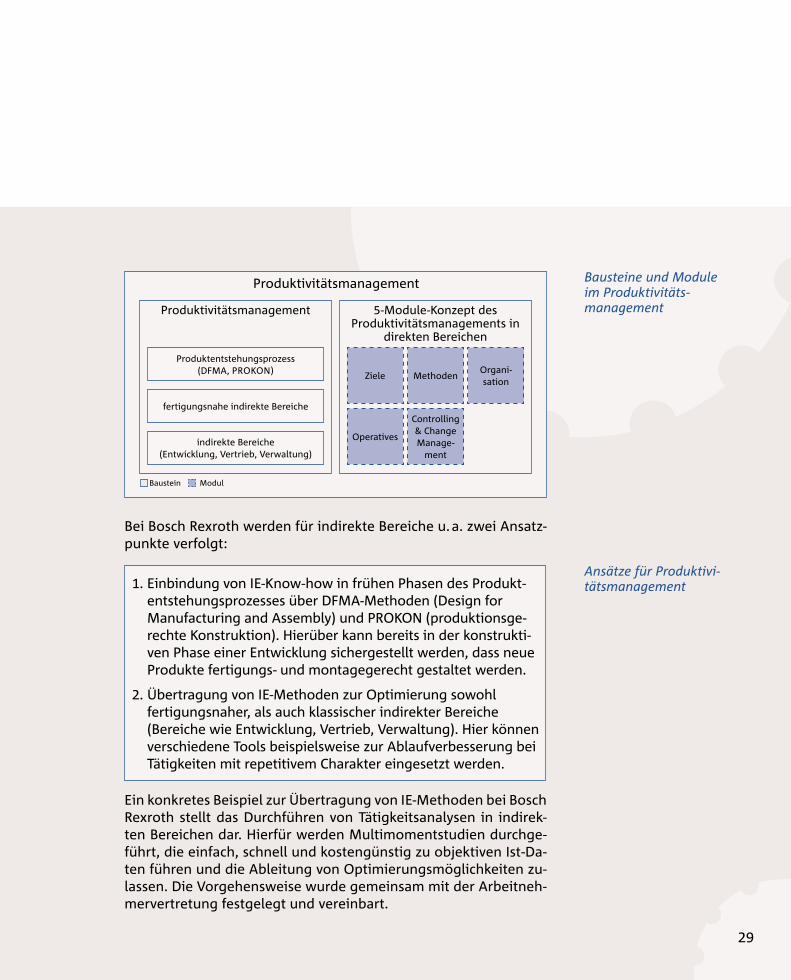
Bei Bosch rexroth werden für indirekte Bereiche u. a. zwei Ansatz-punkte verfolgt:
1. einbindung von ie-know-how in frühen Phasen des Produkt-entstehungsprozesses über dfmA-methoden (design for manufacturing and Assembly) und Prokon (produktionsge-rechte konstruktion). hierüber kann bereits in der konstrukti-ven Phase einer entwicklung sichergestellt werden, dass neue Produkte fertigungs- und montagegerecht gestaltet werden.
2. Übertragung von ie-methoden zur optimierung sowohl fertigungsnaher, als auch klassischer indirekter Bereiche (Bereiche wie entwicklung, vertrieb, verwaltung). hier können verschiedene tools beispielsweise zur Ablaufverbesserung bei tätigkeiten mit repetitivem charakter eingesetzt werden.
ein konkretes Beispiel zur Übertragung von ie-methoden bei Bosch rexroth stellt das durchführen von tätigkeitsanalysen in indirek-ten Bereichen dar. hierfür werden multimomentstudien durchge-führt, die einfach, schnell und kostengünstig zu objektiven ist-da-ten führen und die Ableitung von optimierungsmöglichkeiten zu-lassen. die vorgehensweise wurde gemeinsam mit der Arbeitneh-mervertretung festgelegt und vereinbart.
Produktivitätsmanagement
Produktentstehungsprozess (dfmA, Prokon)
fertigungsnahe indirekte Bereiche
indirekte Bereiche (entwicklung, vertrieb, verwaltung)
Produktivitätsmanagement
Baustein modul
5-module-konzept des Produktivitätsmanagements in
direkten Bereichen
Ziele
operatives
organi-sation
methoden
controlling & change manage-
ment
Bausteine und Module im Produktivitätsmanagement
Ansätze für Produktivitätsmanagement
30
notierungen
dezentrale eingabe in
»kartenlese-programm«
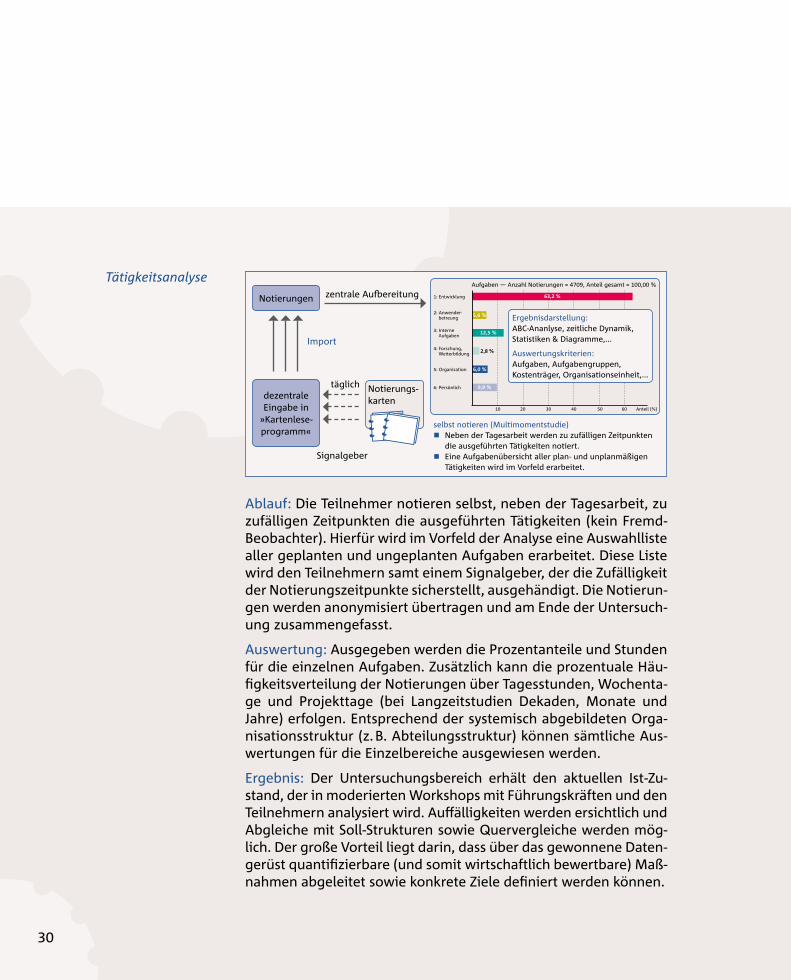
Ablauf: die teilnehmer notieren selbst, neben der tagesarbeit, zu zufälligen Zeitpunkten die ausgeführten tätigkeiten (kein fremd-Beobachter). hierfür wird im vorfeld der Analyse eine Auswahlliste aller geplanten und ungeplanten Aufgaben erarbeitet. diese liste wird den teilnehmern samt einem signalgeber, der die Zufälligkeit der notierungszeitpunkte sicherstellt, ausgehändigt. die notierun-gen werden anonymisiert übertragen und am ende der untersuch-ung zusammengefasst.
Auswertung: Ausgegeben werden die Prozentanteile und stunden für die einzelnen Aufgaben. Zusätzlich kann die prozentuale häu-figkeitsverteilung der notierungen über tagesstunden, Wochenta-ge und Projekttage (bei langzeitstudien dekaden, monate und Jahre) erfolgen. entsprechend der systemisch abgebildeten orga-nisationsstruktur (z. B. Abteilungsstruktur) können sämtliche Aus-wertungen für die einzelbereiche ausgewiesen werden.
ergebnis: der untersuchungsbereich erhält den aktuellen ist-Zu-stand, der in moderierten Workshops mit führungskräften und den teilnehmern analysiert wird. Auffälligkeiten werden ersichtlich und Abgleiche mit soll-strukturen sowie Quervergleiche werden mög-lich. der große vorteil liegt darin, dass über das gewonnene daten-gerüst quantifizierbare (und somit wirtschaftlich bewertbare) maß-nahmen abgeleitet sowie konkrete Ziele definiert werden können.
zentrale Aufbereitung
täglich
signalgeber
import
selbst notieren (multimomentstudie)neben der tagesarbeit werden zu zufälligen Zeitpunkten
die ausgeführten tätigkeiten notiert.eine Aufgabenübersicht aller plan- und unplanmäßigen
tätigkeiten wird im vorfeld erarbeitet.
notierungs- karten
Tätigkeitsanalyse1: entwicklung
2: Anwender- betreung
3: interne Aufgaben
4: forschung, Weiterbildung
5: organisation
6: Persönlich
Aufgaben — Anzahl notierungen = 4709, Anteil gesamt = 100,00 %
10 20 30 40 50 60 Anteil (%)
63,2 %
5,6 %
12,5 %
2,8 %
6,0 %
9,9 %
ergebnisdarstellung:ABc-Ananlyse, zeitliche dynamik, statistiken & diagramme,...
Auswertungskriterien:Aufgaben, Aufgabengruppen, kostenträger, organisationseinheit,...
31
Beispiele: der Anteil der originären Abteilungstätigkeiten sowie abteilungsfremden und nicht wertschöpfenden tätigkeiten kann für alle definierten organisationseinheiten separat quantifiziert, bewertet und verglichen werden. tätigkeiten mit den höchsten Zeitaufwänden, die in der regel auch über das höchste Potenzial verfügen, können ausgewählt und über gezielte Projekte optimiert werden. neben maßnahmen zur effektivitäts- und effizienzsteige-rung bestehender Prozesse werden zudem Potenziale zur opti-mierung der Ablauforganisation ersichtlich.
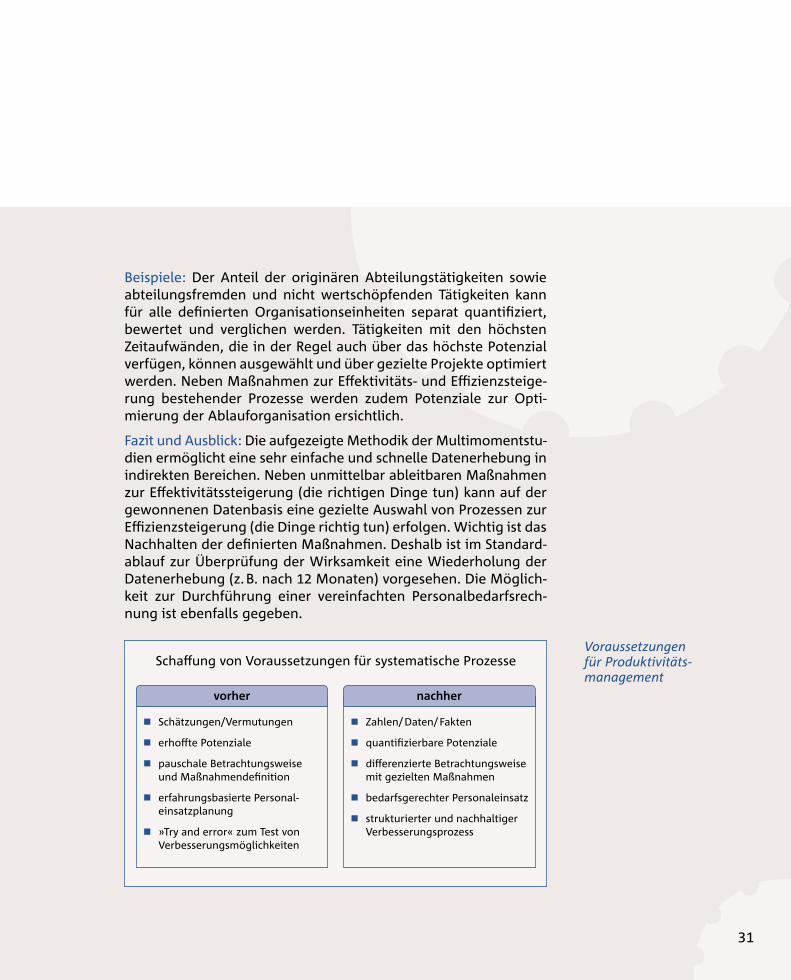
fazit und Ausblick: die aufgezeigte methodik der multimomentstu-dien ermöglicht eine sehr einfache und schnelle datenerhebung in indirekten Bereichen. neben unmittelbar ableitbaren maß nahmen zur effektivitätssteigerung (die richtigen dinge tun) kann auf der gewonnenen datenbasis eine gezielte Auswahl von Prozessen zur effizienzsteigerung (die dinge richtig tun) erfolgen. Wichtig ist das nachhalten der definierten maßnahmen. deshalb ist im standard-ablauf zur Überprüfung der Wirksamkeit eine Wiederholung der datenerhebung (z. B. nach 12 monaten) vorgesehen. die möglich-keit zur durchführung einer vereinfachten Personalbedarfsrech-nung ist ebenfalls gegeben.
schaffung von voraussetzungen für systematische Prozesse
schätzungen/vermutungen
erhoffte Potenziale
pauschale Betrachtungsweise und maßnahmendefinition
erfahrungsbasierte Personal-einsatzplanung
»try and error« zum test von verbesserungsmöglichkeiten
Zahlen/ daten/ fakten
quantifizierbare Potenziale
differenzierte Betrachtungsweise mit gezielten maßnahmen
bedarfsgerechter Personaleinsatz
strukturierter und nachhaltiger verbesserungsprozess
vorher nachher
Voraussetzungen für Produktivitätsmanagement
32
notizen
33
notizen
34
imPressum
verfasser: martin dorner, norbert Baszenski
herausgeber: institut für angewandte Arbeitswissenschaft e. v. (ifaa) www.arbeitswissenschaft.net
satz/layout: claudia faber, köln
foto umschlag: © alphaspirit / fotolia
fotos inhalt: © ddrockstar / fotolia.com (s. 4), © Photo-k/ fotolia.com (s. 8) © stauke / fotolia.com (s. 14), © sdecoret / fotolia.com (s. 18)
düsseldorf, August 2013

kontAkt
institut für angewandte Arbeitswissenschaft e. v.uerdinger str. 5640474 düsseldorftelefon: 0211/54 22 63-0fax: 0211/54 22 63-37e-mail: [email protected]
www.arbeitswissenschaft.net
www.arbeitswissenschaft.net
Überreicht durch:
INDUSTRIAL ENGINEERINGAnforderungen und Zukunft
Das Institut für angewandte Arbeitswissenschaft e. V. in Düsseldorf (gegründet 1962) ist eine der renommierten Forschungsinstitutionen in den Disziplinen Arbeitswissenschaft und Betriebsorganisation. Unsere Arbeit zielt primär auf die Steigerung der Produktivität in den Unternehmen ab und leistet damit einen wesentlichen Beitrag zur Stärkung der Wettbewerbsfähigkeit der deutschen Wirtschaft. Wir legen besonderen Wert auf die enge Verzahnung von Wissenschaft und Praxis und arbeiten in engem Kontakt mit Unternehmen sowie Verbänden der Metall und Elektroindustrie.