swiss technologei since 1943. - files.messe.defiles.messe.de/abstracts/64769_moser.pdf · •...
TRANSCRIPT

SW
ISS
TE
CH
NO
LOG
EI S
INC
E 1
943.
microwaterjet®
MICROWATERJET® DIE PRÄZISE, UND KALTE TRENNTECHNOLOGIE
2 microwaterjet®
MICROWATERJET IM EINSATZ MIT MODERNEN WERKSTOFFEN
• Kenngrössen des Wasserstrahlschnitts
• MicroWaterJetTool
• Wasserstrahl
• Leichtbaustrukturen
• Spröde und brüchige Materialien
• Stahllegierungen
• Faser-Verbund-Werkstoffe
• Natürliche und synthetische Polymere Werkstoffe
Werkstoff-Forum an der Hannover Messe am Freitag 17. April 2015
Seite 1
3 microwaterjet®
MICROWATERJET IM EINSATZ MIT MODERNEN WERKSTOFFEN
• Hitzeempfindliche Kunststoffe
• Hitzebeständige Kunststoffe
• Bio-abbaubare Stoffe
• Natürliche Steine, Marmor, Granit
• Hochtemperaturfeste, zähe Materialien
Werkstoff-Forum an der Hannover Messe am Freitag 17. April 2015
Seite 2
• Medizinteile ohne Strukturveränderung
• Edelmetalle, Buntmetalle
• Feinste Schnitte, dünnwandige Stege
4 microwaterjet®
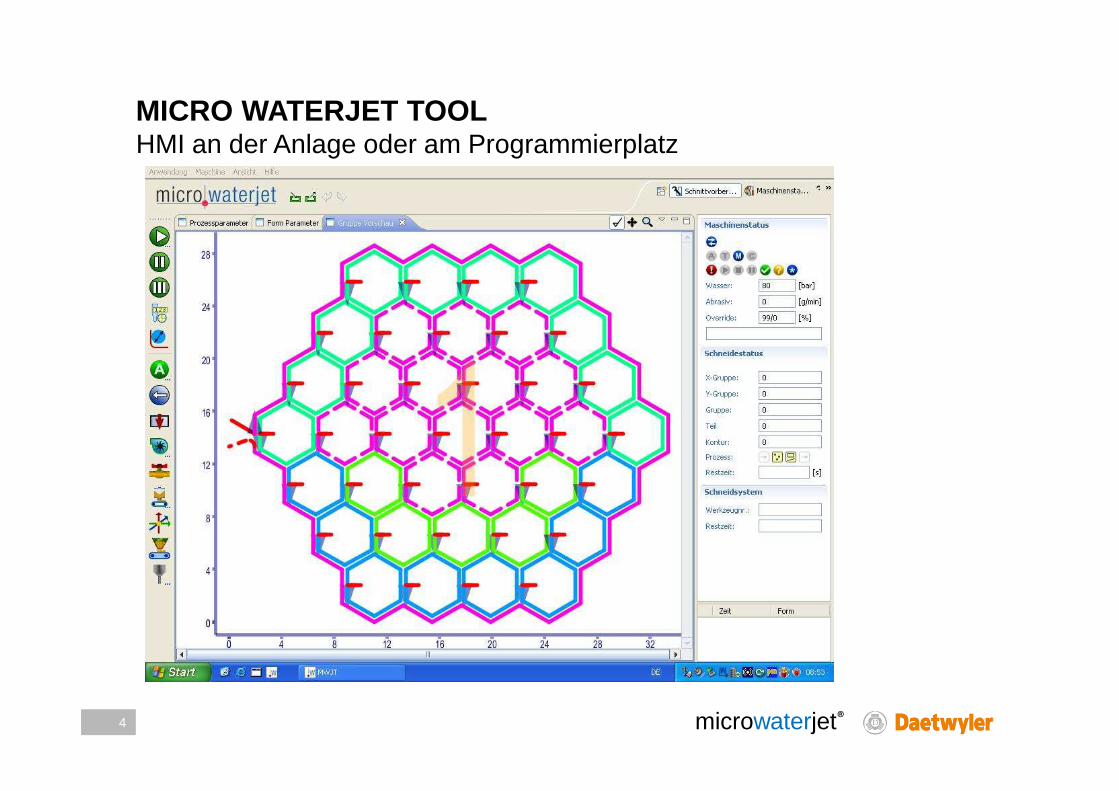
MICRO WATERJET TOOLHMI an der Anlage oder am Programmierplatz
5 microwaterjet®
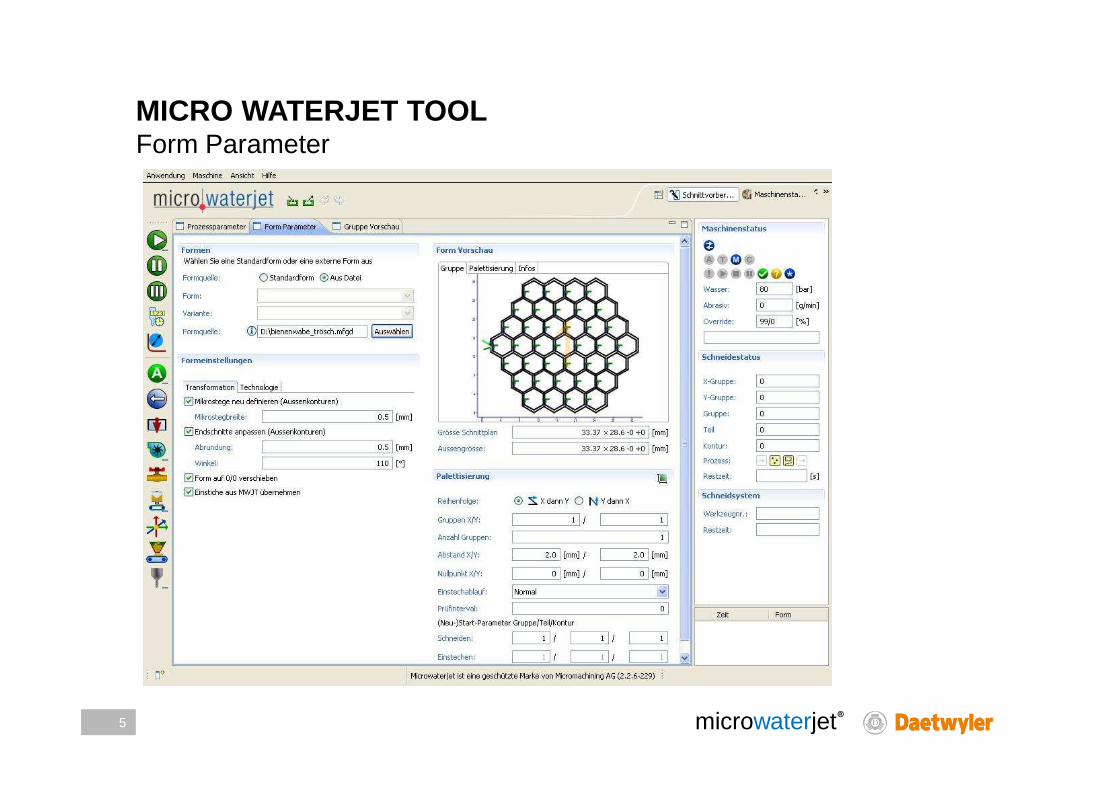
MICRO WATERJET TOOLForm Parameter
6 microwaterjet®
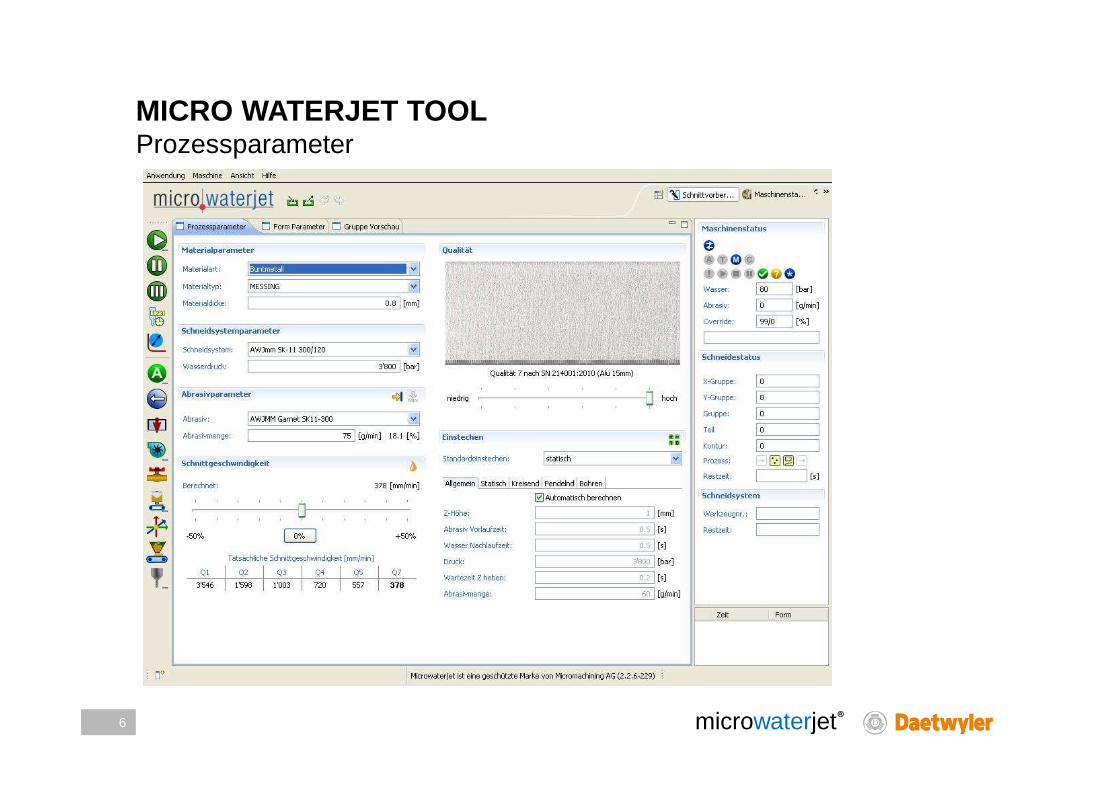
MICRO WATERJET TOOLProzessparameter
7 microwaterjet®
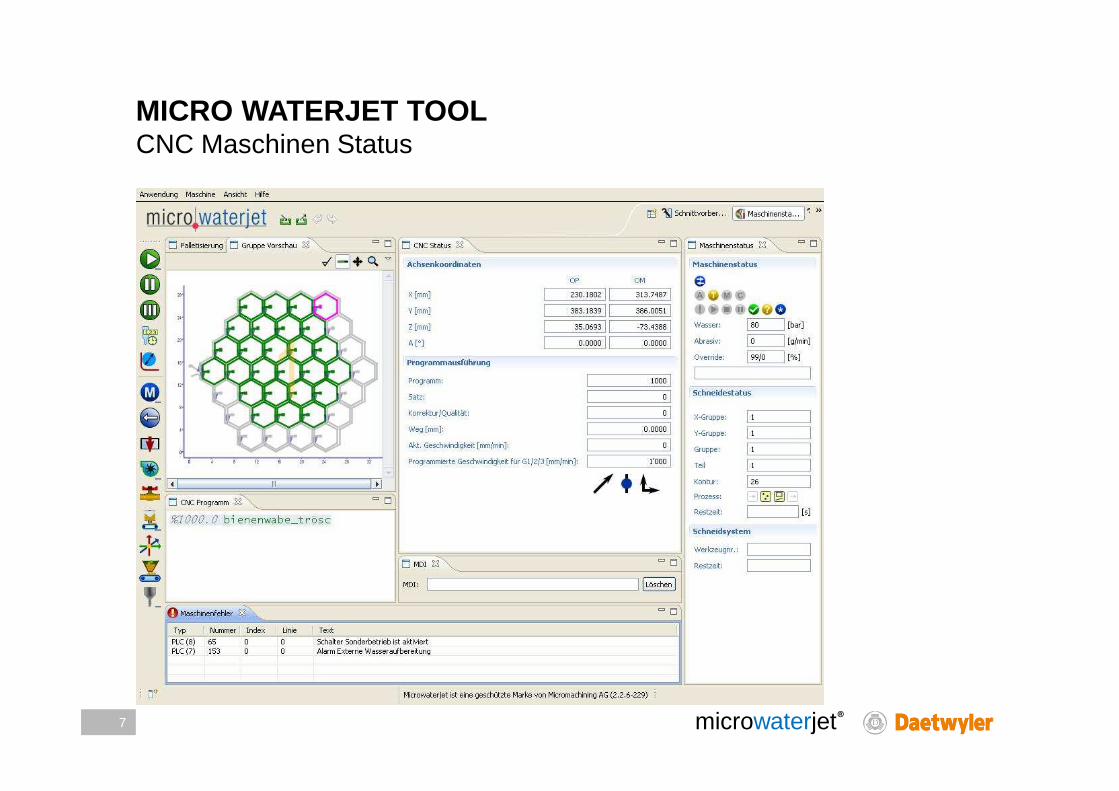
MICRO WATERJET TOOLCNC Maschinen Status
8 microwaterjet®
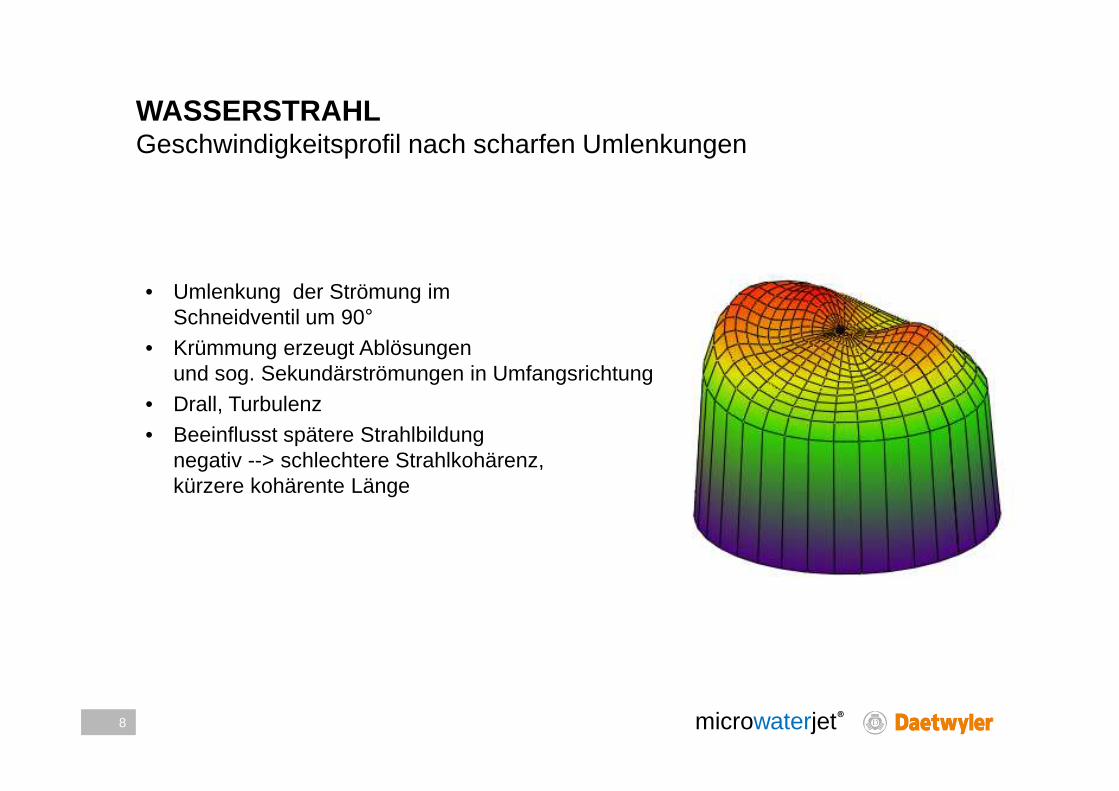
WASSERSTRAHLGeschwindigkeitsprofil nach scharfen Umlenkungen
• Umlenkung der Strömung imSchneidventil um 90°
• Krümmung erzeugt Ablösungenund sog. Sekundärströmungen in Umfangsrichtung
• Drall, Turbulenz• Beeinflusst spätere Strahlbildung
negativ --> schlechtere Strahlkohärenz, kürzere kohärente Länge
9 microwaterjet®
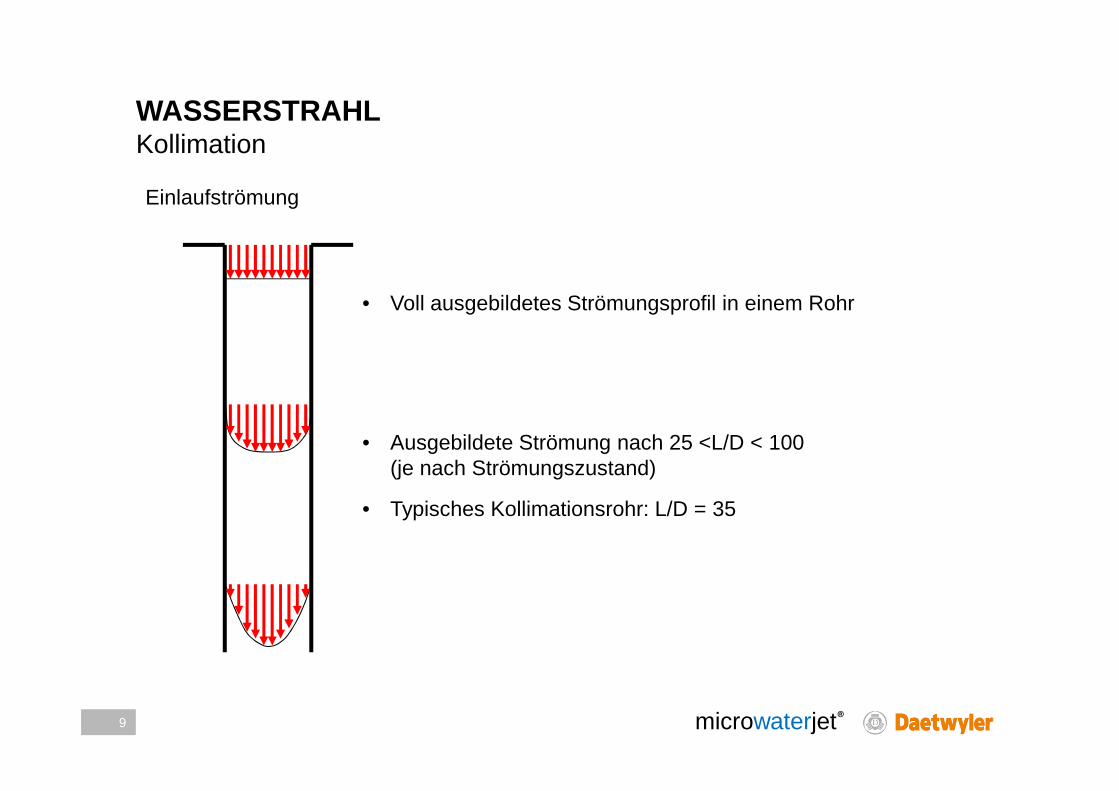
WASSERSTRAHLKollimation
Einlaufströmung
• Voll ausgebildetes Strömungsprofil in einem Rohr
• Ausgebildete Strömung nach 25 <L/D < 100 (je nach Strömungszustand)
• Typisches Kollimationsrohr: L/D = 35

10 microwaterjet®
WASSERSTRAHLKollimation bei microwaterjet®
• Strömungsgleichrichtung vor Wasserdüse bei vollem Druck
• möglichst parabolisches (laminares) Strömungsprofil erwünscht
• Geschwindigkeiten im Kollimationsrohr ca. 5÷7 m/s• möglichst geringe Drall Komponente / Turbulenz• Flächenverhältnis an Düse: mindestens Faktor 100
11 microwaterjet®
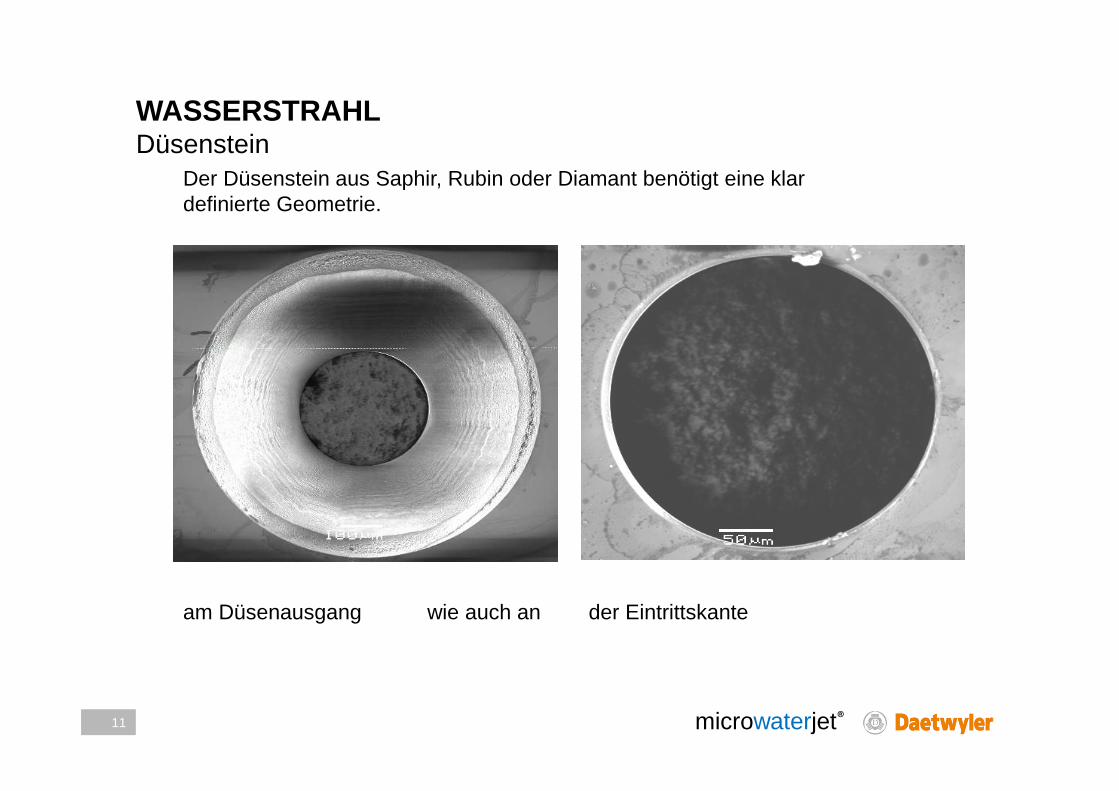
WASSERSTRAHLDüsenstein
Der Düsenstein aus Saphir, Rubin oder Diamant benötigt eine klar definierte Geometrie.
am Düsenausgang wie auch an der Eintrittskante
12 microwaterjet®
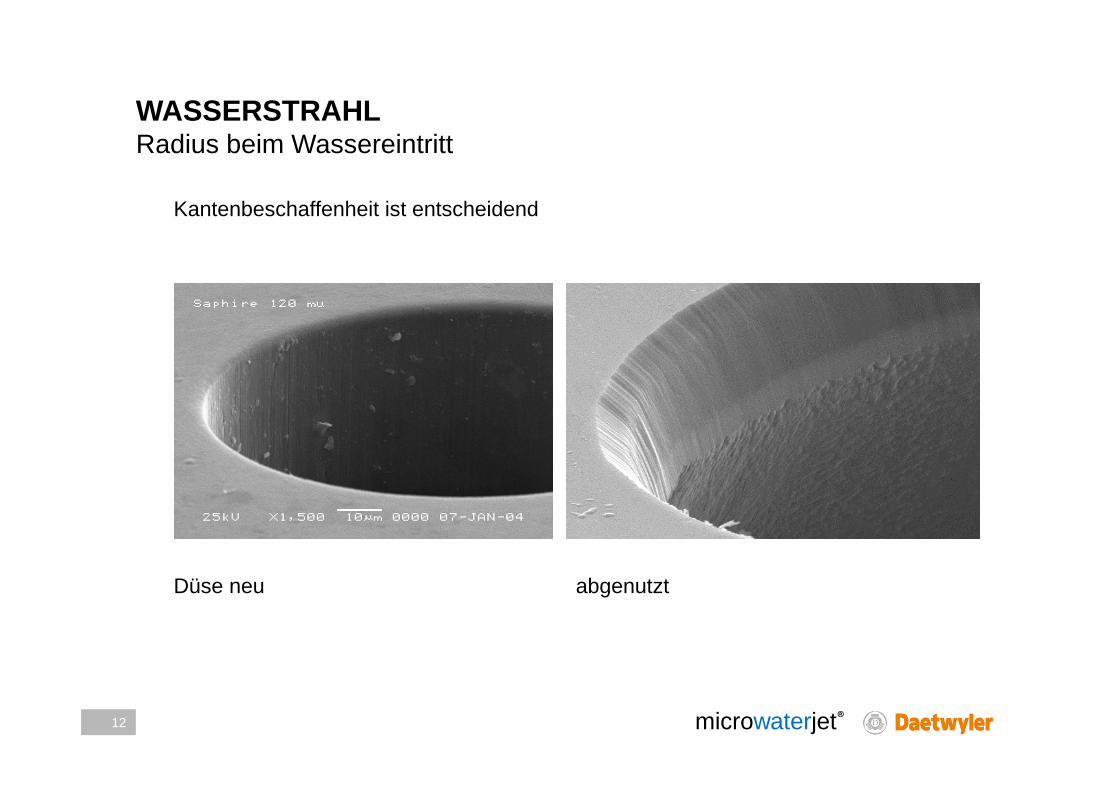
WASSERSTRAHLRadius beim Wassereintritt
Kantenbeschaffenheit ist entscheidend
Düse neu abgenutzt
13 microwaterjet®
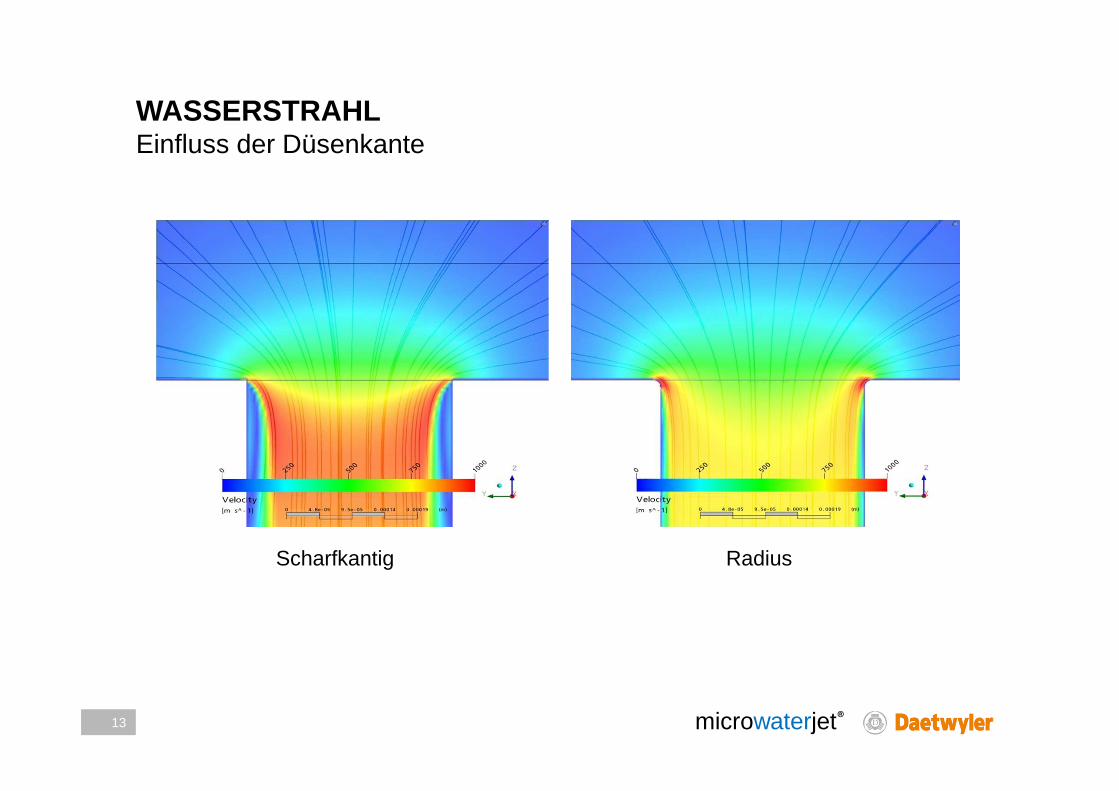
WASSERSTRAHLEinfluss der Düsenkante
Scharfkantig Radius
14 microwaterjet®
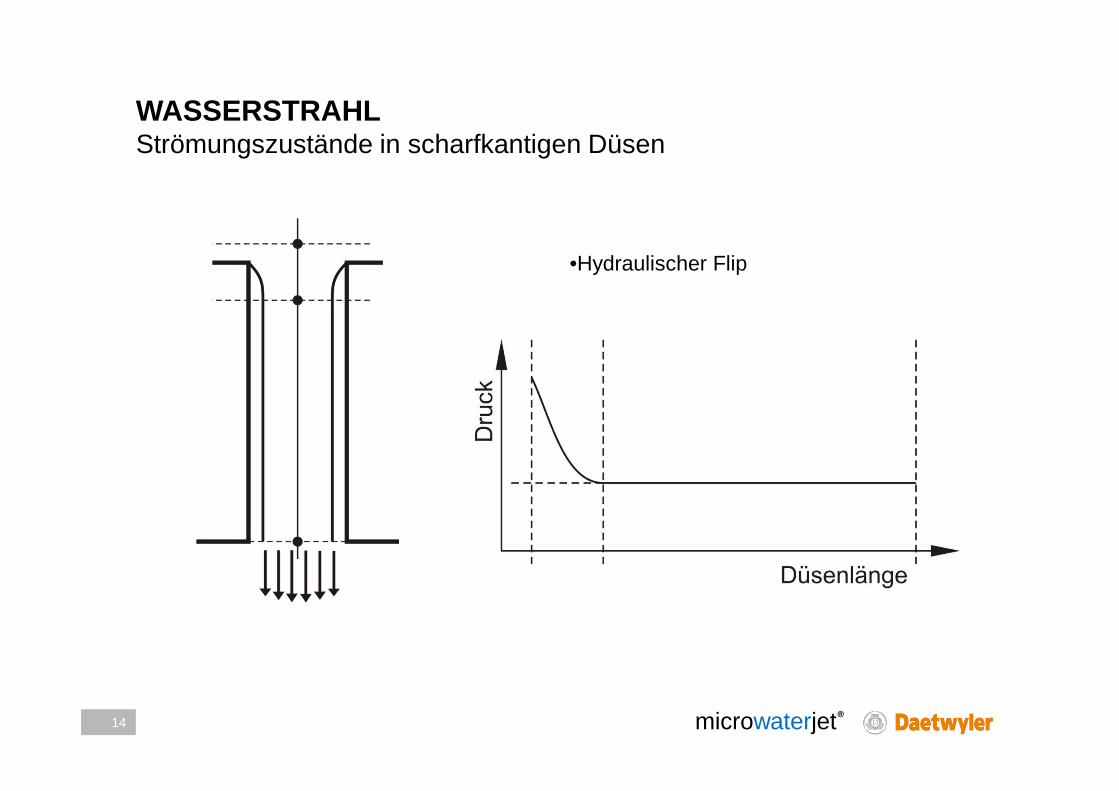
WASSERSTRAHLStrömungszustände in scharfkantigen Düsen
•Hydraulischer Flip
15 microwaterjet®
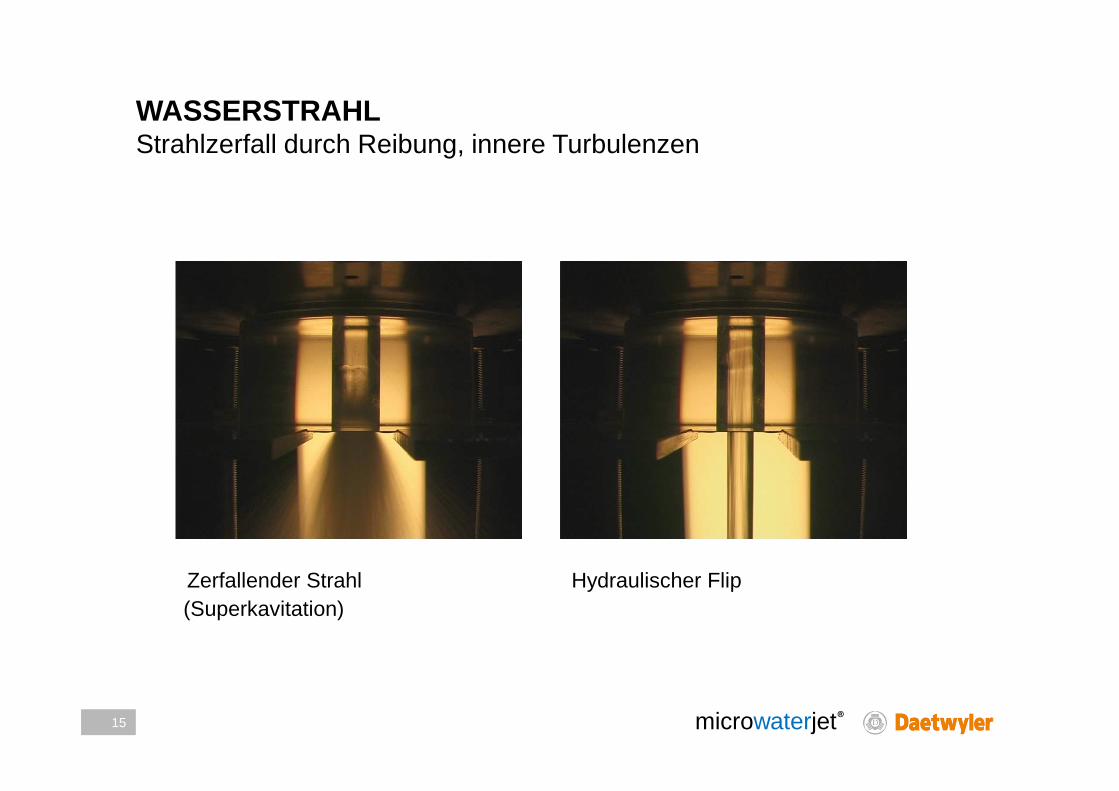
WASSERSTRAHLStrahlzerfall durch Reibung, innere Turbulenzen
Zerfallender Strahl Hydraulischer Flip(Superkavitation)
16 microwaterjet®
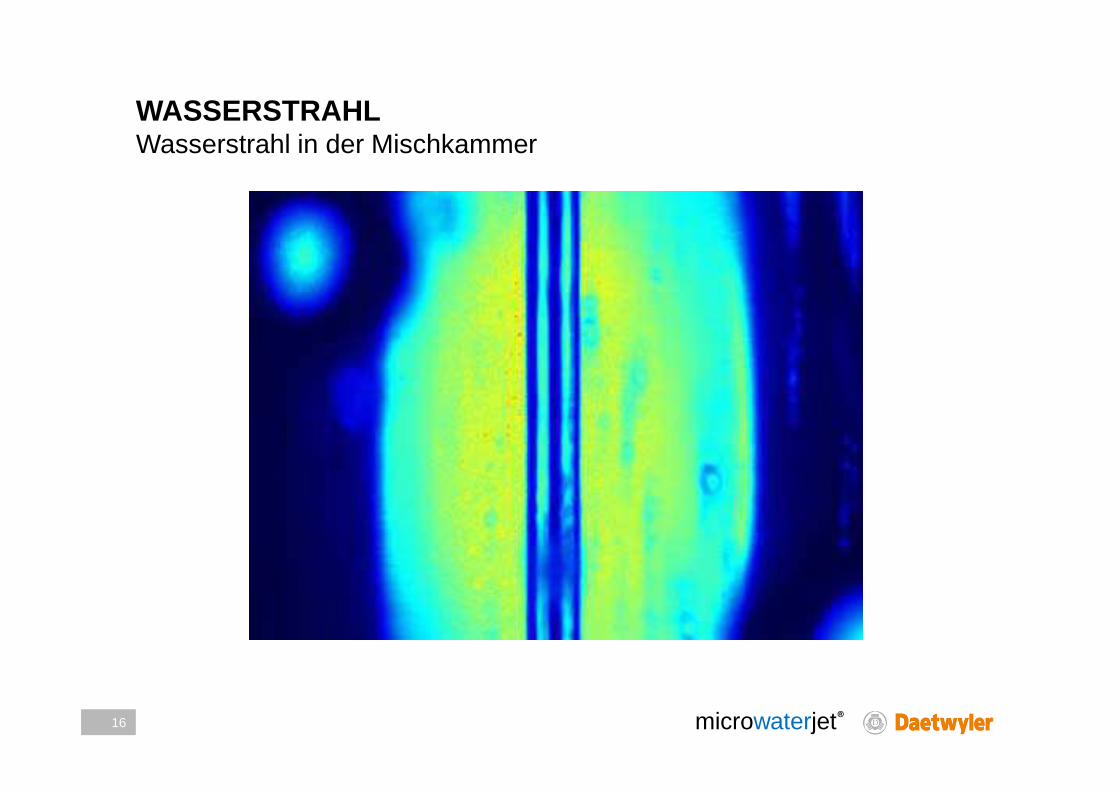
WASSERSTRAHLWasserstrahl in der Mischkammer
17 microwaterjet®
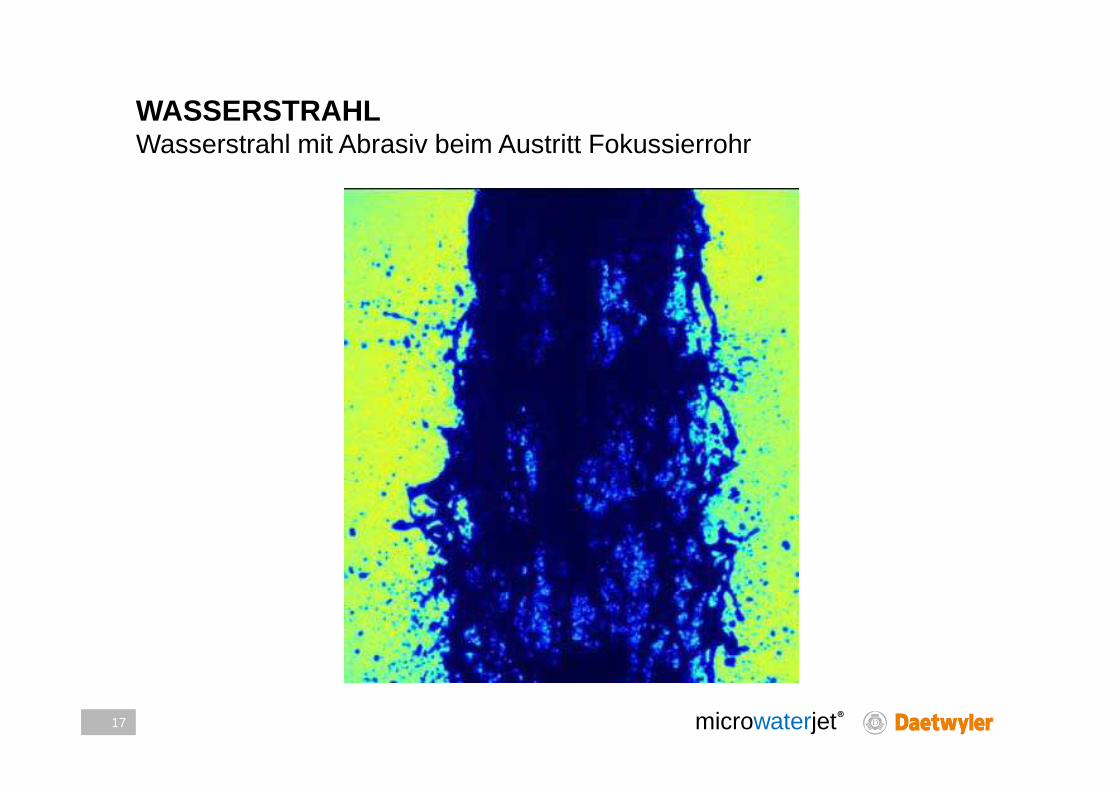
WASSERSTRAHLWasserstrahl mit Abrasiv beim Austritt Fokussierrohr
18 microwaterjet®
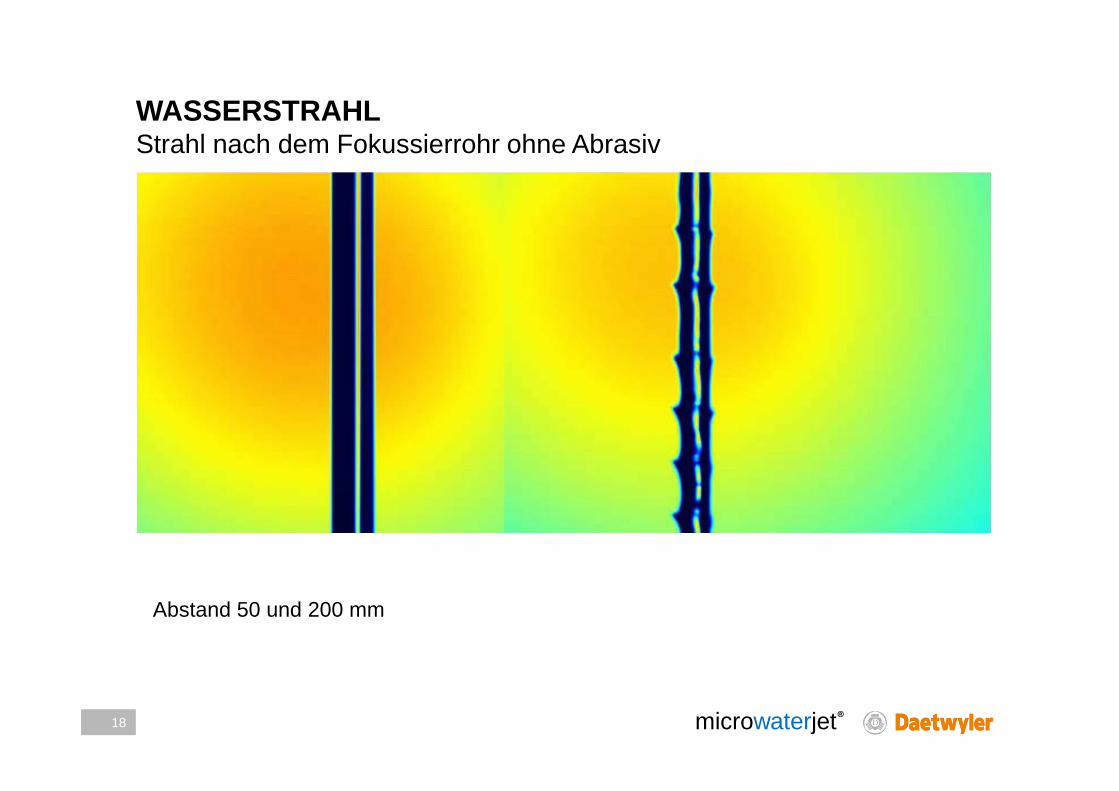
WASSERSTRAHLStrahl nach dem Fokussierrohr ohne Abrasiv
Abstand 50 und 200 mm
19 microwaterjet®
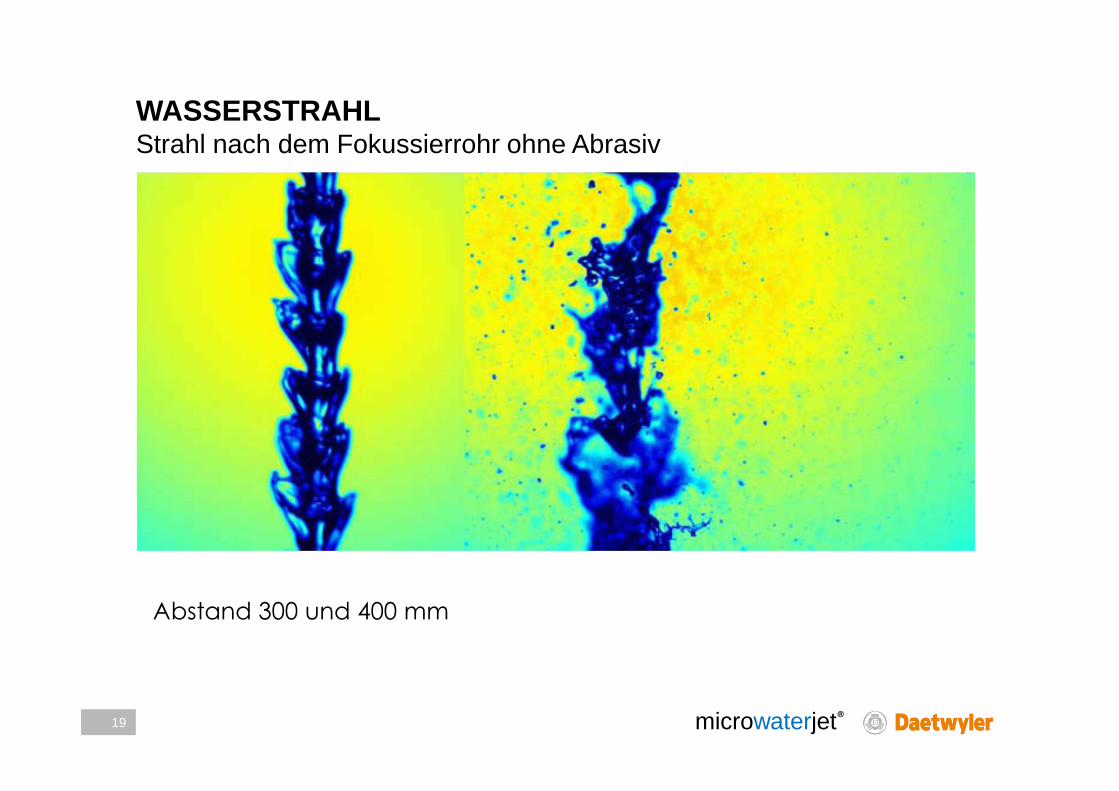
WASSERSTRAHLStrahl nach dem Fokussierrohr ohne Abrasiv
Abstand 300 und 400 mm
20 microwaterjet®
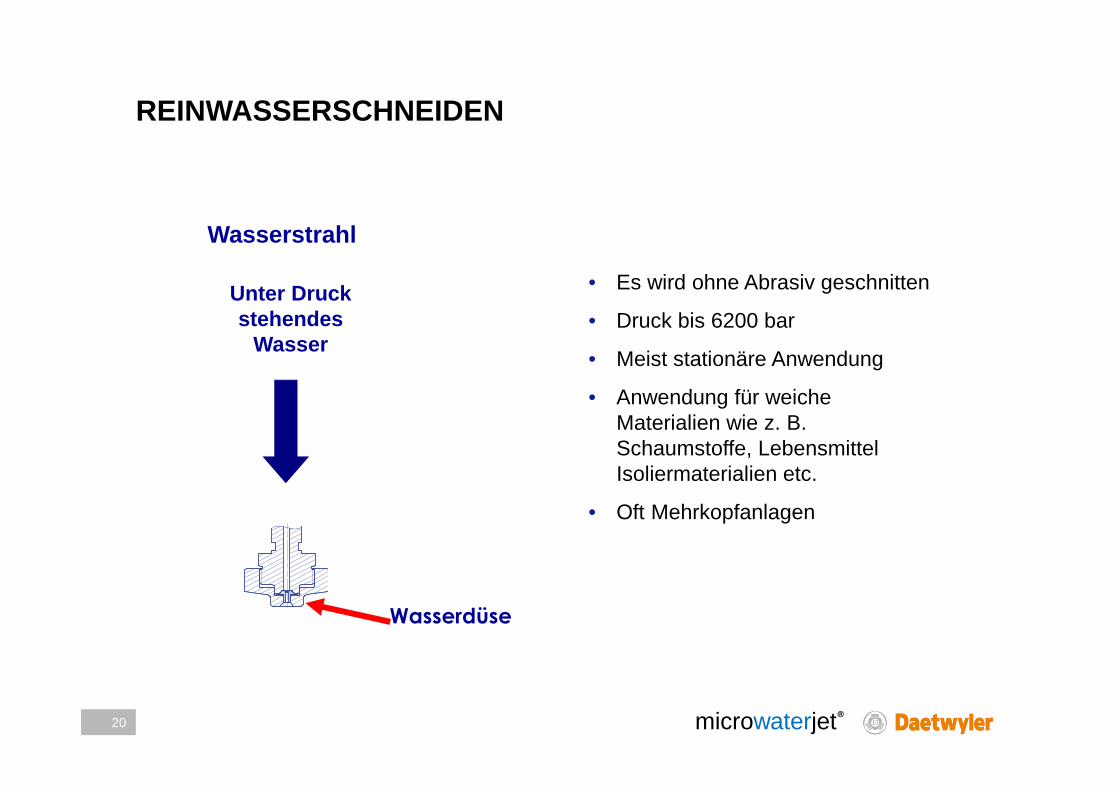
REINWASSERSCHNEIDEN
Unter Druck stehendes
Wasser
Wasserstrahl
Wasserdüse
• Es wird ohne Abrasiv geschnitten
• Druck bis 6200 bar
• Meist stationäre Anwendung
• Anwendung für weiche Materialien wie z. B. Schaumstoffe, Lebensmittel Isoliermaterialien etc.
• Oft Mehrkopfanlagen
21 microwaterjet®
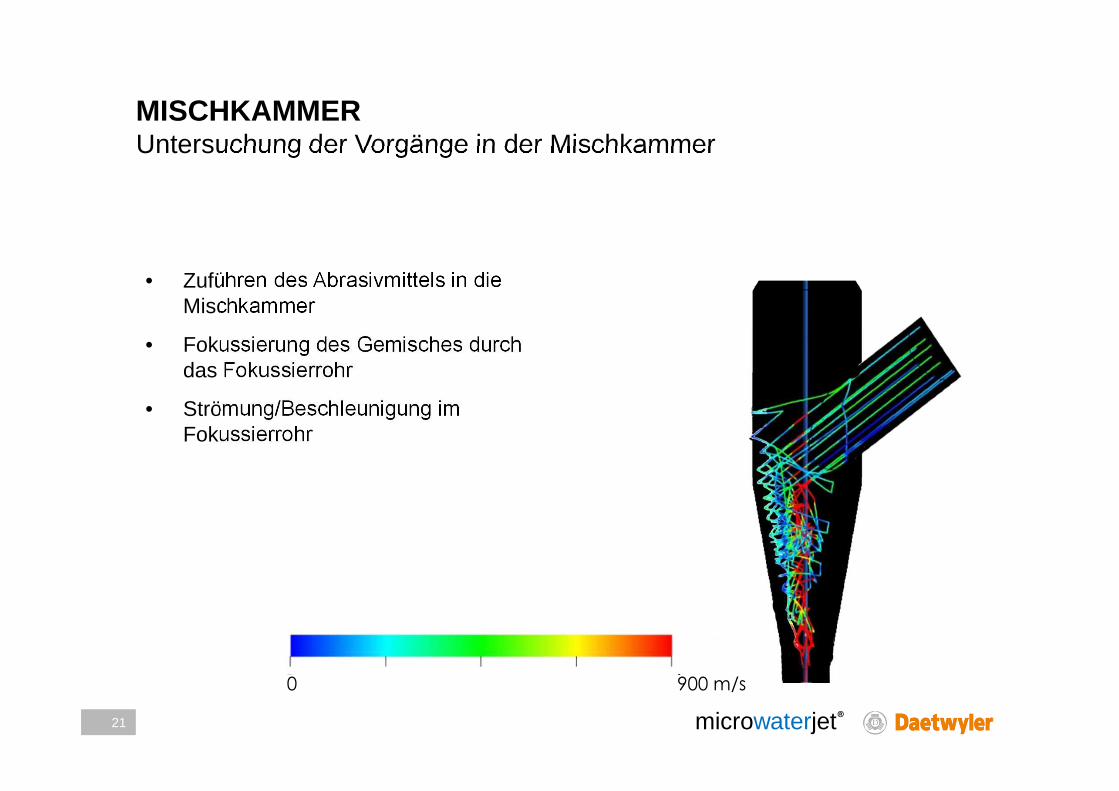
MISCHKAMMERUntersuchung der Vorgänge in der Mischkammer
• Zuführen des Abrasivmittels in dieMischkammer
• Fokussierung des Gemisches durch das Fokussierrohr
• Strömung/Beschleunigung im Fokussierrohr
0 900 m/s

22 microwaterjet®
MISCHKAMMERVideo
23 microwaterjet®
KENNGRÖSSEN DES WASSERSTRAHLSCHNITTS
•Rauheit, Oberflächenqualität
•Rechtwinkligkeit der Schnittkante
•Genauigkeit
•Geschwindigkeit, Wirtschaftlichkeit
•Schnitt in Ecken und Radien
•An- und Endschnitt
Festlegung der Prioritäten

24 microwaterjet®
LEICHTBAUSTRUKTUREN

25 microwaterjet®
SPRÖDE UND BRÜCHIGE MATERIALIEN

26 microwaterjet®
STAHLLEGIERUNGENAuch gehärtet, beschichtet, wärmebehandelt mit unveränderten Materialeigenschaften

27 microwaterjet®
FASER-VERBUND-WERKSTOFFE

28 microwaterjet®
NATÜRLICHE UND SYNTHETISCHE POLYMERE WERKSTOFFE

29 microwaterjet®
HITZEEMPFINDLICHE WERKSTOFFENicht leitend, filigrane Stege

30 microwaterjet®
HITZEBESTÄNDIGE WERKSTOFFEWie PTFE, Teflon

31 microwaterjet®
BIO-ABBAUBARE STOFFEReinwasser-Anwendung

32 microwaterjet®
NATÜRLICHE STEINE, MARMOR, GRANIT

33 microwaterjet®
TEMPERATURFESTE, ZÄHE, KORROSIONSBESTÄNDIGE MATERIALIENZirkonium, Inconel, Hastelloy, Wofram, Molybdän, usw.
34 microwaterjet®
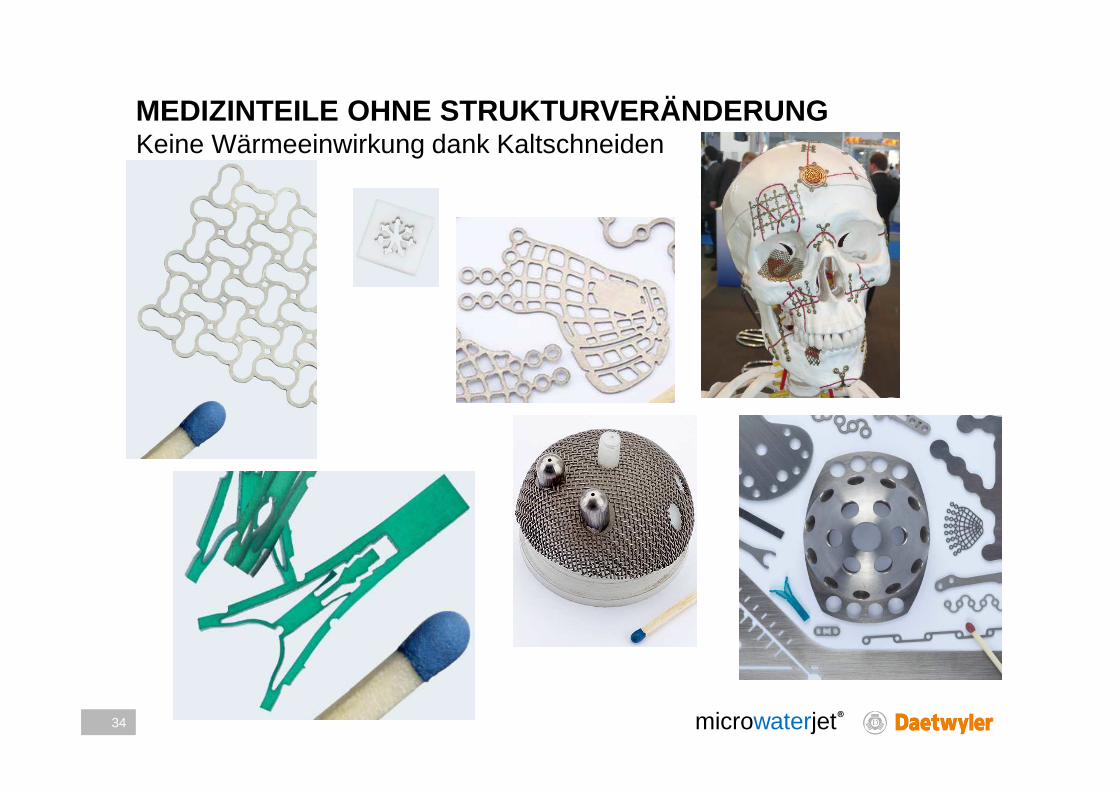
MEDIZINTEILE OHNE STRUKTURVERÄNDERUNGKeine Wärmeeinwirkung dank Kaltschneiden

35 microwaterjet®
EDELMETALLE, BUNTMETALLE

36 microwaterjet®
FEINSTE SCHNITTE, DÜNNWANDIGE STEGEIn fast allen Materialien
37 microwaterjet®
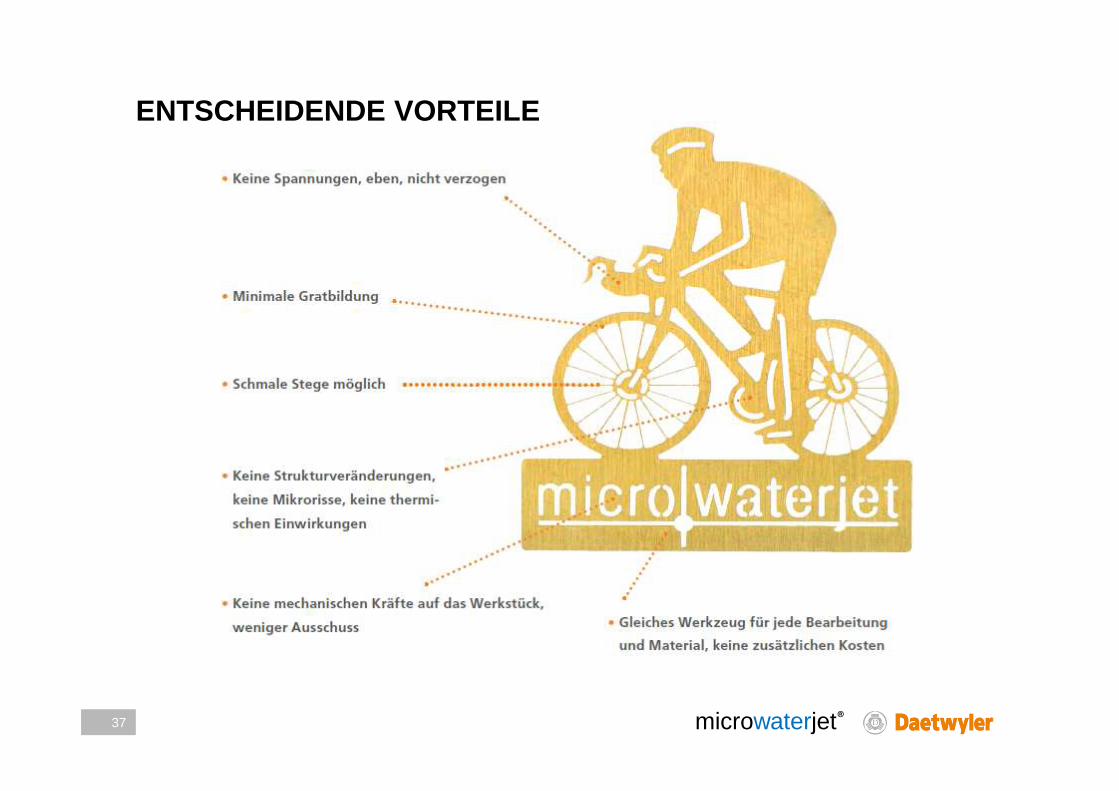
ENTSCHEIDENDE VORTEILE

3838 microwaterjet®
FÜR WEITERE AUSKÜNFTE STEHEN WIR IHNEN GERNE ZUR VERFÜGUNG
Fredy Moser
Verkaufsleiter microwaterjet®