wir suchen technikbegeisterte mitarbeiter mit drive · 1. liebe leserinnen und leser, im jahr 2007...
TRANSCRIPT
SEW-EURODRIVE—Driving the world
Mit ca 12.000 Mitarbeitern weltweit
bringen wir Bewegung in fast alle
Branchen. Das Erfolgsrezept: Getriebe-
motoren und Antriebselektronik vom
Feinsten. Und jede Menge Drive in
allem was wir tun.
Sie wollen mehr bewegen als andere,
und was Sie antreibt, ist der Spaß an
einer Aufgabe, die Sie wirklich fordert.
Dann starten Sie jetzt durch bei
SEW-EURODRIVE – dem erfolgreichen
Familienunternehmen und Global Player.
Sie haben Ihr Studium der Fachrichtung
Elektrotechnik, Wirtschafts ingenieur -
wesen, Maschinenbau, Mechatronik,
Informatik oder Wirtschaftswissenschaften
erfolgreich abgeschlossen? Und Sie
wollen mit uns in einem internationalen
Umfeld etwas bewegen? Interessante
Heraus forde rungen in den Bereichen
Engineering, Entwicklung, Vertrieb und
Services warten auf Sie. Kommen Sie
zu uns!
Wir suchen technikbegeisterte Mitarbeiter mit Drive
SEW-EURODRIVE GmbH & Co KGPersonalreferate BruchsalPostfach 30 23, 76642 Bruchsal
j www.jobs-sew.de
Bitte bewerben Sie sich vorzugsweise online unter www.areva-np.com/karriere oder nehmen Sie Kontakt mit uns auf:AREVA NP GmbH, Abt. H-G, Frau Bernhild Pflanzer, Kaiserleistr. 29, 63067 Offenbach
Für mehr Informationen: www.areva.com
Mit 61.000 Mitarbeitern/-innen, Niederlassungen in 40 Ländern und einem Vertriebsnetz, das mehr als 100 Länder
abdeckt, bietet AREVA ihren Kunden zuverlässige technologische Lösungen für CO2-freie Energieerzeugung sowie die
Energieübertragung und -verteilung.
Zur AREVA-Gruppe gehört die AREVA NP, ein Unternehmen von AREVA und Siemens mit mehr als 15.500 Mitarbeitern/
-innen. Von unseren Standorten in Frankreich, Deutschland und den USA aus arbeiten wir in allen Teilen der Welt.
Technologieführerschaft hat bei uns Tradition
Forschung und Entwicklung sind seit jeher Garanten für unseren Unternehmenserfolg. Nur deshalb können wir heute die
modernsten und sichersten Reaktordesigns anbieten und schlüsselfertig für unsere Kunden bauen. Dies wird auch in
Zukunft so bleiben. Es gilt, Gutes noch besser zu machen und den weltweit anerkannten Sicherheitsstandard unserer
Reaktoren weiter zu erhöhen. Von uns gebaute Kernkraftwerke erzeugen in elf Ländern kostengünstig und CO2-frei
Strom. Immer mehr Betreiber setzen auf das Know-how unserer Teams und auf unsere hochspezialisierten Tools, um
ihre Anlagen noch wettbewerbsfähiger zu machen.
Menschen – Ideen – Karrieren
Wer sich für uns entscheidet, findet interessante Aufgabenfelder. Bei einem Global Player zu arbeiten verlangt neben
Fachwissen und Kreativität auch Offenheit und Verständnis für andere Kulturen. Die von uns entwickelten und angemel-
deten Patente belegen Jahr für Jahr unsere herausragende Kompetenz. Mit neuartigen Reaktoren wollen wir der
Kernenergie in den nächsten Jahrzehnten neue Einsatzgebiete in der Energiewirtschaft erschließen. Unsere Mitarbei-
terinnen und Mitarbeiter aus den unterschiedlichen technischen und wissenschaftlichen Disziplinen arbeiten bereits
heute an diesen Herausforderungen von morgen. Auch für Sie eröffnen sich einmalige Karrierechancen.
Möchten Sie an diesen herausfordernden Aufgaben mitarbeiten und Ihre Fähigkeiten einbringen?
An unseren Standorten in Deutschland, z.B. Erlangen, Offenbach, Karlstein, Lingen und Duisburg, geben wir Ihnen
jederzeit die Gelegenheit zum Einstieg.
Wir suchen mehrere Ingenieure, Techniker und technische Assistenten (m/w), gerne auch mit gleichwertigem auslän-
dischen Abschluss, mit Schwerpunkt in einer der folgenden Fachrichtungen:
– Maschinenbau/Verfahrens-/Kerntechnik – Bauwesen
– Automatisierungs-/Regelungs-/Leittechnik – Naturwissenschaften (Physik, Chemie)
– Elektrotechnik – Werkstoff-/Materialwissenschaften
– Informatik – Wirtschaftsingenieurwesen/Betriebswirtschaft
Darüber hinaus bieten wir Studierenden dieser Fachrichtungen
– Jobs als Werkstudent/in
– Praktikumsplätze
– Studien-, Diplom- und Doktorarbeiten
Wir freuen uns darauf, Sie kennen zu lernen.
Berufschancen in der Prozessautomatisierung und Prozessanalytik
automation and drives
s
Siemens in Karlsruhe ist mit über 4500 Mitarbeitern einer der größten Standorte in Deutschland. Hier befindet sich das Zentrum für die Prozessautomatisierung mit den Schwerpunkten Prozessleittechnik, Prozessinstrumen-tierung und Prozessanalytik. Träumen auch Sie davon, vielfältige Problemstellungen von Entwicklung bis Produkt-management in einem internationalen Umfeld zu lösen? Starten Sie mit uns!Praktikanten – 0721/595-7053, Werkstudenten und Diplomanden – 0721/595-2224www.siemens.de/jobboerse
Answers for industry.
1
Liebe Leserinnen und Leser,
im Jahr 2007 wurde der Struktur- und Entwicklungsplan der Hochschule für die Jahre 2007 bis 2011 verabschiedet. Die angewandte Forschung ist dort als wichtiger Bestandteil der Profi lbildung ausgewiesen. Ein Großteil dieser Pro-jekte ist am Institut für Angewandte Forschung (IAF) der Hochschule Karlsruhe – Technik und Wirtschaft angesiedelt, das als zentrale, fakultätsübergreifende Forschungseinrichtung fungiert. Daneben werden einige, meist kleinere, aber nicht weniger interessante Projekte von dezentralen Forschungseinrichtungen innerhalb der Fakultäten abgewickelt. Hier ist insbesondere das Institut für Pro-duktionstechnik (IFP), das Institut für Geomatik (IfG) und die Versuchsanstalt für Wasserbau (VAW) zu nennen.
Entstehen besonders intensive Forschungsfelder, werden am IAF Forschungs-schwerpunkte gebildet. Derzeit fokussiert sich das Interesse auf die Gebiete:
Angewandte Informatik und Geoinformatik
Intelligente Mess-Systeme und Sensortechnologien
Bau-, Umwelt- und Verfahrenstechnik
Seit 2007 ist es zudem auch möglich, innerhalb des IAF thematische For-schungscluster (Institute) zu bilden. Dazu schließen sich mindestens drei Wis-senschaftler – in der Regel Professorinnen und Professoren der Hochschule oder zugelassene Mitglieder anderer Forschungseinrichtungen – zusammen, um ihre Kenntnisse, Vorhaben und Ressourcen zu bündeln. Die Institute bilden innerhalb des IAF quasi den fachlichen „Heimathafen“ der im jeweiligen Themengebiet aktiven Wissenschaftler. Dies soll zu einer besseren Identifi kation führen, da die Forschenden in einem fachlichen Cluster einen defi nierten Rahmen vorfi nden und auf diesem Weg auch ihr fachliches Profi l geschärft wird. Die Institute werden in Absprache mit der IAF-Leitung bedarfsgerecht eingerichtet und in gewissen Zeitabständen evaluiert.
Bisher wurden folgende Institute am IAF in einer experimentellen Phase eingerichtet:
Institut für Computational Engineering (ICE), Sprecherin: Prof. Dr. Britta Nestler
Institut für Computers in Education (ICE), Sprecher: Prof. Dr. Peter A. Henning
Forschungsgruppe Geomatik, Sprecher: Prof. Dr. Reiner Jäger
Institut für Sensorik und Informationssysteme (ISIS), Sprecher: Prof. Dr. Heinz Kohler
Der bislang positive Zuspruch zu dieser neuen Organisationsstruktur zeigt, dass der eingeschlagene Weg Erfolg versprechend ist und daher weiter beschritten werden sollte. Die thematischen Cluster bleiben in der In-frastruktur des IAF eingebunden, um einen größtmöglichen Nutzen aus den gebildeten Synergien zu ziehen.
Zur Stärkung der Forschung hat das Rektorat dem IAF vier weitere Stellen für wissenschaftliche Mitarbeiter über einen Zeitraum von drei Jahren aus dem Hochschulhaushalt zugewiesen. Die projektunabhängige Finan-zierung gewährleistet auf der Ebene der wissenschaftlichen Mitarbeiter eine fachliche Kontinuität in den unter dem Dach des IAF eingerichteten Instituten.
Im Jahr 2007 wurde vom Land Baden-Württemberg auch die Einrichtung eines Zentrums für Angewandte For-schung (ZAFH) am IAF mit dem Namen „Center of Computational Material Science and Engineering – CMSE“ genehmigt. Mitglieder unserer Hochschule im CMSE sind Prof. Dr. Britta Nestler (Sprecherin), Prof. Dr. Norbert Link, Prof. Dr. Rainer Schwab sowie Prof. Dr. Hermann Fehrenbach.
Der Umfang an Kooperationen mit anderen Hochschulen und Forschungseinrichtungen ist ein weiterer Indi-kator für den Erfolg der Hochschule in der angewandten Forschung: Bereits seit einigen Jahren besteht eine Kooperation mit dem Forschungszentrum Karlsruhe. Im Jahr 2005 konnte durch die Unterzeichnung eines Ver-trags mit dem Fraunhofer-Institut für Informations- und Datenverarbeitung (IITB) Karlsruhe das Forschungs-Netzwerk weiter ausgebaut werden.
Die aktuelle Ausgabe unseres Forschungsberichts möchte Ihnen auch in diesem Jahr einen Einblick in die vielfältigen Aktivitäten und Projekte der Hochschule gewähren. Schwerpunkte in diesem Band sind:
Informatik
Bau / Geomatik / Umwelttechnik
Strömungstechnik
2
In der Rubrik „Informatik“ berichten vor allem Mitglieder der Fakultät für Informatik und Wirtschaftsinfor-matik (IWI) über ihre vielfältigen Forschungsaktivitäten und Forschungsprojekte.
Insbesondere die Umwelttechnik wird auch in der angewandten Forschung immer bedeutender. Einige sehr interessante Projekte können wir Ihnen im Kapitel „Bau / Geomatik / Umwelttechnik“ vorstellen.
Im Kapitel „Strömungstechnik“ wird primär über Aktivitäten aus der Fakultät für Maschinenbau und Mechatro-nik (MMT) zu diesem Themenfeld berichtet.
Mit den „Schlaglichtern“ möchten wir Ihnen – wie in den vergangenen Jahren – weitere, nicht weniger inte-ressante Projekte kurz vorstellen.
Mein Dank gilt auch in diesem Jahr allen Kolleginnen und Kollegen, die ihre Ergebnisse in diesem Bericht veröffentlichen, aber auch all denjenigen, die sich mit viel persönlichem Einsatz und Aufwand in Forschungs-projekten engagieren. Vielen Dank auch all denen, die redaktionell und organisatorisch an der Publikation dieses Forschungsberichts mitgewirkt haben.
Ihnen als Lesern wünsche ich bei der Lektüre einen interessanten Einblick in die Forschungsaktivitäten unserer Hochschule.
Prof. Dr. Karl-Heinz Meisel
Rektor
Impressum
ISSN 1613-4958 Hochschule Karlsruhe Technik und Wirtschaft. Forschung aktuell 2008
HerausgeberRektorat der Hochschule Karlsruhe Technik und Wirtschaft
Redaktion und GestaltungProf. Dr. Karl-Heinz MeiselRektor der Hochschule KarlsruheTechnik und Wirtschaft
Cordula Boll M. A. Geschäftsstelle für Öffentlichkeitsarbeit und MarketingHochschule KarlsruheTechnik und [email protected]
Für den Inhalt der Beiträge sind die Autoren verantwortlich.
Satz, Anzeigen und VerlagVMK Verlag für Marketing und Kommunikation GmbH & Co. KG67590 MonsheimFaberstraße 17Telefon: 0 62 43/9 09-0Telefax: 0 62 43/9 09-400E-Mail: [email protected]
DruckVMK-Druckerei GmbHFaberstraße 1767590 MonsheimTelefon: 0 62 43/9 09-110Telefax: 0 62 43/9 09-100E-Mail: [email protected]
3
Das Kompetenz-zentrum für Unternehmens-gründungen!
Haid-und-Neu-Str. 7 · 76131 Karlsruhe · Telefon 0721-174 271www.technologiefabrik-ka.de · [email protected]
WWeennnn eess uumm ddiiee ppaasssseennddee GGeewweerrbbeeiimmmmoobbiilliiee iinn KKaarrllssrruuhhee ggeehhtt,,ddaannnn bbiieetteett IIhhnneenn ddiiee WWiirrttsscchhaaffttssfföörrddeerruunngg ddiiee bbeesstteennPPeerrssppeekkttiivveenn:: MMiitt eeiinneerr uummffaasssseennddeenn DDaatteennbbaannkk uunndd vviieelleennAAnnggeebbootteenn aann BBüürroo--,, HHaalllleenn-- uunndd SSeerrvviicceeffllääcchheenn sscchhaaffffeenn wwiirr RRaauumm ffüürr VViissiioonneenn uunndd eeiinn ggüünnssttiiggeess KKlliimmaa ffüürr WWaacchhssttuumm..TTeell.. 0077 2211//113333--7733 0000,, wwwwww..kkaarrllssrruuhhee..ddee//WWiirrttsscchhaafftt
Hier zählt nicht nur der Blickwinkel.HHiieerr ggeehhtt eess uumm ddiiee bbeesstteenn PPeerrssppeekkttiivveenn!!
wifoe_spiegel_wirtschaft_#21A93 28.02.2005 14:36 Uhr Seite 1

4
Bau / Geomatik / Umwelttechnik
Informatik
Automatische Erfassung und Interpretation von Werkeraktivitäten 8Bastian Hartmann, Manuel Hopfinger, Jürgen Pollak, Christoph Schauer und Norbert Link
Ontologien für die Produktionstechnik 12Norbert Link und Christoph Vedder
Untersuchung von Möglichkeiten für die Oberflächengestaltung komplexer 16Anwendungen mittels AjaxAndreas Schmidt, Patrick Arnold und Manuel Zamora-Morschhäuser
Entwicklung eines Frameworks für den Aufbau einer „multipurpose generator engine“ 21Andreas Schmidt und Oliver Kusche
Identification and Adaption of Dynamic Aspects in Quality Risk Analysis 26Karl Dübon
Automatische Generierung von pädagogischen Agenten aus Ontologien 29Cosima Schmauch
Mikrostrukturen in geologischen Materialien: Kornstrukturen und Rissversiegelungsprozesse 33Gieta Dewal, Mathias Reichardt und Britta Nestler
Einsatz computerchemischer Methoden in der Bauchemie 36Julia Süßmuth und Andreas Gerdes
Organisationsablaufoptimierung in der Vorbereitung und Realisation von Hochbauten 40Frank Christoph Holtmann und Gerd Bergweiler
FuE-Projekt GOCA (GNSS/LPS/LS-basiertes Online Control und Alarmsystem) – 43Ein Beitrag zu Monitoring, Analyse und Vorhersage im Katastrophenschutz und zur Grundlagenforschung in den GeowissenschaftenReiner Jäger
Inhalt Seite
Vorwort 1Karl-Heinz Meisel
Impressum 2
Ideenwerkstätten ab 100 m².
Im Technologiepark Karlsruhe (TPK) ist Flexibilität Programm. Denn das variable Raumkonzept schafft Ihrem Unter nehmen heute wie morgen die nötigen Freiräume. Und bietet beste Chancen, um Ihren Ideen ein Zuhause zu geben.
Technologiepark Karlsruhe GmbH, Emmy-Noether-Straße 9, 76131 Karlsruhe, Tel. 0721 6105-01, www.techpark.de
az_210x297_gluehbirne_4c.indd 1az_210x297_gluehbirne_4c.indd 1 16.10.2007 15:32:52 Uhr16.10.2007 15:32:52 Uhr

6
GlobeMST: Zukunftsperspektiven der Mikrosystemtechnik 88Klaus Bittner und Andreas Schmidt
Sender und Solaranlagen – ein Widerspruch? 90Hans Sapotta
Infrastrukturmanagement im Verkehrswesen – Schwerpunkt an der Hochschule Karlsruhe 94Markus Stöckner
Strömungstechnik
Schlaglichter
Simulation und Messung der Aeroakustik an einem Ventilator 68Eckhard Martens, Frank Becker, Michael Sturm und Tobias Sturm
Ventilatorströmung – Durchführung von Lasermessungen am Lüfterprüfstand der Fakultät MMT 74 Eckhard Martens und Frank Becker
Strömung um einen subsonischen Tragflügel – Vergleich der Profildruckverteilung 80einer numerischen Simulation mit einer MessungEckhard Martens und Cornelius Weißhuhn
Simulation von Strömungsprozessen mit der Lattice-Boltzmann-Methode 84Marcus Jainta, Michael Selzer und Britta Nestler
Developing tools to support participatory forest management in the Kakamega Forest 48(western Kenya): Applications of geospatial data and GIS technologyGertrud Schaab
Usofi – Ein neues Forschungsprojekt zur Industrievermessung 51Tilman Müller
Membrantechnik zur Reinigung von Abwässern in Asien 54Jan Hoinkis
Wärme aus Stückholz: Fortschritte bei der Reduktion der Schadgasemissionen 58durch Sensorik gestützte Zuluftregelung und katalytische NachverbrennungPaul Butschbach, Andreas Potreck, Thomas Trautmann und Heinz Kohler
Einfluss von Kältemaschinenöl auf den Wärmeübergang von Kohlendioxid 64in kleinen Strömungskanälen Michael Kauffeld und Volker Siegismund
Sie wollen etwas verändern. Weiterkommen. Herausforderungenmeistern und an ihnen wachsen. Gute Arbeit abliefern. Und –klar, auch das – gutes Geld dafür bekommen. Vermuten wir ein-fach mal. Schließlich hätten wir uns sonst nicht ausgerechnethier und heute getroffen. So weit, so gut. Aber noch nicht gutgenug. Denn es geht um mehr. Um Herzblut. Mit einem ordent-lichen Schuss Benzin drin. Haben Sie? Dann lesen Sie weiter.
WAS WOLLEN SIE DENNWERDEN, WENN SIE EINMAL
GROSS SIND?
Das erwartet Sie:Intensive Einarbeitung und perma-nenter Dialog. Herausforderungenund Perspektiven, die Sie weiter-bringen. Kurze Entscheidungs-wege. Und bei entsprechenderEignung: die Option eines mehr-monatigen Auslandsaufenthalts imRahmen unseres internationalenTraineeprogramms.
Das haben Sie hinter sich:Die Theorie haben Sie glänzendabsolviert (da spricht Ihr Studien-ergebnis für Sie). Und sich in ersten praktischen Erfahrungenbewiesen.
Das bringen Sie mit: Sehr gutes Englisch. Mobilität.Kreativität. Strukturierte Denke.Und natürlich die richtigen SoftSkills: Kommunikationsstärke.Team Spirit. Engagement. Biss.
Und das sollten Sie jetzt tun: Senden Sie Ihre aussagefähige Bewerbung an die Personalabtei-lung der MAHLE GmbH, Pragstr.26–46, 70376 Stuttgart. Oder infor-mieren Sie sich vorab bei WernerHofmann: Telefon 0711/501-12409.Auch gerne via E-Mail: [email protected]. Oderim Web: www.jobs.mahle.com.
Einstiegschance für Absolventen (w/m) der StudienrichtungenMaschinenbau, Fahrzeugtechnik undWirtschaftsingenieurwesen
MAHLE. Der Inbegriff für Präzision.Für wegweisende Innovationen. Kon-kret: für die Entwicklung und Ferti-gung hochwertiger Komponenten undSysteme für die internationale Kraft-fahrzeug- und Motorenindustrie. 5Produktlinien: Kolbensysteme, Zylin-derkomponenten, Ventiltriebsysteme,Luftmanagement-Systeme und Flüs-sigkeitsmanagement-Systeme.
Mehr als 40.000 engagierte Mitarbei-ter. Ein Umsatz von mehr als 4,3 Mrd.Euro im Jahr 2006. Präsenz auf 4Kontinenten. Forschungs- und Ent-wicklungszentren in Stuttgart, North-ampton, Detroit (Farmington Hillsund Novi), São Paulo, Tokio undShanghai. Praktizierte Kundennähe,Expansionsstärke und Leidenschaftfür die Technik. Das ist das Erfolgs-konzept des MAHLE Konzerns.
Karlsruhe_A4_4c_K 21.12.2007 11:41 Uhr Seite 1

Infor
matik
8
Bastian Hartmann, Manuel Hopfinger, Jürgen Pollak, Christoph Schauer und Norbert Link
Automatische Erfassung und Interpretation von Werkeraktivitäten
Highly flexible production lines require both workers and machines. Efficiency and quality can be substantially increased by integrated human-machine co-operation. Co-operation also means that the machines understand worker activities and react accordingly. This capability is achieved by a system which automatically captures and interprets worker behaviour. The general requirements for such a system are discussed and a special instance of body-in-white production in the automotive industry is presented. The essential components are a video system in combination with an inertia measurement unit to sample the data, which are fused by means of a Kalman filter and interpreted by a Hidden Markov Model and a 7 Nearest Neighbour Classifier respectively. The measurement and the interpretation are the basis for visual worker feedback and for the activities of a worker guided machine.
Die heutige Fertigungstechnik ist durch einen hohen Grad an Automatisierung geprägt. Jedoch erfordert die kundenspezifische Produk-tausprägung eine immer flexiblere Produktion mit kleinen Losgrößen, die mit herkömmlicher Automatisierungstechnik nicht wirtschaftlich erreichbar sind. Daher werden einerseits flexible Fertigungstechnologien, andererseits Konzepte der Mensch-Maschine-Kooperation entwickelt, die eine weitere Flexibilisierung erlauben. Not-wendig hierfür ist jedoch die nahtlose Integra-tion von menschlichen Arbeitsplätzen in ein Maschinenumfeld, die dem Menschen krea-tive Handlungsspielräume lässt und gleichzeitig punktuell determinierte Wechselwirkung mit der Maschinen umgebung gewährleistet. Eine wich-tige Komponente ist dabei die automatische Erfassung und das automatische Verstehen der Aktivitäten des menschlichen Werkers. Diese muss die Sicherheit bei der Zusammenarbeit mit Automaten gewährleisten und dem Automaten erlauben, situationsgerecht auf die Handlungen des Menschen zu reagieren. So muss z. B. ein Roboter, der ein schweres Werkstück für eine Befestigung an Ort und Stelle hält, wissen, wann der Werker alle notwendigen Fügevorgän-ge (z. B. Vernieten) korrekt erledigt hat, bevor er das Werkstück loslässt. Zu den Aufgaben gehören die Erfassung des Arbeitsraumes, den der Werker einnimmt, die Verfolgung der Bewe-gungen von Werkzeugen und Werkstücken und deren Interpretation sowie eine Erfassung von Gesten und sprachlichen Äußerungen des Wer-kers, die für übergeordnete Fertigungsinstanzen erzeugt werden.
Für eine reibungslose Kooperation zwischen autonom agierendem Mensch und autonom agierender Maschine ist es notwendig, dass auch die Maschine ständig die Kooperations-situation erfasst und situationsgerecht agiert. Eine spezielle, derartige Situation tritt bei der teilweise automatisierten Fertigung auf, in der Werker im Wesentlichen Handhabungs- oder Montageaufgaben in einer Umgebung mit auto-matisierten Maschinen übernehmen. Bisher ist
diese Arbeit auf die Zuführung oder Entnah-me von Teilen in getaktet arbeitenden Maschi-nen oder auf Montagen in dedizierten Wer-ker-Arbeitszellen beschränkt. Charakteristisch ist, dass ein getaktetes System die Arbeit des Werkers bestimmt oder aus Sicherheitsgründen die Arbeit von Maschinen und Menschen streng getrennt ist. Erste Ansätze aus dem Bereich der Industrieroboter sehen die Überlappung menschlicher und maschineller Arbeitsbereiche vor, wobei der menschliche Bewegungsraum ständig von Sensoren erfasst und die Bewegung der Roboter so eingeschränkt wird, dass der Mensch nicht verletzt werden kann.
Abb. 1: Kuka SafeRobot
Ein weiterer Ansatz ist, dass ein Roboter, der mit anderen Robotern zusammenarbeitet, von einem Menschen geführt wird.
Für eine echte Kooperation kann der erste Ansatz weiter ausgebaut werden. Auf der Grund-lage der mittels Sensorik erfassten Aktivität eines Werkers kann eine Interpretation seitens der Maschine erfolgen, die dann aufgrund der erfassten Situation (Aufgabe, Bearbeitungs-stand, Kooperationspartner und Umgebung) ihre Handlungen ableitet. Ein System, das eine der-artige Leistung erbringt, ist prinzipiell aus den folgenden Komponenten aufgebaut: Sensorik zur Erfassung der Freiheitsgrade von Werker und Werkzeugen, „Tracking“ (zeitliche Verfol-gung) der Freiheitsgradwerte, Ableitung von

Infor
matik
9
Merkmalen, Interpretation der Merkmale anhand von Verhaltensmodellen.
Eine Besonderheit im Applikationsbereich indus-trieller Fertigung ist die Tatsache, dass der Wer-ker selbst nicht erfasst werden darf, außer für Sicherheitsmaßnahmen. Dies gilt insbesondere für die Verhaltensinterpretation. Dort ist man also alleine auf die Erfassung der Werkzeug-bewegungen und -zustände angewiesen. Die daraus zu gewinnende Information ist jedoch in vielen Fällen für eine Kooperation völlig ausrei-chend, wenn die Information über den Werker selbst zusätzlich nur für Sicherheitsmaßnahmen verwendet wird.
Die Grundlagen eines solchen Systems werden im Vorhaben XPress am Institut für Computatio-nal Engineering des IAF erarbeitet.
Als Anwendungsszenario wurde das Wider-standspunktschweißen im Automobil-Karosse-rierohbau gewählt. Bei Sondermodellen oder Modellen mit kleiner Serienlosgröße werden vielfach „Handschweißungen“ vorgenommen, die bei Großserien von Schweißrobotern über-nommen werden. Dabei werden die zu fügenden Bleche in einer Haltevorrichtung gegeneinander fixiert und dann mittels einer Schweißzange an verschiedenen Punkten elektrisch verschweißt. Dem Werker kommt dabei die Aufgabe zu, an der Schweißsteuerung das für einen Punkt benötigte Programm auszuwählen, die Schweiß-zange zum vorgesehenen Punkt zu bewegen und die Schweißung durch Ziehen eines Abzugs zu veranlassen. Wichtig ist dabei, dass jeder Schweißpunkt mit der erforderlichen Positions-genauigkeit am Werkstück erzeugt und dabei die Schweißzange senkrecht zu den zu schwei-ßenden Blechen appliziert wird.
Es muss also erfasst werden, wo sich die Schweißzangenspitze befindet und in welcher Winkellage die Schweißzange ist, wenn der Werker den Abzug betätigt. Die Schweißsteu-erung soll nur bei korrekten Werten ein Signal bekommen, dass geschweißt werden soll. Fer-ner wird die exakte Position mit übermittelt, so dass die Schweißsteuerung den Schweißpro-zess entsprechend führen kann.
Es kann auch von Bedeutung sein, in welcher Reihenfolge die Schweißpunkte gesetzt wer-den, so dass auch die Sequenz erfasst werden muss.
Liegen die Positionsbedingungen für eine Schweißung nicht vor oder wird die Sequenz nicht in der vorgesehenen Reihenfolge ausge-führt, wird dem Werker mittels Augmented-Rea-lity-Techniken Hilfestellung zum Erreichen der korrekten Position gegeben.
Voraussetzung ist die ständige Erfassung der sogenannten Pose der Schweißzange im gesamten Arbeitsraum: die sechs DOF (degrees of freedom – die sechs Freiheitsgrade: drei Translationen, drei Winkel). Hierfür wurde ein Videosystem entwickelt, das aufgrund von Mar-ken, die an der Schweißzange angebracht sind, die Pose des Werkzeugs in Bezug auf das Kamera-Koordinatensystem berechnet. Das Werkstück wird durch eine Haltevorrichtung reproduzierbar fixiert, die das Weltkoordinaten-system definiert und in welchem die Pose der Kamera ebenfalls anhand von Marken an der Haltevorrichtung gemessen wird. Damit können bei der bekannten Lage des Werkstücks in der Haltevorrichtung die Soll-Weltkoordinaten der Schweißpunkte angegeben und mit den aus den Kamerabildern gemessenen Ist-Koordinaten verglichen werden. Um die geforderte Reprodu-zierbarkeit der Messung von ca. 3 mm in allen drei Raumrichtungen bei einem Messvolumen von 1 m x 0,8 m x 0,5 m zu erreichen, werden die Messungen zweier Kameras miteinander fusioniert. Die Auswertung erfolgt dabei mit einer Messfrequenz von ca. 15 Hz. Bei der Auslösung der Schweißung darf die Schweißzange nicht in Bewegung sein. Da die Video-Messfrequenz nur 15 Hz beträgt, wird zur Detektion noch vorhandener Restbeschleunigungen und -dreh-raten eine Trägheitsmesseinheit (IMU) an der Schweißzange verwendet, die Bewegungen mit 100 Hz abtastet. Diese wird auch verwendet, um in einem Fusionsverfahren mittels Kalmán-Filter die Latenzzeit des Gesamtsystems insbeson-
Abb. 2: Nachbildung einer Schweißzange im Labor
Abb. 3: Schweißzangenspitze nicht korrekt positio-niert

Infor
matik
10
dere in Hinblick auf die visuelle Werker-Rück-kopplung zu reduzieren. Letztlich liefert die Videoverarbeitung in Fusion mit den IMU-Daten zyklisch die sechs DOF-Werte und ein Signal für Bewegung. Ferner signalisiert noch ein ein-facher Schalter, ob sich die Schweißzange an ihrer Ablageposition befindet.
Die Bewertung der Situation setzt auf diesen Fusionsdaten auf. Hierbei geht es um die Erkenntnis, in welcher Bearbeitungsphase sich der Werker befindet, deren Ablauf sich – wie folgt – darstellt:
|0|: Der Werker entnimmt die Schweißzange aus der Ablageposition.
|1| Bewegung zu Punkt 1: Der Werker bewegt die Zangenspitze zum ersten Schweißpunkt (Punkt 1).
|2| Schweißen Punkt 1
a. Die Schweißzangenspitze verharrt am Schweißpunkt.
b. Der Abzug wird betätigt.
c. Die Schweißung wird von der Schweiß-steuerung durchgeführt: Zange schließen, Strom applizieren, Zange öffnen.
|3| Bewegung zu Punkt 2
|4| Schweißen Punkt 2
...|1+2(N-1)| Bewegung zu Punkt N
|2+2(N-1)| Schweißen Punkt N
|3+2(N-1)| Der Werker legt die Schweißzange an der Ablageposition ab.
Zur Erkennung des Ablaufs und seiner Pha-sen (Zustände) wird die Konformität mit einem entsprechenden Ablaufmodell gemessen. Hier-für werden vorläufig drei verschiedene Modelle erprobt:
Diskretes Hidden-Markov-Modell (HMM) zur Ermittlung des jeweils wahrscheinlichsten momentanen Zustands aufgrund der bis dahin gemachten Beobachtungen (Fusions-daten)
Kontinuierliches Hidden-Markov-Modell zur nachträglichen Ermittlung des aufgrund der gesamten Beobachtungen wahrscheinlichs-ten Ablaufs, d. h. der wahrscheinlichsten Zustandsfolge
Ein k-Nächste-Nachbar-Klassifikator (k-NNK) zur Ermittlung des momentanen Zustands aus den momentanen Daten (in Wahrheit aus den jeweils letzten m Daten). Der Ablauf ergibt sich dann aus der beobachteten Zustandsfolge.
Abb. 4: Tür mit Schweißpunkt-Positionen und Über-gangswegen
Infor
matik
11
In allen drei Fällen handelt es sich um ler-nende Verfahren, die anhand von Trainingsdaten zugrunde liegende Wahrscheinlichkeitsdichten für die Daten in den verschiedenen Zuständen schät-zen. Entscheidend für die letztendliche Qualität der Aussage sind damit auch die Beispiele, die typisch für die späteren Abläufe sein sollen.
Erste Versuche zeigen, dass trotz Verwendung preisgünstiger Webcams durch eine aufwän-digere Kalibrierung die geforderte Reproduzier-barkeit und auch Genauigkeit erreicht werden. Die Zustände und Zustandsfolgen werden mit allen Modellen zuverlässig erkannt, wobei die
HMM im Übergangsbereich erwartungsgemäß zunächst stabilere Aussagen liefern, die jedoch ebenso durch Median-Filterung der k-NNK-Ergebnisse erzielt werden.
Am Beispiel des Widerstandspunktschweißens durch einen Werker konnte gezeigt werden, wie die Aktivitäten des Menschen unter Applikations-bedingungen automatisch erfasst und interpre-tiert werden können. Auf Grundlage dieses Ver-ständnisses kann dem Menschen Rückkopplung über die Qualität seiner Arbeit gegeben und die Schweißsteuerung in die Lage versetzt werden, direkt mit dem Werker zu kooperieren.
Prof. Dr. Norbert Link ist seit Wintersemester 2001 als Professor an der Fakultät für Informatik und Wirtschafts-informatik tätig, wo er Com-puter Vision, Automatisierung und Mustererkennung unter-richtet. Seine Forschungsak-tivitäten liegen in den beiden letzt genannten Gebieten, wobei die Schaffung neuer Technologien für industrielle Anwendungen im Vordergrund steht. Norbert Link ist ferner seit 01.10.2004 Geschäftsführender Direktor des Instituts für Angewandte Forschung (IAF) der Hochschule Karlsruhe.
Manuel Hopfingerabsolvierte an der Fachhochschule Regensburg das Studium der Mathematik mit dem Schwer-punkt Technik. In seinem Praxissemester arbei-tete er auf dem Gebiet der Neuronalen Netze und befasste sich in seiner Diplomarbeit mit dem Zugriff auf verschiedene Datenbanksysteme, wie Oracle, MySQL und Microsoft Access. Herr Hop-finger arbeitet seit Februar 2007 als wissenschaft-licher Mitarbeiter im Institut für Computational Engineering am IAF.
Jürgen Pollakstudierte Physik an der Universität Karlsruhe und hat in seinem bisherigen Berufsleben Hard- und Software für eingebettete Systeme bis zur Serien-reife entwickelt sowie auch Verantwortung für deren Gesamtentwicklung getragen. Das Spektrum reicht von Wägesystemen über Anlagen zur Fernwartung und Wetterstationen bis zur Burn-In-Kompensation von Plasmadisplays. Herr Pollak arbeitet seit März 2007 als wissenschaftlicher Mitarbeiter im Institut für Computational Engineering am IAF.
Christoph Schauerstudiert Informatik an der Hochschule Karlsruhe und hat in seiner Diplomarbeit im Rahmen des Projekts Xpress ein markenbasiertes Video-Tra-ckingsystem erstellt. Herr Schauer hat bereits im Rahmen seines Praxissemesters Erfahrung in Videodatenauswertung gesammelt, wo er einen Gesichtsdetektor entwickelt hat, der Gesichter über einen weiten Größenbereich und außerdem noch das Geschlecht anhand der Gesichtszüge erkennt.
Bastian Hartmannstudierte Elektro- und Informationstechnik mit den Schwerpunkten Regelungs- und Steuerungs-technik, Signalverarbeitung, Bildverarbeitung und Robotik an der Universität Karlsruhe. In seiner Diplomarbeit modellierte er ein Inferometrisches Synthetisches Aperatur Radar für die Navigation. Herr Hartmann arbeitet seit Februar 2007 als wissenschaftlicher Mitarbeiter im Institut für Com-putational Engineering am IAF.
Infor
matik
12
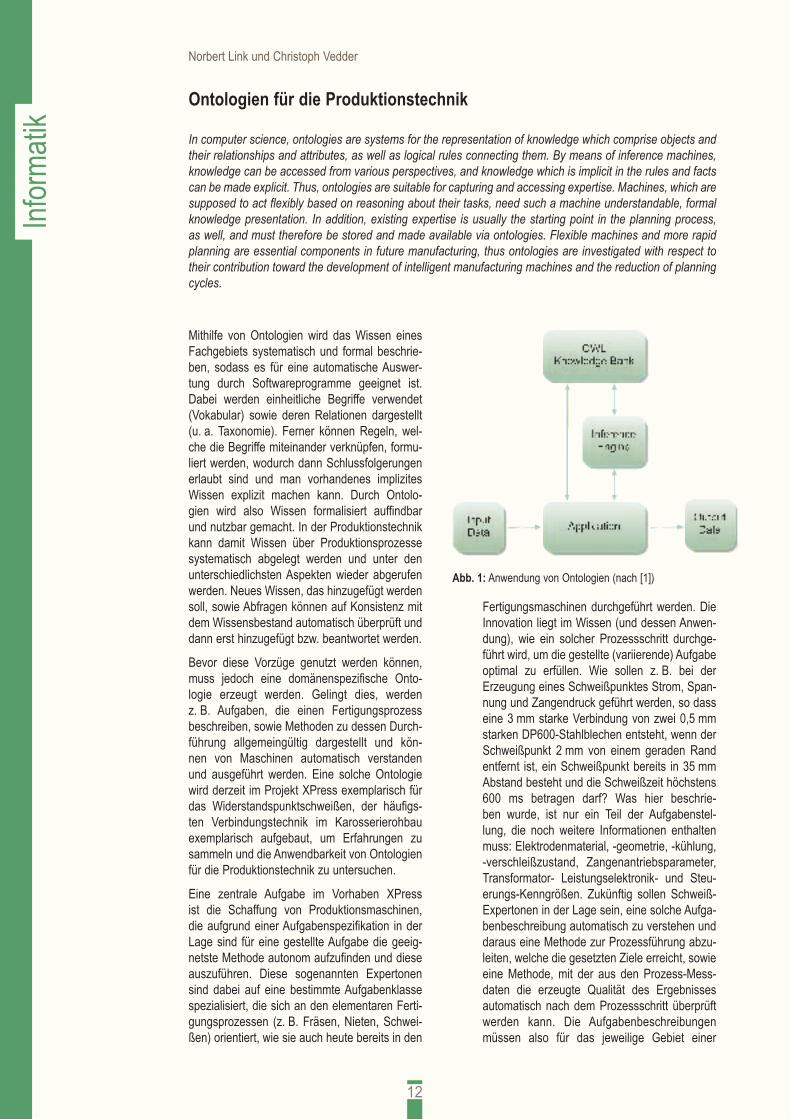
Mithilfe von Ontologien wird das Wissen eines Fachgebiets systematisch und formal beschrie-ben, sodass es für eine automatische Auswer-tung durch Softwareprogramme geeignet ist. Dabei werden einheitliche Begriffe verwendet (Vokabular) sowie deren Relationen dargestellt (u. a. Taxonomie). Ferner können Regeln, wel-che die Begriffe miteinander verknüpfen, formu-liert werden, wodurch dann Schlussfolgerungen erlaubt sind und man vorhandenes implizites Wissen explizit machen kann. Durch Ontolo-gien wird also Wissen formalisiert auffindbar und nutzbar gemacht. In der Produktionstechnik kann damit Wissen über Produktionsprozesse systematisch abgelegt werden und unter den unterschiedlichsten Aspekten wieder abgerufen werden. Neues Wissen, das hinzugefügt werden soll, sowie Abfragen können auf Konsistenz mit dem Wissensbestand automatisch überprüft und dann erst hinzugefügt bzw. beantwortet werden.
Bevor diese Vorzüge genutzt werden können, muss jedoch eine domänenspezifische Onto-logie erzeugt werden. Gelingt dies, werden z. B. Aufgaben, die einen Fertigungsprozess beschreiben, sowie Methoden zu dessen Durch-führung allgemeingültig dargestellt und kön-nen von Maschinen automatisch verstanden und ausgeführt werden. Eine solche Ontologie wird derzeit im Projekt XPress exemplarisch für das Widerstandspunktschweißen, der häufigs-ten Verbindungstechnik im Karosserierohbau exemplarisch aufgebaut, um Erfahrungen zu sammeln und die Anwendbarkeit von Ontologien für die Produktionstechnik zu untersuchen.
Eine zentrale Aufgabe im Vorhaben XPress ist die Schaffung von Produktionsmaschinen, die aufgrund einer Aufgabenspezifikation in der Lage sind für eine gestellte Aufgabe die geeig-netste Methode autonom aufzufinden und diese auszuführen. Diese sogenannten Expertonen sind dabei auf eine bestimmte Aufgabenklasse spezialisiert, die sich an den elementaren Ferti-gungsprozessen (z. B. Fräsen, Nieten, Schwei-ßen) orientiert, wie sie auch heute bereits in den
Norbert Link und Christoph Vedder
Ontologien für die Produktionstechnik
In computer science, ontologies are systems for the representation of knowledge which comprise objects and their relationships and attributes, as well as logical rules connecting them. By means of inference machines, knowledge can be accessed from various perspectives, and knowledge which is implicit in the rules and facts can be made explicit. Thus, ontologies are suitable for capturing and accessing expertise. Machines, which are supposed to act flexibly based on reasoning about their tasks, need such a machine understandable, formal knowledge presentation. In addition, existing expertise is usually the starting point in the planning process, as well, and must therefore be stored and made available via ontologies. Flexible machines and more rapid planning are essential components in future manufacturing, thus ontologies are investigated with respect to their contribution toward the development of intelligent manufacturing machines and the reduction of planning cycles.
Fertigungsmaschinen durchgeführt werden. Die Innovation liegt im Wissen (und dessen Anwen-dung), wie ein solcher Prozessschritt durchge-führt wird, um die gestellte (variierende) Aufgabe optimal zu erfüllen. Wie sollen z. B. bei der Erzeugung eines Schweißpunktes Strom, Span-nung und Zangendruck geführt werden, so dass eine 3 mm starke Verbindung von zwei 0,5 mm starken DP600-Stahlblechen entsteht, wenn der Schweißpunkt 2 mm von einem geraden Rand entfernt ist, ein Schweißpunkt bereits in 35 mm Abstand besteht und die Schweißzeit höchstens 600 ms betragen darf? Was hier beschrie-ben wurde, ist nur ein Teil der Aufgabenstel-lung, die noch weitere Informationen enthalten muss: Elektrodenmaterial, -geometrie, -kühlung, -verschleißzustand, Zangenantriebsparameter, Transformator- Leistungselektronik- und Steu-erungs-Kenngrößen. Zukünftig sollen Schweiß-Expertonen in der Lage sein, eine solche Aufga-benbeschreibung automatisch zu verstehen und daraus eine Methode zur Prozessführung abzu-leiten, welche die gesetzten Ziele erreicht, sowie eine Methode, mit der aus den Prozess-Mess-daten die erzeugte Qualität des Ergebnisses automatisch nach dem Prozessschritt überprüft werden kann. Die Aufgabenbeschreibungen müssen also für das jeweilige Gebiet einer
Abb. 1: Anwendung von Ontologien (nach [1])

Infor
matik
13
Fertigungsprozesstechnik universell und ferner maschinenlesbar sein. Das Gleiche gilt für die Beschreibungen der Methoden, die – auf unter-schiedlichen Maschinen ausgeführt – gleiche Prozessführung und Qualitätsprüfung bedingen sollen. Voraussetzung dafür ist ein gemeinsam akzeptiertes Modell des Prozesses und seiner Konzepte, das die darin beteiligten Objekte mit deren Eigenschaften, Relationen sowie Regeln zu formulieren erlaubt.
Zur Beschreibung (Wissensrepräsentation eines Prozessgebiets) wird somit eine gemeinsame Sprache mit ausreichender Ausdrucksfähigkeit benötigt. Als Möglichkeiten kommen z. B. natür-liche Sprachen, objektorientierte Programmier-sprachen oder Logik basierte Sprachen in Frage. Die Sprache sollte ferner zusätzlich zur struktu-rierten Speicherung des Wissens erlauben, aus diesem Schlussfolgerungen zu ziehen. Es ist weiterhin wichtig, Wissen redundanzfrei darzu-stellen, also grundlegende Konzepte zu extrahie-ren und in Form eindeutiger Regeln zu fixieren. Eine weitere Anforderung ist die Eindeutigkeit der Darstellung. Schlussfolgern im gespeicherten Wissen bedeutet, herauszufinden, was alles auf-grund bekannter Tatsachen wahr sein kann. Vor-aussetzung hierfür ist zu verstehen, was genau diese Tatsachen sind, über die man verfügt. Eine weitere Voraussetzung für Schlussfolgern ist das Vorliegen eines Kalküls für das abgespeicherte Wissen. Dadurch kann implizit abgebildetes Wis-sen explizit gemacht werden.
Natürliche Sprachen scheiden als Möglichkeit aus, da sie wegen ihrer Kontext abhängigen Bedeutung und mangelnden Eindeutigkeit nicht automatisch interpretierbar sind. Den Anforde-rungen entsprechen formale Sprachen, die Logik basiert oder Logik erweitert sind. So erfassen z. B. UML-Klassendiagramme die Begriffe (dort: Klassen), deren Eigenschaften sowie die Bezie-hungen (Relationen) zwischen den verschie-denen Klassen. Kommen zu dieser formalen Beschreibung der Daten noch Regeln über deren Zusammenhang und ferner Relationen zwischen den Regeln und Relationen hinzu, so können mit deren Hilfe Schlussfolgerungen aus den vorhandenen Daten gezogen werden. Für diese Aufgabe wird eine Inferenzmaschi-ne benötigt, die dies durch logisches Folgern erreicht und damit ferner erlaubt, Widersprüche im Datenbestand zu erkennen und fehlendes Wissen automatisch aus dem Bestandswissen zu ergänzen. Diese Eigenschaften kennzeich-nen eine Ontologie und unterscheiden sie von klassischen Datenbanken. Zur Abbildung des Wissens einer Domäne (d. h. eines Fachgebiets) stehen entsprechende Sprachen zur Verfügung, deren gängigste Vertreter OWL und SWRL, CycL sowie F-Logic sind.
Um sich diese Vorteile auch in der Produktions-technik zugänglich zu machen, sind gegenwärtig
einige Ansätze in der Entwicklung. Kim et al. [2] haben eine Baugruppen-Design-Ontologie ent-wickelt, mit deren Hilfe Montageprozesse erfasst werden können. Diese betrachtet vor allem die Aspekte der Zusammensetzung von Aggregaten aus Teilen hinsichtlich geometrischer Eigen-schaften und räumlicher Beziehungen, aber auch die Auswirkungen von Verbindungstechniken. So kann die Verbindbarkeit von Teilen oder die aus einer bestimmten Verbindung resultierenden Freiheitsgradeinschränkungen der verbundenen Teile durch Anwendung der allgemeinen Regeln der Ontologie geschlussfolgert werden.
Das National Institute of Standards and Tech-nology (NIST) der USA hat die Sprache PSL (Process Specification Language) entwickelt, um diskrete Fertigungs- und Konstruktionsprozesse abzubilden [3]. Die Erstellung von Ontologien im Ingenieurbereich haben ebenfalls Li et al. in [4] zum Ziel, wobei Methode und Prozess zur Akquisition und Systematisierung von Ingenieur-wissen und zur Validierung der resultierenden Ontologie vorgeschlagen werden. Kitamura et al. [5] schlagen eine Ontologie zur Beschreibung von Prozessen vor, die sich an der Funktion und dem Verhalten beteiligter Geräte orientiert. Bei den Arbeiten von Li et al. und Kitamura et al. steht der Informationsaustausch von Experten im Fokus der Anwendung, weswegen dort im Wesentlichen Vorgehensweisen zur Erstellung von fachspezifischen Thesauri erarbeitet wur-den.
Im Vorhaben XPress geht die Aufgabenstel-lung darüber hinaus: Neben der formalisierten Präsentation der Aufgabe (Ziele und Anforde-rungen) sind auch alle Randbedingungen der Prozessdurchführung, relevante Eigenschaften der prozessführenden Maschine und Prozess-führungsmethoden des jeweiligen Aufgabenge-biets zu erfassen. Ferner müssen die vorhan-denen Regeln über die Relationen abgebildet werden. Die so erhaltene Ontologie soll genutzt werden, um die Sprache für die Dokumente festzulegen, welche die Fertigungsmaschinen austauschen („Task Description Document“ als Eingabe und „Quality Result Document“ als Aus-gabe) bzw. intern benutzen („Method Descrip-tion Document“). Es soll damit möglich sein, durch Inferenz die Gültigkeit der Dokumente und Durchführbarkeit einer Aufgabe automatisch zu überprüfen und im Falle der Durchführbarkeit eine Methode zur Aufgabenerfüllung ausfindig zu machen, die von der Maschine garantiert ausgeführt werden kann. Ein wichtiger weiterer Aspekt ist, dass bei Fortschreiten der Prozess-kenntnis und -technik die Ontologie selbst kon-sistent erweitert werden kann.
Zunächst wurden für das Beispiel des Wider-standspunktschweißens unter Mitwirkung von Prozessexperten die Klassen und Relationen des Prozesses aufgestellt und mit vorhandenen,
Infor
matik
14
relevanten Ontologien erweitert (z. B. SI-Sys-tem).
Diese erste Ontologie des Widerstandspunkt-schweißens wurde von Experten evaluiert und erlaubt danach die Abbildung des statischen Wissens über den Prozess.
Derzeit werden als Fortführung der Arbeiten von den Schweißexperten die elementaren Regeln für die Relationen erhoben und in SWRL abgebildet. Erst nach dieser Arbeit können die wesentlichen Ontologie-Eigenschaften mithilfe der Inferenzmaschine „Pellet“ erprobt und der Nutzen der Ontologie in Bezug auf die gestellten Anforderungen bewertet werden.
Literatur[1] Alesso, H. P.; Smith, C. F; Developing Semantic
Web Services, A K Peters Ltd., 2005.
[2] Kim, K. Y.; Wang, Y.; Muogboh, O. S.; Nnaji, B. O., Design formalism for collaborative as-sembly design, in: Computer-Aided Design, vol. 36(2004), pp., 449 – 471.
[3] Gruninger, M.; Sriram, R. D.; Cheng, J.; Law, K., Process specifi cation language for project information exchange, in: International Journal of Information Technology in Architecture, Engi-neering, and Construction, vol. 1(2003), pp. 307 – 328.
[4] Li, Z.; Raskin, V.; Ramani, K., A Methodology of Engineering Ontology Development for Informa-tion Retrieval, Proceedings of the International Conference on Engineering Design, ICED´07, 28 – 31 August 2007, Paris, France.
[5] Kitamura, Y.; Kashiwase, M.; Masayoshi, An ontological model of device function: industrial deployment and lessons learned, Applied Onto-logy, Vol. 1(2006), No. 3 – 4, pp. 237 – 262.
Abb. 2: Taxonomie (Klassenhierarchie) für die Domäne „Widerstandspunktschweißen“ a) Gesamtdarstellung b) Ausschnitt
a)
b)
Infor
matik
15
Prof. Dr. Norbert Link ist seit Wintersemester 2001 als Professor an der Fakultät für Informatik und Wirtschafts-informatik tätig, wo er Com-puter Vision, Automatisierung und Mustererkennung unter-richtet. Seine Forschungsak-tivitäten liegen in den beiden letzt genannten Gebieten, wobei die Schaffung neuer Technologien für industrielle Anwendungen im Vordergrund steht. Norbert Link ist ferner seit 01.10.2004 Geschäftsführender Direktor des Instituts für Angewandte Forschung (IAF) der Hochschule Karlsruhe.
Dipl.-Inform. (FH) Christoph Vedderhat im Februar 2007 den Diplomstudiengang Informatik an der Hochschule Karlsruhe erfolg-reich abgeschlossen. Bereits während seines Stu-diums hat er im Rahmen seines Praxissemesters und seiner Tätigkeit als Werkstudent praktische Erfahrungen in mobilen Agentensystemen, Soft-waretechnik und Ontologien erworben. Diese wurden in der Abschlussarbeit um Erfahrungen mit Merkmalsbewertung und lernenden Systemen ergänzt. Herr Vedder ist seit Mai 2007 als wissen-schaftlicher Mitarbeiter im Institut für Computatio-nal Engineering am IAF tätig.
Karlsruhe, Karlstr. 76 · Fon 0721.98 16 10Fax 0721. 81 53 43 · Mail [email protected]
FACHWISSENGRIFFBEREIT
www.mende.de

Infor
matik
16
EinleitungDas vom Bundesministerium für Bildung und Forschung (BMBF) geförderte Projekt NanoCare dient der Offenlegung neuer wissenschaftlicher Erkenntnisse über mögliche Auswirkungen der Nanotechnologie auf Mensch und Umwelt. Ziele der beteiligten Forschungszentren, Universitäten und Industriepartner sind, höchst innovative Anwendungen und Messmethoden für einen vorsorgenden und nachhaltigen Umgang mit der Nanotechnologie zu entwickeln.
Das Institut für Angewandte Informatik im For-schungszentrum Karlsruhe stellt für dieses Pro-jekt die informationstechnische Plattform zur Verfügung, um die Kommunikation und den Wissenstransfer innerhalb des Projekts und nach außen zur Öffentlichkeit zu gewährleisten. Diese Plattform besteht sowohl aus verteilten Inter- und Extranetanwendungen als auch der hardwareseitigen Infrastruktur.
Kernstück dieser Infrastruktur ist eine Applika-tion, die – ähnlich einem Laborinformations-system – eine komfortable Datenerfassung zur Dokumentation des gesamten Lebenswegs der Nanopartikel bietet. Wichtige Stationen sind dabei z. B. Aktivitäten wie Herstellung von Nano-partikeln, Charakterisierung oder eine große Anzahl von verschiedenen biologischen und chemischen Untersuchungen.
MotivationDie Herausforderung besteht darin, die äußerst komplexen Anwendungsfälle innerhalb einer internetbasierten Software abzubilden und gleichzeitig den Usern eine ergonomische und intuitive Benutzungsoberfläche zu bieten, die den gängigen Richtlinien für Dialoggestaltung entspricht [1] [2].
Innerhalb des ersten Entwicklungszyklus wurde bereits eine Benutzungsoberfläche (GUI – Gra-phical User Interface) umgesetzt, die allerdings einige Probleme in der Gebrauchstauglich-
keit aufwies. Der folgende Bericht identifiziert zunächst diese Schwachstellen und zeigt mit Hilfe theoretischer Grundlagen und dem Einsatz der AJAX-Technologie (AJAX - Asynchronous Javascript And XML) ein Lösungsweg auf.
AnwendungsfallUm einen praxisnahen Bezug herzustellen wurde ein Anwendungsfall aus dem System herausgegriffen. Hierzu eignet sich die Aktivität der Erstcharakterisierung einer Probe von Nano-partikeln, für die eine Eingabemaske (Formular) bereitgestellt werden muss, um dem Nutzer die Dateneingabe zu ermöglichen.
Nach Erstellung der Anwendungsanforderungen konnten folgende Aspekte als kritisch in Bezug auf die Benutzungsoberfläche eingestuft werden:
a) Erfassung von ca. 25 – 30 Parametern für eine Aktivität
b) Parameter, die bereits vom System vorge-gebene Werte in hierarchischer Form zur Auswahl bieten; es befindet sich z. B. eine zu wählende Messmethode innerhalb einer mehrstufigen Struktur von Kategorien
c) Für einige Parameter können beliebig viele Werte angegeben werden. Dies findet beispielsweise Anwendung, wenn für den Parameter „Dichte“ mehrere Messwerte erfasst werden. Zusätzlich ist pro Messwert ein Textfeld notwendig, in dem der Benutzer einen Kommentar hinterlassen kann.
d) Zu einem Wert können beliebig viele Dateien (z. B. Schaubilder aus der Mess-apparatur oder PDF-Berichte) angehängt werden, bereits angehängte Dateien sollen klar ersichtlich sein.
e) Die Validierung der Benutzereingaben in Echtzeit sowie die Anzeige von entspre-chenden Fehlermeldungen beziehungswei-se die Durchführung automatischer Korrek-turmaßnahmen im Falle eines Fehlers
Andreas Schmidt, Patrick Arnold und Manuel Zamora-Morschhäuser
Untersuchung von Möglichkeiten für die Oberflächengestaltung kom-plexer Anwendungen mittels Ajax
As part of the BMBF-funded NanoCare project, the Institute for Applied Computer Science of the Forschungs-zentrum Karlsruhe is developing the information technology platform. A distributed information system is being designed for the investigations of nanoparticles in particular. It will be accessed by the project partners in the form of an extranet. The challenge lies in representing the data acquisition of complex and personally-dis-tributed processes on a web-based interface. In this way, all user groups will be able to work in an intuitive and efficient manner. To reach this objective, critical areas of the interface obtained from the first “traditional” development iteration are identified and analyzed with respect to their usability and target groups. Together with the AJAX technology, the results will be used for a new conception of the user interface meeting the above requirements.
Infor
matik
17
BenutzergruppenFür eine auf den Benutzer abgestimmte Ent-wicklung ist es von grundlegender Bedeutung, die soziodemografischen und psychografischen Eigenschaften der Zielgruppe zu kennen. Die zukünftigen Anwender setzen sich aus Wissen-schaftlern und Ingenieuren aus den Bereichen Chemie oder Biologie zusammen, die zwischen 32 und 60 Jahre alt sind. Weiterhin arbeiten Laborassistenten mit der Software, deren Alter zwischen 20 und 35 liegt.
Das Verhalten bei der Dateneingabe stellte sich durch eine Umfrage unter den potentiellen Nutzern als sehr heterogen heraus. Entgegen stehen sich die unmittelbare Eingabe – bei-spielsweise während eines Versuchs – und die Eingabe von vielen, über einen längeren Zeit-raum gesammelten Daten. Ebenso kann keine Regelmäßigkeit dieser Tätigkeiten festgelegt werden.
Die Einführung der Software bedeutet für die Nutzer eine Erhöhung des Arbeitsaufkommens, da neben dem obligatorischen, schriftlich geführ-ten Laborbuch zusätzlich im System dokumen-tiert werden muss. Hinzu kommt, dass für die Eingabe vorgegebene Strukturen festgelegt wor-den sind, um eine harmonisierte und qualitativ hochwertige Datenbasis zu erzielen. Die Daten müssen also von den Anwendern teilweise neu interpretiert oder transformiert werden um im System abgelegt werden zu können.
Analyse der Benutzergruppen unter Usabil-ity-KriterienBetrachtet man die zwei durchaus verschie-denen Benutzerklassen, so lassen sich einige Unterschiede herausarbeiten. Die Gruppe der Wissenschaftler setzt sich aus Anwendern mit einer breiten Altersspanne zusammen, die in der Bedienung von Standardsoftware häufig weniger geübt sind. Hinzu kommt, dass sie die Nano-Care-Datenbank nur unregelmäßig nutzen und infolgedessen sich hierbei in der Regel keine Routine einstellen kann.
Im Unterschied dazu arbeiten die Laborassisten-ten regelmäßig mit der Datenbank und sind es gewohnt, größere Mengen an Daten innerhalb kurzer Zeit in das System einzugeben. Dafür ist es wichtig, dass die Benutzungsoberfläche effektiv zu bedienen ist und eventuelle Hilfe-stellungen und Sicherheitsabfragen entweder deaktivierbar sind oder einer zielgerichteten Nutzung nicht im Wege stehen. Außerdem sind Laborassistenten – bedingt durch ihre umfang-reicheren Vorkenntnisse mit der Bedienung von Standardsoftware – besser auf die Benutzung moderner Webanwendungen geschult.
Bei beiden Gruppen ist darüber hinaus noch eine Fehleranfälligkeit bei der Benutzung der
NanoCare-Software festzustellen, entweder durch mangelnde Vorkenntnisse oder über-höhtes Arbeitstempo. Dies macht ein sofortiges Überprüfen und Rückmelden etwaiger Fehlein-gaben notwendig.
Analyse der vorhandenen ImplementationDie bereits existierende Umsetzung der Benut-zungsoberfläche wurde ohne spezielle Rück-sichtnahme auf Benutzbarkeitskriterien entwor-fen und ist vollständig mit klassischen Technolo-gien (keine dynamische Veränderung von Inhal-ten oder Bedienelementen) umgesetzt. Dies hat zur Folge, dass die GUI zu viele Schaltflächen und Eingabefelder gleichzeitig anzeigt (Verlet-zung der 7+/-2-Regel), Eingabe oder Betätigung von Schaltflächen, was ein Neuladen der Seite zur Folge hat, und Korrektur beziehungsweise Überprüfung von Eingaben erst nach Absenden des Formulars erfolgen kann. Weiterhin besteht die Gefahr von sich überlagernden Fenstern des Internet-Browsers, da Dateiübertragungen oder Meldungen durch versehentlichen Fokuswech-sel innerhalb der Anwendungsfenster verdeckt werden können. Ebenso fehlt es den verwen-deten Symbolen an Aussagekraft um sie vom Benutzer intuitiv richtig zu interpretieren.
Aus diesen Gründen und aus dem Verständnis um die soziodemografischen Aspekte liegt es auf der Hand anzunehmen, dass es bei den Anwendern rasch zu einer Demotivation kom-men könnte die Software regelmäßig zu nutzen.
Design einer ergonomischen Benutzerober-flächeUnter Beachtung der Nutzergruppen aus der Analyse und der Erfahrungen, die aus der bereits eingesetzten Oberfläche gewonnen wur-den, soll nun eine moderne und gleichzeitig den Aufgaben angemessene Benutzungsoberfläche entstehen. Deren Ziel ist es, die Eingabe so ein-fach, komfortabel und fehlertolerant wie möglich zu gestalten.
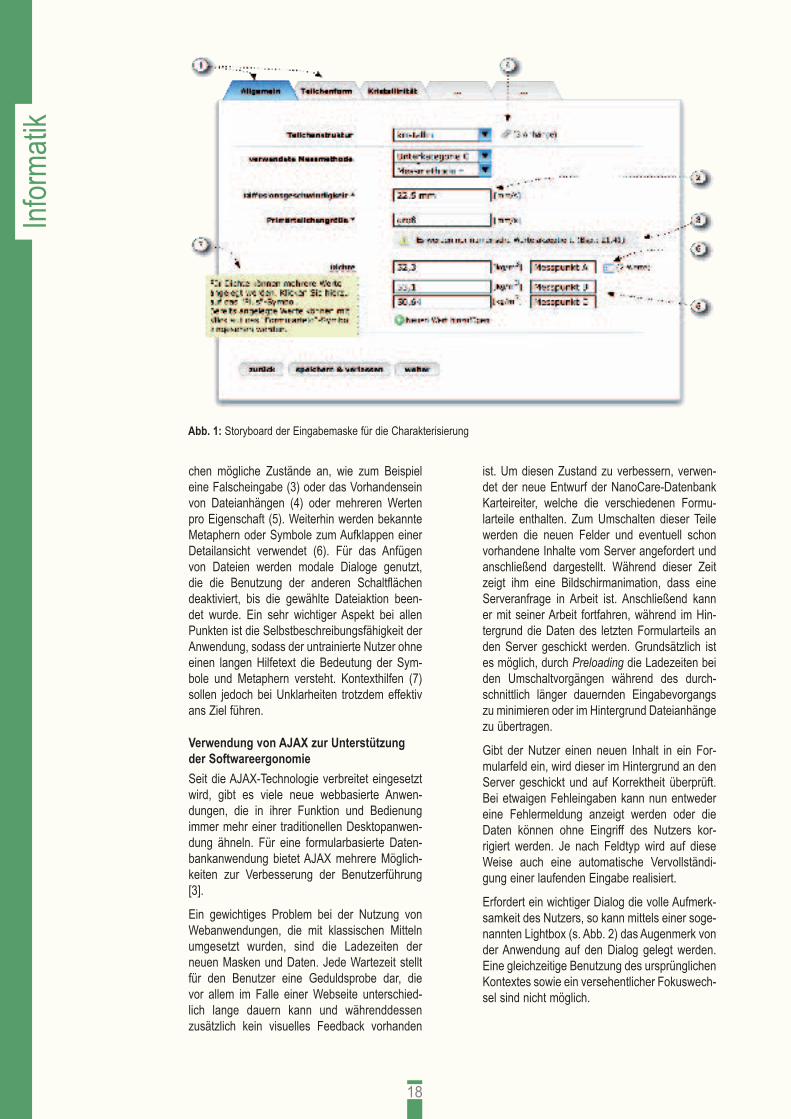
Dazu wird mittels eines Storyboards eine Skizze (s. Abb. 1) der Benutzungsoberfläche angefertigt. Betrachtet man an dieser Stelle die Charakterisierung eines Nanopartikels, ist zu erkennen, dass die verschiedenen Katego-rien beziehungsweise Teile der Eingabemaske durch Karteireiter (1) getrennt wurden, um die Anzahl der gleichzeitig angezeigten Formular-felder zu minimieren und so die Übersichtlichkeit zu verbessern. Weiterhin werden während des Ausfüllens des Formulars Eingaben zur Validie-rung an den Server geschickt, der eventuelle Fehleingaben zurückweist oder tolerant korrigiert (2). Ein Beispiel ist die versehentliche Eingabe der Einheit in das Formularfeld, das jedoch nur einen Zahlenwert aufnehmen soll. Zusätzlich zeigen aussagekräftige Symbole und Schaltflä-
Infor
matik
18
chen mögliche Zustände an, wie zum Beispiel eine Falscheingabe (3) oder das Vorhandensein von Dateianhängen (4) oder mehreren Werten pro Eigenschaft (5). Weiterhin werden bekannte Metaphern oder Symbole zum Aufklappen einer Detailansicht verwendet (6). Für das Anfügen von Dateien werden modale Dialoge genutzt, die die Benutzung der anderen Schaltflächen deaktiviert, bis die gewählte Dateiaktion been-det wurde. Ein sehr wichtiger Aspekt bei allen Punkten ist die Selbstbeschreibungsfähigkeit der Anwendung, sodass der untrainierte Nutzer ohne einen langen Hilfetext die Bedeutung der Sym-bole und Metaphern versteht. Kontexthilfen (7) sollen jedoch bei Unklarheiten trotzdem effektiv ans Ziel führen.
Verwendung von AJAX zur Unterstützung der SoftwareergonomieSeit die AJAX-Technologie verbreitet eingesetzt wird, gibt es viele neue webbasierte Anwen-dungen, die in ihrer Funktion und Bedienung immer mehr einer traditionellen Desktopanwen-dung ähneln. Für eine formularbasierte Daten-bankanwendung bietet AJAX mehrere Möglich-keiten zur Verbesserung der Benutzerführung [3].
Ein gewichtiges Problem bei der Nutzung von Webanwendungen, die mit klassischen Mitteln umgesetzt wurden, sind die Ladezeiten der neuen Masken und Daten. Jede Wartezeit stellt für den Benutzer eine Geduldsprobe dar, die vor allem im Falle einer Webseite unterschied-lich lange dauern kann und währenddessen zusätzlich kein visuelles Feedback vorhanden
ist. Um diesen Zustand zu verbessern, verwen-det der neue Entwurf der NanoCare-Datenbank Karteireiter, welche die verschiedenen Formu-larteile enthalten. Zum Umschalten dieser Teile werden die neuen Felder und eventuell schon vorhandene Inhalte vom Server angefordert und anschließend dargestellt. Während dieser Zeit zeigt ihm eine Bildschirmanimation, dass eine Serveranfrage in Arbeit ist. Anschließend kann er mit seiner Arbeit fortfahren, während im Hin-tergrund die Daten des letzten Formularteils an den Server geschickt werden. Grundsätzlich ist es möglich, durch Preloading die Ladezeiten bei den Umschaltvorgängen während des durch-schnittlich länger dauernden Eingabevorgangs zu minimieren oder im Hintergrund Dateianhänge zu übertragen.
Gibt der Nutzer einen neuen Inhalt in ein For-mularfeld ein, wird dieser im Hintergrund an den Server geschickt und auf Korrektheit überprüft. Bei etwaigen Fehleingaben kann nun entweder eine Fehlermeldung anzeigt werden oder die Daten können ohne Eingriff des Nutzers kor-rigiert werden. Je nach Feldtyp wird auf diese Weise auch eine automatische Vervollständi-gung einer laufenden Eingabe realisiert.
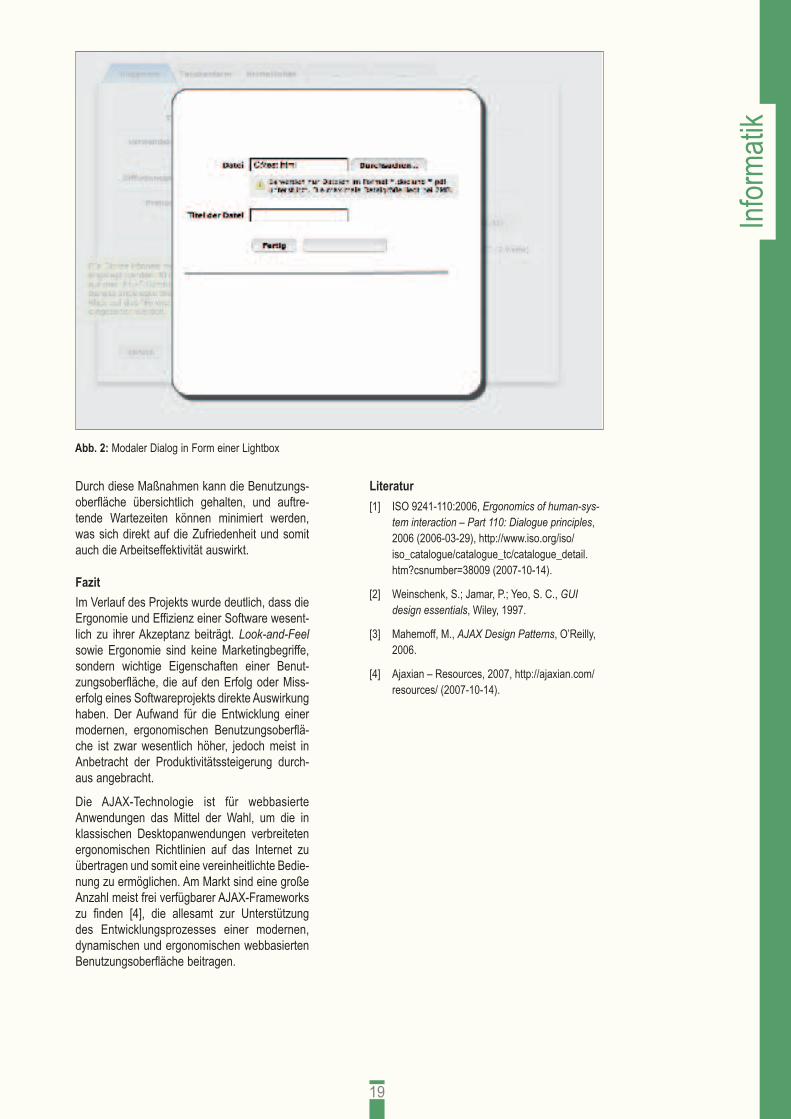
Erfordert ein wichtiger Dialog die volle Aufmerk-samkeit des Nutzers, so kann mittels einer soge-nannten Lightbox (s. Abb. 2) das Augenmerk von der Anwendung auf den Dialog gelegt werden. Eine gleichzeitige Benutzung des ursprünglichen Kontextes sowie ein versehentlicher Fokuswech-sel sind nicht möglich.
Abb. 1: Storyboard der Eingabemaske für die Charakterisierung
Infor
matik
19
Durch diese Maßnahmen kann die Benutzungs-oberfläche übersichtlich gehalten, und auftre-tende Wartezeiten können minimiert werden, was sich direkt auf die Zufriedenheit und somit auch die Arbeitseffektivität auswirkt.
FazitIm Verlauf des Projekts wurde deutlich, dass die Ergonomie und Effizienz einer Software wesent-lich zu ihrer Akzeptanz beiträgt. Look-and-Feel sowie Ergonomie sind keine Marketingbegriffe, sondern wichtige Eigenschaften einer Benut-zungsoberfläche, die auf den Erfolg oder Miss-erfolg eines Softwareprojekts direkte Auswirkung haben. Der Aufwand für die Entwicklung einer modernen, ergonomischen Benutzungsoberflä-che ist zwar wesentlich höher, jedoch meist in Anbetracht der Produktivitätssteigerung durch-aus angebracht.
Die AJAX-Technologie ist für webbasierte Anwendungen das Mittel der Wahl, um die in klassischen Desktopanwendungen verbreiteten ergonomischen Richtlinien auf das Internet zu übertragen und somit eine vereinheitlichte Bedie-nung zu ermöglichen. Am Markt sind eine große Anzahl meist frei verfügbarer AJAX-Frameworks zu finden [4], die allesamt zur Unterstützung des Entwicklungsprozesses einer modernen, dynamischen und ergonomischen webbasierten Benutzungsoberfläche beitragen.
Literatur[1] ISO 9241-110:2006, Ergonomics of human-sys-
tem interaction – Part 110: Dialogue principles, 2006 (2006-03-29), http://www.iso.org/iso/iso_catalogue/catalogue_tc/catalogue_detail.htm?csnumber=38009 (2007-10-14).
[2] Weinschenk, S.; Jamar, P.; Yeo, S. C., GUI design essentials, Wiley, 1997.
[3] Mahemoff, M., AJAX Design Patterns, O’Reilly, 2006.
[4] Ajaxian – Resources, 2007, http://ajaxian.com/resources/ (2007-10-14).
Abb. 2: Modaler Dialog in Form einer Lightbox
Infor
matik
20
Prof. Dr. Andreas Schmidt ist Professor an der Fakul-tät für Informatik und Wirt-schaftsinformatik der Hoch-schule Karlsruhe – Technik und Wirtschaft. Außerdem betreibt er anwendungsnahe Forschung am Institut für Angewandte Informatik des Forschungszentrums Karls-ruhe mit Schwerpunkten in den Bereichen webbasierter Informationssysteme und generativer Software-entwicklung.
Dipl.-Ing. (FH) Patrick Arnold ist Absolvent der Fakultät für Mechatronik und Maschinen-bau und seit 2005 am Institut für Angewandte Informatik des Forschungszentrums Karls-ruhe in den Schwerpunkten webbasierter Informations-systeme, Rapid-Application-Development (RAD) und Content-Management-Tech-nologien tätig.
Manuel Zamora-Morschhäu-ser ist Student der Fakultät für Informatik und Wirtschaftsin-formatik. Im Rahmen seines Praxissemesters am Institut für Angewandte Informatik des Forschungszentrums Karlsruhe beschäftigte er sich intensiv mit der Entwicklung ergonomischer, webbasierter Benutzungsoberflächen mithil-fe der AJAX-Technologie und verfasst seit Herbst 2007 seine Diplomarbeit über dieses Thema.
Infor
matik
21
Andreas Schmidt und Oliver Kusche
Entwicklung eines Frameworks für den Aufbau einer „multipurpose generator engine“
Automatic generation of software by special programs is no new technology. However, it has experienced a great boom due to the model-driven architecture (MDA) initiative launched by the OMG. Its central issue is the automatic derivation of source code from abstract model descriptions in the form of e.g. UML models or domain-specific languages. This article will present a framework used for model-driven software development at the Forschungszentrum Karlsruhe and in the education of business information system specialists at the Karlsruhe University of Applied Sciences.
EinführungDie automatische Generierung von Software durch spezielle Programme ist keine neue Tech-nologie. Sie hat jedoch durch die von der Object Management Group (OMG) ins Leben gerufene Initiative Model Driven Architecture (MDA) einen starken Aufschwung erlebt. Kernpunkt ist hier-bei die automatische Ableitung von Quellcode aus abstrakten Modellbeschreibungen, wie sie beispielsweise in Form von UML-Modellen oder domänenspezifischen Sprachen vorliegen kön-nen. Vorteile im Vergleich zur „konventionellen“ Softwareentwicklung sind:
höhere Entwicklungsproduktivität
höhere Softwarequalität
höhere Konsistenz der Gesamtanwen-dung
höherer Abstraktionsgrad und damit bei-spielsweise die Möglichkeit die Anwen-dung relativ einfach auf andere Platt-formen zu transferieren
Im Studiengang Wirtschaftsinformatik an der Hochschule Karlsruhe wurde vor einigen Semestern damit begonnen das Wahlpflicht-fach „Modellgetriebene Softwareentwicklung“ im Master- und Diplomstudiengang anzubieten. Ziel der Vorlesung ist es, den Studierenden den prinzipiellen Aufbau von Generatoren, deren Architektur und Funktionsweise zu vermitteln. Anhand des vermittelten Wissens sollen die Stu-dierenden anschließend in der Lage sein, exis-tierende Generatoren einzusetzen oder eigene Generatoren für spezielle Anwendungen selbst zu entwickeln.
Im Rahmen der kontinuierlichen Weiterentwick-lung des Wahlpflichtfachs und weiteren Arbeiten auf diesem Gebiet [1] am Institut für Angewandte Informatik des Forschungszentrums Karlsruhe ist im Laufe der Semester ein Framework ent-standen, das die Funktionsweise eines Gene-rators mit einfachen, bekannten Werkzeugen demonstriert und die komplette Prozesskette – angefangen von der Modellierung mit einem graphischen Modellierungstool bis zur eigent-
lichen Codegenerierung mit einem Template-System – abdeckt. Schwerpunkte des Frame-works sind sowohl die einfache Erweiterbarkeit und Adaptierbarkeit an beliebige Zielsprachen als auch die geringe Einarbeitungszeit aufgrund des Einsatzes bekannter und bewährter Tech-nologien.
Die anhand einer mitgelieferten Beispielanwen-dung demonstrierten Möglichkeiten beschrän-ken sich auf die Generierung der im Klassendia-gramm enthaltenen Artefakte. Durch eine offene Architektur und bereits integrierte Erweiterungs-möglichkeiten ist es aber kein Problem, auch weitere Diagrammtypen zu unterstützen.
Im vorliegenden Artikel sollen nun die einzelnen Komponenten des Frameworks detaillierter vor-gestellt werden, u. z. rückwärtsgerichtet, sodass ausgehend vom letztendlich generierten Quell-code die Komponenten über ihre Input/Output-Beziehung rückwärts bis hin zur graphischen Modellierung mittels eines externen Tools vor-gestellt werden.
Eingesetzte Technologien/WerkzeugeFür die Realisierung des Frameworks werden die folgenden Technologien/Werkzeuge einge-setzt:
Skriptsprache PHP (Version 5) zur Rea-lisierung des Generatorkerns sowie der Modelltransformations- und Verifikations-komponente
Smarty Template System [2] zur eigent-lichen Quellcodegenerierung
UML Modellierungstool (mit XMI Export) zur Erstellung des UML-Modells der zu generierenden Anwendung
XSLT-Prozessor zur Transformation der XMI-Datei in ein weiteres XML-basiertes Zwischenformat
Unix Tool „make“ zur Automatisierung der im Rahmen einer Generierung anfallenden Einzelschritte
Infor
matik
22
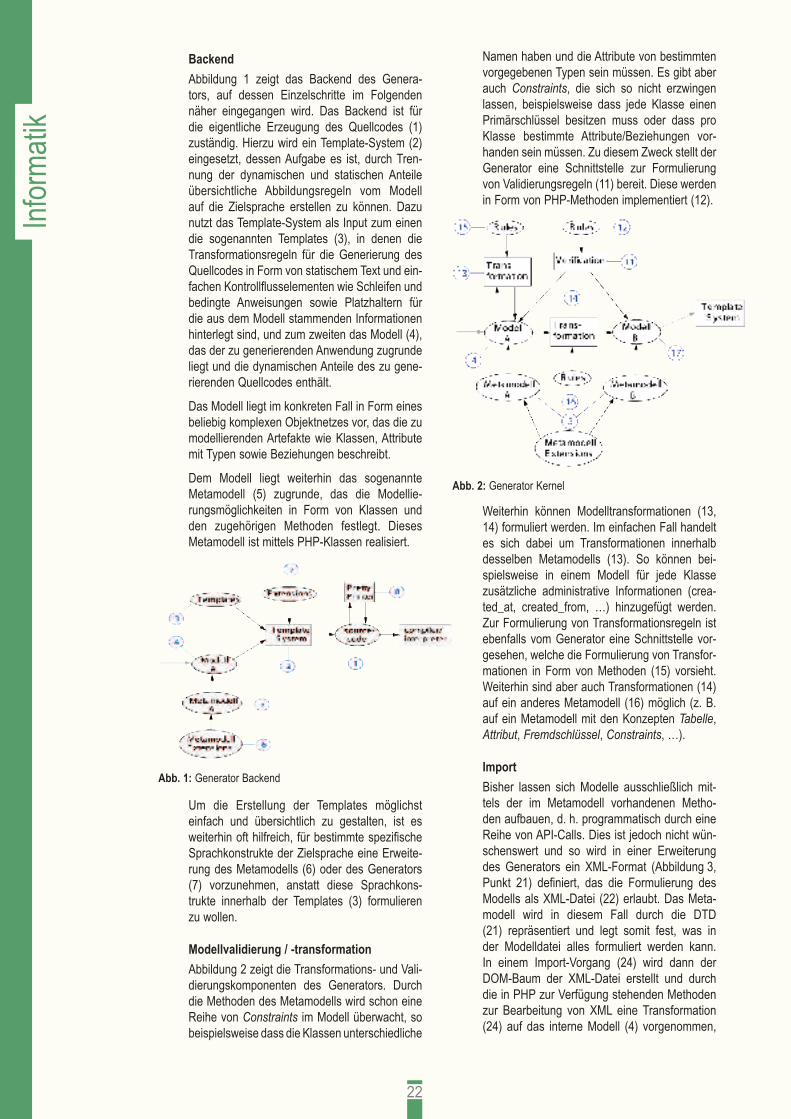
BackendAbbildung 1 zeigt das Backend des Genera-tors, auf dessen Einzelschritte im Folgenden näher eingegangen wird. Das Backend ist für die eigentliche Erzeugung des Quellcodes (1) zuständig. Hierzu wird ein Template-System (2) eingesetzt, dessen Aufgabe es ist, durch Tren-nung der dynamischen und statischen Anteile übersichtliche Abbildungsregeln vom Modell auf die Zielsprache erstellen zu können. Dazu nutzt das Template-System als Input zum einen die sogenannten Templates (3), in denen die Transformationsregeln für die Generierung des Quellcodes in Form von statischem Text und ein-fachen Kontrollflusselementen wie Schleifen und bedingte Anweisungen sowie Platzhaltern für die aus dem Modell stammenden Informationen hinterlegt sind, und zum zweiten das Modell (4), das der zu generierenden Anwendung zugrunde liegt und die dynamischen Anteile des zu gene-rierenden Quellcodes enthält.
Das Modell liegt im konkreten Fall in Form eines beliebig komplexen Objektnetzes vor, das die zu modellierenden Artefakte wie Klassen, Attribute mit Typen sowie Beziehungen beschreibt.
Dem Modell liegt weiterhin das sogenannte Metamodell (5) zugrunde, das die Modellie-rungsmöglichkeiten in Form von Klassen und den zugehörigen Methoden festlegt. Dieses Metamodell ist mittels PHP-Klassen realisiert.
Um die Erstellung der Templates möglichst einfach und übersichtlich zu gestalten, ist es weiterhin oft hilfreich, für bestimmte spezifische Sprachkonstrukte der Zielsprache eine Erweite-rung des Metamodells (6) oder des Generators (7) vorzunehmen, anstatt diese Sprachkons-trukte innerhalb der Templates (3) formulieren zu wollen.
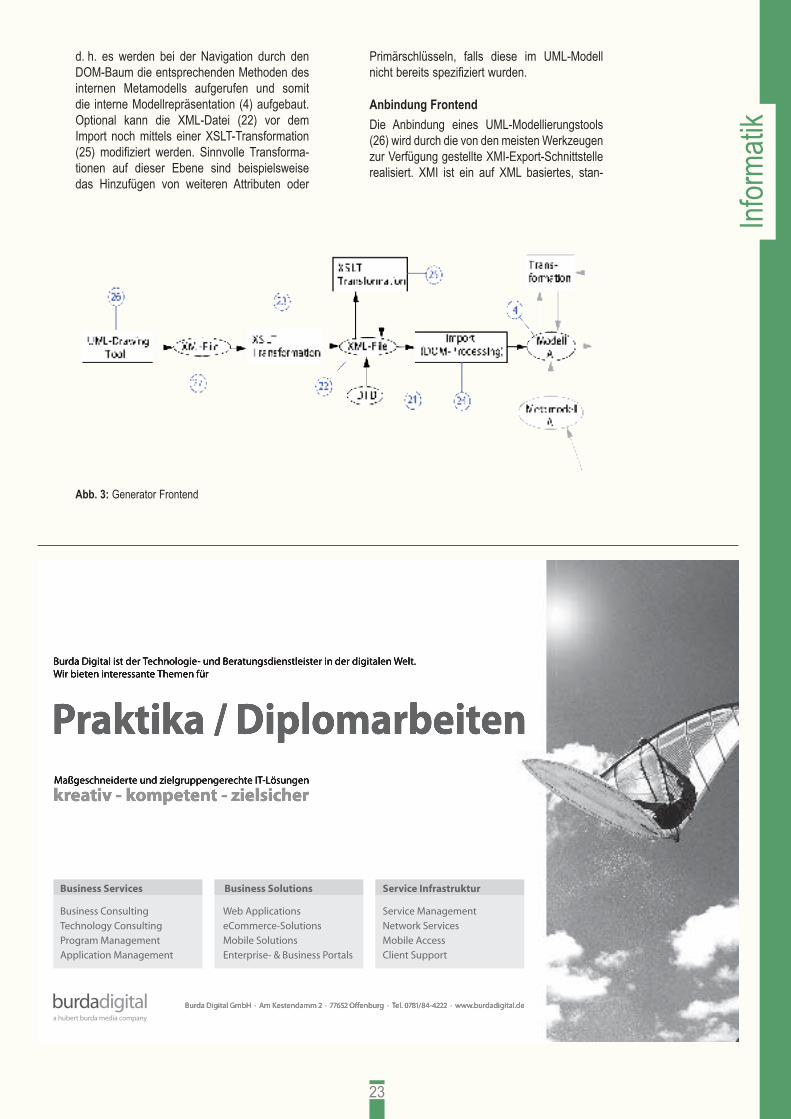
Modellvalidierung / -transformationAbbildung 2 zeigt die Transformations- und Vali-dierungskomponenten des Generators. Durch die Methoden des Metamodells wird schon eine Reihe von Constraints im Modell überwacht, so beispielsweise dass die Klassen unterschiedliche
Namen haben und die Attribute von bestimmten vorgegebenen Typen sein müssen. Es gibt aber auch Constraints, die sich so nicht erzwingen lassen, beispielsweise dass jede Klasse einen Primärschlüssel besitzen muss oder dass pro Klasse bestimmte Attribute/Beziehungen vor-handen sein müssen. Zu diesem Zweck stellt der Generator eine Schnittstelle zur Formulierung von Validierungsregeln (11) bereit. Diese werden in Form von PHP-Methoden implementiert (12).
Weiterhin können Modelltransformationen (13, 14) formuliert werden. Im einfachen Fall handelt es sich dabei um Transformationen innerhalb desselben Metamodells (13). So können bei-spielsweise in einem Modell für jede Klasse zusätzliche administrative Informationen (crea-ted_at, created_from, …) hinzugefügt werden. Zur Formulierung von Transformationsregeln ist ebenfalls vom Generator eine Schnittstelle vor-gesehen, welche die Formulierung von Transfor-mationen in Form von Methoden (15) vorsieht. Weiterhin sind aber auch Transformationen (14) auf ein anderes Metamodell (16) möglich (z. B. auf ein Metamodell mit den Konzepten Tabelle, Attribut, Fremdschlüssel, Constraints, …).
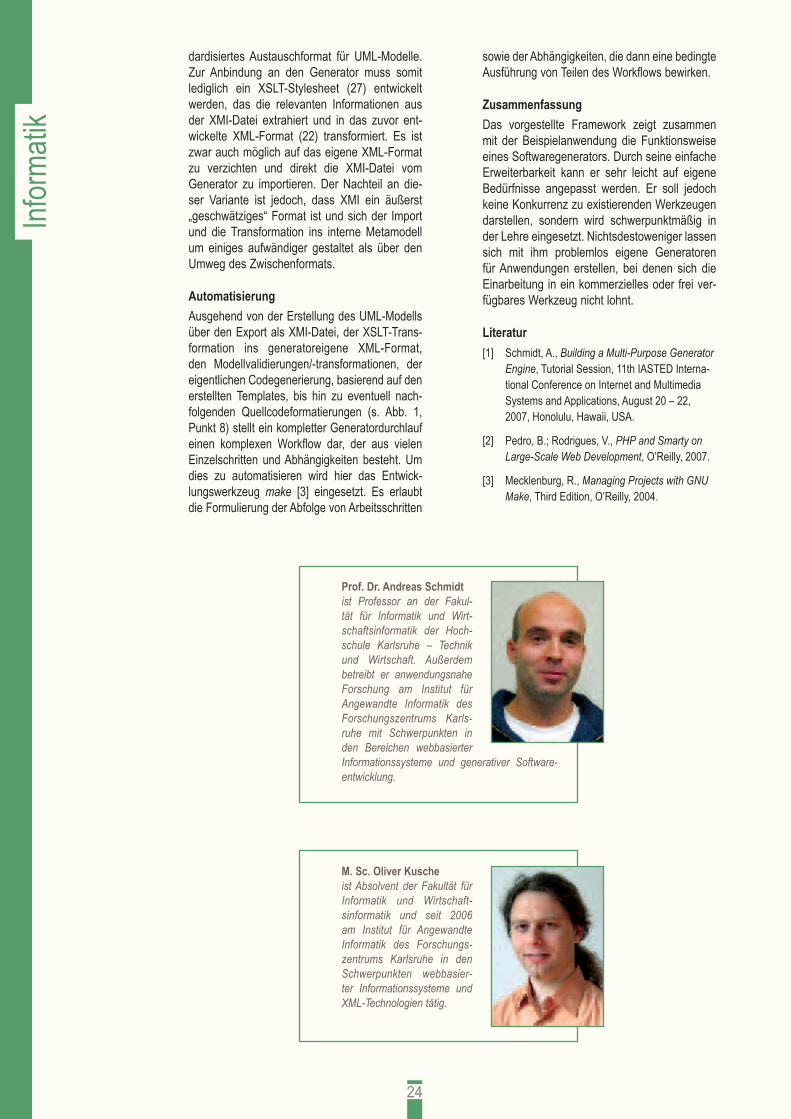
ImportBisher lassen sich Modelle ausschließlich mit-tels der im Metamodell vorhandenen Metho-den aufbauen, d. h. programmatisch durch eine Reihe von API-Calls. Dies ist jedoch nicht wün-schenswert und so wird in einer Erweiterung des Generators ein XML-Format (Abbildung 3, Punkt 21) definiert, das die Formulierung des Modells als XML-Datei (22) erlaubt. Das Meta-modell wird in diesem Fall durch die DTD (21) repräsentiert und legt somit fest, was in der Modelldatei alles formuliert werden kann. In einem Import-Vorgang (24) wird dann der DOM-Baum der XML-Datei erstellt und durch die in PHP zur Verfügung stehenden Methoden zur Bearbeitung von XML eine Transformation (24) auf das interne Modell (4) vorgenommen,
Abb. 2: Generator Kernel
Abb. 1: Generator Backend
Infor
matik
23
d. h. es werden bei der Navigation durch den DOM-Baum die entsprechenden Methoden des internen Metamodells aufgerufen und somit die interne Modellrepräsentation (4) aufgebaut. Optional kann die XML-Datei (22) vor dem Import noch mittels einer XSLT-Transformation (25) modifiziert werden. Sinnvolle Transforma-tionen auf dieser Ebene sind beispielsweise das Hinzufügen von weiteren Attributen oder
Abb. 3: Generator Frontend
Primärschlüsseln, falls diese im UML-Modell nicht bereits spezifiziert wurden.
Anbindung FrontendDie Anbindung eines UML-Modellierungstools (26) wird durch die von den meisten Werkzeugen zur Verfügung gestellte XMI-Export-Schnittstelle realisiert. XMI ist ein auf XML basiertes, stan-
Infor
matik
24
Prof. Dr. Andreas Schmidt ist Professor an der Fakul-tät für Informatik und Wirt-schaftsinformatik der Hoch-schule Karlsruhe – Technik und Wirtschaft. Außerdem betreibt er anwendungsnahe Forschung am Institut für Angewandte Informatik des Forschungszentrums Karls-ruhe mit Schwerpunkten in den Bereichen webbasierter Informationssysteme und generativer Software-entwicklung.
M. Sc. Oliver Kusche ist Absolvent der Fakultät für Informatik und Wirtschaft-sinformatik und seit 2006 am Institut für Angewandte Informatik des Forschungs-zentrums Karlsruhe in den Schwerpunkten webbasier-ter Informationssysteme und XML-Technologien tätig.
dardisiertes Austauschformat für UML-Modelle. Zur Anbindung an den Generator muss somit lediglich ein XSLT-Stylesheet (27) entwickelt werden, das die relevanten Informationen aus der XMI-Datei extrahiert und in das zuvor ent-wickelte XML-Format (22) transformiert. Es ist zwar auch möglich auf das eigene XML-Format zu verzichten und direkt die XMI-Datei vom Generator zu importieren. Der Nachteil an die-ser Variante ist jedoch, dass XMI ein äußerst „geschwätziges“ Format ist und sich der Import und die Transformation ins interne Metamodell um einiges aufwändiger gestaltet als über den Umweg des Zwischenformats.
AutomatisierungAusgehend von der Erstellung des UML-Modells über den Export als XMI-Datei, der XSLT-Trans-formation ins generatoreigene XML-Format, den Modellvalidierungen/-transformationen, der eigentlichen Codegenerierung, basierend auf den erstellten Templates, bis hin zu eventuell nach-folgenden Quellcodeformatierungen (s. Abb. 1, Punkt 8) stellt ein kompletter Generatordurchlauf einen komplexen Workflow dar, der aus vielen Einzelschritten und Abhängigkeiten besteht. Um dies zu automatisieren wird hier das Entwick-lungswerkzeug make [3] eingesetzt. Es erlaubt die Formulierung der Abfolge von Arbeitsschritten
sowie der Abhängigkeiten, die dann eine bedingte Ausführung von Teilen des Workflows bewirken.
ZusammenfassungDas vorgestellte Framework zeigt zusammen mit der Beispielanwendung die Funktionsweise eines Softwaregenerators. Durch seine einfache Erweiterbarkeit kann er sehr leicht auf eigene Bedürfnisse angepasst werden. Er soll jedoch keine Konkurrenz zu existierenden Werkzeugen darstellen, sondern wird schwerpunktmäßig in der Lehre eingesetzt. Nichtsdestoweniger lassen sich mit ihm problemlos eigene Generatoren für Anwendungen erstellen, bei denen sich die Einarbeitung in ein kommerzielles oder frei ver-fügbares Werkzeug nicht lohnt.
Literatur[1] Schmidt, A., Building a Multi-Purpose Generator
Engine, Tutorial Session, 11th IASTED Interna-tional Conference on Internet and Multimedia Systems and Applications, August 20 – 22, 2007, Honolulu, Hawaii, USA.
[2] Pedro, B.; Rodrigues, V., PHP and Smarty on Large-Scale Web Development, O’Reilly, 2007.
[3] Mecklenburg, R., Managing Projects with GNU Make, Third Edition, O’Reilly, 2004.
Infor
matik
26
Karl Dübon
Identification and Adaption of Dynamic Aspects in Quality Risk Analysis
Im Rahmen der empirischen Analyse von betrieblichen Risikodaten kommen klassische Klassifikationsstrategien der induktiven Statistik und der KI-Forschung (Künstliche Intelligenz) zum Einsatz. Die Basis der empirischen Risikoanalyse bilden Erfahrungsdaten aus der Vergangenheit (z. B. Daten aus der Produktion und der Garan-tieabwicklung zur Ermittlung von Qualitätsrisiken; Kunden- und Zahlungsdaten zur Ermittlung von Bonitätsri-siken), die mittels eines geeigneten Verfahrens analysiert werden, um auf künftige Entwicklungen schließen zu können. Eine besondere Herausforderung stellen hierbei die im Verlauf der Zeit auftretenden Veränderungen in den Risikodaten dar – in der Literatur auch als „concept drift“ oder als „concept shift“ bezeichnet [1], [2]. Einmal erstellte Risikoklassifikatoren sind nur zeitlich befristet anwendbar und müssen an Veränderungen angepasst werden. Im Folgenden werden unterschiedliche Arten von zeitlichen Veränderungen in Risikodaten anhand von Echtdaten einer praktischen Anwendung aufgezeigt sowie mögliche Ansätze zu deren Identifikation empirisch untersucht. Die vollständige Beschreibung der verwendeten Datenbasis ist in [3] nachzulesen.
1. IntroductionChanging environmental conditions produce par-ticular problems in the use of classification meth-ods. Specific estimated classifiers can only be used for a limited period of time. Change in the contextual structures of the attributes concerned also changes their value with regard to the spe-cific classification problem. This phenomenon, referred to as „concept shift“ or „concept drift“ in literature [4], [5], [6] means that existing clas-sification factors have to be revised.
In sec. 2 we will first proceed with an empirical description of certain dynamic aspects such as changes in the features set, in risk proportions, inconsistent data and particularly the change of the importance of individual feature values to indicate risk classes. In using Quinlan’s C4.5 rules algorithm we will focus on the quality of individual classification rules in time. For quality monitoring with inconsistent data a standardized accuracy measure and the statistical coverage of individual rules will be used.
2. Identification of Dynamic Aspects in Risk Analysis
Survey OutlineCurrent time-ordered random samples of quality data (product lifecycle data or customer relation-ship data) form the basis of anticipatory learning stages. The procedures and formalities involved in production, detection of a quality problem and guarantee procedures mean that there is a certain delay before we know whether a product or a customer is defaulting or not. Each example consists of a feature vector and a label indicat-ing its quality risk classification (y=1: class of good products or good customers; y=0 class of poor products or poor customers). For other aspects in the discovery of subgroups, see [7].
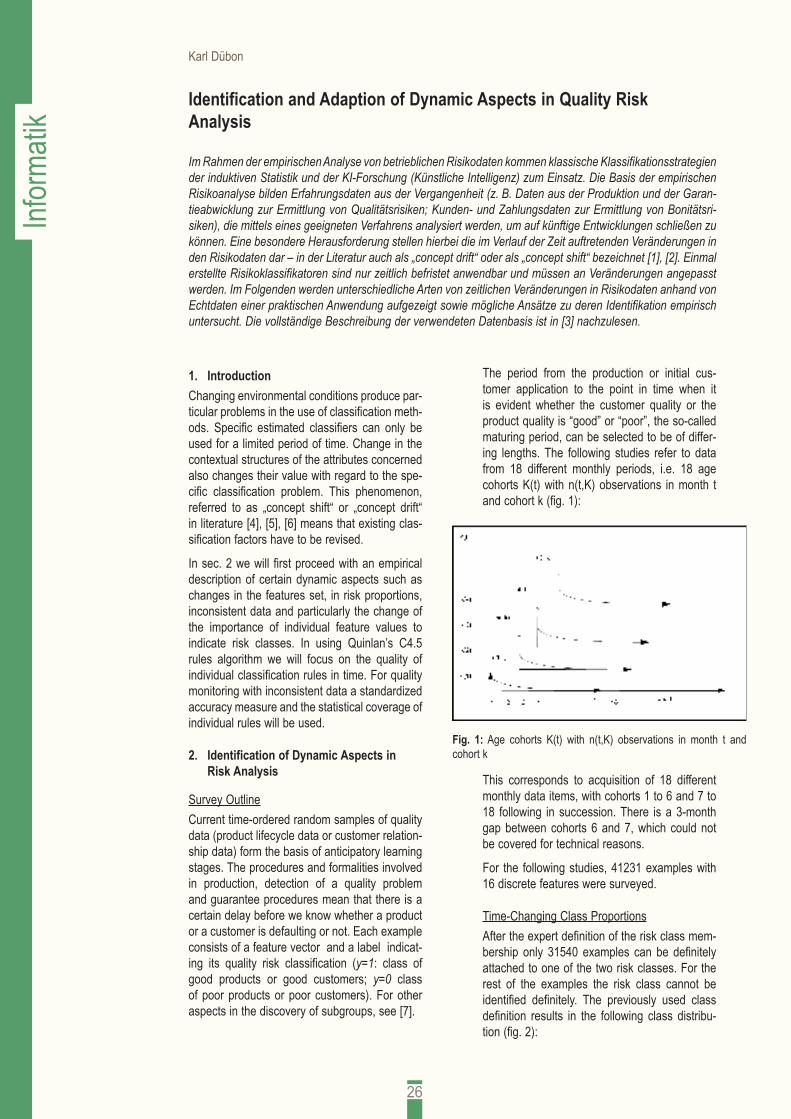
The period from the production or initial cus-tomer application to the point in time when it is evident whether the customer quality or the product quality is “good” or “poor”, the so-called maturing period, can be selected to be of differ-ing lengths. The following studies refer to data from 18 different monthly periods, i.e. 18 age cohorts K(t) with n(t,K) observations in month t and cohort k (fig. 1):
This corresponds to acquisition of 18 different monthly data items, with cohorts 1 to 6 and 7 to 18 following in succession. There is a 3-month gap between cohorts 6 and 7, which could not be covered for technical reasons.
For the following studies, 41231 examples with 16 discrete features were surveyed.
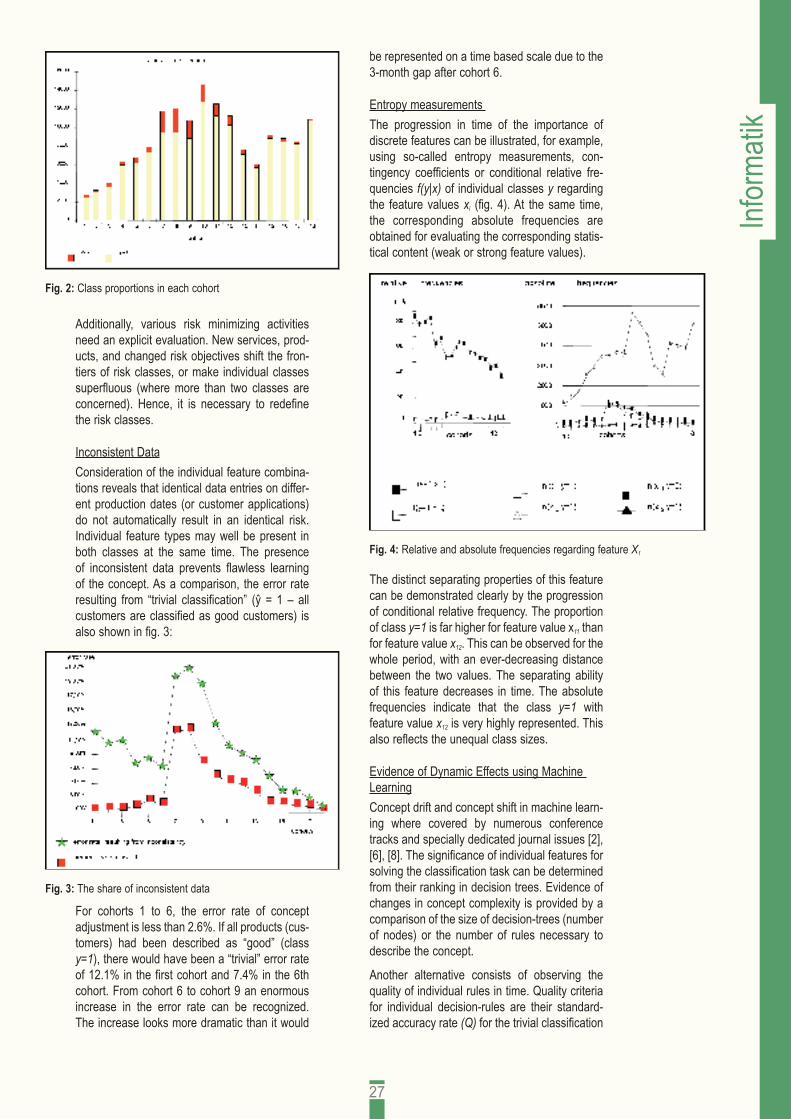
Time-Changing Class ProportionsAfter the expert definition of the risk class mem-bership only 31540 examples can be definitely attached to one of the two risk classes. For the rest of the examples the risk class cannot be identified definitely. The previously used class definition results in the following class distribu-tion (fig. 2):
Fig. 1: Age cohorts K(t) with n(t,K) observations in month t and cohort k
Infor
matik
27
Additionally, various risk minimizing activities need an explicit evaluation. New services, prod-ucts, and changed risk objectives shift the fron-tiers of risk classes, or make individual classes superfluous (where more than two classes are concerned). Hence, it is necessary to redefine the risk classes.
Inconsistent DataConsideration of the individual feature combina-tions reveals that identical data entries on differ-ent production dates (or customer applications) do not automatically result in an identical risk. Individual feature types may well be present in both classes at the same time. The presence of inconsistent data prevents flawless learning of the concept. As a comparison, the error rate resulting from “trivial classification” (ŷ = 1 – all customers are classified as good customers) is also shown in fig. 3:
For cohorts 1 to 6, the error rate of concept adjustment is less than 2.6%. If all products (cus-tomers) had been described as “good” (class y=1), there would have been a “trivial” error rate of 12.1% in the first cohort and 7.4% in the 6th cohort. From cohort 6 to cohort 9 an enormous increase in the error rate can be recognized. The increase looks more dramatic than it would
be represented on a time based scale due to the 3-month gap after cohort 6.
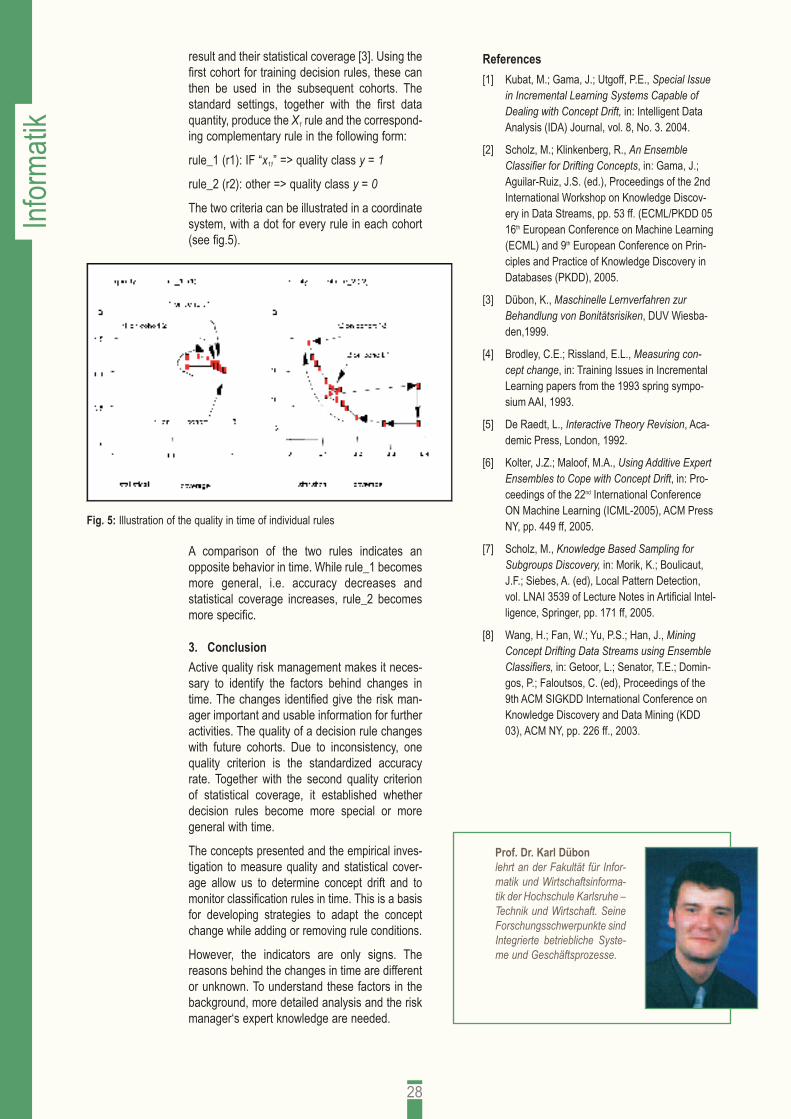
Entropy measurements The progression in time of the importance of discrete features can be illustrated, for example, using so-called entropy measurements, con-tingency coefficients or conditional relative fre-quencies f(y|x) of individual classes y regarding the feature values xi (fig. 4). At the same time, the corresponding absolute frequencies are obtained for evaluating the corresponding statis-tical content (weak or strong feature values).
The distinct separating properties of this feature can be demonstrated clearly by the progression of conditional relative frequency. The proportion of class y=1 is far higher for feature value x11 than for feature value x12. This can be observed for the whole period, with an ever-decreasing distance between the two values. The separating ability of this feature decreases in time. The absolute frequencies indicate that the class y=1 with feature value x12 is very highly represented. This also reflects the unequal class sizes.
Evidence of Dynamic Effects using Machine LearningConcept drift and concept shift in machine learn-ing where covered by numerous conference tracks and specially dedicated journal issues [2], [6], [8]. The significance of individual features for solving the classification task can be determined from their ranking in decision trees. Evidence of changes in concept complexity is provided by a comparison of the size of decision-trees (number of nodes) or the number of rules necessary to describe the concept.
Another alternative consists of observing the quality of individual rules in time. Quality criteria for individual decision-rules are their standard-ized accuracy rate (Q) for the trivial classification
Fig. 2: Class proportions in each cohort
Fig. 3: The share of inconsistent data
Fig. 4: Relative and absolute frequencies regarding feature X1
Infor
matik
28
result and their statistical coverage [3]. Using the first cohort for training decision rules, these can then be used in the subsequent cohorts. The standard settings, together with the first data quantity, produce the X1 rule and the correspond-ing complementary rule in the following form:
rule_1 (r1): IF “x11” => quality class y = 1
rule_2 (r2): other => quality class y = 0
The two criteria can be illustrated in a coordinate system, with a dot for every rule in each cohort (see fig.5).
A comparison of the two rules indicates an opposite behavior in time. While rule_1 becomes more general, i.e. accuracy decreases and statistical coverage increases, rule_2 becomes more specific.
3. ConclusionActive quality risk management makes it neces-sary to identify the factors behind changes in time. The changes identified give the risk man-ager important and usable information for further activities. The quality of a decision rule changes with future cohorts. Due to inconsistency, one quality criterion is the standardized accuracy rate. Together with the second quality criterion of statistical coverage, it established whether decision rules become more special or more general with time.
The concepts presented and the empirical inves-tigation to measure quality and statistical cover-age allow us to determine concept drift and to monitor classification rules in time. This is a basis for developing strategies to adapt the concept change while adding or removing rule conditions.
However, the indicators are only signs. The reasons behind the changes in time are different or unknown. To understand these factors in the background, more detailed analysis and the risk manager‘s expert knowledge are needed.
References[1] Kubat, M.; Gama, J.; Utgoff, P.E., Special Issue
in Incremental Learning Systems Capable of Dealing with Concept Drift, in: Intelligent Data Analysis (IDA) Journal, vol. 8, No. 3. 2004.
[2] Scholz, M.; Klinkenberg, R., An Ensemble Classifi er for Drifting Concepts, in: Gama, J.; Aguilar-Ruiz, J.S. (ed.), Proceedings of the 2nd International Workshop on Knowledge Discov-ery in Data Streams, pp. 53 ff. (ECML/PKDD 05 16th European Conference on Machine Learning (ECML) and 9th European Conference on Prin-ciples and Practice of Knowledge Discovery in Databases (PKDD), 2005.
[3] Dübon, K., Maschinelle Lernverfahren zur Behandlung von Bonitätsrisiken, DUV Wiesba-den,1999.
[4] Brodley, C.E.; Rissland, E.L., Measuring con-cept change, in: Training Issues in Incremental Learning papers from the 1993 spring sympo-sium AAI, 1993.
[5] De Raedt, L., Interactive Theory Revision, Aca-demic Press, London, 1992.
[6] Kolter, J.Z.; Maloof, M.A., Using Additive Expert Ensembles to Cope with Concept Drift, in: Pro-ceedings of the 22nd International Conference ON Machine Learning (ICML-2005), ACM Press NY, pp. 449 ff, 2005.
[7] Scholz, M., Knowledge Based Sampling for Subgroups Discovery, in: Morik, K.; Boulicaut, J.F.; Siebes, A. (ed), Local Pattern Detection, vol. LNAI 3539 of Lecture Notes in Artifi cial Intel-ligence, Springer, pp. 171 ff, 2005.
[8] Wang, H.; Fan, W.; Yu, P.S.; Han, J., Mining Concept Drifting Data Streams using Ensemble Classifi ers, in: Getoor, L.; Senator, T.E.; Domin-gos, P.; Faloutsos, C. (ed), Proceedings of the 9th ACM SIGKDD International Conference on Knowledge Discovery and Data Mining (KDD 03), ACM NY, pp. 226 ff., 2003.
Fig. 5: Illustration of the quality in time of individual rules
Prof. Dr. Karl Dübonlehrt an der Fakultät für Infor-matik und Wirtschaftsinforma-tik der Hochschule Karlsruhe – Technik und Wirtschaft. Seine Forschungsschwerpunkte sind Integrierte betriebliche Syste-me und Geschäftsprozesse.
Infor
matik
29
Cosima Schmauch
Automatische Generierung von pädagogischen Agenten aus Ontologien
Experiences with the self-study of e-learning courses show that learners need special support. Pedagogical agents were developed to accompany learners during their studies and to account for knowledge acquisition. They perform the role of teachers and help the learners to work through the content. Learners prefer to talk to the pedagogical agents in a natural language, thus characterising them as chat bots. AIML (Artificial Intelligence Mark-up Language) is a simple but very effective language to express the knowledge of a chat bot. Unfortu-nately, the sentences expressed in AIML build an unstructured set which is cumbersome to develop. Formal definitions of concepts or ontologies may help to automatically create knowledge bases expressed in AIML.
EinführungUnterstützt durch die Verbreitung der Lernplatt-formen für webbasiertes und damit elektroni-sches Lernen haben auch die intelligenten tuto-riellen Systeme der 80er-Jahre neues Interesse auf sich gezogen. In Form von pädagogischen Agenten werden heute elektronisch dargebotene Lehrveranstaltungen didaktisch aufgewertet, um so die durch isoliertes Selbststudium hervor-gerufenen Nachteile zu beseitigen. Fehlender Kontakt zu Lehrenden sowie Mitschülern und -schülerinnen wirkt sich hinderlich auf den Wis-senserwerb aus und schwächt die Motivation [1]. Gerade theoretisch ausgerichtete Lehrveran-staltungen aus dem wissenschaftlichen Bereich erfordern eine hohe Konzentration von Seiten der Lernenden sowie zusätzliche Unterweisun-gen durch Lehrende, die durch eine rein textliche Darstellung die Erkenntnis unzureichend fördern. Zudem werden rein formal wissenschaftliche Texte den Möglichkeiten und Fähigkeiten mul-timedialer Systeme nicht gerecht; sie schöpfen deren Potenzial zur Wissensvermittlung nicht aus.
Avatare als Vorbilder für pädagogische AgentenPädagogische Agenten sollen diesen Mangel beheben, indem sie die Rolle eines Lehrenden, Ratgebers oder Experten annehmen und als sol-cher mit einem menschlichen Antlitz ausgestattet sind [2, 3, 4, 7]. Durch die anthropomorphe Gestaltung der künstlichen Partner und Partne-rinnen finden die zwei in der Literatur diskutier-ten Aspekte des Lernens Berücksichtigung. Dies sind zum einen der soziale Aspekt, der die Lern-umgebung und die Lernbedingungen betrifft, und zum anderen der kognitive Aspekt, der sich auf die Wissensvermittlung bezieht [1]. Hinsichtlich des sozialen Aspekts dienen hierfür als Vorbild vornehmlich die „Avatare“, grafische Stellver-treter und Stellvertreterinnen von Personen, die vermehrt als Kundenberater und -beraterinnen auf kommerziellen Websites zu finden sind und die Gespräche mehr oder minder erfolgreich in natürlicher Sprache führen.
Abbildung 1 zeigt Aisa – die Artificial Intelligence Service Agentin – auf der Website der Firma smart in einem Gespräch mit der Autorin.
Wie man in Abbildung 2 sieht, hat Aisa die gestellte Frage, die sich auf den vorangange-nen Erfolg der Firma bezieht, nicht verstanden – kein Wunder, die automatische Verarbeitung natürlicher Sprachen ist ein hochkomplexes, seit Jahrzehnten von Forschern und Forscherin-nen der Computerlinguistik und der Künstlichen Intelligenz bearbeitetes Thema. Es rückt aber durch die Avatare und pädagogischen Agenten in den Fokus einer breiteren Gemeinschaft von Entwicklern und Entwicklerinnen.
Kompetenzen von pädagogischen AgentenÜber die Sprachkompetenz von Avataren hinaus werden an pädagogische Agenten weitere Erwar-tungen gestellt, nämlich die fachliche Kompetenz und eventuell auch eine didaktische, auf die aber an dieser Stelle nicht weiter eingegangen wird.
Abb. 1: Aisa auf der Website von smart
Abb. 2: Aisa hat die Frage nicht verstanden
Infor
matik
30
Pädagogische Agenten kommunizieren mit den Lernenden über fachliche Inhalte. Sie haben laut Bendel [2] neben weiteren Funktionen eine Infor-mationsfunktion, indem sie auf Nachfrage der Lernenden die Definition von Begriffen, zusätz-liche Erklärungen und Beispiele zu dargestellten Sachverhalten sowie Tipps und Hinweise zur Lösung von Aufgaben geben. Dazu ist es nicht nur hilfreich, dass sie den Inhalt einer natürlich-sprachigen Anfrage von Lernenden „verstehen“, sie müssen auch Wissen zum Fach besitzen.
Menschen sprechen und verstehen eine Spra-che, weil sie die Bedeutung der Sätze kennen, zumindest meistens, d. h. sie wenden bei einem Gespräch ihr Allgemein- oder Spezialwissen an. Hier zeigt sich eine Synergie – Sprachverstehen basiert auf Wissen, die wir zur Realisierung der pädagogischen Agenten verwenden können.
Analyse natürlicher Sprachen Das vermehrte Interesse an der Verarbeitung natürlicher Sprachen hat dazu geführt, einfache Methoden zur Analyse von natürlichsprachigen Sätzen zu entwickeln, im Gegensatz zu den ambi-tionierten Techniken aus der Computerlinguistik, die der Kenntnis von Syntax und Semantik der Sprachen unterliegen. Ein Beispiel für diese einfachen Methoden sind die A.L.I.C.E.-Bots [5].
Abbildung 3 zeigt eine A.L.I.C.E.-Bot und Abbil-dung 4 einen Ausschnitt aus einem mit ihr geführten Dialog.
Die A.L.I.C.E.-Bots bestehen aus einem Pro-gramm, einem sogenannten Interpreter, der die Eingaben des Benutzers oder der Benutzerin liest, interpretiert und darauf mit einer Antwort in Form einer Feststellung oder Frage reagiert.
Die Eingabe/Ausgabe-Paare sind in der Sprache AIML (Artificial Intelligence Mark-up Language) verfasst und in einer Textdatei hinterlegt. Sie stellen die Wissensbasis eines A.L.I.C.E.-Bots dar.
Leider ist dies eine für den Menschen unüber-sichtliche Menge von sogenannten Kategorien. Dazu trägt zum einen die Größe bei – eine gebildete mechanische Gesprächspartnerin wird auf mindestens 20 000 Kategorien zurückgrei-fen. Zum zweiten ist der Aufbau der Kategorien für Menschen ohne Informatikkenntnisse nur schwer verständlich.
Denn Kategorien sind nicht einfach „Frage“ und „Antwort“:
Eine Frage, auch mit pattern bezeichnet, kann so genannte Wildcards (*) enthalten. Diese können beliebige Texte ersetzen. Der Interpreter fi ndet also die Eingabesät-ze nicht exakt vor, sondern nur als Muster, sodass viele ähnliche Sätze auf dasselbe Muster abgebildet und beantwortet werden können. Raten Sie, welche Sätze mit dem folgenden pattern in Übereinstimmung ge-bracht werden können:
<pattern>WHY DO YOU THINK *</pattern>
und wie die Antwort von ALICE lautet. Sie können sie in Abbildung 4 fi nden.
Eine Antwort, auch mit template bezeich-net, kann Sätze, aber auch kleine Pro-grammstücke enthalten, die in Abhängig-keit von Variablenwerten einen Ausgabe-text produzieren.
Offensichtlich ist die Verfassung einer Wissens-basis eines A.L.I.C.E.-Bot nicht einfach und eine maschinelle Unterstützung äußerst wünschens-wert.
Ontologien als WissensbasenAus der künstlichen Intelligenz und dem Bereich der wissensbasierten Systeme sind Techniken der Wissensrepräsentation bekannt, wie bei-spielsweise die Ontologien. Diese dienen dazu, Wissen in Form von Konzepten, also Wörtern mit ihrer Bedeutung, zu beschreiben. Die Bedeutung wird durch andere Konzepte ausgedrückt, die mit ersteren in Beziehung stehen oder dessen Eigenschaften bilden.
Ontologien sind stark strukturiert, und dafür ste-hen einige mächtige Ausdrucksmittel zur Verfü-gung: Klassen zur Beschreibung von Konzepten, ObjectProperties zur Beschreibung von Bezie-hungen, DatatypeProperties zur Beschreibung von Eigenschaften und Generalisierung/Spezia-lisierung zur Beschreibung von Vererbungshier-archien. Abbildung 5 zeigt das Konzept „Seman-tisches Netz“ in Form einer Klasse. Sie ist eine
Abb. 3: ALICE, die Gewinnerin des Loebner-Preises 2004
Abb. 4: ALICE macht Smalltalk

Infor
matik
31
Spezialisierung von „Gerichteter beschrifteter Graph“ und besitzt die Eigenschaft „Zweck“ sowie die zwei Beziehungen mit dem Namen „Hat-Teil“.
Mangelhaft sind jedoch bis heute die Abfra-gemöglichkeiten von Ontologien. Ähnlich wie bei Datenbanken versucht man formale Abfra-gesprachen zu entwickeln. Eine von diesen ist SPARQL, eine an SQL angelehnte Abfragespra-che, die jedoch wie SQL selbst nicht von Laien verwendet werden kann.
Ontologien + AIMLWunsch ist es auch, dass sich pädagogische Agenten in natürlicher Sprache befragen lassen. Und hier kommen nun wieder die A.L.I.C.E.-Bots ins Spiel, denn diese kommunizieren in natür-licher Sprache. Die Synergie der beiden Tech-nologien, AIML und Ontologien, könnte darin bestehen, eine Ontologie in eine Menge von AIML-Kategorien zu transformieren, vorzugswei-se maschinell. Die daraus entstehenden Kate-gorien enthalten in den pattern Fragen zu den Klassen, deren Eigenschaften und Beziehungen und stellen in den templates Antworten bereit, die aus Eigenschaftswerten und Beziehungs-
objekten gebildet werden – wie beispielhaft in Abbildung 6 dargestellt.
Für die grundlegenden Konstrukte, die zur Beschreibung von Ontologien verwendet wer-den, ist eine Abbildung in AIML-Kategorien schnell gefunden. Da dies jedoch nicht sehr ertragreich ist, muss man die Beziehungen zwi-schen den Konzepten betrachten: die Beschrif-tung der Kanten.
Benennung von Beziehungen in OntologienGrundsätzlich können Beziehungen beliebige Namen tragen. Zur automatischen Auswertung liefert dies jedoch keinen Beitrag, da ein Pro-gramm die Bedeutung der Namen nur kennt, wenn er in der Ontologie als Konzept vorkommt.
Bedeutung erlangen Namen (Begriffe) aber nur durch ihre Modellierung als Klassen mit Eigen-schaften und Beziehungen zu anderen Klassen. Es ist also naheliegend, alle sogenannten domä-nenspezifischen Begriffe als Klassen zu model-lieren. Die Beziehungen zwischen den Klassen tragen nur Namen aus einer Menge von Begriffen mit domänenunabhängiger, also in jedem Dis-kursbereich verwendbarer Begriffe. Dies sind die sogenannten epistemischen Primitive, wie ist-ein zur Generalisierung/Spezialisierung und hat-Teil zur Benennung der Bestandteile und das Grund-vokabular einer Sprache. Dazu zählen Wörter wie Agent, Objekt, Ort, Mittel, Grund, Ursache, Bedin-gung, Voraussetzung, Zeitpunkt, Zeitraum. Zu diesen lassen sich – wie in Abbildung 7 gezeigt – Fragen, also pattern, und die passenden Ant-worten aus den Klassen formulieren.
Ergänzt man bestimmte Konzepte durch Ver-ben, so lassen sich auch elegante Antworten generieren.
Abb. 5: Eine Klasse zu dem Begriff „Semantisches Netz“
Abb. 6: Die Abbildung der Klasse auf AIML-Kategorien
Abb. 7: Die Abbildung der Klasse auf eine weitere Kategorie
Infor
matik
32
ImplementierungZur Implementierung gibt es zwei Ansätze:
1. Pattern werden in beiden Ansätzen – wie oben erläutert – aus den Bezeichnungen der Konzepte, deren Beziehungen und Eigenschaften generiert. Die templates werden im ersten Ansatz vollständig aus den dazugehörigen Werten generiert. Für jedes Konzept, dessen Eigenschaften und Beziehungen entstehen also Kategorien, die in eine Textdatei abgelegt werden.
2. Statt den Text des template zu generie-ren, wird in das template eine formale Anfrage an die Ontologie, beispielweise mit SPARGL, formuliert. Diese wird im Dialog ausgeführt und liefert den Text für die Antwort zurück. Coursey hat einen solchen Ansatz mit der am MCC / USA entwickelten Wissensbasis OpenCyc, die in der Sprache CycL geschrieben ist, implementiert [6].
AusblickDer in diesem Beitrag beschriebene Ansatz zur Realisierung pädagogischer Agenten auf der Basis von Ontologien und der Sprache AIML lässt sich auch auf andere Anwendungsberei-che übertragen. Denkbar sind insbesondere natürlichsprachige Abfragen von Datenbanken, wodurch Laien der einfache Umgang mit öffent-lich zugänglichen Datenbanken gestattet würde. Hierzu werden aus den Datenbankformaten die AIML-pattern generiert; die templates bestehen dann aus den formalen Anfragen. Legt man auch den Suchmaschinen Ontologien zugrunde, so können auch sie auf diese Weise mit einem natürlichsprachigen Zugang versehen werden.
Literatur[1] Domagk, Steffi ; Niegemann, Helmut M., The
Effect of Pedagogical Agents on Students’ Moti-vation and Learning Outcomes, Interner Bericht der Universität Erfurt.
[2] Bendel, Oliver, Merkmale, Ziele und Funktionen pädagogischer Agenten, in: Bekavac, Bernard; Herget, Josef; Rittberger, Marc (Hg.), Informa-tionen zwischen Kultur und Marktwirtschaft, Proceedings des 9. Internationalen Symposiums für Informationswissenschaft (ISI 2004), Chur, 6.-8.Oktober 2004, S. 213-226.
[3] Roda, Claudia; Angehrn, Albert; Nabeth, Thierry, Conversational Agents for Advanced Learning: Applications and Research, in: Proceedings BotShow 2001, Paris, 14. Juni 2001.
[4] Strzebkowski, Robert, Selbständiges Lernen mit Multimedia in der Berufsausbildung - Mediendi-daktische Gestaltungsaspekte interaktiver Lern-systeme, Dissertation, Freie Universität Berlin, 2001.
[5] Website der A.L.I.C.E-Bots: http://www.alicbot.org.
[6] Coursey, Kino, Living in CyN: Mating AIML and Cyc together with Program N, Interner Bericht, Daxtron Laboratories, Inc., Januar 2004.
[7] Johnson, W. Lewis, Pedagogical Agents in Virtual Learning Environments, Proceedings of the International Conference on Computers in Education, 1995, S. 41-48.
Prof. Dr. Cosima Schmauch unterrichtet in der Fakultät für Informatik und Wirtschaftsin-formatik die Fächer Verteilte Systeme und Wissensbasierte Systeme. Ihre Forschungs-schwerpunkte setzt sie in den Bereichen Intelligente Software-Agenten, Adaptive Lernsysteme und Beschrei-bungssprachen für E-Learn-ing-Materialien.

Infor
matik
33
Gieta Dewal, Mathias Reichardt und Britta Nestler
Mikrostrukturen in geologischen Materialien: Kornstrukturen und Riss-versiegelungsprozesse
In geological material, cracks are formed because of natural reasons such as earthquakes, erosion pressure etc. Liquid supersaturated with minerals fills the crack, sealing it. This process takes place over many decades. Numerical models are used to investigate this naturally-occurring process. In this paper, we introduce our model and present some of the results obtained using the microstructure simulation software Pace3D.
EinleitungIn der Natur bilden sich beispielsweise durch Erdbeben, Erosion oder Druck Risse in Gestei-nen. Im Laufe der Zeit werden diese Risse mit Wasser und Mineralien gefüllt, die sich in Form kleiner Kristallkörner anlagern. Die Körner begin-nen zu wachsen, wobei es zwei verschiedene Möglichkeiten gibt: Wenn die Kristalle keine bevorzugte Wachstumsorientierung haben, son-dern in alle Richtungen gleich stark wachsen (isotropes Wachstum), werden sie kugelförmig. Gibt es aber bevorzugte Wachstumsrichtungen (anisotropes Wachstum), so können sich ver-schiedene Kristallformen ausbilden. In solchen Situationen werden sich Körner mit einer günsti-geren Orientierung gegenüber Körnern mit einer ungünstigeren durchsetzen, weil sie schneller wachsen und die anderen dadurch verdrängen.
Rissversiegelung von Gesteinen ist ein Prozess, der Jahrzehnte oder sogar Jahrhunderte dauert. Um diesen zu veranschaulichen, werden Simu-lationen durchgeführt, die die Realität möglichst genau nachbilden und helfen den Prozess zu verstehen und zu beobachten. Dabei werden zu Beginn verschiedene Annahmen – beispiels-weise zur bevorzugten Wachstumsrichtung und zu den Anfangsbedingungen – gemacht, und anschließend wird das Ergebnis mit real existie-renden und untersuchten Gesteinsproben ver-glichen. Numerische Simulationen sollen einen Beitrag zum besseren Verständnis geologischer Ereignisse der Erdgeschichte liefern sowie ver-gangene und zukünftige Phänomene in geologi-schen Materialien besser vorhersagen.
MethodenEinstellungen für den Rissversiegelungspro-zess:
Für den Rissversiegelungsprozess werden ver-schiedene Einstellungen in mehreren Schritten erarbeitet und mit Hilfe der Software simuliert. Als Erstes wird die Modellierung des Rissprofils vorgenommen, das die Gesteinsformation nach-bildet. Dabei werden zum einen gleichmäßige geometrische Wände benutzt, bei denen der Risswinkel kleiner, gleich oder größer als 90° ist, sowie Zufallswandprofile, bei denen zwar eine Amplitude vorgegeben ist, nicht aber die Geometrie in Form von vorgegebenen Risswin-keln. Damit die Vergleichbarkeit der Simula-tionen gewährleistet ist, wird für Simulationen einer Versuchsreihe ein Startzustand generiert, der über verschiedene Rechnungen hinweg als Startkonfiguration verwendet wird.
Das Aufreißen des Gesteins z. B. durch ein Erdbeben oder hohen Druck wird mit Hilfe einer oberen und unteren Begrenzung nachgebildet, die sich im Laufe der Simulation immer weiter voneinander entfernen. Die Spaltbildung wird also durch eine vertikale Verschiebung der unte-ren Barriere dargestellt. Der entstehende Zwi-schenraum füllt sich mit mineralischer Flüssig-keit, die eine entscheidende Rolle bei der Versie-gelung des Risses spielt, da ein Kornwachstum nur möglich ist, wenn Mineralien vorhanden sind. Das Kornwachstum im Modell beginnt an der oberen Begrenzung, durch zufällig eingestreute Körner. Der Spalt wird in manchen Simulationen komplett von den wachsenden Kristallen ver-schlossen, bevor das Gestein wieder aufreißt; in anderen Simulationen wiederum ist die Versie-gelung nicht vollständig abgeschlossen, wenn sich durch ein weiteres externes Ereignis der Riss vergrößert. In weiteren Simulationen wird ein einmaliges, weites Aufreißen mit anschlie-ßendem Kornwachstum verwendet und mit den Simulationen verglichen, bei denen andere Aus-gangsvoraussetzungen vorgegeben sind.
Bei den Simulationen werden verschiedene Para-meter verändert. Dazu gehören die Rissgröße, der Rissöffnungsprozess – d. h. die Bewegung in vertikaler und/oder horizontaler Richtung –, eine
Abb. 1: Beispiel einer Gesteinsprobe (links, Bild wurde uns freund-licher Weise von C. Hilger, RWTH Aachen, zur Verfügung gesellt) und einer zweidimensionalen Simulation mit zufälliger Risskante (rechts)
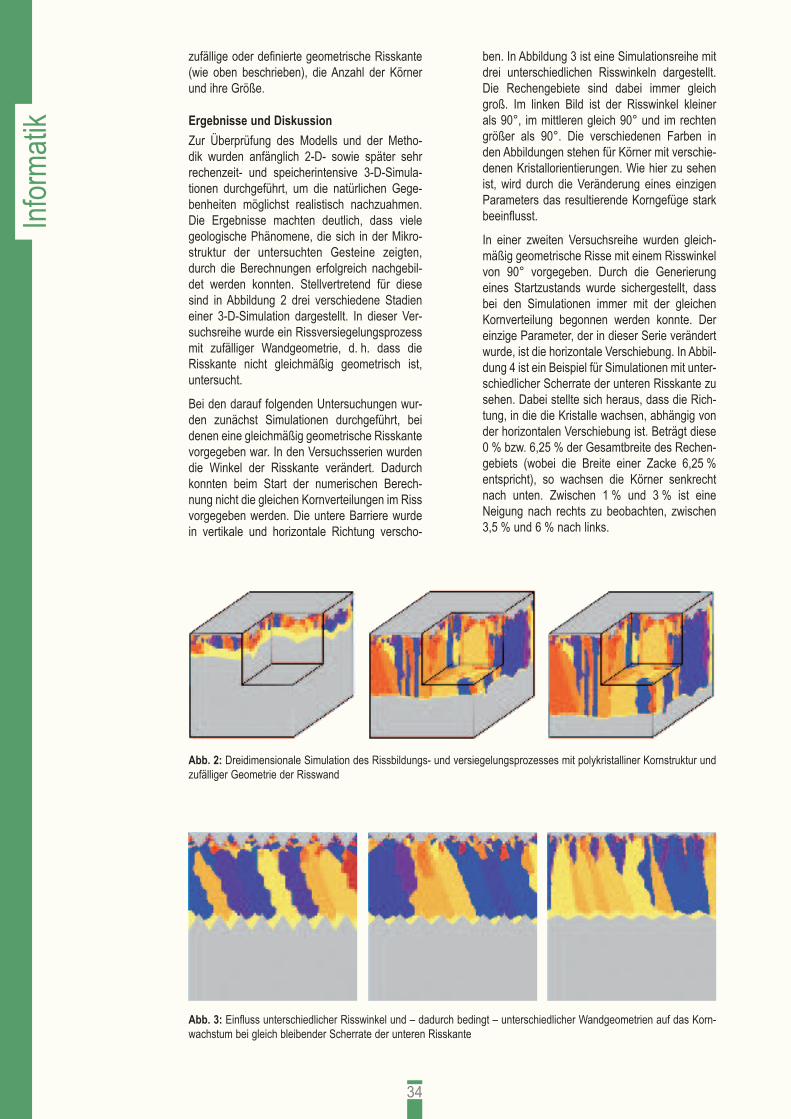
Infor
matik
34
zufällige oder definierte geometrische Risskante (wie oben beschrieben), die Anzahl der Körner und ihre Größe.
Ergebnisse und DiskussionZur Überprüfung des Modells und der Metho-dik wurden anfänglich 2-D- sowie später sehr rechenzeit- und speicherintensive 3-D-Simula-tionen durchgeführt, um die natürlichen Gege-benheiten möglichst realistisch nachzuahmen. Die Ergebnisse machten deutlich, dass viele geologische Phänomene, die sich in der Mikro-struktur der untersuchten Gesteine zeigten, durch die Berechnungen erfolgreich nachgebil-det werden konnten. Stellvertretend für diese sind in Abbildung 2 drei verschiedene Stadien einer 3-D-Simulation dargestellt. In dieser Ver-suchsreihe wurde ein Rissversiegelungsprozess mit zufälliger Wandgeometrie, d. h. dass die Risskante nicht gleichmäßig geometrisch ist, untersucht.
Bei den darauf folgenden Untersuchungen wur-den zunächst Simulationen durchgeführt, bei denen eine gleichmäßig geometrische Risskante vorgegeben war. In den Versuchsserien wurden die Winkel der Risskante verändert. Dadurch konnten beim Start der numerischen Berech-nung nicht die gleichen Kornverteilungen im Riss vorgegeben werden. Die untere Barriere wurde in vertikale und horizontale Richtung verscho-
ben. In Abbildung 3 ist eine Simulationsreihe mit drei unterschiedlichen Risswinkeln dargestellt. Die Rechengebiete sind dabei immer gleich groß. Im linken Bild ist der Risswinkel kleiner als 90°, im mittleren gleich 90° und im rechten größer als 90°. Die verschiedenen Farben in den Abbildungen stehen für Körner mit verschie-denen Kristallorientierungen. Wie hier zu sehen ist, wird durch die Veränderung eines einzigen Parameters das resultierende Korngefüge stark beeinflusst.
In einer zweiten Versuchsreihe wurden gleich-mäßig geometrische Risse mit einem Risswinkel von 90° vorgegeben. Durch die Generierung eines Startzustands wurde sichergestellt, dass bei den Simulationen immer mit der gleichen Kornverteilung begonnen werden konnte. Der einzige Parameter, der in dieser Serie verändert wurde, ist die horizontale Verschiebung. In Abbil-dung 4 ist ein Beispiel für Simulationen mit unter-schiedlicher Scherrate der unteren Risskante zu sehen. Dabei stellte sich heraus, dass die Rich-tung, in die die Kristalle wachsen, abhängig von der horizontalen Verschiebung ist. Beträgt diese 0 % bzw. 6,25 % der Gesamtbreite des Rechen-gebiets (wobei die Breite einer Zacke 6,25 % entspricht), so wachsen die Körner senkrecht nach unten. Zwischen 1 % und 3 % ist eine Neigung nach rechts zu beobachten, zwischen 3,5 % und 6 % nach links.
Abb. 2: Dreidimensionale Simulation des Rissbildungs- und versiegelungsprozesses mit polykristalliner Kornstruktur und zufälliger Geometrie der Risswand
Abb. 3: Einfluss unterschiedlicher Risswinkel und – dadurch bedingt – unterschiedlicher Wandgeometrien auf das Korn-wachstum bei gleich bleibender Scherrate der unteren Risskante
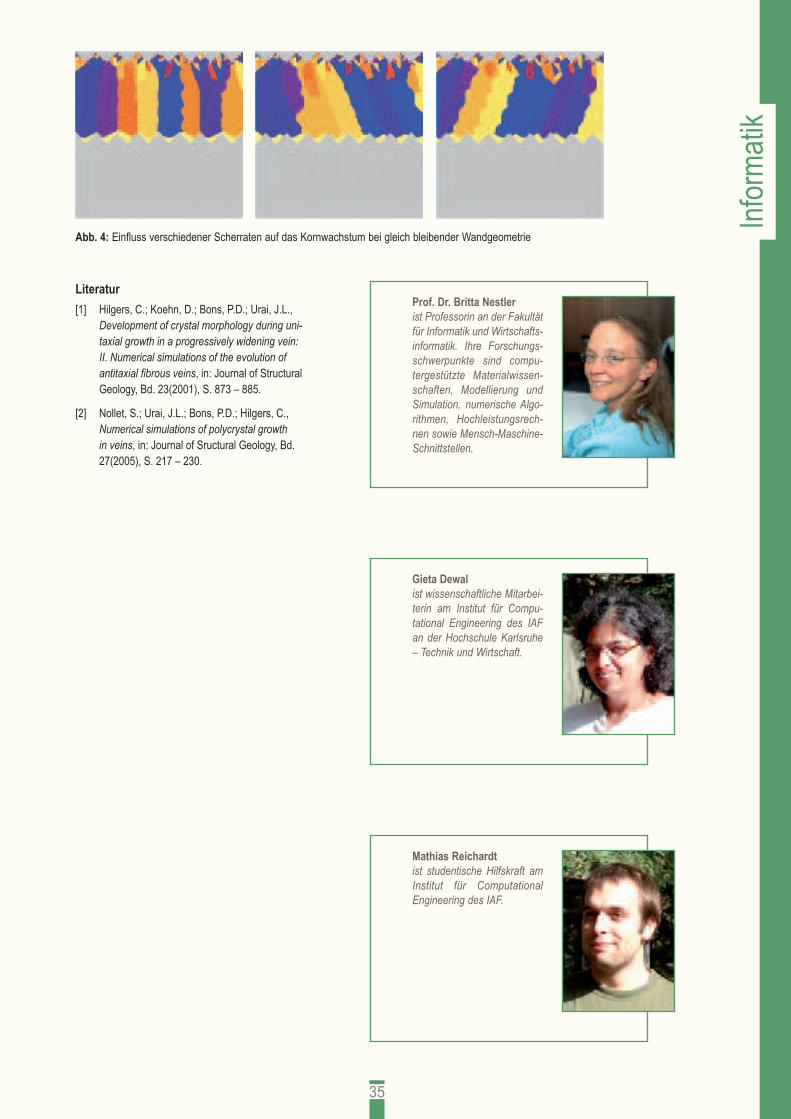
Infor
matik
35
Literatur[1] Hilgers, C.; Koehn, D.; Bons, P.D.; Urai, J.L.,
Development of crystal morphology during uni-taxial growth in a progressively widening vein: II. Numerical simulations of the evolution of antitaxial fi brous veins, in: Journal of Structural Geology, Bd. 23(2001), S. 873 – 885.
[2] Nollet, S.; Urai, J.L.; Bons, P.D.; Hilgers, C., Numerical simulations of polycrystal growth in veins, in: Journal of Sructural Geology, Bd. 27(2005), S. 217 – 230.
Mathias Reichardt ist studentische Hilfskraft am Institut für Computational Engineering des IAF.
Prof. Dr. Britta Nestler ist Professorin an der Fakultät für Informatik und Wirtschafts-informatik. Ihre Forschungs-schwerpunkte sind compu-tergestützte Materialwissen-schaften, Modellierung und Simulation, numerische Algo-rithmen, Hochleistungsrech-nen sowie Mensch-Maschine-Schnittstellen.
Gieta Dewal ist wissenschaftliche Mitarbei-terin am Institut für Compu-tational Engineering des IAF an der Hochschule Karlsruhe – Technik und Wirtschaft.
Abb. 4: Einfluss verschiedener Scherraten auf das Kornwachstum bei gleich bleibender Wandgeometrie

Bau/G
eoma
tik/U
mwelt
techn
ik
36
Julia Süßmuth und Andreas Gerdes
Einsatz computerchemischer Methoden in der Bauchemie
Worldwide, concrete is the most commonly used material in civil engineering. Usually Portland cement, water, aggregates, and different chemical admixtures are mixed to produce concrete. During the production process, complex chemical reactions take place which lead to the formation of hardened cement paste (HCP), which glues the aggregates to the composite material concrete. The major component of HCP is the so-called CSH-gel. Unlike the morphology of CSH-gel, its chemical composition and the development of its structure, the chemical properties of CSH-gel have not been adequately described. However, knowledge of the chemical characteristics is necessary to predict performance and durability of cementitious materials, e.g. the interac-tions between the compounds of the HCP and reactive chemical compounds. This is important because increasingly civil engineering projects need tailor-made concrete mixtures with well-defined performance. For this purpose, so-called construction chemicals must be used as an admixture. Construction chemicals are used in an attempt to channel the reactions at the molecular level in a designated direction. Better information about chemical behavior would guide decisions about the application of additives or provide an opportunity to improve additives. This paper discusses the correlation between the atomic structure and the observable behavior of alkyltriethoxysilanes, which are used for the water-repellent treatment of concrete structures. The CSH-phases clearly participate in the polycondensation reaction and are not an inert matrix. A serious problem is the complexity of the hydrate phases, whose structure at the molecular level and dependency on some mechanical properties is still not completely clarified. A new approach to explore the chemical properties is the inverse analysis of well-known reactions using of molecular modeling and computational chemistry.
EinführungDer wichtigste Werkstoff im Bauwesen ist Beton, der im Wesentlichen durch Mischen von Portlandzement mit Wasser und der Gesteins-körnung hergestellt wird. Bei der Umsetzung mit Wasser entsteht der komplex zusammen-gesetzte Zementstein, der die Gesteinskör-nung zum Kompositwerkstoff Beton „verleimt“. Zementstein wiederum baut sich aus einzel-nen Hydratphasen auf, wobei das CSH-Gel anteilsmäßig die größte Bedeutung hat. Ein großes, bislang ungelöstes Problem in den Bauwissenschaften besteht darin, dass längst nicht alle chemischen Eigenschaften der CSH-Phasen aufgeklärt sind. Durch den Einsatz bauchemischer Additive wird zwar versucht, das Verhalten in der gewünschten Art und Weise zu beeinflussen, die Vorgehensweise basiert aber auf empirischen Ergebnissen und praktischen Erfahrungen. Dadurch ist die Entwicklung neuer Produkte und Systeme sehr aufwändig und in der Praxis treten immer wieder Probleme auf, die erhebliche Kosten nach sich ziehen. Einer gezielten Entwicklung, wie wir sie heute schon aus der Pharmazieforschung kennen, steht aber die Tatsache entgegen, dass die Hydratphasen keine inerte Matrix darstellen, sondern durchaus an chemischen Reaktionen teilnehmen. Deut-lich kann dies beim Einsatz von Alkyltriethoxy-silanen, die als Hydrophobierungsmittel für den präventiven Betonschutz fungieren, gesehen werden. Da mit analytischen und gerätetech-nologischen Methoden nur bedingt ein Einblick in die Nanostruktur des CSH-Gels und dessen chemischen Verhalten möglich ist, werden hier computerchemische Methoden angewendet,
um die Reaktionen der Silane in Anwesenheit der Hydratphasen zu untersuchen.
Was ist „Molecular Modelling“?Mit der stetig voranschreitenden Entwicklung der Computertechnologie ist es heute möglich, Moleküle mit unterschiedlicher Genauigkeit zu modellieren. Eine einfache Methode, die auf der klassischen Physik beruht und mit Feder-konstanten arbeitet, ist die Molekülmechanik. Mit ihr können sehr große Systeme beherrscht, aber nur sehr eingeschränkt Aussagen zum chemischen Verhalten gemacht werden. Dazu eignen sich wiederum die auf der Quantenme-chanik basierenden Methoden besser, die letzt-endlich auf die Schrödinger-Gleichung zurück-zuführen sind. Diese Gleichung kann nicht ana-lytisch gelöst werden, sodass zunächst zwei Näherungen eingeführt werden. Die erste ist die Born-Oppenheimer-Näherung, bei der die Kerne aufgrund ihrer sehr viel größeren Masse als stationär im Vergleich zu den sehr viel leichteren Elektronen betrachtet werden, und die andere ist die Hartree-Fock-Näherung, bei der aus einem Mehrteilchenproblem mehrere Einteilchenprob-leme gemacht werden. Je nach Bedürfnissen und Rechnerkapazitäten bzw. Molekülgrößen kommen dann verschiedene Methoden zum Ein-satz. Die Semi-Empirik verwendet experimentell ermittelte Parameter und unterscheidet zwischen den inneren Elektronen (core) und Valenzelekt-ronen. Die Dichtefunktionaltheorie berechnet die Energie eines Systems in Abhängigkeit von der Elektronendichte. Die ab-initio-Methoden verwenden nur definierte Näherungen, Gesetze der Quantenphysik und Naturkonstanten. Einmal
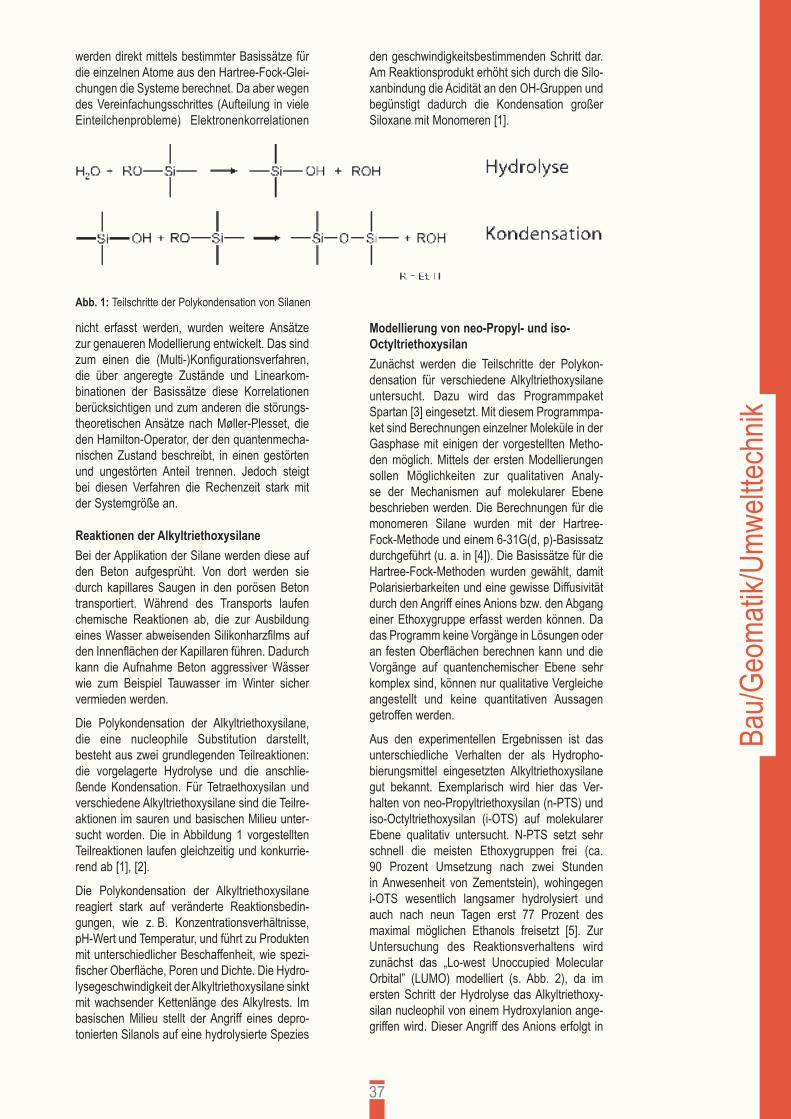
Bau/G
eoma
tik/U
mwelt
techn
ik
37
werden direkt mittels bestimmter Basissätze für die einzelnen Atome aus den Hartree-Fock-Glei-chungen die Systeme berechnet. Da aber wegen des Vereinfachungsschrittes (Aufteilung in viele Einteilchenprobleme) Elektronenkorrelationen
nicht erfasst werden, wurden weitere Ansätze zur genaueren Modellierung entwickelt. Das sind zum einen die (Multi-)Konfigurationsverfahren, die über angeregte Zustände und Linearkom-binationen der Basissätze diese Korrelationen berücksichtigen und zum anderen die störungs-theoretischen Ansätze nach Møller-Plesset, die den Hamilton-Operator, der den quantenmecha-nischen Zustand beschreibt, in einen gestörten und ungestörten Anteil trennen. Jedoch steigt bei diesen Verfahren die Rechenzeit stark mit der Systemgröße an.
Reaktionen der AlkyltriethoxysilaneBei der Applikation der Silane werden diese auf den Beton aufgesprüht. Von dort werden sie durch kapillares Saugen in den porösen Beton transportiert. Während des Transports laufen chemische Reaktionen ab, die zur Ausbildung eines Wasser abweisenden Silikonharzfilms auf den Innenflächen der Kapillaren führen. Dadurch kann die Aufnahme Beton aggressiver Wässer wie zum Beispiel Tauwasser im Winter sicher vermieden werden.
Die Polykondensation der Alkyltriethoxysilane, die eine nucleophile Substitution darstellt, besteht aus zwei grundlegenden Teilreaktionen: die vorgelagerte Hydrolyse und die anschlie-ßende Kondensation. Für Tetraethoxysilan und verschiedene Alkyltriethoxysilane sind die Teilre-aktionen im sauren und basischen Milieu unter-sucht worden. Die in Abbildung 1 vorgestellten Teilreaktionen laufen gleichzeitig und konkurrie-rend ab [1], [2].
Die Polykondensation der Alkyltriethoxysilane reagiert stark auf veränderte Reaktionsbedin-gungen, wie z. B. Konzentrationsverhältnisse, pH-Wert und Temperatur, und führt zu Produkten mit unterschiedlicher Beschaffenheit, wie spezi-fischer Oberfläche, Poren und Dichte. Die Hydro-lysegeschwindigkeit der Alkyltriethoxysilane sinkt mit wachsender Kettenlänge des Alkylrests. Im basischen Milieu stellt der Angriff eines depro-tonierten Silanols auf eine hydrolysierte Spezies
den geschwindigkeitsbestimmenden Schritt dar. Am Reaktionsprodukt erhöht sich durch die Silo-xanbindung die Acidität an den OH-Gruppen und begünstigt dadurch die Kondensation großer Siloxane mit Monomeren [1].
Modellierung von neo-Propyl- und iso-OctyltriethoxysilanZunächst werden die Teilschritte der Polykon-densation für verschiedene Alkyltriethoxysilane untersucht. Dazu wird das Programmpaket Spartan [3] eingesetzt. Mit diesem Programmpa-ket sind Berechnungen einzelner Moleküle in der Gasphase mit einigen der vorgestellten Metho-den möglich. Mittels der ersten Modellierungen sollen Möglichkeiten zur qualitativen Analy-se der Mechanismen auf molekularer Ebene beschrieben werden. Die Berechnungen für die monomeren Silane wurden mit der Hartree-Fock-Methode und einem 6-31G(d, p)-Basissatz durchgeführt (u. a. in [4]). Die Basissätze für die Hartree-Fock-Methoden wurden gewählt, damit Polarisierbarkeiten und eine gewisse Diffusivität durch den Angriff eines Anions bzw. den Abgang einer Ethoxygruppe erfasst werden können. Da das Programm keine Vorgänge in Lösungen oder an festen Oberflächen berechnen kann und die Vorgänge auf quantenchemischer Ebene sehr komplex sind, können nur qualitative Vergleiche angestellt und keine quantitativen Aussagen getroffen werden.
Aus den experimentellen Ergebnissen ist das unterschiedliche Verhalten der als Hydropho-bierungsmittel eingesetzten Alkyltriethoxysilane gut bekannt. Exemplarisch wird hier das Ver-halten von neo-Propyltriethoxysilan (n-PTS) und iso-Octyltriethoxysilan (i-OTS) auf molekularer Ebene qualitativ untersucht. N-PTS setzt sehr schnell die meisten Ethoxygruppen frei (ca. 90 Prozent Umsetzung nach zwei Stunden in Anwesenheit von Zementstein), wohingegen i-OTS wesentlich langsamer hydrolysiert und auch nach neun Tagen erst 77 Prozent des maximal möglichen Ethanols freisetzt [5]. Zur Untersuchung des Reaktionsverhaltens wird zunächst das „Lo-west Unoccupied Molecular Orbital” (LUMO) modelliert (s. Abb. 2), da im ersten Schritt der Hydrolyse das Alkyltriethoxy-silan nucleophil von einem Hydroxylanion ange-griffen wird. Dieser Angriff des Anions erfolgt in
Abb. 1: Teilschritte der Polykondensation von Silanen
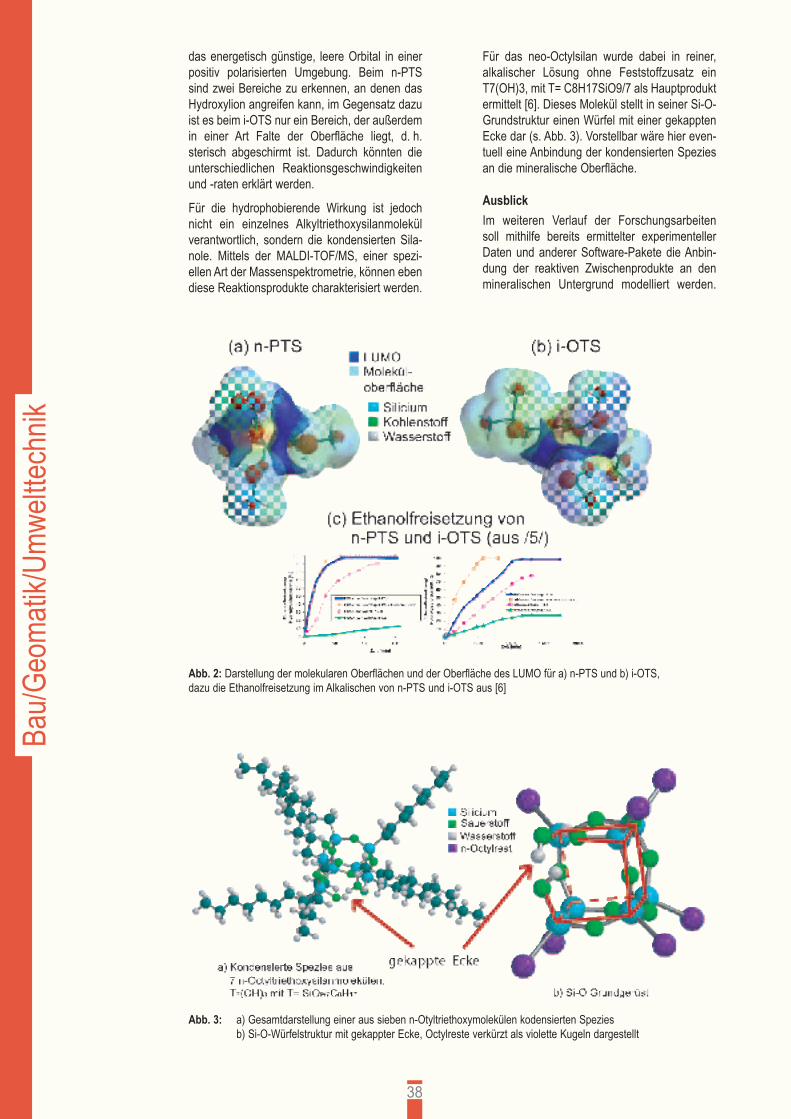
Bau/G
eoma
tik/U
mwelt
techn
ik
38
das energetisch günstige, leere Orbital in einer positiv polarisierten Umgebung. Beim n-PTS sind zwei Bereiche zu erkennen, an denen das Hydroxylion angreifen kann, im Gegensatz dazu ist es beim i-OTS nur ein Bereich, der außerdem in einer Art Falte der Oberfläche liegt, d. h. sterisch abgeschirmt ist. Dadurch könnten die unterschiedlichen Reaktionsgeschwindigkeiten und -raten erklärt werden.
Für die hydrophobierende Wirkung ist jedoch nicht ein einzelnes Alkyltriethoxysilanmolekül verantwortlich, sondern die kondensierten Sila-nole. Mittels der MALDI-TOF/MS, einer spezi-ellen Art der Massenspektrometrie, können eben diese Reaktionsprodukte charakterisiert werden.
Für das neo-Octylsilan wurde dabei in reiner, alkalischer Lösung ohne Feststoffzusatz ein T7(OH)3, mit T= C8H17SiO9/7 als Hauptprodukt ermittelt [6]. Dieses Molekül stellt in seiner Si-O-Grundstruktur einen Würfel mit einer gekappten Ecke dar (s. Abb. 3). Vorstellbar wäre hier even-tuell eine Anbindung der kondensierten Spezies an die mineralische Oberfläche.
AusblickIm weiteren Verlauf der Forschungsarbeiten soll mithilfe bereits ermittelter experimenteller Daten und anderer Software-Pakete die Anbin-dung der reaktiven Zwischenprodukte an den mineralischen Untergrund modelliert werden.
Abb. 2: Darstellung der molekularen Oberflächen und der Oberfläche des LUMO für a) n-PTS und b) i-OTS, dazu die Ethanolfreisetzung im Alkalischen von n-PTS und i-OTS aus [6]
Abb. 3: a) Gesamtdarstellung einer aus sieben n-Otyltriethoxymolekülen kodensierten Spezies b) Si-O-Würfelstruktur mit gekappter Ecke, Octylreste verkürzt als violette Kugeln dargestellt
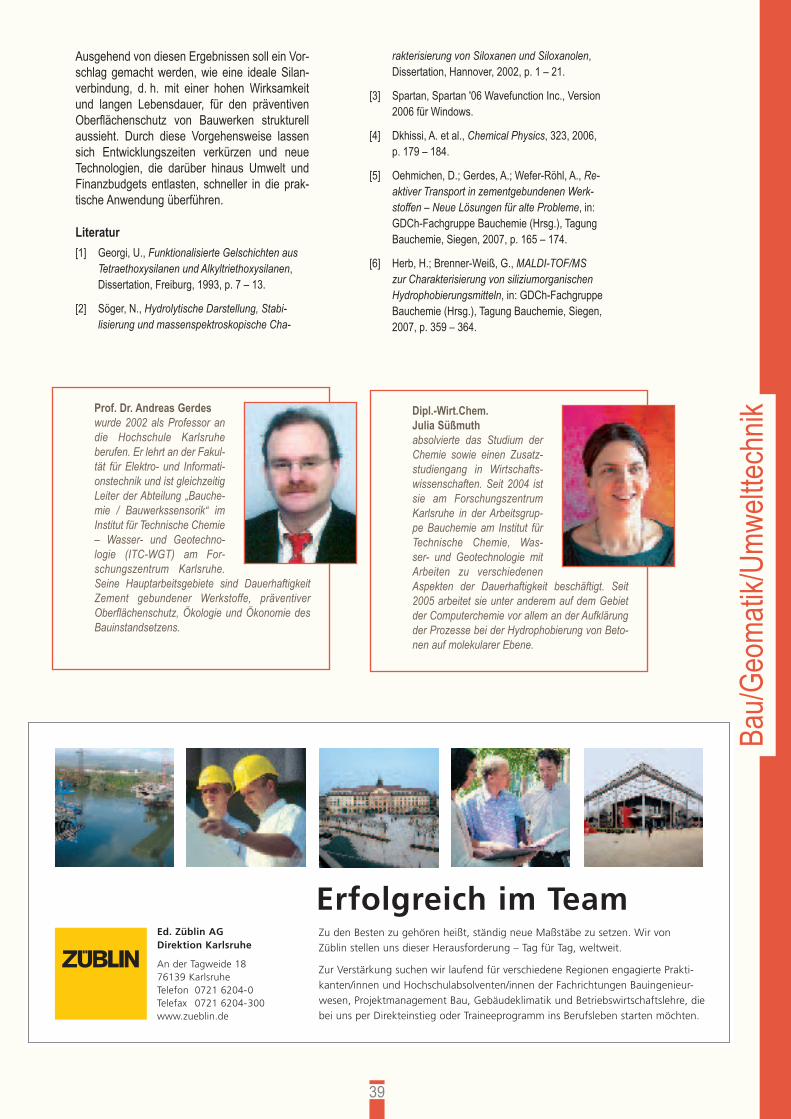
Bau/G
eoma
tik/U
mwelt
techn
ik
39
Prof. Dr. Andreas Gerdes wurde 2002 als Professor an die Hochschule Karlsruhe berufen. Er lehrt an der Fakul-tät für Elektro- und Informati-onstechnik und ist gleichzeitig Leiter der Abteilung „Bauche-mie / Bauwerkssensorik“ im Institut für Technische Chemie – Wasser- und Geotechno-logie (ITC-WGT) am For-schungszentrum Karlsruhe. Seine Hauptarbeitsgebiete sind Dauerhaftigkeit Zement gebundener Werkstoffe, präventiver Oberflächenschutz, Ökologie und Ökonomie des Bauinstandsetzens.
Dipl.-Wirt.Chem. Julia Süßmuthabsolvierte das Studium der Chemie sowie einen Zusatz-studiengang in Wirtschafts-wissenschaften. Seit 2004 ist sie am Forschungszentrum Karlsruhe in der Arbeitsgrup-pe Bauchemie am Institut für Technische Chemie, Was-ser- und Geotechnologie mit Arbeiten zu verschiedenen Aspekten der Dauerhaftigkeit beschäftigt. Seit 2005 arbeitet sie unter anderem auf dem Gebiet der Computerchemie vor allem an der Aufklärung der Prozesse bei der Hydrophobierung von Beto-nen auf molekularer Ebene.
Ausgehend von diesen Ergebnissen soll ein Vor-schlag gemacht werden, wie eine ideale Silan-verbindung, d. h. mit einer hohen Wirksamkeit und langen Lebensdauer, für den präventiven Oberflächenschutz von Bauwerken strukturell aussieht. Durch diese Vorgehensweise lassen sich Entwicklungszeiten verkürzen und neue Technologien, die darüber hinaus Umwelt und Finanzbudgets entlasten, schneller in die prak-tische Anwendung überführen.
Literatur[1] Georgi, U., Funktionalisierte Gelschichten aus
Tetraethoxysilanen und Alkyltriethoxysilanen, Dissertation, Freiburg, 1993, p. 7 – 13.
[2] Söger, N., Hydrolytische Darstellung, Stabi-lisierung und massenspektroskopische Cha-
rakterisierung von Siloxanen und Siloxanolen, Dissertation, Hannover, 2002, p. 1 – 21.
[3] Spartan, Spartan '06 Wavefunction Inc., Version 2006 für Windows.
[4] Dkhissi, A. et al., Chemical Physics, 323, 2006, p. 179 – 184.
[5] Oehmichen, D.; Gerdes, A.; Wefer-Röhl, A., Re-aktiver Transport in zementgebundenen Werk-stoffen – Neue Lösungen für alte Probleme, in: GDCh-Fachgruppe Bauchemie (Hrsg.), Tagung Bauchemie, Siegen, 2007, p. 165 – 174.
[6] Herb, H.; Brenner-Weiß, G., MALDI-TOF/MS zur Charakterisierung von siliziumorganischen Hydrophobierungsmitteln, in: GDCh-Fachgruppe Bauchemie (Hrsg.), Tagung Bauchemie, Siegen, 2007, p. 359 – 364.
Ed. Züblin AGDirektion Karlsruhe
An der Tagweide 1876139 KarlsruheTelefon 0721 6204-0Telefax 0721 6204-300www.zueblin.de
Zu den Besten zu gehören heißt, ständig neue Maßstäbe zu setzen. Wir von Züblin stellen uns dieser Herausforderung – Tag für Tag, weltweit.
Zur Verstärkung suchen wir laufend für verschiedene Regionen engagierte Prakti-kanten/innen und Hochschulabsolventen/innen der Fachrichtungen Bauingenieur-wesen, Projektmanagement Bau, Gebäudeklimatik und Betriebswirtschaftslehre, diebei uns per Direkteinstieg oder Traineeprogramm ins Berufsleben starten möchten.
Erfolgreich im Team

Bau/G
eoma
tik/U
mwelt
techn
ik
40
Frank Christoph Holtmann und Gerd Bergweiler
Organisationsablaufoptimierung in der Vorbereitung und Realisation von Hochbauten
In recent years physical structures have become increasingly complex and thus the number of project partners has risen. Consequently, interface problems have increased significantly. An organization model has been developed to address these problems. The objective is to standardize the process sequence of a construction project, of individual processes and of interdependent components, involving a building construction with a normal configuration. Partial aspects of the preparatory phase and realization phase are defined. The hierar-chical integration of the processes is allocated to different levels. A list of the processes divides the construc-tion into different levels.
1. EinleitungDurch die in den letzten Jahren immer größer werdende Komplexität baulicher Anlagen steigt die Anzahl der Projektbeteiligten und damit auch der Schnittstellenprobleme. Aufgabe des Pro-jektmanager ist es, diese Probleme, die durch die Komplexität in Planung, Projektierung, Aus-führung und Inbetriebnahme hervorgerufen wer-den, bei der Abwicklung bzw. vor der Ausführung von Bauprojekten zu lösen. Damit ein optimaler Terminablauf gewährleistet werden kann, muss die Koordination der Beteiligten bzw. bei den Bauabläufen verbessert werden. Was fehlt ist eine allgemeine Organisationsablaufstruktur in Form eines Organisationsstrukturplans / Basis-ablaufplans.
2. AllgemeinIn dieser Arbeit wird ein Organisationsablaufmo-dell entwickelt. Zielsetzung ist die Organisation des Bauprojektablaufs, d. h. die einzelnen Vor-gänge und Abhängigkeiten für einen Musterab-lauf eines Projekts im Hochbau normaler Aus-stattung zu standardisieren. Es werden Teilab-läufe der Vorbereitungs- und Realisationsphase definiert. Das Strukturmodell basiert auf der Idee der Zustandsänderungen durch Vorgänge und die verknüpften Arbeitsweisen für Planung, Pro-jektierung und Ausführung von Bauwerken. Das Konzept gliedert sich in drei Teilbereiche:
1. allgemeines Strukturorganisationsmodell für den Projektablauf in Form eines ver-netzten Balkenplans mit allen Beteiligten mit verschieden Teilabläufen für Planung und Ausführung
2. allgemeingültiges Bauablauforganisations-modell als Teilablauf mit seinen verschie-denen Ebenen und Zuordnungen (Bauteil, Vorgang, Teilvorgang)
3. Umsetzung des Strukturorganisationsmo-dells in einen Basisablaufplan (Balkennetz-plan) für die bauliche Praxis
3. AufbauDie Planung eines Bauwerks als Gesamtes muss aufgrund der hohen Komplexität der zu bauenden Struktur und wegen der Vielfalt der damit verbundenen Tätigkeiten in Ebenen erfol-gen. Vorgänge gleicher Hierarchie werden einer Ebene zugeordnet. Durch die hohe Komplexität der Bauprojekte muss aber eine Unterteilung der Tätigkeiten durchgeführt werden. Im Modell werden diese Veränderungen des Bauprojekts bzw. Bauwerks durch verschiedene Ebenen detailliert dargestellt. Jede Stufe der Detaillie-rung bringt einen Zuwachs an Beziehungen und Abhängigkeiten mit sich. Mit Blick auf ein Strukturmodell soll die Abfolge der Vorgänge und Teilvorgänge durch gezielte und gewollte Abhängigkeiten im Rahmen des Bauprojekts optimiert und standardisiert werden. Das allge-meine Organisationsstrukturmodell besteht aus folgenden Bereichen:
Bauwerksstruktur: Es sind verschiedene Glie-derungsmöglichkeiten – beispielsweise eine räumliche Unterteilung – denkbar.Projektbeteiligte: Sämtliche am Bauwerk betei-ligten Personen wie Fachplaner, Behörden, ausführende Firmen etc. werden im Modell berücksichtigt.Umgebung: Die Einwirkungen der Umgebung auf ein Bauprojekt können verschiedene, näm-lich betriebliche, rechtliche, organisatorische, physikalische oder technische Gründe haben; das Erkennen dieser Rahmenbedingungen ist ein wichtiger Faktor für die erfolgreiche Realisie-rung eines Bauprojekts. Ablauf: Die zeitliche Gliederung (horizontale Achse) bildet sich wie folgt ab:
1. Vorbereitung (Leistungsphase 1)2. Projektierung (Leistungsphasen 2 – 5)3. Ausführung (Leistungsphasen 6 – 9)4. Inbetriebnahme (Abnahme)
4. ProjektablaufmodellDer Strukturprojektablauf wird in verschiedene Teilabläufe gegliedert. In den verschiedenen

Bau/G
eoma
tik/U
mwelt
techn
ik
41
Abschnitten treten sich immer wiederholende, gleichartige Abläufe auf. Diese Teilaspekte wer-den einzeln betrachtet und dienen der Stan-dardisierung von Abläufen. Im Strukturablauf werden folgende Teilabläufe betrachtet:
Bauherrenzeit für Entscheidungen Der Bauprojektorganisationsablauf wird entschei-dend vom Bauherrn und seinen Entscheidungen beeinflusst. In Terminplänen wird der Zeitfaktor der Entscheidungen des Bauherrn oft vergessen und nicht berücksichtigt. Der Bauherr erkennt oft nicht in vollem Umfang die Tragweite sei-ner Entscheidungen bzw. welche Auswirkungen Zeitpunkt und Dauer einer Entscheidung haben. Um die Dauer der Bauherrenentscheidungen sinnvoll zu bemessen, ist ein von Auftraggeber und Gesamtprojektleiter gemeinsam erarbeiteter Ablauf ein sinnvolles Mittel. Um Genehmigungen zu erlangen, ist es notwendig dem Bauherrn rechtzeitig die Informationen vorzulegen.
Abstimmungszeit, Gesamtprojektleitung und BauherrDer Bauherr arbeitet bei der Abwicklung sehr eng mit dem Gesamtprojektleiter zusammen. Der Aspekt der Zusammenarbeit zwischen Projektie-renden und den Unternehmern auf der einen und Bauherr auf der anderen Seite wird im Organi-sationsprojektablauf berücksichtigt. Die wesent-lichen Entscheidungen werden gemeinsam mit den Fachstellen des Bauherrn, den Benutzern und Betreibern des Bauwerks getroffen.
ProjektierungDer Musterorganisationsablauf für die „Projek-tierung“ ist so aufgebaut, dass an dieser Stelle von einer parallelen Aufgabenbearbeitung der Planer, die klare Anforderungen erfüllen müssen, ausgegangen wird.
Ausschreibung – VergabeDer Ablauf „Ausschreibung – Vergabe“ ist stark vom Bauherrn abhängig. Je nach Auftragge-ber wird sich dieser Ablauf ändern. Bei der Ausschreibung von technischen Systemen für das gesamte Bauwerk ist es sinnvoll, wenn die Ausschreibungsunterlagen direkt durch den technischen Bearbeiter erstellt werden.
Ausführung der ArbeitenDie Reihenfolge der Ausführung der einzelnen Teilsysteme hängt von den technischen und organisatorischen Abhängigkeiten ab.
Gebäudeübergabe zum BetriebEs wird festgestellt, ob die Anlage dem Betreiber technisch einwandfrei und betriebsbereit über-geben werden kann. Es sind also die gesamten Dokumentationsunterlagen, Betriebskontrollpro-tokolle und die Betriebsbewilligungen zusam-menzustellen und den zuständigen Behörden und dem Bauherrn / Betreiber / Nutzer zu übergeben.
5. BauorganisationsablaufmodellDie Veränderung des Bauwerks erfolgt durch eine stufenweise Detaillierung des Musteror-ganisationsablaufs. Die hierarchische Einglie-derung eines Vorgangs wird durch seine Ebe-nenzuordnung ersichtlich. Vorgangsnummern setzen sich wie folgt zusammen: Die erste Ziffer zeigt die Zuordnung der Ebene. Ziffer zwei und drei beinhalten die Zuordnung des Bauteils. Ziffer vier, fünf und sechs geben Aufschluss zum Vorgang und Ziffer sieben und acht definieren die Teilvorgänge. Das folgende Beispiel soll kurz die Vorgangsnummer in der Praxis erläutern:
Ebene / Bauteil / Vorgang / Teilvorgang:3 01 001 01
Mit über 350 Mitarbeitern sind wir eine renommierte mittelständische Firmengruppe imBauwesen in Südwestdeutschland. Unsere Aktivitäten erstrecken sich auf Hoch-, Tief- undIngenieurbau, Fertigteilbau, den Bauträgerbereich, sowie die Herstellung von Baustoffen. Insbesondere im Schlüsselfertigbau reicht unser Aktionsradius weit über die Region hinaus.
www.harsch.de
Harsch Bau GmbH & Co KG � Rinklinger Str. 7, 75015 Bretten � Tel: 07252 / 77 - 0, Fax: 07252/ 77- 62 48
� Bauunternehmung
� Betonwerk
� Fer tigbau
� Holzbau
� Immobil ien
� Steinzeugwerk
� EDV-Dienst leistung
Bau/G
eoma
tik/U
mwelt
techn
ik
42
Diese Vorgangsnummer (3.01.001.01) ist fol-gendermaßen zugeordnet: Bauteil „Bodenplatte“, Vorgang „schalen“, Teilvorgang „Ecken schalen“.
6. Darstellung der Baumusterorganisati-onsablaufplanung
Die Darstellung des Musterablaufs soll leicht und schnell verständlich sein. Daher ist die auch in der Praxis angewandte Balkennetzplantech-nik in der hier vorgestellten Arbeit bevorzugt worden. Wenn beispielsweise das Bauteil y1 (Ebene I) näher betrachtet werden soll, so kann in der Ebene II dieses Bauteil unterteilt werden in Vorgang y1.1 und y1.2. Falls Vorgang y1.1 noch detaillierter betrachtet werden muss, so unterteilt sich in der Ebene III dieser Vorgang in Teilvorgang y1.1.1 und y1.1.2.
7. Umsetzung der theoretischen Ansätze in eine Mustervorgangsliste
Die Vorgangsliste gliedert sich in drei verschie-
Dipl.-Ing. (FH) Frank Christoph Holtmannhat das Studium des Bau-betriebs an der Hochschule Karlsruhe 2002 abgeschlos-sen und ist seit 2004 im PhD-Studiengang Construction Management an der Univer-sity Zilina (Slowakei) einge-schrieben. Seit 2007 ist er bei Witte Projektmanagement in Hamburg tätig.
Prof. Dr. Gerd Bergweilerlehrt an der Fakultät für Archi-tektur und Bauwesen in den Studiengängen Baubetrieb und Baumanagement und ist seitens der Hochschule Karls-ruhe Gutachter der hier vorge-stellten Dissertation.
dene Ebenen: Ebene I, II und III. Die Liste kann also von einer groben Ebene I bis zur feinen Ebene III gehen. Aufbauend auf diese Vorgangs-nummer ist es möglich, weitere Parameter zu hinterlegen. Die Vorgangsliste ist folgenderma-ßen aufgebaut: Bauteil, Vorgang, Teilvorgang, Ebenen-Nr., Bauteil-Nr., Vorgangs-Nr. und Teil-vorgangs-Nr. Nach dieser Gliederung wird das Bauwerk unterteilt.
8. ErgebnisDer entwickelte standardisierte Ablauf für ein Bauprojekt bzw. für einen Bauablauf wird künf-tige Ablaufplanungen wirtschaftlicher machen. Der Ablaufplaner muss nicht bei null starten um sich Projekt- und Bauabläufe zusammenzustel-len, sondern kann auf die standardisierte Struk-tur zurückgreifen, wobei natürlich Anpassungen an das zu bearbeitende Projekt vorgenommen werden müssen.
Heberger System-Bau GmbH
Altreutweg 15 Kompetenz am Bau:68809 Neulußheim - System- und IndustriebauTelefon 0 62 05/3 99-0 - BetonfertigteileTelefax 0 62 05/3 99-2 00 - Lärmschutzsysteme
- [email protected] - Schachtbauwww.heberger.de
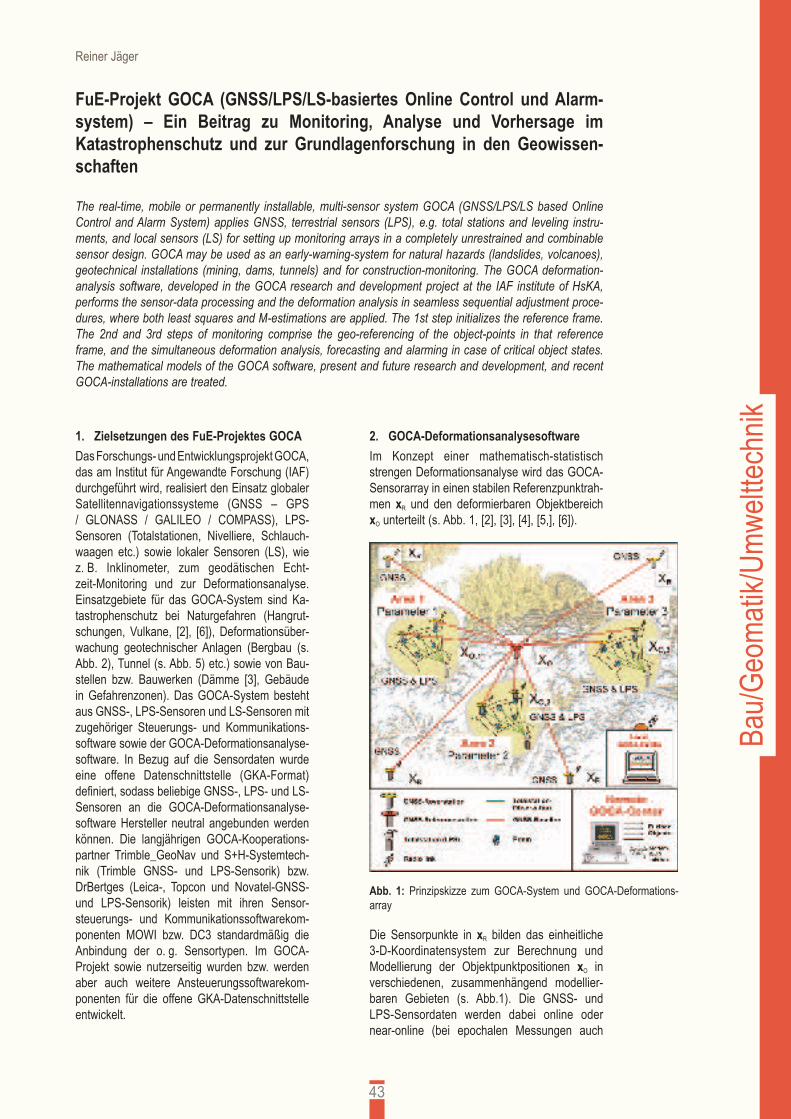
Bau/G
eoma
tik/U
mwelt
techn
ik
43
Reiner Jäger
FuE-Projekt GOCA (GNSS/LPS/LS-basiertes Online Control und Alarm-system) – Ein Beitrag zu Monitoring, Analyse und Vorhersage im Katastrophenschutz und zur Grundlagenforschung in den Geowissen-schaften
The real-time, mobile or permanently installable, multi-sensor system GOCA (GNSS/LPS/LS based Online Con trol and Alarm System) applies GNSS, terrestrial sensors (LPS), e.g. total sta tions and leve ling instru -ments, and local sensors (LS) for setting up monitoring arrays in a completely un re strained and com binable sensor design. GO CA may be used as an early-warning-system for na tu ral hazards (land sli des, volcanoes), geo tech ni cal installations (mining, dams, tunnels) and for con struc tion-moni toring. The GOCA defor mation-ana lysis soft ware, developed in the GOCA research and de velop ment project at the IAF institute of HsKA, performs the sensor-data pro ces sing and the defor mation analysis in seamless se quential adjust ment proce-dures, where both least squares and M-esti ma tions are applied. The 1st step initia lizes the re fe ren ce frame. The 2nd and 3rd steps of monitoring com pri se the geo -refe rencing of the ob ject-points in that reference frame, and the si mul taneous defor ma tion ana lysis, fore cas ting and alar ming in case of critical object states. The mathe matical mo dels of the GO CA software, pre sent and future research and de velop ment, and recent GOCA-installations are treated.
1. Zielsetzungen des FuE-Projektes GOCADas Forschungs- und Entwicklungsprojekt GOCA, das am Institut für Angewandte Forschung (IAF) durchgeführt wird, realisiert den Ein satz globaler Sa telli ten navigationssys teme (GNSS – GPS / GLO NASS / GALI LEO / COM PASS), LPS-Sen soren (To tal sta tionen, Nivelliere, Schlauch -waagen etc.) so wie lo ka ler Sensoren (LS), wie z. B. In klino meter, zum geodätischen Echt-zeit-Monitoring und zur Defor ma tions analyse. Einsatzgebiete für das GOCA-System sind Ka -tastro phenschutz bei Naturgefahren (Hang rut-schun gen, Vul kane, [2], [6]), De for ma tions über-wachung geo tech nischer An lagen (Bergbau (s. Abb. 2), Tun nel (s. Abb. 5) etc.) sowie von Bau-stellen bzw. Bauwerken (Dämme [3], Gebäude in Ge fahren zonen). Das GO CA-System be steht aus GNSS-, LPS-Sen soren und LS-Sensoren mit zu ge hö ri ger Steue rungs- und Kom mu ni kations-software so wie der GOCA-De forma tions ana lyse -software. In Bezug auf die Sen sor daten wurde eine offene Datenschnitt stelle (GKA-For mat) definiert, sodass beliebige GNSS-, LPS- und LS-Sensoren an die GOCA-Defor ma tionsanalyse-soft ware Her steller neu tral angebunden werden kön nen. Die langjährigen GO CA-Ko ope rations-part ner Trim ble_GeoNav und S+H-System tech-nik (Trim ble GNSS- und LPS-Sen sorik) bzw. DrBertges (Leica-, To pcon und Novatel-GNSS- und LPS-Sen sorik) leisten mit ihren Sen sor-steue rungs- und Kommuni kations soft ware kom-po nenten MOWI bzw. DC3 standardmäßig die Anbindung der o. g. Sen sor typen. Im GOCA-Projekt sowie nutzerseitig wurden bzw. werden aber auch wei tere Ansteuerungs software kom-po nen ten für die offene GKA-Datenschnittstelle ent wickelt.
2. GOCA-DeformationsanalysesoftwareIm Konzept einer mathematisch-statistisch strengen Deforma tionsanalyse wird das GOCA-Sensor array in einen stabilen Re ferenz punkt rah-men xR und den deformierbaren Objektbereich xO unterteilt (s. Abb. 1, [2], [3], [4], [5,], [6]).
Abb. 1: Prinzipskizze zum GOCA-System und GOCA-Deformations-array
Die Sen sor punkte in xR bil den das ein heit liche 3-D-Ko ordi na tensystem zur Berechnung und Mo del lie rung der Ob jekt punkt po si tio nen xO in verschiedenen, zusammenhängend modellier-baren Gebieten (s. Abb.1). Die GN SS- und LPS-Sensordaten werden dabei online oder near-online (bei epochalen Mes sun gen auch

Bau/G
eoma
tik/U
mwelt
techn
ik
44
post-processed) in ei nem dreistu fi gen Aus glei -chungs kon zept (Kleinste-Quadrate- und robuste M-Schätzer) wei ter ver ar bei tet. Die Initialisie-rungsstufe 1 dient der Festlegung des 3-D-Re fe -renz punkt rah mens xR und der Ko va rianz matrix CX,R. Stufe 2 um fasst in Form der fort lau fenden
Aus gleichung der in entsprechende Lage- und Höhenkomponenten abgebildeten GNSS-Daten (RI NEX-Rohdaten oder Raum vektoren und -Netze) und LPS- Daten (Schrägstrecken, Rich -tungen, Zenit distanzen und ni vellier te Höhen-unterschiede) die 3-D-Geo re fe ren zierung der Ob jekt punkte xO (s. Abb. 2) im Referenz punkt-da tum xR. Das funktionale Modell der Lage- und Höhenausgleichungen in den GO CA- Aus glei chungs stufen 1 und 2 basiert dabei auf folgenden Verbesserungs glei chun gen:
GNSS-Lagebaselines:
(1a)
Horizontalstrecken:
(1b)
Richtungen:
(1c)
GNSS-Höhenbaselines:
(1d)
Terrestrische Höhenunterschiede:
Mit m wird in (1e) der Gebietsindex (s. Abb. 1) und mit bzw. die Maßstabsdifferenz bzw. die Flächenpolynomkoeffizienten zur Modellie-rung der lokalen Höhenbezugsfläche im Gebiet m be zeich net (s. Abb. 1). Was GNSS anbelangt, so kann die GOCA-Deformationsanalysesoft-ware Version 4.0 sowohl Sessions/-Base lines
als auch in einer Vorstufe – per GOCA-Near on-line-Modul und unter An bin dung ver schiedener Pro ces sing en gines – GNSS-Rohdaten (RINEX) verarbeiten. Im Er geb nis dieser Vorstufe ste hen dann wieder die o. g. GNSS-Lage- und Höhen-base lines (1a, d) im o. g. GKA-Format bereit.
Abb. 2: Visualisierung der Bewegungen eines Objektpunkts (GOCA-Ausgleichungsstufe 2) in Lage und Höhe in der GOCA-Software am Beispiel einer Bergsenkung
Die Deformationsanalyse in der GOCA-Ausglei-chungsstufe 3 beruht auf den simultan aus Stufe 2 hervorgehenden Objektpunktzeitreihen xO(t) (s. Abb. 2) und deren Kovarianzmatrizen. Dabei sind bei individuellen Einstellungen für die Objekt-punkte xO folgende Onlineschätzungen zur Defor-mationsanalyse des Objektbereichs möglich:
gleitender Mittelwert zur Verschiebungsde-tektion in Lage und Höhe (s. Abb. 1, fett)
automatische Verschiebungsschätzungen bei unterschiedlichen Epochendefi nitionen (s. Abb. 3)
Kalman-Filterung von Verschiebungen, Geschwindig kei ten und Beschleu ni gun-gen [5]
Das funktionale Modell der o.g. automatischen Verschiebungsschätzung zwischen zwei Epo-chen zu den Zeiten und lautet:
Die Epochenzeiten t0 und ti markieren dabei jeweils die Mitte eines diskreten Epochen-intervalls (z. B. 1 Stunde oder 1 Tag), und die beiden Beobachtungsgruppen lt0
und lti
entstammen direkt den Objektpunktzeitreihen
xO(t) aus der GOCA-Ausgleichungsstufe 2. Mit v werden die Beobachtungsverbesserungen und mit und die Objektpunkt-position zum Ausgangszeitpunkt t0 bzw. die erfolgte Verschiebung zum Zeitpunkt ti als Bestandteile des zu schätzenden Parameter-vektors (2b) bezeichnet.
(1e)
(2a, b)
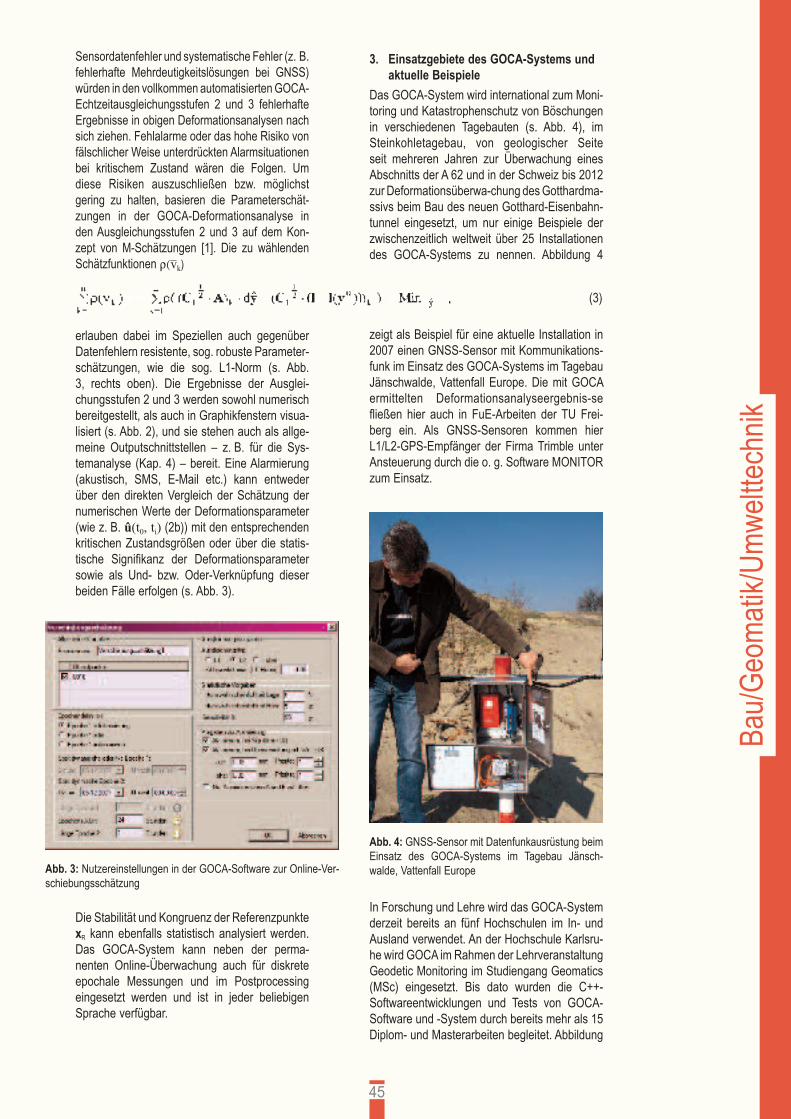
Bau/G
eoma
tik/U
mwelt
techn
ik
45
Sensor daten fehler und systematische Fehler (z. B. fehlerhafte Mehrdeutigkeitslösungen bei GNSS) würden in den vollkommen auto matisierten GOCA-Echtzeitausgleichungsstufen 2 und 3 fehlerhafte Ergebnisse in obigen Defor mationsanalysen nach sich ziehen. Fehlalarme oder das hohe Risiko von fälschlicher Weise unterdrückten Alarmsituationen bei kritischem Zustand wären die Folgen. Um diese Risiken aus zu schlie ßen bzw. möglichst gering zu halten, basieren die Parameterschät-zungen in der GO CA-Deform ations analyse in den Ausgleichungsstufen 2 und 3 auf dem Kon-zept von M-Schät zun gen [1]. Die zu wählenden Schätzfunktionen r(vk)
erlauben dabei im Speziellen auch gegenüber Datenfehlern resistente, sog. robuste Para meter-schätzungen, wie die sog. L1-Norm (s. Abb. 3, rechts oben). Die Ergebnisse der Ausglei-chungsstufen 2 und 3 werden sowohl nu me risch bereitgestellt, als auch in Graphikfenstern visua-lisiert (s. Abb. 2), und sie stehen auch als all ge-mei ne Out put schnittstellen – z. B. für die Sys-temanalyse (Kap. 4) – bereit. Eine Alar mie rung (akustisch, SMS, E-Mail etc.) kann entweder über den direkten Ver gleich der Schät zung der numerischen Werte der De for ma tions para me ter (wie z. B. û(t0, ti) (2b)) mit den entsprechenden kri tis chen Zu stands größen oder über die statis-tische Sig nifi kanz der De for ma tions parameter so wie als Und- bzw. Oder-Verknüpfung dieser beiden Fäl le erfolgen (s. Abb. 3).
3. Einsatzgebiete des GOCA-Systems und aktuelle Beispiele
Das GOCA-System wird international zum Moni-toring und Katastrophenschutz von Böschungen in ver schiedenen Tage bauten (s. Abb. 4), im Steinkohletagebau, von geologischer Seite seit mehreren Jah ren zur Überwachung eines Abschnitts der A 62 und in der Schweiz bis 2012 zur De forma tionsüberwa-chung des Gott hard ma-s sivs beim Bau des neuen Gotthard-Eisenbahn-tunnel eingesetzt, um nur einige Bei spiele der zwischenzeitlich weltweit über 25 Installationen des GOCA-Systems zu nennen. Abbildung 4
zeigt als Beispiel für eine aktuelle Installation in 2007 einen GNSS-Sensor mit Kommunikations-funk im Einsatz des GOCA-Systems im Tagebau Jänschwalde, Vatten fall Europe. Die mit GOCA ermittelten Defor mations analyseergebnis-se fließen hier auch in FuE-Arbeiten der TU Frei-berg ein. Als GNSS-Sensoren kommen hier L1/L2-GPS-Em pfänger der Firma Trimble unter An steuerung durch die o. g. Software MONI TOR zum Einsatz.
(3)
Abb. 3: Nutzereinstellungen in der GOCA-Software zur Online-Ver-schiebungsschätzung
Abb. 4: GNSS-Sensor mit Datenfunkausrüstung beim Einsatz des GOCA-Systems im Tagebau Jänsch-walde, Vattenfall Europe
Die Stabilität und Kongruenz der Referenzpunkte xR kann ebenfalls statistisch analysiert werden. Das GOCA-System kann neben der perma-nenten Online-Überwachung auch für diskrete epochale Mes sungen und im Post pro cessing eingesetzt werden und ist in jeder beliebigen Spra che verfügbar.
In Forschung und Lehre wird das GOCA-System der zeit bereits an fünf Hoch schu len im In- und Aus land verwendet. An der Hochschule Karlsru-he wird GOCA im Rahmen der Lehrveranstaltung Geodetic Monitoring im Studien gang Geomatics (MSc) ein ge setzt. Bis dato wurden die C++-Softwareentwicklungen und Tests von GOCA-Software und -System durch bereits mehr als 15 Dip lom- und Master arbeiten begleitet. Abbildung
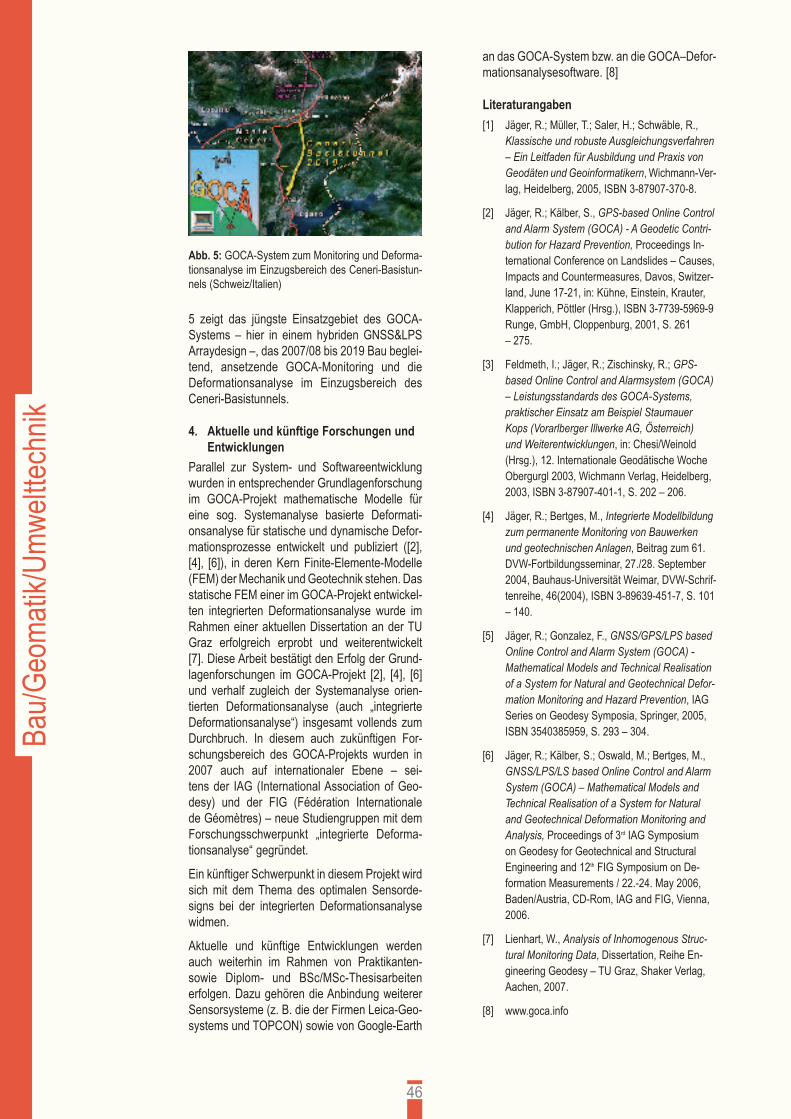
Bau/G
eoma
tik/U
mwelt
techn
ik
46
5 zeigt das jüngste Einsatzgebiet des GO CA-Systems – hier in einem hybriden GNSS&LPS Arraydesign –, das 2007/08 bis 2019 Bau beglei-tend, ansetzende GOCA-Monitoring und die De for ma tions ana lyse im Einzugs be reich des Ceneri-Basistunnels.
4. Aktuelle und künftige Forschungen und Entwicklungen
Parallel zur System- und Softwareentwicklung wurden in entsprechender Grund lagen for schung im GOCA-Projekt mathematische Modelle für eine sog. Systemanalyse basierte Deformati-onsanalyse für sta ti sche und dynamische Defor-mationsprozesse entwickelt und publiziert ([2], [4], [6]), in deren Kern Finite-Elemente-Modelle (FEM) der Mechanik und Geotechnik stehen. Das statische FEM einer im GOCA-Projekt entwickel-ten integrierten Deformationsanalyse wurde im Rahmen einer ak tuellen Dis ser tation an der TU Graz erfolg reich erprobt und weiterentwickelt [7]. Diese Arbeit be stätigt den Erfolg der Grund-lagenforschungen im GOCA-Projekt [2], [4], [6] und verhalf zugleich der System analyse orien-tierten Deformationsanalyse (auch „integrierte Deformationsanalyse“) insgesamt vollends zum Durchbruch. In die sem auch zukünftigen For-schungs bereich des GOCA-Projekts wurden in 2007 auch auf in ter natio naler Ebene – sei-tens der IAG (International Association of Geo-desy) und der FIG (Fédé ra tion Inter nationale de Géomètres) – neue Studiengruppen mit dem Forschungsschwerpunkt „inte grier te De for ma -tions analyse“ gegründet.
Ein künftiger Schwerpunkt in diesem Projekt wird sich mit dem Thema des optimalen Sensorde-signs bei der integrierten Defor mations analyse widmen.
Aktuelle und künftige Entwicklungen werden auch weiterhin im Rahmen von Praktikanten- so wie Diplom- und BSc/MSc-Thesisarbeiten erfolgen. Dazu gehören die An bindung wei terer Sensorsysteme (z. B. die der Firmen Leica-Geo-systems und TOPCON) sowie von Google-Earth
an das GOCA-System bzw. an die GOCA–Defor-mationsanalysesoftware. [8]
Literaturangaben[1] Jäger, R.; Müller, T.; Saler, H.; Schwäble, R.,
Klas sische und robuste Aus glei chungs ver fah ren – Ein Leit fa den für Ausbildung und Praxis von Geodäten und Geo in for ma ti kern, Wichmann-Ver-lag, Heidelberg, 2005, ISBN 3-87907-370-8.
[2] Jäger, R.; Kälber, S., GPS-based Online Control and Alarm System (GOCA) - A Geodetic Con tri -bution for Hazard Prevention, Proceedings In-ternational Conference on Landslides – Causes, Im pacts and Countermeasures, Davos, Switzer-land, June 17-21, in: Kühne, Einstein, Krauter, Klapperich, Pöttler (Hrsg.), ISBN 3-7739-5969-9 Runge, GmbH, Cloppenburg, 2001, S. 261 – 275.
[3] Feldmeth, I.; Jäger, R.; Zischinsky, R.; GPS-based Online Control and Alarmsystem (GO CA) – Leistungsstandards des GOCA-Systems, praktischer Einsatz am Beispiel Staumauer Kops (Vor arl berger Illwerke AG, Österreich) und Weiterentwicklungen, in: Chesi/Weinold (Hrsg.), 12. In ter na tio nale Geodätische Woche Obergurgl 2003, Wichmann Verlag, Heidelberg, 2003, ISBN 3-87907-401-1, S. 202 – 206.
[4] Jäger, R.; Bertges, M., Integrierte Modellbildung zum permanente Monitoring von Bau wer ken und geotechnischen Anlagen, Beitrag zum 61. DVW-Fortbildungsseminar, 27./28. September 2004, Bauhaus-Universität Weimar, DVW-Schrif-tenreihe, 46(2004), ISBN 3-89639-451-7, S. 101 – 140.
[5] Jäger, R.; Gonzalez, F., GNSS/GPS/LPS based Online Control and Alarm System (GO CA) - Mathematical Models and Tech ni cal Rea li sation of a System for Natural and Geo tech nical De for-ma tion Monitoring and Ha zard Pre ven tion, IAG Series on Geodesy Symposia, Springer, 2005, ISBN 3540385959, S. 293 – 304.
[6] Jäger, R.; Kälber, S.; Oswald, M.; Bertges, M., GNSS/LPS/LS based Online Control and Alarm System (GOCA) – Mathematical Mo dels and Technical Realisation of a System for Natural and Geotechnical Defor mation Mo nitoring and Analysis, Proceedings of 3rd IAG Sym po sium on Geo desy for Geotechnical and Structural Engineering and 12th FIG Symposium on De-for ma tion Measurements / 22.-24. May 2006, Baden/Austria, CD-Rom, IAG and FIG, Vienna, 2006.
[7] Lienhart, W., Analysis of Inhomogenous Struc-tural Monitoring Data, Dissertation, Reihe En-gi neering Geodesy – TU Graz, Shaker Verlag, Aachen, 2007.
[8] www.goca.info
Abb. 5: GOCA-System zum Monitoring und Deforma-tionsanalyse im Einzugsbereich des Ceneri-Basistun-nels (Schweiz/Italien)
Bau/G
eoma
tik/U
mwelt
techn
ik
47
Prof. Dr. Reiner Jäger ist Professor an der Fakultät für Geomatik der Hochschu-le Karlsruhe. Seine Lehrge-biete sind Satellitengeodäsie, Mathematische Geodäsie, Programmentwicklung sowie Ausgleichungsrechnung. Er ist Leiter der Forschungsgrup-pe Geomatik des Instituts für Angewandte Forschung (IAF) und Verfasser von ca. 160 Veröffentlichungen.

Bau/G
eoma
tik/U
mwelt
techn
ik
48
Gertrud Schaab
Developing tools to support participatory forest management in the Kakamega Forest (western Kenya): Applications of geospatial data and GIS technology
In der dritten und letzten Förderphase von BIOTA-Ostafrika beteiligt sich das Teilprojekt E02 aktiv an der Waldmanagement-Planung, um sicher zu stellen, dass die zahlreichen räumlichen BIOTA-Daten berücksich-tigt werden. Neben der Bereitstellung von Geodaten für den Kakamega Forest in Westkenia bedarf es aber auch entsprechender Werkzeuge, die den Umgang mit räumlichen Daten für weniger Geübte ermöglichen sollen, damit diese ebenfalls einen Nutzen ziehen können. So wurden interaktive Visualisierungen entwickelt, anhand derer der lokalen Bevölkerung das Lesen der im Projekt entstandenen Karten sowie verwendeter Satellitenbilder näher gebracht werden soll. Mittels einer GIS-Oberfläche werden 16, zum Teil komplexe Funktionalitäten zur Verfügung gestellt, um den Counterparts die Analyse ihrer Daten zur Artenvielfalt unter Berücksichtigung räumlicher Informationen zu ermöglichen. Zudem wird eine Anwendung von „mobilem GIS“ für das Monitoring und Kartieren von Waldnutzungsformen vorgestellt.
Today geographic information systems (GIS) and remote sensing are widely used techniques whenever spatial patterns, temporal changes and functional relationships are to be analysed. All three aspects are of importance when aiming at a farsighted conservation of biological diver-sity as well as at sound management concepts for sustainable use and fair benefit sharing, as demanded by the Convention on Biological Diversity [1]. The influence of fragmentation and human use on the biodiversity of East-African rainforests is being investigated within the BIOTA East Africa project frame, which has been fund-ed by the German Federal Ministry of Education and Research (BMBF) since 2001. The focus area of research is the Kakamega Forest in western Kenya. The interdisciplinary consortium has promised to propose biodiversity manage-ment recommendations at the landscape level specifically for this forest. In addition, sound exit strategies which enable the counterparts to com-pletely take over the monitoring of biodiversity and its conservation by mid 2010 are necessary. For this reason, a major priority of the project since its inception has been to build and expand local expertise [2].
In the current phase, Phase 3, the last to be funded, subproject E02’s major objective is no longer predominantly geodata processing. Instead we emphasize simulations in order to spatially extrapolate BIOTA-East field findings in forest areas and surrounding farmland. We are also convinced of the need to be actively involved in management planning to guarantee the application of diverse spatially explicit infor-mation in these processes. And finally, we focus on visualizations, since we consider them vital in information policy, i.e. for communicating BIOTA-East findings and recommendations to the local people, the stakeholders and the politicians [3]. Forest conservation and management need to
treat people as integral parts of the ecosystem [4].
Since the local population is not necessarily used to reading maps, visualisations of BIOTA-East results which are useful in environmen-tal education require specific strategies. With respect to information policy, specific presenta-tions for the information of people involved in policy and decision making must be prepared. Both visualisations and presentations should be integrated within the anticipated participatory forest management planning for the Kakamega Forest, which will affect land use planning within the forest adjacent to communities. In the long term, a major contribution in regard to a sus-tainable use of the BIOTA-derived geospatial data is to extend the BIOTA-East-GIS with a user interface for geo-spatial data handling and spatial analyses by non-geoprofessionals. Fur-thermore, potential users can be trained how to make use of the data and tools provided. Here, in particular the setting-up of a geodata-viewing and processing unit in close proximity to the Kakamega Forest hosting the BIOTA-East-GIS will be of use to the foresters and managers on ground, as well as to any researcher working in the Kakamega Forest. With a GIS support unit and geospatial data available, field-based mobile GIS applications seem to be a logical add-on, because forest management can be further supported by taking geospatial data into the field for orientation and information purposes. In the following, three tools that are designed to support participatory forest management in the Kakamega Forest are introduced. All have resulted from final thesis projects of students in the Department of Geomatics.
Visualisations need to be prepared accord-ing to their communication purpose and the intended user group. Based on community map-ping results from a project partner (E14b),
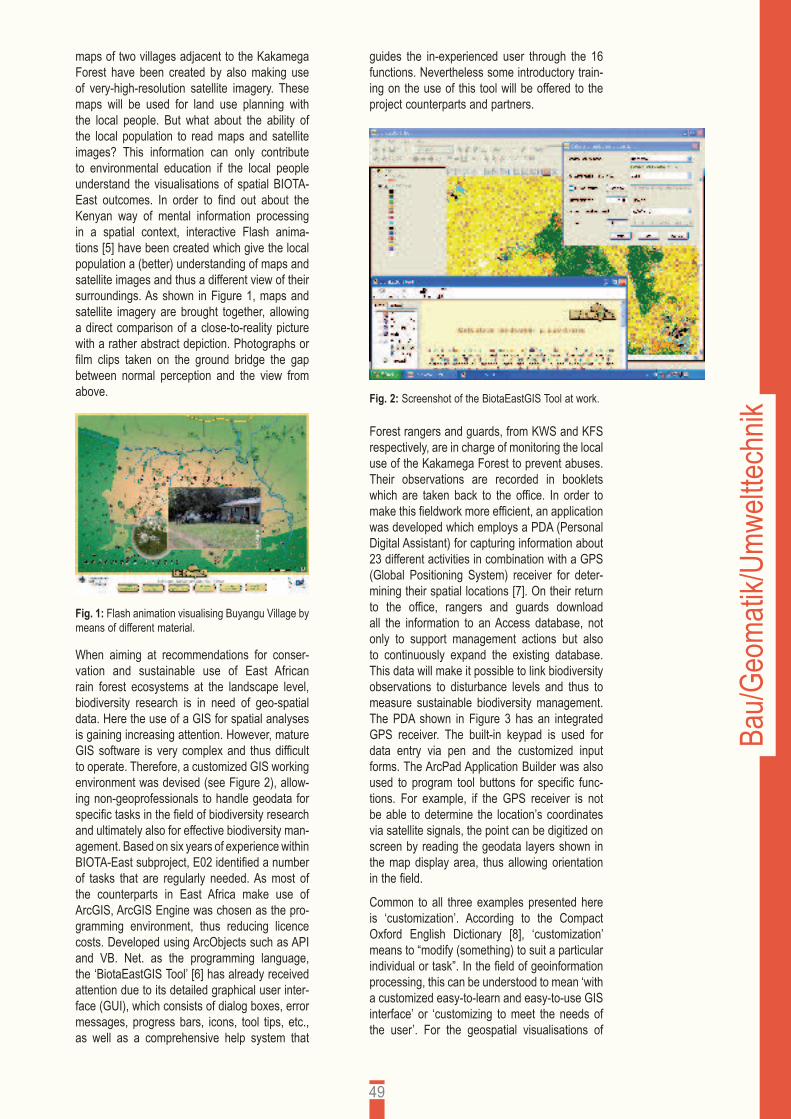
Bau/G
eoma
tik/U
mwelt
techn
ik
49
maps of two villages adjacent to the Kakamega Forest have been created by also making use of very-high-resolution satellite imagery. These maps will be used for land use planning with the local people. But what about the ability of the local population to read maps and satellite images? This information can only contribute to environmental education if the local people understand the visualisations of spatial BIOTA-East outcomes. In order to find out about the Kenyan way of mental information processing in a spatial context, interactive Flash anima-tions [5] have been created which give the local population a (better) understanding of maps and satellite images and thus a different view of their surroundings. As shown in Figure 1, maps and satellite imagery are brought together, allowing a direct comparison of a close-to-reality picture with a rather abstract depiction. Photographs or film clips taken on the ground bridge the gap between normal perception and the view from above.
When aiming at recommendations for conser-vation and sustainable use of East African rain forest ecosystems at the landscape level, biodiversity research is in need of geo-spatial data. Here the use of a GIS for spatial analyses is gaining increasing attention. However, mature GIS software is very complex and thus difficult to operate. Therefore, a customized GIS working environment was devised (see Figure 2), allow-ing non-geoprofessionals to handle geodata for specific tasks in the field of biodiversity research and ultimately also for effective biodiversity man-agement. Based on six years of experience within BIOTA-East subproject, E02 identified a number of tasks that are regularly needed. As most of the counterparts in East Africa make use of ArcGIS, ArcGIS Engine was chosen as the pro-gramming environment, thus reducing licence costs. Developed using ArcObjects such as API and VB. Net. as the programming language, the ‘BiotaEastGIS Tool’ [6] has already received attention due to its detailed graphical user inter-face (GUI), which consists of dialog boxes, error messages, progress bars, icons, tool tips, etc., as well as a comprehensive help system that
guides the in-experienced user through the 16 functions. Nevertheless some introductory train-ing on the use of this tool will be offered to the project counterparts and partners.
Forest rangers and guards, from KWS and KFS respectively, are in charge of monitoring the local use of the Kakamega Forest to prevent abuses. Their observations are recorded in booklets which are taken back to the office. In order to make this fieldwork more efficient, an application was developed which employs a PDA (Personal Digital Assistant) for capturing information about 23 different activities in combination with a GPS (Global Positioning System) receiver for deter-mining their spatial locations [7]. On their return to the office, rangers and guards download all the information to an Access database, not only to support management actions but also to continuously expand the existing database. This data will make it possible to link biodiversity observations to disturbance levels and thus to measure sustainable biodiversity management. The PDA shown in Figure 3 has an integrated GPS receiver. The built-in keypad is used for data entry via pen and the customized input forms. The ArcPad Application Builder was also used to program tool buttons for specific func-tions. For example, if the GPS receiver is not be able to determine the location’s coordinates via satellite signals, the point can be digitized on screen by reading the geodata layers shown in the map display area, thus allowing orientation in the field.
Common to all three examples presented here is ‘customization’. According to the Compact Oxford English Dictionary [8], ‘customization’ means to “modify (something) to suit a particular individual or task”. In the field of geoinformation processing, this can be understood to mean ‘with a customized easy-to-learn and easy-to-use GIS interface’ or ‘customizing to meet the needs of the user’. For the geospatial visualisations of
Fig. 1: Flash animation visualising Buyangu Village by means of different material.
Fig. 2: Screenshot of the BiotaEastGIS Tool at work.

Bau/G
eoma
tik/U
mwelt
techn
ik
50
BIOTA-East to become efficient, empirical tests will be needed to which enable us to prepare presentations of real use to the locals as well as those effectively communicating the BIOTA findings to the decision makers. The BiotaEast-GIS tool has already evolved into a promising prototype of a simple GIS interface waiting to be applied by non-geoprofessionals for geo-spatial data handling and spatial analyses in biodi-versity research and management. And finally, the application of mobile GIS technology for monitoring local forest use activities presents an example of how geospatial reference and data can be made use of directly in the field, even by personnel without training in computer use, thus contributing to a database of value in forest management.
For natural resource planning and biodiversity research, the availability of and capacity to use geospatial data are a prerequisite. Tools tailored to the users’ needs and the building of capacity will ensure that the concept and practice of spa-tial analysis will finally be commonplace among forest managers and researchers.
References[1] CBD (2000), Sustaining life on Earth. How the
convention on biological diversity promotes nature and human well-being, published by the Secretariat of the Convention on Biological Diversity, http://www.biodiv.org/doc/publications/cbd-sustain-en.pdf (11.09.2007).
[2] Schaab, G., Capacity development within the BIOTA East Africa project - Promoting the use of spatial information in biodiversity research and management, in: Zeil, P.; Kienberger, S. (Hrsg.), Geoinformation for Development. Bridging the Divide Through Partnerships, Heidelberg, p. 44 – 49, 2007.
[3] BIOTA East Africa, Conservation and sustain-able use of East African rain forest ecosystems, unpublished project proposal for phase III. Vol. 1, 2006.
[4] Meffe, G. K.; Groom, M. J.; Carroll, C. R., Eco-sytem approaches to conservation: responses to a complex world, in: Groom, M. J.; Meffe, G. K.; Carroll, C. R. (Ed.), Principles of Conservation Biology, 3rd ed., Sunderland (Massachusetts), p. 467 – 507, 2006.
[5] Dammann, P., Erarbeitung von jeweils auf die Nutzer ausgerichteten dynamischen Visuali-sierungen - Beispiele aus bzw. für das Projekt BIOTA-Ostafrika, Bachelor-Arbeit, Studiengang Kartographie und Geomatik, Hochschule Karls-ruhe, 2007.
[6] Ojha, N., Development of a GIS-based proto-type tool supporting biodiversity research with emphasis on the implementation of specifi c functionalities, Master Thesis, Studiengang Geomatics, Hochschule Karlsruhe, 2007.
[7] Muchori, F. N., The development and imple-mentation of mobile GIS applications of use for research and management in Kakamega Forest (western Kenya), Master Thesis, Studiengang Geomatics, Hochschule Karlsruhe, 2007.
[8] Compact Oxford English Dictionary, online versi-on, Oxford, 2007: http://www.askoxford.com/dic-tionaries/compact_oed/?view=uk (11.09.2007).
Prof. Dr.-Ing. Gertrud Schaab wurde zum Wintersemester 2002/03 an die Fakultät für Geomatik der Hochschule Karlsruhe – Technik und Wirt-schaft berufen. Seit Juni 2004 ist sie Teilprojektleiterin im Forschungsverbund BIOTA-Ostafrika, das vom Bundes-ministerium für Bildung und Forschung (BMBF) noch bis Mitte 2010 gefördert wird. Ihre Arbeitsgruppe an der Hochschule umfasst vier Mitarbeiter. Gleich-zeitig ist sie bemüht, Studierende über Abschluss-arbeiten in das Projekt einzubinden. Ihr wis-senschaftliches Interesse gilt der angewandten Geoinformationsverarbeitung im interdisziplinären Feld der Umweltwissenschaften, hier insbeson-dere der Entwicklung von räumlich-expliziten Modellen zur Simulation und Visualisierung von Prozessen und Interaktionen.
Fig. 3: A PDA loaded with an ArcPad application for monitoring local forest use.
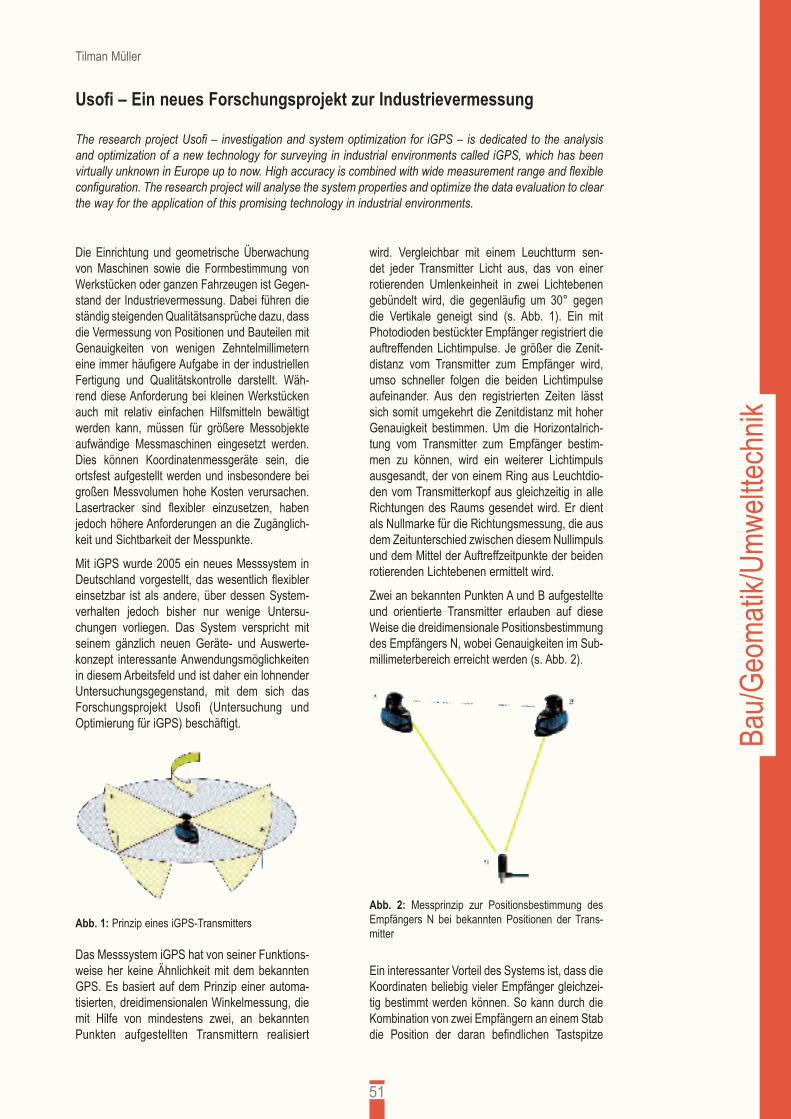
Bau/G
eoma
tik/U
mwelt
techn
ik
51
Tilman Müller
Usofi – Ein neues Forschungsprojekt zur Industrievermessung
The research project Usofi – investigation and system optimization for iGPS – is dedicated to the analysis and optimization of a new technology for surveying in industrial environments called iGPS, which has been virtually unknown in Europe up to now. High accuracy is combined with wide measurement range and flexible configuration. The research project will analyse the system properties and optimize the data evaluation to clear the way for the application of this promising technology in industrial environments.
Die Einrichtung und geometrische Überwachung von Maschinen sowie die Formbestimmung von Werkstücken oder ganzen Fahrzeugen ist Gegen-stand der Industrievermessung. Dabei führen die ständig steigenden Qualitätsansprüche dazu, dass die Vermessung von Positionen und Bauteilen mit Genauigkeiten von wenigen Zehntelmillimetern eine immer häufigere Aufgabe in der industriellen Fertigung und Qualitätskontrolle darstellt. Wäh-rend diese Anforderung bei kleinen Werkstücken auch mit relativ einfachen Hilfsmitteln bewältigt werden kann, müssen für größere Messobjekte aufwändige Messmaschinen eingesetzt werden. Dies können Koordinatenmessgeräte sein, die ortsfest aufgestellt werden und insbesondere bei großen Messvolumen hohe Kosten verursachen. Lasertracker sind flexibler einzusetzen, haben jedoch höhere Anforderungen an die Zugänglich-keit und Sichtbarkeit der Messpunkte.
Mit iGPS wurde 2005 ein neues Messsystem in Deutschland vorgestellt, das wesentlich flexibler einsetzbar ist als andere, über dessen System-verhalten jedoch bisher nur wenige Untersu-chungen vorliegen. Das System verspricht mit seinem gänzlich neuen Geräte- und Auswerte-konzept interessante Anwendungsmöglichkeiten in diesem Arbeitsfeld und ist daher ein lohnender Untersuchungsgegenstand, mit dem sich das Forschungsprojekt Usofi (Untersuchung und Optimierung für iGPS) beschäftigt.
Das Messsystem iGPS hat von seiner Funktions-weise her keine Ähnlichkeit mit dem bekannten GPS. Es basiert auf dem Prinzip einer automa-tisierten, dreidimensionalen Winkelmessung, die mit Hilfe von mindestens zwei, an bekannten Punkten aufgestellten Transmittern realisiert
wird. Vergleichbar mit einem Leuchtturm sen-det jeder Transmitter Licht aus, das von einer rotierenden Umlenkeinheit in zwei Lichtebenen gebündelt wird, die gegenläufig um 30° gegen die Vertikale geneigt sind (s. Abb. 1). Ein mit Photodioden bestückter Empfänger registriert die auftreffenden Lichtimpulse. Je größer die Zenit-distanz vom Transmitter zum Empfänger wird, umso schneller folgen die beiden Lichtimpulse aufeinander. Aus den registrierten Zeiten lässt sich somit umgekehrt die Zenitdistanz mit hoher Genauigkeit bestimmen. Um die Horizontalrich-tung vom Transmitter zum Empfänger bestim-men zu können, wird ein weiterer Lichtimpuls ausgesandt, der von einem Ring aus Leuchtdio-den vom Transmitterkopf aus gleichzeitig in alle Richtungen des Raums gesendet wird. Er dient als Nullmarke für die Richtungsmessung, die aus dem Zeitunterschied zwischen diesem Nullimpuls und dem Mittel der Auftreffzeitpunkte der beiden rotierenden Lichtebenen ermittelt wird.
Zwei an bekannten Punkten A und B aufgestellte und orientierte Transmitter erlauben auf diese Weise die dreidimensionale Positionsbestimmung des Empfängers N, wobei Genauigkeiten im Sub-millimeterbereich erreicht werden (s. Abb. 2).
Ein interessanter Vorteil des Systems ist, dass die Koordinaten beliebig vieler Empfänger gleichzei-tig bestimmt werden können. So kann durch die Kombination von zwei Empfängern an einem Stab die Position der daran befindlichen Tastspitze
Abb. 1: Prinzip eines iGPS-TransmittersAbb. 2: Messprinzip zur Positionsbestimmung des Empfängers N bei bekannten Positionen der Trans-mitter
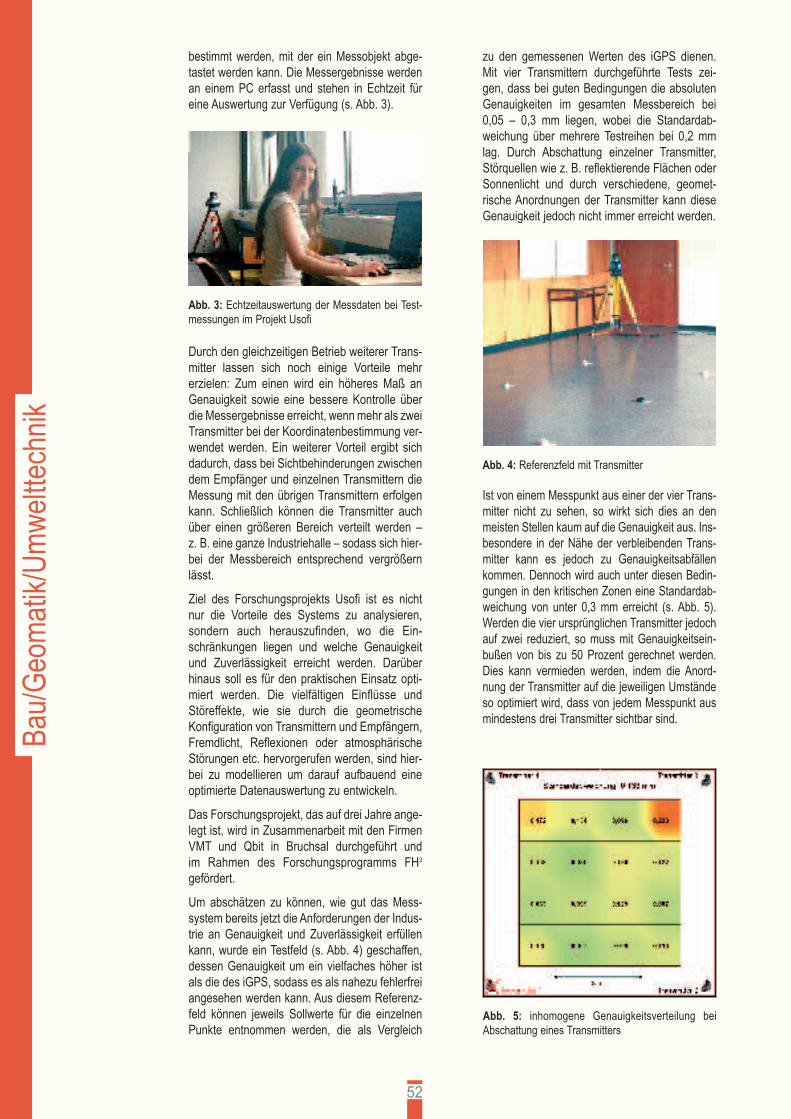
Bau/G
eoma
tik/U
mwelt
techn
ik
52
bestimmt werden, mit der ein Messobjekt abge-tastet werden kann. Die Messergebnisse werden an einem PC erfasst und stehen in Echtzeit für eine Auswertung zur Verfügung (s. Abb. 3).
Durch den gleichzeitigen Betrieb weiterer Trans-mitter lassen sich noch einige Vorteile mehr erzielen: Zum einen wird ein höheres Maß an Genauigkeit sowie eine bessere Kontrolle über die Messergebnisse erreicht, wenn mehr als zwei Transmitter bei der Koordinatenbestimmung ver-wendet werden. Ein weiterer Vorteil ergibt sich dadurch, dass bei Sichtbehinderungen zwischen dem Empfänger und einzelnen Transmittern die Messung mit den übrigen Transmittern erfolgen kann. Schließlich können die Transmitter auch über einen größeren Bereich verteilt werden –z. B. eine ganze Industriehalle – sodass sich hier-bei der Messbereich entsprechend vergrößern lässt.
Ziel des Forschungsprojekts Usofi ist es nicht nur die Vorteile des Systems zu analysieren, sondern auch herauszufinden, wo die Ein-schränkungen liegen und welche Genauigkeit und Zuverlässigkeit erreicht werden. Darüber hinaus soll es für den praktischen Einsatz opti-miert werden. Die vielfältigen Einflüsse und Störeffekte, wie sie durch die geometrische Konfiguration von Transmittern und Empfängern, Fremdlicht, Reflexionen oder atmosphärische Störungen etc. hervorgerufen werden, sind hier-bei zu modellieren um darauf aufbauend eine optimierte Datenauswertung zu entwickeln.
Das Forschungsprojekt, das auf drei Jahre ange-legt ist, wird in Zusammenarbeit mit den Firmen VMT und Qbit in Bruchsal durchgeführt und im Rahmen des Forschungsprogramms FH3 gefördert.
Um abschätzen zu können, wie gut das Mess-system bereits jetzt die Anforderungen der Indus-trie an Genauigkeit und Zuverlässigkeit erfüllen kann, wurde ein Testfeld (s. Abb. 4) geschaffen, dessen Genauigkeit um ein vielfaches höher ist als die des iGPS, sodass es als nahezu fehlerfrei angesehen werden kann. Aus diesem Referenz-feld können jeweils Sollwerte für die einzelnen Punkte entnommen werden, die als Vergleich
zu den gemessenen Werten des iGPS dienen. Mit vier Transmittern durchgeführte Tests zei-gen, dass bei guten Bedingungen die absoluten Genauigkeiten im gesamten Messbereich bei 0,05 – 0,3 mm liegen, wobei die Standardab-weichung über mehrere Testreihen bei 0,2 mm lag. Durch Abschattung einzelner Transmitter, Störquellen wie z. B. reflektierende Flächen oder Sonnenlicht und durch verschiedene, geomet-rische Anordnungen der Transmitter kann diese Genauigkeit jedoch nicht immer erreicht werden.
Ist von einem Messpunkt aus einer der vier Trans-mitter nicht zu sehen, so wirkt sich dies an den meisten Stellen kaum auf die Genauigkeit aus. Ins-besondere in der Nähe der verbleibenden Trans-mitter kann es jedoch zu Genauigkeitsabfällen kommen. Dennoch wird auch unter diesen Bedin-gungen in den kritischen Zonen eine Standardab-weichung von unter 0,3 mm erreicht (s. Abb. 5). Werden die vier ursprünglichen Transmitter jedoch auf zwei reduziert, so muss mit Genauigkeitsein-bußen von bis zu 50 Prozent gerechnet werden. Dies kann vermieden werden, indem die Anord-nung der Transmitter auf die jeweiligen Umstände so optimiert wird, dass von jedem Messpunkt aus mindestens drei Transmitter sichtbar sind.
Abb. 3: Echtzeitauswertung der Messdaten bei Test-messungen im Projekt Usofi
Abb. 4: Referenzfeld mit Transmitter
Abb. 5: inhomogene Genauigkeitsverteilung bei Abschattung eines Transmitters
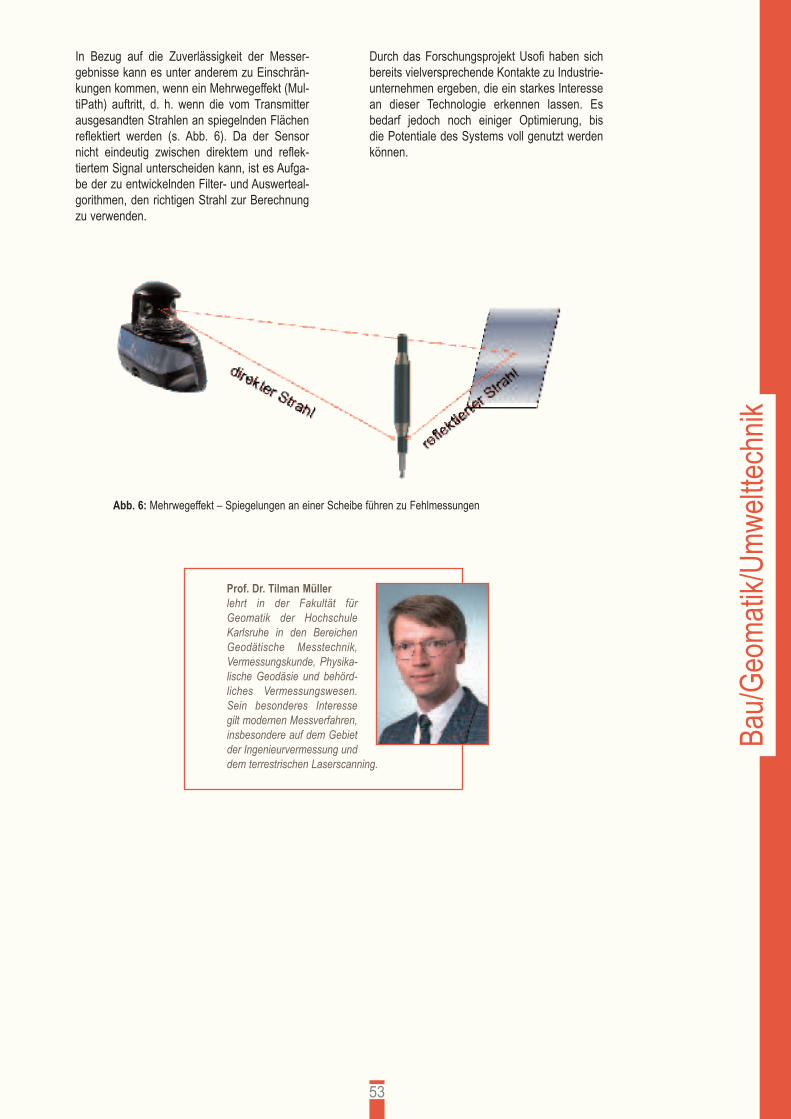
Bau/G
eoma
tik/U
mwelt
techn
ik
53
In Bezug auf die Zuverlässigkeit der Messer-gebnisse kann es unter anderem zu Einschrän-kungen kommen, wenn ein Mehrwegeffekt (Mul-tiPath) auftritt, d. h. wenn die vom Transmitter ausgesandten Strahlen an spiegelnden Flächen reflektiert werden (s. Abb. 6). Da der Sensor nicht eindeutig zwischen direktem und reflek-tiertem Signal unterscheiden kann, ist es Aufga-be der zu entwickelnden Filter- und Auswerteal-gorithmen, den richtigen Strahl zur Berechnung zu verwenden.
Durch das Forschungsprojekt Usofi haben sich bereits vielversprechende Kontakte zu Industrie-unternehmen ergeben, die ein starkes Interesse an dieser Technologie erkennen lassen. Es bedarf jedoch noch einiger Optimierung, bis die Potentiale des Systems voll genutzt werden können.
Prof. Dr. Tilman Müller lehrt in der Fakultät für Geomatik der Hochschule Karlsruhe in den Bereichen Geodätische Messtechnik, Vermessungskunde, Physika-lische Geodäsie und behörd-liches Vermessungswesen. Sein besonderes Interesse gilt modernen Messverfahren, insbesondere auf dem Gebiet der Ingenieurvermessung und dem terrestrischen Laserscanning.
Abb. 6: Mehrwegeffekt – Spiegelungen an einer Scheibe führen zu Fehlmessungen

Bau/G
eoma
tik/U
mwelt
techn
ik
54
Jan Hoinkis
Membrantechnik zur Reinigung von Abwässern in Asien
Innovative and adapted water treatment technologies which can contribute significantly to the improvement of water quality in Asian countries were developed as part of an EU sponsored project (INNOWA). The focus of the research and development activities was in the field of membrane separation technology. Two pilot plants were built and are currently being field tested. These pilot plants should provide fundamental data for the development and construction of larger water treatment plants.
Viele Länder in Asien erleben derzeit ein gewal-tiges Wirtschaftswachstum. Umweltbelastungen dramatischen Ausmaßes in Fernost sind allerdings die Kehrseite dieser Wirtschaftsentwicklung. Wäh-rend dort aber die Industrie boomt und die Schlote allerorts rauchen, steckt der Umweltschutz noch in den Kinderschuhen. Dies gilt insbesondere für die industrielle Abwasserreinigung.
Parallel zur schnellen wirtschaftlichen Entwick-lung nimmt in China und Bangladesch seit Jah-ren auch die Menge des anfallenden Abwassers aus Industrie, Landwirtschaft und Haushalten zu. Beide Länder haben eine expandierende Textil-industrie und dadurch erhebliche Probleme mit den in diesem Bereich auftretenden industriellen Abwässern, die die natürlichen Gewässer ver-schmutzen. Deshalb wird sauberes Trinkwasser zusehends knapp. Viele Gewässer sind inzwi-schen schwer mit Schadstoffen belastet. Hinzu kommt, dass die Verschmutzung von Neben-flüssen inzwischen auch die großen Ströme stark beeinträchtigt, und die Verschmutzung von städtischen Gebieten auf ländliche übergreift. Abwässer werden bis heute oft unbehandelt in die Flüsse geleitet, sodass mehr als die Hälfte der Flüsse verschmutzt sind – im Umland der Städte sind es sogar 90 Prozent. Alleine in der Region um die chinesische Stadt Changzhou (ca. 150 km von Shanghai) sind mittlerweile mehr als 1 500 Textilfabriken ansässig.
Nach Auffassung von Experten sind die Flüsse und Seen in China inzwischen so stark verschmutzt, dass das Problem im Interesse einer anhaltenden Entwicklung der chinesischen Volkswirtschaft dringend gelöst werden muss. Auch in Bang-ladesch ist die Bekleidungsindustrie einer der wichtigsten Wirtschaftszweige. Sie erwirtschaftet 75 bis 80 Prozent aller Exporterträge und schafft im großen Umfang Arbeitsplätze. In mehr als 3 800 Fabriken arbeiten 2,5 Millionen Beschäf-tigte. Mehr als 90 Prozent der Textilbetriebe leiten ihre Abwässer ungeklärt in die Gewässer.
Deshalb hatte sich ein von der EU im Asia Pro Eco Programm an der Hochschule Karls-ruhe gefördertes Projekt (INNOWA) zur Auf-gabe gemacht, durch Entwicklung innovativer und angepasster Wasserreinigungstechnologien einen Beitrag zur Verbesserung der Wasser-
qualität in asiatischen Ländern zu leisten [1]. Eine besondere Herausforderung in diesem Projekt lag darin, die neuen Technologien an die besonderen Gegebenheiten und Bedürfnisse der Länder anzupassen. Innerhalb dieses Projekts wurden an den kooperierenden asiatischen Part-neruniversitäten (Jiangsu Polytechnic University in Changzhou / China und Shah Jalal University Sylhet / Bangladesch) Technologietransfer-Zen-tren auf dem Gebiet der innovativen Wasser-behandlung aufgebaut. Durch diese sollen in Zukunft Umwelttechnologie-Projekte in Zusam-menarbeit mit der lokalen Industrie bzw. den Umweltschutzbehörden abgewickelt werden.
Im Rahmen dieses Projekts wurden nachhaltige Konzepte zur Beseitigung der Probleme bei der Trink- und Abwasserbehandlung entwickelt. Die Forschungsarbeiten wurden durch Schulungen, gemeinsame Fachseminare und Konferenzen begleitet. Der Schwerpunkt der Forschungs- und Entwicklungsarbeiten lag auf dem Gebiet der innovativen Membranfiltrationstechnik. Membrantrennverfahren sind Trennverfahren, bei denen das zu filternde Medium unter einer Druckdifferenz quer zu einer halbdurchlässigen Membran geführt wird. Dabei können nur kleine Teilchen bzw. kleine Moleküle die Membran passieren, größere werden zurückgehalten. Membranen werden heute schon in vielen Berei-chen der Wasseraufbereitung eingesetzt und stellen dabei eine leistungsstarke Alternative zu herkömmlichen Trennverfahren dar. Einen weiteren Schwerpunkt der Forschungs- und Entwicklungsarbeiten bildeten die sogenannten Membranbioreaktoren (MBR).
Die MBR-Technologie hat in der Abwasserrei-nigung in den vergangenen Jahren eine stetig wachsende Bedeutung erlangt. Beim MBR-Ver-fahren handelt es sich um eine Technologie, die ein Belebtschlammbecken – wie es üblicher-weise in Klärwerken verwendet wird – mit einer Mikrofiltration (Porengröße < 0,2 μm) kombiniert. Diese Filtrationsmodule werden häufig direkt in das Klärbecken eingetaucht und sind in direktem Kontakt mit dem Belebtschlamm. Zur Filtration werden entweder plattenförmige oder Hohlfaser-module eingesetzt. Die plattenförmigen Module sind meist in einen sogenannten Aufströmkanal eingebracht (s. Abb.1).

Die Welt farbiger machen.
Wir bringen Farbe ins Spiel. Wenn Sie unsere Begeisterung für Print und Technologie teilen, sind Sie bei Heidelberg genau am richtigen Platz.
Gleichmäßig und exakt Farbe aufs Papier zu bringen – das ist zwar der wichtigste Punkt im Druckprozess. Aber auch das Davor und Danach ist mitentscheidend für die Qualität des Endprodukts: Denn aus der Druckvorstufe kommt die Vorlage für den eigentlichen Druck; und danach müssen die bedruckten Bogen noch geschnitten, gefalzt, geheftet oder aber zu komplexen Faltschachteln und Verpackungsmaterialien weiterverarbeitet werden. Diese Technologielangstrecke vollständig zu steuern und in immer pro-duktiveren Maschinensystemen umzusetzen, diese Präzisionsmaschinen hoch automatisiert zu produzieren, über ein weltweites Vertriebsnetz abzusetzen und globalen Service zu bieten – das ist die einzigartige Verkettung von Kernkompetenzen, die den erstklassigen Ruf von Heidelberg in aller Welt begründen. Und dabei spielen auch Softwarelösungen eine immer entscheidendere Rolle. Denn die Druckproduktion setzt sich aus vielen Einzelschritten zusammen, die es effizient zu koordinieren gilt.
Möglich ist dies durch das ganzheitliche Workflow-Management-System Prinect von Heidelberg: Es integriert alle Abläufe und macht sie durchgängig transparent und wirtschaftlich. Nur wenige Unternehmen bringen das erforderliche Know-how mit, um angesichts der hohen Anforderungen in globaler Perspektive zu bestehen. Heidelberg spielt in diesem anspruchsvollen Markt eine maßgebliche Rolle.
Interesse? Dann bewerben Sie sich unter: www.heidelberg.com/karriere
Wild Thing.
Der Rhythmus unserer Druckmaschinen ist Musik in unseren Ohren. Wenn Siesich vorstellen können, als Ingenieur oder Wirtschaftswissenschaftler, gerne auchals Diplomand oder Praktikant, auf der Bühne des Weltmarktführers mitzuspielen,bewerben Sie sich über den Link Karriere auf www.heidelberg.com
Wer hier mehr als eine Druckmaschine sieht, bringt genau die Leidenschaft mit,die wir von unseren Bewerbern erwarten.
Bau/G
eoma
tik/U
mwelt
techn
ik
56
Durch eine Saugpumpe wird ein Unterdruck in der Ablaufleitung erzeugt und so das aufbereite-te Wasser durch die Membranen gesaugt. Das gereinigte Abwasser (Permeat) wird dann direkt dem Ablauf zugeführt. Durch eine intermittieren-de Belüftung am Boden der Membrane werden Turbulenzen erzeugt, die die Außenseite der Membranen reinigen. So werden Feststoffab-lagerungen auf der Membranoberfläche abge-löst. Der wesentliche Vorteil ist, dass dadurch kein Absetzbecken für den Klärschlamm benö-tigt wird. Dies führt zu einem bis zu 70 Prozent geringeren Flächen- und Raumbedarf für die gesamte Reinigungsanlage. Weitere Vorteile des MBR-Verfahrens gegenüber der konventio-nellen Klärtechnik sind:
modularer Aufbau
sehr niedrige Ablaufwerte durch effi zienten Abbau
Ablauf ist partikelfrei und nahezu keimfrei und kann häufi g direkt als Prozesswasser wieder verwendet werden
Aufgrund der genannten Vorteile wird erwartet, dass die MBR-Technik in Zukunft eine bedeu-tende Rolle in der Abwasserreinigung spielen wird, zumal die Investitionskosten für solche Membranmodule in den letzten Jahren erheblich gesunken sind und weiter sinken.
Im Rahmen des INNOWA-Projekts wurden von Studenten der beiden asiatischen Partnerhoch-schulen zwei MBR-Versuchsanlagen aufgebaut und vor Ort in kooperierenden Textilfabriken in China und Bangladesch im Rahmen von Feldtests eingesetzt (s. Abb. 2 und 3). Unter Anleitung von Shamim Deowan (Absolvent des Studiengangs Sensor Systems Technology an der Hochschule Karlsruhe) wurde die MBR-Anlage in Bangladesch bis auf das eigent-liche Membranmodul komplett im Land selbst zusammengebaut und zur Steuerung mit einer
robusten Sensor- und Regelungstechnik aus-gestattet. Beide Versuchanlagen haben gezeigt, dass die Abwässer mit Hilfe der MBR-Technik besser gereinigt werden können als mit den vor-handenen konventionellen Reinigungsanlagen. Abbildung 4 zeigt beispielhaft den sogenannten Chemischen Sauerstoffbedarf (CSB) im Zu- und Ablauf der Anlage in der chinesischen Textil-fabrik während einer typischen Messperiode. Der CSB-Wert ist ein Maß für die organische Verschmutzung im Abwasser. Wie man in Abbil-dung 4 erkennt, sind die CSB-Ablaufwerte beim MBR-Reaktor niedriger und deutlich konstanter als beim vorhandenen konventionellen Klärbe-cken. Durch die MBR-Behandlung können die geforderten aktuellen Ablaufwerte von maximal
Abb. 1: Schematische Darstellung eines MBR-Moduls mit plattenförmigen Membranen
Abb. 2: Feldversuche mit einem MBR-Reaktor in einer chinesischen Textilfabrik
Abb. 3: Feldversuche mit einem MBR-Reaktor in einer Textilfabrik in Bangladesch
Bau/G
eoma
tik/U
mwelt
techn
ik
57
100 mg/l eingehalten werden, was mit der bis-herigen Anlage nicht möglich ist (s. auch [2]). Die beiden Pilotanlagen sollen dazu dienen, Basisdaten für die Entwicklung und den Aufbau adaptierter größerer MBR-Anlagen zu liefern. Die MBR-Technologie soll insbesondere zur dezentralen Teilstrombehandlung eingesetzt und weiter optimiert werden. Hierbei wird in weiteren Schritten auch untersucht, ob das Abwasser durch eine zusätzliche nachfolgende Reinigung wieder als Prozesswasser eingesetzt werden kann.
Die Ergebnisse des INNOWA-Projekts werden 2008 unter anderem im Rahmen einer von der Regierung in Bangladesch organisierten inter-nationalen Stakeholder-Konferenz in Dhaka / Bangladesch vorgestellt, an der Wasserexper-ten von verschiedenen Interessengruppen aus Industrie und Verwaltung teilnehmen.
Literaturangaben[1] www.innowa.org
[2] Huang, R.; Hoinkis, J.; Hu, Q.; Koch, F., Treat-ment of dyeing wastewater by hollow fi ber membrane bioreactor, Chem. Eng. Technol., submitted Sep. 2007.
Prof. Dr.-Ing. Jan Hoinkiswurde 1996 an die Hochschu-le Karlsruhe berufen und lehrt an der Fakultät für Elektro- und Informationstechnik. Dort vertritt er die Bereiche Che-mie und Verfahrenstechnik. Sein Forschungsschwerpunkt ist die Entwicklung von Ver-fahren zur Aufbereitung und zum Recycling industrieller Prozesswässer.
Abb. 4: Verlauf der CSB-Werte im Zu- und Ablauf eines Pilot-MBR-Reaktors während einer Versuchsperiode in einer chinesischen Textilfabrik
3889
1711
_gu
Wiley-VCH Verlag GmbH & Co. KGaA Postfach 10 11 61 · D-69451 WeinheimTel: 49 (0) 6201/606-400 · Fax: 49 (0) 6201/606-184 E-Mail: [email protected] · Internet: www.wiley-vch.de
JAN HOINKIS und EBERHARD LINDNER
Chemie für Ingenieure13., vollständig überarbeitete Aufl .
ISBN: 978-3527-31798-12007 720 S. mit ca. 210 Abb. Broschur € 44,90
„So praxisbezogen wie möglich und so theoretisch wie nötig“ ist auch die 13. Aufl age dieses Klassikers für Ingenieure in Bachelor- und Diplomstudien-gängen konzipiert. Inhaltlich exakt abgestimmt und aktua-lisiert bietet es einen raschen Einstieg in die gesamte Chemie.
Klassiker

Bau/G
eoma
tik/U
mwelt
techn
ik
58
Paul Butschbach, Andreas Potreck, Thomas Trautmann und Heinz KohlerInstitut für Sensorik und Informationssysteme (ISIS) am IAF
Wärme aus Stückholz: Fortschritte bei der Reduktion der Schadgas-emissionen durch Sensorik gestützte Zuluftregelung und katalytische Nachverbrennung
The combustion of split logs in tiled stoves and in central heaters is a widely used and cheap way of domestic house heating. However, latest research shows that expanding use of this type of heat source is coupled with extensive emissions of toxic gases and particulate matter which may be dangerous for people and environ-ment. In this paper, a new concept of combustion control is presented which uses three in-situ sensors for continuous measurement of combustion temperature, residual oxygen concentration and residual CO/HC-concentration in the exhaust gas as entrance signals for the numeric control of the combustion air streams. Experimental results from a tiled stove are presented. They confirm the effective reduction of the emissions of toxic gases. The emissions are even further reduced to less than 1% when the novel control system is combined with a catalytic converter for post-combustion.
SituationAngesichts stetig steigender Energiepreise ist abzusehen, dass die Substitution von klassi-schen Energieträgern wie Erdgas und Mineralöl zur Beheizung von Wohnungen in Deutschland weiter fortschreiten wird und sich entsprechend die Zahl der bereits installierten Stückholzfeu-erstätten (14,6 Mio. Einzelraumfeuerstätten und 0,6 Mio. Heizkessel) weiter erhöhen und deren Nutzung weiter intensiviert werden wird. Dieser Trend wird mit öffentli chen Mitteln angescho-ben, da die Nutzung heimischer Energiequellen unterstützt werden soll, um die Abhängigkeit von (unsicheren) ausländischen Energiequellen zu verringern und lokale Wirtschaftkreisläufe zu fördern. Allerdings steht dieser Entwicklung eine zusätzliche Belastung der Volksgesundheit und der Umwelt gegenüber, wenn die Qualität der Verbren nungsprozesse nicht wirksam verbessert wird. Es ist zwar richtig, dass die Argumente der Nachhaltigkeit und der CO2-Neutralität für den Einsatz von Biomasse sprechen, jedoch ist dieses Bild unvollständig: Die Verbrennung von biolo-gischen Feststoffen – hauptsächlich Holzpellets, Hackschnitzel und Stückholz – ist ein komplexer feuerungstechnischer Prozess und insbesonde-re im Falle der Stückholz-Verbrennung nach dem Stand der Technik mit er heblichen Schad-gas- (Kohlenmonoxid und verschiedene Kohlen-wasserstoffe, auch PAK) und Staubemissionen verbunden, die in vielen Kommunen spürbar zur Gesamtumweltbe lastung während der Heizpe-rioden beitragen [1]. Die im Jahr 2008 von der Bundesregierung geplante Novellierung der 1. Bundesimmissionsschutzverordnung (BImschV) versucht zwar dieser Gefahr zu begegnen, jedoch wird z. B. die vorgesehene Obergrenze für CO-Emissionen aus Kachelöfen und Heizkaminen (2000 ppm, ab 2015 Absenkung auf 1000 ppm) in Anbetracht der vergleichsweise niedrigen CO-Emissionen von Heizöl- oder Gasbrennern (deutlich unter 100 ppm) den Tatbestand der
Zusatzbelastung mildern, jedoch nicht wirkungs-voll beseitigen können.
Vor diesem Hintergrund besteht dringender For-schungs- und Entwicklungsbedarf zur Opti mierung der Verbrennungsprozesse in Biomasse-Feue-rungsanlagen im Allgemeinen und in Stückholz-Feuerungsanlagen im Speziellen. Mittlerweile setzt sich die Erkenntnis durch, dass hierzu die Verbesserung klassischer Feuerungskonzepte nicht ausreichen wird und vielmehr neue Tech-nologien einbezogen werden müssen, um diesen komplexen Prozess möglichst optimal zu steuern.
Neues FeuerungskonzeptGenerell gilt, dass eine geeignete, sensorisch geführte Verbrennungsluftzufuhr nur dann wir-kungsvoll zur Verbrennungsoptimierung bei-tragen kann, wenn die Gestaltung der Brenn-räume überhaupt eine vollständige Verbrennung zulässt. Die Aufteilung des Brennraumes in Primär- und Sekundärbrennkammer ist mittler-weile Stand der Technik hochwertiger Stückholz-Kleinfeuerungsanlagen (s. Abb. 1).
Abb. 1: Schematische Darstellung einer mo der nen Stückholz-Kleinfeuerungsan lage mit Pri märbrennkammer zur Stückholzbe-schic kung und Sekundärbrennkammer zur Nachverbrennung der Abgase. Wei terhin wird die Posi tionierung der Senso ren zur Bestim-mung der Verbrennungs temperatur, des Restsauerstoffgehaltes und des CO/HC-Gehaltes dargestellt, die als Ein gangsgrößen zur Rege-lung des Primär- bzw. Sekundärluftstromes zur Verfügung stehen.

Bau/G
eoma
tik/U
mwelt
techn
ik
59
Die aktuelle CO/HC-Konzentration im Abgas wird durch einen sogenannten Mischpotential sensor (Carbosen 1000, ESCUBE GmbH+Co., Stuttgart) bestimmt, dessen Messprinzip auf der Potenti-aldifferenzmessung zweier Elektro den beruht, die auf einem gemeinsamen Fest elektrolyten (Yttrium Stabilisiertes Zirkonium oxid) aufge-bracht sind [2, 4]. Sensoren dieses Typs liefern unterschiedliche Sen sitivitäten in Abhängigkeit von der Gaskomponente und weisen auch eine deutliche Abhän gigkeit von der Restsauerstoff-konzentration auf [2]. Da letztere Größe sen-sorisch er fasst wird, kann diese Abhängigkeit kompensiert werden. Das resultierende Sen-sorsignal kann in Anbetracht der Vielzahl von emittierten Gaskomponenten (CO, organische Verbin dungen) natürlich keinem echten Konzent-rationswert zugeordnet werden, weshalb in den folgenden Ergebnissen die Sensorsignale auf die äquivalente CO-Konzentration bezogen werden.
Weiterhin wurde experimentell geprüft, ob bei Einpassung eines Oxidationskatalysators in die Nachbrennkammer (SF10SK) bzw. in die Abgas-führung (Vitolig 200) eine weitere Reduktion der Schadgasemissionen möglich ist. Hierbei war zu berücksichtigen, dass der Abstand der Katalysatorträger so gewählt wurde, dass der Abgasströmungswiderstand nicht zu groß wird, und der Katalysator so in der Feuerungsan lage positioniert wird (s. Abb. 3), dass er nach der Anfeuerungsphase sehr schnell auf Betriebs-temperatur kommt, Überhitzungsschäden (T>1000°C) jedoch vermieden werden.
Ergebnisse der FeuerungsexperimenteIn den nachfolgenden Diagrammen werden jeweils die T, der RSG, das CO/HC-Signal, der CO-äquivalente Schadgasausstoß, die Stellung von Primär- und Sekundärklappe und die zuge-hörigen Luftmassenströme über einer gemein-samen Zeitachse dargestellt.
Abb. 2: Verbrennungsanlagen mit Steuerungs- und Messsystem (im Vordergrund). Beide Feu erungsanlagen wurden mit Luftmassen strö-mungssensoren für Primär- und Sekun därluft und mit Gassensoren für Restsauer stoffgehalt und CO/HC-Gehalt nachgerüs tet. Der Ab gaszug wird auf einen zuvor definierbaren Wert geregelt. Die Wär-meabfuhr geschieht über einen Kühlwasserkreislauf mit Wärmetau-scher und wird ebenfalls gemessen (Wär memengenzähler).
Sowohl in den feuerungs technisch am wei-testen fortgeschrittenen, chargenbetriebenen Feuerstätten, wie z. B. den Kachelofeneinsät-zen, als auch in modernen Stückholz-Heizkes-seln werden die Verbren nungsluftströme pri-mär und sekundär separat geregelt. Allerdings sind die Regelungsstrate gien unterschiedlich und basieren bisher auf Eingangsgrößen, die den Verbrennungspro zess meist nur unzu-reichend beschreiben. Der in-situ-Gassenso-rik kommt deshalb bei der Erzie lung weiterer Fortschritte besondere Bedeutung zu. Umfang-reiche experimentelle Untersu chungen an einem Kachel ofeneinsatz (Typ SF10SK, Brunner GmbH, Eggenfelden) und an einem Stückholz-Heizkes sel (Typ Vitolig 200, Viessmann GmbH, Allendorf) im Holzfeue rungslabor des ISIS (s. Abb. 2) haben ergeben, dass die Größen Ver-brennungstemperatur (T), Restsauerstoffgehalt (RSG) und CO/HC-Gehalt im Abgas sensorisch in situ erfasst werden müssen, um auf deren Basis einen Regelungsalgorithmus für die Pri-mär- und Sekundärluftströme zu formulieren und so die Verbrennung wirksam zu verbessern [2].
Dieser neu entwickelte Regelungsalgorithmus ist im Gegensatz zu einigen bestehenden Rege-lungskonzepten nicht trendbasiert, sondern nutzt die Absolutwerte der drei oben ein geführten Parameter T, RSG und CO/HC-Gehalt, um zu jedem Zeitpunkt des Verbrennungs prozesses die Stellung der beiden Zuluftschieber und (im Falle des Stückholz-Heizkessels) den Saug zug festzulegen. Zur Bestimmung des RSG wird ein festkörperelektrochemischer Sensor eingesetzt, der eine Nernst’sche Konzentrationszelle mit einer elektrochemischen Pumpzelle kombiniert [2, 3] und auf diese Weise eine lineare Signalab-hängigkeit von der Rest sauerstoffkonzentration im thermodynamischen Gleichgewicht mit allen anderen Gas kompo nenten liefert.
Abb. 3: Oxidationskatalysator aus mit Katalysatormate-rial beschichteten Blechen (ECOkat GmbH, Uden-heim), eingepasst in die Sekundärbrenn kammer (bei abgenommener Ofenfrontplatte); im Vordergrund der Anschluss für die elektri sche Katalysatorheizung und über dem Gewölbe die Aussparung für die Katalysa-torprobe
Bau/G
eoma
tik/U
mwelt
techn
ik
60
Abbildung 4 zeigt die Verläufe der Signale von Abbränden, die im SF10SK-Kachelofeneinsatz vorgenommen wurden. In den beiden Diagram-men werden die Daten, die bei Betrieb mit der Regelung des Herstellers gewonnen wurden, mit denen verglichen, die nach dem neu ent-wickelten, oben skizzierten Regelungsalgorith-mus erzielt wurden.
Eine weitere Reduktion der Schadgasemissi-onen wurde insbesondere in der Anbrand phase (die ersten 30 Minuten, s. Abb. 4) erwartet, wenn die Nachoxidation in der Sekundärbrennkammer durch einen Oxidationskatalysator unterstützt wird. In dieser Phase des Abbrandes ist die Ver-brennungstemperatur ohne Katalysator noch zu niedrig (T<600°C), um auch bei genü gend hohem
Abb. 4: Zeitverläufe der Verbrennungs- und Regelungsparameter, gemittelt aus drei nacheinander durchgeführten Abbränden; Heizmaterial: Holzbriketts (Heizprofi H2) a) Regelung der Zuluftströme nach der Methode des Herstellers (EOR-Steuerung)b) Regelung basierend auf den Parametern T, RSG und CO/HC-Gehalt (neuer Regelungsalgorithmus)
Der Vergleich der Verläufe der Primär- und Sekundärklappenstellungen (s. Abb. 4, untere Diagramme) zeigt deutlich, dass bei Kenntnis der drei Parameter T, RSG und CO/HC-Gehalt die Klappenöffnung vor allem in den ersten 60 Minuten des Abbrandes wesentlich geringer ge wählt wer-den kann, was aufgrund der geringeren Luftströ-me zu einem „gezähmteren“ Ab brandgeschehen führt. Dies hat zur Folge, dass Einbrüche des RSG auf Werte unter 6 % vermieden werden und infolgedessen bei insgesamt längerer Hoch-temperaturabbrandphase die Schadgasbildung deutlich abgesenkt wird. Grobe Abschätzungen der mittleren Schad gasemissionen pro Abbrand aufgrund der Sensordaten (CO-äquivalenter Schadgasausstoß berechnet aus der CO-äquiva-lenten Konzentration und dem Luftmassenstrom, aufsummiert über den gesamten Abbrand) haben ergeben, dass durch dieses neue Regelungs-konzept eine Absenkung der Emissionswerte auf etwa 15 % der Werte mit herstellereigener Regelung erreicht wird.
RSG eine Nachverbrennung zu erreichen. Um zu vermeiden, dass sich die Katalysator flächen direkt nach dem Anzündvorgang mit hochsie-denden flüchtigen Kohlenwasserstoffen belegen, die aus dem Holz entweichen, und um möglichst bereits in dieser „Kaltphase“ die Nachoxidation zu ermöglichen, wurde der Oxidationskatalysa-tor auf 200°C elektrisch beheizt. Die Ergebnisse zeigt Abbildung 5.
Aufgrund der etwas reduzierten Holzmenge werden nicht ganz so hohe Verbrennungstempe-raturen erreicht wie dies normalerweise der Fall ist (vgl. Abb. 5 mit Abb. 4), jedoch zeigt Abbil-dung 5 sehr deutlich, dass die Gesamtschad-gasemission nochmals spürbar zurückgegan-gen ist. Eine grobe Abschätzung aufgrund der Sensordaten ergibt eine Emission von weniger als 1 % bezogen auf die mittlere Emission mit der Steuerung des Herstellers (s. Abb. 4).
Diese ermutigenden Messergebnisse legen natürlich den Schluss nahe, Stückholzfeuerungs-anlagen zukünftig nach dem oben vorgestell-
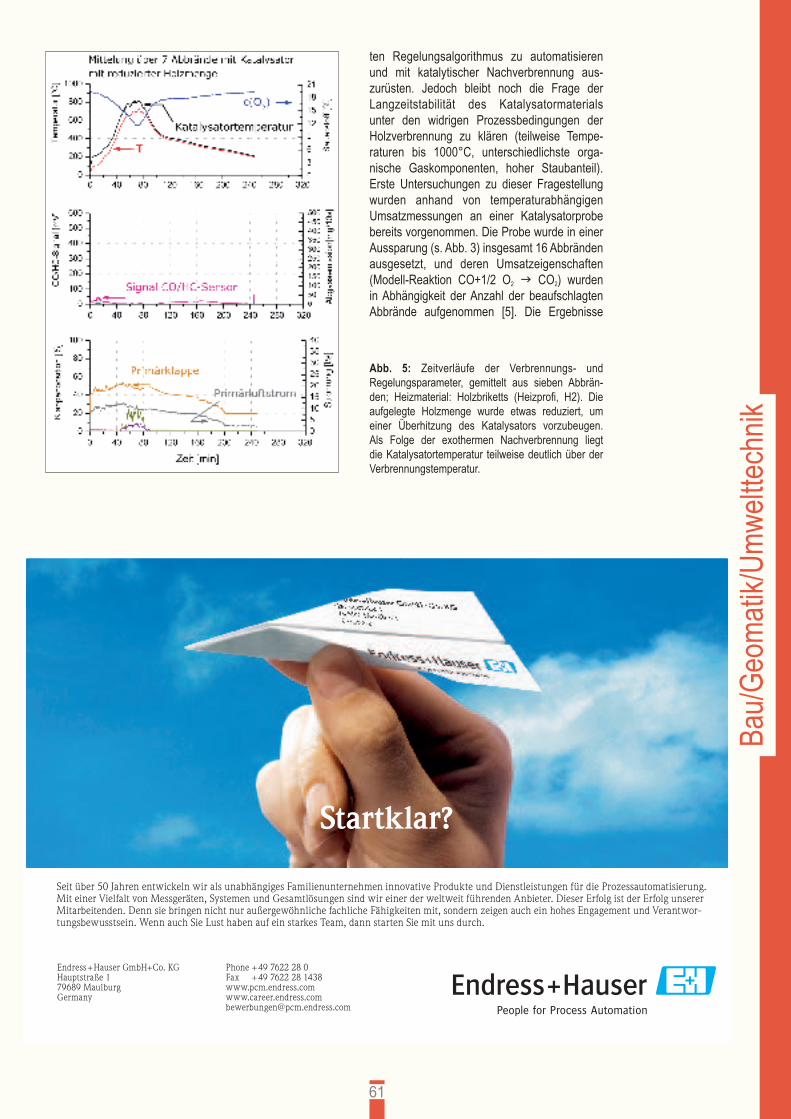
Bau/G
eoma
tik/U
mwelt
techn
ik
61
ten Regelungsalgorithmus zu automatisieren und mit katalytischer Nachverbrennung aus-zurüsten. Jedoch bleibt noch die Frage der Lang zeitstabilität des Katalysatormaterials unter den widrigen Prozessbedingungen der Holz verbrennung zu klären (teilweise Tempe-raturen bis 1000°C, unterschiedlichste orga-nische Gaskompo nenten, hoher Staubanteil). Erste Untersuchungen zu dieser Fragestellung wurden anhand von temperaturabhängigen Umsatzmessungen an einer Katalysatorprobe bereits vorge nommen. Die Probe wurde in einer Aussparung (s. Abb. 3) insgesamt 16 Abbränden ausgesetzt, und deren Umsatzeigenschaften (Modell-Reaktion CO+1/2 O2 CO2) wurden in Abhängigkeit der Anzahl der beaufschlagten Abbrände aufgenommen [5]. Die Ergebnisse
Abb. 5: Zeitverläufe der Verbrennungs- und Regelungspa rameter, gemittelt aus sieben Abbrän-den; Heizma terial: Holzbriketts (Heizprofi, H2). Die aufgelegte Holzmenge wurde etwas reduziert, um einer Über hitzung des Katalysators vorzubeugen. Als Folge der exothermen Nachverbrennung liegt die Kataly satortemperatur teilweise deutlich über der Verbrennungstemperatur.
Startklar?
Seit über 50 Jahren entwickeln wir als unabhängiges Familienunternehmen innovative Produkte und Dienstleistungen für die Prozessautomatisierung. Mit einer Vielfalt von Messgeräten, Systemen und Gesamtlösungen sind wir einer der weltweit führenden Anbieter. Dieser Erfolg ist der Erfolg unserer Mitarbeitenden. Denn sie bringen nicht nur außergewöhnliche fachliche Fähigkeiten mit, sondern zeigen auch ein hohes Engagement und Verantwor-tungsbewusstsein. Wenn auch Sie Lust haben auf ein starkes Team, dann starten Sie mit uns durch.
Endress+Hauser GmbH+Co. KG Phone +49 7622 28 0Hauptstraße 1 Fax +49 7622 28 143879689 Maulburg www.pcm.endress.comGermany www.career.endress.com [email protected]

Bau/G
eoma
tik/U
mwelt
techn
ik
62
Prof. Dr. Heinz Kohlerlehrt an der Fakultät für Elek-tro- und Informationstechnik Chemosensorik und Physik. Er ist Gründer und Leiter der Sensorikgruppe am Institut für Angewandte Forschung (IAF). Seine Forschungsschwer-punkte sind neue Sensorma-terialien für die Gassensorik und feldfähige, intelligente Gassensorsysteme für die Sicherheitstechnik, Verbrennungstechnik und chemische Prozessanalyse.
zeigen, dass zwi schen dem neunten und 16. Abbrand keine signifikante Veränderung der Katalysatoreigen schaften mehr auftritt, d. h. es erfolgt eine Stabilisierung und der Umsatz von CO zu CO2 nimmt bereits oberhalb 150°C (Onset-Temperatur) mit der Temperatur stark zu. Dieses Ergebnis unter streicht die Eignung des verwendeten Katalysatormaterials. Zur Beur-teilung der Langzeitsta bilität sind jedoch noch weitere Feldmessungen z. B. über eine gesamte Heizperiode not wendig.
FazitAnhand der skizzierten Studien der Schadgas-emissionen bei der Verbrennung von Holzbri-ketts in einem Kachelofeneinsatz (SF10SK, Brunner GmbH, Eggenfelden) konnte gezeigt werden, dass bei in-situ-Bestimmung der Ver-brennungstemperatur, des Restsauerstoff- und des CO/HC-Gehaltes im Abgas mit geeigneten Sensoren unter Verwendung ei nes neuen, im Rahmen der Untersuchungen entwickelten Regelungskonzeptes die Schadgasemissionen auf etwa 15 % der Emissionen bei Hersteller-betrieb abgesenkt werden. Eine nochmalige erhebliche Reduktion der Schadgas emissionen auf Werte kleiner als 1 % wird bei zusätzlicher Integration eines Oxidationskatalysa tors erreicht. Diese Ergebnisse zeigen einen klaren technolo-gischen Weg auf, wie zukünftig die Emissionen von Stückholz-Feuerungsanlagen wirkungsvoll abgesenkt wer den können, be dürfen jedoch noch der Absicherung durch Langzeitstudien (Katalysatorstabi lität).
Ähnliche Untersuchungen sind auch für Stück-holz-Heizkessel im Gange. Es wurde be reits gezeigt, dass das neue Regelungskonzept auch für diese Feuerungsanlage adaptierbar ist, wobei die Regelungssituation komplexer ist und bei höherer Nennwärmeleistung weniger Platz für den Oxidationskatalysator zur Verfügung steht, was die Wirksamkeit einschränkt. Das Optimierungspotential ist allerdings noch nicht ausgeschöpft.
Die Ergebnisse im Zusammenhang gesehen zeigen, dass das entwickelte Zuluftregelungskon-zept generell auf jede Stückholz-Feuerungsan-lage adaptierbar sein wird, wenn konstruktive Voraussetzungen für eine gute Verbrennungs-qualität gegeben sind.
Das Projekt wurde gefördert durch die Deutsche Bundesstiftung Umwelt, Osnabrück.
Literatur[1] Struschka, M.; Juschka, W.; Bächlin, W.;
Störgel, Ch., Detaillierte Berechnung von Emissionen und Immissionen aus Kleinfeu-erungsanlagen, Beitragsband, 6. Stuttgarter Holzfeuerungs-Kolloquium, Bericht Nr. 52, Inst. für Verfahrenstechnik und Dampfkesselwesen, Universität Stuttgart, 2007, S. 5.
[2] Kohler, H.; Potreck, A.; Trautmann, Th., Re-duktion der Schadgasemissionen von Stück-holz-Kleinfeuerungsanlagen durch Regelung der Zuluftströme mittels in-situ Abgassensorik, Beitragsband, Fachtagung „Emissionsminde-rung an Kleinfeuerungsanlagen“, Dülmen, 23. Nov. 2006.
[3] Dittrich, J., Optimierung von Feuerungsanlagen durch O2-Regelung mit dynamischem Sauer-stoffsensor, Verlag für Technische Literatur, 1986, S. 16 – 21.
[4] Hammer, F., Entwicklung eines miniaturisierten Festkörperelektrolytsensors aus der Raumfahrt zur Optimierung von Verbrennungsprozessen, Dissertation, Universität Stuttgart, 2002.
[5] Butschbach, P.; Kohler, H.; Potreck, A., Minde-rung der Schadgasemissionen von Stückholz-Feuerungsanlagen: Fortschritte durch Abgas-Sensorik und katalytische Nachverbrennung, Beitragsband, 6. Stuttgarter Holzfeuerungskol-loquium, Inst. für Verfahrenstechnik und Dampf-kesselwesen, Universität Stuttgart, Bericht 52(2007), S. 63.

Freuen Sie sich auf den Moment, wo Ihr Geistesblitz serienreif wird.
Als Absolvent/in oder Praktikant/in erleben Sie hautnah alle Phasen der For -schung, Entwicklung und Produktion. Seite an Seite arbeiten Sie mit erfahrenenIngenieurinnen und Ingenieuren, deren Ideenreichtum und Erfindergeist uns soweit nach vorne gebracht haben. Mit über 4.300 Mitar beiterinnen und Mitar-beitern sowie mehr als 40 Tochter unter neh men im In- und Ausland gehören wirweltweit zu den Markt- und Technologieführern in der Sensor elektronik. UnserePläne für die Zukunft sind ehrgeizig, unsere Türen für talentierten Nachwuchsweit offen. Ihre Ideen zählen.
Studierende der Ingenieurwissenschaften für Berufseinstieg, Diplomarbeit oder Praktikum gesuchtwww.sick.com/karriere

Bau/G
eoma
tik/U
mwelt
techn
ik
64
Michael Kauffeld und Volker Siegismund
Einfluss von Kältemaschinenöl auf den Wärmeübergang von Kohlen-dioxid in kleinen Strömungskanälen
A research project funded by the German Federation of Industrial Cooperative Research Associations (AiF) was carried out at the Karlsruhe University of Applied Sciences for the purpose of analysing the influence of oil content on the evaporating and gas cooling heat transfer coefficient of CO2/refrigeration oil mixtures in minichannel tubes. The test facilities were designed and built at the laboratories of the Mechanical Engineering Department. Heat transfer measurements of evaporating CO2/oil mixtures were carried out. The test section consists of a 0.5 m long standard MPE (multi port extruded) aluminium profile with 13 circular flow channels with a diameter of 0.8 mm each. Design parameters for the test facility and test matrix are based on require-ments for automotive air conditioning, i.e. refrigerant mass flux 60 – 130 kg/(m2 s), reduced pressure 0.47 – 0.61, vapour fraction 0.2 – 0.9 and oil concentration 0 – 10 % by mass.
Für die PKW-Klimatisierung ist das Kältemittel R744 eine mögliche Alternative zum derzeit eingesetzten HFKW R134a. Anzeichen sowohl aus der Politik als auch aus der Industrie weisen auf einen möglichen Serieneinsatz von R744 in PKW-Klimaanlagen in naher Zukunft hin. Bei Busklimaanlagen gibt es bereits seit einigen Jah-ren Erfolg versprechende Kleinserien, für deren Entwicklung die Firma Konvekta, Schwalmstadt, 2007 den Deutschen Umweltpreis erhalten hat.
Untersuchungen auf dem Gebiet des Wärme-übergangs von Öl–CO2-Gemischen in Wär-meaustauschern mit kleinen Strömungskanä-len, wie sie für PKW- und Bus-Klimatisierung eingesetzt werden, lagen zu Beginn des hier beschriebenen Forschungsvorhabens nicht vor. Ein grundlegendes Verständnis des Wärmeüber-gangverhaltens ist jedoch ein wichtiger Bestand-teil bei der Auslegung und Dimensionierung von Wärmeaustauschern. Ermutigende Ergebnisse von reinem CO2 , die u. a. von der University of Illinois und der Norwegischen Technischen Hochschule / Trondheim ermittelt wurden, galt es durch Messungen mit Öl-CO2-Gemischen zu verifizieren. An der Durchführung dieses AiF-Forschungsprojekts an der Hochschule Karlsruhe wurde seitens der Automobilindustrie (PKW-Hersteller, System-Zulieferer, Komponen-tenhersteller) großes Interesse geäußert.
Die Realisierung verbesserter Wärmeübertra-gungsraten bei gegebener Außen-Geometrie der Wärmeaustauscher (oder die Verkleinerung derselben bei gegebener Leistung) war in den letzten Jahren eine zentrale Aufgabe der Inge-nieure der Fahrzeug-, Wärme- und Kältetechnik. Eine Möglichkeit zum Erreichen dieser Ziele bietet die Reduzierung des hydraulischen Strö-mungskanaldurchmessers, was eine Erhöhung der Wärmeübertragungsoberfläche pro Volumen-einheit des Wärmeaustauschers zur Folge hat. Aus dieser Entwicklung heraus entstanden die extrudierten Aluminium-Flachprofile mit meh-reren parallel verlaufenden Strömungskanälen
(vgl. Abb. 1, im Folgenden auch MPE-Profile, Multi Port Extrusions, genannt). Diese werden unter anderem serienmäßig in Verdampfern und Verflüssigern in der PKW-Klimatisierung eingesetzt.
Im Rahmen dieser Arbeit wurde an der Fakul-tät für Maschinenbau und Mechatronik ein Versuchsstand zur Durchführung von Wärme-übergangsmessungen in einzelnen MPE-Profi-len geplant, aufgebaut und es wurden entspre-chende Messungen durchgeführt.
Die Versuchsparameter wurden so gewählt, dass die Verdampfungstemperaturen, Wärme- bzw. Massenstromdichten sowie Ölgehalte einer PKW-Klimaanlage im Leerlaufbetrieb entsprechen. Das verwendete Öl ist unter allen Versuchsbe-dingungen vollständig mit CO2 mischbar.
Die Messungen haben gezeigt, dass Massen-stromdichte und Verdampfungstemperatur einen sehr geringen Einfluss auf den Wärmeübergang haben, wohingegen die Wärmestromdichte den Wärmeübergang erheblich beeinflusst: Mit stei-genden Wärmestromdichten konnte ein stei-gender Wärmeübergangskoeffizient festgestellt werden.
Schwerpunkt der Untersuchungen war jedoch der Einfluss des Kältemaschinenöls auf den
Abb. 1: MPE-Profil
Eine runde Sache ...
... der Güntner Product Calculator GPC ...keep(s) your quality.
Thermodynamisch – präzise.· spart Arbeitszeit durch schnelle logische Auslegung· ermöglicht zuverlässige Projektplanung· verhindert Fehler bei der Auslegung· exakte thermodynamische Berechnung,
Güntner AG & Co. KGwww.guentner.de82256 FürstenfeldbruckDEUTSCHLAND
auch bei ausgefallenen Einsatzbereichen· Angabe von Massen- und Volumenströmen,
Beachtung von Druckverlustangaben· Updatefunktion durch Mausklick über das Internet
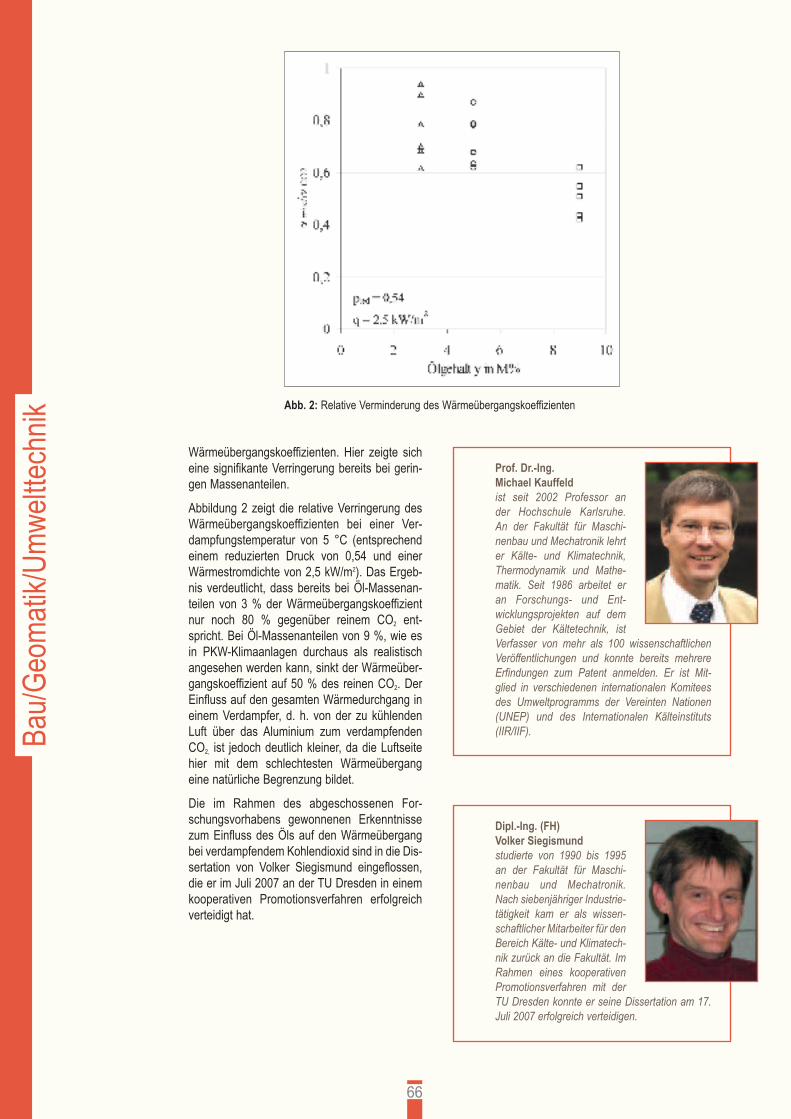
Bau/G
eoma
tik/U
mwelt
techn
ik
66
Wärmeübergangskoeffizienten. Hier zeigte sich eine signifikante Verringerung bereits bei gerin-gen Massenanteilen.
Abbildung 2 zeigt die relative Verringerung des Wärmeübergangskoeffizienten bei einer Ver-dampfungstemperatur von 5 °C (entsprechend einem reduzierten Druck von 0,54 und einer Wärmestromdichte von 2,5 kW/m2). Das Ergeb-nis verdeutlicht, dass bereits bei Öl-Massenan-teilen von 3 % der Wärmeübergangskoeffizient nur noch 80 % gegenüber reinem CO2 ent-spricht. Bei Öl-Massenanteilen von 9 %, wie es in PKW-Klimaanlagen durchaus als realistisch angesehen werden kann, sinkt der Wärmeüber-gangskoeffizient auf 50 % des reinen CO2. Der Einfluss auf den gesamten Wärmedurchgang in einem Verdampfer, d. h. von der zu kühlenden Luft über das Aluminium zum verdampfenden CO2, ist jedoch deutlich kleiner, da die Luftseite hier mit dem schlechtesten Wärmeübergang eine natürliche Begrenzung bildet.
Die im Rahmen des abgeschossenen For-schungsvorhabens gewonnenen Erkenntnisse zum Einfluss des Öls auf den Wärmeübergang bei verdampfendem Kohlendioxid sind in die Dis-sertation von Volker Siegismund eingeflossen, die er im Juli 2007 an der TU Dresden in einem kooperativen Promotionsverfahren erfolgreich verteidigt hat.
Prof. Dr.-Ing. Michael Kauffeld ist seit 2002 Professor an der Hochschule Karlsruhe. An der Fakultät für Maschi-nenbau und Mechatronik lehrt er Kälte- und Klimatechnik, Thermodynamik und Mathe-matik. Seit 1986 arbeitet er an Forschungs- und Ent-wicklungsprojekten auf dem Gebiet der Kältetechnik, ist Verfasser von mehr als 100 wissenschaftlichen Veröffentlichungen und konnte bereits mehrere Erfindungen zum Patent anmelden. Er ist Mit-glied in verschiedenen internationalen Komitees des Umweltprogramms der Vereinten Nationen (UNEP) und des Internationalen Kälteinstituts (IIR/IIF).
Dipl.-Ing. (FH) Volker Siegismund studierte von 1990 bis 1995 an der Fakultät für Maschi-nenbau und Mechatronik. Nach siebenjähriger Industrie-tätigkeit kam er als wissen-schaftlicher Mitarbeiter für den Bereich Kälte- und Klimatech-nik zurück an die Fakultät. Im Rahmen eines kooperativen Promotionsverfahren mit der TU Dresden konnte er seine Dissertation am 17. Juli 2007 erfolgreich verteidigen.
Abb. 2: Relative Verminderung des Wärmeübergangskoeffizienten

Synthetische IntelligenzSynthetische Intelligenz
Human Technologyfür Mensch, Natur und Maschine
oelheld GmbH innovative fluid technology · Ulmer Str. 135-139 · D-70188 StuttgartTelefon: +49 (711) 168 63-0 · Telefax +49 (711) 168 63-40
E-Mail: [email protected] · Internet: www.oelheld.de
Die synthetischen Schmierstoffe von oelheld zählen aufgrund ihrer raffinierten Additivierung zu den besten am Markt. Innovative Produktentwicklungen und konsequente Qualitätssicherung sind der Schlüssel für den Erfolg unserer Produkte.
Druckerei GmbH
Faberstraße 17 � 67590 MonsheimTel.: 06243 / 909-110 � Fax: [email protected] www.vmk-druckerei.de
Zeigen Sie nur das Beste . . .
Ihr starker Partner für Grafi k, Werbung und Druck

Strö
mung
stech
nik
68
Eckhard Martens, Frank Becker, Michael Sturm und Tobias Sturm
Simulation und Messung der Aeroakustik an einem Ventilator
In this paper some results of the experimental, numeric and analytic investigation of the aerodynamic sound radiation of an axial fan are presented. The aeroacoustic measurement of the fan showed that sound emission depends on the operating point, the case of fan installation, as well as the incident and the downstream air flow to the impeller. The spectral evaluation of radiated acoustic power showed a distinctive frequency sample, which exhibited tonal and broadband frequency ranges. Their occurrences were attributed to the aeroacoustic noise developing mechanisms. Some of these mechanisms could be visualized by the use of CFD simulations. It was even possible to computate a pseudo-sound pressure spectrum, based on the existence of local pres-sure fluctuations in the near field of the rotor. With regard to a sound prediction of the axial fan, semi-empirical noise calculation methods were investigated, which almost corresponded to the experimentally-determined measured values.
EinführungSeit Ende 2004 wird an der Fakultät für Maschi-nenbau und Mechatronik an einem Drittmittel-vorhaben mit Schwerpunkten in der Aerodyna-mik sowie Aeroakustik gearbeitet. Das Ziel des Forschungsvorhabens ist die Entwicklung eines Verfahrens, mit dem die Lärmemission von Axi-alventilatoren bereits in der Auslegungsphase unter Zuhilfenahme numerischer Berechnungs-verfahren vorhergesagt und demzufolge redu-ziert werden kann [1].
Ein wesentlicher Bestandteil des Drittmittel-projektes ist die Untersuchung des aerody-namischen Geräuschabstrahlverhaltens von Axialventilatoren. Die strömungsinduzierten Geräuschanteile lassen sich dabei auf eine Vielzahl von Einzelmechanismen zurückführen, deren Intensitäten durch unterschiedliche Fak-toren beeinflusst werden.
Im Rahmen einer Abschlussarbeit [2] wurde die Schallemission eines Axialventilators unter verschiedenen Rahmenbedingungen mit expe-rimentellen sowie numerischen Verfahren unter-sucht. Darüber hinaus wurden empirische und semiempirische Berechnungsansätze erprobt, mit denen eine überschlägige Vorhersage der emittierten Schallleistung möglich wurde.
Experimentelle UntersuchungenDie experimentellen Untersuchungen wurden mit Hilfe von Prüfstandsmessungen nach dem Hüll-flächenverfahren der Genauigkeitsklasse 2 (ent-sprechend DIN EN ISO 3744 und DIN 45635-Teil 38) im Akustiklabor der Hochschule Karlsruhe durchgeführt. Hierbei wird die Schallleistung aus lokalen Schalldruckpegeln ermittelt, die an definierten Mikrofonpositionen auf einer fiktiven, den Ventilator einhüllenden Messfläche erfasst werden (s. Abb.1).
In umfangreichen Messreihen wurde die Schall-abstrahlung des freiansaugenden Axialventila-tors in Abhängigkeit seiner Einbau-, Betriebs- sowie der Zu- und Abströmbedingungen zum rotierenden Laufrad untersucht.
Anhand grundlegender Untersuchungen konnte zunächst ein markantes Muster im Schallleis-tungsspektrum nachgewiesen werden, das bei allen Messreihen beobachtet werden kann, das jedoch in Abhängigkeit der Versuchsanordnung unterschiedlich stark variiert. Der charakteristi-sche Verlauf des Schallleistungsspektrums ist exemplarisch für zwei Zustände in Abbildung 2 dargestellt. Die Gesamtschallemission lässt sich demnach als ein breitbandiges Grundrauschen beschreiben, aus dem tonale Geräuschkom-ponenten deutlich hervorstechen. In der Dar-stellung (s. Abb. 2) sind diese tonalen Anteile
Abb. 1: Messaufbau im Akustiklabor der Hochschule Karlsruhe
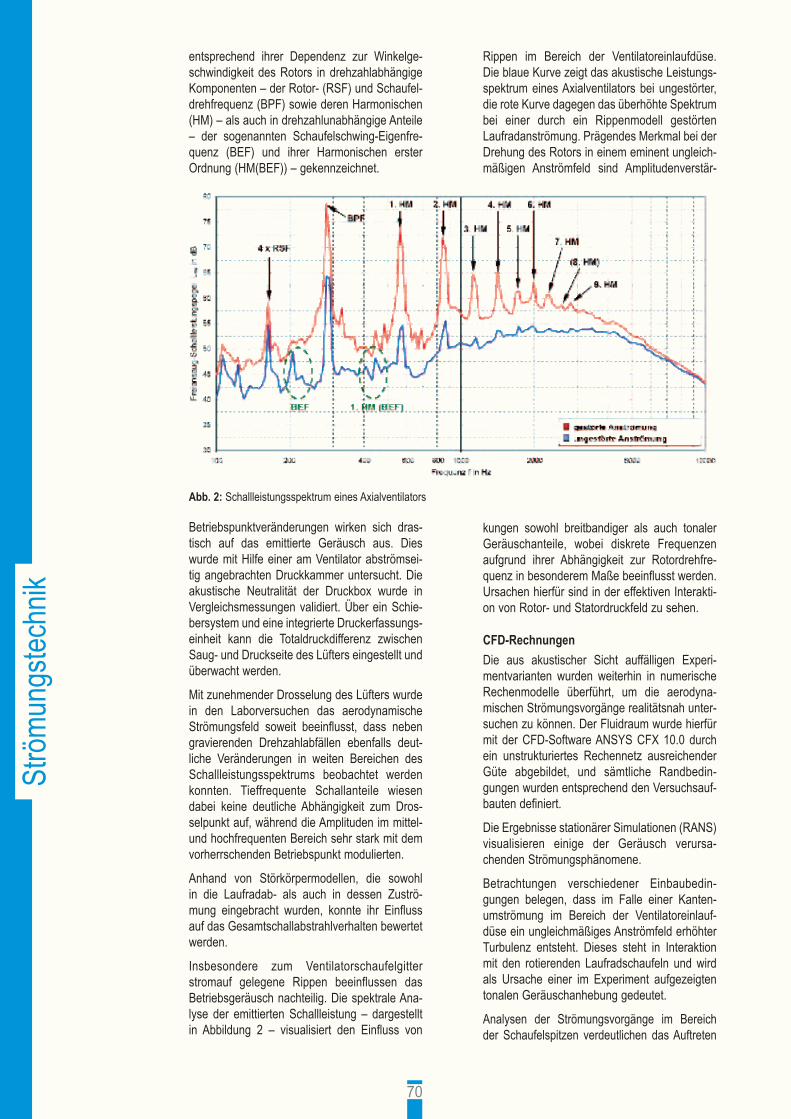
Strö
mung
stech
nik
70
entsprechend ihrer Dependenz zur Winkelge-schwindigkeit des Rotors in drehzahlabhängige Komponenten – der Rotor- (RSF) und Schaufel-drehfrequenz (BPF) sowie deren Harmonischen (HM) – als auch in drehzahlunabhängige Anteile – der sogenannten Schaufelschwing-Eigenfre-quenz (BEF) und ihrer Harmonischen erster Ordnung (HM(BEF)) – gekennzeichnet.
Betriebspunktveränderungen wirken sich dras-tisch auf das emittierte Geräusch aus. Dies wurde mit Hilfe einer am Ventilator abströmsei-tig angebrachten Druckkammer untersucht. Die akustische Neutralität der Druckbox wurde in Vergleichsmessungen validiert. Über ein Schie-bersystem und eine integrierte Druckerfassungs-einheit kann die Totaldruckdifferenz zwischen Saug- und Druckseite des Lüfters eingestellt und überwacht werden.
Mit zunehmender Drosselung des Lüfters wurde in den Laborversuchen das aerodynamische Strömungsfeld soweit beeinflusst, dass neben gravierenden Drehzahlabfällen ebenfalls deut-liche Veränderungen in weiten Bereichen des Schallleistungsspektrums beobachtet werden konnten. Tieffrequente Schallanteile wiesen dabei keine deutliche Abhängigkeit zum Dros-selpunkt auf, während die Amplituden im mittel- und hochfrequenten Bereich sehr stark mit dem vorherrschenden Betriebspunkt modulierten.
Anhand von Störkörpermodellen, die sowohl in die Laufradab- als auch in dessen Zuströ-mung eingebracht wurden, konnte ihr Einfluss auf das Gesamtschallabstrahlverhalten bewertet werden.
Insbesondere zum Ventilatorschaufelgitter stromauf gelegene Rippen beeinflussen das Betriebsgeräusch nachteilig. Die spektrale Ana-lyse der emittierten Schallleistung – dargestellt in Abbildung 2 – visualisiert den Einfluss von
Rippen im Bereich der Ventilatoreinlaufdüse. Die blaue Kurve zeigt das akustische Leistungs-spektrum eines Axialventilators bei ungestörter, die rote Kurve dagegen das überhöhte Spektrum bei einer durch ein Rippenmodell gestörten Laufradanströmung. Prägendes Merkmal bei der Drehung des Rotors in einem eminent ungleich-mäßigen Anströmfeld sind Amplitudenverstär-
Abb. 2: Schallleistungsspektrum eines Axialventilators
kungen sowohl breitbandiger als auch tonaler Geräuschanteile, wobei diskrete Frequenzen aufgrund ihrer Abhängigkeit zur Rotordrehfre-quenz in besonderem Maße beeinflusst werden. Ursachen hierfür sind in der effektiven Interakti-on von Rotor- und Statordruckfeld zu sehen.
CFD-RechnungenDie aus akustischer Sicht auffälligen Experi-mentvarianten wurden weiterhin in numerische Rechenmodelle überführt, um die aerodyna-mischen Strömungsvorgänge realitätsnah unter-suchen zu können. Der Fluidraum wurde hierfür mit der CFD-Software ANSYS CFX 10.0 durch ein unstrukturiertes Rechennetz ausreichender Güte abgebildet, und sämtliche Randbedin-gungen wurden entsprechend den Versuchsauf-bauten definiert.
Die Ergebnisse stationärer Simulationen (RANS) visualisieren einige der Geräusch verursa-chenden Strömungsphänomene.
Betrachtungen verschiedener Einbaubedin-gungen belegen, dass im Falle einer Kanten-umströmung im Bereich der Ventilatoreinlauf-düse ein ungleichmäßiges Anströmfeld erhöhter Turbulenz entsteht. Dieses steht in Interaktion mit den rotierenden Laufradschaufeln und wird als Ursache einer im Experiment aufgezeigten tonalen Geräuschanhebung gedeutet.
Analysen der Strömungsvorgänge im Bereich der Schaufelspitzen verdeutlichen das Auftreten
www.coperion.com
Coperion Werner & Pfleiderer Tel.: +49.(0)711.897.0
Mehr Drehmoment : Grosses Volumen
ZSK MEGAvolume PLUS
>Hohes Da / D
i von 1,8
>Spezifisches Drehmoment
Md / a3 = 11,3 Nm / cm3
>Durchsatzsteigerungen
bis zu 40%
>Erweitertes
Prozess fenster
Die ZSK MEGAvolume PLUS vereint das grosse freie Volumen der ZSK MEGA-volume mit dem hohen spezifischen Drehmoment der ZSK MEGAcompounder Baureihe. Für viele Produkte werden deutliche Durchsatzsteigerungen erzielt. Die Anwendungsmöglichkeiten mit nur einer Maschinenkonfiguration nehmen stark zu. Für die Kunststoff-, Chemie-, und Lebensmittelindustrie eröffnen sich neue Potenziale.
WELT-
NEUHEIT
Cop_Anz_MV_PLUS_210x297_DE_US.indd 1 13.12.2007 13:21:23 Uhr
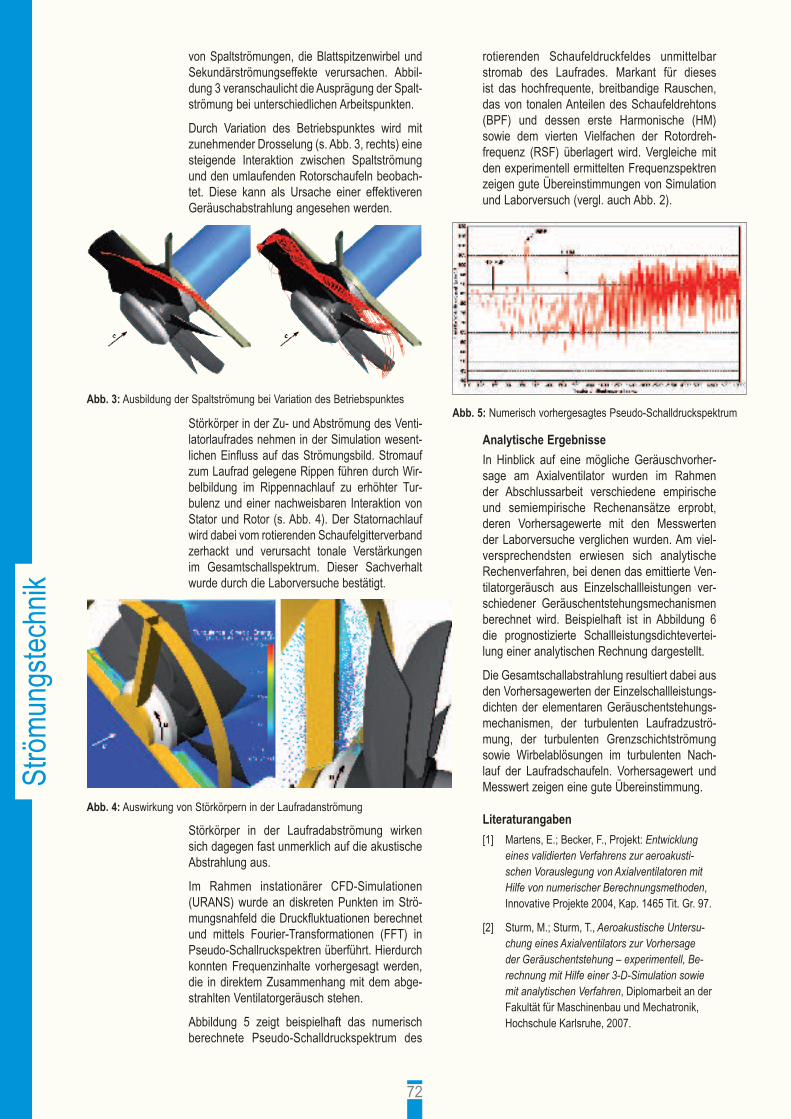
Strö
mung
stech
nik
72
von Spaltströmungen, die Blattspitzenwirbel und Sekundärströmungseffekte verursachen. Abbil-dung 3 veranschaulicht die Ausprägung der Spalt-strömung bei unterschiedlichen Arbeitspunkten.
Durch Variation des Betriebspunktes wird mit zunehmender Drosselung (s. Abb. 3, rechts) eine steigende Interaktion zwischen Spaltströmung und den umlaufenden Rotorschaufeln beobach-tet. Diese kann als Ursache einer effektiveren Geräuschabstrahlung angesehen werden.
Störkörper in der Zu- und Abströmung des Venti-latorlaufrades nehmen in der Simulation wesent-lichen Einfluss auf das Strömungsbild. Stromauf zum Laufrad gelegene Rippen führen durch Wir-belbildung im Rippennachlauf zu erhöhter Tur-bulenz und einer nachweisbaren Interaktion von Stator und Rotor (s. Abb. 4). Der Statornachlauf wird dabei vom rotierenden Schaufelgitterverband zerhackt und verursacht tonale Verstärkungen im Gesamtschallspektrum. Dieser Sachverhalt wurde durch die Laborversuche bestätigt.
Störkörper in der Laufradabströmung wirken sich dagegen fast unmerklich auf die akustische Abstrahlung aus.
Im Rahmen instationärer CFD-Simulationen (URANS) wurde an diskreten Punkten im Strö-mungsnahfeld die Druckfluktuationen berechnet und mittels Fourier-Transformationen (FFT) in Pseudo-Schallruckspektren überführt. Hierdurch konnten Frequenzinhalte vorhergesagt werden, die in direktem Zusammenhang mit dem abge-strahlten Ventilatorgeräusch stehen.
Abbildung 5 zeigt beispielhaft das numerisch berechnete Pseudo-Schalldruckspektrum des
rotierenden Schaufeldruckfeldes unmittelbar stromab des Laufrades. Markant für dieses ist das hochfrequente, breitbandige Rauschen, das von tonalen Anteilen des Schaufeldrehtons (BPF) und dessen erste Harmonische (HM) sowie dem vierten Vielfachen der Rotordreh-frequenz (RSF) überlagert wird. Vergleiche mit den experimentell ermittelten Frequenzspektren zeigen gute Übereinstimmungen von Simulation und Laborversuch (vergl. auch Abb. 2).
Analytische ErgebnisseIn Hinblick auf eine mögliche Geräuschvorher-sage am Axialventilator wurden im Rahmen der Abschlussarbeit verschiedene empirische und semiempirische Rechenansätze erprobt, deren Vorhersagewerte mit den Messwerten der Laborversuche verglichen wurden. Am viel-versprechendsten erwiesen sich analytische Rechenverfahren, bei denen das emittierte Ven-tilatorgeräusch aus Einzelschallleistungen ver-schiedener Geräuschentstehungsmechanismen berechnet wird. Beispielhaft ist in Abbildung 6 die prognostizierte Schallleistungsdichtevertei-lung einer analytischen Rechnung dargestellt.
Die Gesamtschallabstrahlung resultiert dabei aus den Vorhersagewerten der Einzelschallleistungs-dichten der elementaren Geräuschentstehungs-mechanismen, der turbulenten Laufradzuströ-mung, der turbulenten Grenzschichtströmung sowie Wirbelablösungen im turbulenten Nach-lauf der Laufradschaufeln. Vorhersagewert und Messwert zeigen eine gute Übereinstimmung.
Literaturangaben[1] Martens, E.; Becker, F., Projekt: Entwicklung
eines validierten Verfahrens zur aeroakusti-schen Vorauslegung von Axialventilatoren mit Hilfe von numerischer Berechnungsmethoden, Innovative Projekte 2004, Kap. 1465 Tit. Gr. 97.
[2] Sturm, M.; Sturm, T., Aeroakustische Untersu-chung eines Axialventilators zur Vorhersage der Geräuschentstehung – experimentell, Be-rechnung mit Hilfe einer 3-D-Simulation sowie mit analytischen Verfahren, Diplomarbeit an der Fakultät für Maschinenbau und Mechatronik, Hochschule Karlsruhe, 2007.
Abb. 3: Ausbildung der Spaltströmung bei Variation des Betriebspunktes
Abb. 4: Auswirkung von Störkörpern in der Laufradanströmung
Abb. 5: Numerisch vorhergesagtes Pseudo-Schalldruckspektrum
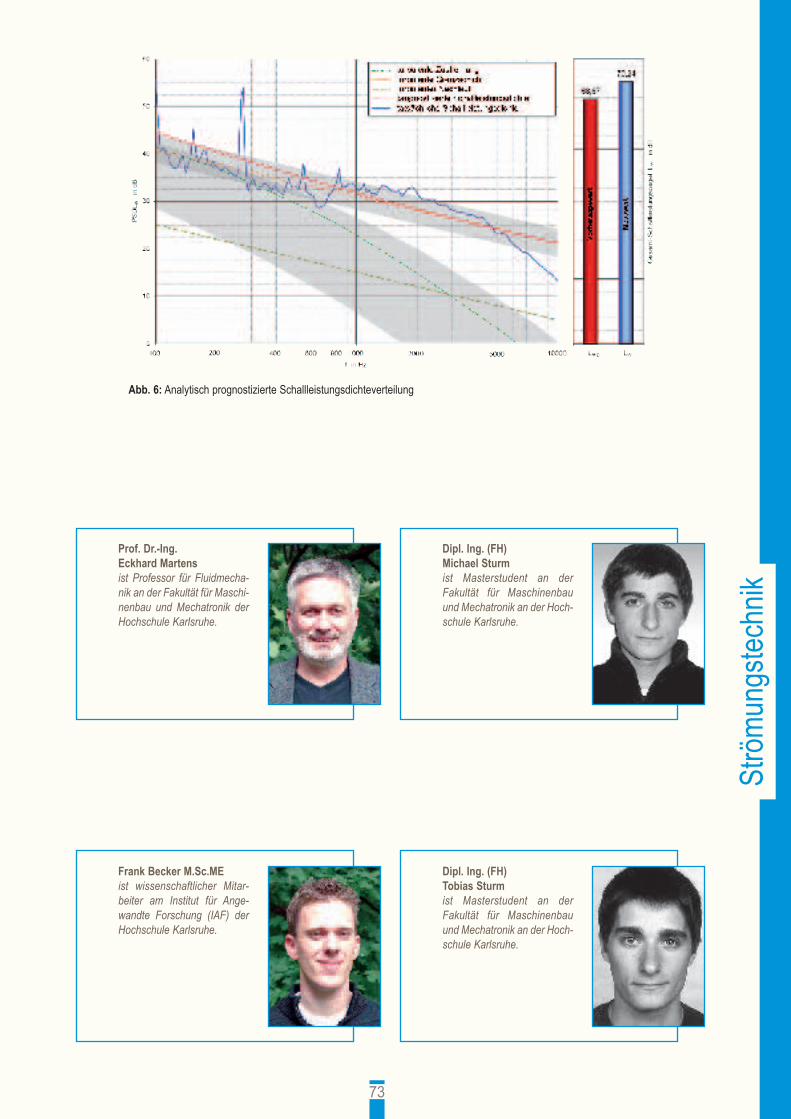
Strö
mung
stech
nik
73
Frank Becker M.Sc.ME ist wissenschaftlicher Mitar-beiter am Institut für Ange-wandte Forschung (IAF) der Hochschule Karlsruhe.
Dipl. Ing. (FH) Michael Sturmist Masterstudent an der Fakultät für Maschinenbau und Mechatronik an der Hoch-schule Karlsruhe.
Prof. Dr.-Ing. Eckhard Martens ist Professor für Fluidmecha-nik an der Fakultät für Maschi-nenbau und Mechatronik der Hochschule Karlsruhe.
Abb. 6: Analytisch prognostizierte Schallleistungsdichteverteilung
Dipl. Ing. (FH) Tobias Sturmist Masterstudent an der Fakultät für Maschinenbau und Mechatronik an der Hoch-schule Karlsruhe.
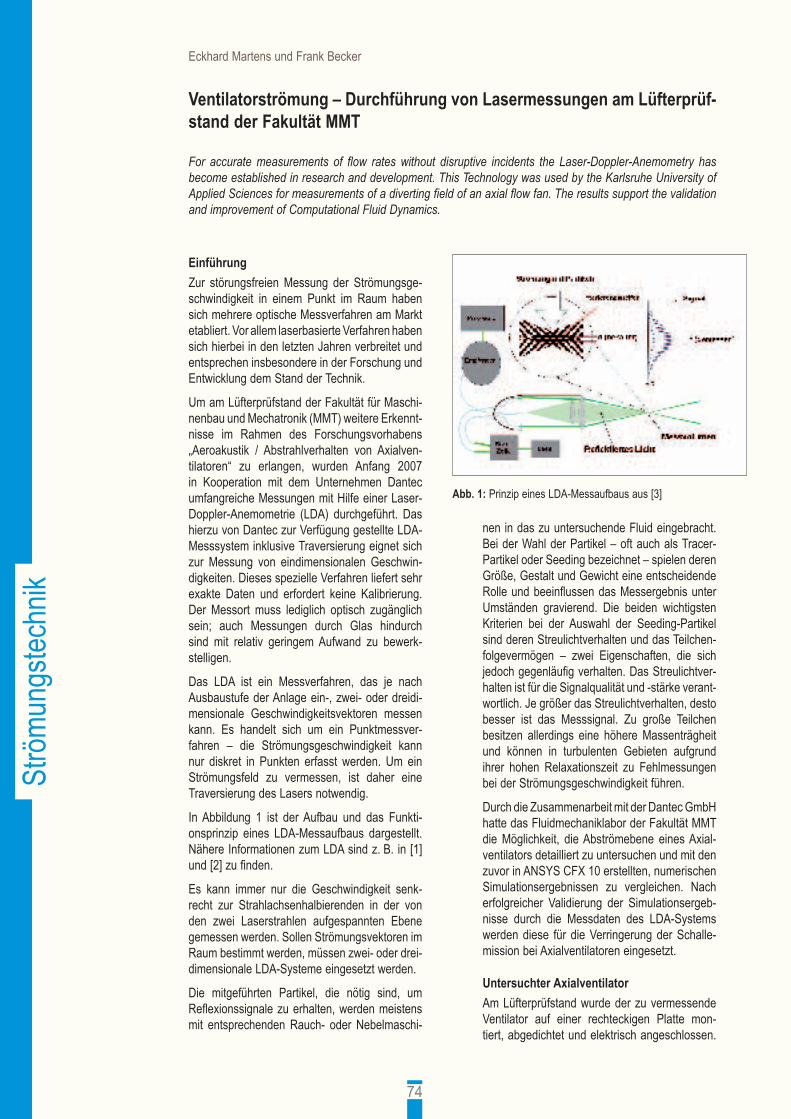
Strö
mung
stech
nik
74
Eckhard Martens und Frank Becker
Ventilatorströmung – Durchführung von Lasermessungen am Lüfterprüf-stand der Fakultät MMT
For accurate measurements of flow rates without disruptive incidents the Laser-Doppler-Anemometry has become established in research and development. This Technology was used by the Karlsruhe University of Applied Sciences for measurements of a diverting field of an axial flow fan. The results support the validation and improvement of Computational Fluid Dynamics.
EinführungZur störungsfreien Messung der Strömungsge-schwindigkeit in einem Punkt im Raum haben sich mehrere optische Messverfahren am Markt etabliert. Vor allem laserbasierte Verfahren haben sich hierbei in den letzten Jahren verbreitet und entsprechen insbesondere in der Forschung und Entwicklung dem Stand der Technik.
Um am Lüfterprüfstand der Fakultät für Maschi-nenbau und Mechatronik (MMT) weitere Erkennt-nisse im Rahmen des Forschungsvorhabens „Aeroakustik / Abstrahlverhalten von Axialven-tilatoren“ zu erlangen, wurden Anfang 2007 in Kooperation mit dem Unternehmen Dantec umfangreiche Messungen mit Hilfe einer Laser-Doppler-Anemometrie (LDA) durchgeführt. Das hierzu von Dantec zur Verfügung gestellte LDA-Messsystem inklusive Traversierung eignet sich zur Messung von eindimensionalen Geschwin-digkeiten. Dieses spezielle Verfahren liefert sehr exakte Daten und erfordert keine Kalibrierung. Der Messort muss lediglich optisch zugänglich sein; auch Messungen durch Glas hindurch sind mit relativ geringem Aufwand zu bewerk-stelligen.
Das LDA ist ein Messverfahren, das je nach Ausbaustufe der Anlage ein-, zwei- oder dreidi-mensionale Geschwindigkeitsvektoren messen kann. Es handelt sich um ein Punktmessver-fahren – die Strömungsgeschwindigkeit kann nur diskret in Punkten erfasst werden. Um ein Strömungsfeld zu vermessen, ist daher eine Traversierung des Lasers notwendig.
In Abbildung 1 ist der Aufbau und das Funkti-onsprinzip eines LDA-Messaufbaus dargestellt. Nähere Informationen zum LDA sind z. B. in [1] und [2] zu finden.
Es kann immer nur die Geschwindigkeit senk-recht zur Strahlachsenhalbierenden in der von den zwei Laserstrahlen aufgespannten Ebene gemessen werden. Sollen Strömungsvektoren im Raum bestimmt werden, müssen zwei- oder drei-dimensionale LDA-Systeme eingesetzt werden.
Die mitgeführten Partikel, die nötig sind, um Reflexionssignale zu erhalten, werden meistens mit entsprechenden Rauch- oder Nebelmaschi-
nen in das zu untersuchende Fluid eingebracht. Bei der Wahl der Partikel – oft auch als Tracer-Partikel oder Seeding bezeichnet – spielen deren Größe, Gestalt und Gewicht eine entscheidende Rolle und beeinflussen das Messergebnis unter Umständen gravierend. Die beiden wichtigsten Kriterien bei der Auswahl der Seeding-Partikel sind deren Streulichtverhalten und das Teilchen-folgevermögen – zwei Eigenschaften, die sich jedoch gegenläufig verhalten. Das Streulichtver-halten ist für die Signalqualität und -stärke verant-wortlich. Je größer das Streulichtverhalten, desto besser ist das Messsignal. Zu große Teilchen besitzen allerdings eine höhere Massenträgheit und können in turbulenten Gebieten aufgrund ihrer hohen Relaxationszeit zu Fehlmessungen bei der Strömungsgeschwindigkeit führen.
Durch die Zusammenarbeit mit der Dantec GmbH hatte das Fluidmechaniklabor der Fakultät MMT die Möglichkeit, die Abströmebene eines Axial-ventilators detailliert zu untersuchen und mit den zuvor in ANSYS CFX 10 erstellten, numerischen Simulationsergebnissen zu vergleichen. Nach erfolgreicher Validierung der Simulationsergeb-nisse durch die Messdaten des LDA-Systems werden diese für die Verringerung der Schalle-mission bei Axialventilatoren eingesetzt.
Untersuchter AxialventilatorAm Lüfterprüfstand wurde der zu vermessende Ventilator auf einer rechteckigen Platte mon-tiert, abgedichtet und elektrisch angeschlossen.
Abb. 1: Prinzip eines LDA-Messaufbaus aus [3]

Zukunftsmotor Physik Instrumente (PI) – wir öffnen Nanowelten
Positioniersysteme mit Genauigkeiten im Bereich eines Nanometers und darunter, entsprechend dem Durch-messer von Atomen – wer benötigt so etwas? War eine derartige Präzision vor fünfzehn Jahren noch For-schungsinstituten vorbehalten, sind heute Strukturbreiten von einigen Nanometern in der Halbleitertechno-logie durchaus üblich. Zur Herstellung leistungsfähiger Halbleiterchips wird die Nanostelltechnik der Firma Physik Instrumente (PI) in Karlsruhe eingesetzt. Aber auch in anderen Bereichen wie der Biotechnologie, Medizintechnik, Telekommunikation oder der Herstellung von hochwertigen LCD Bildschirmen fi nden sich Präzisionssysteme von PI. Die hochaufgelöste Bewegung wird aus piezokeramischen Aktoren gewonnen, die sich beim Anlegen einer elektrischen Spannung minimal ausdehnen. Von PI in kompletten Systemen mit mechanischen Führungen, elektronischen Ansteuerungen und Bedienersoftware angeboten, ermöglichen sie die hochpräzise Justage von wenigen Milligramm bis hin zu einigen Tonnen Masse.
Seit nunmehr 30 Jahren ist PI in der Region angesiedelt, seit 2001 direkt in Karlsruhe. „Karlsruhe bietet nicht nur infrastrukturell eine optimale Anbindung für ein global agierendes Unternehmen, sondern durch die Hochschule, das Forschungszentrum oder andere Technologiezentren auch ein optimales Umfeld für Un-ternehmen mit zukunftsweisenden High-Tech-Produkten“, so Dr. Karl Spanner, der Geschäftsführer von PI. Insoweit sei damals die Entscheidung, sich hier niederzulassen, absolut richtig gewesen.
PI zeigt sich heute als Weltmarktführer in der Nanostelltechnik. Gemeinsam mit der Tochtergesellschaft PI Ceramic in Lederhose, Thüringen, ist PI in der Lage, spezifi schen Anforderungen durch Positionierlösungen auf Basis angepasster Piezokeramiken gerecht zu werden. Hohe Wachstumsraten, die in den vergangenen Jahren jeweils im zweistelligen Bereich lagen, sind Beleg dafür, dass sich PI erfolgreich am Markt bewegt und mit dynamischen Technologieentwicklungen viele Anwendungen erst ermöglicht.
PI Firmensitz in KarlsruheZwei Erfolgsmodelle aus der Innova-tionsschmiede PI: PIFOC® Objektiv-positionierer für die Mikroskopie
Technologieführerschaft vertreten in allen
Wachstumsmärkten
Ein Traum für Ingenieure
Treten Sie ein in die faszinierenden Nanowelten von PI. Piezokeramische
Aktoren sind das Herzstück unserer Positioniersysteme. Diese werden bei PI
selbst entwickelt und gefertigt und zu höchstauflösenden und technologisch
einzigartigen Verstelleinheiten veredelt. Bewerben Sie sich.
Physik Instrumente (PI) GmbH & Co.KGAuf der Römerstraße 1 · 76228 Karlsruhe · Tel. 07214846-0 · [email protected]
Zukunftsmotor PI
weltweites Netzwerk
Anzeige

Strö
mung
stech
nik
76
Bei dem Prüfventilator handelte es sich um einen Axialventilator, der im Rahmen eines For-schungsprojekts an der Hochschule Karlsruhe untersucht wurde [5]. Dieser Ventilator besitzt einen Durchmesser von 250 mm bei einem Nabendurchmesser von 80 mm und damit einen Ausblasquerschnitt von 441,15 cm². Das Lauf-rad des Lüfters ist aus Stahlblech gefertigt und besteht aus sieben sichelförmigen Schaufeln. Die Laufradbreite beträgt 35 mm, die Förder-richtung ist v-förmig, was bedeutet, dass der Lüfter nicht in axialer Richtung abbläst, sondern kegelförmig nach außen. Der maximale Volu-menstrom beträgt 1.890,6 m³/h bei 2.500 min-1, die maximale gemessene Druckerhöhung liegt bei 763 Pa.
LDA-MessungenDas zur Verfügung gestellte LDA-System wurde nach einer Einweisung in die Bedienung und Handhabung am Lüfterprüfstand eingerichtet und in Betrieb genommen. Es handelte sich dabei um ein eindimensionales System, beste-hend aus einem Laser mit einer Leistung von 10 mW und einer Wellenlänge von 532 mm. Die Strahldicke des Lasers beträgt 1,35 mm, für die Messungen wurde eine Focuslinse mit 310 mm Brennweite verwendet, das Messvolumen lag damit 310 mm vor der Linse. Ein LDA-Signalpro-zessor vom Typ BSA F60 zur Verarbeitung der Messdaten und ein einachsiges Traversiersys-tem mit einer Wiederholgenauigkeit von 40 μm wurden aufgebaut, angeschlossen und die dazu-gehörige Software BSA Flow wurde installiert. Mit dieser Software konnten alle Messdaten während einer laufenden Messung in Echt-zeit überwacht und auf einem Datenspeicher gesichert werden. Nach einer durchgeführten Messung wurden alle gespeicherten Rohdaten eines Messzyklus mit Hilfe dieser Software analysiert und für die graphische Darstellung in Diagrammen und Farbplots in die Software FlexPro exportiert. In der Nähe der Einlaufdü-se am Lüfterprüfstand wurde ein mit Druckluft betriebener Seeding-Generator installiert, der die Strömung mit genügend Tracer-Partikeln ver-sorgt. Als Seeding-Fluid wurde die organische Substanz Diethyhexylsebacat verwendet. Der Aufbau des LDA-Systems mit der zugehörigen Peripherie ist in Abbildung 2 dargestellt.
Abbildung 3 zeigt das LDA-System beim Abtas-ten einer Messreihe. Die Messungen am Lüfter-prüfstand erstreckten sich über einen Zeitraum von 14 Tagen. Die Aufnahme der Geschwin-digkeitskomponente vz einer kompletten Ebene des Abströmfeldes bei einem Betriebspunkt des Axialventilators dauerte in Abhängigkeit des Turbulenzgrads der Strömung länger als zwei Stunden.
Bewertung der MessergebnisseNach den ersten Auswertungen der aufgezeich-neten Messdaten zeigte sich, dass die Strömung in Umfangsrichtung symmetrisch verteilt ist. Auf-grund dieser Symmetrie konnte im weiteren Ver-lauf auf die Messung ganzer Strömungsfelder verzichtet werden, sodass nur noch eine Hälfte des Abströmfeldes vermessen wurde. In Abbil-dung 4 ist zu erkennen, wie die Geschwindigkeit in Umfangsrichtung bis zu den Streben (rote Bal-ken) nahezu konstant bleibt, im Bereich der Stre-ben gestört wird und danach im nächsten Feld wieder auf den ursprünglichen Wert anwächst. Deutlich ist auch die Rückströmung im Bereich der Nabe – oftmals auch als Totwassergebiet bezeichnet – zu erkennen.
Zur Ermittlung des Abströmverhaltens in unter-schiedlichen Betriebspunkten des Lüfters wur-den mehrere Messreihen bei gleicher Abtastpo-sition durchgeführt. Die Schrittweite des Mess-netzes in x-Richtung betrug 2 mm. In Abbildung 5 ist der Verlauf der Strömungsgeschwindigkeit vz über der x-Achse zu sehen. Man erkennt die Abnahme der Strömungsgeschwindigkeit vz in Richtung höherer Betriebspunkte (größerer
Abb. 2: Aufbau des LDA-Systems mit der zugehörigen Peripherie
Abb. 3: LDA-System bei der Aufnahme eines Messpunkts
Go west! Mit GetRAG in die UsA odeR nAch Mexiko.
Wer weltweit präzise Lösungen für den Antrieb von Automobilen anbieten will, muss manchmal weite Wege gehen. Wir suchen Ingenieurinnen und Ingenieure, die voll durchstarten möchten. Sie beginnen an unserem Standort Ludwigsburg – doch schon bald warten spannende Herausforderungen in Mexiko und den USA auf Sie. GETRAG liegt in der Entwicklung und Produktion von Schaltgetrieben und Antriebssträngen in Führung. Über 12.000 Mitarbeiterinnen und Mitarbeiter an 23 Standorten auf der ganzen Welt identifizieren sich mit unseren Werten: Precision. Passion. Partnership. Schalten Sie jetzt Ihre Karriere hoch und bewerben Sie sich:
www.getrag.de
DRIVETRAINS ARE OUR PASSION
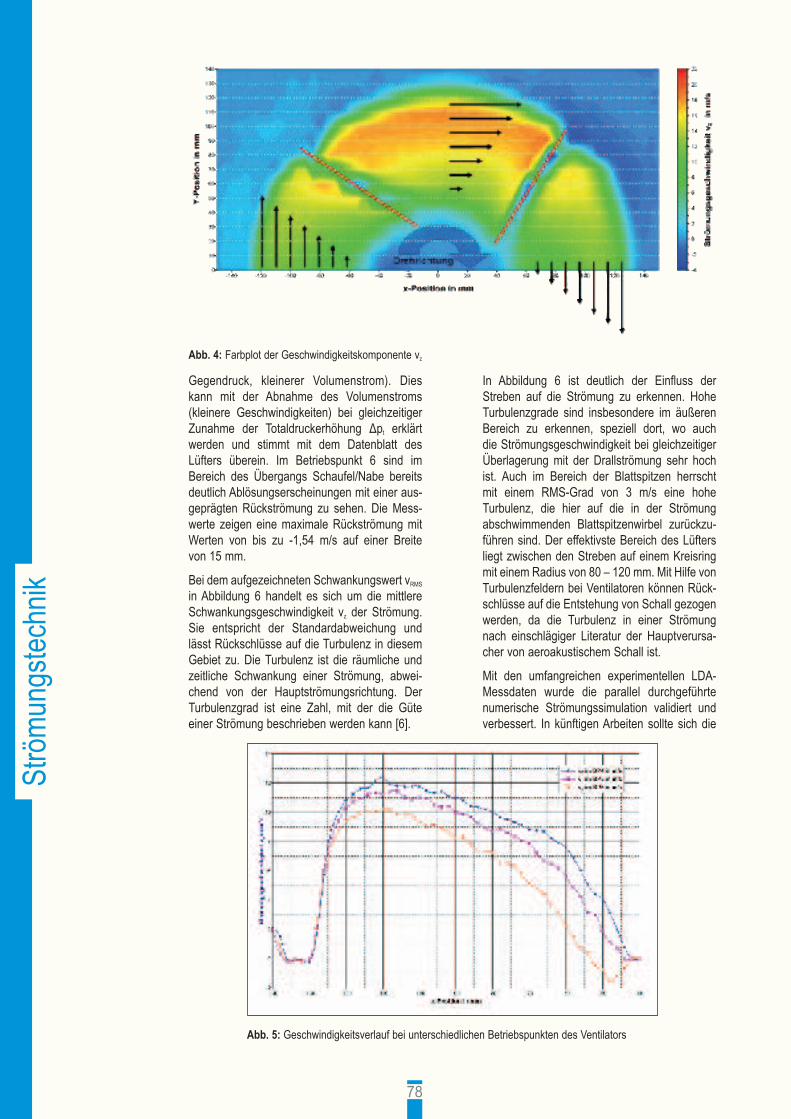
Strö
mung
stech
nik
78
Gegendruck, kleinerer Volumenstrom). Dies kann mit der Abnahme des Volumenstroms (kleinere Geschwindigkeiten) bei gleichzeitiger Zunahme der Totaldruckerhöhung Δpt erklärt werden und stimmt mit dem Datenblatt des Lüfters überein. Im Betriebspunkt 6 sind im Bereich des Übergangs Schaufel/Nabe bereits deutlich Ablösungserscheinungen mit einer aus-geprägten Rückströmung zu sehen. Die Mess-werte zeigen eine maximale Rückströmung mit Werten von bis zu -1,54 m/s auf einer Breite von 15 mm.
Bei dem aufgezeichneten Schwankungswert vRMS in Abbildung 6 handelt es sich um die mittlere Schwankungsgeschwindigkeit vz der Strömung. Sie entspricht der Standardabweichung und lässt Rückschlüsse auf die Turbulenz in diesem Gebiet zu. Die Turbulenz ist die räumliche und zeitliche Schwankung einer Strömung, abwei-chend von der Hauptströmungsrichtung. Der Turbulenzgrad ist eine Zahl, mit der die Güte einer Strömung beschrieben werden kann [6].
In Abbildung 6 ist deutlich der Einfluss der Streben auf die Strömung zu erkennen. Hohe Turbulenzgrade sind insbesondere im äußeren Bereich zu erkennen, speziell dort, wo auch die Strömungsgeschwindigkeit bei gleichzeitiger Überlagerung mit der Drallströmung sehr hoch ist. Auch im Bereich der Blattspitzen herrscht mit einem RMS-Grad von 3 m/s eine hohe Turbulenz, die hier auf die in der Strömung abschwimmenden Blattspitzenwirbel zurückzu-führen sind. Der effektivste Bereich des Lüfters liegt zwischen den Streben auf einem Kreisring mit einem Radius von 80 – 120 mm. Mit Hilfe von Turbulenzfeldern bei Ventilatoren können Rück-schlüsse auf die Entstehung von Schall gezogen werden, da die Turbulenz in einer Strömung nach einschlägiger Literatur der Hauptverursa-cher von aeroakustischem Schall ist.
Mit den umfangreichen experimentellen LDA-Messdaten wurde die parallel durchgeführte numerische Strömungssimulation validiert und verbessert. In künftigen Arbeiten sollte sich die
Abb. 4: Farbplot der Geschwindigkeitskomponente vz
Abb. 5: Geschwindigkeitsverlauf bei unterschiedlichen Betriebspunkten des Ventilators
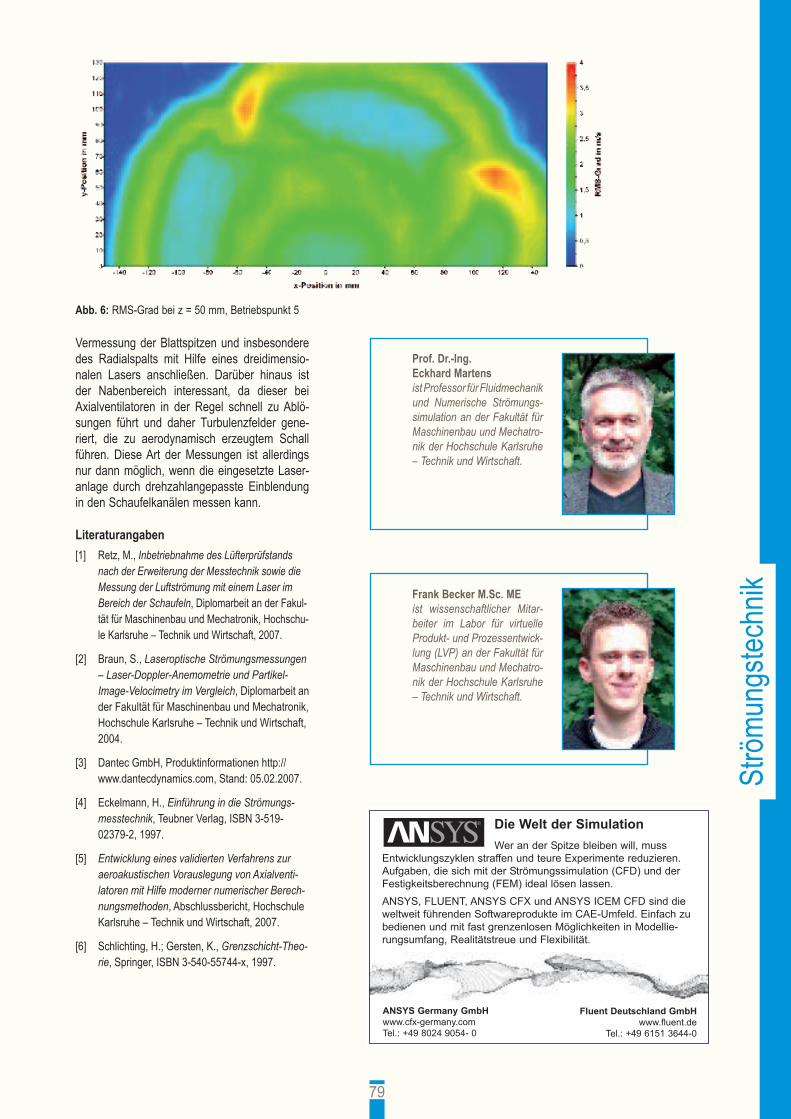
Strö
mung
stech
nik
79
Vermessung der Blattspitzen und insbesondere des Radialspalts mit Hilfe eines dreidimensio-nalen Lasers anschließen. Darüber hinaus ist der Nabenbereich interessant, da dieser bei Axialventilatoren in der Regel schnell zu Ablö-sungen führt und daher Turbulenzfelder gene-riert, die zu aerodynamisch erzeugtem Schall führen. Diese Art der Messungen ist allerdings nur dann möglich, wenn die eingesetzte Laser-anlage durch drehzahlangepasste Einblendung in den Schaufelkanälen messen kann.
Literaturangaben[1] Retz, M., Inbetriebnahme des Lüfterprüfstands
nach der Erweiterung der Messtechnik sowie die Messung der Luftströmung mit einem Laser im Bereich der Schaufeln, Diplomarbeit an der Fakul-tät für Maschinenbau und Mechatronik, Hochschu-le Karlsruhe – Technik und Wirtschaft, 2007.
[2] Braun, S., Laseroptische Strömungsmessungen – Laser-Doppler-Anemometrie und Partikel-Image-Velocimetry im Vergleich, Diplomarbeit an der Fakultät für Maschinenbau und Mechatronik, Hochschule Karlsruhe – Technik und Wirtschaft, 2004.
[3] Dantec GmbH, Produktinformationen http://www.dantecdynamics.com, Stand: 05.02.2007.
[4] Eckelmann, H., Einführung in die Strömungs-messtechnik, Teubner Verlag, ISBN 3-519-02379-2, 1997.
[5] Entwicklung eines validierten Verfahrens zur aeroakustischen Vorauslegung von Axialventi-latoren mit Hilfe moderner numerischer Berech-nungsmethoden, Abschlussbericht, Hochschule Karlsruhe – Technik und Wirtschaft, 2007.
[6] Schlichting, H.; Gersten, K., Grenzschicht-Theo-rie, Springer, ISBN 3-540-55744-x, 1997.
Prof. Dr.-Ing. Eckhard Martens ist Professor für Fluidmechanik und Numerische Strömungs-simulation an der Fakultät für Maschinenbau und Mechatro-nik der Hochschule Karlsruhe – Technik und Wirtschaft.
Frank Becker M.Sc. ME ist wissenschaftlicher Mitar-beiter im Labor für virtuelle Produkt- und Prozessentwick-lung (LVP) an der Fakultät für Maschinenbau und Mechatro-nik der Hochschule Karlsruhe – Technik und Wirtschaft.
Abb. 6: RMS-Grad bei z = 50 mm, Betriebspunkt 5
Die Welt der SimulationWer an der Spitze bleiben will, muss
Entwicklungszyklen straffen und teure Experimente reduzieren.Aufgaben, die sich mit der Strömungssimulation (CFD) und derFestigkeitsberechnung (FEM) ideal lösen lassen. ANSYS, FLUENT, ANSYS CFX und ANSYS ICEM CFD sind dieweltweit führenden Softwareprodukte im CAE-Umfeld. Einfach zubedienen und mit fast grenzenlosen Möglichkeiten in Modellie-rungsumfang, Realitätstreue und Flexibilität.
Fluent Deutschland GmbH www.fluent.de
Tel.: +49 6151 3644-0
ANSYS Germany GmbHwww.cfx-germany.comTel.: +49 8024 9054- 0
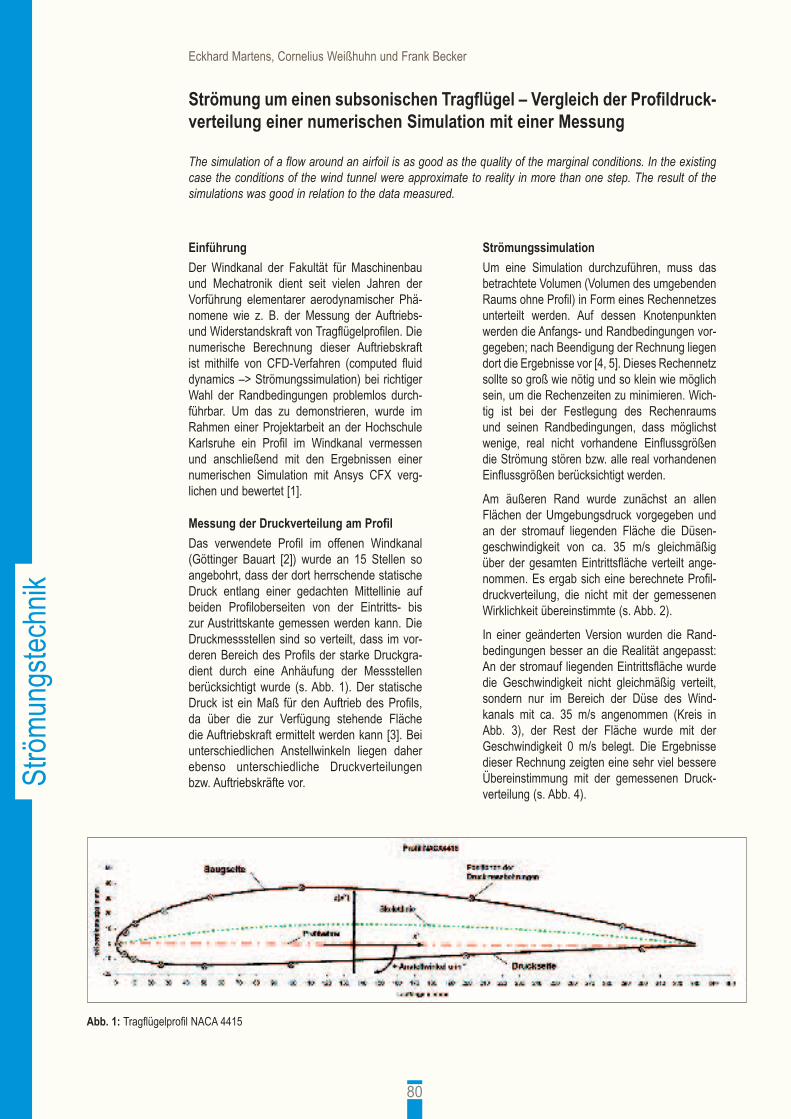
Strö
mung
stech
nik
80
Eckhard Martens, Cornelius Weißhuhn und Frank Becker
Strömung um einen subsonischen Tragflügel – Vergleich der Profildruck-verteilung einer numerischen Simulation mit einer Messung
The simulation of a flow around an airfoil is as good as the quality of the marginal conditions. In the existing case the conditions of the wind tunnel were approximate to reality in more than one step. The result of the simulations was good in relation to the data measured.
EinführungDer Windkanal der Fakultät für Maschinenbau und Mechatronik dient seit vielen Jahren der Vorführung elementarer aerodynamischer Phä-nomene wie z. B. der Messung der Auftriebs- und Widerstandskraft von Tragflügelprofilen. Die numerische Berechnung dieser Auftriebskraft ist mithilfe von CFD-Verfahren (computed fluid dynamics –> Strömungssimulation) bei richtiger Wahl der Randbedingungen problemlos durch-führbar. Um das zu demonstrieren, wurde im Rahmen einer Projektarbeit an der Hochschule Karlsruhe ein Profil im Windkanal vermessen und anschließend mit den Ergebnissen einer numerischen Simulation mit Ansys CFX verg-lichen und bewertet [1].
Messung der Druckverteilung am ProfilDas verwendete Profil im offenen Windkanal (Göttinger Bauart [2]) wurde an 15 Stellen so angebohrt, dass der dort herrschende statische Druck entlang einer gedachten Mittellinie auf beiden Profiloberseiten von der Eintritts- bis zur Austrittskante gemessen werden kann. Die Druckmessstellen sind so verteilt, dass im vor-deren Bereich des Profils der starke Druckgra-dient durch eine Anhäufung der Messstellen berücksichtigt wurde (s. Abb. 1). Der statische Druck ist ein Maß für den Auftrieb des Profils, da über die zur Verfügung stehende Fläche die Auftriebskraft ermittelt werden kann [3]. Bei unterschiedlichen Anstellwinkeln liegen daher ebenso unterschiedliche Druckverteilungen bzw. Auftriebskräfte vor.
StrömungssimulationUm eine Simulation durchzuführen, muss das betrachtete Volumen (Volumen des umgebenden Raums ohne Profil) in Form eines Rechennetzes unterteilt werden. Auf dessen Knotenpunkten werden die Anfangs- und Randbedingungen vor-gegeben; nach Beendigung der Rechnung liegen dort die Ergebnisse vor [4, 5]. Dieses Rechennetz sollte so groß wie nötig und so klein wie möglich sein, um die Rechenzeiten zu minimieren. Wich-tig ist bei der Festlegung des Rechenraums und seinen Randbedingungen, dass möglichst wenige, real nicht vorhandene Einflussgrößen die Strömung stören bzw. alle real vorhandenen Einflussgrößen berücksichtigt werden.
Am äußeren Rand wurde zunächst an allen Flächen der Umgebungsdruck vorgegeben und an der stromauf liegenden Fläche die Düsen-geschwindigkeit von ca. 35 m/s gleichmäßig über der gesamten Eintrittsfläche verteilt ange-nommen. Es ergab sich eine berechnete Profil-druckverteilung, die nicht mit der gemessenen Wirklichkeit übereinstimmte (s. Abb. 2).
In einer geänderten Version wurden die Rand-bedingungen besser an die Realität angepasst: An der stromauf liegenden Eintrittsfläche wurde die Geschwindigkeit nicht gleichmäßig verteilt, sondern nur im Bereich der Düse des Wind-kanals mit ca. 35 m/s angenommen (Kreis in Abb. 3), der Rest der Fläche wurde mit der Geschwindigkeit 0 m/s belegt. Die Ergebnisse dieser Rechnung zeigten eine sehr viel bessere Übereinstimmung mit der gemessenen Druck-verteilung (s. Abb. 4).
Abb. 1: Tragflügelprofil NACA 4415

MiRO zählt zu den modernsten und leistungsfähigsten Raffinerien
Europas und mit rund 1000 Mitarbeitern zu den größten Arbeitgebern
in der Region Karlsruhe.
Die Herstellung hochwertiger Mineralölprodukte ist ein komplexer
Prozess, der hohe Anforderungen an die Planung, Steuerung und
Instandhaltung der Anlagentechnik stellt.
Dafür brauchen wir kompetente und engagierte Mitarbeiter, die dafür
sorgen, dass sowohl der Prozess als auch das Ergebnis unseren
anspruchsvollen Qualitäts-, Sicherheits- und Umweltstandards genügen.
Wenn Sie Ihr Wissen und Engagement in unser Team einbringen
möchten, erwartet Sie bei MiRO ein interessanter Arbeitsplatz mit
beruflichen Entwicklungsmöglichkeiten.
Informieren Sie sich über unser Unternehmen unter www.miro-ka.de
Raffinierte Technik braucht kompetente
und engagierte Mitarbeiter
Mineraloelraffinerie
Oberrhein GmbH & Co. KG
Nördliche Raffineriestr. 1
76187 Karlsruhe
Telefon: (0721) 958-3695
Personalbetreuung /-grundsatz /-recruiting
Frau Mónica Cieza Fernández
Personalanzeige_Miro_02_Beschnitt 20.09.2006 13:04 Uhr Seite 1
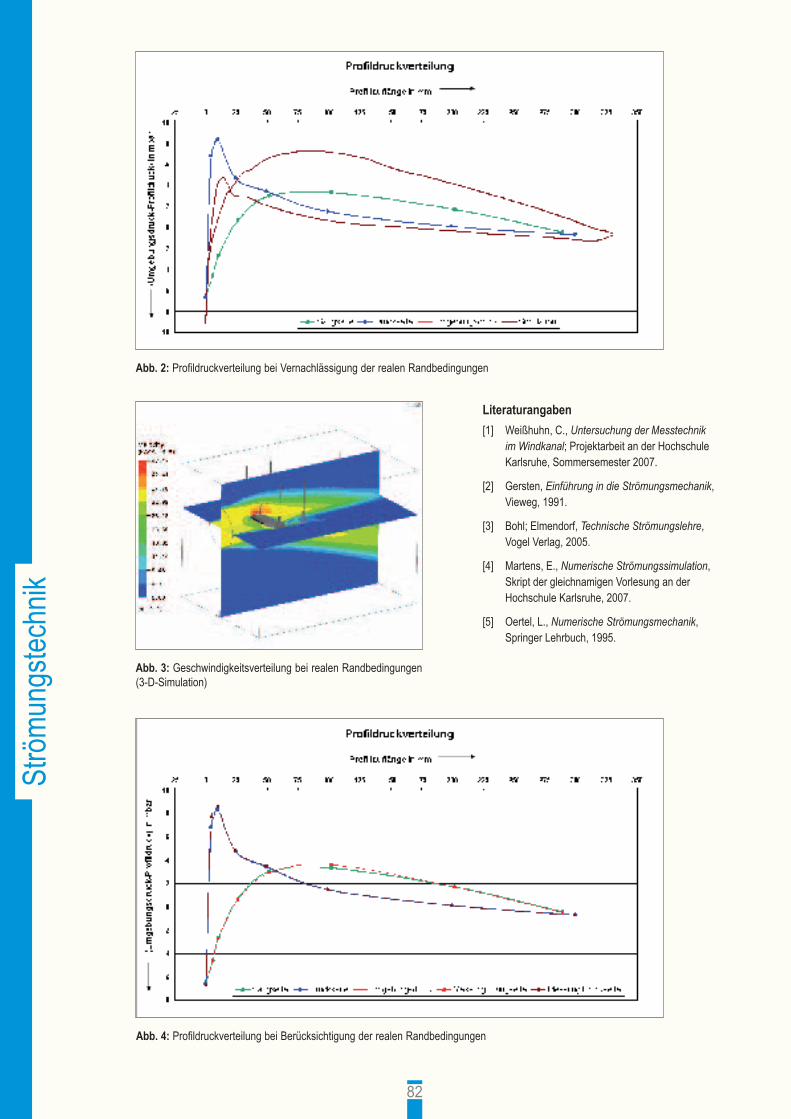
Strö
mung
stech
nik
82
Abb. 2: Profildruckverteilung bei Vernachlässigung der realen Randbedingungen
Abb. 3: Geschwindigkeitsverteilung bei realen Randbedingungen (3-D-Simulation)
Abb. 4: Profildruckverteilung bei Berücksichtigung der realen Randbedingungen
Literaturangaben[1] Weißhuhn, C., Untersuchung der Messtechnik
im Windkanal; Projektarbeit an der Hochschule Karlsruhe, Sommersemester 2007.
[2] Gersten, Einführung in die Strömungsmechanik, Vieweg, 1991.
[3] Bohl; Elmendorf, Technische Strömungslehre, Vogel Verlag, 2005.
[4] Martens, E., Numerische Strömungssimulation, Skript der gleichnamigen Vorlesung an der Hochschule Karlsruhe, 2007.
[5] Oertel, L., Numerische Strömungsmechanik, Springer Lehrbuch, 1995.
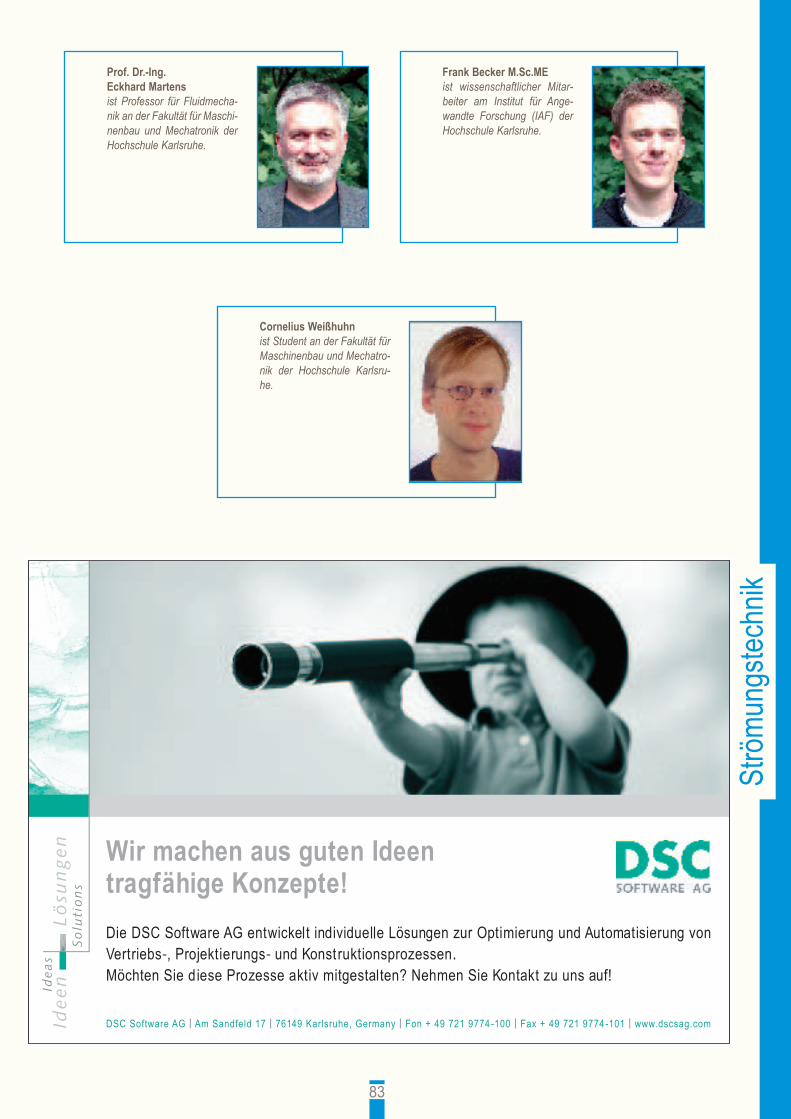
Strö
mung
stech
nik
83
Prof. Dr.-Ing. Eckhard Martens ist Professor für Fluidmecha-nik an der Fakultät für Maschi-nenbau und Mechatronik der Hochschule Karlsruhe.
Frank Becker M.Sc.ME ist wissenschaftlicher Mitar-beiter am Institut für Ange-wandte Forschung (IAF) der Hochschule Karlsruhe.
Cornelius Weißhuhn ist Student an der Fakultät für Maschinenbau und Mechatro-nik der Hochschule Karlsru-he.
Ide
as
Ide
en
Lö
sun
ge
nS
olu
tio
ns
Strö
mung
stech
nik
84
Marcus Jainta, Michael Selzer und Britta Nestler
Simulation von Strömungsprozessen mit der Lattice-Boltzmann-Methode
The effect of fluid flow on crystal growth structures is a phenomenon with particular relevance where a solute is transported around the growing crystals. It is well known from experiments that fluid flow dramatically alters the solidification structure during a casting process. Hence, flow has an important influence on process condi-tions and on the resulting material properties during solidification from a melt. To simulate these processes, a Lattice-Boltzmann model for fluid flow is formulated and coupled with a phase-feld model.
EinleitungWenn Menschen gefragt werden, was sie sich unter Materialwissenschaften vorstellen, ist die Antwort der meisten die Beschreibung eines Physikers oder Maschinenbauers, der in sei-nem Labor Werkstücke zersägt, vermisst und neue Werkstoffe zusammenmischt, bis sich die gewünschten Eigenschaften einstellen.
Doch ein großer Teil der Arbeit findet auf einer anderen Ebene statt. Heutzutage geben sich die Entwickler nicht mehr damit zufrieden, durch zufälliges Experimentieren die richtige Mischung zu finden. Werkstoffe werden gezielt designed, um den Anforderungen der Moderne gerecht zu werden – immer sicherere Autos, die trotz-dem leichter sind, verschleißarme Motoren mit optimaler Leistungsausbeute sowie langlebige, schmutzresistente Oberflächen. Dies ist nur ein kleiner Ausschnitt der zu lösenden Heraus-forderungen. Die dafür notwendige Anzahl an Experimenten wäre jedoch meistens äußerst kostspielig, sodass die Simulation von Werkstof-fen am Computer eine immer wichtigere Rolle bei den Entwicklungsprozessen spielt.
Ein Teilbereich der computergestützten Werk-stoffsimulation befasst sich mit der Simulation des Kristallwachstums. Am Institut für Computa-tional Engineering (ICE) der Hochschule Karls-ruhe werden diese Simulationen auf Basis von Phasenfeldmodellen durchgeführt. Mit Kristallen werden meist schön gewachsene, durchsichtige oder doch zumindest durchscheinende Gebilde verbunden – wie Schneeflocken, Salzkristalle oder Edelsteine. Kristalle treten in der Natur jedoch noch an sehr viel mehr Stellen auf. Unter anderem werden auch Metalle aus mehreren Kristallen aufgebaut. Die Umgebungsvariablen wie Temperatur, Druck und innere Strömungen während des Herstellungsprozesses haben wie-derum Einfluss auf das Wachstum dieser Kristal-le. Dabei bestimmen sowohl die Orientierung als auch die Größe und Anordnung dieser Kristalle das makroskopische Verhalten der jeweiligen Legierung und des hergestellten Werkstücks.
Um bei einer Simulation möglichst gute Vorher-sagen für reale Systeme machen zu können, ist es notwendig, umfassende Beschreibungen der oben genannten Umgebungsvariablen zu
erstellen. Im konkreten Beispiel sind dies Kon-vektionsströmungen, die auf die verschiedenen Phasen – also die Zustände und Orientierungen der Kristalle – einwirken. Um solche Einflüs-se zu betrachten, sind zusätzliche Algorithmen und Modelle zur Simulation der auftretenden Strömungen notwendig. Einem möglichen Algo-rithmus, der für diese Problemstellung geeignet ist, liegt das Lattice-Boltzmann-Modell (LBM) zugrunde.
Das Lattice-Boltzmann-Modell Für das Lattice-Boltzmann-Modell wird das gesamte Simulationsgebiet in ein gleichmäßiges Gitter unterteilt. Die dabei entstehenden Zellen enthalten eine Anzahl an virtuellen Teilchen und interagieren nur mit ihren direkten Nachbarn. Jede Zelle selbst beinhaltet wiederum mehre-re Vektoren. Ein einzelner Vektor repräsentiert dabei den Anteil an Teilchen in der Zelle, der in Richtung eines direkten Gitternachbars strömt. Aus der Gesamtheit aller Gittervektoren einer Zelle lassen sich die gewünschten makrosko-pischen Größen wie Geschwindigkeit und Dichte errechnen. Jede Zelle trägt somit die Information mit sich, wie stark die Strömung ist und in welche Richtung diese fließt.
Je nach Problemstellung kann zwischen ver-schiedenen Modellen gewählt werden. Die Anord-nung und Anzahl der Gittervektoren hängen dabei vom gewählten LB-Modell ab. Benannt sind diese nach der Dimension des Problems (D3 für ein dreidimensionales Modell) und der Anzahl der Gittervektoren (Q19 rechnet also mit 19 Vektoren – 18 interagieren mit den Nachbarn und einer mit der Zelle selbst). Die gängigsten Modelle sind
Abb. 1: Verschiedene Arten von Kristallen: Eiskristalle, Diamanten und Aluminium-Silizium-Kristalle aus einer Werkstoffprobe.

Strö
mung
stech
nik
85
Abb. 2: Die unterschiedlichen LB-Modelle D2Q9, D3Q19 und D3Q27; in schwarz die Vektoren parallel zur Koordina-tenachse, blau die Diagonalen und rot die Raumdiagonalen; nur für das D2Q9-Modell ist auch der Basisvektor (grün) sichtbar.
Abb. 3: a) Schematische Darstellung des Propagationsschritts; b) Die Gittervektoren vor (schwarz) und nach (rot) dem Kollisionsschritt
inneren und äußeren Ränder der Strömungssi-mulation gelegt werden. Innere Ränder werden durch die umströmten Hindernisse bedingt, die äußeren durch begrenzte Speicherkapazität. Dabei muss die korrekte Interaktion des Fluids mit den physikalischen Eigenschaften dieser Ränder sichergestellt werden. Die äußeren Rän-der repräsentieren hierbei den Einfluss der gesamten Umwelt auf die Simulation.
ProjektergebnisseIm ersten Projektschritt wurden Gebietsbele-gungen mit festen Hindernissen simuliert. Dies war notwendig, um eine ausreichende Interak-tion der Strömung mit der Umgebung zu garan-tieren und Erfahrungswerte für die Kopplung mit dem Phasenfeld zu schaffen. In Abbildung 4a ist zu sehen, dass ein rundes Hindernis in den Strömungsfluss gesetzt wurde; die Strömung verläuft tropfenförmig um das Hindernis herum. Abbildung 4b stellt die Modellierung einer zwei-dimensionalen Düse dar. Deutlich zu erkennen ist die Beschleunigung im Düsengang selbst, die Verlangsamung vor sowie die Entspannung der Strömung nach der eigentlichen Düse.
Die Kopplung der Strömung mit dem Phasen-feld wurde im zweiten Schritt durchgeführt. Dazu wurde zunächst eine Randbedingung für Phasenfeldhindernisse implementiert, die eine Reaktion der Grenzflächenzellen – also der Rän-der des Fluids – auf feste Hindernisse erlaubt. Gleichzeitig wurde eine Berechnungsvorschrift angepasst, wonach die unterschiedlichen Kon-
das zweidimensionale D2Q9 und das dreidimen-sionale D3Q19. Um für bestimmte Simulationsan-ordnungen eine höhere Datendichte zu erreichen, wurde mit D3Q27 ein weiteres dreidimensionales Modell entwickelt. In welchen Situationen dieses Modell einen Vorteil gegenüber dem D3Q19 Modell hat, der den erhöhten Speicherbedarf rechtfertigt, muss noch untersucht werden.
Der eigentliche Ablauf des Algorithmus ist in zwei Schritte unterteilt, die Propagation – auch Strömungsschritt genannt – und die Kollision. In der Propagation werden die Gittervektoren der Quellzelle auf die ihnen entsprechenden Vektoren der zugeordneten Zielzellen kopiert (s. Abb. 3a). Nachdem dieser Schritt für alle Zellen im Simulationsgebiet durchgeführt wurde, kann der zweite Teil des Algorithmus ausgeführt werden. Während dieses Schrittes, der Kollision, werden zunächst aus den propagierten Gitter-vektoren temporäre Geschwindigkeiten berech-net. Ausgehend von der temporären Geschwin-digkeit wird nach der Boltzmann-Gleichung eine Gleichgewichtsverteilung der Gittervektoren erzeugt (s. Abb. 3b). Dazu werden die virtuellen Teilchen, die in die jeweilige Zelle geströmt sind, miteinander kollidiert und statistisch optimal auf die Vektoren verteilt. Dabei ist die Gewichtung, mit der diese Verteilung erfolgt, abhängig von der Viskosität des virtuellen Fluids.
Werden beide Schritte häufig hintereinander ausgeführt, kann auf diese Weise die Strö-mung eines virtuellen Fluids abgebildet werden. Besonderes Augenmerk muss dabei auf die

Strö
mung
stech
nik
86
zentrationen der Materialien, aus denen Kristalle gebildet werden, mit der Strömung mitgetragen werden können. Auf diese Weise erreicht man, dass sich die Strömung auf das Kristallwachs-tum und damit auf die endgültige Form des Kristalls auswirkt.
Abbildungen 5a und b zeigen das Wachstum eines Kristalls. Der Strömungseinfluss ist auf den beiden Vergleichsbildern – links ohne und rechts mit Strömung – gut zu erkennen. Das einströmende Fluid trägt neues Material für das Kristallwachstum mit sich. Aus diesem Grund lässt sich auf der linken Seite der Abbildung 5b eine Verdickung der Kristallarme erkennen, wäh-rend auf der strömungsabgewandten Seite eine Verarmung der Grundmaterialien stattfindet. Hieraus resultierend sind auch die Kristallarme weniger stark ausgeprägt.
Vertrauen ist gut, Kontrolle ist besserUm zu überprüfen ob das Lattice-Boltzmann-Modell korrekt implementiert wurde, mussten verschiedene Standardtests durchgeführt wer-den. Damit sollten Fehler im Programmcode beseitigt werden, um die numerische Korrektheit und Stabilität des Simulationsgebiets zu gewähr-leisten. Hierfür wurden physikalische Testfälle mit Modellparametern nachgebildet. In zukünf-tigen Schritten sollen weitere Benchmarktests durchgeführt werden, um den Parametersatz für die Strömungssimulation einzugrenzen und sicherzustellen, dass die simulierten Strömungen physikalisch korrekt abgebildet werden.
Zusammenfassung und AusblickMit dem vorliegenden Lattice-Boltzmann-Modell ist es möglich, das Wachstum mehrerer Kristalle
zu simulieren, die von einer flüssigen Phase umströmt werden. Die Kristalle können dabei unterschiedliche Orientierungen aufweisen und werden aus mehreren Grundmaterialien aufge-baut, die in einer bestimmten Konzentration in der Flüssigphase auftreten. Durch die Strömung wird das Kristallwachstum deutlich beeinflusst, was wiederum Auswirkungen auf die Eigen-schaften des endgültigen Materials haben kann. Zukünftig sollen die Anwendungsmöglichkeiten durch Modellerweiterungen ausgebaut werden. Gleichzeitig ist eine Optimierung des Algorith-mus zur besseren Nutzung der Rechenzeit als auch des zur Verfügung stehenden Arbeitsspei-chers erforderlich. Gerade für große Simulati-onsgebiete ist dies notwendig, um Ergebnisse in einer annehmbaren Zeit zu erhalten.
Prof. Dr. Britta Nestler ist Professorin an der Fakultät für Informatik und Wirtschafts-informatik. Ihre Forschungs-schwerpunkte sind compu-tergestützte Materialwissen-schaften, Modellierung und Simulation, numerische Algo-rithmen, Hochleistungsrech-nen sowie Mensch-Maschine-Schnittstellen.
Michael Selzer Mscist wissenschaftlicher Mit-arbeiter und Doktorand am Institut für Computational Engineering (ICE) des IAF. Er ist Absolvent des Master-studiengangs Informatik an der Fakultät für Informatik und Wirtschaftsinformatik.
Marcus Jaintaarbeitet als studentische Hilfs-kraft in der Forschungsgruppe von Prof. Dr. Nestler und stu-diert im Bachelorstudiengang Informatik an der Fakultät für Informatik und Wirtschaftsin-formatik. Herr Jainta ist Karl-Steinbuch Stipendiat und wird von der Medien- und Film-gesellschaft Baden-Württem-berg (MFG) gefördert.
Abb. 4: a) Rundes Hindernis; b) durchströmter Düsengang
Abb. 5: Unterschiedliche Stadien des Kristallwachstums; b) Konzentration und Strömungsverlauf in einer späten Wachstumsphase
„Made by Bosch“ steht für erstklassige Qualität eines
Global Players. Profi tieren Sie in einem international aus-
gerichteten Unternehmen von vielfältigen attraktiven
Karriere chancen. Der Geschäfts bereich Chassis Systems ist
seit Jahren Vorreiter für innovative Technik und Qualität.
Unser Standort Abstatt bei Heilbronn ist Sitz des Bereichs-
vorstands und Entwicklungszentrum für alle Chassissysteme
wie z. B. ABS, ASR und ESP. Um unsere ehrgeizigen Ziele in
die Tat umsetzen zu können, brauchen wir junge pionier-
begeisterte Talente, die unsere Leidenschaft für Innovationen
teilen. Sie starten als Direkt einsteiger in Abstatt und über-
nehmen von Beginn an Verantwortung in einem Projekt oder
in einer unserer Fachabteilungen. Auch Studenten/-innen der
Ingenieur-, Natur- und Wirtschaftswissenschaften bieten
wir interessante Tätigkeiten, z. B. in Ent wicklung, Applikation,
Technischem Verkauf oder Controlling. Durch Praktika,
studien begleitende Tätigkeiten oder Diplomarbeiten lernen
Sie die Praxis hautnah kennen.
Jeder Erfolg hat seinen Anfang.
Bewerben Sie sich jetzt.
Robert Bosch GmbH
Personalabteilung
Stefanie Harner
Robert-Bosch-Allee 1
74232 Abstatt
www.bosch-career.de
Jeder Erfolg hat seine Geschichte.
Persönlichkeiten mit Pioniergeist

Schla
glich
ter
88
Klaus Bittner und Andreas Schmidt
GlobeMST: Zukunftsperspektiven der Mikrosystemtechnik
Micro Systems Engineering is characterised by multi-disciplinarity and less-standardized manufacturing meth-ods and is considered one of the key technologies of the 21st century. In order to create a global overview of the individual micro-technology research areas and their future prospects, the Federal Ministry of Education and Research started the project GlobeMST, which is coordinated by the Institute for Applied Computer Sci-ence at the Forschungszentrum Karlsruhe.
Die Mikrosystemtechnik (MST) zeichnet sich durch eine hohe Interdisziplinarität sowie kom-plexe, gering standardisierte Fertigungsver-fahren aus und gilt als eine der Schlüssel-technologien des 21. Jahrhunderts. Dass die Mikrosystemtechnik – trotz ihrer nicht geringen Bedeutung für technologische Innovationen – in der Öffentlichkeit kaum wahrgenommen wird, liegt neben der kleinen Bauteilgröße vor allem daran, dass Mikrobauteile meist unsichtbar in einem größeren System integriert sind.
Um einen globalen Überblick über die einzelnen MST-Forschungsbereiche und deren Zukunfts-aussichten zu schaffen, hat das Bundesmi-nisterium für Bildung und Forschung (BMBF) das Projekt GlobeMST [1] ins Leben gerufen, das vom Institut für Angewandte Informatik des Forschungszentrums Karlsruhe koordiniert wird. Ziel des Projekts ist es, die bislang nur punk-tuell abgebildete Mikrosystemlandschaft durch die Erfassung, Klassifizierung und Bewertung internationaler Studien so darzustellen, dass sich ein kontextübergreifendes Bild möglicher Zukunftsfelder der MST für verschiedene Inter-essengruppen aus Industrie, Verbänden, For-schungseinrichtungen etc. ergibt. Damit soll eine ganzheitliche Basis für die Entwicklung einer Förderstrategie mit der größtmöglichen Hebel-wirkung im Rahmen der sogenannten Hightech-Strategie des BMBF geschaffen werden.
Etliche, häufig siliziumbasierte Mikrosysteme, wie etwa Beschleunigungssensoren im Auto-mobil oder der DLP-Chip in Digitalprojektoren, sind bereits stark industrialisiert. Daneben gilt es vor allem auch Potentiale von Trendbereichen (s. Abb. 1) wie die sog. BioMST zu erken-nen [2] und zu fördern, die aufgrund enormer Entwicklungskosten und schwer einschätzbarer Entwicklungsrisiken nur eingeschränkt durch die Industrie vorangetrieben werden. Insbesondere aufgrund noch nicht ausgereifter Fertigungspro-zesse und daraus resultierender minderwertiger Produktqualität können keine wirtschaftlichen Erfolgsaussichten am Markt geschaffen werden. Dies verhindert etwaige industrielle Investitionen in die Produktentwicklung, wodurch sich die Situation eher verstärkt.
Da allerdings einige dieser entwicklungsinten-siven MST-Technologien als Vorraussetzung für die Herstellung einer Vielzahl innovativer Produkte gelten, ist es wichtig, diese Bereiche im Projekt GlobeMST aufzudecken, um durch spätere staatliche Unterstützung den techno-logischen Fortschritt in diesen Zukunftsfeldern zu sichern. Ergänzend dazu wird im Projekt momentan eine Studien-Datenbank entwickelt, um zukünftig mithilfe unterschiedlicher Aus-wertemechanismen und Analysemethoden die Beurteilung einzelner Trendbereiche zu unter-stützen.
Abb. 1: Beispiele aus Trendbereichen der Mikrosystemtechnik
Schla
glich
ter
89
Literatur[1] Dickerhof, M., GlobeMST – Erfassung und
Bewertung nationaler und globaler Studien auf dem Gebiet der Mikrosystemtechnik, Projektan-trag im Rahmenprogramm Mikrosysteme 2004 – 2009, Karlsruhe, Juli 2007.
[2] Kind, S.; Bovenschulte, M., Trends in der Mi-krosystemtechnik 2006, VDIVDE-IT, Berlin, Juli 2006.
Dipl.-Wirt.Ing. (FH) Klaus Bittner absolvierte zunächst den Diplomstudiengang Wirt-schaftsingenieurwesen an der Hochschule Karlsruhe und studiert nun im Masterstudi-engang Wirtschaftsinformatik. Darüber hinaus arbeitet er seit 2002 als wissenschaft-licher Mitarbeiter am Institut für Angewandte Informatik des Forschungszentrums Karlsruhe.
Prof. Dr. Andreas Schmidt ist Professor an der Fakul-tät für Informatik und Wirt-schaftsinformatik der Hoch-schule Karlsruhe – Technik und Wirtschaft. Außerdem betreibt er anwendungsnahe Forschung am Institut für Angewandte Informatik des Forschungszentrums Karls-ruhe mit Schwerpunkten in den Bereichen webbasierter Informationssysteme und generativer Software-entwicklung.
SUCHEN SIE NICHT ZU LANGE ...
WWW.FIRMENVERZEICHNIS.DE
Firmenpool & Jobs fürStudenten, Absolventen,
Young Professionals, Trainees,Ingenieure, Werkstudenten,
Praktikanten & Diplomanden

Schla
glich
ter
90
Hans Sapotta
Sender und Solaranlagen – ein Widerspruch?
Semiconducting structures close to radiating transmitters are known to be a problem due to the harmonics produced in their nonlinearity. Photovoltaic arrays consist of large area diodes. This article deals with the question, whether photovoltaic arrays mounted close to a short wave amateur radio station might produce harmonics. It turned out that the extreme width of the space charge region of solar cells eliminates all nonlin-ear problems in the rf region. They are ideal PIN-Diodes. A small increase in harmonics was produced by the DC-AC-converters.
Ein Blick über eine Gemeinde im süddeutschen Raum zeigt deutlich: Die erneuerbaren Energien sind auf dem Vormarsch. Auf den Dächern werden neben Anlagen zur Wassererwärmung vorrangig Photovoltaik-Anlagen zur Erzeugung elektrischer Energie installiert. Diese Anlagen sollen großflächig die elektromagnetischen Wel-len, die uns die Sonne zur Verfügung stellt, in Strom verwandeln.
Viele Betreiber von Photovoltaik-Anlagen sehen sich selbst als Protagonisten des technischen Fortschritts, eine Einschätzung, die auch für die zahlreichen Funkamateure in Deutschland zutrifft. Nicht selten findet man daher beides auf den Dächern – die Amateurfunkantenne über der Photovoltaik-Anlage.
Seit langem ist bekannt, dass leitende Struktu-ren in der Nähe von Sendeanlagen als Antennen fungieren. Sie empfangen die elektromagne-tischen Wellen. Die so entstehenden Ströme werden über die gleiche Struktur wieder abge-strahlt.
Kritisch wird diese Situation erst dann, wenn die in der Antenne induzierten Ströme durch eine Nichtlinearität verzerrt werden. Dann entstehen auf neuen Frequenzen – meistens handelt es sich um Vielfache der Sendefrequenz – Signale, die wieder abgestrahlt werden. Diese Signale auf neuen Frequenzen können andere Funkdienste stören. Der hier beschriebene Effekt ist z. B. von modernen, geklebten Kupfer-Dachrinnen bekannt, wo sich an den Verbindungsstellen ein Kupfer-Oxydolgleichrichter bilden kann.
Betrachtet man nun die Verhältnisse in der Photovoltaik-Anlage, so ist die einzelne Solar-zelle, was den Aufbau betrifft, nichts anderes als eine großflächige Diode. Sie stellt also eine Nichtlinearität dar, wie sie von Funkanlagenbe-treibern gefürchtet wird. Als Antenne können die Zuleitungen betrachtet werden. Es stellt sich die Frage, wie sich ganze Baugruppen mit der-artigen Dioden in der Nähe einer Sendestation verhalten werden.
Die Hochschule Karlsruhe bot für eine der-artige Untersuchung ideale Voraussetzungen. Die installierte Photovoltaik-Anlage auf einem
Flachdach ist leicht zugänglich, gleichzeitig steht eine leistungsfähige Amateurfunk-Station zur Verfügung.
Die Untersuchungen begannen „in vitro“ mit einem Sender und einer separaten Photozelle. Das Signal wurde nicht über Luft, sondern direkt in die Photozelle eingekoppelt. Über eine externe Beleuchtung sollte der Einfluss des Son-nenlichts auf etwaige Verzerrungen untersucht werden. Hierbei konnte beobachtet werden, dass erst ab einer HF-Leistung von ca. 20 W ein nennenswerter Anstieg der Oberwellenleistung unabhängig von der eingestrahlten Lichtleistung zu erkennen ist. Ersetzt man die Fotozelle durch eine normale Diode, so erfolgt dieser Anstieg bereits bei einigen Milliwatt.
Nach diesem Vorversuch konnte das „in-vivo“-Experiment am Dach der Hochschule Karlsruhe starten. Der Sender mit einer Spitzenleistung von maximal 1 kW strahlte über die Richtantenne auf die installierten Solarmodule. Auch hier zeigte sich nur ein leichter Anstieg in der Luft-Schnitt-stelle der Oberwellenleistung ab ca. 300 W HF-Leistung. Auffällig war, dass in der Nähe der Zuleitung zu den Wandlern, die den Gleichstrom der Photovoltaik-Anlage für das Energienetz der Stadt Karlsruhe in Wechselstrom wandeln, die Oberwellenleistung stärker anstieg als in der Nähe von Verbindungsleitungen zwischen Photovoltaik-Modulen.
Wodurch ist nun das unterschiedliche Verhalten von Solarzellen und Standard-Silizium-Dioden zu erklären? Eine Solarzelle besteht wie eine Silizium-Diode aus einer p-dotierten und einer n-dotierten Schicht. Dazwischen befindet sich die Raumladungszone als eine Region mit einem starken elektrischen Feld (Driftzone). Nur die-jenigen Photonen, die in der Raumladungszone absorbiert werden und dort ein Elektron-Loch-Paar erzeugen, tragen zum Stromfluss bei. Es ist somit Ziel bei der Entwicklung und Herstel-lung von Solarzellen, die Raumladungszone möglichst weit auszudehnen. Damit geht die Steigerung des Wirkungsgrades einher. Eine weite Raumladungszone (es werden Weiten bis zu 50 μm im Vergleich zu 2 μm bei Stan-dard-Dioden erreicht) verlängert aber auch die
EnBW Energie Baden-Württemberg AG – dahinter stehen ca. 21.000 Mitarbeiter, die sich für Strom, Gas und energienahe Dienstleistungen stark machen. Heute sind wir Deutschlands drittgrößtes Energieversorgungsunternehmen und nutzen auch in Mittel- und Osteuropa unsere Chancen. Begegnen Sie mit uns gemeinsam den Herausforderungen des Energiemarkts. Wir suchen Menschen, die Impulse aufnehmen, aber auch Impulse geben. Viele Informationen rund um die EnBW als Arbeitgeber sowie unsere aktuellen Jobangebote finden Sie unter www.enbw.com/karriere.
Wir freuen uns auf Ihre energiegeladene Bewerbung!
Unsere Energie.Ihr Antrieb.
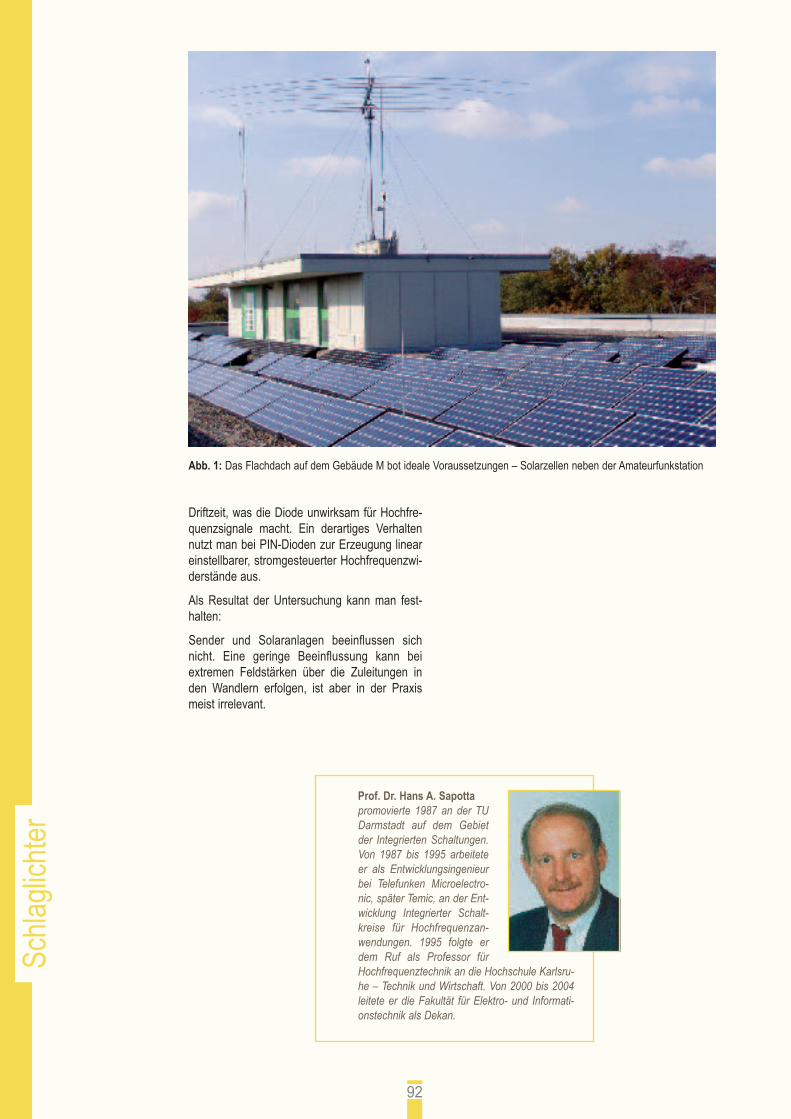
Schla
glich
ter
92
Driftzeit, was die Diode unwirksam für Hochfre-quenzsignale macht. Ein derartiges Verhalten nutzt man bei PIN-Dioden zur Erzeugung linear einstellbarer, stromgesteuerter Hochfrequenzwi-derstände aus.
Als Resultat der Untersuchung kann man fest-halten:
Sender und Solaranlagen beeinflussen sich nicht. Eine geringe Beeinflussung kann bei extremen Feldstärken über die Zuleitungen in den Wandlern erfolgen, ist aber in der Praxis meist irrelevant.
Prof. Dr. Hans A. Sapottapromovierte 1987 an der TU Darmstadt auf dem Gebiet der Integrierten Schaltungen. Von 1987 bis 1995 arbeitete er als Entwicklungsingenieur bei Telefunken Microelectro-nic, später Temic, an der Ent-wicklung Integrierter Schalt-kreise für Hochfrequenzan-wendungen. 1995 folgte er dem Ruf als Professor für Hochfrequenztechnik an die Hochschule Karlsru-he – Technik und Wirtschaft. Von 2000 bis 2004 leitete er die Fakultät für Elektro- und Informati-onstechnik als Dekan.
Abb. 1: Das Flachdach auf dem Gebäude M bot ideale Voraussetzungen – Solarzellen neben der Amateurfunkstation

VDI-Campus
Studieren auf der ÜberholspurUnser voller Einsatz gilt Ihnen: den Ent-wicklern von morgen, den künftigen Motoren der Wirtschaft. Als Begleiter und Förderer Ihres Studiums geben wir Ihnen Antworten auf Ihre Fragen:
> Welcher Studiengang ist der Richtige? > Welche Praxis-Erfahrungen benötige ich? > Wie studiere ich effektiv? > Welchen Abschluss soll ich machen? > Wie und wo bewerbe ich mich richtig?
Werden Sie Mitglied und profitieren Sie von Information und Beratung: Als größter technisch-wissenschaftli-cher Verein Deutschlands, hilft Ihnen der VDI nicht nur bei der Aus- und Weiterbildung, sondern vertritt auch Ihre Interessen und Anliegen.
Unter www.vdi-campus.de erhalten Sie viele Informationen und wertvolle Tipps zu den Themen Studium, Beruf und Karriere.
Verein Deutscher Ingenieure e.V.Karlsruher Bezirksverein · Karl-Friedrich-Str. 17 · 76133 KarlsruheTelefon +49 (0) 721 9 37 64 30 · [email protected]
7305 BV Karlsruhe VDI Campus Anz1 17305 BV Karlsruhe VDI Campus Anz1 1 04.12.2007 09:54:2604.12.2007 09:54:26
erledigen wir schon mal dieHausarbeit.E.G.O. erfindet und produziert seit 75 Jahren Produkte undTechnologien für die Haus-haltsgeräteindustrie. Wir möchten Ihnen das Leben einfacher machen!
E.G.O. Elektro-Gerätebau GmbHRote-Tor-Straße 1475038 OberderdingenTelefon 07045 45-0www.egoproducts.com
Während Sie entspannen...
Schla
glich
ter
94
Markus Stöckner
Infrastrukturmanagement im Verkehrswesen – Schwerpunkt an der Hoch-schule Karlsruhe
The German road network comprises 650,000 km. The construction of this network is almost complete, so in the future we need intelligent asset management systems for maintenance, rehabilitation and long term conservation of value. Consequently, such management systems are a primary research area. A number of current projects consider the further development of pavement management systems, other projects deal with life cycle calculation methods based on materials science. Further projects will deal with bridge and building structures.
Das Straßennetz in Deutschland umfasst derzeit ca. 650.000 km. Davon entfallen annähernd 60.000 km auf die Bundesfernstraßen mit einem Wiederbeschaffungswert von ungefähr 170 Mrd. Euro. Ein kommunales Netz in der Größe einer Millionenstadt kann einen Wert von rund 2 Mrd. Euro aufweisen. Die Bedeutung dieser Zah-len wird klar, wenn man die durchschnittliche Lebensdauer einer Straße mit 30 bis 40 Jah-ren den für Verkehrsinfrastruktur vorhandenen Finanzmitteln gegenüberstellt. Im Umgang mit der Infrastruktur stellen sich somit zwei Aufga-ben: das Sicherstellen der benötigten Mobilität und die Werterhaltung der vorhandenen Ver-kehrsinfrastruktur. Die benötigte Mobilität leitet sich aus den Anforderungen der Nutzer ab, hier lassen sich Qualitätsstandards wie Verkehrs-sicherheit und Leistungsfähigkeit formulieren. Die Werterhaltung soll für eine angemessene Erhaltung und Ersatzinvestitionen sorgen, um Zeitwert und Zustand auf einem akzeptablen Niveau zu halten. Geschieht dies nicht, wäre ein übermäßiger Wertverlust und damit ein irrepara-bler Schaden für die Volkswirtschaft die Folge (s. Abb. 1). Die Lösung dieser Optimierungsaufgabe wird als Infrastrukturmanagement bezeichnet.
Generell ergeben sich zwei Zielrichtungen: Zum einen müssen Managementsysteme für Ver-kehrsanlagen zu einer volkswirtschaftlich opti-
malen Unter- und Erhaltung beitragen, zum anderen ist eine geeignete und nachhaltige Bau-technik auf der Basis von Lebenszyklusanalysen zu entwickeln. Beide Aspekte stehen in enger Wechselwirkung zueinander, da die Kenntnis des Langzeitverhaltens der Verkehrsanlagen unter definierten Belastungen zwingend erforderliche Voraussetzung für die Erhaltungsplanung und eine optimierte Werterhaltung darstellt.
Die damit verbundenen Aufgabenstellungen haben sich in den letzten Jahren zu einem neuen Arbeits- und Forschungsschwerpunkt an der Hochschule Karlsruhe entwickelt und sol-len künftig interdisziplinär ausgebaut werden. Die bisherige Umsetzung erfolgte in mehreren Arbeitsgebieten, der Forschung, dem Technolo-gietransfer, der Lehre und der Gremienarbeit von Fachverbänden:
In dem von der Landesstiftung Baden-Württem-berg geförderten Forschungsprojekt „Kompatible Werkstoffe des Bauwesens in Erhaltungsma-nagementsystemen für Verkehrsanlagen“ (Prof. Dr. Andreas Gerdes, Prof. Dr. Markus Stöckner) wird am Beispiel „Flugbetriebsflächen“ aufge-zeigt, wie das Langzeitverhalten des Bauwerks und die chemisch-physikalischen Baustoffeigen-schaften in Wechselwirkung stehen. Damit wird ein wesentlicher Beitrag für Lebensdauerprog-nosen erarbeitet.
Abb. 1: Steuern der Erhaltungsplanung nach dem Prinzip der Werterhaltung des Anlagenvermögens

Schla
glich
ter
95
Im Bereich Technologietransfer werden an der Öffentlichen Baustoffprüfstelle der Hochschule Karlsruhe (Prof. Dr. Stefan Linsel, Prof. Dr. Markus Stöckner) in Zusammenarbeit mit Groß-unternehmen Straßenbauprodukte entwickelt, die ebenfalls zu einem verbesserten Langzeit-verhalten und damit zu wirtschaftlichen Vorteilen beim Anwender führen. Aktuell wird ein Projekt zur Verbesserung der Verformungsbeständigkeit von Asphalt (Verminderung der Spurrinnenbil-dung) sowie ein weiteres Projekt zur Dauer-haftigkeit von innerörtlichen Pflasterbauweisen bearbeitet. Wenn die Dauerhaftigkeit der Bau-weisen damit erhöht werden kann, ist neben den wirtschaftlichen Kosten auch eine Minimierung der baubedingten Behinderungen zu erwarten.
In der Lehre wurden mit Erfolg Diplomarbeiten durchgeführt, die Impulse zur Fortschreibung des technischen Regelwerks geben konnten. In einer dieser Abschlussarbeiten [1] wurden Struktur und Prozessablauf eines Infrastrukturmanage-mentsystems für kommunale Verkehrsflächen vorgeschlagen, das vom zuständigen Gremium der Forschungsgesellschaft für Straßen und Verkehrswesen (FGSV) als Grundlage zur Fort-schreibung des technischen Regelwerks mit her-angezogen wurde. In einer weiteren Diplomarbeit [2] konnte auf der Basis von Schadensanalysen das Langzeitverhalten von Pflasterbauweisen erfasst und in ein Entscheidungsmodell für eine optimierte Maßnahmenauswahl umgesetzt wer-
Prof. Dr. Markus Stöcknervertritt als Professor an der Fakultät für Architektur und Bauwesen das Lehrgebiet Ver-kehrsanlagen und Logistik. In der Forschung befasst er sich vor allem mit den Themenge-bieten Qualitätsmanagement im Straßenwesen, Dimensio-nierung von Verkehrsflächen und Erhaltungsmanagement von Verkehrsflächen. Profes-sor Stöckner ist seit Oktober 2006 Prorektor an der Hochschule Karlsruhe.
den. Auch diese Arbeit wurde innerhalb der FGSV als Grundlage verwendet.
Die inhaltlichen Anforderungen an die Themen-stellung „Infrastrukturmanagement“ werden sich aber künftig nicht nur an bautechnischen The-menfeldern orientieren, vielmehr ist – wie auch schon in der Fakultät für Architektur und Bau-wesen im Ansatz vorhanden – interdisziplinäres Arbeiten erforderlich. Neben den ingenieurtech-nischen Fragestellungen werden künftig ver-mehrt auch wirtschaftswissenschaftliche Fragen bei unterschiedlichen Finanzierungsmodellen, rechtliche Fragen bei innovativen Vertragsformen im Bereich Public Private Partnership sowie informationstechnologische Fragestellungen im Bereich Systemprogrammierung hinzukommen. Zudem werden neben den Verkehrsanlagen auch andere Infrastrukturbestandteile mit einbe-zogen, sei es im Bereich der Ver- und Entsor-gung oder auch bei Bauwerken und Gebäuden.
Literatur[1] Heckmann, Jana, Empfehlungen zur Neuorga-
nisation des kommunalen Erhaltungsmanage-ments, Diplomarbeit an der Fakultät für Architek-tur und Bauwesen, Hochschule Karlsruhe, 2006.
[2] Bös, Carlo, Life Cycle Management von Pfl aster-bauweisen, Diplomarbeit an der Fakultät für Archi-tektur und Bauwesen, Hochschule Karlsruhe.

Alle Infos, Mitgliedschaftsantrag und Beitragsrechner auf www.ikk-direkt.de
Hotline* 01802 455 347 oder 01802 IKK Direkt*6 Ct./Anruf Festnetz Dt. Telekom
AnschriftIKK-DirektKaistraße 10124114 KielMachen Sie sich fit für Ihre Zukunft!
Vorteil Beitragssatz: Die IKK-Direkt ist jung, dyna-
misch, zeitgemäß – und die
günstigste bundesweit wählbare
Krankenkasse.
Vorteil Leistung:Die IKK-Direkt garantiert 100%
Leistung und 100% Sicherheit.
Plus interessante und attraktive
Zusatzangebote.
Vorteil Service:Als Online-Direktkasse ist die
IKK-Direkt täglich 24 Stunden
und ganzjährig überall für Sie
erreichbar.
Studium. Beruf. Karriere. Und meine Gesundheit versichere ich bei der IKK-Direkt.

Bitte bewerben Sie sich vorzugsweise online unter www.areva-np.com/karriere oder nehmen Sie Kontakt mit uns auf:AREVA NP GmbH, Abt. H-G, Frau Bernhild Pflanzer, Kaiserleistr. 29, 63067 Offenbach
Für mehr Informationen: www.areva.com
Mit 61.000 Mitarbeitern/-innen, Niederlassungen in 40 Ländern und einem Vertriebsnetz, das mehr als 100 Länder
abdeckt, bietet AREVA ihren Kunden zuverlässige technologische Lösungen für CO2-freie Energieerzeugung sowie die
Energieübertragung und -verteilung.
Zur AREVA-Gruppe gehört die AREVA NP, ein Unternehmen von AREVA und Siemens mit mehr als 15.500 Mitarbeitern/
-innen. Von unseren Standorten in Frankreich, Deutschland und den USA aus arbeiten wir in allen Teilen der Welt.
Technologieführerschaft hat bei uns Tradition
Forschung und Entwicklung sind seit jeher Garanten für unseren Unternehmenserfolg. Nur deshalb können wir heute die
modernsten und sichersten Reaktordesigns anbieten und schlüsselfertig für unsere Kunden bauen. Dies wird auch in
Zukunft so bleiben. Es gilt, Gutes noch besser zu machen und den weltweit anerkannten Sicherheitsstandard unserer
Reaktoren weiter zu erhöhen. Von uns gebaute Kernkraftwerke erzeugen in elf Ländern kostengünstig und CO2-frei
Strom. Immer mehr Betreiber setzen auf das Know-how unserer Teams und auf unsere hochspezialisierten Tools, um
ihre Anlagen noch wettbewerbsfähiger zu machen.
Menschen – Ideen – Karrieren
Wer sich für uns entscheidet, findet interessante Aufgabenfelder. Bei einem Global Player zu arbeiten verlangt neben
Fachwissen und Kreativität auch Offenheit und Verständnis für andere Kulturen. Die von uns entwickelten und angemel-
deten Patente belegen Jahr für Jahr unsere herausragende Kompetenz. Mit neuartigen Reaktoren wollen wir der
Kernenergie in den nächsten Jahrzehnten neue Einsatzgebiete in der Energiewirtschaft erschließen. Unsere Mitarbei-
terinnen und Mitarbeiter aus den unterschiedlichen technischen und wissenschaftlichen Disziplinen arbeiten bereits
heute an diesen Herausforderungen von morgen. Auch für Sie eröffnen sich einmalige Karrierechancen.
Möchten Sie an diesen herausfordernden Aufgaben mitarbeiten und Ihre Fähigkeiten einbringen?
An unseren Standorten in Deutschland, z.B. Erlangen, Offenbach, Karlstein, Lingen und Duisburg, geben wir Ihnen
jederzeit die Gelegenheit zum Einstieg.
Wir suchen mehrere Ingenieure, Techniker und technische Assistenten (m/w), gerne auch mit gleichwertigem auslän-
dischen Abschluss, mit Schwerpunkt in einer der folgenden Fachrichtungen:
– Maschinenbau/Verfahrens-/Kerntechnik – Bauwesen
– Automatisierungs-/Regelungs-/Leittechnik – Naturwissenschaften (Physik, Chemie)
– Elektrotechnik – Werkstoff-/Materialwissenschaften
– Informatik – Wirtschaftsingenieurwesen/Betriebswirtschaft
Darüber hinaus bieten wir Studierenden dieser Fachrichtungen
– Jobs als Werkstudent/in
– Praktikumsplätze
– Studien-, Diplom- und Doktorarbeiten
Wir freuen uns darauf, Sie kennen zu lernen.
Berufschancen in der Prozessautomatisierung und Prozessanalytik
automation and drives
s
Siemens in Karlsruhe ist mit über 4500 Mitarbeitern einer der größten Standorte in Deutschland. Hier befindet sich das Zentrum für die Prozessautomatisierung mit den Schwerpunkten Prozessleittechnik, Prozessinstrumen-tierung und Prozessanalytik. Träumen auch Sie davon, vielfältige Problemstellungen von Entwicklung bis Produkt-management in einem internationalen Umfeld zu lösen? Starten Sie mit uns!Praktikanten – 0721/595-7053, Werkstudenten und Diplomanden – 0721/595-2224www.siemens.de/jobboerse
Answers for industry.
SEW-EURODRIVE—Driving the world
Mit ca 12.000 Mitarbeitern weltweit
bringen wir Bewegung in fast alle
Branchen. Das Erfolgsrezept: Getriebe-
motoren und Antriebselektronik vom
Feinsten. Und jede Menge Drive in
allem was wir tun.
Sie wollen mehr bewegen als andere,
und was Sie antreibt, ist der Spaß an
einer Aufgabe, die Sie wirklich fordert.
Dann starten Sie jetzt durch bei
SEW-EURODRIVE – dem erfolgreichen
Familienunternehmen und Global Player.
Sie haben Ihr Studium der Fachrichtung
Elektrotechnik, Wirtschafts ingenieur -
wesen, Maschinenbau, Mechatronik,
Informatik oder Wirtschaftswissenschaften
erfolgreich abgeschlossen? Und Sie
wollen mit uns in einem internationalen
Umfeld etwas bewegen? Interessante
Heraus forde rungen in den Bereichen
Engineering, Entwicklung, Vertrieb und
Services warten auf Sie. Kommen Sie
zu uns!
Wir suchen technikbegeisterte Mitarbeiter mit Drive
SEW-EURODRIVE GmbH & Co KGPersonalreferate BruchsalPostfach 30 23, 76642 Bruchsal
j www.jobs-sew.de