richtlinie 97_23_eg druckgeräterichtlinie
TRANSCRIPT
1997L0023 — DE — 20.11.2003 — 001.001 — 1
Dieses Dokument ist lediglich eine Dokumentationsquelle, für deren Richtigkeit die Organe der Gemeinschaften keineGewähr übernehmen
►B RICHTLINIE 97/23/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES
vom 29. Mai 1997
zur Angleichung der Rechtsvorschriften der Mitgliedstaaten über Druckgeräte
(ABl. L 181 vom 9.7.1997, S. 1)
Geändert durch:
Amtsblatt
Nr. Seite Datum
►M1 Verordnung (EG) Nr. 1882/2003 des Europäischen Parlaments und desRates vom 29. September 2003
L 284 1 31.10.2003
Berichtigt durch:
►C1 Berichtigung, ABl. L 265 vom 27.9.1997, S. 110 (97/23/EG)
▼BRICHTLINIE 97/23/EG DES EUROPÄISCHEN PARLAMENTS
UND DES RATES
vom 29. Mai 1997
zur Angleichung der Rechtsvorschriften der Mitgliedstaaten überDruckgeräte
DAS EUROPÄISCHE PARLAMENT UND DER RAT DER EUROPÄISCHENUNION —
gestützt auf den Vertrag zur Gründung der Europäischen Gemeinschaft,insbesondere auf Artikel 100a,
auf Vorschlag der Kommission (1),
nach Stellungnahme des Wirtschafts- und Sozialausschusses (2),
gemäß dem Verfahren des Artikels 189b des Vertrags (3), aufgrund desam 4. Februar 1997 vom Vermittlungsausschuß gebilligten gemein-samen Entwurfs,
in Erwägung nachstehender Gründe:
(1) Der Binnenmarkt ist ein Raum ohne innere Grenzen, in dem derfreie Waren-, Personen-, Dienstleistungs- und Kapitalverkehrgewährleistet ist.
(2) Die Rechts- und Verwaltungsvorschriften der Mitgliedstaatenbezüglich Sicherheit, Gesundheitsschutz und gegebenenfallsSchutz von Haustieren und Gütern, die für Druckgeräte gelten,die nicht unter die gemeinschaftlichen Rechtsvorschriften fallen,unterscheiden sich hinsichtlich Inhalt und Geltungsbereich. DieZulassungs- und Prüfverfahren für diese Geräte unterscheidensich von Mitgliedstaat zu Mitgliedstaat. Solche Unterschiedekönnen Handelshemmnisse innerhalb der Gemeinschaftbewirken.
(3) Die Harmonisierung der nationalen Rechtsvorschriften stellt daseinzige Mittel dar, diese Hemmnisse für den freien Handel zubeseitigen. Dies kann von den einzelnen Mitgliedstaaten nichtbefriedigend gelöst werden. In dieser Richtlinie werden nurAnforderungen festgelegt, die für den freien Verkehr vonGeräten, die in ihren Anwendungsbereich fallen, unerläßlichsind.
(4) Geräte, die einem Druck von höchstens 0,5 bar ausgesetzt sind,weisen kein bedeutendes Druckrisiko auf. Ihr freier Verkehr inder Gemeinschaft sollte daher nicht behindert werden. Folglichgilt diese Richtlinie für Geräte mit einem maximal zulässigenDruck (PS) von mehr als 0,5 bar.
(5) Diese Richtlinie gilt auch für Baugruppen, die aus mehrerenDruckgeräten bestehen und eine zusammenhängende funktionelleEinheit bilden. Diese Baugruppen können von einfachenBaugruppen wie einem Schnellkochtopf bis zu komplexenBaugruppen wie einem Wasserrohrkessel reichen. Ist eine solcheBaugruppe vom Hersteller dafür bestimmt, als Baugruppe — undnicht in Form der nicht zusammengebauten Bauteile — auf denMarkt gebracht und in Betrieb genommen zu werden, muß siedieser Richtlinie entsprechen. Diese Richtlinie gilt dagegen nichtfür den Zusammenbau von Druckgeräten, der auf dem Geländedes Anwenders, beispielsweise in Industrieanlagen, unter seinerVerantwortung erfolgt.
1997L0023 — DE — 20.11.2003 — 001.001 — 2
(1) ABl. Nr. C 246 vom 9. 9. 1993, S. 1, undABl. Nr. C 207 vom 27. 7. 1994, S. 5.
(2) ABl. Nr. C 52 vom 19. 2. 1994, S. 10.(3) Stellungnahme des Europäischen Parlaments vom 19. April 1994 (ABl. Nr.
C 128 vom 9. 5. 1994, S. 61). Gemeinsamer Standpunkt des Rates vom 29.März 1996 (ABl. Nr. C 147 vom 21. 5. 1996, S. 1) und Beschluß des Euro-päischen Parlaments vom 17. Juli 1996 (ABl. Nr. C 261 vom 9. 9. 1996, S.68). Beschluß des Rates vom 17. April 1997.
▼B(6) In dieser Richtlinie werden die einzelstaatlichen Bestimmungen
im Hinblick auf druckbedingte Risiken harmonisiert. AndereRisiken, die mit diesen Geräten verbunden sein können, unter-liegen daher gegebenenfalls anderen Richtlinien, in denen dieseRisiken behandelt werden. Druckgeräte können jedoch in andereErzeugnisse eingebaut sein, für die andere, auf Artikel 100a desVertrags gestützte Richtlinien gelten. In den Bestimmungeneiniger dieser Richtlinien wird auch das Druckrisiko behandelt.Es wird davon ausgegangen, daß diese Bestimmungen ausrei-chen, um druckbedingten Risiken, die von diesen Gerätenausgehen, angemessen vorzubeugen, sofern der Risikograd dieserGeräte gering bleibt. Folglich sind derartige Geräte aus demAnwendungsbereich der vorliegenden Richtlinie auszuschließen.
(7) Die Transportrisiken und das Druckrisiko von Druckgeräten, dievon internationalen Übereinkommen erfaßt werden, werden sobald wie möglich in künftigen Richtlinien der Gemeinschaft,die sich auf diese Übereinkommen stützen, oder in Ergänzungenbestehender Richtlinien behandelt. Diese Druckgeräte werdendaher vom Anwendungsbereich dieser Richtlinie ausgenommen.
(8) Bestimmte Druckgeräte weisen kein bedeutendes Druckrisikoauf, obwohl sie einem maximal zulässigen Druck (PS) vonmehr als 0,5 bar ausgesetzt sind. Der freie Verkehr solcherGeräte in der Gemeinschaft sollte daher nicht behindert werden,wenn sie in einem Mitgliedstaat rechtmäßig hergestellt oder inVerkehr gebracht wurden. Um den freien Verkehr dieser Gerätesicherzustellen, ist es nicht erforderlich, sie in den Anwendungs-bereich dieser Richtlinie einzubeziehen. Diese Geräte wurdendaher ausdrücklich aus dem Anwendungsbereich ausgeklammert.
(9) Andere Druckgeräte, die einem maximal zulässigen Druck vonmehr als 0,5 bar ausgesetzt sind und ein relevantes Druckrisikoaufweisen, für die jedoch sowohl der freie Verkehr als auch einangemessenes Sicherheitsniveau gewährleistet ist, sind vomGeltungsbereich der vorliegenden Richtlinie ausgeschlossen.Diese Ausschlüsse werden allerdings regelmäßig überprüft, umeine eventuelle Notwendigkeit eines Tätigwerdens auf Unionse-bene zu ermitteln.
(10) Die Vorschriften zur Beseitigung technischer Handelshemmnissemüssen nach der neuen Konzeption verfaßt werden, die in derEntschließung des Rates vom 7. Mai 1985 über eine neueKonzeption auf dem Gebiet der technischen Harmonisierungund der Normung (1) vorgesehen ist und eine Festlegung dergrundlegenden Sicherheitsanforderungen und anderer gesell-schaftlicher Anforderungen vorschreibt, ohne das in denMitgliedstaaten bestehende gerechtfertigte Schutzniveau zurück-zuschrauben. Die Entschließung sieht vor, daß eine sehr großeZahl von Produkten von einer einzigen Richtlinie erfaßt wird,um häufige Änderungen und eine Flut von Richtlinien zuvermeiden.
(11) Die geltenden Gemeinschaftsrichtlinien zur Angleichung derRechtsvorschriften der Mitgliedstaaten über Druckgeräte sindpositive Schritte zur Beseitigung der Handelsschranken indiesem Bereich. Diese Richtlinien decken den Sektor nur zueinem geringen Teil ab. In der Richtlinie 87/404/EWG des Ratesvom 5. Juni 1987 zur Angleichung der Rechtsvorschriften derMitgliedstaaten für einfache Druckbehälter (2) wurde die neueKonzeption erstmals auf den Druckgerätesektor angewandt. Dievorliegende Richtlinie gilt nicht für den Regelungsbereich derRichtlinie 87/404/EWG. Die Anwendung der Richtlinie 87/404/EWG wird spätestens drei Jahre nach Inkrafttreten der vorlie-genden Richtlinie auf die Notwendigkeit einer Integration in dievorliegende Richtlinie überprüft.
1997L0023 — DE — 20.11.2003 — 001.001 — 3
(1) ABl. Nr. C 136 vom 4. 6. 1985, S. 1.(2) ABl. Nr. L 220 vom 8. 8. 1987, S. 48. Richtlinie zuletzt geändert durch die
Richtlinie 93/68/EWG (ABl. Nr. L 220 vom 30. 8. 1993, S. 1).
▼B(12) Bei der Rahmenrichtlinie 76/767/EWG des Rates vom 27. Juli
1976 zur Angleichung der Rechtsvorschriften der Mitgliedstaatenüber gemeinsame Vorschriften für Druckbehälter sowie überVerfahren zu deren Prüfung (1) handelt es sich um eine Rich-tlinie zur fakultativen Angleichung. Sie sieht für Druckgeräteein Verfahren zur bilateralen Anerkennung von Prüfungen undZulassungen vor, das sich als unzulänglich erwiesen hat unddaher durch wirksame Gemeinschaftsmaßnahmen ersetzt werdenmuß.
(13) Der Anwendungsbereich dieser Richtlinie muß auf einer allge-meinen Bestimmung des Begriffs „Druckgeräte“ beruhen, umdie technische Entwicklung von Produkten zu ermöglichen.
(14) Die Erfüllung der grundlegenden Sicherheitsanforderungen istfür die Gewährleistung der Sicherheit von Druckgeräten wesent-lich. Diese Anforderungen sind in allgemeine und spezifischeAnforderungen unterteilt, denen ein Druckgerät genügen muß.Insbesondere mit Hilfe der spezifischen Anforderungen sollenbesondere Druckgerätearten berücksichtigt werden. BestimmteArten von Druckgeräten der Kategorien III und IV müssen einerAbnahme unterzogen werden, die eine Schlußprüfung undDruckprüfungen umfaßt.
(15) Für die Mitgliedstaaten sollte die Möglichkeit bestehen zuzu-lassen, daß bei Handelsmessen den Bestimmungen dieserRichtlinie noch nicht entsprechende Druckgeräte ausgestelltwerden. Bei Vorführungen sind in Anwendung der allgemeinenSicherheitsvorschriften des jeweiligen Mitgliedstaats die geeig-neten Sicherheitsmaßnahmen zu treffen, um den Schutz vonPersonen zu gewährleisten.
(16) Damit der Nachweis für die Erfüllung der grundlegenden Anfor-derungen leichter erbracht werden kann, sind auf europäischerEbene harmonisierte Normen, insbesondere im Hinblick aufAuslegung, Fertigung und Prüfung von Druckgeräten, hilfreich,bei deren Einhaltung davon ausgegangen werden kann, daß einProdukt die grundlegenden Anforderungen erfüllt. Die harmoni-sierten europäischen Normen werden von privatenOrganisationen ausgearbeitet und müssen fakultativ bleiben.Hierzu wurden das Europäische Komitee für Normung (CEN)und das Europäische Komitee für elektrotechnische Normung(CENELEC) als die Gremien benannt, die gemäß den am 13.November 1984 unterzeichneten allgemeinen Leitlinien für dieZusammenarbeit zwischen der Kommission und diesen beidenOrganisationen für die Festlegung harmonisierter Normenzuständig sind.
(17) Im Sinne dieser Richtlinie ist eine harmonisierte Norm eine tech-nische Spezifikation (europäische Norm oderHarmonisierungsdokument), die von einer dieser Organisationenoder beiden im Auftrag der Kommission gemäß der Richtlinie83/189/EWG des Rates vom 28. März 1983 über ein Informati-onsverfahren auf dem Gebiet der Normen und technischenVorschriften (2) und gemäß den vorstehend genannten allge-meinen Leitlinien festgelegt wird. In bezug auf Normungsfragenist es zweckmäßig, daß die Kommission von dem durch dieRichtlinie 83/189/EWG eingesetzten Ausschuß unterstützt wird.Der Ausschuß läßt sich, wenn erforderlich, durch technischeSachverständige beraten.
(18) Bei der Herstellung von Druckgeräten müssen Werkstoffeverwendet werden, die als sicher gelten. Bestehen hierfür keineharmonisierten Normen, so ist es zweckmäßig, die Merkmalevon Werkstoffen festzulegen, die für eine wiederholte Verwen-dung bestimmt sind. Dies erfolgt in Form europäischer
1997L0023 — DE — 20.11.2003 — 001.001 — 4
(1) ABl. Nr. L 262 vom 27. 9. 1976, S. 153. Richtlinie zuletzt geändert durchdie Beitrittsakte von 1994.
(2) ABl. Nr. L 109 vom 26. 4. 1983, S. 8. Richtlinie zuletzt geändert durch dieBeitrittsakte von 1994.
▼BWerkstoffzulassungen, die von einer der speziell hierfürbenannten Stellen erteilt werden. Bei Werkstoffen, die einersolchen Zulassung entsprechen, ist davon auszugehen, daß siedie grundlegenden Anforderungen dieser Richtlinie erfüllen.
(19) Angesichts der Art der Risiken, die bei der Benutzung vonDruckgeräten auftreten, müssen Verfahren für die Bewertungder Übereinstimmung mit den grundlegenden Anforderungender Richtlinien festgelegt werden. Diese Verfahren sind unterBerücksichtigung des Druckgeräten innewohnenden Gefahrenpo-tentials auszuarbeiten. Für jede Druckgerätekategorie muß einangemessenes Verfahren bereitstehen bzw. muß zwischen gleich-ermaßen strengen Verfahren gewählt werden können. Diefestgelegten Verfahren entsprechen dem Beschluß 93/465/EWGdes Rates vom 22. Juli 1993 über die in den technischen Harmo-nisierungsrichtlinien zu verwendenden Module für dieverschiedenen Phasen der Konformitätsbewertungsverfahren unddie Regeln für die Anbringung und Verwendung der CE-Konfor-mitätskennzeichnung (1). Die einzelnen Ergänzungen zu diesenVerfahren sind durch die Art der für Druckgeräte erforderlichenPrüfungen gerechtfertigt.
(20) Es sollte den Mitgliedstaaten erlaubt sein, Betreiberprüfstellenfür die Durchführung bestimmter Aufgaben der Konformitätsbe-wertung im Rahmen dieser Richtlinie zuzulassen. Hierfür sind inder Richtlinie die Bedingungen für die Zulassung von Betreibe-rprüfstellen durch die Mitgliedstaaten festgelegt.
(21) Nach Maßgabe dieser Richtlinie können bestimmte Konformitä-tsbewertungsverfahren verlangen, daß jedes einzelne Druckgerätdurch eine benannte Stelle oder eine Betreiberprüfstelle als Teilder Abnahme des Druckgeräts zu prüfen ist. In anderen Fällensollte vorgeschrieben werden, daß die Abnahme von einerbenannten Stelle durch unangemeldete Besuche überwachtwerden kann.
(22) Für die Druckgeräte ist in der Regel eine CE-Kennzeichnungvorzusehen, die entweder der Hersteller oder sein in der Gemein-schaft ansässiger Bevollmächtigter vornimmt. Die CE-Kennzeichnung besagt, daß das Druckgerät den Bestimmungendieser Richtlinie und anderer einschlägiger Gemeinschaftsrichtli-nien, in denen eine CE-Kennzeichnung vorgesehen ist,entspricht. Bei Druckgeräten, bei denen im Sinne dieser Rich-tlinie nur geringe Druckrisiken bestehen und für dieZulassungsverfahren nicht gerechtfertigt sind, wird keine CE-Kennzeichnung vorgenommen.
(23) Die Mitgliedstaaten sollten gemäß Artikel 100a des Vertragsvorläufige Maßnahmen treffen können, um das Inverkehrbringen,die Inbetriebnahme und die Benutzung von Druckgeräten zubeschränken oder zu verbieten, wenn von diesen in besondererWeise Personen und gegebenenfalls Haustiere oder Gütergefährdet werden, sofern diese Maßnahmen einem gemeinschaft-lichen Kontrollverfahren unterzogen werden.
(24) Die Adressaten von Entscheidungen, die im Rahmen dieserRichtlinie ergehen, müssen über die Gründe für diese Entschei-dungen und die Möglichkeiten zur Einlegung vonRechtsbehelfen informiert werden.
(25) Es ist eine Übergangsbestimmung für das Inverkehrbringen unddie Inbetriebnahme von Druckgeräten vorzusehen, die inÜbereinstimmung mit den zum Zeitpunkt des Beginns derAnwendung dieser Richtlinie geltenden nationalen Vorschriftenhergestellt wurden.
(26) Die in den Anhängen festgelegten Anforderungen sollten sodeutlich wie möglich formuliert sein, damit alle Benutzer,
1997L0023 — DE — 20.11.2003 — 001.001 — 5
(1) ABl. Nr. L 220 vom 30. 8. 1993, S. 23.
▼Beinschließlich der kleinen und mittleren Unternehmen, sie leichterfüllen können.
(27) Zwischen dem Europäischen Parlament, dem Rat und derKommission wurde am 20. Dezember 1994 ein „Modus vivendi“betreffend die Maßnahmen zur Durchführung der nach demVerfahren des Artikels 189b EG-Vertrag erlassenen Rechts-akte (1) vereinbart —
HABEN FOLGENDE RICHTLINIE ERLASSEN:
Artikel 1
Geltungsbereich und Begriffsbestimmungen
(1) Diese Richtlinie gilt für die Auslegung, Fertigung und Konfor-mitätsbewertung von Druckgeräten und Baugruppen mit einemmaximal zulässigen Druck (PS) von über 0,5 bar.
(2) Im Sinne dieser Richtlinie bezeichnet der Ausdruck
2.1. „Druckgeräte“ Behälter, Rohrleitungen, Ausrüstungsteile mitSicherheitsfunktion und druckhaltende Ausrüstungsteile.
Druckgeräte umfassen auch alle gegebenenfalls an drucktra-genden Teilen angebrachten Elemente, wie z. B. Flansche,Stutzen, Kupplungen, Trageelemente, Hebeösen usw.;
2.1.1. „Behälter“ ein geschlossenes Bauteil, das zur Aufnahme vonunter Druck stehenden Fluiden ausgelegt und gebaut ist,einschließlich der direkt angebrachten Teile bis hin zur Vorrich-tung für den Anschluß an andere Geräte. Ein Behälter kannmehrere Druckräume aufweisen;
2.1.2. „Rohrleitungen“ zur Durchleitung von Fluiden bestimmteLeitungsbauteile, die für den Einbau in ein Drucksystem mitein-ander verbunden sind. Zu Rohrleitungen zählen insbesondereRohre oder Rohrsysteme, Rohrformteile, Ausrüstungsteile,Ausdehnungsstücke, Schlauchleitungen oder gegebenenfallsandere druckhaltende Teile. Wärmetauscher aus Rohren zumKühlen oder Erhitzen von Luft sind Rohrleitungen gleichgestellt;
2.1.3. „Ausrüstungsteile mit Sicherheitsfunktion“ Einrichtungen, diezum Schutz des Druckgeräts bei einem Überschreiten derzulässigen Grenzen bestimmt sind. Diese Einrichtungenumfassen
— Einrichtungen zur unmittelbaren Druckbegrenzung wieSicherheitsventile, Berstscheibenabsicherungen, Knickstäbe,gesteuerte Sicherheitseinrichtungen (CSPRS) und
— Begrenzungseinrichtungen, die entweder Korrekturvorrich-tungen auslösen oder ein Abschalten oder Abschalten undSperren bewirken wie Druck-, Temperatur- oder Fluidniveau-schalter sowie meß- und regeltechnische Schutzeinrichtungen(SRMCR);
2.1.4. „druckhaltende Ausrüstungsteile“ Einrichtungen mit einerBetriebsfunktion, die ein druckbeaufschlagtes Gehäuseaufweisen;
2.1.5. „Baugruppen“ mehrere Druckgeräte, die von einem Hersteller zueiner zusammenhängenden funktionalen Einheit verbundenwerden;
2.2. „Druck“ den auf den Atmospährendruck bezogenen Druck, d. h.einen Überdruck; demnach wird ein Druck im Vakuumbereichdurch einen Negativwert ausgedrückt;
2.3. „maximal zulässiger Druck (PS)“ den vom Hersteller angege-benen höchsten Druck, für den das Druckgerät ausgelegt ist.
Er wird für eine vom Hersteller vorgegebene Stelle festgelegt.Hierbei handelt es sich um die Anschlußstelle der Ausrüstungs-
1997L0023 — DE — 20.11.2003 — 001.001 — 6
(1) ABl. Nr. C 102 vom 4. 4. 1996, S. 1.
▼Bteile mit Sicherheitsfunktion oder um den höchsten Punkt desDruckgeräts oder, falls nicht geeignet, um eine andere angege-bene Stelle;
2.4. „zulässige minimale/maximale Temperatur (TS)“ die vomHersteller angegebene minimale/maximale Temperatur, für diedas Gerät ausgelegt ist;
2.5. „Volumen (V)“ das innere Volumen eines Druckraumseinschließlich des Volumens von den Stutzen bis zur erstenVerbindung, aber abzüglich des Volumens festeingebauter innen-liegender Teile;
2.6. „Nennweite (DN)“ eine numerische Größenbezeichnung, welchefür alle Bauteile eines Rohrsystems benutzt wird, für die nichtder Außendurchmesser oder die Gewindegröße angegebenwerden. Es handelt sich um eine gerundete Zahl, die alsNenngröße dient und nur näherungsweise mit den Fertigungs-maßen in Beziehung steht. Die Nennweite wird duch DN,gefolgt von einer Zahl, ausgedrückt;
2.7. „Fluide“ Gase, Flüssigkeiten und Dämpfe als reine Phase sowiederen Gemische. Fluide können eine Suspension von Feststoffenenthalten;
2.8. „dauerhafte Verbindungen“ Verbindungen, die nur durchzerstörende Verfahren getrennt werden können;
2.9. „europäische Werkstoffzulassung“ ein technisches Dokument, indem die Merkmale von Werkstoffen festgelegt sind, die für einewiederholte Verwendung zur Herstellung von Druckgerätenbestimmt sind und nicht in einer harmonisierten Norm geregeltwerden.
(3) Nicht in den Anwendungsbereich dieser Richtlinie fallen
3.1. Fernleitungen aus einem Rohr oder einem Rohrsystem für dieDurchleitung von Fluiden oder Stoffen zu oder von einer (Offs-hore- oder Onshore-)Anlage ab einschließlich der letztenAbsperrvorrichtung im Bereich der Anlage, einschließlich allerNebenausrüstungen, die speziell für diese Leitungen ausgelegtsind. Dieser Ausschluß erstreckt sich nicht auf Standarddruck-geräte, wie z. B. Druckgeräte, die sich in Druckregelstationenund in Kompressorstationen finden können;
3.2. Netze für die Versorgung, die Verteilung und den Abfluß vonWasser und ihre Geräte sowie Triebwasserwege in Wasserkraft-anlagen wie Druckrohre, -stollen und -schächte sowie diebetreffenden Ausrüstungsteile;
3.3. Geräte gemäß der Richtlinie 87/404/EWG über einfache Druck-behälter;
3.4. Geräte gemäß der Richtlinie 75/324/EWG des Rates vom 20. Mai1975 zur Angleichung der Rechtsvorschriften der Mitgliedstaatenüber Aerosolpackungen (1);
3.5. Geräte, die zum Betrieb von Fahrzeugen vorgesehen sind, welchedurch die folgenden Richtlinien und ihre Anhänge definiert sind:
— Richtlinie 70/156/EWG des Rates vom 6. Februar 1970 zurAngleichung der Rechtsvorschriften der Mitgliedstaaten überdie Betriebserlaubnis für Kraftfahrzeuge und Kraftfahrzeug-anhänger (2);
— Richtlinie 74/150/EWG des Rates vom 4. März 1974 zurAngleichung der Rechtsvorschriften der Mitgliedstaaten über
1997L0023 — DE — 20.11.2003 — 001.001 — 7
(1) ABl. Nr. L 147 vom 9. 6. 1975, S. 40. Richtlinie zuletzt geändert durch dieRichtlinie 94/1/EG der Kommission (ABl. Nr. L 23 vom 28. 1. 1994, S. 28).
(2) ABl. Nr. L 42 vom 23. 2. 1970, S. 1. Richtlinie zuletzt geändert durch dieRichtlinie 95/54/EG der Kommission (ABl. Nr. L 266 vom 8. 11. 1995, S.1).
▼Bdie Betriebserlaubnis für land- oder forstwirtschaftlicheZugmaschinen auf Rädern (1);
— Richtlinie 92/61/EWG des Rates vom 30. Juni 1992 über dieBetriebserlaubnis für zweirädrige oder dreirädrige Kraftfahr-zeuge (2);
3.6. Geräte, die nach Artikel 9 dieser Richtlinie höchstens unter dieKategorie I fallen würden und die von einer der folgenden Rich-tlinien erfaßt werden:
— Richtlinie 89/392/EWG des Rates vom 14. Juni 1989 zurAngleichung der Rechtsvorschriften der Mitgliedstaaten überMaschinen (3);
— Richtlinie 95/16/EG des Europäischen Parlaments und desRates vom 29. Juni 1995 zur Angleichung der Rechtsvor-schriften der Mitgliedstaaten über Aufzüge (4);
— Richtlinie 73/23/EWG des Rates vom 19. Februar 1973 zurAngleichung der Rechtsvorschriften der Mitgliedstaatenbetreffend elektrische Betriebsmittel zur Verwendung inner-halb bestimmter Spannungsgrenzen (5);
— Richtlinie 93/42/EWG des Rates vom 14. Juni 1993 überMedizinprodukte (6);
— Richtlinie 94/396/EWG des Rates vom 29. Juni 1990 zurAngleichung der Rechtsvorschriften der Mitgliedstaaten fürGasverbrauchseinrichtungen (7);
— Richtlinie 94/9/EG des Europäischen Parlaments und desRates vom 23. März 1994 zur Angleichung der Rechtsvor-schriften der Mitgliedstaaten für Geräte und Schutzsystemezur bestimmungsgemäßen Verwendung in explosionsge-fährdeten Bereichen (8);
3.7. Geräte gemäß Artikel 223 Absatz 1 Buchstabe b) des Vertrags;
3.8. Geräte, die speziell zur Verwendung in kerntechnischen Anlagenentwickelt wurden und deren Ausfall zu einer Freisetzung vonRadioaktivität führen kann;
3.9. Bohrlochkontrollgeräte, die für die industrielle Exploration undGewinnung von Erdöl, Erdgas oder Erdwärme sowie für Unterta-gespeicher verwendet werden und dazu bestimmt sind, denBohrlochdruck zu halten und/oder zu regeln. Hierzu zählen derBohrlochkopf (Eruptionskreuz), die Blowout-Preventer (BOP),die Leitungen und Verteilersysteme sowie die jeweils davorbefindlichen Geräte;
3.10. Geräte mit Gehäusen und Teilen von Maschinen, bei denen dieAbmessungen, die Wahl der Werkstoffe und die Bauvorschriftenin erster Linie auf Anforderungen an ausreichende Festigkeit,Formsteifigkeit und Stabilität gegenüber statischen und dynami-schen Betriebsbeanspruchungen oder auf anderenfunktionsbezogenen Kriterien beruhen und bei denen der Druckkeinen wesentlichen Faktor für die Konstruktion darstellt. Zudiesen Geräten können zählen:
— Motoren einschließlich Turbinen und Motoren mit innererVerbrennung;
— Dampfmaschinen, Gas- oder Dampfturbinen, Turbogenera-toren, Verdichter, Pumpen und Stelleinrichtungen;
1997L0023 — DE — 20.11.2003 — 001.001 — 8
(1) ABl. Nr. L 84 vom 28. 3. 1974, S. 10. Richtlinie zuletzt geändert durch dieBeitrittsakte von 1994.
(2) ABl. Nr. L 225 vom 10. 8. 1992, S. 72. Richtlinie zuletzt geändert durch dieBeitrittsakte von 1994.
(3) ABl. Nr. L 183 vom 29. 6. 1989, S. 9. Richtlinie zuletzt geändert durch dieBeitrittsakte von 1994.
(4) ABl. Nr. L 213 vom 7. 9. 1995, S. 1.(5) ABl. Nr. L 77 vom 26. 3. 1973, S. 29. Richtlinie zuletzt geändert durch die
Richtlinie 93/68/EWG (ABl. Nr. L 220 vom 30. 8. 1993, S. 1).(6) ABl. Nr. L 169 vom 12. 7. 1993, S. 1.(7) ABl. Nr. L 196 vom 26. 7. 1990, S. 15. Richtlinie zuletzt geändert durch die
Richtlinie 93/68/EWG (ABl. Nr. L 220 vom 30. 8. 1993, S. 1).(8) ABl. Nr. L 100 vom 19. 4. 1994, S. 1.
▼B3.11. Hochöfen mit Ofenkühlung, Rekuperativ-Winderhitzern, Staubab-
scheidern und Gichtgasreinigungsanlagen,Direktreduktionsschachtöfen mit Ofenkühlung, Gasumsetzernund Pfannen zum Schmelzen, Umschmelzen, Entgasen undVergießen von Stahl und Nichteisenmetallen;
3.12. Gehäuse für elektrische Hochspannungsbetriebsmittel wie Schalt-geräte, Steuer- und Regelgeräte, Transformatoren undumlaufende Maschinen;
3.13. unter Druck stehende Gehäuse für die Ummantelung vonKomponenten von Übertragungssystemen wie z. B. Elektro- undTelefonkabel;
3.14. Schiffe, Raketen, Luftfahrzeuge oder bewegliche Offshore-Anlagen sowie Geräte, die speziell für den Einbau in diese oderzu deren Antrieb bestimmt sind;
3.15. Druckgeräte, die aus einer flexiblen Umhüllung bestehen, z. B.Luftreifen, Luftkissen, Spielbälle, aufblasbare Boote und andereähnliche Druckgeräte;
3.16. Auspuff- und Ansaugschalldämpfer;
3.17. Flaschen und Dosen für kohlensäurehaltige Getränke, die für denEndverbrauch bestimmt sind;
3.18. Behälter für den Transport und den Vertrieb von Getränken miteinem Produkt PS·V von bis zu 500 bar·Liter und einem maximalzulässigen Druck von bis zu 7 bar;
3.19. von den ADR- (1), RID- (2), IMDG- (3) und ICAO (4)-Überein-künften erfaßte Geräte;
3.20 Heizkörper und Rohrleitungen in Warmwasserheizsystemen;
3.21. Behälter für Flüssigkeiten mit einem Gasdruck über der Flüssig-keit von höchstens 0,5 bar.
Artikel 2
Marktüberwachung
(1) Die Mitgliedstaaten treffen die erforderlichen Maßnahmen, damitDruckgeräte und Baugruppen im Sinne des Artikels 1 nur dann inVerkehr gebracht und in Betrieb genommen werden dürfen, wenn siedie Sicherheit und die Gesundheit von Personen und gegebenenfallsvon Haustieren oder Gütern bei angemessener Installierung undWartung und bei bestimmungsgemäßer Verwendung nicht gefährden.
(2) Diese Richtlinie berührt nicht die Befugnis der Mitgliedstaaten,unter Einhaltung der Vertragsbestimmungen Anforderungen festzu-legen, die sie zum Schutz von Personen und insbesondere derArbeitnehmer bei der Verwendung der betreffenden Druckgeräte oderBaugruppen für erforderlich halten, sofern dies keine Änderungendieser Geräte oder Baugruppen in bezug auf die Bestimmungen dieserRichtlinie zur Folge hat.
(3) Die Mitgliedstaaten lassen es zu, daß insbesondere bei Messen,Ausstellungen und Vorführungen den Bestimmungen dieser Richtlinienicht entsprechende Druckgeräte oder Baugruppen im Sinne des Arti-kels 1 ausgestellt werden, sofern ein sichtbares Schild deutlich daraufhinweist, daß sie nicht den Anforderungen entsprechen und ersterworben werden können, wenn der Hersteller oder sein in der Gemein-schaft niedergelassener Bevollmächtigter die Übereinstimmunghergestellt hat. Bei Vorführungen sind im Einklang mit allen von derzuständigen Behörde des jeweiligen Mitgliedstaates festgelegten Anfor-derungen die geeigneten Sicherheitsmaßnahmen zu treffen, um denSchutz von Personen zu gewährleisten.
1997L0023 — DE — 20.11.2003 — 001.001 — 9
(1) ADR = Europäisches Übereinkommen über die internationale Beförde-rung gefährlicher Güter auf der Straße.
(2) RID = Regelung für die internationale Beförderung gefährlicher Gütermit der Eisenbahn.
(3) IMDG = Code für die Beförderung gefährlicher Güter mit Seeschiffen.(4) ICAO = Internationale Zivilluftfahrt-Organisation.
▼BArtikel 3
Technische Anforderungen
(1) Die unter den Nummern 1.1, 1.2, 1.3 und 1.4 angeführten Druck-geräte müssen die in Anhang I genannten grundlegendenAnforderungen erfüllen.
1.1. Behälter, mit Ausnahme der unter Nummer 1.2 genanntenBehälter, für
a) Gase, verflüssigte Gase, unter Druck gelöste Gase, Dämpfe unddiejenigen Flüssigkeiten, deren Dampfdruck bei der zulässigenmaximalen Temperatur um mehr als 0,5 bar über demnormalen Atmosphärendruck (1 013 mbar) liegt, innerhalbnachstehender Grenzwerte:
— bei Fluiden der Gruppe 1, wenn das Volumen größer als 1Liter und das Produkt aus PS·V größer als 25 bar·Liter istoder wenn der Druck PS größer als 200 bar ist (Anhang II,Diagramm 1);
— bei Fluiden der Gruppe 2, wenn das Volumen größer als 1Liter und das Produkt PS·V größer als 50 bar·Liter ist oderwenn der Druck PS größer als 1 000 bar ist, sowie alle trag-baren Feuerlöscher und die Flaschen für Atemschutzgeräte(Anhang II, Diagramm 2);
b) Flüssigkeiten, deren Dampfdruck bei der zulässigen maximalenTemperatur um höchstens 0,5 bar über dem normalen Atmos-phärendruck (1 013 mbar) liegt, innerhalb nachstehenderGrenzwerte:
— bei Fluiden der Gruppe 1, wenn das Volumen größer als 1Liter und das Produkt PS·V größer als 200 bar·Liter ist oderwenn der Druck PS größer als 500 bar ist (Anhang II,Diagramm 3);
— bei Fluiden der Gruppe 2, wenn der Druck PS größer als 10bar und das Produkt PS·V größer als 10 000 bar·Liter istoder wenn der Druck PS größer als 1 000 bar ist (AnhangII, Diagramm 4);
1.2. befeuerte oder anderweitig beheizte überhitzungsgefährdete Druck-geräte zur Erzeugung von Dampf oder Heißwasser mit einerTemperatur von mehr als 110 ºC und einem Volumen von mehrals 2 Liter sowie alle Schnellkochtöpfe (Anhang II, Diagramm 5);
1.3. Rohrleitungen für
a) Gase, verflüssigte Gase, unter Druck gelöste Gase, Dämpfe unddiejenigen Flüssigkeiten, deren Dampfdruck bei der zulässigenmaximalen Temperatur um mehr als 0,5 bar über demnormalen Atmosphärendruck (1 013 mbar) liegt, innerhalbnachstehender Grenzwerte:
— bei Fluiden der Gruppe 1, wenn deren DN größer als 25 ist(Anhang II, Diagramm 6);
— bei Fluiden der Gruppe 2, wenn deren DN größer als 32und das Produkt PS·DN größer als 1 000 bar ist (AnhangII, Diagramm 7);
b) Flüssigkeiten, deren Dampfdruck bei der zulässigen maximalenTemperatur um höchstens 0,5 bar über dem normalen Atmos-phärendruck (1 013 mbar) liegt, innerhalb nachstehenderGrenzwerte:
— bei Fluiden der Gruppe 1, wenn deren DN größer als 25und das Produkt PS·DN größer als 2 000 bar ist (AnhangII, Diagramm 8);
— bei Fluiden der Gruppe 2, wenn der Druck PS größer als 10bar und DN größer als 200 und das Produkt PS·DN größerals 5 000 bar ist (Anhang II, Diagramm 9);
1.4. Ausrüstungsteile mit Sicherheitsfunktion und druckhaltendeAusrüstungsteile, die für Druckgeräte im Sinne der Nummern 1.1,
1997L0023 — DE — 20.11.2003 — 001.001 — 10
▼B1.2 und 1.3 bestimmt sind, auch wenn diese Geräte Bestandteileiner Baugruppe sind.
(2) Baugruppen im Sinne des Artikels 1 Nummer 2.1.5, diemindestens ein Druckgerät im Sinne des Absatzes 1 des vorliegendenArtikels enthalten und die unter den Nummern 2.1, 2.2 und 2.3 diesesArtikels angeführt sind, müssen die in Anhang I genannten grundle-genden Anforderungen erfüllen:
2.1. Baugruppen für die Erzeugung von Dampf oder Heißwasser miteiner Temperatur von über 110 ºC, die mindestens ein befeuertesoder anderweitig beheiztes überhitzungsgefährdetes Druckgerätaufweisen;
2.2. von Nummer 2.1 nicht erfaßte Baugruppen, wenn sie vomHersteller dafür bestimmt sind, als Baugruppen in Verkehrgebracht und in Betrieb genommen zu werden;
2.3. in Abweichung vom Eingangssatz dieses Absatzes müssenBaugruppen für die Erzeugung von Warmwasser mit einer Tempe-ratur von nicht höher als 110 ºC, die von Hand mit festenBrennstoffen beschickt werden und deren PS·V größer als 50bar·Liter ist, die grundlegenden Anforderungen der Abschnitte2.10, 2.11, 3.4, 5 Buchstabe a) und 5 Buchstabe d) des AnhangsI erfüllen.
(3) Druckgeräte und/oder Baugruppen, die höchstens die Grenzwertenach den Nummern 1.1 bis 1.3 sowie Absatz 2 erreichen, müssen inÜbereinstimmung mit der in einem Mitgliedstaat geltenden gutenIngenieurpraxis ausgelegt und hergestellt werden, damit gewährleistetist, daß sie sicher verwendet werden können. Den Druckgeräten und/oder Baugruppen sind ausreichende Benutzungsanweisungen beizu-fügen, und sie müssen eine Kennzeichnung tragen, anhand derer derHersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterermittelt werden kann. Diese Druckgeräte und/oder Baugruppen dürfennicht die in Artikel 15 genannte CE-Kennzeichnung tragen.
Artikel 4
Freier Warenverkehr
(1) 1.1. Die Mitgliedstaaten dürfen das Inverkehrbringen und die Inbe-triebnahme von Druckgeräten oder Baugruppen im Sinne desArtikels 1 unter den vom Hersteller festgelegten Bedingungennicht wegen druckbedingter Risiken verbieten, beschränkenoder behindern, wenn diese den Anforderungen dieser Rich-tlinie entsprechen und mit der CE-Kennzeichnung versehensind und somit ersichtlich ist, daß sie einer Konformitätsbe-wertung nach Artikel 10 unterzogen wurden.
1.2. Die Mitgliedstaaten dürfen das Inverkehrbringen und die Inbe-triebnahme von Druckgeräten und Baugruppen, die denBestimmungen des Artikels 3 Absatz 3 entsprechen, nichtwegen druckbedingter Risiken verbieten, beschränken oderbehindern.
(2) Die Mitgliedstaaten können, sofern dies für eine ordnungs-gemäße und sichere Verwendung der Druckgeräte und Baugruppenerforderlich ist, verlangen, daß die in Anhang I Abschnitte 3.3 und 3.4genannten Angaben in der/den Amtssprache(n) der Gemeinschaftvorliegen, die der Mitgliedstaat, in dem die Druckgeräte undBaugruppen an den Endbenutzer übergehen, in Übereinstimmung mitdem Vertrag festlegen kann.
Artikel 5
Konformitätsvermutung
(1) Die Mitgliedstaaten gehen davon aus, daß Druckgeräte undBaugruppen, die mit der CE-Kennzeichnung gemäß Artikel 15 undder Konformitätserklärung gemäß Anhang VII versehen sind, sämtlicheBestimmungen dieser Richtlinie erfüllen, einschließlich der in Artikel10 vorgesehenen Konformitätsbewertung.
1997L0023 — DE — 20.11.2003 — 001.001 — 11
▼B(2) Stimmen die Druckgeräte und Baugruppen mit den nationalenNormen zur Umsetzung der harmonisierten Normen, deren Fundstellenim Amtsblatt der Europäischen Gemeinschaften veröffentlicht wurden,überein, so wird davon ausgegangen, daß die grundlegenden Anforde-rungen nach Artikel 3 erfüllt sind. Die Mitgliedstaaten veröffentlichendie Fundstellen der obengenannten nationalen Normen.
(3) Die Mitgliedstaaten tragen dafür Sorge, daß geeigneteMaßnahmen getroffen werden, damit die Sozialpartner auf innerstaatli-cher Ebene Einfluß auf die Ausarbeitung und die Überwachung derharmonisierten Normen nehmen können.
Artikel 6
Ausschuß für Normen und technische Vorschriften
Ist ein Mitgliedstaat oder die Kommission der Auffassung, daß die inArtikel 5 Absatz 2 genannten Normen den grundlegenden Anforde-rungen nach Artikel 3 nicht vollständig entsprechen, so befaßt derbetreffende Mitgliedstaat oder die Kommission den mit Artikel 5 derRichtlinie 83/189/EWG eingesetzten Ständigen Ausschuß unter Darle-gung der Gründe. Der Ausschuß nimmt umgehend Stellung.
Unter Berücksichtigung der Stellungnahme des Ausschusses teilt dieKommission den Mitgliedstaaten mit, ob die betreffenden Normen ausden Veröffentlichungen gemäß Artikel 5 Absatz 2 zu streichen sind.
Artikel 7
Ausschuß „Druckgeräte“
(1) Die Kommission kann alle zur Umsetzung der nachstehendenBestimmungen erforderlichen Maßnahmen ergreifen.
Ist ein Mitgliedstaat der Auffassung, daß aus sehr schwerwiegendensicherheitsrelevanten Erwägungen
— ein Druckgerät oder eine Baureihe von Druckgeräten, das bzw. dieunter Artikel 3 Absatz 3 fällt, den Bestimmungen des Artikels 3Absatz 1 genügen muß, oder
— eine Baugruppe oder eine Baureihe von Baugruppen, das bzw. dieunter Artikel 3 Absatz 3 fällt, den Bestimmungen des Artikels 3Absatz 2 genügen muß, oder
— ein Druckgerät oder eine Baureihe von Druckgeräten abweichendvon den Bestimmungen des Anhangs II in eine andere Kategorieeinzustufen ist,
so legt er der Kommission einen entsprechenden ausreichend begrün-deten Antrag vor und fordert diese auf, die erforderlichen Maßnahmenzu treffen. Diese Maßnahmen werden nach dem Verfahren desAbsatzes 3 erlassen.
(2) Die Kommission wird von einem Ständigen Ausschuss, nachste-hend „Ausschuss“ genannt, unterstützt.
Der Ausschuss gibt sich eine Geschäftsordnung.
(3) Wird auf diesen Artikel Bezug genommen, so gelten die Artikel3 und 7 des Beschlusses 1999/468/EG (1) unter Beachtung von dessenArtikel 8.
(4) Der Ausschuß kann ferner alle Fragen im Zusammenhang mitder Durchführung und der praktischen Anwendung dieser Richtlinieprüfen, die sein Vorsitzender von sich aus oder auf Antrag einesMitgliedstaats zur Sprache bringt.
1997L0023 — DE — 20.11.2003 — 001.001 — 12
(1) Beschluss 1999/468/EG des Rates vom 28. Juni 1999 zur Festlegung derModalitäten für die Ausübung der der Kommission übertragenen Durchführ-ungsbefugnisse (ABl. L 184 vom 17.7.1999, S. 23).
▼M1
▼B
▼BArtikel 8
Schutzklausel
(1) Stellt ein Mitgliedstaat fest, daß Druckgeräte oder Baugruppenim Sinne des Artikels 1, die mit der CE-Kennzeichnung versehen sindund die bestimmungsgemäß verwendet werden, die Sicherheit vonPersonen und gegebenenfalls von Haustieren oder Gütern zu gefährdendrohen, so trifft er alle zweckdienlichen Maßnahmen, um diese Geräteaus dem Verkehr zu ziehen, das Inverkehrbringen oder die Inbetrieb-nahme zu verbieten oder den freien Verkehr hierfür einzuschränken.
Der Mitgliedstaat unterrichtet die Kommission unverzüglich von einersolchen Maßnahme, begründet seine Entscheidung und gibt insbeson-dere an, ob die Abweichung von den Anforderungen zurückzuführen ist
a) auf die Nichterfüllung der in Artikel 3 genannten grundlegendenAnforderungen,
b) auf die mangelhafte Anwendung der in Artikel 5 Absatz 2genannten Normen,
c) auf einen Mangel der in Artikel 5 Absatz 2 genannten Normenselbst,
d) auf einen Mangel der in Artikel 11 genannten europäischen Werk-stoffzulassungen für Druckgeräte.
(2) Die Kommission tritt unverzüglich in Konsultation mit denBetroffenen. Stellt die Kommission nach dieser Anhörung fest, daßdie Maßnahme gerechtfertigt ist, so unterrichtet sie davon unverzüglichden Mitgliedstaat, der die Maßnahmen getroffen hat, sowie die anderenMitgliedstaaten.
Stellt die Kommission nach dieser Anhörung fest, daß die Maßnahmenicht gerechtfertigt ist, so unterrichtet sie davon unverzüglich denMitgliedstaat, der die Maßnahme getroffen hat, sowie den Herstelleroder seinen in der Gemeinschaft ansässigen Bevollmächtigten. Ist diein Absatz 1 genannte Entscheidung in einem Mangel der Normen oderin einem Mangel der europäischen Werkstoffzulassungen begründet, sobefaßt sie unverzüglich den Ausschuß des Artikels 6, falls der betref-fende Mitgliedstaat bei seiner Entscheidung bleiben will, und leitetdas in Artikel 6 Absatz 1 genannte Verfahren ein.
(3) Sind den Anforderungen nicht entsprechende Druckgeräte oderBaugruppen mit der CE-Kennzeichnung versehen, so ergreift derzuständige Mitgliedstaat die geeigneten Maßnahmen gegenüber demje-nigen, der die Kennzeichnung angebracht hat, und unterrichtet hiervondie Kommission und die übrigen Mitgliedstaaten.
(4) Die Kommission stellt sicher, daß die Mitgliedstaaten über denVerlauf und die Ergebnisse dieses Verfahrens unterrichtet werden.
Artikel 9
Einstufung von Druckgeräten
(1) Die in Artikel 3 Absatz 1 genannten Druckgeräte werdenentsprechend Anhang II nach zunehmendem Gefahrenpotential in Kate-gorien eingestuft.
Für diese Einstufung werden die Fluide gemäß den Nummern 2.1 und2.2 in zwei Gruppen eingeteilt.
(2) 2.1. Gruppe 1 umfaßt gefährliche Fluide. Gefährliche Fluide sindStoffe oder Zubereitungen entsprechend den Definitionen inArtikel 2 Absatz 2 der Richtlinie 67/548/EWG des Rates vom27. Juni 1967 zur Angleichung der Rechts- und Verwaltungs-vorschriften für die Einstufung, Verpackung undKennzeichnung gefährlicher Stoffe (1).
1997L0023 — DE — 20.11.2003 — 001.001 — 13
(1) ABl. Nr. 196 vom 16. 8. 1967, S. 1. Richtlinie zuletzt geändert durch dieRichtlinie 94/69/EG der Kommission (ABl. Nr. L 381 vom 31. 12. 1994,S. 1).
▼BZu Gruppe 1 zählen Fluide, die wie folgt eingestuft werden:
— explosionsgefährlich,— hochentzündlich,— leicht entzündlich,— entzündlich (wenn die maximal zulässige Temperatur über
dem Flammpunkt liegt),— sehr giftig,— giftig,— brandfördernd.
2.2. Zu Gruppe 2 zählen alle unter Nummer 2.1 nicht genanntenFluide.
(3) Setzt sich ein Behälter aus mehreren Kammern zusammen, sowird der Behälter in die höchste Kategorie der einzelnen Kammerneingestuft. Befinden sich unterschiedliche Fluide in einer Kammer, soerfolgt die Einstufung nach jenem Fluid, welches die höchste Kategorieerfordert.
Artikel 10
Konformitätsbewertung
(1) 1.1. Der Hersteller von Druckgeräten muß jedes Gerät vor demInverkehrbringen nach Maßgabe dieses Artikels einem der inAnhang III beschriebenen Konformitätsbewertungsverfahrenunterziehen.
1.2. Die im Hinblick auf die Anbringung der CE-Kennzeichnungauf einem Druckgerät anzuwendenden Konformitätsbewer-tungsverfahren richten sich nach der Kategorie, in die dasGerät gemäß Artikel 9 eingestuft ist.
1.3. Auf die verschiedenen Kategorien sind die folgenden Konfor-mitätsbewertungsverfahren anzuwenden:
— Kategorie IModul A;
— Kategorie IIModul A1Modul D1Modul E1;
— Kategorie IIIModule B1 + DModule B1 + FModule B + EModule B + C1Modul H;
— Kategorie IVModule B + DModule B + FModul GModul H1.
1.4. Die Druckgeräte sind einem vom Hersteller zu wählendenKonformitätsbewertungsverfahren entsprechend der Kategorie,zu der sie gehören, zu unterziehen. Der Hersteller kann sichauch für ein Verfahren entscheiden, das für eine höhere Kate-gorie vorgesehen ist, sofern es eine solche gibt.
1.5. Im Rahmen der Qualitätssicherungsverfahren für unter dieKategorien III und IV fallende Druckgeräte nach Artikel 3Nummer 1.1 Buchstabe a), Nummer 1.1 Buchstabe b) ersterGedankenstrich und Nummer 1.2 entnimmt die benannte Stellebei unangemeldeten Besuchen in Fertigungs- oder LagerstättenDruckgeräte, um die Abnahme nach Anhang I Abschnitt 3.2.2durchzuführen oder durchführen zu lassen. Hierfür unterrichtetder Hersteller die benannte Stelle über das vorgeseheneProduktionsprogramm. Die benannte Stelle nimmt im ersten
1997L0023 — DE — 20.11.2003 — 001.001 — 14
▼BJahr der Fertigung mindestens zwei Besuche vor. Die Häufig-keit der folgenden Besuche wird von der benannten Stellenach den Kriterien der Nummer 4.4 der entsprechendenModule festgelegt.
1.6. Im Fall einer Einzelanfertigung von unter die Kategorie IIIfallenden Behältern und Geräten nach Artikel 3 Nummer 1.2im Rahmen des Modul-H-Verfahrens führt die benannte Stelledie Abnahme nach Anhang I Abschnitt 3.2.2 für jedes Stückdurch oder läßt diese durchführen. Hierfür unterrichtet derHersteller die benannte Stelle über das vorgesehene Produkti-onsprogramm.
(2) Baugruppen im Sinne des Artikels 3 Absatz 2 sind einer Gesamt-bewertung der Konformität zu unterziehen, die folgendes umfaßt:
a) Bewertung jedes einzelnen der Druckgeräte im Sinne des Artikels 3Absatz 1, aus denen diese Baugruppe zusammengesetzt ist und diezuvor keinem getrennten Konformitätsbewertungsverfahren undkeiner getrennten CE-Kennzeichnung unterzogen wurden.
Das Bewertungsverfahren richtet sich nach der Kategorie jedeseinzelnen dieser Druckgeräte;
b) die Bewertung des Zusammenbaus der verschiedenen Einzelteile derBaugruppe gemäß Anhang I Abschnitte 2.3, 2.8 und 2.9; diese istentsprechend der höchsten Kategorie der betreffenden Druckgerätedurchzuführen, wobei Ausrüstungsteile mit Sicherheitsfunktion nichtberücksichtigt werden;
c) die Bewertung des Schutzes der Baugruppe vor einem Überschreitender zulässigen Betriebsgrenzen gemäß Anhang I Abschnitte 2.10und 3.2.3; diese ist entsprechend der höchsten Kategorie der zuschützenden Druckgeräte durchzuführen.
(3) Abweichend von den Absätzen 1 und 2 können die zuständigenBehörden in berechtigten Fällen im Hoheitsgebiet des betreffendenMitgliedstaats für Versuchszwecke das Inverkehrbringen und die Inbe-triebnahme einzelner Druckgeräte und Baugruppen gemäß Artikel 1Absatz 2, auf die die Verfahren der Absätze 1 und 2 des vorliegendenArtikels nicht angewandt wurden, gestatten.
(4) Aufzeichnungen und Schriftwechsel im Zusammenhang mit derKonformitätsbewertung sind in der (den) Amtssprache(n) der Gemein-schaft abzufassen, die der Mitgliedstaat, in dem die für dieDurchführung dieser Verfahren zuständige Stelle ihren Sitz hat, inÜbereinstimmung mit dem Vertrag festlegen kann, oder in eineranderen von dieser Stelle akzeptierten Sprache.
Artikel 11
Europäische Werkstoffzulassung
(1) Die europäische Werkstoffzulassung gemäß Artikel 1 Nummer2.9 wird auf Antrag eines Herstellers oder mehrerer Hersteller vonWerkstoffen oder Druckgeräten von einer benannten Stelle des Artikels12 erteilt, die speziell dafür bestimmt wurde. Die benannte Stelle legtgeeignete Untersuchungen und Prüfungen zur Zertifizierung derÜbereinstimmung der Werkstofftypen mit den entsprechenden Anforde-rungen dieser Richtlinie fest und führt diese durch oder läßt diesedurchführen; im Fall von Werkstoffen, deren Verwendung vor dem29. November 1999 als sicher befunden wurde, hat die benannte Stellebei der Überprüfung der Übereinstimmung die vorhandenen Daten zuberücksichtigen.
(2) Vor Erteilung einer europäischen Werkstoffzulassung unter-richtet die benannte Stelle die Mitgliedstaaten und die Kommission,indem sie ihnen die entsprechenden Angaben mitteilt. Innerhalb einerFrist von drei Monaten kann ein Mitgliedstaat oder die Kommissionden mit Artikel 5 der Richtlinie 83/189/EWG eingesetzten StändigenAusschuß unter Darlegung der Gründe befassen. In diesem Fall nimmtder Ausschuß umgehend Stellung.
1997L0023 — DE — 20.11.2003 — 001.001 — 15
▼BDie benannte Stelle erteilt die europäische Werkstoffzulassung undberücksichtigt hierbei gegebenenfalls die Stellungnahme desAusschusses und die vorgebrachten Bemerkungen.
(3) Eine Kopie der europäischen Werkstoffzulassung für Druck-geräte wird den Mitgliedstaaten, den benannten Stellen und derKommission übermittelt. Die Kommission veröffentlicht im Amtsblattder Europäischen Gemeinschaften eine Liste der europäischen Werk-stoffzulassungen und sorgt für die Aktualisierung dieser Liste.
(4) Bei den für die Herstellung von Druckgeräten verwendetenWerkstoffen, die europäischen Werkstoffzulassungen entsprechen, zudenen nähere Angaben im Amtsblatt der Europäischen Gemeinschaftenveröffentlicht wurden, wird davon ausgegangen, daß sie den zutref-fenden grundlegenden Anforderungen nach Anhang I entsprechen.
(5) Die benannte Stelle, die die europäische Werkstoffzulassung fürDruckgeräte erteilt hat, zieht diese Zulassung zurück, wenn sie fest-stellt, daß die Zulassung nicht hätte erteilt werden dürfen, oder wennder Werkstofftyp von einer harmonisierten Norm erfaßt wird. Sie unter-richtet umgehend die übrigen Mitgliedstaaten, die benannten Stellenund die Kommission über jeden Entzug einer Zulassung.
Artikel 12
Benannte Stellen
(1) Die Mitgliedstaaten teilen der Kommission und den anderenMitgliedstaaten mit, welche Stellen sie für die Durchführung derVerfahren nach Artikel 10 und Artikel 11 benannt haben, welche spezi-fischen Aufgaben diesen Stellen übertragen wurden und welcheKennummern ihnen zuvor von der Kommission zugeteilt wurden.
Die Kommission veröffentlicht im Amtsblatt der EuropäischenGemeinschaften eine Liste der benannten Stellen unter Angabe ihrerKennummer und der ihnen übertragenen Aufgaben. Sie sorgt für dieAktualisierung dieser Liste.
(2) Bei der Auswahl dieser Stellen wenden die Mitgliedstaaten dieKriterien gemäß Anhang IV an. Bei Stellen, die den Voraussetzungender einschlägigen harmonisierten Normen genügen, wird davon ausge-gangen, daß sie die entsprechenden Kriterien nach Anhang IV erfüllen.
(3) Ein Mitgliedstaat, der eine Stelle benannt hat, muß die Bene-nnung zurückziehen, wenn er feststellt, daß die Stelle die in Absatz 2genannten Kriterien nicht mehr erfüllt.
Er unterrichtet unverzüglich die übrigen Mitgliedstaaten und dieKommission über die Zurücknahme der Benennung.
Artikel 13
Anerkannte unabhängige Prüfstellen
(1) Die Mitgliedstaaten teilen der Kommission und den anderenMitgliedstaaten die unabhängigen Prüfstellen mit, die zur Durchführungder Aufgaben gemäß Anhang I Abschnitte 3.1.2 und 3.1.3 anerkanntsind.
Die Kommission veröffentlicht im Amtsblatt der EuropäischenGemeinschaften eine Liste der anerkannten Prüfstellen unter Angabeder Aufgaben, für deren Durchführung sie anerkannt wurden. Sie sorgtfür die Aktualisierung dieser Liste.
(2) Bei der Anerkennung dieser Prüfstellen wenden die Mitglied-staaten die Kriterien gemäß Anhang IV an. Bei Prüfstellen, die denVoraussetzungen der einschlägigen harmonisierten Normen genügen,wird davon ausgegangen, daß sie die entsprechenden Kriterien nachAnhang IV erfüllen.
(3) Ein Mitgliedstaat, der eine Prüfstelle anerkannt hat, muß dieseAnerkennung zurückziehen, wenn er feststellt, daß die Prüfstelle diein Absatz 2 genannten Kriterien nicht mehr erfüllt.
1997L0023 — DE — 20.11.2003 — 001.001 — 16
▼BEr unterrichtet unverzüglich die übrigen Mitgliedstaaten und dieKommission über den Entzug einer Anerkennung.
Artikel 14
Betreiberprüfstellen
(1) Abweichend von den Bestimmungen über die Aufgaben derbenannten Stellen können die Mitgliedstaaten zulassen, daß in ihremHoheitsgebiet Druckgeräte und Baugruppen, deren Konformität mitden grundlegenden Anforderungen von einer Betreiberprüfstellebewertet wurde, die gemäß den Kriterien benannt wurde, auf die inAbsatz 8 Bezug genommen wird, in den Verkehr gebracht und vonden Betreibern in Betrieb genommen werden.
(2) Hat ein Mitgliedstaat eine Betreiberprüfstelle gemäß den Krite-rien benannt, auf die in diesem Artikel Bezug genommen wird, sodarf er das Inverkehrbringen und die Inbetriebnahme unter den Bedin-gungen dieses Artikels von Druckgeräten und Baugruppen, derenKonformität von einer Betreiberprüfstelle bewertet wurde, die voneinem anderen Mitgliedstaat gemäß den Kriterien benannt wurde, aufdie in diesem Artikel Bezug genommen wird, nicht wegen druckbe-dingter Risiken verbieten, beschränken oder behindern, sofern beidiesem Inverkehrbringen bzw. bei dieser Inbetriebnahme die Bedin-gungen dieses Artikels erfüllt sind.
(3) Die Druckgeräte und Baugruppen, deren Konformität von einerBetreiberprüfstelle bewertet wurde, dürfen nicht die CE-Kennzeichnungtragen.
(4) Diese Druckgeräte und Baugruppen dürfen ausschließlich in denBetrieben der Unternehmensgruppe verwendet werden, der die Prüf-stelle angehört. Die Gruppe wendet eine gemeinsameSicherheitspolitik in bezug auf die technischen Auslegungs-, Ferti-gungs-, Kontroll-, Wartungs- und Benutzungsbedingungen fürDruckgeräte und Baugruppen an.
(5) Die Betreiberprüfstellen arbeiten ausschließlich für die Unter-nehmensgruppe, der sie angehören.
(6) Für die Konformitätsbewertung durch die Betreiberprüfstellengelten die Verfahren der Module A1, C1, F und G nach Anhang III.
(7) Die Mitgliedstaaten teilen den anderen Mitgliedstaaten und derKommission mit, welche Betreiberprüfstellen sie zugelassen haben, fürwelche Aufgaben diese benannt wurden und welche Betriebe bei jederBetreiberprüfstelle unter Absatz 4 fallen.
(8) Bei der Benennung der Betreiberprüfstellen wenden dieMitgliedstaaten die in Anhang V aufgestellten Kriterien an und verge-wissern sich, daß die Gruppe, zu der die Betreiberprüfstelle gehört, dieKriterien gemäß Absatz 4 Satz 2 anwendet.
(9) Stellt ein Mitgliedstaat, der eine Betreiberprüfstelle zugelassenhat, fest, daß diese die Kriterien nicht mehr erfüllt, auf die in Absatz8 Bezug genommen wird, so muß er ihr die Zulassung entziehen. Erunterrichtet hiervon die anderen Mitgliedstaaten und die Kommission.
(10) Die Auswirkungen dieses Artikels sind von der Kommission zuüberwachen und drei Jahre nach dem in Artikel 20 Absatz 3 genanntenZeitpunkt zu bewerten. Zu diesem Zweck übermitteln die Mitglied-staaten der Kommission alle relevanten Informationen über dieDurchführung dieses Artikels. Diese Bewertung wird gegebenenfallsdurch Vorschläge zur Änderung dieser Richtlinie ergänzt.
Artikel 15
CE-Kennzeichnung
(1) Die CE-Kennzeichnung besteht aus den Buchstaben „CE“ mitdem in Anhang VI als Muster angegebenen Schriftbild.
1997L0023 — DE — 20.11.2003 — 001.001 — 17
▼BDer CE-Kennzeichnung folgt die in Artikel 12 Absatz 1 genannteKennummer der benannten Stelle, die in der Phase der Produktions-überwachung eingeschaltet wird.
(2) Die CE-Kennzeichnung ist sichtbar, deutlich lesbar undunauslöschlich anzubringen auf
— Druckgeräten im Sinne von Artikel 3 Absatz 1 und
— Baugruppen im Sinne von Artikel 3 Absatz 2,
die fertig hergestellt sind oder sich in einem Zustand befinden, der dieAbnahmeprüfung gemäß Anhang I Abschnitt 3.2 ermöglicht.
(3) Es ist nicht erforderlich, die CE-Kennzeichnung auf jedemeinzelnen der Druckgeräte anzubringen, aus denen sich eine Baugruppeim Sinne von Artikel 3 Absatz 2 zusammensetzt. Die einzelnen Druck-geräte, die bei ihrem Einbau in die Baugruppe bereits die CE-Kennzeichnung tragen, behalten diese Kennzeichnung.
(4) Wenn für die Druckgeräte oder die Baugruppen auch andereRichtlinien gelten, die andere Aspekte behandeln und in denen eben-falls eine CE-Kennzeichnung vorgesehen ist, gibt dieseKennzeichnung an, daß von der Übereinstimmung der betreffendenDruckgeräte oder Baugruppen auch mit den Bestimmungen dieseranderen Richtlinien auszugehen ist.
In den Fällen jedoch, in denen eine oder mehrere dieser Richtliniendem Hersteller während eines Übergangszeitraums die Wahl des anzu-wendenden Verfahrens freistellen, gibt die CE-Kennzeichnung an, daßdie betreffenden Druckgeräte oder Baugruppen allein den Bestim-mungen der vom Hersteller angewandten Richtlinien gerecht werden.In diesen Fällen ist in den Dokumenten, Hinweisen oder Betriebsanlei-tungen, die nach diesen Richtlinien erforderlich sind und denDruckgeräten oder Baugruppen beigefügt werden, auf diese im Amts-blatt der Europäischen Gemeinschaften veröffentlichten RichtlinienBezug zu nehmen.
(5) Es ist verboten, auf Druckgeräten und Baugruppen Kennzeich-nungen anzubringen, durch die Dritte hinsichtlich der Bedeutung unddes Schriftbildes der CE-Kennzeichnung irregeführt werden könnten.Jede andere Kennzeichnung darf auf Druckgeräten und Baugruppenangebracht werden, wenn sie Sichtbarkeit und Lesbarkeit der CE-Kenn-zeichnung nicht beeinträchtigt.
Artikel 16
Zu Unrecht vorgenommene CE-Kennzeichnung
Unbeschadet des Artikels 8 gilt folgendes:
a) Stellt ein Mitgliedstaat fest, daß die CE-Kennzeichnung unberechti-gterweise angebracht wurde, so ist der Hersteller oder sein in derGemeinschaft ansässiger Bevollmächtigter verpflichtet, diesesProdukt wieder in Einklang mit den Bestimmungen für die CE-Kennzeichnung zu bringen und den weiteren Verstoß unter den vondiesem Mitgliedstaat festgelegten Bedingungen zu verhindern.
b) Falls die Nichtübereinstimmung weiterbesteht, muß der Mitglied-staat alle geeigneten Maßnahmen ergreifen, um nach den Verfahrendes Artikels 8 das Inverkehrbringen des betreffenden Produktseinzuschränken oder zu untersagen bzw. zu gewährleisten, daß esaus dem Verkehr gezogen wird.
Artikel 17
Die Mitgliedstaaten treffen die geeigneten Maßnahmen, um die für dieDurchführung dieser Richtlinie zuständigen Behörden darin zubestärken, daß sie miteinander zusammenarbeiten und einander undder Kommission Auskünfte erteilen, um zum Funktionieren der Rich-tlinie beizutragen.
1997L0023 — DE — 20.11.2003 — 001.001 — 18
▼BArtikel 18
Zu Ablehnungen oder Einschränkungen führende Entscheidungen
Jede in Anwendung dieser Richtlinie getroffene Entscheidung, die eineEinschränkung des Inverkehrbringens und der Inbetriebnahme einesDruckgerätes oder einer Baugruppe zur Folge hat oder dessen Zurüc-knahme vom Markt erzwingt, ist genau zu begründen. Sie ist denBetroffenen unverzüglich unter Angabe der Rechtsbehelfe, die nachden in diesem Mitgliedstaat geltenden Rechtsvorschriften eingelegtwerden können, und der Rechtsbehelffristen mitzuteilen.
Artikel 19
Außerkraftsetzung
Artikel 22 der Richtlinie 76/767/EWG wird ab 29. November 1999 aufDruckgeräte und Baugruppen, die in den Anwendungsbereich dervorliegenden Richtlinie fallen, nicht mehr angewandt.
Artikel 20
Umsetzung und Übergangsbestimmungen
(1) Die Mitgliedstaaten erlassen und veröffentlichen vor dem 29.Mai 1999 die erforderlichen Rechts- und Verwaltungsvorschriften, umdieser Richtlinie nachzukommen. Sie setzen die Kommission unverzüg-lich davon in Kenntnis.
Wenn die Mitgliedstaaten Vorschriften nach Unterabsatz 1 erlassen,nehmen sie in diesen Vorschriften selbst oder durch einen Hinweis beider amtlichen Veröffentlichung auf diese Richtlinie Bezug. DieMitgliedstaaten regeln die Einzelheiten dieser Bezugnahme.
Die Mitgliedstaaten wenden diese Vorschriften ab 29. November 1999an.
(2) Die Mitgliedstaaten teilen der Kommission den Wortlaut derinnerstaatlichen Vorschriften mit, die sie auf dem unter diese Richtliniefallenden Gebiet erlassen.
(3) Die Mitgliedstaaten gestatten das Inverkehrbringen von Druck-geräten und Baugruppen, die den in ihrem Hoheitsgebiet zumZeitpunkt des Beginns der Anwendung dieser Richtlinie geltendenVorschriften entsprechen, ►C1 bis zum 29. Mai 2002 ◄, sowie dieInbetriebnahme dieser Druckgeräte und Baugruppen über dieses Datumhinaus.
Artikel 21
Adressaten der Richtlinie
Diese Richtlinie ist an die Mitgliedstaaten gerichtet.
1997L0023 — DE — 20.11.2003 — 001.001 — 19
▼BANHANG I
GRUNDLEGENDE SICHERHEITSANFORDERUNGEN
VORBEMERKUNGEN
1. Die Verpflichtungen im Zusammenhang mit den in diesem Anhangaufgeführten grundlegenden Anforderungen für Druckgeräte geltenauch für Baugruppen, wenn von ihnen eine entsprechende Gefahrausgeht.
2. Die in dieser Richtlinie aufgeführten grundlegenden Anforderungen sindbindend. Die Verpflichtungen im Zusammenhang mit den grundle-genden Anforderungen gelten nur, wenn für das betreffende Druckgerätbei Verwendung unter den vom Hersteller nach vernünftigem Ermessenvorhersehbaren Bedingungen die entsprechende Gefahr besteht.
3. Der Hersteller ist verpflichtet, eine Gefahrenanalyse vorzunehmen, umdie mit seinem Gerät verbundenen druckbedingten Gefahren zu ermit-teln; er muß das Gerät dann unter Berücksichtigung seiner Analyseauslegen und bauen.
4. Die grundlegenden Anforderungen sind so zu interpretieren und anzu-wenden, daß dem Stand der Technik und der Praxis zum Zeitpunkt derKonzeption und der Fertigung sowie den technischen und wirtschaftli-chen Erwägungen Rechnung getragen wird, die mit einem hohen Maßdes Schutzes von Gesundheit und Sicherheit zu vereinbaren sind.
1. ALLGEMEINES
1.1. Druckgeräte müssen so ausgelegt, hergestellt, überprüft und gegebenen-falls ausgerüstet und installiert sein, daß ihre Sicherheit gewährleistet ist,wenn sie im Einklang mit den Vorschriften des Herstellers oder unternach vernünftigem Ermessen vorhersehbaren Bedingungen in Betriebgenommen werden.
1.2. Bei der Wahl der angemessensten Lösungen hat der Hersteller folgendeGrundsätze, und zwar in der angegebenen Reihenfolge, zu beachten:
— Beseitigung oder Verminderung der Gefahren, soweit dies nachvernünftigem Ermessen möglich ist;
— Anwendung von geeigneten Schutzmaßnahmen gegen nicht zu besei-tigende Gefahren;
— gegebenenfalls Unterrichtung der Benutzer über die Restgefahrenund Hinweise auf geeignete besondere Maßnahmen zur Verringe-rung der Gefahren bei der Installation und/oder der Benutzung.
1.3 Wenn die Möglichkeit einer unsachgemäßen Verwendung bekannt odervorhersehbar ist, sind die Druckgeräte so auszulegen, daß der Gefahr auseiner derartigen Benutzung vorgebeugt wird oder, falls dies nichtmöglich ist, vor einer unsachgemäßen Benutzung des Druckgeräts in an-gemessener Weise gewarnt wird.
2. ENTWURF
2.1. Allgemeines
Druckgeräte sind unter Berücksichtigung aller für die Gewährleistungder Sicherheit der Geräte während ihrer gesamten Lebensdauer entschei-denden Faktoren fachgerecht zu entwerfen.
In den Entwurf fließen geeignete Sicherheitsfaktoren ein, bei denenumfassende Methoden verwendet werden, von denen bekannt ist, daßsie geeignete Sicherheitsmargen in bezug auf alle relevanten Ausfall-arten konsistent einbeziehen.
2.2. Auslegung auf die erforderliche Belastbarkeit
2.2.1. Durckgeräte sind auf Belastungen auszulegen, die der beabsichtigtenVerwendung und anderen nach vernünftigem Ermessen vorhersehbarenBetriebsbedingungen angemessen sind. Insbesondere sind die folgendenFaktoren zu berücksichtigen:
— Innen- und Außendruck;
— Umgebungs- und Betriebstemperaturen;
— statischer Druck und Füllgewichte unter Betriebs- und Prüfbedin-gungen;
— Belastungen durch Verkehr, Wind und Erdbeben;
1997L0023 — DE — 20.11.2003 — 001.001 — 20
▼B— Reaktionskräfte und -momente im Zusammenhang mit Trageele-
menten, Befestigungen, Rohrleitungen usw.;
— Korrosion und Erosion, Materialermüdung usw.;
— Zersetzung instabiler Fluide.
Unterschiedliche Belastungen, die gleichzeitig auftreten können, sindunter Beachtung der Wahrscheinlichkeit ihres gleichzeitigen Auftretenszu berücksichtigen.
2.2.2. Die Auslegung auf die erforderliche Belastbarkeit erfolgt auf der Grund-lage folgender Verfahren:
— in der Regel eine Berechnungsmethode gemäß Abschnitt 2.2.3, gege-benenfalls ergänzt durch eine experimentelle Auslegungsmethodegemäß Abschnitt 2.2.4;
oder
— eine experimentelle Auslegungsmethode ohne Berechnung gemäßAbschnitt 2.2.4, wenn das Produkt aus dem maximal zulässigenDruck (PS) und dem Volumen V kleiner als 6 000 bar·l oder dasProdukt PS·DN kleiner als 3 000 bar ist.
2.2.3. Berechnungsmethode
a) Druckfest igkei t und andere Belastungsaspekte
Für Druckgeräte sind die zulässigen Beanspruchungen hinsichtlichder nach vernünftigem Ermessen vorhersehbaren Versagensmöglich-keiten abhängig von den Betriebsbedingungen zu begrenzen. Dazusind Sicherheitsfaktoren anzuwenden, die es ermöglichen, alle Unsi-cherheiten aufgrund der Herstellung, des tatsächlichen Betriebes, derBeanspruchung, der Berechnungsmodelle, der Werkstoffeigen-schaften und des Werkstoffverhaltens vollständig abzudecken.
Die Berechnungsmethoden müssen ausreichende Sicherheitsmargenentsprechend den Bedingungen des Abschnitts 7, soweit anwendbar,ergeben.
Zur Erfüllung der obigen Anforderungen kann eine der nachfol-genden Methoden, die geeignet ist, gegebenenfalls in Ergänzungoder Kombination angewandt werden:
— Auslegung nach Formeln,
— Auslegung nach Analyseverfahren,
— Auslegung nach bruchmechanischen Verfahren.
b) Belastbarkei t
Zum Nachweis der Belastbarkeit des betreffenden Druckgeräts sindgeeignete Auslegungsberechnungen durchzuführen.
Insbesondere gilt folgendes:
— Die Berechnungsdrücke dürfen nicht geringer als die maximalzulässigen Drücke sein, und die statischen und dynamischenFluiddrücke sowie die Zerfallsdrücke von instabilen Fluidenmüssen berücksichtigt werden. Wird ein Behälter in einzelneDruckräume unterteilt, so ist bei der Berechnung der Trennwandzwischen den Druckräumen von dem höchstmöglichen Druck ineinem Druckraum und von dem geringstmöglichen Druck indem benachbarten Druckraum auszugehen.
— Die Berechnungstemperaturen müssen angemessene Sicherheits-margen aufweisen.
— Bei der Auslegung sind alle möglichen Temperatur- und Druck-kombinationen zu berücksichtigen, die unter nach vernünftigemErmessen vorhersehbaren Betriebsbedingungen des Gerätesauftreten können.
— Die maximale Spannung und die Spannungskonzentrationenmüssen innerhalb sicherer Grenzwerte liegen.
— Bei der Berechnung des Druckraums sind bei den Werkstoffei-genschaften entsprechende Werte zu verwenden, die sich aufbelegte Daten stützen, wobei sowohl die Bestimmungen gemäßAbschnitt 4 als auch entsprechende Sicherheitsfaktoren zuberücksichtigen sind. Zu den zu berücksichtigenden Werkstoffei-genschaften zählen:
— Streckgrenze, 0,2 %- bzw. 1 %-Dehngrenze bei der Berech-nungstemperatur;
— Zugfestigkeit;
— Zeitstandfestigkeit, z. B. Kriechfestigkeit;
— Ermüdungsdaten, z. B. Dauerschwingfestigkeit;
1997L0023 — DE — 20.11.2003 — 001.001 — 21
▼B— Elastizitätsmodul;
— angemessene plastische Verformung;
— Kerbschlagzähigkeit;
— Bruchzähigkeit.
— Auf die Werkstoffeigenschaften sind geeignete Verbindungsfak-toren anzuwenden, die beispielsweise von der Art derzerstörungsfreien Prüfungen, den Eigenschaften der Werkstoff-verbindungen und den in Betracht gezogenenBetriebsbedingungen abhängen.
— Beim Entwurf sind alle nach vernünftigem Ermessen vorherseh-baren Verschleißmechanismen (insbesondere Korrosion,Kriechen, Ermüdung) entsprechend der beabsichtigen Verwen-dung des Gerätes zu berücksichtigen. In den Betriebsanleitungengemäß Abschnitt 3.4 ist auf Entwurfsmerkmale hinzuweisen, diefür die Lebensdauer des Gerätes von Belang sind, beispielsweise
— für Kriechen: Auslegungslebensdauer in Stunden bei spezifi-zierten Temperaturen;
— für Ermüdung: Auslegungszyklenzahl bei spezifizierten Span-nungswerten;
— für Korrosion: Korrosionszuschlag bei der Auslegung.
c) Stabi l i tä t
Wenn sich mit der errechneten Wanddicke keine ausreichende struk-turelle Stabilität erzielen läßt, sind die notwendigen Maßnahmen zutreffen, wobei die mit dem Transport und der Handhabung verbun-denen Gefahren zu berücksichtigen sind.
2.2.4. Experimentelle Auslegungsmethode
Die Auslegung des Gerätes kann im ganzen oder teilweise durch einPrüfprogramm überprüft werden, das an einem für das Druckgerät oderdie Druckgerätebaureihe repräsentativen Muster durchgeführt wird.
Des Prüfprogramm muß vor den Prüfungen eindeutig festgelegt werdenund, sofern eine benannte Stelle für die Entwurfsbewertung im ange-wandten Modul zuständig ist, von dieser anerkannt werden.
In diesem Programm sind die Prüfbedingungen sowie die Annahme- undAblehnungskriterien festzulegen. Die Ist-Werte der wesentlichenAbmessungen und der Eigenschaften der Ausgangswerkstoffe derDruckgeräte sind vor der Prüfung festzustellen.
Während der Prüfungen müssen erforderlichenfalls die kritischenBereiche des Druckgeräts mittels geeigneter Instrumente, mit denensich Verformungen und Spannungen hinreichend genau messen lassen,beobachtet werden können.
Das Prüfprogramm muß folgendes umfassen:
a) Eine Druckfestigkeitsprüfung, durch die überprüft werden soll, daßbei einem Druck mit einer gegenüber dem maximal zulässigen Druckfestgelegten Sicherheitsmarge das Gerät keine signifikante Undich-tigkeit oder Verformung über einen festgelegten Grenzwert hinauszeigt.
Zur Bestimmung des Prüfdrucks sind die Unterschiede zwischen denunter Prüfbedingungen gemessenen Werten für die geometrischenMerkmale und die Werkstoffeigenschaften einerseits und den für dieKonstruktion zugelassenen Werten andererseits zu berücksichtigen;der Unterschied zwischen Prüf- und Auslegungstemperaturen istebenfalls zu berücksichtigen.
b) Bei Kriech- oder Ermüdungsrisiko geeignete Prüfungen, die entspre-chend den für das Gerät vorgesehenen Betriebsbedingungen (z. B.Betriebsdauer bei bestimmten Temperaturen, Zahl der Zyklen beibestimmten Spannungswerten usw.) festgelegt werden.
c) Falls erforderlich, ergänzende Prüfungen hinsichtlich weiterer beson-derer Einwirkungen gemäß Abschnitt 2.2.1, wie Korrosion,aggressive Einwirkungen von außen usw.
2.3. Vorkehrungen für die Sicherheit in Handhabung und Betrieb
Die Bedienungseinrichtungen der Druckgeräte müssen so beschaffensein, daß ihre Bedienung keine nach vernünftigem Ermessen vorherseh-bare Gefährdung mit sich bringt. Die folgenden Punkte sindgegebenenfalls besonders zu beachten:
— Verschluß- und Öffnungsvorrichtungen;
— gefährliches Abblasen aus Überdruckventilen;
1997L0023 — DE — 20.11.2003 — 001.001 — 22
▼B— Vorrichtungen zur Verhinderung des physischen Zugangs bei
Überdruck oder Vakuum im Gerät;
— Oberflächentemperaturen unter Berücksichtigung der beabsichtigtenVerwendung;
— Zersetzung instabiler Fluide.
Insbesondere müssen Druckgeräte mit abnehmbarer Verschlußvorrich-tung mit einer selbsttätigen oder von Hand bedienbaren Einrichtungausgerüstet sein, durch die das Bedienungspersonal ohne weiteressicherstellen kann, daß sich die Vorrichtung gefahrlos öffnen läßt. Läßtsich die Vorrichtung schnell betätigen, so muß das Druckgerät außerdemmit einer Sperre ausgerüstet sein, die ein Öffnen verhindert, solange derDruck oder die Temperatur des Fluids eine Gefahr darstellt.
2.4. Vorkehrungen für die Inspektion
a) Druckgeräte sind so zu entwerfen, daß alle erforderlichen Sicher-heitsinspektionen durchgeführt werden können.
b) Falls dies zur Gewährleistung der kontinuierlichen Gerätesicherheiterforderlich ist, müssen Vorkehrungen zur Feststellung des innerenZustands des Druckgerätes vorgesehen sein, wie Öffnungen für denZugang zum Inneren des Druckgerätes, so daß geeignete Inspek-tionen sicher und ergonomisch vorgenommen werden können.
c) Andere Mittel zur Gewährleistung eines sicheren Zustands derDruckgeräte können eingesetzt werden,
— wenn diese zu klein für einen Einstieg sind;
— wenn sich das Öffnen des Druckgerätes nachteilig auf das Inneredes Gerätes auswirken würde;
— wenn der Inhaltsstoff den Werkstoff, aus dem das Druckgeräthergestellt ist, erwiesenermaßen nicht angreift und auch keinanderer interner Schädigungsprozeß nach vernünftigem Ermessenvorhersehbar ist.
2.5. Entleerungs- und Entlüftungsmöglichkeiten
Es müssen, falls erforderlich, geeignete Vorrichtungen zur Entleerungund Entlüftung der Druckgeräte vorgesehen werden,
— um schädliche Einwirkungen wie Wasserschlag, Vakuumeinbruch,Korrosion und unkontrollierte chemische Reaktionen zu vermeiden;dabei sind alle Betriebs- und Prüfzustände, insbesondere Druckprü-fungen zu berücksichtigen;
— um Reinigung, Inspektion und Wartung gefahrlos zu ermöglichen.
2.6. Korrosion und andere chemische Einflüsse
Erforderlichenfalls sind entsprechende Wanddickenzuschläge oder ange-messene Schutzvorkehrungen gegen Korrosion oder andere chemischeEinflüsse vorzusehen, wobei die beabsichtigte und nach vernünftigemErmessen vorhersehbare Verwendung gebührend zu berücksichtigen ist.
2.7. Verschleiß
Wo starke Erosions- oder Abrieberscheinungen auftreten können, sindangemessene Maßnahmen zu treffen, um
— diese Erscheinungen durch geeignete Auslegung, z. B. Wanddicken-zuschläge, oder durch die Verwendung von Auskleidungen oderBeschichtungen zu minimieren;
— den Austausch der am stärksten betroffenen Teile zu ermöglichen;
— mit Hilfe der in Abschnitt 3.4 genannten Anleitungen die Aufmerk-samkeit auf diejenigen Maßnahmen zu richten, die für einenkontinuierlichen sicheren Betrieb erforderlich sind.
2.8. Baugruppen
Baugruppen sind so auszulegen, daß
— die untereinander verbundenen Komponenten zuverlässig und fürihre Betriebsbedingungen geeignet sind;
— der richtige Einbau aller Komponenten und ihre angemessene Inte-gration und Montage innerhalb der Baugruppe gewährleistet wird.
2.9. Füllen und Entleeren
Gegebenenfalls sind die Druckgeräte so auszulegen und mit Ausrü-stungsteilen auszustatten bzw. für eine entsprechende Ausstattung
1997L0023 — DE — 20.11.2003 — 001.001 — 23
▼Bvorzubereiten, daß ein sicheres Füllen und Entleeren gewährleistet ist;hierbei ist insbesondere auf folgende Gefahren zu achten:
a) beim Füllen:
— Überfüllen oder zu hoher Druck, insbesondere im Hinblick aufden Füllungsgrad und den Dampfdruck bei der Bezugstempe-ratur;
— Instabilität des Druckgeräts;
b) beim Entleeren: unkontrolliertes Freisetzen des unter Druckstehenden Fluids;
c) beim Füllen und Entleeren: gefährdendes An- und Abkoppeln.
2.10. Schutz vor Überschreiten der zulässigen Grenzen des Druckgerätes
In den Fällen, in denen unter nach vernünftigem Ermessen vorherseh-baren Bedingungen die zulässigen Grenzen überschritten werdenkönnten, ist das Druckgerät mit geeigneten Schutzvorrichtungen auszu-statten bzw. für eine entsprechende Ausstattung vorzubereiten, soferndas Gerät nicht als Teil einer Baugruppe durch andere Schutzvorrich-tungen geschützt wird.
Die geeignete Schutzvorrichtung bzw. die Kombination geeigneterSchutzvorrichtungen ist in Abhängigkeit von dem jeweiligen Gerätbzw. der jeweiligen Baugruppe und den jeweiligen Betriebsbedingungenzu bestimmen.
Zu den geeigneten Schutzvorrichtungen und Kombinationen von Schutz-vorrichtungen zählen:
a) Ausrüstungsteile mit Sicherheitsfunktion im Sinne von Artikel 1Nummer 2.1.3;
b) gegebenenfalls geeignete Überwachungseinrichtungen wie Anzeige-und/oder Warnvorrichtungen, die es ermöglichen, daß entweder auto-matisch oder von Hand gemessene Maßnahmen ergriffen werden, umfür die Einhaltung der zulässigen Grenzen des Druckgerätes zusorgen.
2.11. Ausrüstungsteile mit Sicherheitsfunktion
2.11.1. Für die Ausrüstungsteile mit Sicherheitsfunktion gilt folgendes:
— Sie müssen unter Berücksichtigung etwaiger Wartungs- und Prüfan-forderungen für die Vorrichtungen so ausgelegt und gebaut sein, daßsie zuverlässig und für die vorgesehenen Betriebsbedingungengeeignet sind;
— sie dürfen keine anderen Aufgaben erfüllen, es sei denn, ihre sicher-heitsrelevanten Funktionen können dadurch nicht beeinträchtigtwerden;
— sie müssen den geeigneten Auslegungsgrundsätzen im Hinblick aufeinen angemessenen und zuverlässigen Schutz entsprechen. Zudiesen Grundsätzen gehören insbesondere fehlsicheres Verhalten(fail safe), Redundanz, Verschiedenartigkeit und Selbstüberwachung.
2.11.2. Einrichtungen zur Druckbegrenzung
Diese Einrichtungen sind so auszulegen, daß der Druck nicht betriebs-mäßig den maximal zulässigen Druck PS überschreitet; eine kurzzeitigeDrucküberschreitung ist jedoch im Einklang mit Abschnitt 7.3, sofernzutreffend, zulässig.
2.11.3. Einrichtungen zur Temperaturüberwachung
Diese Einrichtungen müssen über eine sicherheitstechnisch angemesseneund auf die Meßaufgabe abgestimmte Ansprechzeit verfügen.
2.12. Externer Brand
Sofern erforderlich, müssen Druckgeräte insbesondere unter Berücksich-tigung ihres Verwendungszwecks so ausgelegt und gegebenenfalls mitgeeigneten Ausrüstungsteilen ausgestattet oder für eine entsprechendeAusstattung vorbereitet sein, daß sie im Fall eines externen Brandes dieAnforderungen hinsichtlich der Schadensbegrenzung erfüllen.
3. FERTIGUNG
3.1. Fertigungsverfahren
Der Hersteller muß die sachkundige Ausführung der in der Entwurf-sphase festgelegten Maßnahmen gewährleisten, indem er geeignete
1997L0023 — DE — 20.11.2003 — 001.001 — 24
▼BTechniken und entsprechende Verfahren anwendet; dies gilt insbeson-dere im Hinblick auf die folgenden Punkte:
3.1.1. Vorbereitung der Bauteile
Bei der Vorbereitung der Bauteile (z. B. Formen und Schweißkantenvor-bereitung) darf es nicht zu Beschädigungen, zu Rissen oderVeränderungen der mechanischen Eigenschaften kommen, die dieSicherheit des Druckgerätes beeinträchtigen können.
3.1.2. Dauerhafte Werkstoffverbindungen
Die dauerhaften Werkstoffverbindungen und die angrenzenden Bereichedürfen an der Oberfläche und im Inneren keine Mängel aufweisen, diedie Sicherheit der Geräte beeinträchtigen könnten.
Die Eigenschaften der dauerhaften Verbindungen müssen den für die zuverbindenden Werkstoffe spezifizierten Mindesteigenschaften entspre-chen, es sei denn, bei den Konstruktionsberechnungen werden eigensandere Werte für entsprechende Eigenschaften berücksichtigt.
Bei Druckgeräten müssen die dauerhaften Verbindungen der Teile, diezur Druckfestigkeit des Gerätes beitragen, und die unmittelbar damitverbundenen Teile von qualifiziertem Personal mit angemessenerBefähigung und nach fachlich einwandfreien Arbeitsverfahren ausge-führt werden.
Die Zulassung von Arbeitsverfahren und Personal wird für Druckgeräteder Kategorien II, III und IV von einer zuständigen unabhängigen Stellevorgenommen; hierbei handelt es sich nach Wahl des Herstellers um
— eine benannte Stelle,
— eine von einem Mitgliedstaat gemäß Artikel 13 anerkannte Prüf-stelle.
Zur Erteilung dieser Zulassungen führt die genannte unabhängige Stelledie in den entsprechenden harmonisierten Normen vorgesehenen Unter-suchungen und Prüfungen oder gleichwertige Untersuchungen undPrüfungen durch oder läßt diese durchführen.
3.1.3. Zerstörungsfreie Prüfungen
Bei Druckgeräten müssen die zerstörungsfreien Prüfungen an den dauer-haften Verbindungen von qualifiziertem Personal mit angemessenerBefähigung ausgeführt werden. Bei Druckgeräten der Kategorien IIIund IV muß die Qualifikation dieses Personals von einer unabhängigenPrüfstelle, die von einem Mitgliedstaat gemäß Artikel 13 anerkanntwurde, gebilligt worden sein.
3.1.4. Wärmebehandlung
Besteht die Gefahr, daß die Werkstoffeigenschaften durch das Ferti-gungsverfahren so stark geändert werden, daß hierdurch die Sicherheitdes Drukgerätes beeinträchtigt wird, so muß in einem geeigneten Ferti-gungsstadium eine angemessene Wärmebehandlung durchgeführtwerden.
3.1.5. Rückverfolgbarkeit
Es sind geeignete Verfahren einzuführen und aufrecht zu erhalten, umdie Werkstoffe der Teile des Gerätes, die zur Druckfestigkeit beitragen,mit geeigneten Mitteln vom Materialeingang über den Herstellungs-prozeß bis zur Endabnahme des hergestellten Druckgerätesidentifizieren zu können.
3.2. Abnahme
Druckgeräte müssen der nachstehend beschriebenen Abnahme unter-zogen werden.
3.2.1. Schlußprüfung
Druckgeräte müssen einer Schlußprüfung unterzogen werden, bei derdurch Sichtprüfung und Kontrolle der zugehörigen Unterlagen zu über-prüfen ist, ob die Anforderungen dieser Richtlinie erfüllt sind. Hierbeikönnen Prüfungen, die während der Fertigung durchgeführt wordensind, berücksichtigt werden. Soweit von der Sicherheit her erforderlich,wird die Schlußprüfung innen und außen an allen Teilen des Gerätes,gegebenenfalls während des Fertigungsprozesses (z. B. falls bei derSchlußprüfung nicht mehr besichtigbar), durchgeführt.
1997L0023 — DE — 20.11.2003 — 001.001 — 25
▼B3.2.2. Druckprüfung
Die Abnahme der Druckgeräte muß eine Druckfestigkeitsprüfungeinschließen, die normalerweise in Form eines hydrostatischen Druck-versuchs durchgeführt wird, wobei der Druck mindestens dem inAbschnitt 7.4 festgelegten Wert — falls anwendbar — entsprechen muß.
Für serienmäßig hergestellte Geräte der Kategorie I kann diese Prüfungauf statistischer Grundlage durchgeführt werden.
Ist der hydrostatische Druckversuch nachteilig oder nicht durchführbar,so können andere Prüfungen, die sich als wirksam erwiesen haben,durchgeführt werden. Für andere Prüfungen als den hydrostatischenDruckversuch müssen zuvor zusätzliche Maßnahmen, wie zerstörungs-freie Prüfungen oder andere gleichwertige Verfahren, angewandtwerden.
3.2.3. Prüfung der Sicherheitseinrichtungen
Bei Baugruppen umfaßt die Abnahme auch eine Prüfung der Ausrü-stungsteile mit Sicherheitsfunktion, bei der überprüft wird, daß dieAnforderungen gemäß Abschnitt 2.10 vollständig erfüllt sind.
3.3. Kennzeichnung und Etikettierung
Neben der gemäß Artikel 15 vorzunehmenden CE-Kennzeichnung sindfolgende Angaben zu machen:
a) Für alle Druckgeräte
— Name und Anschrift des Herstellers bzw. andere Angaben zuseiner Identifizierung und gegebenenfalls die seines in derGemeinschaft ansässigen Bevollmächtigten;
— Herstellungsjahr;
— Angaben, die eine Identifizierung des Druckgeräts seiner Artentsprechend erlauben, wie Typ-, Serien- oder Loskennzeich-nung, Fabrikationsnummer;
— Angaben über die wesentlichen zulässigen oberen/unteren Grenz-werte.
b) Je nach Art des Druckgeräts sind weitere Angaben zu machen, diezur Gewährleistung der Sicherheit bei Montage, Betrieb, Benutzungund gegebenenfalls Wartung und regelmäßiger Überprüfung erforder-lich sind; diese Angaben umfassen z. B.
— das Druckgerätevolumen V in I;
— die Nennweite DN für Rohrleitungen;
— den aufgebrachten Prüfdruck PT in bar und das Datum;
— den Einstelldruck der Sicherheitseinrichtung in bar;
— die Druckgeräteleistung in kW;
— die Netzspannung in Volt;
— die beabsichtigte Verwendung;
— den Füllungsgrad in kg/l;
— die Höchstfüllmasse in kg;
— die Leermasse in kg;
— die Produktgruppe.
c) Falls erforderlich, sind die Druckgeräte mit Warnhinweisen zuversehen, mit denen auf Fälle unsachgemäßer Verwendung hinge-wiesen wird, die erfahrungsgemäß möglich sind.
Auf dem Druckgerät oder einem an ihm fest angebrachten Typenschildist die CE-Kennzeichnung vorzunehmen und sind die erforderlichenAngaben zu machen, wobei folgende Ausnahmen gelten:
— Eine wiederholte Kennzeichnung von Einzelteilen, beispielsweisevon Rohrteilen, die für dieselbe Baugruppe bestimmt sind, kanngegebenenfalls durch Verwendung einer entsprechenden Dokumenta-tion vermieden werden. Dies gilt für die CE-Kennzeichnung sowiefür andere Kennzeichnungen und Etikettierungen gemäß diesemAnhang;
— ist das Druckgerät zu klein (z. B. Ausrüstungsteile), so können dieunter Buchstabe b) aufgeführten Angaben auf einem am Druckgerätbefestigten Etikett gemacht werden;
— Angaben über die Füllmasse und die unter Buchstabe c) genanntenWarnhinweise können auf Etiketten oder in einer anderen angeme-ssenen Form gemacht bzw. gegeben werden, sofern sie für einenangemessenen Zeitraum lesbar bleiben.
1997L0023 — DE — 20.11.2003 — 001.001 — 26
▼B3.4. Betriebsanleitung
a) Beim Inverkehrbringen ist den Druckgeräten, sofern erforderlich,eine Betriebsanleitung für den Benutzer beizufügen, die alle derSicherheit dienlichen Informationen zu folgenden Aspekten enthält:
— Montage einschließlich Verbindung verschiedener Druckgeräte;— Inbetriebnahme;— Benutzung;— Wartung einschließlich Inspektion durch den Benutzer.
b) Die Betriebsanleitung muß die gemäß Abschnitt 3.3 auf dem Druck-gerät anzubringenden Angaben mit Ausnahme derSerienkennzeichnung enthalten; der Betriebsanleitung sind gegeben-enfalls die technischen Dokumente sowie Zeichnungen undDiagramme beizufügen, die für das richtige Verständnis dieser Anlei-tung erforderlich sind.
c) Gegebenenfalls muß in der Betriebsanleitung auch auf die Gefahreneiner unsachgemäßen Verwendung gemäß Abschnitt 1.3 und auf diebesonderen Merkmale des Entwurfs gemäß Abschnitt 2.2.3 hinge-wiesen werden.
4. WERKSTOFFE
Die zur Herstellung von Druckgeräten verwendeten Werkstoffe müssen,falls sie nicht ersetzt werden sollen, für die gesamte vorgeseheneLebensdauer geeignet sein.
Schweißzusatzwerkstoffe und sonstige Verbindungswerkstoffe müssennur die entsprechenden Auflagen der Abschnitte 4.1, 4.2 Buchstabe a)und 4.3 erster Absatz erfüllen, und zwar sowohl einzeln als auch in derVerbindung.
4.1. Für Werkstoffe drucktragender Teile gelten folgende Bestimmungen:
a) Sie müssen Eigenschaften besitzen, die allen nach vernünftigemErmessen vorhersehbaren Betriebsbedingungen und allen Prüfbedin-gungen entsprechen, und insbesondere eine ausreichend hoheDuktilität und Zähigkeit besitzen. Falls zutreffend, müssen die Eigen-schaften dieser Werkstoffe den Bestimmungen des Abschnitts 7.5entsprechen. Insbesondere müssen die Werkstoffe so ausgewähltsein, daß es gegebenenfalls nicht zu einem Sprödbruch kommt; mußaus bestimmten Gründen ein spröder Werkstoff verwendet werden,so sind entsprechende Maßnahmen zu treffen;
b) sie müssen gegen die im Druckgerät geführten Fluide in ausrei-chendem Maße chemisch beständig sein; die für dieBetriebssicherheit erforderlichen chemischen und physikalischenEigenschaften dürfen während der vorgesehenen Lebensdauer nichtwesentlich beeinträchtigt werden;
c) sie dürfen durch Alterung nicht wesentlich beeinträchtigt werden;
d) sie müssen für die vorgesehenen Verarbeitungsverfahren geeignetsein;
e) sie müssen so ausgewählt sein, daß bei der Verbindung unterschied-licher Werkstoffe keine wesentlich nachteiligen Wirkungen auftreten.
4.2. a) Die für die Berechnung im Hinblick auf Abschnitt 2.2.3 erforderli-chen Kennwerte sowie die wesentlichen Eigenschaften derWerkstoffe und ihrer Behandlung gemäß Abschnitt 4.1 sind vomDruckgerätehersteller sachgerecht festzulegen.
b) Der Hersteller hat in den technischen Unterlagen Angaben zurEinhaltung der Werkstoffvorschriften der Richtlinie in einer derfolgenden Formen zu machen:
— Verwendung von Werkstoffen entsprechend den harmonisiertenNormen;
— Verwendung von Werkstoffen, für die eine europäische Werk-stoffzulassung für Druckgeräte gemäß Artikel 11 vorliegt;
— Einzelgutachten zu den Werkstoffen.
c) Bei Druckgeräten der Kategorien III und IV wird das Einzelgut-achten gemäß Buchstabe b) dritter Gedankenstrich von der für dieKonformitätsbewertung des Druckgerätes zuständigen benanntenStelle durchgeführt.
4.3. Der Hersteller des Druckgeräts muß die geeigneten Maßnahmenergreifen, um sicherzustellen, daß der verwendete Werkstoff den vorge-gebenen Anforderungen entspricht. Insbesondere müssen für alleWerkstoffe vom Werkstoffhersteller ausgefertigte Unterlagen eingeholt
1997L0023 — DE — 20.11.2003 — 001.001 — 27
▼Bwerden, durch die die Übereinstimmung mit einer gegebenen Vorschriftbescheinigt wird.
Für die wichtigsten drucktragenden Teile von Druckgeräten der Katego-rien II, III und IV erfolgt dies in Form einer Bescheinigung mitspezifischer Prüfung der Produkte.
Wendet ein Werkstoffhersteller ein geeignetes, von einer in der Gemein-schaft niedergelassenen zuständigen Stelle zertifiziertesQualitätsmanagementsystem an, das in bezug auf die Werkstoffe einerspezifischen Bewertung unterzogen wurde, so wird davon ausgegangen,daß die vom Hersteller ausgestellten Bescheinigungen den Nachweis derÜbereinstimmung mit den entsprechenden Anforderungen diesesAbschnitts bieten.
SPEZIFISCHE ANFORDERUNGEN FÜR BESTIMMTE DRUCKGERÄTE
Zusätzlich zu den Anforderungen gemäß den Abschnitten 1 bis 4 gelten dienachstehenden Anforderungen für die unter die Abschnitte 5 und 6 fallendenDruckgeräte.
5. BEFEUERTE ODER ANDERWEITIG BEHEIZTE ÜBERHITZUNGS-GEFÄHRDETE DRUCKGERÄTE GEMÄSS ARTIKEL 3 ABSATZ 1
Diese Druckgeräte sind Teil von
— Dampf- und Heißwassererzeugern gemäß Artikel 3 Nummer 1.2, wiez. B. befeuerte Dampf- und Heißwasserkessel, Überhitzer undZwischenüberhitzer, Abhitzekessel, Abfallverbrennungskessel, elek-trisch beheizte Kessel oder Elektrodenkessel und Dampfdrucktöpfe,zusammen mit ihren Ausrüstungsteilen und gegebenenfalls ihrenSystemen zur Speisewasserbehandlung und zur Brennstoffzufuhr;
— Prozeßheizgeräten für andere Medien als Dampf und Heißwassergemäß Artikel 3 Nummer 1.1, wie z. B. Erhitzer für chemische undähnliche Prozesse sowie Druckgeräte für die Nahrungsmittelindu-strie.
Diese Druckgeräte sind so zu berechnen, auszulegen und zu bauen, daßdas Risiko eines signifikanten Versagens druckhaltender Teile aufgrundvon Überhitzung vermieden oder minimiert wird. Insbesondere mußgegebenenfalls sichergestellt werden, daß
a) geeignete Schutzvorrichtungen vorgesehen werden, damit Betriebspa-rameter wie Wärmezufuhr, Wärmeabgabe und, wo zutreffend,Flüssigkeitsstand begrenzt werden können, um das Risiko einer örtli-chen oder generellen Überhitzung zu vermeiden;
b) falls erforderlich, Probenahmestellen vorgesehen werden, damit dieEigenschaften der Fluide bewertet werden können, um Risiken imZusammenhang mit Ablagerungen und/oder Korrosion zu vermeiden;
c) angemessene Vorkehrungen getroffen werden, um die Gefahren vonSchäden durch Ablagerungen zu beseitigen;
d) Möglichkeiten zur sicheren Abführung von Nachwärme nach einemAbschalten geschaffen werden;
e) Maßnahmen vorgesehen werden, damit eine gefährliche Ansamm-lung entzündlicher Mischungen aus brennbaren Stoffen und Luftsowie ein Flammenrückschlag vermieden werden.
6. ROHRLEITUNGEN GEMÄSS ARTIKEL 3 NUMMER 1.3
Durch Auslegung und Bau muß folgendes sichergestellt sein:
a) Der Gefahr einer Überbeanspruchung durch unzulässige Bewegungoder übermäßige Kräfte z. B. an Flanschen, Verbindungen, Kompen-satoren oder Schlauchleitungen ist durch Unterstützung, Befestigung,Verankerung, Ausrichtung oder Vorspannung in geeigneter Weisevorzubeugen;
b) falls sich im Innern von Rohrleitungen für gasförmige FluideKondensflüssigkeit bilden kann, sind Einrichtungen zur Entwässe-rung bzw. zur Entfernung von Ablagerungen aus tiefliegendenBereichen vorzusehen, um Schäden aufgrund von Wasserschlag oderKorrosion zu vermeiden;
c) die Möglichkeit von Schäden durch Turbulenzen oder Wirbelbildungist gebührend zu berücksichtigen. Dabei gelten die entsprechendenBestimmungen des Abschnitts 2.7;
d) die Gefahr von Ermüdungserscheinungen durch Vibrationen inRohren ist gebührend zu berücksichtigen;
1997L0023 — DE — 20.11.2003 — 001.001 — 28
▼Be) enthalten die Rohrleitungen Fluide der Gruppe 1, so ist in geeigneter
Weise dafür zu sorgen, daß die Rohrabzweigungen, die wegen ihrerAbmessungen erhebliche Risiken mit sich bringen, abgesperrt werdenkönnen;
f) zur Minimierung der Gefahr einer unbeabsichtigten Entnahme sinddie Entnahmestellen an der permanenten Seite der Verbindungenunter Angabe des enthaltenen Fluids deutlich zu kennzeichnen;
g) zur Erleichterung von Wartungs-, Inspektions- und Reparaturarbeitensind Lage und Verlauf von erdverlegten Rohr- und Fernleitungenzumindest in der technischen Dokumentation anzugeben.
7. BESONDERE QUANTITATIVE ANFORDERUNGEN FÜRBESTIMMTE DRUCKGERÄTE
Die nachstehenden Bestimmungen sind in der Regel anzuwenden.Werden sie nicht angewandt, einschließlich für den Fall, daß Werkstoffenicht speziell genannt sind und harmonisierte Normen nicht angewandtwerden, so muß der Hersteller nachweisen, daß geeignete Maßnahmenergriffen wurden, um ein gleichwertiges Gesamtsicherheitsniveau zuerzielen.
Dieser Abschnitt ist Teil des Anhangs I. Seine Bestimmungen ergänzendie grundlegenden Anforderungen der Abschnitte 1 bis 6 bei Druck-geräten, für die sie gelten.
7.1. Zulässige Belastungen
7.1.1. Symbole
Re,t
(Elastizitätsgrenze) bezeichnet je nach Fall folgende Werte beiBerechnungstemperatur:
— obere Streckgrenze bei Werkstoffen, die eine untere und obereStreckgrenze aufweisen;
— 1,0 %-Dehngrenze bei Austenitstahl und unlegiertem Aluminium;
— 0,2 %-Dehngrenze in den übrigen Fällen.
Rm,20
bezeichnet den Mindestwert der Zugfestigkeit bei 20 ºC.
Rm,t
bezeichnet die Zugfestigkeit bei Berechnungstemperatur.
7.1.2. Die zulässige allgemeine Membranspannung darf bei überwiegend stati-schen Belastungen und bei Temperaturen außerhalb des Bereichs, indem Kriechphänomene signifikant sind, je nach verwendetem Werkstoffden jeweils niedrigeren der folgenden Werte nicht überschreiten:
— ferritischer Stahl, einschließlich normalgeglühter (normalisierendgewalzter) Stahl und mit Ausnahme von Feinkornstahl und Stahlmit besonderer Wärmebehandlung: 2/
3von R
e,tund 5/
12von R
m,20;
— austenitischer Stahl:
— wenn die Bruchdehnung über 30 % beträgt: 2/3von R
e,t;
— oder alternativ hierzu, wenn die Bruchdehnung über 35 %beträgt: 5/
6von R
e,tund 1/
3von R
m,t;
— unlegierter und niedriglegierter Stahlguß: 10/19
von Re,t
und 1/3von
Rm,20
;
— Aluminium: 2/3von R
e,t;
— nicht aushärtbare Aluminiumlegierungen: 2/3von R
e,tund 5/
12von
Rm,20
.
7.2. Verbindungskoeffizienten
Bei Schweißverbindungen dürfen die Verbindungskoeffizienten folgendeWerte nicht überschreiten:
— Bei Druckgeräten, an denen zerstörende und zerstörungsfreiePrüfungen durchgeführt werden, um zu überprüfen, daß die Verbin-dungen keine wesentlichen Mängel aufweisen: 1;
— bei Druckgeräten, an denen zerstörungsfreie Stichprobenprüfungendurchgeführt werden: 0,85;
— bei Druckgeräten, an denen mit Ausnahme einer Sichtprüfung keinezerstörungsfreien Prüfungen durchgeführt werden: 0,7.
Erforderlichenfalls sind auch die Beanspruchungsart sowie die mecha-nisch-technologischen Eigenschaften der Verbindung zuberücksichtigen.
1997L0023 — DE — 20.11.2003 — 001.001 — 29

▼B7.3. Einrichtungen zur Druckbegrenzung, insbesondere bei Druckbe-
hältern
Die vorübergehende Drucküberschreitung gemäß Abschnitt 2.11.2 istauf 10 % des höchstzulässigen Drucks zu begrenzen.
7.4. Hydrostatischer Prüfdruck
Bei Druckbehältern muß der hydrostatische Prüfdruck gemäß Abschnitt3.2.2 dem höheren der folgenden Werte entsprechen:
— dem 1,25fachen Wert der Höchstbelastung des Druckgeräts imBetrieb unter Berücksichtigung des höchstzulässigen Drucks undder höchstzulässigen Temperatur oder
— dem 1,43fachen Wert des höchstzulässigen Drucks.
7.5. Werkstoffeigenschaften
Sofern nicht andere zu berücksichtigende Kriterien andere Werte erfor-dern, gilt ein Stahl als ausreichend duktil im Sinne des Abschnitts 4.1Buchstabe a), wenn seine Bruchdehnung im normgemäß durchgeführtenZugversuch mindestens 14 % und die Kerbschlagarbeit an einer ISO-V-Probe bei einer Temperatur von höchstens 20 ºC, jedoch höchstens beider vorgesehenen tiefsten Betriebstemperatur mindestens 27 J beträgt.
1997L0023 — DE — 20.11.2003 — 001.001 — 30

▼BANHANG II
KONFORMITÄTSBEWERTUNGSDIAGRAMME
1. Die römischen Ziffern in den Diagrammen entsprechen folgenden Modulka-tegorien:
I = Modul A
II = Module A1, D1, E1
III = Module B1 + D, B1 + F, B + E, B + C1, H
IV = Module B + D, B + F, G, H1
2. Die in Artikel 1 Nummer 2.1.3 definierten und in Artikel 3 Nummer 1.4genannten Ausrüstungsteile mit Sicherheitsfunktion fallen unter die KategorieIV. Als Ausnahme hiervon können jedoch für spezifische Geräte hergestellteAusrüstungsteile mit Sicherheitsfunktion in dieselbe Kategorie wie das zuschützende Gerät eingestuft werden.
3. Maßgebend für die Einstufung der in Artikel 1 Nummer 2.1.4 definierten undin Artikel 3 Nummer 1.4 genannten drucktragenden Ausrüstungsteile sind
— ihr maximal zulässiger Druck PS und— das für sie maßgebliche Volumen V bzw. ihre Nennweite DN und— die Gruppe der Fluide, für die sie bestimmt sind;
zur Präzisierung der Konformitätsbewertungskategorien gilt das jeweiligeDiagramm für Behälter bzw. Rohrleitungen.
Werden sowohl das Volumen als auch die Nennweite als geeignet im Sinnedes zweiten Gedankenstrichs angesehen, so ist das druckhaltende Ausrü-stungsteil in die jeweils höhere Kategorie einzustufen.
4. Mit den Abgrenzungskurven in den nachstehenden Konformitätsbewertungs-diagrammen wird der Höchstwert für jede Kategorie angegeben.
1997L0023 — DE — 20.11.2003 — 001.001 — 31
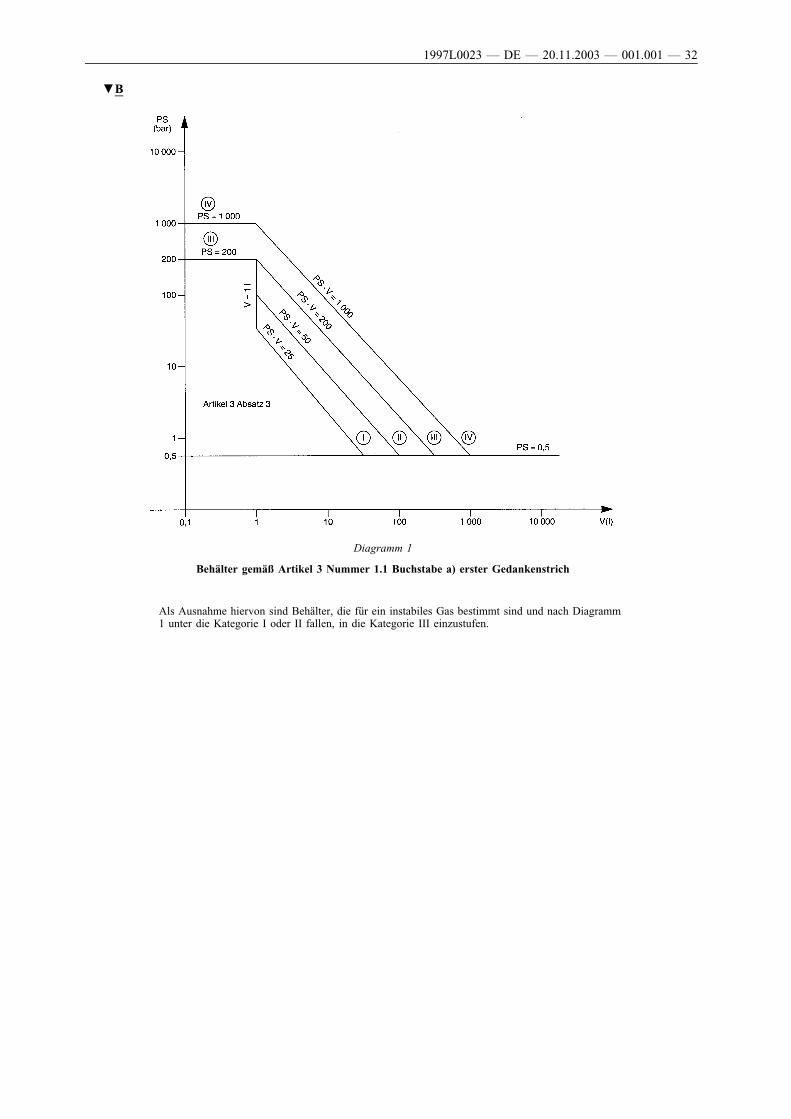
▼B
Diagramm 1
Behälter gemäß Artikel 3 Nummer 1.1 Buchstabe a) erster Gedankenstrich
Als Ausnahme hiervon sind Behälter, die für ein instabiles Gas bestimmt sind und nach Diagramm1 unter die Kategorie I oder II fallen, in die Kategorie III einzustufen.
1997L0023 — DE — 20.11.2003 — 001.001 — 32
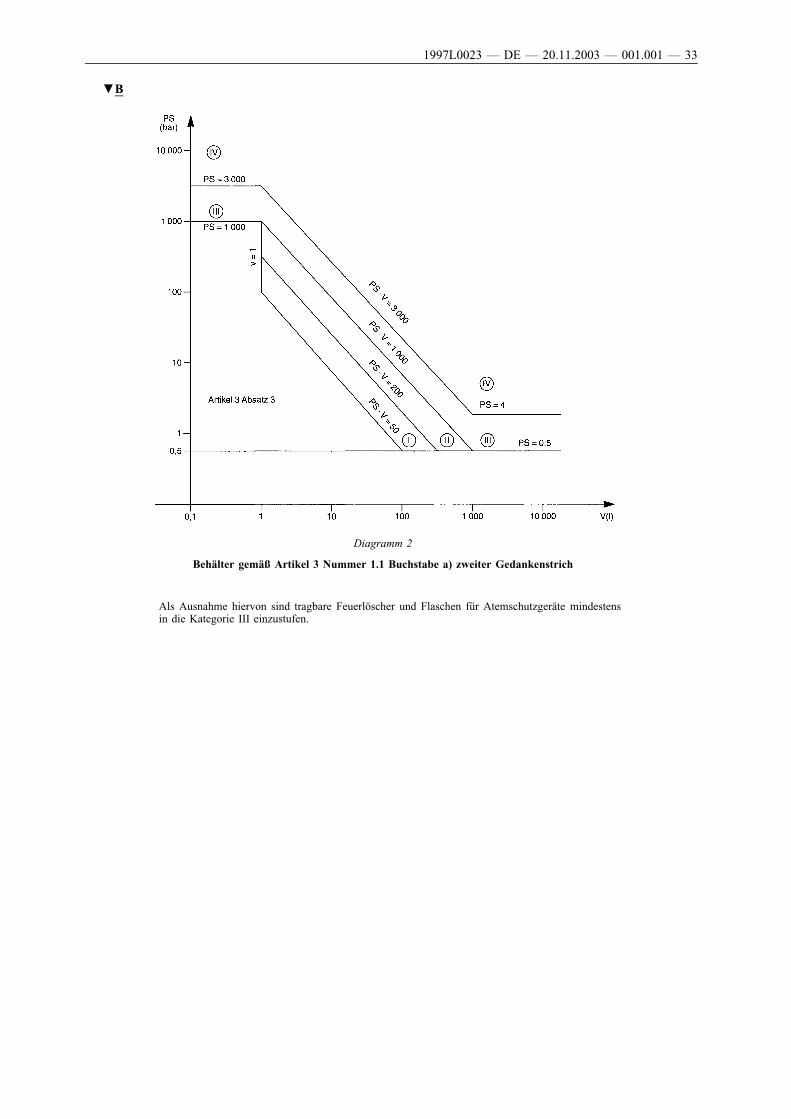
▼B
Diagramm 2
Behälter gemäß Artikel 3 Nummer 1.1 Buchstabe a) zweiter Gedankenstrich
Als Ausnahme hiervon sind tragbare Feuerlöscher und Flaschen für Atemschutzgeräte mindestensin die Kategorie III einzustufen.
1997L0023 — DE — 20.11.2003 — 001.001 — 33
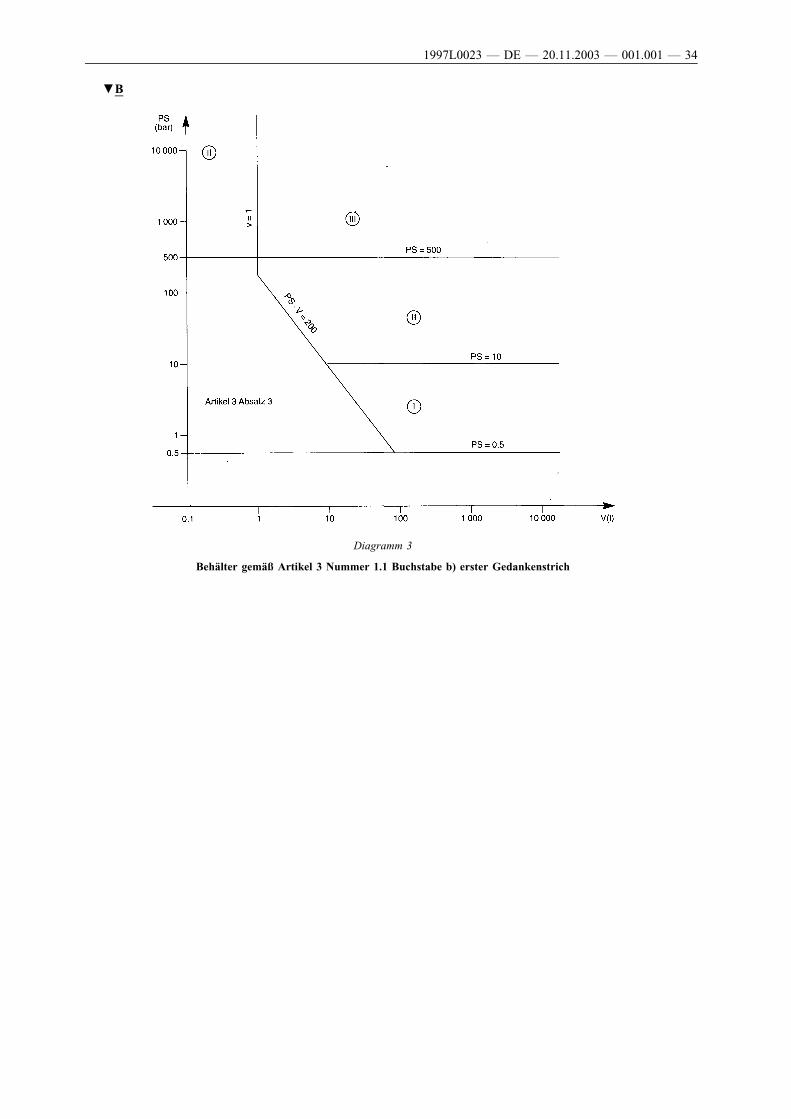
▼B
Diagramm 3
Behälter gemäß Artikel 3 Nummer 1.1 Buchstabe b) erster Gedankenstrich
1997L0023 — DE — 20.11.2003 — 001.001 — 34
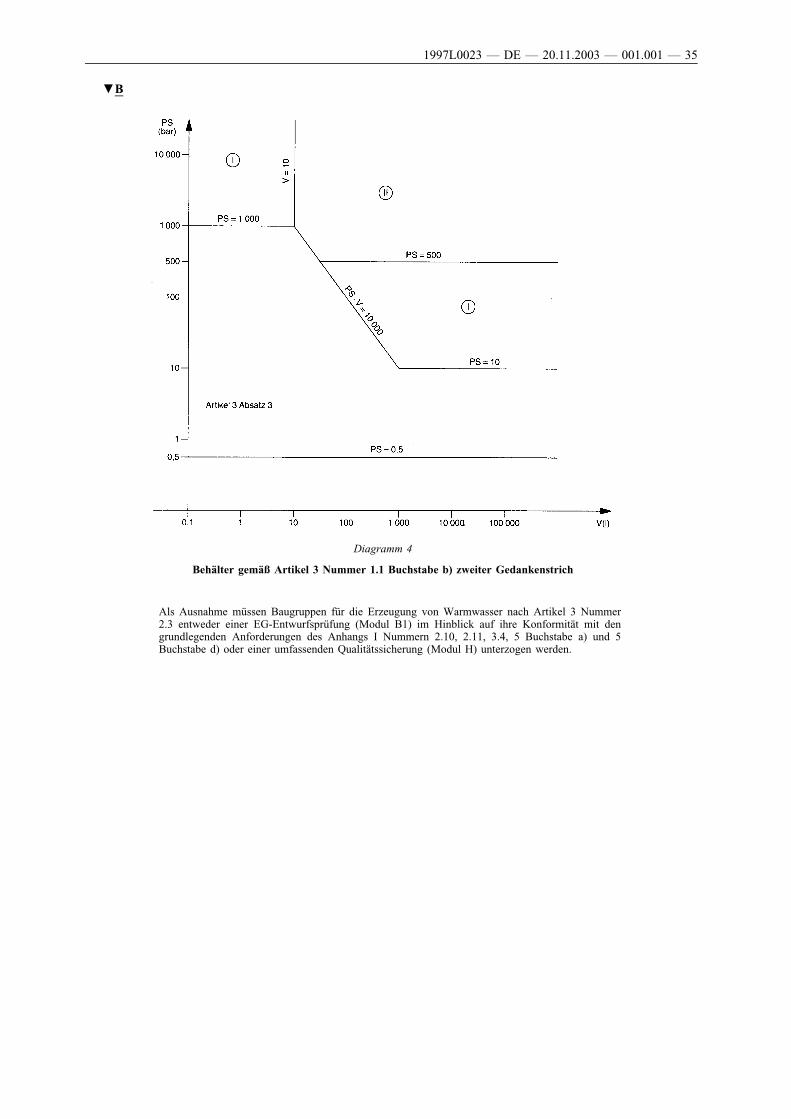
▼B
Diagramm 4
Behälter gemäß Artikel 3 Nummer 1.1 Buchstabe b) zweiter Gedankenstrich
Als Ausnahme müssen Baugruppen für die Erzeugung von Warmwasser nach Artikel 3 Nummer2.3 entweder einer EG-Entwurfsprüfung (Modul B1) im Hinblick auf ihre Konformität mit dengrundlegenden Anforderungen des Anhangs I Nummern 2.10, 2.11, 3.4, 5 Buchstabe a) und 5Buchstabe d) oder einer umfassenden Qualitätssicherung (Modul H) unterzogen werden.
1997L0023 — DE — 20.11.2003 — 001.001 — 35
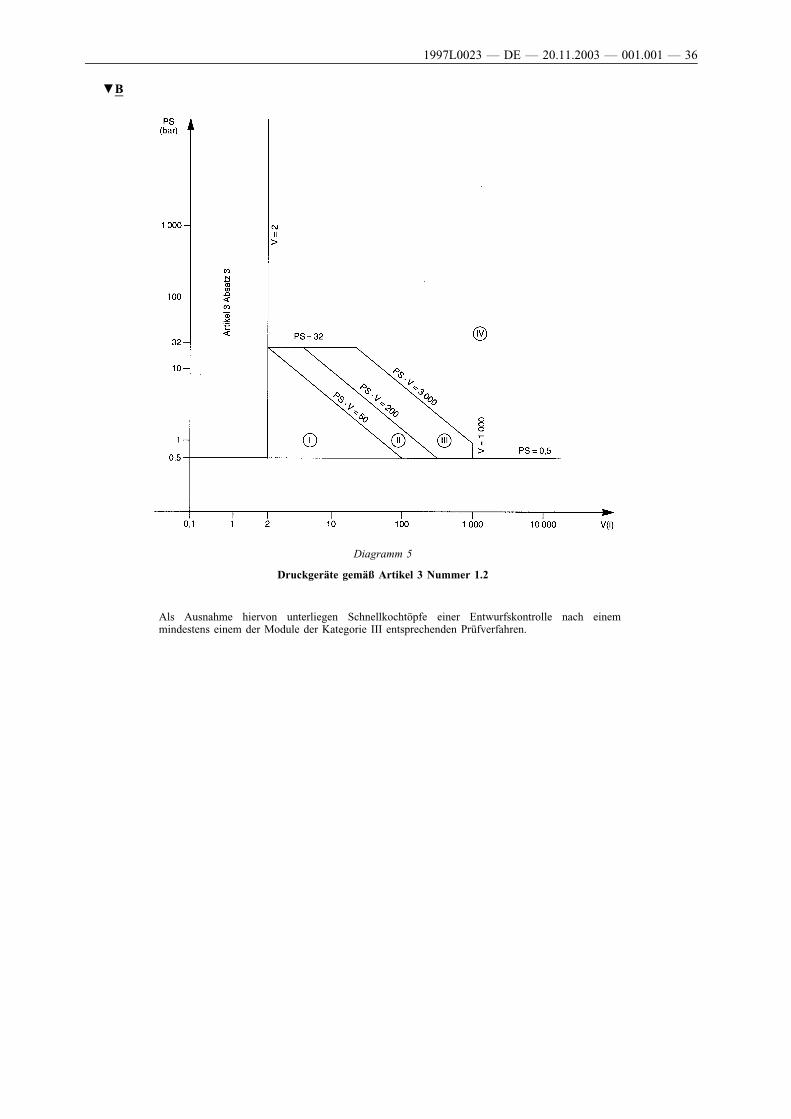
▼B
Diagramm 5
Druckgeräte gemäß Artikel 3 Nummer 1.2
Als Ausnahme hiervon unterliegen Schnellkochtöpfe einer Entwurfskontrolle nach einemmindestens einem der Module der Kategorie III entsprechenden Prüfverfahren.
1997L0023 — DE — 20.11.2003 — 001.001 — 36
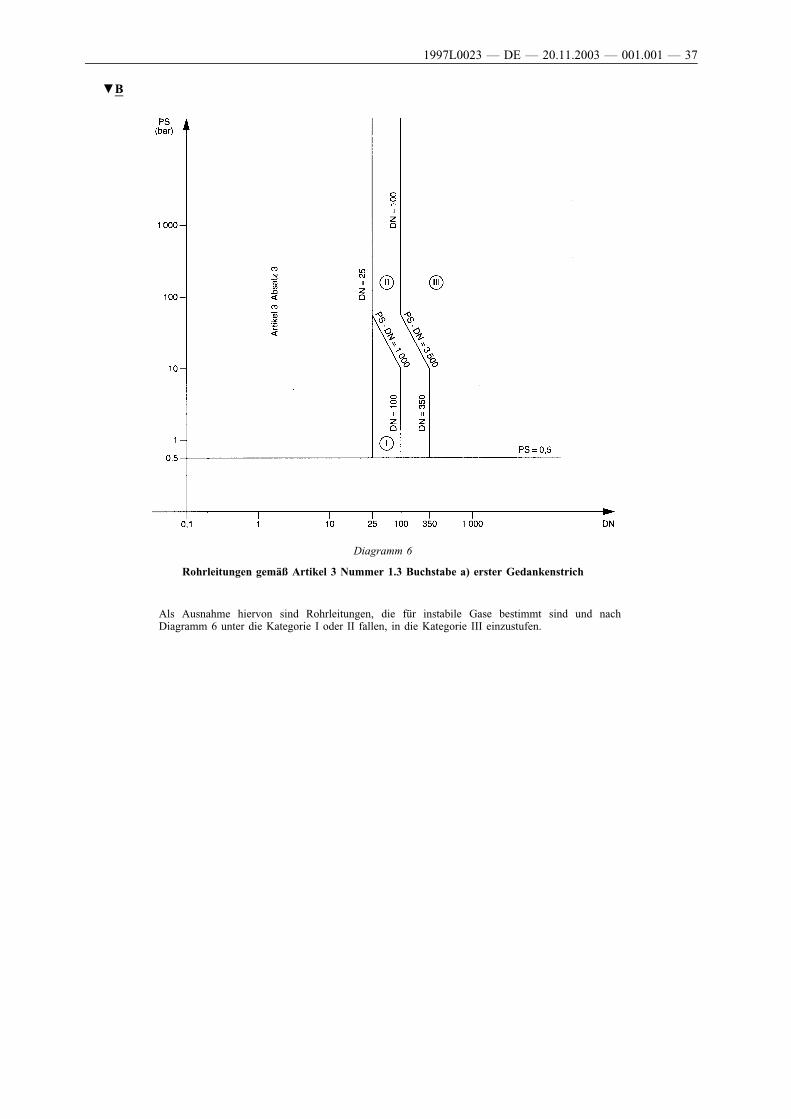
▼B
Diagramm 6
Rohrleitungen gemäß Artikel 3 Nummer 1.3 Buchstabe a) erster Gedankenstrich
Als Ausnahme hiervon sind Rohrleitungen, die für instabile Gase bestimmt sind und nachDiagramm 6 unter die Kategorie I oder II fallen, in die Kategorie III einzustufen.
1997L0023 — DE — 20.11.2003 — 001.001 — 37
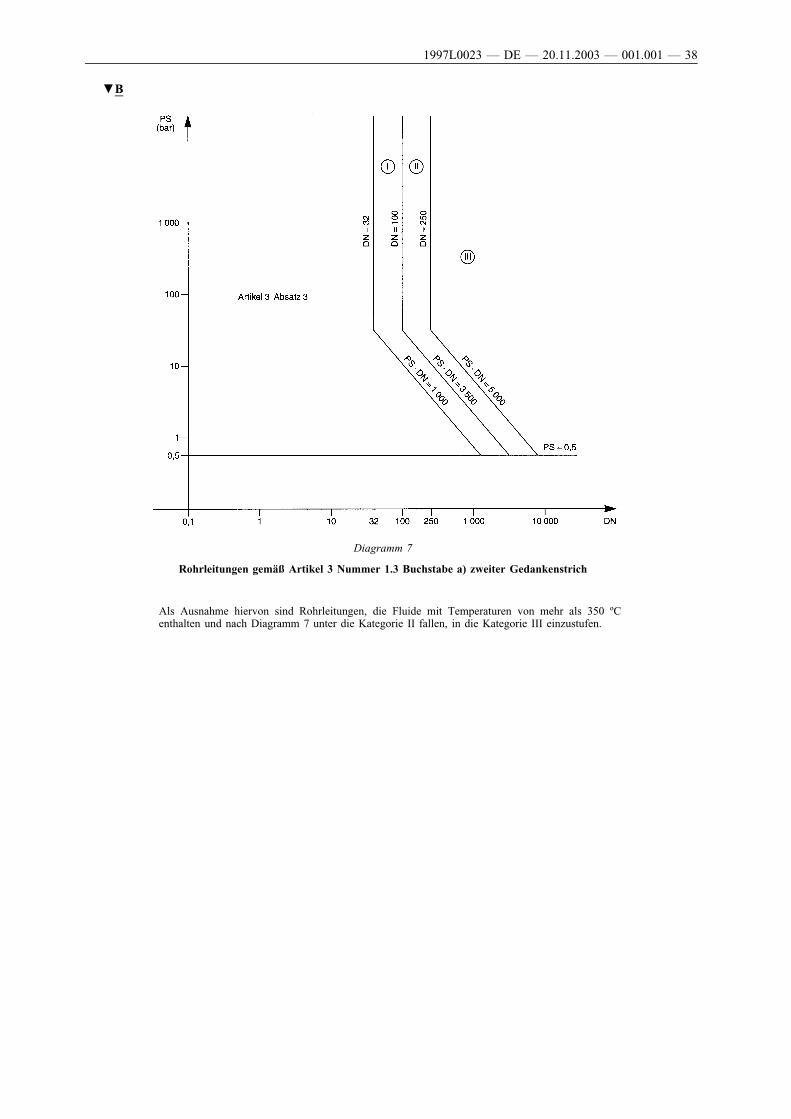
▼B
Diagramm 7
Rohrleitungen gemäß Artikel 3 Nummer 1.3 Buchstabe a) zweiter Gedankenstrich
Als Ausnahme hiervon sind Rohrleitungen, die Fluide mit Temperaturen von mehr als 350 ºCenthalten und nach Diagramm 7 unter die Kategorie II fallen, in die Kategorie III einzustufen.
1997L0023 — DE — 20.11.2003 — 001.001 — 38
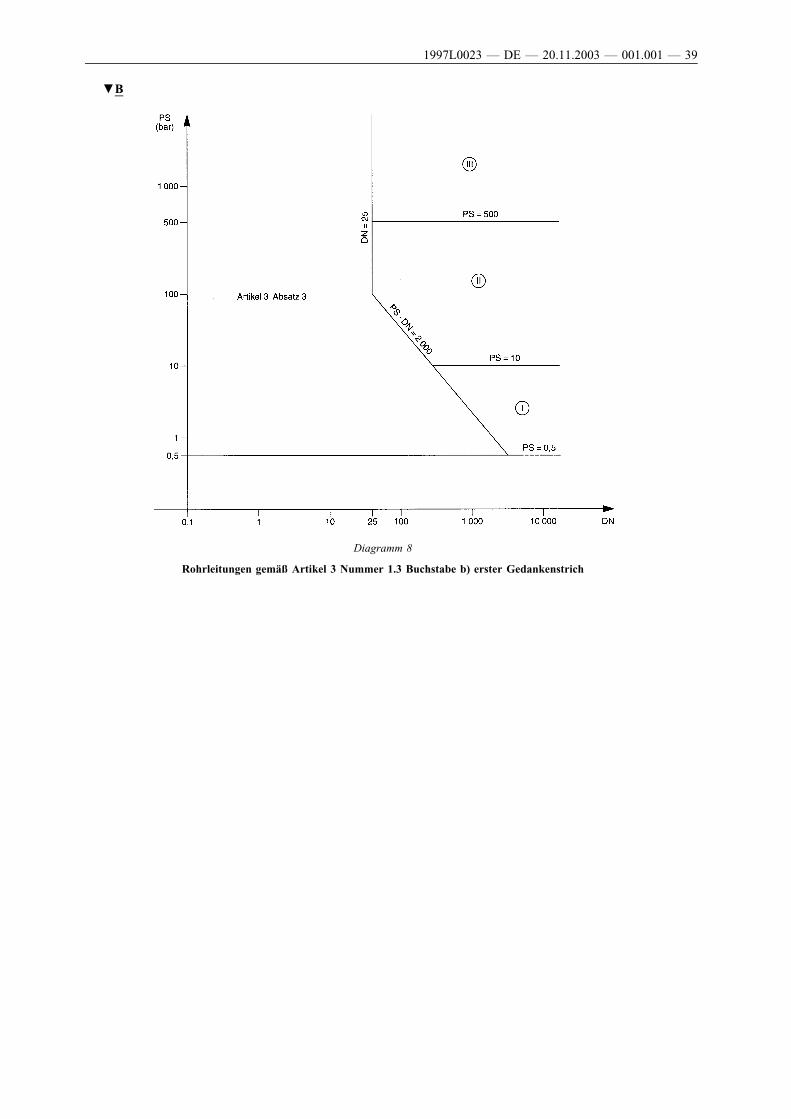
▼B
Diagramm 8
Rohrleitungen gemäß Artikel 3 Nummer 1.3 Buchstabe b) erster Gedankenstrich
1997L0023 — DE — 20.11.2003 — 001.001 — 39
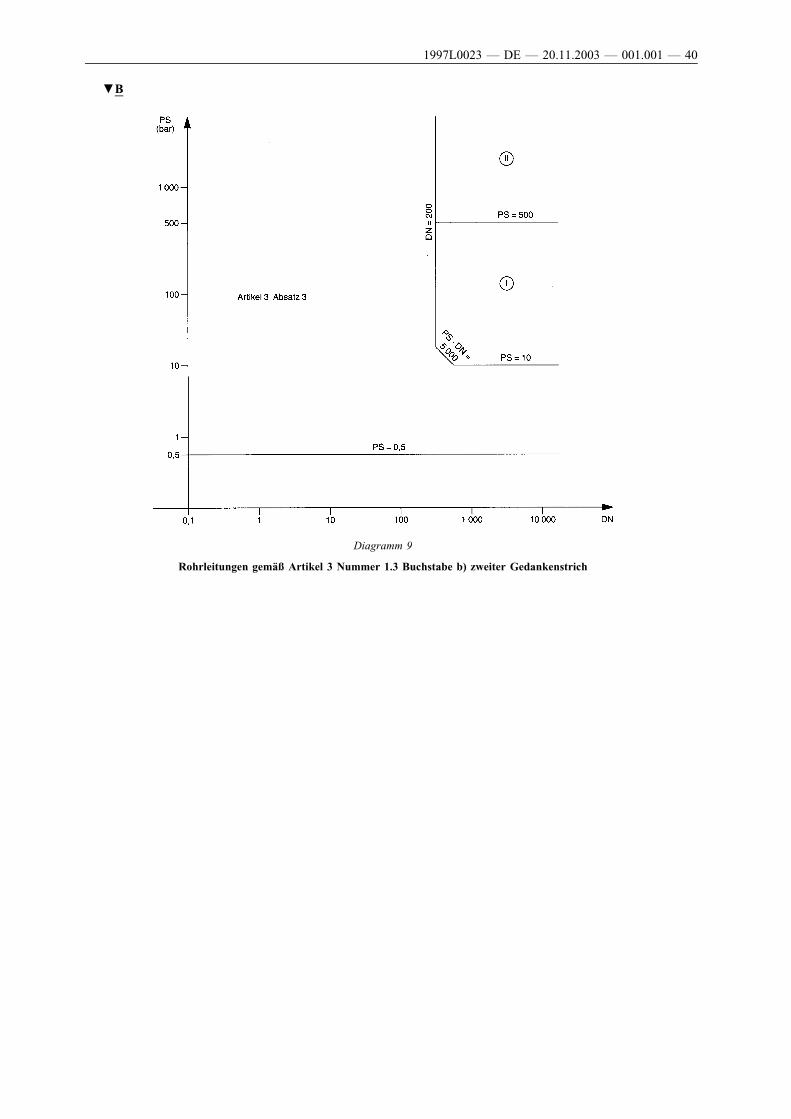
▼B
Diagramm 9
Rohrleitungen gemäß Artikel 3 Nummer 1.3 Buchstabe b) zweiter Gedankenstrich
1997L0023 — DE — 20.11.2003 — 001.001 — 40
▼BANHANG III
KONFORMITÄTSBEWERTUNGSVERFAHREN
Die Verpflichtungen, die sich aufgrund der Bestimmungen dieses Anhangs fürDruckgeräte ergeben, gelten auch für Baugruppen.
Modul A (Interne Fertigungskontrolle)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller oder sein inder Gemeinschaft ansässiger Bevollmächtigter, der die Verpflichtungennach Nummer 2 erfüllt, sicherstellt und erklärt, daß die Druckgeräte diefür sie geltenden Anforderungen dieser Richtlinie erfüllen. Der Herstelleroder sein in der Gemeinschaft ansässiger Bevollmächtigter bringt an jedemDruckgerät die CE-Kennzeichnung an und stellt eine schriftliche Konfor-mitätserklärung aus.
2. Der Hersteller erstellt die unter Nummer 3 beschriebenen technischenUnterlagen; er oder sein in der Gemeinschaft ansässiger Bevollmächtigterhalten sie zehn Jahre lang nach Herstellung des letzten Druckgeräts zurEinsichtnahme durch die nationalen Behörden bereit.
Sind weder der Hersteller noch sein Bevollmächtigter in der Gemeinschaftansässig, so fällt diese Verpflichtung zur Bereithaltung der technischenUnterlagen der Person zu, die für das Inverkehrbringen des Druckgerätesauf dem Gemeinschaftsmarkt verantwortlich ist.
3. Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinieermöglichen. Soweit es für die Bewertung erforderlich ist, müssen sieEntwurf, Fertigung und Funktionsweise des Druckgeräts abdecken undfolgendes enthalten:
— eine allgemeine Beschreibung des Druckgeräts;
— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-gruppen, Schaltkreisen usw.;
— Beschreibungen und Erläuterungen, die zum Verständnis der genanntenZeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegendenAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;
— Prüfberichte.
4. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbewahrt zusammen mit den technischen Unterlagen eine Kopie der Konfor-mitätserklärung auf.
5. Der Hersteller trifft alle erforderlichen Maßnahmen, damit das Fertigungs-verfahren die Übereinstimmung der gefertigten Druckgeräte mit den inNummer 2 genannten technischen Unterlagen und mit den für sie geltendenAnforderungen dieser Richtlinie gewährleistet.
Modul A1 (Interne Fertigungskontrolle mit Überwachung der Abnahme)
Zusätzlich zu den Anforderungen des Moduls A gilt folgendes:
Die Abnahme unterliegt einer Überwachung in Form unangemeldeter Besuchedurch die vom Hersteller ausgewählte benannte Stelle.
Bei diesen Besuchen muß die benannte Stelle
— sich vergewissern, daß der Hersteller die Abnahme gemäß Anhang IAbschnitt 3.2 tatsächlich durchführt;
— in den Fertigungs- oder Lagerstätten Druckgeräte zu Kontrollzweckenentnehmen. Die benannte Stelle entscheidet über die Anzahl der zu entneh-menden Druckgeräte sowie darüber, ob es erforderlich ist, an diesenentnommenen Druckgeräten die Abnahme ganz oder teilweise durchzuführenoder durchführen zu lassen.
Bei Nichtübereinstimmung eines oder mehrerer Druckgeräte ergreift diebenannte Stelle die geeigneten Maßnahmen.
Der Hersteller bringt unter der Verantwortlichkeit der benannten Stelle derenKennummer auf jedem Druckgerät an.
1997L0023 — DE — 20.11.2003 — 001.001 — 41
▼BModul B (EG-Baumusterprüfung)
1. Dieses Modul beschreibt den Teil des Verfahrens, bei dem eine benannteStelle prüft und bestätigt, daß ein für die betreffende Produktion repräsen-tatives Muster den für dieses Muster geltenden Vorschriften dieserRichtlinie entspricht.
2. Der Antrag auf EG-Baumusterprüfung ist vom Hersteller oder seinem inder Gemeinschaft ansässigen Bevollmächtigten bei einer einzigenbenannten Stelle seiner Wahl einzureichen.
Der Antrag muß folgendes enthalten:
— Name und Anschrift des Herstellers und, wenn der Antrag vom in derGemeinschaft ansässigen Bevollmächtigten eingereicht wird, auchdessen Name und Anschrift;
— eine schriftliche Erklärung, daß derselbe Antrag bei keiner anderenbenannten Stelle eingereicht worden ist;
— die technischen Unterlagen gemäß Nummer 3.
Der Antragsteller stellt der benannten Stelle ein für die betreffende Produk-tion repräsentatives Muster, im folgenden als „Baumuster“ bezeichnet, zurVerfügung. Die benannte Stelle kann weitere Muster verlangen, wenn siediese für die Durchführung des Prüfungprogramms benötigt.
Ein Baumuster kann für mehrere Versionen eines Druckgeräts verwendetwerden, sofern die Unterschiede zwischen den verschiedenen Versionendas Sicherheitsniveau nicht beeinträchtigen.
3. Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinieermöglichen. Soweit es für die Bewertung erforderlich ist, müssen sieEntwurf, Fertigung und Funktionsweise des Druckgeräts abdecken undfolgendes enthalten:
— eine allgemeine Beschreibung des Baumusters;— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-
gruppen, Schaltkreisen usw.;— Beschreibungen und Erläuterungen, die zum Verständnis der genannten
Zeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegendenAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;— Prüfberichte;— Angaben zu den bei der Fertigung vorgesehenen Prüfungen;— Angaben zu den erforderlichen Qualifikationen oder Zulassungen
gemäß Anhang I Abschnitte 3.1.2 und 3.1.3.
4. Die benannte Stelle
4.1. prüft die technischen Unterlagen, überprüft, ob das Baumuster in Überein-stimmung mit den technischen Unterlagen hergestellt wurde, und stellt fest,welche Bauteile nach den einschlägigen Bestimmungen der in Artikel 5genannten Normen und welche nicht nach diesen Normen entworfenwurden.
Die benannte Stelle hat dabei insbesondere folgende Aufgaben:
— Sie prüft die technischen Unterlagen in bezug auf den Entwurf sowiedie Fertigungsverfahren;
— sie begutachtet die verwendeten Werkstoffe, wenn diese nicht dengeltenden harmonisierten Normen oder einer europäischen Werkstoffzu-lassung für Druckgerätewerkstoffe entsprechen, und überprüft die vomWerkstoffhersteller gemäß Anhang I Abschnitt 4.3 ausgestellte Beschei-nigung;
— sie erteilt die Zulassung für die Arbeitsverfahren zur Ausführung dauer-hafter Verbindungen oder überpüft, ob diese bereits gemäß Anhang IAbschnitt 3.1.2 zugelassen worden sind;
— sie überprüft, ob das Personal für die Ausführung der dauerhaftenVerbindungen und die zerstörungsfreien Prüfungen gemäß Anhang IAbschnitte 3.1.2 und 3.1.3 qualifiziert oder zugelassen ist;
4.2. führt die entsprechenden Untersuchungen und erforderlichen Prüfungendurch oder läßt sie durchführen, um festzustellen, ob die vom Herstellergewählten Lösungen die grundlegenden Anforderungen der Richtlinieerfüllen, sofern die in Artikel 5 genannten Normen nicht angewandtwurden;
1997L0023 — DE — 20.11.2003 — 001.001 — 42
▼B4.3. führt die entsprechenden Untersuchungen und erforderlichen Prüfungen
durch oder läßt sie durchführen, um festzustellen, ob die einschlägigenNormen richtig angewandt wurden, sofern der Hersteller sich dafürentschieden hat, diese anzuwenden;
4.4. vereinbart mit dem Antragsteller den Ort, an dem die Untersuchungen underforderlichen Prüfungen durchgeführt werden sollen.
5. Entspricht das Baumuster den einschlägigen Bestimmungen der Richtlinie,so stellt die benannte Stelle dem Antragsteller eine EG-Baumusterprüfbe-scheinigung aus. Die Bescheinigung, die für zehn Jahre gültig ist undverlängert werden kann, enthält den Namen und die Anschrift des Herstel-lers, die Ergebnisse der Prüfung und die für die Identifizierung deszugelassenen Baumusters erforderlich Angaben.
Eine Liste der wichtigen technischen Unterlagen wird der Bescheinigungbeigefügt und in einer Kopie von der benannten Stelle aufbewahrt.
Lehnt die benannte Stelle es ab, dem Hersteller oder seinem in der Gemein-schaft ansässigen Bevollmächtigten eine EG-Baumusterprüfbescheinigungauszustellen, so gibt sie dafür eine ausführliche Begründung. Es ist einEinspruchsverfahren vorzusehen.
6. Der Antragsteller unterrichtet die benannte Stelle, der die technischenUnterlagen zur EG-Baumusterprüfbescheinigung vorliegen, über alleÄnderungen an dem zugelassenen Druckgerät, die einer neuen Zulassungbedürfen, soweit diese Änderungen die Übereinstimmung mit den grundle-genden Anforderungen oder den vorgeschriebenen Bedingungen für dieBenutzung des Druckgeräts beeinträchtigen können. Diese neue Zulassungwird in Form einer Ergänzung der ursprünglichen EG-Baumusterprüfbe-scheinigung erteilt.
7. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen EG-Baumusterprüfbescheinigungen und — auf Anforderung — über die vonihr erteilten EG-Baumusterprüfbescheinigungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten EG-Baumusterprüfbescheinigungen.
8. Die übrigen benannten Stellen können Kopien der EG-Baumusterprüfbe-scheinigungen und/oder der Ergänzungen erhalten. Die Anhänge derBescheinigungen werden für die übrigen benannten Stellen zur Verfügunggehalten.
9. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbewahrt zusammen mit den technischen Unterlagen eine Kopie der EG-Baumusterprüfbescheinigung und ihrer Ergänzungen zehn Jahre lang nachHerstellung des letzten Druckgeräts auf.
Sind weder der Hersteller noch sein Bevollmächtigter in der Gemeinschaftansässig, so fällt diese Verpflichtung zur Bereithaltung der technischenUnterlagen der Person zu, die für das Inverkehrbringen des Druckgerätsauf dem Gemeinschaftsmarkt verantwortlich ist.
Modul B1 (EG-Entwurfsprüfung)
1. Dieses Modul beschreibt den Teil des Verfahrens, bei dem eine benannteStelle prüft und bestätigt, daß der Entwurf eines Druckgeräts den für diesesGerät geltenden Vorschriften dieser Richtlinie entspricht.
Die experimentelle Auslegungsmethode gemäß Anhang I Abschnitt 2.2.4kann im Rahmen dieses Moduls nicht verwendet werden.
2. Der Antrag auf Entwurfsprüfung ist vom Hersteller oder seinem in derGemeinschaft ansässigen Bevollmächtigten bei einer einzigen benanntenStelle einzureichen.
Der Antrag muß folgendes enthalten:
— Name und Anschrift des Herstellers und, wenn der Antrag vomBevollmächtigten eingereicht wird, auch dessen Name und Anschrift;
— eine schriftliche Erklärung, daß derselbe Antrag bei keiner anderenbenannten Stelle eingereicht worden ist;
— die technischen Unterlagen gemäß Nummer 3.
Der Antrag kann sich auf mehrere Versionen eines Druckgeräts erstrecken,sofern die Unterschiede zwischen den verschiedenen Versionen das Sicher-heitsniveau nicht beeinträchtigen.
3. Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinie
1997L0023 — DE — 20.11.2003 — 001.001 — 43
▼Bermöglichen. Soweit es für die Bewertung erforderlich ist, müssen sieEntwurf, Fertigung und Funktionsweise des Druckgeräts abdecken undfolgendes enthalten:
— eine allgemeine Beschreibung des Druckgeräts;— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-
gruppen, Schaltkreisen usw.;— Beschreibungen und Erläuterungen, die zum Verständnis der genannten
Zeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegendenAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die erforderlichen Nachweise für die Eignung der für den Entwurfgewählten Lösungen, insbesondere dann, wenn die in Artikel 5genannten Normen nicht vollständig angewandt wurden. Dieser Nach-weis schließt die Ergebnisse von Prüfungen ein, die in geeignetenLaboratorien des Herstellers oder in seinem Auftrag durchgeführtwurden;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;— Angaben zu den erforderlichen Qualifikationen oder Zulassungen
gemäß Anhang I Abschnitte 3.1.2 und 3.1.3.
4. Die benannte Stelle
4.1. prüft die technischen Unterlagen und stellt fest, welche Bauteile nach deneinschlägigen Bestimmungen der in Artikel 5 genannten Normen undwelche nicht nach diesen Normen entworfen wurden. Die benannte Stellehat dabei insbesondere folgende Aufgaben:
— Sie begutachtet die verwendeten Werkstoffe, wenn diese nicht dengeltenden harmonisierten Normen oder einer europäischen Werkstoffzu-lassung für Druckgerätewerkstoffe entsprechen;
— sie erteilt die Zulassung für die Arbeitsverfahren zur Ausführung dauer-hafter Verbindungen oder überprüft, ob diese bereits gemäß Anhang IAbschnitt 3.1.2 zugelassen worden sind;
— sie überprüft, ob das Personal für die Ausführung der dauerhaftenVerbindungen und die zerstörungsfreien Prüfungen gemäß Anhang IAbschnitte 3.1.2 und 3.1.3 qualifiziert oder zugelassen ist;
4.2. führt die entsprechenden Untersuchungen und erforderlichen Prüfungendurch oder läßt sie durchführen, um festzustellen, ob die vom Herstellergewählten Lösungen die grundlegenden Anforderungen der Richtlinieerfüllen, sofern die in Artikel 5 genannten Normen nicht angewandtwurden;
4.3. führt die entsprechenden Untersuchungen und erforderlichen Prüfungendurch oder läßt sie durchführen, um festzustellen, ob die einschlägigenNormen richtig angewandt wurden, sofern der Hersteller sich dafürentschieden hat, diese anzuwenden.
5. Entspricht der Entwurf den einschlägigen Bestimmungen dieser Richtlinie,stellt die benannte Stelle dem Antragsteller eine EG-Entwurfsprüfbescheini-gung aus. Die Bescheinigung enthält den Namen und die Anschrift desAntragstellers, die Ergebnisse der Prüfung, die Bedingungen für ihreGültigkeit und die für die Identifizierung des zugelassenen Entwurfs erfor-derlichen Angaben.
Eine Liste der wichtigsten technischen Unterlagen wird der Bescheinigungbeigefügt und in einer Kopie von der benannten Stelle aufbewahrt.
Lehnt die benannte Stelle es ab, dem Hersteller oder seinem in der Gemein-schaft ansässigen Bevollmächtigten eine EG-Entwurfsprüfbescheinigungauszustellen, so gibt sie dafür eine ausführliche Begründung. Es ist einEinspruchsverfahren vorzusehen.
6. Der Antragsteller unterrichtet die benannte Stelle, der die technischenUnterlagen zur EG-Entwurfsprüfbescheinigung vorliegen, über alleÄnderungen an dem zugelassenen Entwurf, die einer neuen Zulassungbedürfen, soweit diese Änderungen die Übereinstimmung mit den grundle-genden Anforderungen oder den vorgeschriebenen Bedingungen für dieBenutzung des Druckgeräts beeinträchtigen können. Diese neue Zulassungwird in Form einer Ergänzung der ursprünglichen EG-Entwurfsprüfbeschei-nigung erteilt.
7. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen EG-Entwurfsprüfbescheinigungen und — auf Anforderung — über die von ihrerteilten EG-Entwurfsprüfbescheinigungen.
1997L0023 — DE — 20.11.2003 — 001.001 — 44
▼BJede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten EG-Entwurfsprüfbescheinigungen.
8. Die übrigen benannten Stellen können auf Anforderung zweckdienlicheInformationen über
— die ausgestellten EG-Entwurfsprüfbescheinigungen und Ergänzungen,
— die zurückgezogenen EG-Entwurfsprüfbescheinigungen und Ergän-zungen
erhalten.
9. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbewahrt zusammen mit den technischen Unterlagen nach Nummer 3 eineKopie der EG-Entwurfsprüfbescheinigungen und ihrer Ergänzungen zehnJahre lang nach Herstellung des letzten Druckgeräts auf.
Sind weder der Hersteller noch sein Bevollmächtigter in der Gemeinschaftansässig, so fällt die Verpflichtung zur Bereithaltung der technischenUnterlagen der Person zu, die für das Inverkehrbringen des Druckgerätsauf dem Gemeinschaftsmarkt verantwortlich ist.
Modul C1 (Konformität mit der Bauart)
1. Dieses Modul beschreibt den Teil des Verfahrens, bei dem der Herstelleroder sein in der Gemeinschaft ansässiger Bevollmächtigter sicherstellt underklärt, daß das Druckgerät der in der EG-Baumusterprüfbescheinigungbeschriebenen Bauart entspricht und die für dieses Gerät geltenden Anfor-derungen dieser Richtlinie erfüllt. Der Hersteller oder sein in derGemeinschaft ansässiger Bevollmächtigter bringt an jedem Druckgeräteine CE-Kennzeichnung an und stellt eine Konformitätserklärung aus.
2. Der Hersteller trifft alle erforderlichen Maßnahmen, damit der Fertigungs-prozeß die Übereinstimmung der hergestellten Druckgeräte mit der in derEG-Baumusterprüfbescheinigung beschriebenen Bauart und mit den für siegeltenden Anforderungen dieser Richtlinie gewährleistet.
3. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbewahrt eine Kopie der Konformitätserklärung zehn Jahre lang nachHerstellung des letzten Druckgeräts auf.
Sind weder der Hersteller noch sein Bevollmächtigter in der Gemeinschaftansässig, so fällt diese Verpflichtung zur Bereithaltung der technischenUnterlagen der Person zu, die für das Inverkehrbringen des Druckgerätesauf dem Gemeinschaftsmarkt verantwortlich ist.
4. Die Abnahme unterliegt einer Überwachung in Form unangemeldeterBesuche durch die vom Hersteller ausgewählte benannte Stelle.
Bei diesen Besuchen muß die benannte Stelle
— sich vergewissern, daß der Hersteller die Abnahme gemäß Anhang IAbschnitt 3.2 tatsächlich durchführt;
— in den Fertigungs- oder Lagerstätten Druckgeräte zu Kontrollzweckenentnehmen. Die benannte Stelle entscheidet über die Anzahl der zuentnehmenden Druckgeräte sowie darüber, ob es erforderlich ist, andiesen entnommenen Druckgeräten die Abnahme ganz oder teilweisedurchzuführen oder durchführen zu lassen.
Bei Nichtübereinstimmung eines oder mehrerer Druckgeräte ergreift diebenannte Stelle die geeigneten Maßnahmen.
Der Hersteller bringt unter der Verantwortlichkeit der benannten Stellederen Kennummer auf jedem Druckgerät an.
Modul D (Qualitätssicherung Produktion)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller, der dieVerpflichtungen nach Nummer 2 erfüllt, sicherstellt und erklärt, daß diebetreffenden Druckgeräte der in der EG-Baumusterprüfbescheinigung oderin der EG-Entwurfsprüfbescheinigung beschriebenen Bauart entsprechenund die für sie geltenden Anforderungen dieser Richtlinie erfüllen. DerHersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigter bringtan jedem Druckgerät die CE-Kennzeichnung an und stellt eine schriftlicheKonformitätserklärung aus. Der CE-Kennzeichnung wird die Kennummerder benannten Stelle hinzugefügt, die für die EG-Überwachung gemäßNummer 4 zuständig ist.
2. Der Hersteller unterhält ein zugelassenes Qualitätssicherungssystem für dieHerstellung, Endabnahme und andere Prüfungen gemäß Nummer 3 undunterliegt der Überwachung gemäß Nummer 4.
1997L0023 — DE — 20.11.2003 — 001.001 — 45
▼B3. Qualitätssicherungssystem
3.1. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Bewer-tung seines Qualitätssicherungssystems.
Der Antrag enthält folgendes:
— alle einschlägigen Angaben über die betreffenden Druckgeräte;
— die Unterlagen über das Qualitätssicherungssystem;
— die technischen Unterlagen über das zugelassene Baumuster und eineKopie der EG-Baumusterprüfbescheinigung oder der EG-Entwurfsprüf-bescheinigung.
3.2. Das Qualitätssicherungssystem muß die Übereinstimmung der Druckgerätemit der in der EG-Baumusterprüfbescheinigung oder EG-Entwurfsprüfbe-scheinigung beschriebenen Bauart und mit den für sie geltendenAnforderungen der Richtlinie gewährleisten.
Alle vom Hersteller berücksichtigten Grundlagen, Anforderungen undVorschriften sind systematisch und ordnungsgemäß in Form schriftlicherMaßnahmen, Verfahren und Anweisungen zusammenzustellen. DieseUnterlagen über das Qualitätssicherungssystem sollen sicherstellen, daßdie Qualitätssicherungsprogramme, -pläne, -handbücher und -berichteeinheitlich ausgelegt werden.
Sie müssen insbesondere eine angemessene Beschreibung folgender Punkteenthalten:
— Qualitätsziele sowie organisatorischer Aufbau, Zuständigkeiten undBefugnisse des Managements in bezug auf die Druckgerätequalität;
— Fertigungsverfahren, Qualitätskontroll- und Qualitätssicherungstech-niken und andere systematische Maßnahmen, insbesondere diezugelassenen Arbeitsverfahren zur Ausführung der dauerhaften Verbin-dungen gemäß Anhang I Abschnitt 3.1.2;
— Untersuchungen und Prüfungen, die vor, während und nach der Herstel-lung durchgeführt werden (mit Angabe ihrer Häufigkeit);
— Qualitätssicherungsunterlagen wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation oder Zulassung der in diesemBereich beschäftigten Mitarbeiter, insbesondere des für die Ausführungder dauerhaften Verbindungen und die zerstörungsfreien Prüfungennach Anhang I Abschnitte 3.1.2 und 3.1.3 zuständigen Personals;
— Mittel, mit denen die Verwirklichung der angestrebten Qualität und diewirksame Arbeitsweise des Qualitätssicherungssystems überwachtwerden können.
3.3. Die benannte Stelle bewertet das Qualitätssicherungssystem, um festzu-stellen, ob es die in Nummer 3.2 genannten Anforderungen erfüllt. BeiQualitätssicherungssystemen, die die entsprechende harmonisierte Normanwenden, wird von der Erfüllung dieser Anforderungen ausgegangen.
Mindestens ein Mitglied des Bewertungsteams muß über Erfahrungen mitder Bewertung der betreffenden Druckgerätetechnik verfügen. Das Bewer-tungsverfahren umfaßt auch eine Kontrollbesichtigung des Herstellerwerks.
Die Entscheidung wird dem Hersteller mitgeteilt. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung. Es ist einEinspruchsverfahren vorzusehen.
3.4. Der Hersteller verpflichtet sich, die Verpflichtungen aus dem Qualitätssi-cherungssystem in seiner zugelassenen Form zu erfüllen und dafür zusorgen, daß es stets sachgemäß und effizient funktioniert.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterunterrichtet die benannte Stelle, die das Qualitätssicherungssystem zuge-lassen hat, über alle geplanten Aktualisierungen desQualitätssicherungssystems.
Die benannte Stelle prüft die geplanten Änderungen und entscheidet, ob dasgeänderte Qualitätssicherungssystem noch den in Nummer 3.2 genanntenAnforderungen entspricht oder ob eine erneute Bewertung erforderlich ist.
Sie teilt ihre Entscheidung dem Hersteller mit. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
4. Überwachung unter der Verantwortung der benannten Stelle
4.1. Die Überwachung soll gewährleisten, daß der Hersteller die Verpflich-tungen aus dem zugelassenen Qualitätssicherungssystem vorschriftsmäßigerfüllt.
4.2. Der Hersteller gewährt der benannten Stelle zu Inspektionszwecken Zugangzu den Herstellungs-, Abnahme-, Prüf- und Lagereinrichtungen und stellt
1997L0023 — DE — 20.11.2003 — 001.001 — 46

▼Bihr alle erforderlichen Unterlagen zur Verfügung. Hierzu gehören insbeson-dere:
— Unterlagen über das Qualitätssicherungssystem,
— Qualitätssicherungsunterlagen, wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation der in diesem Bereichbeschäftigten Mitarbeiter usw.
4.3. Die benannte Stelle führt regelmäßig Nachprüfungen (Audits) durch, umsicherzustellen, daß der Hersteller das Qualitätssicherungssystem aufrecht-erhält und anwendet, und übergibt ihm einen Bericht über dieNachprüfung. Die Häufigkeit der Nachprüfungen ist so zu wählen, daßalle drei Jahre eine vollständige Neubewertung vorgenommen wird.
4.4. Darüber hinaus kann die benannte Stelle dem Hersteller unangemeldeteBesuche abstatten. Die Notwendigkeit derartiger zusätzlicher Besuche undderen Häufigkeit wird anhand eines von der benannten Stelle verwendetenKontrollbesuchsystems ermittelt. Bei diesem System sind insbesondere diefolgenden Faktoren zu berücksichtigen:
— Kategorie des Druckgeräts;
— Ergebnisse früherer Kontrollbesuche;
— erforderliche Verfolgung von Korrekturmaßnahmen;
— gegebenenfalls an die Zulassung des Systems geknüpfte besondereBedingungen;
— wesentliche Änderungen von Fertigungsorganisation, Fertigungskon-zepten oder -techniken.
Bei diesen Besuchen kann die benannte Stelle bei Bedarf Prüfungen zurKontrolle des ordnungsgemäßen Funktionierens des Qualitätssicherungssy-stems durchführen oder durchführen lassen. Sie übergibt dem Herstellereinen Bericht über den Besuch und im Falle einer Prüfung einen Prüfbe-richt.
5. Der Hersteller hält zehn Jahre lang nach Herstellung des letzten Druck-geräts folgende Unterlagen für die einzelstaatlichen Behörden bereit:
— die Unterlagen gemäß Nummer 3.1 zweiter Gedankenstrich;
— die Aktualisierungen gemäß Nummer 3.4 Absatz 2;
— die Entscheidungen und Berichte der benannten Stelle gemäß Nummer3.3 letzter Absatz, Nummer 3.4 letzter Absatz und Nummern 4.3 und4.4.
6. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen Zulassungen fürQualitätssicherungssysteme und — auf Anforderung — über die von ihrerteilten Zulassungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten Zulassungen für Qualitätssicherungssysteme.
Modul D1 (Qualitätssicherung Produktion)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller, der dieVerpflichtungen nach Nummer 3 erfüllt, sicherstellt und erklärt, daß diebetreffenden Druckgeräte die für sie geltenden Anforderungen der Rich-tlinie erfüllen. Der Hersteller oder sein in der Gemeinschaft ansässigerBevollmächtigter bringt an jedem Druckgerät eine CE-Kennzeichnung anund stellt eine schriftliche Konformitätserklärung aus. Der CE-Kennzeich-nung wird die Kennummer der benannten Stelle hinzugefügt, die für dieEG-Überwachung gemäß Nummer 5 zuständig ist.
2. Der Hersteller erstellt die nachstehend beschriebenen technischen Unter-lagen:
Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinieermöglichen. Soweit es für die Bewertung erforderlich ist, müssen sieEntwurf, Fertigung und Funktionsweise des Druckgeräts abdecken undfolgendes enthalten:
— eine allgemeine Beschreibung des Druckgeräts;
— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-gruppen, Schaltkreisen usw.;
— Beschreibungen und Erläuterungen, die zum Verständnis der genanntenZeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegenden
1997L0023 — DE — 20.11.2003 — 001.001 — 47
▼BAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;
— Prüfberichte.
3. Der Hersteller unterhält ein zugelassenes Qualitätssicherungssystem für dieHerstellung, Endabnahme und andere Prüfungen gemäß Nummer 4 undunterliegt der Überwachung gemäß Nummer 5.
4. Qualitätssicherungssystem
4.1. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Bewer-tung seines Qualitätssicherungssystems.
Der Antrag enthält folgendes:
— alle einschlägigen Angaben über die betreffenden Druckgeräte;
— die Unterlagen über das Qualitätssicherungssystem.
4.2. Das Qualitätssicherungssystem muß die Übereinstimmung der Druckgerätemit den für sie geltenden Anforderungen der Richtlinie gewährleisten.
Alle vom Hersteller berücksichtigten Grundlagen, Anforderungen undVorschriften sind systematisch und ordnungsgemäß in Form schriftlicherMaßnahmen, Verfahren und Anweisungen zusammenzustellen. DieseUnterlagen über das Qualitätssicherungssystem sollen sicherstellen, daßdie Qualitätssicherungsprogramme, -pläne, -handbücher und -berichteeinheitlich ausgelegt werden.
Sie müssen insbesondere eine angemessene Beschreibung folgender Punkteenthalten:
— Qualitätsziele sowie organisatorischer Aufbau, Zuständigkeiten undBefugnisse des Managements in bezug auf die Druckgerätequalität;
— Fertigungsverfahren, Qualitätskontroll- und Qualitätssicherungstech-niken und andere systematische Maßnahmen, insbesondere diezugelassenen Arbeitsverfahren zur Ausführung der dauerhaften Verbin-dungen gemäß Anhang I Abschnitt 3.1.2;
— Untersuchungen und Prüfungen, die vor, während und nach der Herstel-lung durchgeführt werden (unter Angabe ihrer Häufigkeit);
— Qualitätssicherungsunterlagen wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation oder Zulassung der in diesemBereich beschäftigten Mitarbeiter, insbesondere des für die Ausführungder dauerhaften Verbindungen nach Anhang I Abschnitt 3.1.2zuständigen Personals;
— Mittel, mit denen die Verwirklichung der angestrebten Qualität und diewirksame Arbeitsweise des Qualitätssicherungssystems überwachtwerden können.
4.3. Die benannte Stelle bewertet das Qualitätssicherungssystem, um festzu-stellen, ob es die in Nummer 4.2 genannten Anforderungen erfüllt. BeiQualitätssicherungssystemen, die die entsprechende harmonisierte Normanwenden, wird von der Erfüllung dieser Anforderungen ausgegangen.
Mindestens ein Mitglied des Bewertungsteams muß über Erfahrungen mitder Bewertung der betreffenden Druckgerätetechnik verfügen. Das Bewer-tungsverfahren umfaßt auch eine Kontrollbesichtigung des Herstellerwerks.
Die Entscheidung wird dem Hersteller mitgeteilt. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung. Es ist einEinspruchsverfahren vorzusehen.
4.4. Der Hersteller verpflichtet sich, die Verpflichtungen aus dem Qualitätssi-cherungssystem in seiner zugelassenen Form zu erfüllen und dafür zusorgen, daß es stets sachgemäß und effizient funktioniert.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterunterrichtet die benannte Stelle, die das Qualitätssicherungssystem zuge-lassen hat, über alle geplanten Aktualisierungen desQualitätssicherungssystems.
Die benannte Stelle prüft die geplanten Änderungen und entscheidet, ob dasgeänderte Qualitätssicherungssystem noch den in Nummer 4.2 genanntenAnforderungen entspricht oder ob eine erneute Bewertung erforderlich ist.
Sie teilt ihre Entscheidung dem Hersteller mit. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
1997L0023 — DE — 20.11.2003 — 001.001 — 48
▼B5. Überwachung unter der Verantwortung der benannten Stelle
5.1. Die Überwachung soll gewährleisten, daß der Hersteller die Verpflich-tungen aus dem zugelassenen Qualitätssicherungssystem vorschriftsmäßigerfüllt.
5.2. Der Hersteller gewährt der benannten Stelle zu Inspektionszwecken Zugangzu den Herstellungs-, Abnahme-, Prüf- und Lagereinrichtungen und stelltihr alle erforderlichen Unterlagen zur Verfügung. Hierzu gehören insbeson-dere:
— Unterlagen über das Qualitätssicherungssystem,
— Qualitätssicherungsunterlagen, wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikationen der in diesem Bereichbeschäftigten Mitarbeiter usw.
5.3. Die benannte Stelle führt regelmäßig Nachprüfungen (Audits) durch, umsicherzustellen, daß der Hersteller das Qualitätssicherungssystem aufrecht-erhält und anwendet, und übergibt ihm einen Bericht über dieNachprüfung. Die Häufigkeit der Nachprüfungen ist so zu wählen, daßalle drei Jahre eine vollständige Neubewertung vorgenommen wird.
5.4. Darüber hinaus kann die benannte Stelle dem Hersteller unangemeldeteBesuche abstatten. Die Notwendigkeit derartiger zusätzlicher Besuche undderen Häufigkeit wird anhand eines von der benannten Stelle verwendetenKontrollbesuchsystems ermittelt. Bei diesem System sind insbesondere diefolgenden Faktoren zu berücksichtigen:
— Kategorie des Druckgeräts;
— Ergebnisse früherer Kontrollbesuche;
— erforderliche Verfolgung von Korrekturmaßnahmen;
— gegebenenfalls an die Zulassung des Systems geknüpfte besondereBedingungen;
— wesentliche Änderungen von Fertigungsorganisation, Fertigungskon-zepten oder -techniken.
Bei diesen Besuchen kann die benannte Stelle bei Bedarf Prüfungen zurKontrolle des ordnungsgemäßen Funktionierens des Qualitätssicherungssy-stems durchführen oder durchführen lassen. Sie übergibt dem Herstellereinen Bericht über den Besuch und im Falle einer Prüfung einen Prüfbe-richt.
6. Der Hersteller hält zehn Jahre lang nach Herstellung des letzten Druck-geräts folgende Unterlagen für die einzelstaatlichen Behörden bereit:
— die technischen Unterlagen gemäß Nummer 2;
— die Unterlagen gemäß Nummer 4.1 zweiter Gedankenstrich;
— die Aktualisierungen gemäß Nummer 4.4 Absatz 2;
— die Entscheidungen und Berichte der benannten Stelle gemäß Nummer4.3 letzter Absatz, Nummer 4.4 letzter Absatz und Nummern 5.3 und5.4.
7. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen Zulassungen fürQualitätssicherungssysteme und — auf Anforderung — über die von ihrerteilten Zulassungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten Zulassungen für Qualitätssicherungssysteme.
Modul E (Qualitätssicherung Produkt)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller, der dieVerpflichtungen nach Nummer 2 erfüllt, sicherstellt und erklärt, daß dieDruckgeräte der in der EG-Baumusterprüfbescheinigung beschriebenenBauart entsprechen und die für sie geltenden Anforderungen der Richtlinieerfüllen. Der Hersteller oder sein in der Gemeinschaft ansässigerBevollmächtigter bringt an jedem Produkt eine CE-Kennzeichnung an undstellt eine schriftliche Konformitätserklärung aus. Der CE-Kennzeichnungwird die Kennummer der benannten Stelle hinzugefügt, die für die Überwa-chung gemäß Nummer 4 zuständig ist.
2. Der Hersteller unterhält ein zugelassenes Qualitätssicherungssystem für dieEndabnahme des Druckgeräts und andere Prüfungen gemäß Nummer 3 undunterliegt der Überwachung gemäß Nummer 4.
3. Qualitätssicherungssystem
3.1. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Bewer-tung seines Qualitätssicherungssystems.
1997L0023 — DE — 20.11.2003 — 001.001 — 49
▼BDer Antrag enthält folgendes:
— alle einschlägigen Angaben über die betreffenden Druckgeräte;— die Unterlagen über das Qualitätssicherungssystem;
— die technischen Unterlagen über das zugelassene Baumuster und eineKopie der EG-Baumusterprüfbescheinigung.
3.2. Im Rahmen des Qualitätssicherungssystems wird jedes Druckgerät geprüft.Es werden Prüfungen gemäß der (den) in Artikel 5 genannten Norm(en)oder gleichwertige Prüfungen und insbesondere eine Abnahme nachAnhang I Abschnitt 3.2 durchgeführt, um die Übereinstimmung mit denmaßgeblichen Anforderungen der Richtlinie zu gewährleisten. Alle vomHersteller berücksichtigten Grundlagen, Anforderungen und Vorschriftensind systematisch und ordnungsgemäß in Form schriftlicher Maßnahmen,Verfahren und Anweisungen zusammenzustellen. Diese Unterlagen überdas Qualitätssicherungssystem sollen sicherstellen, daß die Qualitätssiche-rungsprogramme, -pläne, -handbücher und -berichte einheitlich ausgelegtwerden.
Sie müssen insbesondere eine angemessene Beschreibung folgender Punkteenthalten:
— Qualitätsziele sowie organisatorischer Aufbau, Zuständigkeiten undBefugnisse des Managements in bezug auf die Druckgerätequalität;
— nach der Herstellung durchgeführte Untersuchungen und Prüfungen;— Mittel, mit denen die wirksame Arbeitsweise des Qualitätssicherungssy-
stems überwacht wird;— Qualitätssicherungsunterlagen wie Kontrollberichte, Prüf- und Eich-
daten, Berichte über die Qualifikation oder Zulassung der in diesemBereich beschäftigten Mitarbeiter, insbesondere des für die Ausführungder dauerhaften Verbindungen und die zerstörungsfreien Prüfungennach Anhang I Abschnitte 3.1.2 und 3.1.3 zuständigen Personals.
3.3. Die benannte Stelle bewertet das Qualitätssicherungssystem, um festzu-stellen, ob es die in Nummer 3.2 genannten Anforderungen erfüllt. BeiQualitätssicherungssystemen, die die entsprechende harmonisierte Normanwenden, wird von der Erfüllung dieser Anforderungen ausgegangen.
Mindestens ein Mitglied des Bewertungsteams muß über Erfahrungen mitder Bewertung der betreffenden Druckgerätetechnik verfügen. Das Bewer-tungsverfahren umfaßt auch einen Besuch des Herstellerwerks.
Die Entscheidung wird dem Hersteller mitgeteilt. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
3.4. Der Hersteller verpflichtet sich, die Verpflichtungen aus dem zugelassenenQualitätssicherungssystem zu erfüllen und dafür zu sorgen, daß es stetssachgemäß und effizient funktioniert.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterunterrichtet die benannte Stelle, die das Qualitätssicherungssystem zuge-lassen hat, über alle geplanten Aktualisierungen desQualitätssicherungssystems.
Die benannte Stelle prüft die geplanten Änderungen und entscheidet, ob dasgeänderte Qualitätssicherungssystem noch den in Nummer 3.2 genanntenAnforderungen entspricht oder ob eine erneute Bewertung erforderlich ist.
Sie teilt ihre Entscheidung dem Hersteller mit. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
4. Überwachung unter der Verantwortung der benannten Stelle
4.1. Die Überwachung soll gewährleisten, daß der Hersteller die Verpflich-tungen aus dem zugelassenen Qualitätssicherungssystem vorschriftsmäßigerfüllt.
4.2. Der Hersteller gewährt der benannten Stelle zu Inspektionszwecken Zugangzu den Abnahme-, Prüf- und Lagereinrichtungen und stellt ihr alle erforder-lichen Unterlagen zur Verfügung. Hierzu gehören insbesondere:
— die Unterlagen über das Qualitätssicherungssystem;— die technischen Unterlagen;— die Qualitätssicherungsunterlagen, wie Kontrollberichte, Prüf- und Eich-
daten, Berichte über die Qualifikation der in diesem Bereichbeschäftigten Mitarbeiter usw.
4.3. Die benannte Stelle führt regelmäßig Nachprüfungen (Audits) durch, umsicherzustellen, daß der Hersteller das Qualitätssicherungssystem aufrecht-erhält und anwendet, und übergibt ihm einen Bericht über dieNachprüfung. Die Häufigkeit der Nachprüfungen ist so zu wählen, daßalle drei Jahre eine vollständige Neubewertung vorgenommen wird.
1997L0023 — DE — 20.11.2003 — 001.001 — 50
▼B4.4. Darüber hinaus kann die benannte Stelle dem Hersteller unangemeldete
Besuche abstatten. Die Notwendigkeit derartiger zusätzlicher Besuche undderen Häufigkeit wird anhand eines von der benannten Stelle verwendetenKontrollbesuchsystems ermittelt. Bei diesem System sind insbesondere diefolgenden Faktoren zu berücksichtigen:
— Kategorie des Druckgeräts;
— Ergebnisse früherer Kontrollbesuche;
— erforderliche Verfolgung von Korrekturmaßnahmen;
— gegebenenfalls an die Zulassung des Systems geknüpfte besondereBedingungen;
— wesentliche Änderungen von Fertigungsorganisation, Fertigungskon-zepten oder -techniken.
Bei diesen Besuchen kann die benannte Stelle bei Bedarf Prüfungen zurKontrolle des ordnungsgemäßen Funktionierens des Qualitätssicherungssy-stems vornehmen oder vornehmen lassen. Sie übergibt dem Herstellereinen Bericht über den Besuch und im Falle einer Prüfung einen Prüfbe-richt.
5. Der Hersteller hält zehn Jahre lang nach Herstellung des letzten Druck-geräts folgende Unterlagen für die einzelstaatlichen Behörden bereit:
— die Unterlagen gemäß Nummer 3.1 zweiter Gedankenstrich;
— die Aktualisierungen gemäß Nummer 3.4 Absatz 2;
— die Entscheidungen und Berichte der benannten Stelle gemäß Nummer3.3 letzter Absatz, Nummer 3.4 letzter Absatz und Nummern 4.3 und4.4.
6. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen Zulassungen fürQualitätssicherungssysteme und — auf Anforderung — über die von ihrerteilten Zulassungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten Zulassungen für Qualitätssicherungssysteme.
Modul E1 (Qualitätssicherung Produkt)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller, der dieVerpflichtungen nach Nummer 3 erfüllt, sicherstellt und erklärt, daß dieDruckgeräte die für sie geltenden Anforderungen der Richtlinie erfüllen.Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbringt an jedem Druckgerät die CE-Kennzeichnung an und stellt eineschriftliche Konformitätserklärung aus. Der CE-Kennzeichnung wird dieKennummer der benannten Stelle hinzugefügt, die für die Überwachunggemäß Nummer 5 zuständig ist.
2. Der Hersteller erstellt die nachstehend beschriebenen technischen Unter-lagen
Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinieermöglichen. Soweit es für die Bewertung erforderlich ist, müssen sieEntwurf, Fertigung und Funktionsweise des Druckgeräts abdecken undfolgendes enthalten:
— eine allgemeine Beschreibung des Druckgeräts;
— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-gruppen, Schaltkreisen usw.;
— Beschreibungen und Erläuterungen, die zum Verständnis der genanntenZeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegendenAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;
— Prüfberichte.
3. Der Hersteller unterhält ein zugelassenes Qualitätssicherungssystem für dieEndabnahme der Druckgeräte und andere Prüfungen gemäß Nummer 4 undunterliegt der Überwachung gemäß Nummer 5.
4. Qualitätssicherungssystem
4.1. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Bewer-tung seines Qualitätssicherungssystems.
1997L0023 — DE — 20.11.2003 — 001.001 — 51
▼BDer Antrag enthält folgendes:
— alle einschlägigen Angaben über die betreffenden Druckgeräte;
— die Unterlagen über das Qualitätssicherungssystem.
4.2. Im Rahmen des Qualitätssicherungssystems wird jedes Druckgerät geprüft.Es werden Prüfungen gemäß der (den) in Artikel 5 genannten Norm(en)oder gleichwertige Prüfungen und insbesondere eine Abnahme nachAnhang I Abschnitt 3.2 durchgeführt, um die Übereinstimmung mit denmaßgeblichen Anforderungen der Richtlinie zu gewährleisten. Alle vomHersteller berücksichtigten Grundlagen, Anforderungen und Vorschriftensind systematisch und ordnungsgemäß in Form schriftlicher Maßnahmen,Verfahren und Anweisungen zusammenzustellen. Diese Unterlagen überdas Qualitätssicherungssystem sollen sicherstellen, daß die Qualitätssiche-rungsprogramme, -pläne, -handbücher und -berichte einheitlich ausgelegtwerden.
Sie müssen insbesondere eine angemessene Beschreibung folgender Punkteenthalten:
— Qualitätsziele sowie organisatorischer Aufbau, Zuständigkeiten undBefugnisse des Managements in bezug auf die Druckgerätequalität;
— zugelassene Arbeitsverfahren zur Ausführung der dauerhaften Verbin-dungen gemäß Anhang I Abschnitt 3.1.2;
— nach der Herstellung durchgeführte Untersuchungen und Prüfungen;
— Mittel, mit denen die wirksame Arbeitsweise des Qualitätssicherungssy-stems überwacht wird;
— Qualitätssicherungsunterlagen wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation oder Zulassung der in diesemBereich beschäftigten Mitarbeiter, insbesondere des für die Ausführungder dauerhaften Verbindungen nach Anhang I Abschnitt 3.1.2zuständigen Personals.
4.3. Die benannte Stelle bewertet das Qualitätssicherungssystem, um festzu-stellen, ob es die in Nummer 4.2 genannten Anforderungen erfüllt. BeiQualitätssicherungssystemen, die die entsprechende harmonisierte Normanwenden, wird von der Erfüllung dieser Anforderungen ausgegangen.
Mindestens ein Mitglied des Bewertungsteams muß über Erfahrungen mitder Bewertung der betreffenden Druckgerätetechnik verfügen. Das Bewer-tungsverfahren umfaßt auch einen Besuch des Herstellerwerks.
Die Entscheidung wird dem Hersteller mitgeteilt. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung. Es ist einEinspruchsverfahren vorzusehen.
4.4. Der Hersteller verpflichtet sich, die Verpflichtungen aus dem zugelassenenQualitätssicherungssystem zu erfüllen und dafür zu sorgen, daß es stetssachgemäß und effizient funktioniert.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterunterrichtet die benannte Stelle, die das Qualitätssicherungssystem zuge-lassen hat, über alle geplanten Aktualisierungen desQualitätssicherungssystems.
Die benannte Stelle prüft die geplanten Änderungen und entscheidet, ob dasgeänderte Qualitätssicherungssystem noch den in Nummer 4.2 genanntenAnforderungen entspricht oder ob eine erneute Bewertung erforderlich ist.
Sie teilt ihre Entscheidung dem Hersteller mit. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
5. Überwachung unter der Verantwortung der benannten Stelle
5.1. Die Überwachung soll gewährleisten, daß der Hersteller die Verpflich-tungen aus dem zugelassenen Qualitätssicherungssystem vorschriftsmäßigerfüllt.
5.2. Der Hersteller gewährt der benannten Stelle zu Inspektionszwecken Zugangzu den Abnahme-, Prüf- und Lagereinrichtungen und stellt ihr alle erforder-lichen Unterlagen zur Verfügung. Hierzu gehören insbesondere:
— die Unterlagen über das Qualitätssicherungssystem;
— die technischen Unterlagen;
— die Qualitätssicherungsunterlagen, wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation der in diesem Bereichbeschäftigten Mitarbeiter usw.
5.3. Die benannte Stelle führt regelmäßig Nachprüfungen (Audits) durch, umsicherzustellen, daß der Hersteller das Qualitätssicherungssystem aufrecht-erhält und anwendet, und übergibt ihm einen Bericht über die
1997L0023 — DE — 20.11.2003 — 001.001 — 52
▼BNachprüfung. Die Häufigkeit der Nachprüfungen ist so zu wählen, daß alledrei Jahre eine vollständige Neubewertung vorgenommen wird.
5.4. Darüber hinaus kann die benannte Stelle dem Hersteller unangemeldeteBesuche abstatten. Die Notwendigkeit derartiger zusätzlicher Besuche undderen Häufigkeit wird anhand eines von der benannten Stelle verwendetenKontrollbesuchsystems ermittelt. Bei diesem System sind insbesondere diefolgenden Faktoren zu berücksichtigen:
— Kategorie des Druckgeräts;— Ergebnisse früherer Kontrollbesuche;
— erforderliche Verfolgung von Korrekturmaßnahmen;— gegebenenfalls an die Zulassung des Systems geknüpfte besondere
Bedingungen;— wesentliche Änderungen von Fertigungsorganisation, Fertigungskon-
zepten oder -techniken.
Bei diesen Besuchen kann die benannte Stelle bei Bedarf Prüfungen zurKontrolle des ordnungsgemäßen Funktionierens des Qualitätssicherungssy-stems vornehmen oder vornehmen lassen. Sie übergibt dem Herstellereinen Bericht über den Besuch und im Falle einer Prüfung einen Prüfbe-richt.
6. Der Hersteller hält zehn Jahre lang nach Herstellung des letzten Druck-geräts folgende Unterlagen für die einzelstaatlichen Behörden bereit:
— die technischen Unterlagen gemäß Nummer 2;
— die Unterlagen gemäß Nummer 4.1 zweiter Gedankenstrich;— die Aktualisierungen gemäß Nummer 4.4 Absatz 2;
— die Entscheidungen und Berichte der benannten Stelle gemäß Nummer4.3 letzter Absatz, Nummer 4.4 letzter Absatz und Nummern 5.3 und5.4.
7. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-mationen über die von ihr zurückgezogenen Zulassungen fürQualitätssicherungssysteme und — auf Anforderung — über die von ihrerteilten Zulassungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten Zulassungen für Qualitätssicherungssysteme.
Modul F (Prüfung der Produkte)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller oder sein inder Gemeinschaft ansässiger Bevollmächtigter sicherstellt und erklärt, daßdie Druckgeräte, die den Bestimmungen von Nummer 3 unterliegen, diefür sie geltenden Anforderungen dieser Richtlinie erfüllen und der infolgenden Unterlagen beschriebenen Bauart entsprechen:
— EG-Baumusterprüfbescheinigung oder
— EG-Entwurfsprüfbescheinigung.
2. Der Hersteller trifft alle erforderlichen Maßnahmen, damit der Fertigungs-prozeß die Übereinstimmung der Druckgeräte mit den Anforderungendieser Richtlinie und der in folgenden Unterlagen beschriebenen Bauartgewährleistet:
— EG-Baumusterprüfbescheinigung oder
— EG-Entwurfsprüfbescheinigung.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbringt an jedem Druckgerät die CE-Kennzeichnung an und stellt eineKonformitätserklärung aus.
3. Die benannte Stelle nimmt die entsprechenden Untersuchungen undPrüfungen durch Kontrolle und Erprobung jedes einzelnen Druckgerätsgemäß Nummer 4 vor, um die Übereinstimmung des Gerätes mit denentsprechenden Anforderungen dieser Richtlinie zu überprüfen.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterbewahrt eine Kopie der Konformitätserklärung zehn Jahre lang nachHerstellung des letzten Druckgeräts auf.
4. Kontrolle und Erprobung jedes einzelnen Druckgeräts
4.1. Alle Druckgeräte werden einzeln geprüft und dabei entsprechendenKontrollen und Prüfungen, wie sie in der (den) in Artikel 5 genannteneinschlägigen Norm(en) vorgesehen sind, oder gleichwertigen Untersu-chungen und Prüfungen unterzogen, um ihre Übereinstimmung mit derBauart und mit den für sie geltenden Anforderungen dieser Richtlinie zuüberprüfen.
1997L0023 — DE — 20.11.2003 — 001.001 — 53
▼BDie benannte Stelle hat dabei insbesondere folgende Aufgaben:
— Sie überprüft, ob das Personal für die Ausführung der dauerhaftenVerbindungen und die zerstörungsfreien Prüfungen gemäß Anhang IAbschnitte 3.1.2 und 3.1.3 qualifiziert oder zugelassen ist;
— sie überprüft die vom Werkstoffhersteller gemäß Anhang I Abschnitt4.3 ausgestellte Bescheinigung;
— sie führt die Endabnahme und die Prüfungen gemäß Anhang I Abschnitt3.2 durch oder läßt sie durchführen und prüft die etwaigen Sicherheits-einrichtungen.
4.2. Die benannte Stelle bringt an jedem Druckgerät ihre Kennummer an oderläßt diese anbringen und stellt eine schriftliche Konformitätsbescheinigungüber die vorgenommenen Prüfungen aus.
4.3. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigtermuß auf Verlangen die Konformitätsbescheinigungen der benannten Stellevorlegen können.
Modul G (EG-Einzelprüfung)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller sicherstelltund erklärt, daß das betreffende Druckgerät, für das die Bescheinigungnach Abschnitt 4.1 ausgestellt wurde, die einschlägigen Anforderungen derRichtlinie erfüllt. Der Hersteller bringt am Druckgerät die CE-Kennzeich-nung an und stellt eine Konformitätserklärung aus.
2. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Einzel-prüfung.
Der Antrag enthält folgendes:
— Name und Anschrift des Herstellers sowie Standort des Druckgeräts;
— eine schriftliche Erklärung, daß derselbe Antrag bei keiner anderenbenannten Stelle eingereicht worden ist;
— technische Unterlagen.
3. Die technischen Unterlagen müssen eine Bewertung der Übereinstimmungdes Druckgeräts mit den für es geltenden Anforderungen der Richtlinieermöglichen. Sie müssen Entwurf, Fertigung und Funktionsweise desDruckgeräts abdecken.
Die technischen Unterlagen müssen folgendes enthalten:
— eine allgemeine Beschreibung des Druckgeräts;
— Entwürfe, Fertigungszeichnungen und -pläne von Bauteilen, Unterbau-gruppen, Schaltkreisen usw.;
— Beschreibungen und Erläuterungen, die zum Verständnis der genanntenZeichnungen und Pläne sowie der Funktionsweise des Druckgerätserforderlich sind;
— eine Liste der in Artikel 5 genannten, ganz oder teilweise angewandtenNormen sowie eine Beschreibung der zur Erfüllung der grundlegendenAnforderungen der Richtlinie gewählten Lösungen, soweit die inArtikel 5 genannten Normen nicht angewandt worden sind;
— die Ergebnisse der Konstruktionsberechnungen, Prüfungen usw.;
— Prüfberichte;
— angemessene Einzelangaben zur Zulassung der Fertigungs- undKontrollverfahren und zur Qualifikation oder Zulassung des betref-fenden Personals gemäß Anhang I Abschnitte 3.1.2 und 3.1.3.
4. Die benannte Stelle prüft den Entwurf und die Konstruktion jedes Druck-gerätes und führt bei der Fertigung die entsprechenden Prüfungen gemäßder (den) in Artikel 5 genannten einschlägigen Norm(en) bzw. gleichwer-tige Untersuchungen und Prüfungen durch, um seine Übereinstimmung mitden entsprechenden Anforderungen der Richtlinie zu bescheinigen.
Die benannte Stelle hat dabei insbesondere folgende Aufgaben:
— Sie prüft die technischen Unterlagen hinsichtlich Entwurf und Ferti-gungsverfahren;
— sie begutachtet die verwendeten Werkstoffe, wenn diese nicht dengeltenden harmonisierten Normen oder einer europäischen Werkstoffzu-lassung für Druckgerätewerkstoffe entsprechen, und überprüft die vomWerkstoffhersteller gemäß Anhang I Abschnitt 4.3 ausgestellte Beschei-nigung;
— sie erteilt die Zulassung für die Arbeitsverfahren zur Ausführung derdauerhaften Verbindungen oder überprüft, ob diese bereits gemäßAnhang I Abschnitt 3.1.2 zugelassen worden sind;
— sie überprüft die gemäß Anhang I Abschnitte 3.1.2 und 3.1.3 erforderli-chen Qualifikationen oder Zulassungen;
1997L0023 — DE — 20.11.2003 — 001.001 — 54
▼B— sie führt die Schlußprüfung gemäß Anhang I Abschnitt 3.2.1 durch,
nimmt die Druckprüfung gemäß Anhang I Abschnitt 3.2.2 vor oderläßt sie vornehmen und prüft die etwaigen Sicherheitseinrichtungen.
4.1. Die benannte Stelle bringt an den Druckgeräten ihre Kennummer an oderläßt diese anbringen und stellt eine Konformitätsbescheinigung über dievorgenommenen Prüfungen aus. Diese Bescheinigung ist zehn Jahre langaufzubewahren.
4.2. Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigtermuß auf Verlangen die Konformitätserklärung und die Konformitätsbe-scheinigung der benannten Stelle vorlegen können.
Modul H (Umfassende Qualitätssicherung)
1. Dieses Modul beschreibt das Verfahren, bei dem der Hersteller, der dieVerpflichtungen nach Nummer 2 erfüllt, sicherstellt und erklärt, daß diebetreffenden Druckgeräte die für sie geltenden Anforderungen dieser Rich-tlinie erfüllen. Der Hersteller oder sein in der Gemeinschaft ansässigerBevollmächtigter bringt an jedem Druckgerät die CE-Kennzeichnung anund stellt eine schriftliche Konformitätserklärung aus. Der CE-Kennzeich-nung wird die Kennummer der benannten Stelle hinzugefügt, die für dieÜberwachung nach Nummer 4 zuständig ist.
2. Der Hersteller unterhält ein zugelassenes Qualitätssicherungssystem fürEntwurf, Herstellung, Endabnahme und andere Prüfungen gemäß Nummer3 und unterliegt der Überwachung gemäß Nummer 4.
3. Qualitätssicherungssystem
3.1. Der Hersteller beantragt bei einer benannten Stelle seiner Wahl die Bewer-tung seines Qualitätssicherungssystems.
Der Antrag enthält folgendes:
— alle einschlägigen Angaben über die betreffenden Druckgeräte;
— die Unterlagen über das Qualitätssicherungssystem.
3.2. Das Qualitätssicherungssystem muß die Übereinstimmung der Druckgerätemit den für sie geltenden Anforderungen der Richtlinie gewährleisten.
Alle vom Hersteller berücksichtigten Grundlagen, Anforderungen undVorschriften sind systematisch und ordnungsgemäß in Form schriftlicherMaßnahmen, Verfahren und Anweisungen zusammenzustellen. DieseUnterlagen über das Qualitätssicherungssystem sollen sicherstellen, daßdie verfahrens- und qualitätsbezogenen Maßnahmen wie Qualitätssiche-rungsprogramme, -pläne, -handbücher und -berichte einheitlich ausgelegtwerden.
Sie müssen insbesondere eine angemessene Beschreibung folgender Punkteenthalten:
— Qualitätsziele sowie organisatorischer Aufbau, Zuständigkeiten undBefugnisse des Managements in bezug auf die Qualität des Entwurfsund der Geräte;
— technische Konstruktionsspezifikationen, einschließlich der ange-wandten Normen, sowie — wenn die in Artikel 5 genannten Normennicht vollständig angewandt wurden — die Mittel, mit denen gewährlei-stet werden soll, daß die grundlegenden Anforderungen dieserRichtlinie, die für die betreffenden Druckgeräte gelten, erfüllt werden;
— Techniken zur Kontrolle und Prüfung des Entwicklungsergebnisses,Verfahren und systematische Maßnahmen, die bei der Entwicklung derDruckgeräte angewandt werden, insbesondere in bezug auf die Werks-toffe gemäß Anhang I Abschnitt 4;
— entsprechende Fertigungs-, Qualitätskontroll- und Qualitätssicherungs-techniken und systematische Maßnahmen, insbesondere diezugelassenen Arbeitsverfahren zur Ausführung der dauerhaften Verbin-dungen gemäß Anhang I Abschnitt 3.2.2;
— vor, während und nach der Herstellung durchgeführte Untersuchungenund Prüfungen unter Angabe ihrer Häufigkeit;
— Qualitätssicherungsunterlagen, wie Kontrollberichte, Prüf- und Eich-daten, Berichte über die Qualifikation oder Zulassung der in diesemBereich beschäftigten Mitarbeiter, insbesondere des für die Ausführungder dauerhaften Verbindungen und die zerstörungsfreien Prüfungengemäß Anhang I Abschnitte 3.1.2 und 3.1.3 zuständigen Personals;
— Mittel, mit denen die Erreichung der geforderten Qualität für denEntwurf und die Druckgeräte sowie die wirksame Arbeitsweise desQualitätssicherungssystems überwacht werden können.
3.3. Die benannte Stelle bewertet das Qualitätssicherungssystem, um festzu-stellen, ob es die in Nummer 3.2 genannten Anforderungen erfüllt. Bei
1997L0023 — DE — 20.11.2003 — 001.001 — 55
▼BQualitätssicherungssystemen, die die entsprechende harmonisierte Normanwenden, wird von der Erfüllung dieser Anforderungen ausgegangen.
Mindestens ein Mitglied des Bewertungsteams muß über Erfahrungen inder Bewertung der betreffenden Druckgerätetechnik verfügen. Das Bewer-tungsverfahren umfaßt auch eine Kontrollbesichtigung des Herstellerwerks.
Die Entscheidung wird dem Hersteller mitgeteilt. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung. Es ist einEinspruchsverfahren vorzusehen.
3.4. Der Hersteller verpflichtet sich, die Verpflichtungen aus dem Qualitätssi-cherungssystem in seiner zugelassenen Form zu erfüllen und dafür zusorgen, daß es stets sachgemäß und effizient funktioniert.
Der Hersteller oder sein in der Gemeinschaft ansässiger Bevollmächtigterunterrichtet die benannte Stelle, die das Qualitätssicherungssystem zuge-lassen hat, laufend über alle geplanten Aktualisierungen desQualitätssicherungssystems.
Die benannte Stelle prüft die geplanten Änderungen und entscheidet, ob dasgeänderte Qualitätssicherungssystem noch den in Nummer 3.2 genanntenAnforderungen entspricht oder ob eine erneute Bewertung erforderlich ist.
Sie teilt ihre Entscheidung dem Hersteller mit. Die Mitteilung enthält dieErgebnisse der Prüfung und eine Begründung der Entscheidung.
4. Überwachung unter der Verantwortung der benannten Stelle
4.1. Die Überwachung soll gewährleisten, daß der Hersteller die Verpflich-tungen aus dem zugelassenen Qualitätssicherungssystem vorschriftsmäßigerfüllt.
4.2. Der Hersteller gewährt der benannten Stelle zu Inspektionszwecken Zugangzu den Entwicklungs-, Herstellungs-, Abnahme-, Prüf- und Lagereinrich-tungen und stellt ihr alle erforderlichen Unterlagen zur Verfügung. Hierzugehören insbesondere:
— Unterlagen über das Qualitätssicherungssystem;
— die vom Qualitätssicherungssystem für den Entwicklungsbereich vorge-sehenen Qualitätsberichte wie Ergebnisse von Analysen, Berechnungen,Prüfungen usw.;
— die vom Qualitätssicherungssystem für den Fertigungsbereich vorgese-henen Qualitätsberichte wie Prüfberichte, Prüfdaten, Eichdaten,Berichte über die Qualifikation der in diesem Bereich beschäftigtenMitarbeiter usw.
4.3. Die benannte Stelle führt regelmäßig Nachprüfungen (Audits) durch, umsicherzustellen, daß der Hersteller das Qualitätssicherungssystem aufrecht-erhält und anwendet, und übergibt ihm einen Bericht über dieNachprüfung. Die Häufigkeit der Nachprüfungen ist so zu wählen, daßalle drei Jahre eine vollständige Neubewertung vorgenommen wird.
4.4. Darüber hinaus kann die benannte Stelle dem Hersteller unangemeldeteBesuche abstatten. Die Notwendigkeit derartiger zusätzlicher Besuche undderen Häufigkeit wird anhand eines von der benannten Stelle verwendetenKontrollbesuchsystems ermittelt. Bei diesem System sind insbesondere diefolgenden Faktoren zu berücksichtigen:
— Kategorie des Druckgeräts;
— Ergebnisse früherer Kontrollbesuche;
— erforderliche Verfolgung von Korrekturmaßnahmen;
— gegebenenfalls an die Zulassung des Systems geknüpfte besondereBedingungen;
— wesentliche Änderungen von Fertigungsorganisation, Fertigungskon-zepten oder -techniken.
Bei diesen Besuchen kann die benannte Stelle bei Bedarf Prüfungen zurKontrolle des ordnungsgemäßen Funktionierens des Qualitätssicherungssy-stems durchführen oder durchführen lassen. Sie übergibt dem Herstellereinen Bericht über den Besuch und im Falle einer Prüfung einen Prüfbe-richt.
5. Der Hersteller hält zehn Jahre lang nach Herstellung des letzten Druck-geräts folgende Unterlagen für die einzelstaatlichen Behörden bereit:
— die Unterlagen gemäß Nummer 3.1 zweiter Gedankenstrich;
— die Aktualisierungen gemäß Nummer 3.4 Absatz 2;
— die Entscheidungen und Berichte der benannten Stelle gemäß Nummer3.3 letzter Absatz, Nummer 3.4 letzter Absatz und den Nummern 4.3und 4.4.
1997L0023 — DE — 20.11.2003 — 001.001 — 56
▼B6. Jede benannte Stelle übermittelt den Mitgliedstaaten zweckdienliche Infor-
mationen über die von ihr zurückgezogenen Zulassungen fürQualitätssicherungssysteme und — auf Anforderung — über die von ihrerteilten Zulassungen.
Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten Zulassungen für Qualitätssicherungssysteme.
Modul H1 (Umfassende Qualitätssicherung mit Entwurfsprüfung undbesonderer Überwachung der Abnahme)
1. Zusätzlich zu den Anforderungen des Moduls H gilt folgendes:
a) Der Hersteller beantragt bei der benannten Stelle die Prüfung desEntwurfs.
b) Aus dem Antrag müssen Auslegung, Herstellungs- und Funktionsweisedes Druckgeräts ersichtlich sein; der Antrag muß eine Bewertung derÜbereinstimmung mit den entsprechenden Anforderungen dieser Rich-tlinie ermöglichen.
Er muß folgendes umfassen:
— die zugrundegelegten technischen Entwurfsspezifikationen,einschließlich der Normen;
— die erforderlichen Nachweise für ihre Eignung, insbesondere dann,wenn die in Artikel 5 genannten Normen nicht vollständig ange-wandt wurden. Dieser Nachweis schließt die Ergebnisse vonPrüfungen ein, die in geeigneten Laboratorien des Herstellers oderin seinem Auftrag durchgeführt wurden.
c) Die benannte Stelle prüft den Antrag und stellt dem Antragsteller eineEG-Entwurfsprüfbescheinigung aus, wenn der Entwurf die einschlägigenVorschriften der Richtlinie erfüllt. Die Bescheinigung enthält die Erge-bnisse der Prüfung, Bedingungen für ihre Gültigkeit, die für dieIdentifizierung des zugelassenen Entwurfs erforderlichen Angaben undgegebenenfalls eine Beschreibung der Funktionsweise des Druckgerätsoder der Ausrüstungsteile.
d) Der Antragsteller unterrichtet die benannte Stelle, die die EG-Entwurf-sprüfbescheinigung ausgestellt hat, über Änderungen an demzugelassenen Entwurf. Änderungen am zugelassenen Entwurf bedürfeneiner zusätzlichen Zulassung seitens der benannten Stelle, die die EG-Entwurfsprüfbescheinigung ausgestellt hat, soweit diese Änderungendie Übereinstimmung mit den grundlegenden Anforderungen der Rich-tlinie oder den vorgeschriebenen Bedingungen für die Benutzung desDruckgeräts beeinträchtigen können. Diese zusätzliche Zulassung wirdin Form einer Ergänzung der ursprünglichen EG-Entwurfsprüfbescheini-gung erteilt.
e) Jede benannte Stelle übermittelt darüber hinaus den übrigen benanntenStellen zweckdienliche Informationen über die von ihr zurückgezogenenoder verweigerten EG-Entwurfsprüfbescheinigungen.
2. Die Abnahme gemäß Anhang I Abschnitt 3.2 unterliegt einer verstärktenÜberwachung in Form unangemeldeter Besuche durch die benannte Stelle.Bei diesen Besuchen führt die benannte Stelle Kontrollen an den Druck-geräten durch.
1997L0023 — DE — 20.11.2003 — 001.001 — 57

▼BANHANG IV
MINDESTKRITERIEN FÜR DIE BESTIMMUNG DER BENANNTENSTELLEN GEMÄSS ARTIKEL 12 UND DER ANERKANNTEN UNAB-
HÄNGIGEN PRÜFSTELLEN GEMÄSS ARTIKEL 13
1. Die Stelle, ihr Leiter und das mit der Durchführung der Bewertungen undPrüfungen beauftragte Personal dürfen weder mit dem Urheber des Entwurfs,dem Hersteller, dem Lieferanten, dem Aufsteller oder dem Betreiber derDruckgeräte oder Baugruppen, die diese Stelle prüft, identisch noch Beauf-tragte einer dieser Personen sein. Sie dürfen weder unmittelbar noch alsBeauftragte an der Planung, am Bau, am Vertrieb oder an der Instandhaltungdieser Druckgeräte oder Baugruppen beteiligt sein. Dies schließt nicht aus,daß zwischen dem Hersteller der Druckgeräte oder Baugruppen und derStelle technische Informationen ausgetauscht werden können.
2. Die Stelle und ihr Personal müssen die Bewertungen und Prüfungen mithöchster beruflicher Zuverlässigkeit und größter technischer Sachkundedurchführen und unabhängig von jeder Einflußnahme — vor allem finan-zieller Art — auf ihre Beurteilung und die Ergebnisse ihrer Prüfung sein,insbesondere von der Einflußnahme durch Personen oder Personengruppen,die an den Ergebnissen der Prüfungen interessiert sind.
3. Die Stelle muß über das Personal und die Mittel verfügen, die zur angeme-ssenen Erfüllung der mit der Durchführung der Kontrollen oderÜberwachungsmaßnahmen verbundenen technischen und administrativenAufgaben erforderlich sind; ebenso muß sie Zugang zu den für außerordent-liche Prüfungen erforderlichen Geräten haben.
4. Das mit den Kontrollen beauftragte Personal muß folgende Voraussetzungenerfüllen:
— Es muß eine gute technische und berufliche Ausbildung haben.— Es muß ausreichende Kenntnisse der Vorschriften für die von ihm durch-
geführten Kontrollen und eine ausreichende praktische Erfahrung aufdiesem Gebiet haben.
— Es muß die erforderliche Eignung zur Abfassung der Bescheinigungen,Prüfprotokolle und Berichte haben, in denen die durchgeführtenPrüfungen niedergelegt werden.
5. Die Unparteilichkeit des Kontrollpersonals ist zu gewährleisten. Die Höhedes Arbeitsentgelts der Prüfer darf sich weder nach der Zahl der von ihnendurchgeführten Kontrollen noch nach den Ergebnissen derselben richten.
6. Die Stelle muß eine Haftpflichtversicherung abschließen, es sei denn, dieseHaftpflicht wird aufgrund der innerstaatlichen Rechtsvorschriften vom Staatübernommen oder die Kontrollen werden unmittelbar von dem Mitgliedstaatdurchgeführt.
7. Das Personal der Stelle ist (außer gegenüber den zuständigen Behörden desStaates, in dem es seine Tätigkeit ausübt) durch das Berufsgeheimnis inbezug auf alles gebunden, wovon es bei der Durchführung seiner Aufgabenim Rahmen der Richtlinie oder jeder innerstaatlichen Rechtsvorschrift, dieder Richtlinie Wirkung verleiht, Kenntnis erhält.
1997L0023 — DE — 20.11.2003 — 001.001 — 58

▼BANHANG V
KRITERIEN FÜR DIE ZULASSUNG VON BETREIBERPRÜFSTELLENGEMÄSS ARTIKEL 14
1. Die Betreiberprüfstellen müssen organisatorisch abgrenzbar sein und inner-halb der Gruppe, zu der sie gehören, über Berichtsverfahren verfügen, dieihre Unparteilichkeit sicherstellen und belegen. Die Betreiberprüfstellendürfen nicht für den Entwurf, die Fertigung, die Lieferung, das Aufstellen,den Betrieb oder die Wartung des Druckgeräts oder der Baugruppe verant-wortlich sein und sie dürfen keinen Tätigkeiten nachgehen, die mit derUnabhängigkeit ihrer Beurteilung und ihrer Zuverlässigkeit im Rahmen ihrerÜberprüfungsarbeiten in Konflikt kommen könnten.
2. Die Betreiberprüfstellen und ihr Personal müssen die Bewertungen undPrüfungen mit höchster beruflicher Zuverlässigkeit und größter technischerSachkunde durchführen und unabhängig von jeder Einflußnahme — vorallem finanzieller Art — auf ihre Beurteilung und die Ergebnisse ihrerPrüfung sein, insbesondere von der Einflußnahme durch Personen oder Perso-nengruppen, die an den Ergebnissen der Prüfungen interessiert sind.
3. Die Betreiberprüfstelle muß über das Personal und die Mittel verfügen, diezur angemessenen Erfüllung der mit der Durchführung der Kontrollen oderÜberwachungsmaßnahmen verbundenen technischen und administrativenAufgaben erforderlich sind; ebenso muß sie Zugang zu den für außerordent-liche Prüfungen erforderlichen Geräten haben.
4. Das mit den Kontrollen beauftragte Personal muß folgende Voraussetzungenerfüllen:
— Es muß eine gute technische und berufliche Ausbildung haben.— Es muß ausreichende Kenntnisse der Vorschriften für die von ihm durch-
geführten Kontrollen und eine ausreichende praktische Erfahrung aufdiesem Gebiet haben.
— Es muß die erforderliche Eignung zur Abfassung der Bescheinigungen,Prüfprotokolle und Berichte haben, in denen die durchgeführtenPrüfungen niedergelegt werden.
5. Die Unparteilichkeit des Kontrollpersonals ist zu gewährleisten. Die Höhedes Arbeitsentgelts der Prüfer darf sich weder nach der Zahl der von ihnendurchgeführten Kontrollen noch nach den Ergebnissen derselben richten.
6. Die Betreiberprüfstellen müssen eine angemessene Haftpflichtversicherungabschließen, es sei denn, diese Haftpflicht wird von der Gruppe übernommen,der sie angehören.
7. Das Personal der Betreiberprüfstelle ist (außer gegenüber den zuständigenBehörden des Staates, in dem es seine Tätigkeit ausübt) durch das Berufsge-heimnis in bezug auf alles gebunden, wovon es bei der Durchführung seinerAufgaben im Rahmen der Richtlinie oder jeder innerstaatlichen Rechtsvor-schrift, die der Richtlinie Wirkung verleiht, Kenntnis erhält.
1997L0023 — DE — 20.11.2003 — 001.001 — 59
▼BANHANG VI
CE-KENNZEICHNUNG
Die CE-Kennzeichnung besteht aus den Buchstaben „CE“ mit nachstehendemSchriftbild:
Bei Verkleinerung oder Vergrößerung der CE-Kennzeichnung müssen die sichaus dem oben abgebildeten Raster ergebenden Proportionen eingehalten werden.
Die verschiedenen Bestandteile der CE-Kennzeichnung müssen etwa gleichhoch sein; die Mindesthöhe beträgt 5 mm.
1997L0023 — DE — 20.11.2003 — 001.001 — 60

▼BANHANG VII
KONFORMITÄTSERKLÄRUNG
Die EG-Konformitätserklärung muß folgende Angaben enthalten:
— Name und Anschrift des Herstellers oder seines in der Gemeinschaftansässigen Bevollmächtigten,
— Beschreibung des Druckgerätes oder der Baugruppe,— angewandte Konformitätsbewertungsverfahren,— bei Baugruppen Beschreibung der Druckgeräte, aus denen die Baugruppe
besteht, sowie die angewandten Konformitätsbewertungsverfahren,— gegebenenfalls Name und Anschrift der benannten Stelle, die die Kontrolle
vorgenommen hat,— gegebenenfalls Verweis auf die EG-Baumusterprüfbescheinigung, die EG-
Entwurfsprüfbescheinigung oder die EG-Konformitätsbescheinigung,— gegebenenfalls Name und Anschrift der benannten Stelle, welche das
Qualitätssicherungssystem des Herstellers überwacht,— gegebenenfalls die Verweisung auf die Fundstellen der angewandten harmo-
nisierten Normen,— gegebenenfalls andere Normen oder technische Spezifikationen, die ange-
wandt wurden,— gegebenenfalls Verweis auf die anderen angewandten Gemeinschaftsrichtli-
nien,— Angaben zum Unterzeichner, der bevollmächtigt ist, die Erklärung für den
Hersteller oder seinen in der Gemeinschaft ansässigen Bevollmächtigtenrechtsverbindlich zu unterzeichnen.
1997L0023 — DE — 20.11.2003 — 001.001 — 61