funktionshandbuch drehen, fräsen, nibbeln · vorwort drehen, fräsen, nibbeln funktionshandbuch,...
TRANSCRIPT
Drehen, Fräsen, Nibbeln
___________________
___________________
___________________
___________ ___________________
___________________
___________________
___________ ___________________
___________________
___________________
___________________
___________________
___________________
___________________
___________________
___________________
SINUMERIK
SINUMERIK 802D sl Drehen, Fräsen, Nibbeln
Funktionshandbuch
Gültig für Steuerung Softwarestand SINUMERIK 802D sl G/N 1.4 SP7 SINUMERIK 802D sl T/M 1.4 SP7
11/2012 6FC5397-1CP10-5AA0
Vorwort
Diverse Nahtstellensignale (A2)
1
Achsüberwachung (A3) 2
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1)
3
Beschleunigung (B2) 4
Fahren auf Festanschlag (F1)
5
Gantry-Achsen (G1) 6
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2)
7
Handfahren und Handradfahren (H1)
8
Hilfsfunktionsausgaben an PLC (H2)
9
Betriebsarten, Programmbetrieb (K1)
10
Kompensation (K3) 11
Kinematische Transformation (M1)
12
Messen (M5) 13
NOT AUS (N2) 14
Stanzen und Nibbeln (N4) 15
Planachsen (P1) 16
Fortsetzung nächste Seite

Siemens AG Industry Sector Postfach 48 48 90026 NÜRNBERG DEUTSCHLAND
Dokumentbestellnummer: 6FC5397-1CP10-5AA0 Ⓟ 07/2013 Änderungen vorbehalten
Copyright © Siemens AG 2005 - 2012. Alle Rechte vorbehalten
SINUMERIK 802D sl Drehen, Fräsen, Nibbeln
Funktionshandbuch
Fortsetzung
Positionierachsen (P2) 17
Referenzpunktfahren (R1) 18
Rundachsen (R2) 19
Spindel (S1) 20
Teilungsachsen (T1) 21
Tangentialsteuerung (T3) 22
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3)
23
Vorschub (V1) 24
Werkzeug: Korrektur und Überwachung (W1)
25
Anhang A
Siemens AG Industry Sector Postfach 48 48 90026 NÜRNBERG DEUTSCHLAND
Dokumentbestellnummer: 6FC5397-1CP10-5AA0 Ⓟ 07/2013 Änderungen vorbehalten
Copyright © Siemens AG 2005 - 2012. Alle Rechte vorbehalten
Rechtliche Hinweise Warnhinweiskonzept
Dieses Handbuch enthält Hinweise, die Sie zu Ihrer persönlichen Sicherheit sowie zur Vermeidung von Sachschäden beachten müssen. Die Hinweise zu Ihrer persönlichen Sicherheit sind durch ein Warndreieck hervorgehoben, Hinweise zu alleinigen Sachschäden stehen ohne Warndreieck. Je nach Gefährdungsstufe werden die Warnhinweise in abnehmender Reihenfolge wie folgt dargestellt.
GEFAHR bedeutet, dass Tod oder schwere Körperverletzung eintreten wird, wenn die entsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
WARNUNG bedeutet, dass Tod oder schwere Körperverletzung eintreten kann, wenn die entsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
VORSICHT bedeutet, dass eine leichte Körperverletzung eintreten kann, wenn die entsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
ACHTUNG bedeutet, dass Sachschaden eintreten kann, wenn die entsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
Beim Auftreten mehrerer Gefährdungsstufen wird immer der Warnhinweis zur jeweils höchsten Stufe verwendet. Wenn in einem Warnhinweis mit dem Warndreieck vor Personenschäden gewarnt wird, dann kann im selben Warnhinweis zusätzlich eine Warnung vor Sachschäden angefügt sein.
Qualifiziertes Personal Das zu dieser Dokumentation zugehörige Produkt/System darf nur von für die jeweilige Aufgabenstellung qualifiziertem Personal gehandhabt werden unter Beachtung der für die jeweilige Aufgabenstellung zugehörigen Dokumentation, insbesondere der darin enthaltenen Sicherheits- und Warnhinweise. Qualifiziertes Personal ist auf Grund seiner Ausbildung und Erfahrung befähigt, im Umgang mit diesen Produkten/Systemen Risiken zu erkennen und mögliche Gefährdungen zu vermeiden.
Bestimmungsgemäßer Gebrauch von Siemens-Produkten Beachten Sie Folgendes:
WARNUNG Siemens-Produkte dürfen nur für die im Katalog und in der zugehörigen technischen Dokumentation vorgesehenen Einsatzfälle verwendet werden. Falls Fremdprodukte und -komponenten zum Einsatz kommen, müssen diese von Siemens empfohlen bzw. zugelassen sein. Der einwandfreie und sichere Betrieb der Produkte setzt sachgemäßen Transport, sachgemäße Lagerung, Aufstellung, Montage, Installation, Inbetriebnahme, Bedienung und Instandhaltung voraus. Die zulässigen Umgebungsbedingungen müssen eingehalten werden. Hinweise in den zugehörigen Dokumentationen müssen beachtet werden.
Marken Alle mit dem Schutzrechtsvermerk ® gekennzeichneten Bezeichnungen sind eingetragene Marken der Siemens AG. Die übrigen Bezeichnungen in dieser Schrift können Marken sein, deren Benutzung durch Dritte für deren Zwecke die Rechte der Inhaber verletzen kann.
Haftungsausschluss Wir haben den Inhalt der Druckschrift auf Übereinstimmung mit der beschriebenen Hard- und Software geprüft. Dennoch können Abweichungen nicht ausgeschlossen werden, so dass wir für die vollständige Übereinstimmung keine Gewähr übernehmen. Die Angaben in dieser Druckschrift werden regelmäßig überprüft, notwendige Korrekturen sind in den nachfolgenden Auflagen enthalten.
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 5
Vorwort
SINUMERIK-Dokumentation Die SINUMERIK-Dokumentation ist in folgende Kategorien gegliedert:
● Allgemeine Dokumentation
● Anwender-Dokumentation
● Hersteller/Service-Dokumentation
Weiterführende Informationen Unter dem Link www.siemens.com/motioncontrol/docu finden Sie Informationen zu folgenden Themen:
● Dokumentation bestellen / Druckschriftenübersicht
● Weiterführende Links für den Download von Dokumenten
● Dokumentation online nutzen (Handbücher/Informationen finden und durchsuchen)
Bei Fragen zur Technischen Dokumentation (z. B. Anregungen, Korrekturen) senden Sie bitte eine E-Mail an folgende Adresse:
My Documentation Manager (MDM) Unter folgendem Link finden Sie Informationen, um auf Basis der Siemens Inhalte eine OEM-spezifische Maschinen-Dokumentation individuell zusammenstellen:
www.siemens.com/mdm
Training Informationen zum Trainingsangebot finden Sie unter:
● www.siemens.com/sitrain
SITRAIN - das Training von Siemens für Produkte, Systeme und Lösungen der Automatisierungstechnik
● www.siemens.com/sinutrain
SinuTrain - Trainingssoftware für SINUMERIK
FAQs Frequently Asked Questions finden Sie in den Service&Support Seiten unter Produkt Support. http://support.automation.siemens.com
Vorwort
Drehen, Fräsen, Nibbeln 6 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
SINUMERIK Informationen zu SINUMERIK finden Sie unter folgendem Link:
www.siemens.com/sinumerik
Zielgruppe Die vorliegende Druckschrift wendet sich an:
● Projekteure
● Technologen (von Maschinenherstellern)
● Inbetriebnehmer (von Systemen/Maschinen)
● Programmierer
Nutzen Das Funktionshandbuch beschreibt die Funktionen, so dass die Zielgruppe die Funktionen kennt und auswählen kann. Es befähigt die Zielgruppe, die Funktionen in Betrieb zu nehmen.
Standardumfang In der vorliegenden Dokumentation ist die Funktionalität des Standardumfangs beschrieben. Ergänzungen oder Änderungen, die durch den Maschinenhersteller vorgenommen werden, werden vom Maschinenhersteller dokumentiert.
Es können in der Steuerung weitere, in dieser Dokumentation nicht erläuterte Funktionen ablauffähig sein. Es besteht jedoch kein Anspruch auf diese Funktionen bei der Neulieferung bzw. im Servicefall.
Ebenso enthält diese Dokumentation aus Gründen der Übersichtlichkeit nicht sämtliche Detailinformationen zu allen Typen des Produkts und kann auch nicht jeden denkbaren Fall der Aufstellung, des Betriebes und der Instandhaltung berücksichtigen.
Lesehinweise Die Funktionsbeschreibungen sind nur für den speziellen bzw. bis zum aufgeführten Softwarestand gültig. Bei neuen Softwareständen sind die dazu gültigen Funktionsbeschreibungen anzufordern. Alte Funktionsbeschreibungen sind für neue Softwarestände nur noch teilweise verwendbar.
Technical Support Landesspezifische Telefonnummern für technische Beratung finden Sie im Internet unter http://www.siemens.com/automation/service&support
Vorwort
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 7
EG-Konformitätserklärung Die EG-Konformitätserklärung zur EMV-Richtlinie finden Sie im Internet unter:
http://support.automation.siemens.com
Geben Sie dort als Suchbegriff die Nummer 15257461 ein oder nehmen Sie Kontakt mit der zuständigen Siemens Geschäftsstelle in Ihrer Region auf.
Technische Hinweise
Schreibweisen In dieser Dokumentation gelten folgende Schreibweisen und Abkürzungen:
● PLC-Nahtstellensignale -> NST "Signalname" (Signaldatum)
Bsp.: NST "Vorschubkorrektur" (VB380x 0000)
Das Variablenbyte liegt im Bereich "an Achse", x steht für die Achse:
0 Achse 1
1 Achse 2
n Achse n+1.
● Maschinendatum -> MD MD_NR MD_NAME (Beschreibung)
z. B.: MD30300 IS_ROT_AX (Rundachse)
● Settingdatum -> SD SD_NR SD_NAME (Beschreibung)
z. B.: SD41200 JOG_SPIND_SET_VELO (JOG-Geschwindigkeit für die Spindel)
● Die Kapitelüberschriften sind durch eine Kurzbezeichnung in Klammern ergänzt (z. B. Kapitel 1: NOT AUS (N2)). Diese Kurzbezeichnung wird in Verweisen zu einzelnen Kapiteln verwendet.
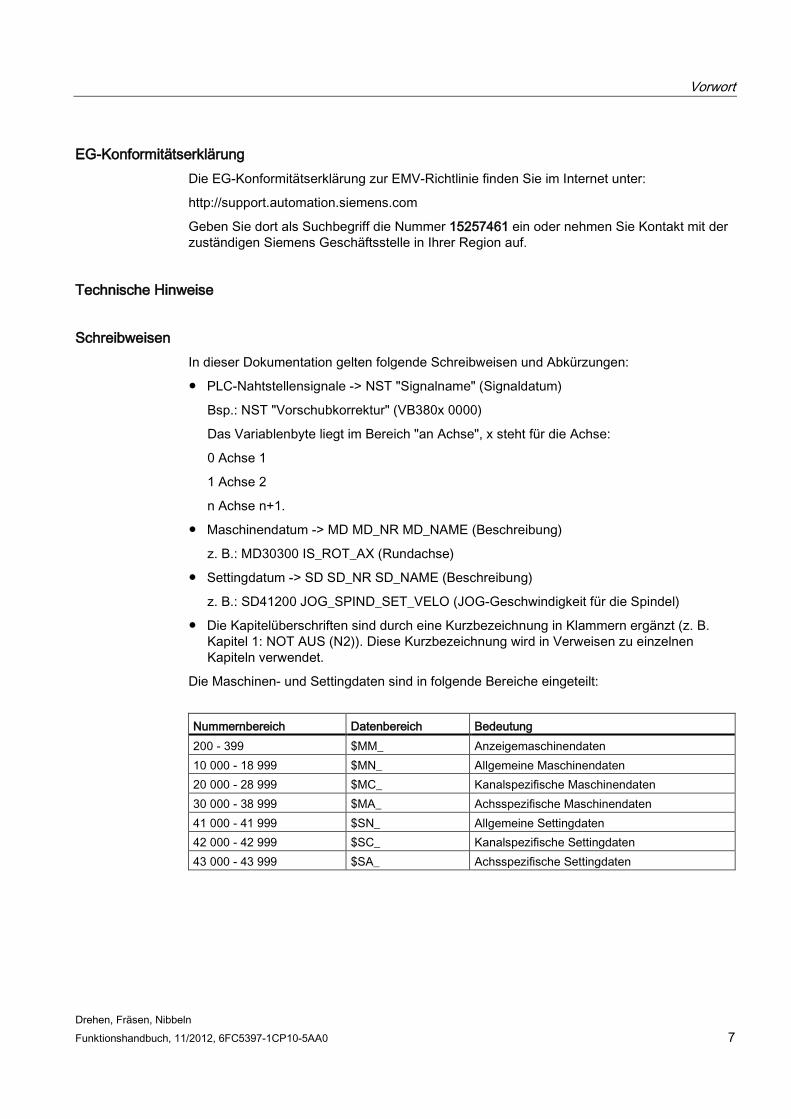
Die Maschinen- und Settingdaten sind in folgende Bereiche eingeteilt:
Nummernbereich Datenbereich Bedeutung 200 - 399 $MM_ Anzeigemaschinendaten 10 000 - 18 999 $MN_ Allgemeine Maschinendaten 20 000 - 28 999 $MC_ Kanalspezifische Maschinendaten 30 000 - 38 999 $MA_ Achsspezifische Maschinendaten 41 000 - 41 999 $SN_ Allgemeine Settingdaten 42 000 - 42 999 $SC_ Kanalspezifische Settingdaten 43 000 - 43 999 $SA_ Achsspezifische Settingdaten
Vorwort
Drehen, Fräsen, Nibbeln 8 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Erklärungen zu technischen Angaben Schutzstufe: Es gibt die Schutzstufen 0 bis 7, wobei die Verriegelung für Schutzstufe 1 bis 3 über Kennwort-Setzen und 4 bis 7 über NST "Schutzstufe" (z.B.:Schlüsselschalter-Stellung) aufgehoben werden kann. Die Schutzstufe 0 ist nicht zugänglich. (siehe Kapitel "Diverse Nahtstellensignale")
Der Bediener hat nur Zugang zu Informationen, die dieser bestimmten Schutzstufe und den niedrigeren Schutzstufen entsprechen. Die Maschinendaten werden standardmäßig mit unterschiedlichen Schutzstufen belegt und durch einen Wert Schreiben / Lesen gekennzeichnet (z. B. 4 / 7).
Hinweis
In diesem Dokument sind Maschinen- und Settingdaten der Schutzstufen 2 bis 7 dokumentiert. Nur im besonderen Fall erfolgen Hinweise auf Maschinendaten der Schutzstufe 1 (Expertenmodus).
Datentypen: In der Steuerung werden folgende Datentypen verwendet:
● DOUBLE Gleitkommewert (64-bit-Wert ) Eingabegrenzen von +/-4,19*10-307 bis +/-1,67*10308
● DWORD Integerwerte (ganzzahlige Werte, 32-bit-Wert) Eingabegrenzen von -2 147 483 648 bis +2 147 483 648 (dezimal), als Hexawert: 0000 bis FFFF
● BYTE Integerwerte (ganzzahlig, 8-bit-Wert) Eingabegrenzen von -128 bis +127 (dezimal), als Hexawert: 00 bis FF
● BOOLEAN Boolescher Wert: TRUE (1) oder FALSE (0)
● STRING bestehend aus max. 16 ASCII-Zeichen (Großbuchstaben, Ziffern und Unterstrich)
Ausführliche Erläuterungen ● Ausführliche Erläuterungen zu den verwendten Maschinen- / Settingdaten und
Nahtstellensignalen können dem
Literatur: "Listenhandbuch" entnommen werden.
● Ausführliche Erläuterungen zu den auftretenden Alarmen können dem
Literatur: "Diagnosehandbuch" entnommen werden.
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 9
Inhaltsverzeichnis
Vorwort ................................................................................................................................................... 5
1 Diverse Nahtstellensignale (A2) ............................................................................................................ 19
1.1 Allgemeines .................................................................................................................................. 19
1.2 Signale von PLC an NCK ............................................................................................................. 20 1.2.1 Zugriffsrechte ............................................................................................................................... 20 1.2.2 Allgemine Signale ........................................................................................................................ 21 1.2.3 Signale für digitale Antriebe, an Achse/Spindel ........................................................................... 24
1.3 Signale von NCK an PLC ............................................................................................................. 24 1.3.1 Allgemine Signale ........................................................................................................................ 24 1.3.2 Signale für digitale Antriebe, von Achse/Spindel ......................................................................... 26
1.4 Signale von PLC an HMI .............................................................................................................. 27
1.5 Signale von HMI an PLC .............................................................................................................. 29
1.6 NC-Dienste ................................................................................................................................... 30 1.6.1 Anwenderschnittstelle .................................................................................................................. 30 1.6.1.1 Allgemeines .................................................................................................................................. 30 1.6.1.2 PI-Dienst ASUP............................................................................................................................ 32 1.6.1.3 Variablen aus dem NCK-Bereich lesen ....................................................................................... 33 1.6.1.4 Variablen aus dem NCK-Bereich schreiben ................................................................................ 34 1.6.2 NC Variable .................................................................................................................................. 36
1.7 Signale von PLC .......................................................................................................................... 40
2 Achsüberwachung (A3) ......................................................................................................................... 41
2.1 Übersicht der Überwachungen .................................................................................................... 41
2.2 Bewegungsüberwachungen ......................................................................................................... 41 2.2.1 Konturüberwachung ..................................................................................................................... 41 2.2.2 Positionierüberwachung ............................................................................................................... 42 2.2.3 Stillstandsüberwachung ............................................................................................................... 44 2.2.4 Klemmungsüberwachung ............................................................................................................ 45 2.2.5 Drehzahlsollwertüberwachung ..................................................................................................... 46 2.2.6 Istgeschwindigkeitsüberwachung ................................................................................................ 47
2.3 Geberüberwachungen ................................................................................................................. 48 2.3.1 Gebergrenzfrequenzüberwachung .............................................................................................. 48 2.3.2 Nullmarkenüberwachung ............................................................................................................. 49
2.4 Überwachung von statischen Begrenzungen .............................................................................. 50 2.4.1 Hardware-Endschalter ................................................................................................................. 50 2.4.2 Software-Endschalter ................................................................................................................... 51 2.4.3 Arbeitsfeldbegrenzung ................................................................................................................. 53
2.5 Randbedingungen ........................................................................................................................ 55
2.6 Datenlisten ................................................................................................................................... 56 2.6.1 Maschinendaten ........................................................................................................................... 56
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln 10 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
2.6.2 Settingdaten ................................................................................................................................ 57 2.6.3 Nahtstellensignale ....................................................................................................................... 57
3 Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) .............................................................................. 59
3.1 Kurzbeschreibung ....................................................................................................................... 59
3.2 Allgemeines ................................................................................................................................. 59
3.3 Genauhalt .................................................................................................................................... 60
3.4 Bahnsteuerbetrieb ....................................................................................................................... 62 3.4.1 Allgemeines ................................................................................................................................. 62 3.4.2 Geschwindigkeitsabsenkung gemäß Überlastfaktor ................................................................... 63 3.4.3 Geschwindigkeitsabsenkung zur Ruckbegrenzung auf der Bahn .............................................. 64 3.4.4 Maschinenachsenspezifische Ruckbegrenzung ......................................................................... 65
3.5 LookAhead .................................................................................................................................. 66
3.6 Datenlisten .................................................................................................................................. 68 3.6.1 Maschinendaten .......................................................................................................................... 68 3.6.2 Nahtstellensignale ....................................................................................................................... 68
4 Beschleunigung (B2) ............................................................................................................................. 69
4.1 Beschleunigungsprofile ............................................................................................................... 69
4.2 Ruckbegrenzung auf Interpolatorebene ...................................................................................... 69
4.3 Ruckbegrenzung in BA JOG ....................................................................................................... 70
4.4 Prozentuale Beschleunigungskorrektur, ACC............................................................................. 71
4.5 Datenlisten .................................................................................................................................. 72
5 Fahren auf Festanschlag (F1) ............................................................................................................... 73
5.1 Kurzbeschreibung ....................................................................................................................... 73
5.2 Funktionalität ............................................................................................................................... 73
5.3 Verhalten bei RESET und Funktionsabbruch ............................................................................. 80
5.4 Verhalten bei Satzsuchlauf ......................................................................................................... 80
5.5 Sonstiges..................................................................................................................................... 81
5.6 Datenlisten .................................................................................................................................. 83 5.6.1 Maschinendaten .......................................................................................................................... 83 5.6.2 Settingdaten ................................................................................................................................ 83 5.6.3 Nahtstellensignale ....................................................................................................................... 83
6 Gantry-Achsen (G1) .............................................................................................................................. 85
6.1 Kurzbeschreibung ....................................................................................................................... 85
6.2 Funktion "Gantry-Achsen" ........................................................................................................... 86
6.3 Referenzieren und Synchronisieren von Gantry-Achsen ............................................................ 90 6.3.1 Einführung ................................................................................................................................... 90 6.3.2 Automatisches Synchronisieren .................................................................................................. 96 6.3.3 Besonderheiten ........................................................................................................................... 97
6.4 Inbetriebnahme der Gantry-Achsen ............................................................................................ 99
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 11
6.5 PLC-Nahtstellensignale bei Gantry-Achsen .............................................................................. 104
6.6 Sonstiges bei Gantry-Achsen .................................................................................................... 105
6.7 Beispiel ....................................................................................................................................... 107 6.7.1 Gantry-Verband erstellen ........................................................................................................... 107 6.7.2 Einstellung der NCK-PLC Nahtstelle ......................................................................................... 108 6.7.3 Beginn der Inbetriebnahme ........................................................................................................ 109 6.7.4 Warn- und Fehlergrenzen einstellen .......................................................................................... 111
6.8 Datenlisten ................................................................................................................................. 112 6.8.1 Maschinendaten ......................................................................................................................... 112 6.8.2 Nahtstellensignale ...................................................................................................................... 113
7 Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) .................................................................... 115
7.1 Geschwindigkeiten, Verfahrbereiche, Genauigkeiten ................................................................ 115 7.1.1 Geschwindigkeiten ..................................................................................................................... 115 7.1.2 Verfahrbereiche.......................................................................................................................... 116 7.1.3 Eingabe-/Anzeigefeinheit, Rechenfeinheit ................................................................................. 117 7.1.4 Normierung physik. Größen der Maschinen- und Settingdaten ................................................ 118
7.2 Metrisches-Inch-Maßsystem ...................................................................................................... 118 7.2.1 Umrechnung des Grundsystems mittels Teileprogramm........................................................... 119 7.2.2 Manuelle Umschaltung des Grundsystems ............................................................................... 120
7.3 Soll-/Istwertsystem ..................................................................................................................... 123 7.3.1 Allgemeines ................................................................................................................................ 123 7.3.2 Antriebe mit DRIVE-QLiQ .......................................................................................................... 124 7.3.3 Drehzahlsollwert- und Istwertrangierung ................................................................................... 126 7.3.4 Drehzahlsollwertausgabe ........................................................................................................... 128 7.3.5 Istwertverarbeitung .................................................................................................................... 129 7.3.6 Auswertung interner Antriebsgrößen ......................................................................................... 131
7.4 Regelung .................................................................................................................................... 133
7.5 Datenlisten ................................................................................................................................. 136 7.5.1 Maschinendaten ......................................................................................................................... 136 7.5.2 Nahtstellensignale ...................................................................................................................... 137
8 Handfahren und Handradfahren (H1) .................................................................................................. 139
8.1 Allgemeine Eigenschaften beim Fahren in JOG ........................................................................ 139
8.2 Kontinuierliches Verfahren ......................................................................................................... 143
8.3 Inkrementelles Verfahren (INC) ................................................................................................. 144
8.4 Handradfahren in JOG ............................................................................................................... 145
8.5 Festpunktfahren in JOG ............................................................................................................. 148 8.5.1 Einführung .................................................................................................................................. 148 8.5.2 Funktionalität .............................................................................................................................. 149 8.5.3 Parametrierung .......................................................................................................................... 151 8.5.4 Programmierung ........................................................................................................................ 152 8.5.5 Randbedingungen ...................................................................................................................... 152 8.5.6 Anwendungsbeispiel .................................................................................................................. 153
8.6 Datenlisten ................................................................................................................................. 154 8.6.1 Maschinendaten ......................................................................................................................... 154
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln 12 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
8.6.2 Settingdaten .............................................................................................................................. 154 8.6.3 Nahtstellensignale ..................................................................................................................... 155
9 Hilfsfunktionsausgaben an PLC (H2) .................................................................................................... 157
9.1 Kurzbeschreibung ..................................................................................................................... 157
9.2 Programmierung von Hilfsfunktionen ........................................................................................ 158
9.3 Übergabe der Werte und Signale an die PLC-Nahtstelle ......................................................... 159
9.4 Gruppierung von Hilfsfunktionen ............................................................................................... 160
9.5 Verhalten bei Satzsuchlauf ....................................................................................................... 162
9.6 Beschreibung der Hilfsfunktionen ............................................................................................. 162 9.6.1 M-Funktion ................................................................................................................................ 162 9.6.2 T-Funktion ................................................................................................................................. 163 9.6.3 D-Funktion ................................................................................................................................. 163 9.6.4 H-Funktion ................................................................................................................................. 163 9.6.5 S-Funktion ................................................................................................................................. 164
9.7 Datenlisten ................................................................................................................................ 164 9.7.1 Maschinendaten ........................................................................................................................ 164 9.7.2 Nahtstellensignale ..................................................................................................................... 164
10 Betriebsarten, Programmbetrieb (K1) ................................................................................................... 167
10.1 Kurzbeschreibung ..................................................................................................................... 167
10.2 Betriebsarten ............................................................................................................................. 167 10.2.1 Betriebsartenwechsel ................................................................................................................ 169 10.2.2 Funktionsmöglichkeiten in den einzelnen Betriebsarten ........................................................... 170 10.2.3 Überwachungen in den einzelnen Betriebsarten ...................................................................... 171 10.2.4 Verriegelungen in den einzelnen Betriebsarten ........................................................................ 172
10.3 Abarbeiten eines Teileprogramms ............................................................................................ 173 10.3.1 Programmbetrieb und Teileprogrammanwahl........................................................................... 173 10.3.2 Starten des Teileprogramms bzw. Teileprogrammsatzes ........................................................ 173 10.3.3 Teileprogrammunterbrechung ................................................................................................... 174 10.3.4 RESET-Kommando ................................................................................................................... 175 10.3.5 Programmbeeinflussung ........................................................................................................... 176 10.3.6 Programmzustand ..................................................................................................................... 176 10.3.7 Kanalzustand ............................................................................................................................ 177 10.3.8 Ereignisgesteuerte Programmaufrufe ....................................................................................... 178 10.3.9 Asynchrone Unterprogramme (ASUP) ...................................................................................... 186 10.3.10 Reaktionen auf Bedienungs- oder Programmaktionen ............................................................. 188 10.3.11 Zeitdiagramm-Beispiel für einen Programmablauf ................................................................... 190
10.4 Programmtest ............................................................................................................................ 191 10.4.1 Allgemeines zum Programmtest ............................................................................................... 191 10.4.2 Programmbearbeitung ohne Achsbewegungen (PRT) ............................................................. 191 10.4.3 Programmbearbeitung im Einzelsatzbetrieb (SBL) ................................................................... 192 10.4.4 Programmbearbeitung mit Probelaufvorschub (DRY) .............................................................. 193 10.4.5 Satzsuchlauf: Bearbeitung bestimmter Programmabschnitte ................................................... 194 10.4.6 Teileprogrammsätze ausblenden (SKP) ................................................................................... 197 10.4.7 Grafische Simulation ................................................................................................................. 198
10.5 Zeitgeber für Programm-Laufzeit .............................................................................................. 199
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 13
10.6 Werkstückzähler......................................................................................................................... 200
10.7 Datenlisten ................................................................................................................................. 202 10.7.1 Maschinendaten ......................................................................................................................... 202 10.7.2 Settingdaten ............................................................................................................................... 203 10.7.3 Nahtstellensignale ...................................................................................................................... 204
11 Kompensation (K3) ............................................................................................................................. 207
11.1 Kurzbeschreibung ...................................................................................................................... 207
11.2 Losekompensation ..................................................................................................................... 207
11.3 Interpolatorische Kompensation ................................................................................................ 209 11.3.1 Allgemeines ................................................................................................................................ 209 11.3.2 SSFK .......................................................................................................................................... 210 11.3.3 Durchhangkompensation und Winkligkeitsfehlerkompensation ................................................ 214 11.3.4 Besonderheiten der Interpolatorischen Kompensation .............................................................. 224
11.4 Schleppfehler-Kompensation (Vorsteuerung) ............................................................................ 226 11.4.1 Allgemeines ................................................................................................................................ 226 11.4.2 Drehzahlvorsteuerung ................................................................................................................ 227
11.5 Datenlisten ................................................................................................................................. 228 11.5.1 Maschinendaten ......................................................................................................................... 228 11.5.2 Settingdaten ............................................................................................................................... 228 11.5.3 Nahtstellensignale ...................................................................................................................... 228
12 Kinematische Transformation (M1) ...................................................................................................... 229
12.1 Kurzbeschreibung ...................................................................................................................... 229
12.2 TRANSMIT ................................................................................................................................. 230 12.2.1 Übersicht .................................................................................................................................... 230 12.2.2 Projektierung TRANSMIT .......................................................................................................... 231
12.3 TRACYL ..................................................................................................................................... 236 12.3.1 Übersicht .................................................................................................................................... 236 12.3.2 Projektierung TRACYL ............................................................................................................... 240 12.3.3 Programmierbeispiel TRACYL ................................................................................................... 245
12.4 Besonderheiten bei TRANSMIT und TRACYL .......................................................................... 247
12.5 Datenlisten ................................................................................................................................. 248 12.5.1 Maschinendaten ......................................................................................................................... 248 12.5.2 Nahtstellensignale ...................................................................................................................... 248
13 Messen (M5) ....................................................................................................................................... 249
13.1 Kurzbeschreibung ...................................................................................................................... 249
13.2 Hardwarevoraussetzungen ........................................................................................................ 249 13.2.1 Verwendbare Messtaster ........................................................................................................... 249 13.2.2 Messtasteranschluss ................................................................................................................. 251
13.3 Kanalspezifisches Messen ......................................................................................................... 251 13.3.1 Messmodus ................................................................................................................................ 251 13.3.2 Messergebnisse ......................................................................................................................... 252
13.4 Messgenauigkeit und Prüfung ................................................................................................... 253 13.4.1 Messgenauigkeit ........................................................................................................................ 253
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln 14 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
13.4.2 Messtaster-Funktionsprüfung ................................................................................................... 253
13.5 Werkzeugmessen in JOG ......................................................................................................... 255
13.6 Datenlisten ................................................................................................................................ 259 13.6.1 Maschinendaten ........................................................................................................................ 259 13.6.2 Nahtstellensignale ..................................................................................................................... 259
14 NOT AUS (N2) ..................................................................................................................................... 261
14.1 Kurzbeschreibung ..................................................................................................................... 261
14.2 NOT AUS-Ablauf ....................................................................................................................... 262
14.3 NOT AUS-Quittierung ............................................................................................................... 263
14.4 Datenlisten ................................................................................................................................ 264 14.4.1 Maschinendaten ........................................................................................................................ 264 14.4.2 Nahtstellensignale ..................................................................................................................... 264
15 Stanzen und Nibbeln (N4) .................................................................................................................... 265
15.1 Kurzbeschreibung ..................................................................................................................... 265
15.2 Hubsteuerung ............................................................................................................................ 265 15.2.1 Allgemeines ............................................................................................................................... 265 15.2.2 Schnelle Signale ....................................................................................................................... 266 15.2.3 Kriterien für die Hubauslösung .................................................................................................. 268 15.2.4 Achsstart nach Stanzen ............................................................................................................ 270 15.2.5 Stanz- und nibbelspezifische PLC-Signale ............................................................................... 271 15.2.6 Stanz- und nibbelspezifische Reaktionen auf Standard-PLC-Signale ...................................... 271 15.2.7 Signalüberwachung ................................................................................................................... 272
15.3 Aktivierung und Deaktivierung .................................................................................................. 272 15.3.1 Sprachbefehle ........................................................................................................................... 272 15.3.2 Funktionserweiterungen ............................................................................................................ 276
15.4 Automatische Wegaufteilung .................................................................................................... 280 15.4.1 Allgemeines ............................................................................................................................... 280 15.4.2 Verhalten bei Bahnachsen ........................................................................................................ 282 15.4.3 Verhalten im Zusammenhang mit Einzelachsen ...................................................................... 285
15.5 Drehbares Werkzeug ................................................................................................................ 290 15.5.1 Allgemeines ............................................................................................................................... 290 15.5.2 Mitschleppen Ober- und Unterwerkzeug .................................................................................. 291 15.5.3 Tangentialsteuerung ................................................................................................................. 291
15.6 Schutzbereiche ......................................................................................................................... 295
15.7 Beispiele zum definierten Nibbelbeginn .................................................................................... 296
15.8 Datenlisten ................................................................................................................................ 301 15.8.1 Maschinendaten ........................................................................................................................ 301 15.8.2 Settingdaten .............................................................................................................................. 301 15.8.3 Nahtstellensignale ..................................................................................................................... 301
16 Planachsen (P1) .................................................................................................................................. 303
16.1 Planachsdefinition ..................................................................................................................... 303
16.2 Durchmesserprogrammierung .................................................................................................. 303
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 15
16.3 Konstante Schnittgeschwindigkeit: G96 .................................................................................... 304
17 Positionierachsen (P2) ........................................................................................................................ 307
17.1 Konkurrierende Positionierachse ............................................................................................... 307
17.2 Fest zugeordnete PLC-Achse .................................................................................................... 308
17.3 Datenlisten ................................................................................................................................. 311 17.3.1 Maschinendaten ......................................................................................................................... 311 17.3.2 Nahtstellensignale ...................................................................................................................... 311 17.3.3 Fehlermeldungen ....................................................................................................................... 312
18 Referenzpunktfahren (R1) ................................................................................................................... 315
18.1 Grundlagen ................................................................................................................................ 315
18.2 Referenzieren bei inkrementellen Messsystemen ..................................................................... 317
18.3 Referenzieren bei abstandscodierten Referenzmarken ............................................................ 321 18.3.1 Allgemeines ................................................................................................................................ 321 18.3.2 Grundlegende Parametrierung .................................................................................................. 321 18.3.3 Zeitlicher Ablauf ......................................................................................................................... 323 18.3.4 Phase 1: Überfahren der Referenzmarken mit Synchronisation ............................................... 324 18.3.5 Phase 2: Fahren auf Zielpunkt ................................................................................................... 325
18.4 Referenzieren bei Absolutwertgebern ....................................................................................... 328 18.4.1 Allgemeines ................................................................................................................................ 328 18.4.2 Bedienerunterstützte Justage .................................................................................................... 328
18.5 Randbedingungen für Absolutgeber .......................................................................................... 329 18.5.1 Justage von Absolutgeber ......................................................................................................... 329
18.6 Datenlisten ................................................................................................................................. 330 18.6.1 Maschinendaten ......................................................................................................................... 330 18.6.2 Nahtstellensignale ...................................................................................................................... 331
19 Rundachsen (R2) ................................................................................................................................ 333
19.1 Allgemeines ................................................................................................................................ 333
19.2 Modulo 360 Grad ....................................................................................................................... 335
19.3 Programmierung von Rundachsen ............................................................................................ 336 19.3.1 Rundachse bei aktiver Modulowandlung ................................................................................... 336 19.3.2 Rundachse ohne Modulowandlung ........................................................................................... 337
19.4 Datenlisten ................................................................................................................................. 338 19.4.1 Maschinendaten ......................................................................................................................... 338 19.4.2 Settingdaten ............................................................................................................................... 339
20 Spindel (S1) ........................................................................................................................................ 341
20.1 Kurzbeschreibung ...................................................................................................................... 341
20.2 Spindelbetriebsarten .................................................................................................................. 342 20.2.1 Spindelbetriebsart Steuerbetrieb ............................................................................................... 343 20.2.2 Spindelbetriebsart Pendelbetrieb ............................................................................................... 344 20.2.3 Spindelbetriebsart Positionierbetrieb ......................................................................................... 347 20.2.4 Spindelbetriebsart Achsbetrieb .................................................................................................. 350
20.3 Synchronisieren ......................................................................................................................... 351
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln 16 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
20.4 Getriebestufenwechsel .............................................................................................................. 353
20.5 Programmierung ....................................................................................................................... 357
20.6 Spindelüberwachungen ............................................................................................................. 359 20.6.1 Achse/Spindel steht .................................................................................................................. 359 20.6.2 Spindel im Sollbereich ............................................................................................................... 360 20.6.3 Max. Spindeldrehzahl ................................................................................................................ 360 20.6.4 Min./max. Drehzahl der Getriebestufe ...................................................................................... 360 20.6.5 Max. Gebergrenzfrequenz ........................................................................................................ 361 20.6.6 Zielpunktüberwachung .............................................................................................................. 362
20.7 2. Spindel/Masterspindel ........................................................................................................... 363
20.8 Analoge Spindel ........................................................................................................................ 364
20.9 Datenlisten ................................................................................................................................ 365 20.9.1 Maschinendaten ........................................................................................................................ 365 20.9.2 Settingdaten .............................................................................................................................. 366 20.9.3 Nahtstellensignale ..................................................................................................................... 366
21 Teilungsachsen (T1) ............................................................................................................................ 369
21.1 Kurzbeschreibung ..................................................................................................................... 369
21.2 Teilungsachsen ......................................................................................................................... 370 21.2.1 Allgemeines ............................................................................................................................... 370 21.2.2 Verfahren von Teilungsachsen beim Handfahren in JOG ........................................................ 370 21.2.3 Verfahren von Teilungsachsen bei den Automatikbetriebsarten .............................................. 372 21.2.4 Verfahren von Teilungsachsen von PLC .................................................................................. 372
21.3 Parametrierung der Teilungsachsen ......................................................................................... 373
21.4 Programmierung von Teilungsachsen ...................................................................................... 375
21.5 Inbetriebnahme von Teilungsachsen ........................................................................................ 376
21.6 Besonderheiten von Teilungsachsen ........................................................................................ 379
21.7 Datenlisten ................................................................................................................................ 380 21.7.1 Maschinendaten ........................................................................................................................ 380 21.7.2 Nahtstellensignale ..................................................................................................................... 380
22 Tangentialsteuerung (T3) ..................................................................................................................... 381
22.1 Kurzbeschreibung ..................................................................................................................... 381
22.2 Eigenschaften der Funktion "Tagentialsteuerung" .................................................................... 382
22.3 Benutzung der Funktion "Tangentialsteuerung" ....................................................................... 384 22.3.1 Übersicht ................................................................................................................................... 384 22.3.2 Definition der Achskopplung: TANG ......................................................................................... 385 22.3.3 Einschalten der Achskopplung: TANGON ................................................................................ 385 22.3.4 Eckenverhalten, Einschalten "mit Zwischensatz": TLIFT .......................................................... 386 22.3.5 Ausschalten der Achskopplung: TANGOF ................................................................................ 386 22.3.6 Ausschalten des Eckenverhaltens "mit Zwischensatz" ............................................................. 386 22.3.7 Löschen der Definition der Achskopplung: TANGDEL ............................................................. 387 22.3.8 Programmierbeispiele ............................................................................................................... 387
22.4 Grenzwinkel bei Richtungsumkehr der Bahn ............................................................................ 388
22.5 Datenlisten ................................................................................................................................ 389
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 17
23 Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) ......................................................................... 391
23.1 Kurzbeschreibung ...................................................................................................................... 391
23.2 Kopplungsschaltbild ................................................................................................................... 393
23.3 Konfiguration einer Kopplung ..................................................................................................... 394
23.4 Momentenausgleichsregler ........................................................................................................ 394
23.5 Verspannmoment ....................................................................................................................... 395
23.6 Aktivierung einer Kopplung ........................................................................................................ 396
23.7 Ein-/Ausschaltverhalten ............................................................................................................. 397
23.8 Axiale Nahtstellensignale ........................................................................................................... 400
23.9 Axiale Überwachungen .............................................................................................................. 400
23.10 Verhalten im Zusammenhang mit anderen Funktionen ............................................................. 401
23.11 Randbedingungen ...................................................................................................................... 403
23.12 Beispiele ..................................................................................................................................... 404 23.12.1 Master-Slave-Kopplung zwischen AX1=Master und AX2=Slave .............................................. 404 23.12.2 Kopplung schließen über PLC ................................................................................................... 405 23.12.3 Kopplung schließen/trennen über Teileprogramm ..................................................................... 406 23.12.4 Mechanische Bremse öffnen ..................................................................................................... 406
23.13 Datenlisten ................................................................................................................................. 407 23.13.1 Maschinendaten ......................................................................................................................... 407 23.13.2 Nahtstellensignale ...................................................................................................................... 408
24 Vorschub (V1) ..................................................................................................................................... 409
24.1 Bahnvorschub F ......................................................................................................................... 409 24.1.1 Vorschub bei G33, G34, G35 (Gewindeschneiden) .................................................................. 411 24.1.2 Vorschub bei G63 (Gewindebohren mit Ausgleichsfutter) ......................................................... 413 24.1.3 Vorschub bei G331, G332 (Gewindebohren ohne Ausgl.-futter) ............................................... 414 24.1.4 Vorschub bei Fase/Rundung: FRC, FRCM ............................................................................... 415
24.2 Eilgang G0 ................................................................................................................................. 416
24.3 Vorschubbeeinflussung .............................................................................................................. 417 24.3.1 Übersicht .................................................................................................................................... 417 24.3.2 Vorschubsperre und Vorschub/Spindel Halt .............................................................................. 417 24.3.3 Vorschubkorrektur über eine Maschinensteuertafel .................................................................. 418
24.4 Datenlisten ................................................................................................................................. 420 24.4.1 Maschinendaten/Settingdaten ................................................................................................... 420 24.4.2 Nahtstellensignale ...................................................................................................................... 421
25 Werkzeug: Korrektur und Überwachung (W1) ..................................................................................... 423
25.1 Übersicht Werkzeug und Werkzeugkorrektur ............................................................................ 423
25.2 Werkzeug ................................................................................................................................... 424
25.3 Werkzeugkorrektur ..................................................................................................................... 424
25.4 Werkzeugüberwachung ............................................................................................................. 425 25.4.1 Übersicht Werkzeugüberwachung ............................................................................................. 425 25.4.2 Standzeitüberwachung .............................................................................................................. 427
Inhaltsverzeichnis
Drehen, Fräsen, Nibbeln 18 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
25.4.3 Stückzahlüberwachung ............................................................................................................. 429 25.4.4 Beispiele für Überwachung der Standzeit ................................................................................. 430
25.5 Werkzeugkorrektur-Sonderbehandlungen ................................................................................ 431
25.6 Datenlisten ................................................................................................................................ 434 25.6.1 Maschinendaten ........................................................................................................................ 434 25.6.2 Nahtstellensignale ..................................................................................................................... 434
A Anhang ................................................................................................................................................ 435
A.1 Liste der Abkürzungen .............................................................................................................. 435
A.2 Dokumentationsübersicht .......................................................................................................... 439
Glossar ................................................................................................................................................ 441
Index ................................................................................................................................................... 461
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 19
Diverse Nahtstellensignale (A2) 1 1.1 Allgemeines
Kurzbeschreibung In diesem Kapitel wird die Funktionalität diverser Nahtstellensignale beschrieben, die von allgemeiner Bedeutung sind und die in den funktionsspezifischen Kapiteln nicht beschrieben sind.
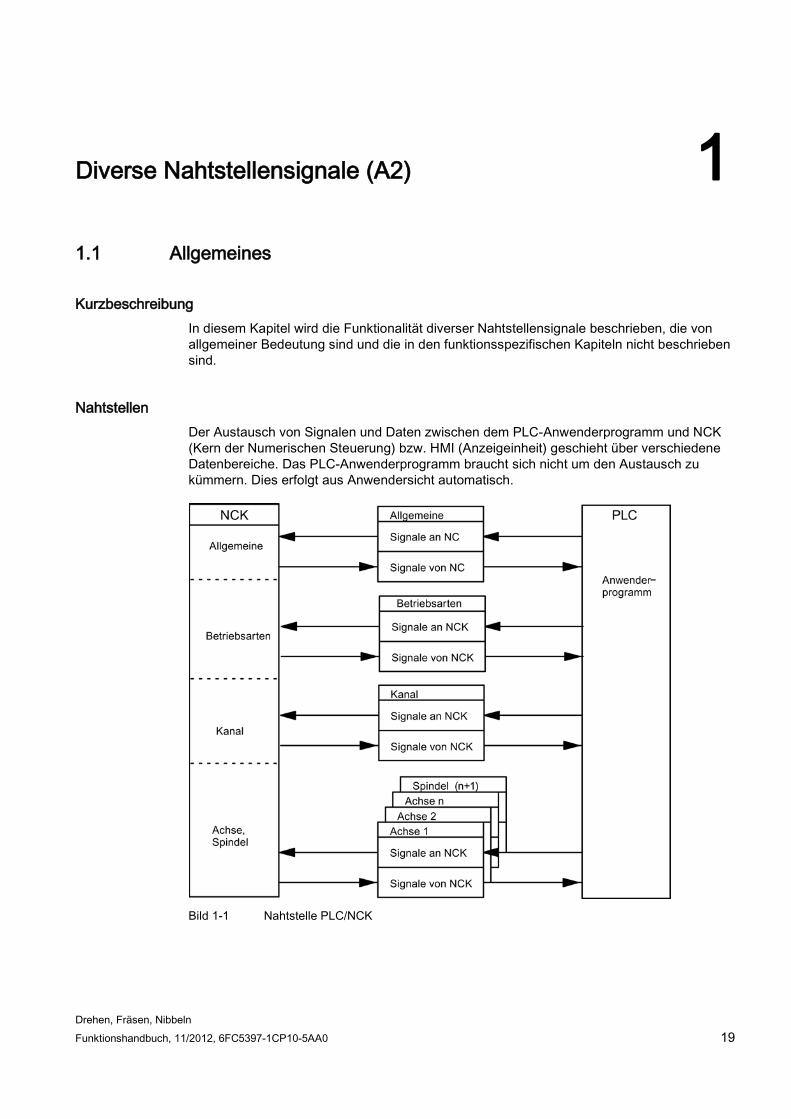
Nahtstellen Der Austausch von Signalen und Daten zwischen dem PLC-Anwenderprogramm und NCK (Kern der Numerischen Steuerung) bzw. HMI (Anzeigeinheit) geschieht über verschiedene Datenbereiche. Das PLC-Anwenderprogramm braucht sich nicht um den Austausch zu kümmern. Dies erfolgt aus Anwendersicht automatisch.
Bild 1-1 Nahtstelle PLC/NCK
Diverse Nahtstellensignale (A2) 1.2 Signale von PLC an NCK
Drehen, Fräsen, Nibbeln 20 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Zyklischer Signalaustausch Die Steuer- und Statussignale der PLC/NCK-Schnittstelle werden zyklisch aktualisiert.
Sie können in folgende Gruppen eingeteilt werden (siehe vorheriges Bild):
● Allgemeine Signale
● Betriebsarten-Signale
● Kanal-Signale
● Achs-/Spindel-Signale
1.2 Signale von PLC an NCK
1.2.1 Zugriffsrechte
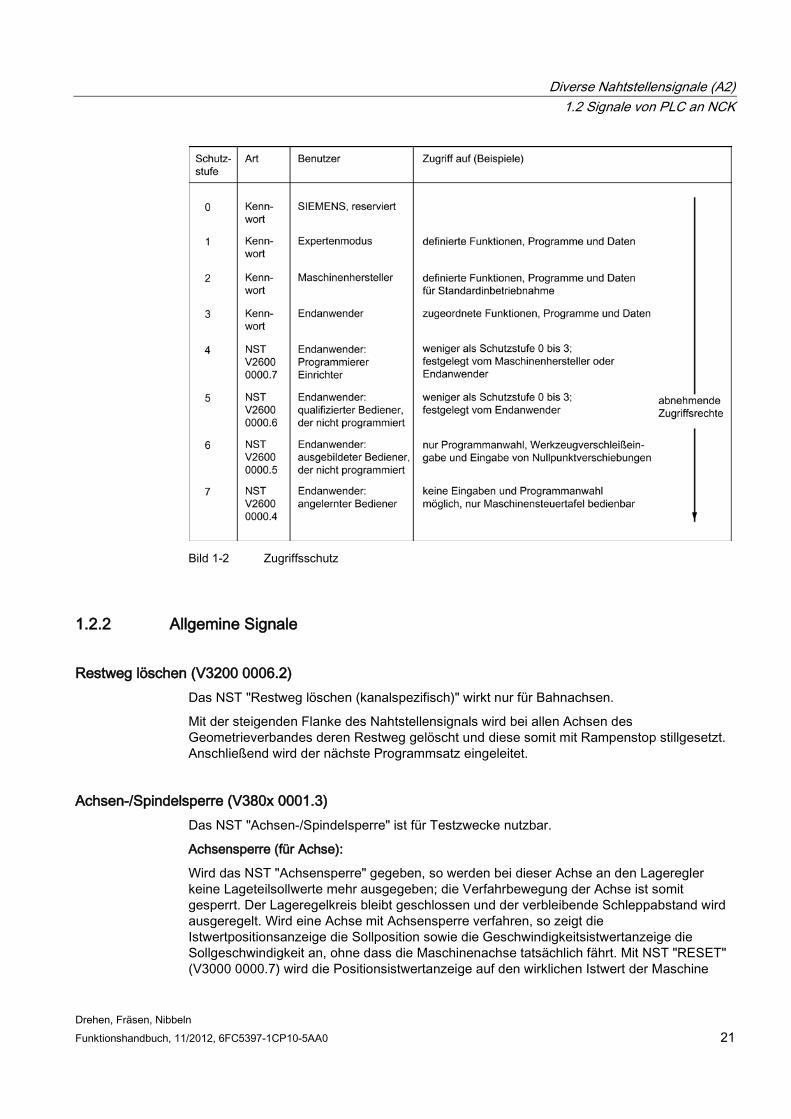
Zugriffsrechte Der Zugriff auf Programme, Daten und Funktionen ist benutzerorientiert über 8 hierarchische Schutzstufen geschützt. Diese sind unterteilt in:
● 4 Kennwort-Stufen für Siemens, Maschinenhersteller (2x) und Endanwender
● 4 Schutzstufen für Endanwender (Nahtstellensignale V2600 0000.4 bis .7)
Damit ist ein mehrstufiges Sicherheitskonzept zur Regelung der Zugriffsrechte vorhanden.
Literatur:
/BE/ Betriebsanleitung; Erst-Inbetriebnahme (IBN), Kapitel: Zugriffsstufen
Diverse Nahtstellensignale (A2) 1.2 Signale von PLC an NCK
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 21
Bild 1-2 Zugriffsschutz
1.2.2 Allgemine Signale
Restweg löschen (V3200 0006.2) Das NST "Restweg löschen (kanalspezifisch)" wirkt nur für Bahnachsen.
Mit der steigenden Flanke des Nahtstellensignals wird bei allen Achsen des Geometrieverbandes deren Restweg gelöscht und diese somit mit Rampenstop stillgesetzt. Anschließend wird der nächste Programmsatz eingeleitet.
Achsen-/Spindelsperre (V380x 0001.3) Das NST "Achsen-/Spindelsperre" ist für Testzwecke nutzbar.
Achsensperre (für Achse):
Wird das NST "Achsensperre" gegeben, so werden bei dieser Achse an den Lageregler keine Lageteilsollwerte mehr ausgegeben; die Verfahrbewegung der Achse ist somit gesperrt. Der Lageregelkreis bleibt geschlossen und der verbleibende Schleppabstand wird ausgeregelt. Wird eine Achse mit Achsensperre verfahren, so zeigt die Istwertpositionsanzeige die Sollposition sowie die Geschwindigkeitsistwertanzeige die Sollgeschwindigkeit an, ohne dass die Maschinenachse tatsächlich fährt. Mit NST "RESET" (V3000 0000.7) wird die Positionsistwertanzeige auf den wirklichen Istwert der Maschine
Diverse Nahtstellensignale (A2) 1.2 Signale von PLC an NCK
Drehen, Fräsen, Nibbeln 22 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
gesetzt. Es werden für diese Achse weiterhin Fahrbefehle an die PLC ausgegeben. Wird das Nahtstellensignal wieder weggenommen, kann die zugehörige Achse wieder normal verfahren werden. Wird bei einer fahrenden Achse das Nahtstellensignal "Achsensperre" gegeben, so wird die Achse mit Rampenstopp stillgesetzt.
Spindelsperre (für Spindel):
Wird das NST "Spindelsperre" gegeben, so werden bei dieser Spindel bei Steuerbetrieb an den Drehzahlregler keine Drehzahlsollwerte bzw. bei Positionierbetrieb an den Lageregler keine Lageteilsollwerte mehr ausgegeben. Damit ist die Bewegung der Spindel gesperrt. Die Drehzahlistwertanzeige zeigt den Drehzahlsollwert an. Die Spindelsperre wird durch "Reset" oder Programmende (M2) und erneutem Programmstart aufgehoben. Wird bei einer drehenden Spindel das Nahtstellensignal "Spindelsperre" gegeben, so wird die Spindel entsprechend ihrer Beschleunigungskennlinie stillgesetzt.
Deaktivierung:
Das Aufheben der "Achsen-/Spindelsperre" (Flankenwechsel 1 → 0) wird erst wirksam, wenn die Achse/Spindel steht (d. h. kein Interpolationssollwert mehr ansteht). Mit neuen Sollwertvorgaben beginnt die neue Bewegung. (z. B.: neuer Programmsatz mit Bewegungsvorgaben in der Betriebs-art AUTOMATIK).
Beachte: unterschiedliche Istwerte zwischen simulierter und realer Achse!
Nachführbetrieb (V380x 0001.4) Befindet sich eine Achse/Spindel im Nachführbetrieb, so wird deren Sollwertposition jeweils der aktuellen Istwertposition nachgeführt. Bei Nachführbetrieb wird der Lagesollwert nicht vom Interpolator vorgegeben, sondern von der aktuellen Istposition abgeleitet. Da der Positionsistwert der Achse weiterhin erfasst wird, ist nach Aufhebung des Nachführbetriebs ein erneutes Referieren der Achse nicht erforderlich.
Im Nachführbetrieb sind Stillstands-, Klemmungs- und Positionierüberwachung nicht wirksam.
Wirkung: Das NST "Nachführbetrieb" ist nur dann relevant, wenn die Reglerfreigabe des Antriebs weggenommen ist (z. B. durch NST "Reglerfreigabe" = 0-Signal oder steuerungsintern aufgrund einer Störung), bzw. die Reglerfreigabe erneut erteilt wird.
NST "Nachführbetrieb" = 1: Bei Wegnahme NST "Reglerfreigabe" wird der Lagesollwert der betreffenden Achse dem Istwert laufend nachgeführt. Dieser Zustand wird mit dem NST "Nachführen aktiv" (V390x 0001.3) an die PLC angezeigt. Wird dann NST "Reglerfreigabe" wieder gesetzt, erfolgt, wenn ein Teileprogramm aktiv ist, steuerungsintern ein Rückpositionieren (REPOSA: Anfahren auf einer Geraden mit allen Achsen) auf die zuletzt programmierte Position. Ansonsten beginnt die Achsbewegung an der möglicherweise veränderten neuen Istposition.
NST "Nachführbetrieb" = 0: Bei Wegnahme NST "Reglerfreigabe" bleibt der alte Lagesollwert erhalten. Wird die Achse aus der Position gedrückt, entsteht ein Schleppabstand zwischen Lagesoll- und Lageistwert, der beim Setzen NST "Reglerfreigabe" wieder ausgeregelt wird. Die Achsbewegung beginnt bei der Sollposition, die vor Wegnahme der "Reglerfreigabe" bestand. Im Zustand "Halten" ist das NST "Nachführen aktiv" (V390x 0001.3) auf 0-Signal. Die Klemmungs- oder Stillstandsüberwachung ist aktiv.
Diverse Nahtstellensignale (A2) 1.2 Signale von PLC an NCK
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 23
Lagemesssystem 1 (V380x 0001.5) An der Spindel kann ein Lagemesssystem angeschlossen sein. In diesem Fall ist das Signal für die Spindel zu setzen.
Achsen benötigen dieses Signal stets. Hier muss ein Lagemesssystem vorhanden sein.
Reglerfreigabe (V380x 0002.1) Bei Erteilung der Reglerfreigabe für den Antrieb wird der Lageregelkreis der Achse/Spindel geschlossen. Die Achse/Spindel befindet sich somit in Lageregelung.
Bei Wegnahme der Reglerfreigabe wird der Lageregelkreis und mit Verzögerung der Drehzahlregelkreis der Achse/Spindel geöffnet.
NST "Lageregler aktiv" (V390x 0001.5) wird auf 0-Signal gesetzt (Rückmeldung).
Aktivierung:
Das Setzen und Wegnehmen der Reglerfreigabe für den Antrieb kann von folgenden Stellen erfolgen:
1. vom PLC-Anwenderprogramm mit dem Nahtstellensignal "Reglerfreigabe" (Normalfall)
Anwendung: Wegnahme der Reglerfreigabe vor Klemmung einer Achse/Spindel.
2. steuerungsintern wird bei verschiedenen Störungen an der Maschine, dem Antrieb, dem Lagemesssystem oder der Steuerung die Reglerfreigabe weggenommen (Störfall)
Anwendung: Die in Bewegung befindlichen Achsen müssen aufgrund von Störungen durch Schnellstopp stillgesetzt werden.
3. steuerungsintern bei folgenden Ereignis: NST "NOT-AUS" (V2600 0000.1) steht an
Wegnahme der Reglerfreigabe von einer fahrenden Achse/Spindel:
● Die Spindel wird bis zum Stillstand unter Berücksichtigung des MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) mit Schnellstopp abgebremst. Anschließend wird der Alarm 21612 "Reglerfreigabe zurückgesetzt während der Bewegung" ausgegeben.
● Der Lageregelkreis der Achse/Spindel wird geöffnet. Rückmeldung an PLC mit NST "Lageregler aktiv" (V390x 0001.5) = 0-Signal. Zusätzlich wird der Timer für die Zeitverzögerung Reglerfreigabe (MD36620 SERVO_DISABLE_DELAY_TIME (Abschaltverzögerung Reglerfreigabe)) gestartet.
● Sobald die Istgeschwindigkeit den Stillstandsbereich erreicht, wird die Reglerfreigabe weggenommen. Rückmeldung an PLC mit NST "Drehzahlregler aktiv" (V390x 0001.6) = 0-Signal. Spätestens wird die Reglerfreigabe des Antriebs nach Ablauf der Zeit MD36620 SERVO_DISABLE_DELAY_TIME weggenommen.
● Achtung: Falls die Abschaltverzögerung Reglerfreigabe zu klein eingestellt ist, wird die Reglerfreigabe bereits weggenommen, obwohl die Achse/Spindel noch verfährt. Sie wird dann schlagartig mit Sollwert 0 gestoppt.
● Der Lageistwert der Achse/Spindel wird von der Steuerung weiterhin erfasst.
Dieser Zustand der Achse/Spindel kann erst nach "Reset" wieder verändert werden.
Diverse Nahtstellensignale (A2) 1.3 Signale von NCK an PLC
Drehen, Fräsen, Nibbeln 24 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Interpolatorischer Achsverbund:
Es werden alle im interpolatorischen Zusammenhang fahrenden Achsen stillgesetzt, sobald für eine der beteiligten Achsen die Reglerfreigabe weggenommen wird.
Das Stillsetzen der Achsen erfolgt wie oben beschrieben. Alle Achsen des Geometrieverbandes werden mit Schnellstopp stillgesetzt. Desweiteren wird der Alarm 21612 "Reglerfreigabe zurückgesetzt während der Bewegung" gemeldet. Eine weitere Bearbeitung des NC-Programms ist anschließend nicht mehr möglich.
1.2.3 Signale für digitale Antriebe, an Achse/Spindel
Antriebsparametersatz-Anwahl A, B, C (V380x 4001.0 bis .2) Mit der Bitkombination A, B, C können von dem PLC-Anwenderprogramm bis zu 8 verschiedene Antriebsparametersätze angewählt werden.
Integratorsperre n-Regler (V380x 4001.6) Das PLC-Anwenderprogramm sperrt beim Antrieb den Integrator des Drehzahlreglers. Der Drehzahlregler wird somit von PI- auf P-Regler umgeschaltet.
Impulsfreigabe (V380x 4001.7) Von dem PLC-Anwenderprogramm wird für die Achse/Spindel die Impulsfreigabe gegeben. Die Impulsfreigabe für das Antriebsmodul erfolgt allerdings nur, falls alle Freigabesignale anstehen.
1.3 Signale von NCK an PLC
1.3.1 Allgemine Signale
Antriebe im zyklischen Betrieb (V2700 0002.5) Über NCK wird an PLC gemeldet, dass die vorhandenen Antriebe den Hochlaufzustand erreicht haben, in dem der zyklische Datenaustausch mit NCK erfolgt.
Antrieb ready (V2700 0002.6) Über NCK wird zur PLC gemeldet, dass alle vorhandenen Antriebe betriebsbereit sind. Von allen Achsen und Spindeln steht NST "Drive Ready" an (Sammelsignal).
Diverse Nahtstellensignale (A2) 1.3 Signale von NCK an PLC
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 25
NCK-Alarm steht an (V2700 0003.0) Die Steuerung meldet an die PLC, dass mindestens ein NCK-Alarm ansteht. An der kanalspezifischen Nahtstelle (V3300 0004.7) kann abgefragt werden, ob dadurch ein Bearbeitungsstillstand ausgelöst wurde.
Lufttemperaturalarm (V2700 0003.6) Die Umgebungstemperatur- oder die Lüfterüberwachung hat angesprochen.
NCK-Alarm kanalspezifisch steht an (V3300 0004.6) Die Steuerung meldet an die PLC, dass für den Kanal mindestens ein NCK-Alarm ansteht. Inwieweit dadurch die derzeitige Programmbearbeitung unter- bzw. abgebrochen wurde, kann vom NST "NCK-Alarm mit Bearbeitungsstillstand steht an" (V3300 0004.7) abgeleitet werden.
Externer Sprachmodus aktiv (V3300 4001.0) Die Steuerung meldet an die PLC, dass die aktive Programmsprache für das Teileprogramm keine SIEMENS-Sprache ist. Mit G291 wurde eine Sprachumschaltung vorgenommen.
NCK-Alarm mit Bearbeitungsstillstand steht an (V3300 0004.7) Die Steuerung meldet an die PLC, dass für den Kanal mindestens ein NCK-Alarm ansteht, der die derzeitige Programmbearbeitung unter- bzw. abgebrochen hat (Bearbeitungsstillstand).
Nachführen aktiv (V390x 0001.3) Nachführbetrieb für diese Achse ist aktiv.
Siehe Kapitel: Signale von PLC an NCK, Nachführbetrieb (V380x 0001.4)
Achse/Spindel steht (V390x 0001.4) Die aktuelle Istgeschwindigkeit der Achse bzw. die Istdrehzahl der Spindel liegt im Bereich, der als Stillstand definiert ist. Dieser Bereich wird mit MD36060 STANDSTILL_VELO_TOL (Maximale Geschwindigkeit/Drehzahl für Signal "Achse/Spindel steht") festgelegt.
Lageregler aktiv (V390x 0001.5) Der Lageregler für die Achse/Spindel ist geschlossen; die Lageregelung ist aktiv.
Drehzahlregler aktiv (V390x 0001.6) Der Drehzahlregler für die Achse/Spindel ist geschlossen; die Drehzahlregelung ist aktiv.
Diverse Nahtstellensignale (A2) 1.3 Signale von NCK an PLC
Drehen, Fräsen, Nibbeln 26 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Stromregler aktiv (V390x 0001.7) Der Stromregler für die Achse/Spindel ist geschlossen; die Stromregelung ist aktiv.
Schmierimpuls (V390x 1002.0) Das NST "Schmierimpuls" wird von NCK gesendet und wechselt den Zustand, sobald die Achse/Spindel einen größeren Weg als im MD33050 LUBRICATION_DIST (Verfahrstrecke für Schmierung von PLC) eingegeben, zurückgelegt hat.
1.3.2 Signale für digitale Antriebe, von Achse/Spindel
Aktiver Antriebs-Parametersatz A, B, C (V390x 4001.0 bis .2) Vom Antriebsmodul wird an die PLC zurückgemeldet, welcher Antriebsparametersatz momentan aktiv ist. Mit der Bitkombination A, B, C können von PLC 8 verschiedene Antriebsparametersätze angewählt werden.
Drive ready (V390x 4001.5) Rückmeldung, dass der Antrieb betriebsbereit ist. Damit sind die Voraussetzungen vom Antrieb für ein Verfahren der Achse/Spindel gegeben.
Integrator n-Regler gesperrt (V390x 4001.6) Der Intergrator des Drehzahlreglers ist gesperrt. Der Drehzahlregler wurde somit von PI- auf P-Regler umgeschaltet.
Impulse freigegeben (V390x 4001.7) Die Impulsfreigabe für das Antriebsmodul ist vorhanden. Damit kann die Achse/Spindel verfahren werden.
Motor-Temperatur-Vorwarnung (V390x 4002.0) Das Antriebsmodul meldet an die PLC, dass die Motor-Temperatur die Warnschwelle überschritten hat. Bleibt die Motor-Temperatur zu hoch, so wird nach einer festgelegten Zeit (Antriebs-MD) der Antrieb stillgesetzt und die Impulsfreigabe weggenommen.
Kühlkörper-Temperatur-Vorwarnung (V390x 4002.1) Das Antriebsmodul meldet an die PLC, dass die Kühlkörper-Temperatur die Warnschwelle überschritten hat. Nach 20 Sekunden wird für das betroffene Antriebsmodul die Impulsfreigabe weggenommen.
Diverse Nahtstellensignale (A2) 1.4 Signale von PLC an HMI
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 27
Hochlaufvorgang beendet (V390x 4002.2) Das Signal meldet, dass der Drehzahlistwert den neuen Sollwertes unter Berücksichtigung des im Antrieb eingestellten Toleranzbandes erreicht hat. Damit ist der Hochlaufvorgang beendet. Nachfolgende Drehzahlschwankungen infolge Belastungsänderungen haben auf das Nahtstellensignal keinen Einfluss.
|Md| < Mdx (V390x 4002.3) Das Signal meldet, dass das aktuelle Moment |Md| kleiner ist als das im Antrieb eingestellte Schwellenmoment Mdx.
|nist| < nmin (V390x 4002.4) Das Signal meldet, dass der Drehzahlistwert |nist| kleiner ist als die eingestellte Minimaldrehzahl nmin.
nist| < nx (V390x 4002.5) Das Signal meldet, dass der Drehzahlistwert |nist| kleiner ist als die eingestellte Schwellendrehzahl nx.
nist = nsoll (V390x 4002.6) Es wird an die PLC gemeldet, dass der Drehzahlistwert nist den neuen Sollwert unter Berücksichtigung des im Antriebs eingestellten Toleranzbandes erreicht hat und sich weiterhin innerhalb des Toleranzbandes befindet.
1.4 Signale von PLC an HMI
OP Tastensperre (V1900 5000.2) Mit dem NST "OP Tastensperre" kann die Tastatur der Bedientafel für den Bediener gesperrt (1-Signal) bzw. freigegeben (0-Signal) werden.
Programmnummer (VB1700 1000) Hier wird eine vereinbarte Programmnummer von PLC an HMI übertragen, wenn von PLC ein NC-Programm angewählt werden soll. Das aktuell angewählte NC-Programm kann über die Kommandoschnittstelle (siehe VB 1700 1001) gesichert und auch wieder angewählt werden.
Bei SINUMERIK 802D sl wird ein Programm mit dem Programm-Namen (STRING) verwaltet. Um eine Programmnummer einem Programm-Namen zuzuordnen, existiert die Datei PLCPROG.LST in der Steuerung. Maximal können in dieser Zuordnungsliste für 255 Programme die Programmnummern vereinbart und zugeordnet werden.
Diverse Nahtstellensignale (A2) 1.4 Signale von PLC an HMI
Drehen, Fräsen, Nibbeln 28 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Verwendung der Nummern ist nach Schutzbereichen der Programme eingeteilt:
● 1 bis 100: Anwenderbereich (Schutzstufe Endanwender)
● 101 bis 200: Maschinenhersteller (Schutzstufe Maschinenhersteller)
● 201 bis 255: SIEMENS (Schutzstufe SIEMENS)
Die Datei PLCPROG.LST kann bei minimal gesetzter Schutzstufe Endanwender über Bedienung: "System" -> "PLC" -> "Program list" oder über den normalen Editor (Programmanager -> User cycles) editiert werden. Für den Editor aber sollte mindestens die Schutzstufe Maschinenhersteller gesetzt sein.
Diese Datei kann auch extern erstellt und über PCIN-Tool/V.24- Schnittstelle in die Steuerung geladen werden. Hierbei ist folgende Aufbau-Vorschrift einzuhalten, Kopfeintrag zuerst:
%_N_PLCPROG_LST
;$PATH=/_N_CUS_DIR
Jede Zeile enthält zwei Spalten. Diese sind durch TAB oder Leerzeichen oder Zeichen " | " getrennt. Die erste Spalte enthält die Programmnummer, die zweite den Programm-Namen.
Beispiel:
%_N_PLCPROG_LST
;$PATH=/_N_CUS_DIR
1|BOHR2.MPF
2|PUMPT14.MPF
54|BOHR3.MPF
"Programmnummer" (VB 1700 1000) korrespondiert mit folgenden NST:
● "Programm wurde angewählt" (V1700 2000.0)
● "Fehler Programmanwahl" (V1700 2000.1).
Mit dem Schreiben einer Programmnummer > 0 wird die Programmanwahl von PLC gestartet. Sobald der HMI eine Programmnummer > 0 erkennt, beginnt er mit der internen Verarbeitung dieses Auftrages und setzt die Programmnummer (VB 1700 1000) auf 0.
PLC wartet bis zum Eintreffen des Quittungs-Signals von HMI: V1700 2000.0 oder V1700 2000.1 und wertet diese sofort aus. Die Quittungs-Signale stehen nach Erhalt eines Quittungssignals einen PLC-Zyklus zur Verfügung und werden danach automatisch vom PLC-Betriebssystem gelöscht.
Kommando (VB1700 1001) Hier wird ein Kommando-Auftrag von PLC an HMI übergeben.
Kommando Aktion 0 keine 1 Name des angewählten Programms sichern 2 Programm mit gesichertem Programmnamen anwählen
Diverse Nahtstellensignale (A2) 1.5 Signale von HMI an PLC
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 29
"Kommando" (VB1700 1001) korrespondiert mit folgenden NST
● "Kommando ausführen" (V1700 2001.0)
● "Fehler Kommandoausführung" (V1700 2001.1).
Mit dem Schreiben von Kommando > 0 wird der Auftrag von PLC gestartet. Sobald der HMI ein Kommando > 0 erkennt, beginnt er mit der internen Verarbeitung dieses Auftrags und setzt das Kommando (VB1700 1001) auf 0.
PLC wartet bis zum Eintreffen des Quittungssignals von HMI: V1700 2001.0 oder V1700 2001.1 und wertet diese sofort aus. Die Quittungssignale stehen nach Erhalt eines Quittungssignals einen PLC-Zyklus zur Verfügung und werden danach automatisch vom PLC-Betriebssystem gelöscht.
1.5 Signale von HMI an PLC
Programm wurde angewählt (V1700 2000.0) Von HMI wird an PLC die erfolgreiche Anwahl des geforderten NC-Programms zurückgemeldet. Dieses Signal steht einen PLC-Zyklus zur Verfügung. Es ist korrespondierend mit VB1700 1000.
Fehler Programmanwahl (V1700 2000.1) Von HMI wird an PLC die fehlerhafte Anwahl des geforderten NC-Programms zurückgemeldet. Dieses Signal steht einen PLC-Zyklus zur Verfügung. Es ist korrespondierend mit VB1700 1000.
Kommando ausführen (V1700 2001.0) Von HMI wird an PLC die erfolgreiche Ausführung des geforderten Kommandos zurückgemeldet. Dieses Signal steht einen PLC-Zyklus zur Verfügung. Es ist korrespondierend mit VB1700 1001.
Fehler Kommandoausführung (V1700 2001.1) Von HMI wird an PLC die fehlerhafte Ausführung des geforderten Kommandos zurückgemeldet. Dieses Signal steht einen PLC-Zyklus zur Verfügung. Es ist korrespondierend mit VB1700 1001.
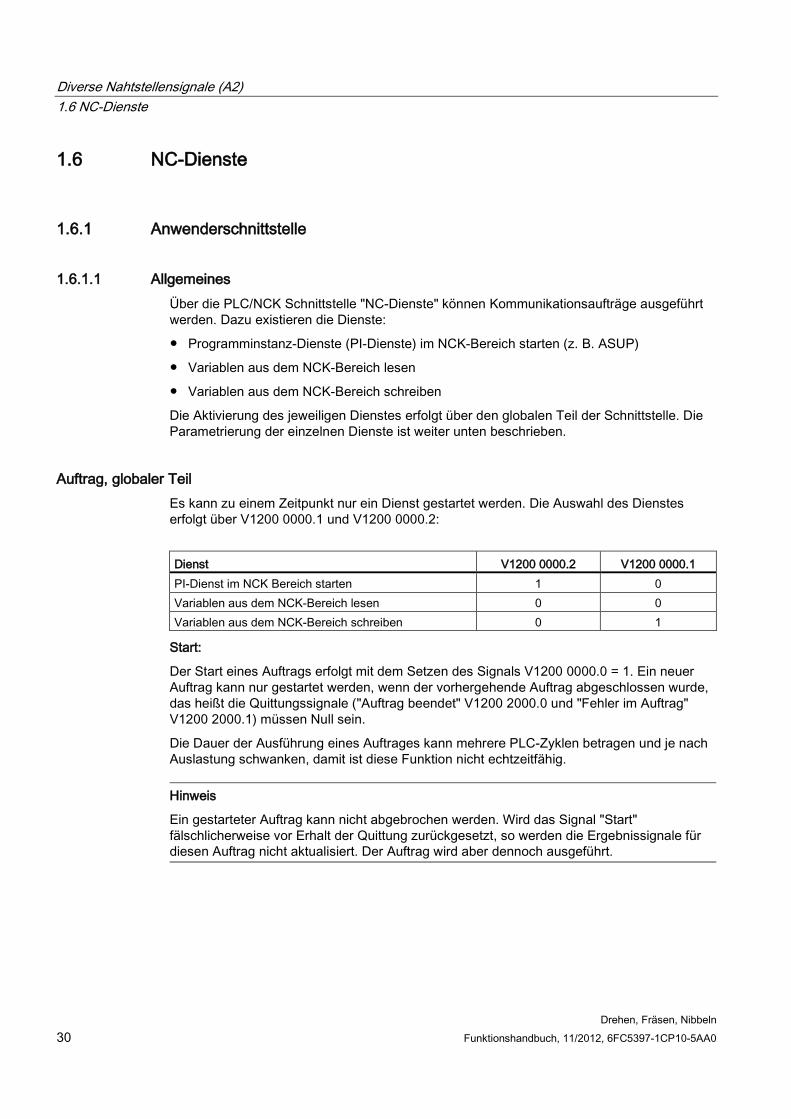
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln 30 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
1.6 NC-Dienste
1.6.1 Anwenderschnittstelle
1.6.1.1 Allgemeines Über die PLC/NCK Schnittstelle "NC-Dienste" können Kommunikationsaufträge ausgeführt werden. Dazu existieren die Dienste:
● Programminstanz-Dienste (PI-Dienste) im NCK-Bereich starten (z. B. ASUP)
● Variablen aus dem NCK-Bereich lesen
● Variablen aus dem NCK-Bereich schreiben
Die Aktivierung des jeweiligen Dienstes erfolgt über den globalen Teil der Schnittstelle. Die Parametrierung der einzelnen Dienste ist weiter unten beschrieben.
Auftrag, globaler Teil Es kann zu einem Zeitpunkt nur ein Dienst gestartet werden. Die Auswahl des Dienstes erfolgt über V1200 0000.1 und V1200 0000.2:
Dienst V1200 0000.2 V1200 0000.1 PI-Dienst im NCK Bereich starten 1 0 Variablen aus dem NCK-Bereich lesen 0 0 Variablen aus dem NCK-Bereich schreiben 0 1
Start:
Der Start eines Auftrags erfolgt mit dem Setzen des Signals V1200 0000.0 = 1. Ein neuer Auftrag kann nur gestartet werden, wenn der vorhergehende Auftrag abgeschlossen wurde, das heißt die Quittungssignale ("Auftrag beendet" V1200 2000.0 und "Fehler im Auftrag" V1200 2000.1) müssen Null sein.
Die Dauer der Ausführung eines Auftrages kann mehrere PLC-Zyklen betragen und je nach Auslastung schwanken, damit ist diese Funktion nicht echtzeitfähig.
Hinweis
Ein gestarteter Auftrag kann nicht abgebrochen werden. Wird das Signal "Start" fälschlicherweise vor Erhalt der Quittung zurückgesetzt, so werden die Ergebnissignale für diesen Auftrag nicht aktualisiert. Der Auftrag wird aber dennoch ausgeführt.
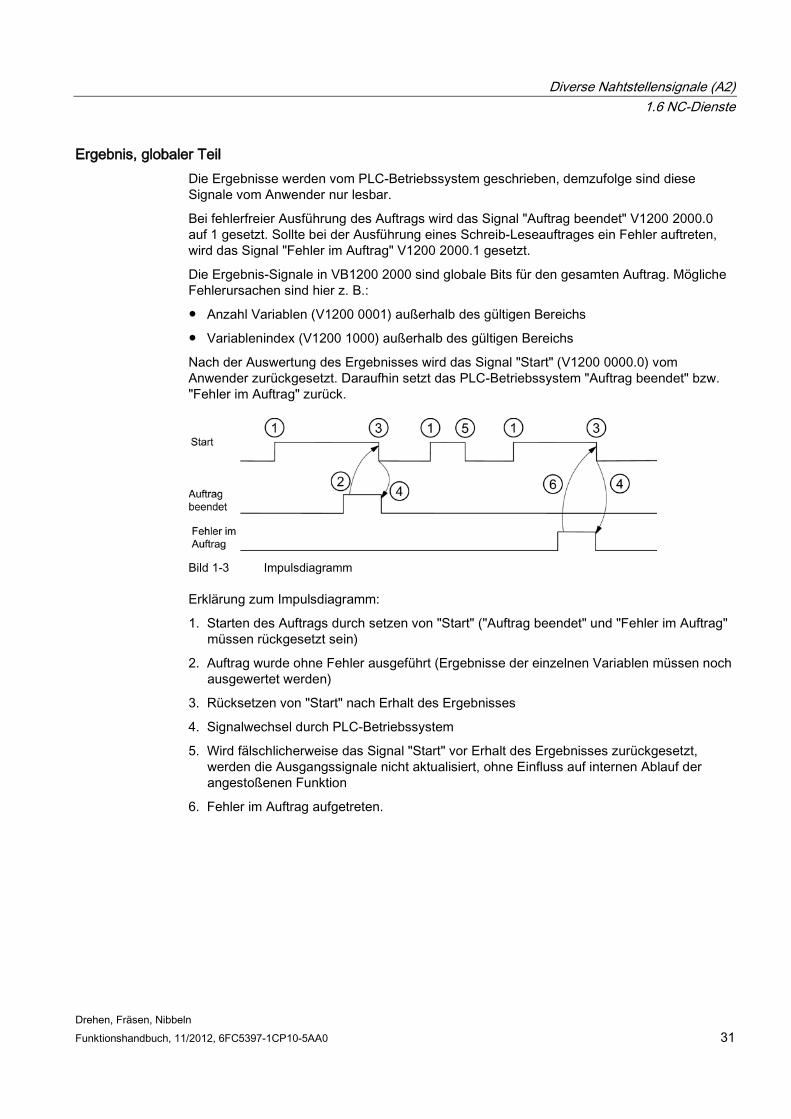
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 31
Ergebnis, globaler Teil Die Ergebnisse werden vom PLC-Betriebssystem geschrieben, demzufolge sind diese Signale vom Anwender nur lesbar.
Bei fehlerfreier Ausführung des Auftrags wird das Signal "Auftrag beendet" V1200 2000.0 auf 1 gesetzt. Sollte bei der Ausführung eines Schreib-Leseauftrages ein Fehler auftreten, wird das Signal "Fehler im Auftrag" V1200 2000.1 gesetzt.
Die Ergebnis-Signale in VB1200 2000 sind globale Bits für den gesamten Auftrag. Mögliche Fehlerursachen sind hier z. B.:
● Anzahl Variablen (V1200 0001) außerhalb des gültigen Bereichs
● Variablenindex (V1200 1000) außerhalb des gültigen Bereichs
Nach der Auswertung des Ergebnisses wird das Signal "Start" (V1200 0000.0) vom Anwender zurückgesetzt. Daraufhin setzt das PLC-Betriebssystem "Auftrag beendet" bzw. "Fehler im Auftrag" zurück.
Bild 1-3 Impulsdiagramm
Erklärung zum Impulsdiagramm:
1. Starten des Auftrags durch setzen von "Start" ("Auftrag beendet" und "Fehler im Auftrag" müssen rückgesetzt sein)
2. Auftrag wurde ohne Fehler ausgeführt (Ergebnisse der einzelnen Variablen müssen noch ausgewertet werden)
3. Rücksetzen von "Start" nach Erhalt des Ergebnisses
4. Signalwechsel durch PLC-Betriebssystem
5. Wird fälschlicherweise das Signal "Start" vor Erhalt des Ergebnisses zurückgesetzt, werden die Ausgangssignale nicht aktualisiert, ohne Einfluss auf internen Ablauf der angestoßenen Funktion
6. Fehler im Auftrag aufgetreten.
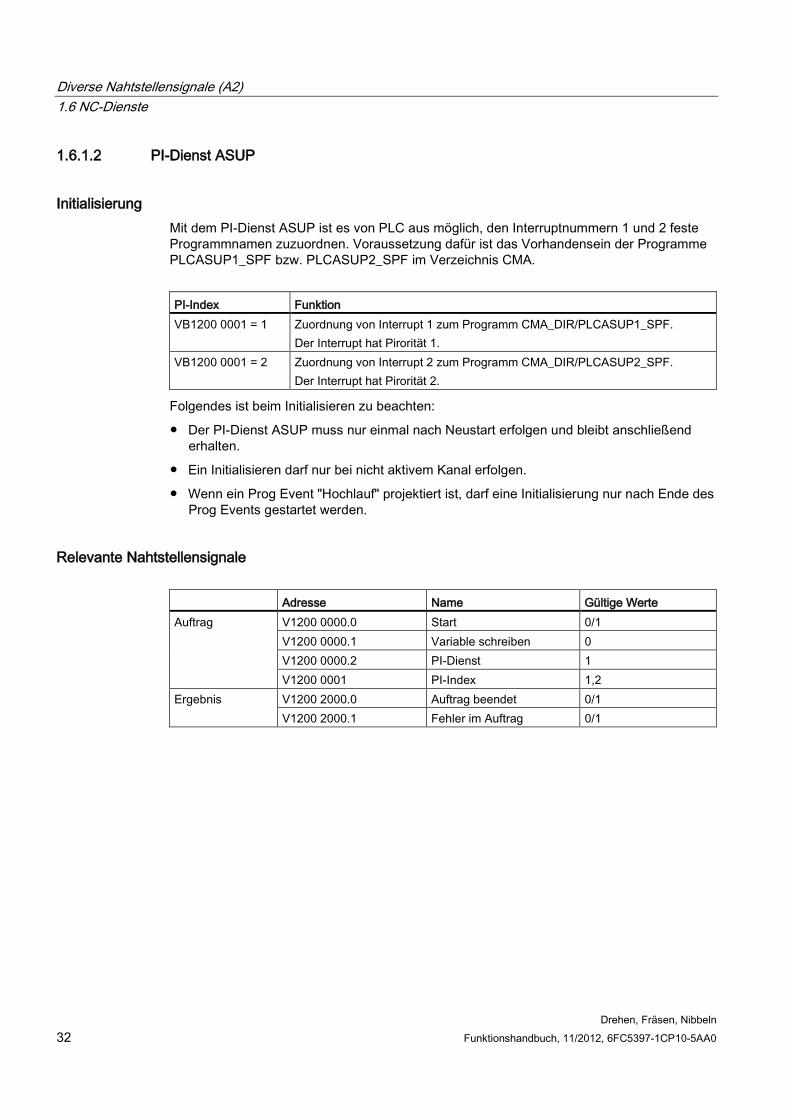
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln 32 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
1.6.1.2 PI-Dienst ASUP
Initialisierung Mit dem PI-Dienst ASUP ist es von PLC aus möglich, den Interruptnummern 1 und 2 feste Programmnamen zuzuordnen. Voraussetzung dafür ist das Vorhandensein der Programme PLCASUP1_SPF bzw. PLCASUP2_SPF im Verzeichnis CMA.
PI-Index Funktion VB1200 0001 = 1 Zuordnung von Interrupt 1 zum Programm CMA_DIR/PLCASUP1_SPF.
Der Interrupt hat Pirorität 1. VB1200 0001 = 2 Zuordnung von Interrupt 2 zum Programm CMA_DIR/PLCASUP2_SPF.
Der Interrupt hat Pirorität 2.
Folgendes ist beim Initialisieren zu beachten:
● Der PI-Dienst ASUP muss nur einmal nach Neustart erfolgen und bleibt anschließend erhalten.
● Ein Initialisieren darf nur bei nicht aktivem Kanal erfolgen.
● Wenn ein Prog Event "Hochlauf" projektiert ist, darf eine Initialisierung nur nach Ende des Prog Events gestartet werden.
Relevante Nahtstellensignale Adresse Name Gültige Werte Auftrag V1200 0000.0 Start 0/1
V1200 0000.1 Variable schreiben 0 V1200 0000.2 PI-Dienst 1 V1200 0001 PI-Index 1,2
Ergebnis V1200 2000.0 Auftrag beendet 0/1 V1200 2000.1 Fehler im Auftrag 0/1
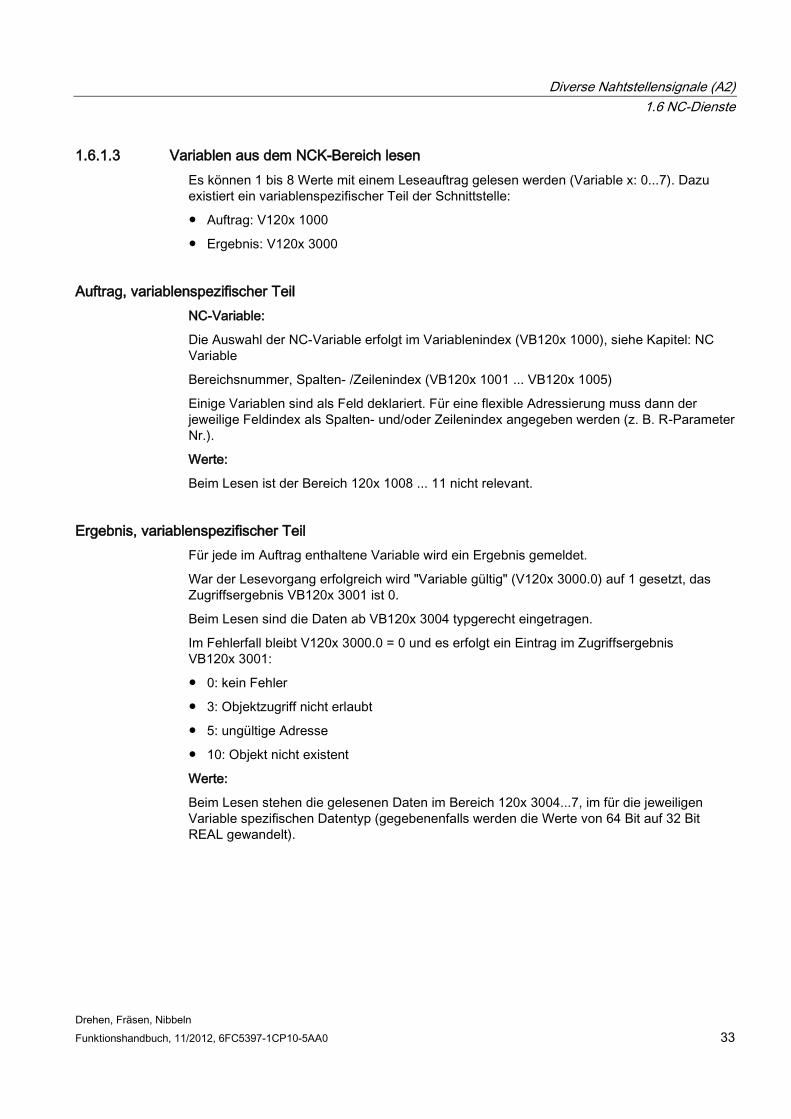
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 33
1.6.1.3 Variablen aus dem NCK-Bereich lesen Es können 1 bis 8 Werte mit einem Leseauftrag gelesen werden (Variable x: 0...7). Dazu existiert ein variablenspezifischer Teil der Schnittstelle:
● Auftrag: V120x 1000
● Ergebnis: V120x 3000
Auftrag, variablenspezifischer Teil NC-Variable:
Die Auswahl der NC-Variable erfolgt im Variablenindex (VB120x 1000), siehe Kapitel: NC Variable
Bereichsnummer, Spalten- /Zeilenindex (VB120x 1001 ... VB120x 1005)
Einige Variablen sind als Feld deklariert. Für eine flexible Adressierung muss dann der jeweilige Feldindex als Spalten- und/oder Zeilenindex angegeben werden (z. B. R-Parameter Nr.).
Werte:
Beim Lesen ist der Bereich 120x 1008 ... 11 nicht relevant.
Ergebnis, variablenspezifischer Teil Für jede im Auftrag enthaltene Variable wird ein Ergebnis gemeldet.
War der Lesevorgang erfolgreich wird "Variable gültig" (V120x 3000.0) auf 1 gesetzt, das Zugriffsergebnis VB120x 3001 ist 0.
Beim Lesen sind die Daten ab VB120x 3004 typgerecht eingetragen.
Im Fehlerfall bleibt V120x 3000.0 = 0 und es erfolgt ein Eintrag im Zugriffsergebnis VB120x 3001:
● 0: kein Fehler
● 3: Objektzugriff nicht erlaubt
● 5: ungültige Adresse
● 10: Objekt nicht existent
Werte:
Beim Lesen stehen die gelesenen Daten im Bereich 120x 3004...7, im für die jeweiligen Variable spezifischen Datentyp (gegebenenfalls werden die Werte von 64 Bit auf 32 Bit REAL gewandelt).
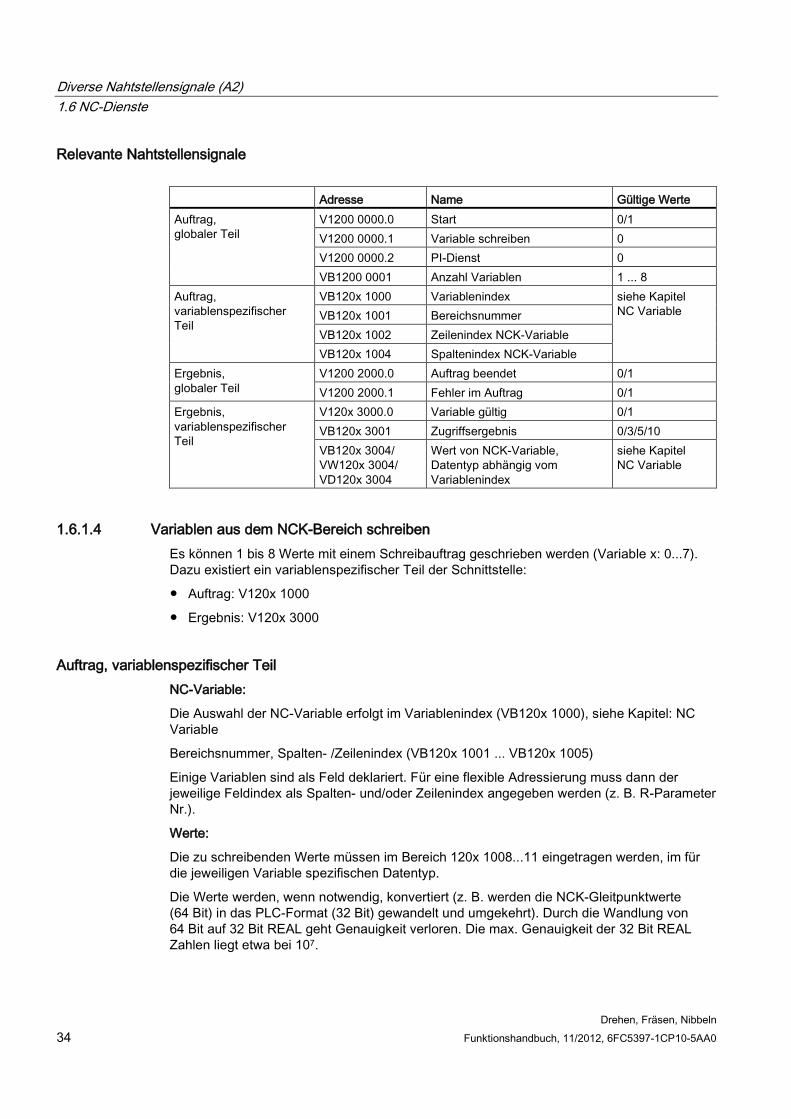
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln 34 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Relevante Nahtstellensignale Adresse Name Gültige Werte Auftrag, globaler Teil
V1200 0000.0 Start 0/1 V1200 0000.1 Variable schreiben 0 V1200 0000.2 PI-Dienst 0 VB1200 0001 Anzahl Variablen 1 ... 8
Auftrag, variablenspezifischer Teil
VB120x 1000 Variablenindex siehe Kapitel NC Variable VB120x 1001 Bereichsnummer
VB120x 1002 Zeilenindex NCK-Variable VB120x 1004 Spaltenindex NCK-Variable
Ergebnis, globaler Teil
V1200 2000.0 Auftrag beendet 0/1 V1200 2000.1 Fehler im Auftrag 0/1
Ergebnis, variablenspezifischer Teil
V120x 3000.0 Variable gültig 0/1 VB120x 3001 Zugriffsergebnis 0/3/5/10 VB120x 3004/ VW120x 3004/ VD120x 3004
Wert von NCK-Variable, Datentyp abhängig vom Variablenindex
siehe Kapitel NC Variable
1.6.1.4 Variablen aus dem NCK-Bereich schreiben Es können 1 bis 8 Werte mit einem Schreibauftrag geschrieben werden (Variable x: 0...7). Dazu existiert ein variablenspezifischer Teil der Schnittstelle:
● Auftrag: V120x 1000
● Ergebnis: V120x 3000
Auftrag, variablenspezifischer Teil NC-Variable:
Die Auswahl der NC-Variable erfolgt im Variablenindex (VB120x 1000), siehe Kapitel: NC Variable
Bereichsnummer, Spalten- /Zeilenindex (VB120x 1001 ... VB120x 1005)
Einige Variablen sind als Feld deklariert. Für eine flexible Adressierung muss dann der jeweilige Feldindex als Spalten- und/oder Zeilenindex angegeben werden (z. B. R-Parameter Nr.).
Werte:
Die zu schreibenden Werte müssen im Bereich 120x 1008...11 eingetragen werden, im für die jeweiligen Variable spezifischen Datentyp.
Die Werte werden, wenn notwendig, konvertiert (z. B. werden die NCK-Gleitpunktwerte (64 Bit) in das PLC-Format (32 Bit) gewandelt und umgekehrt). Durch die Wandlung von 64 Bit auf 32 Bit REAL geht Genauigkeit verloren. Die max. Genauigkeit der 32 Bit REAL Zahlen liegt etwa bei 107.
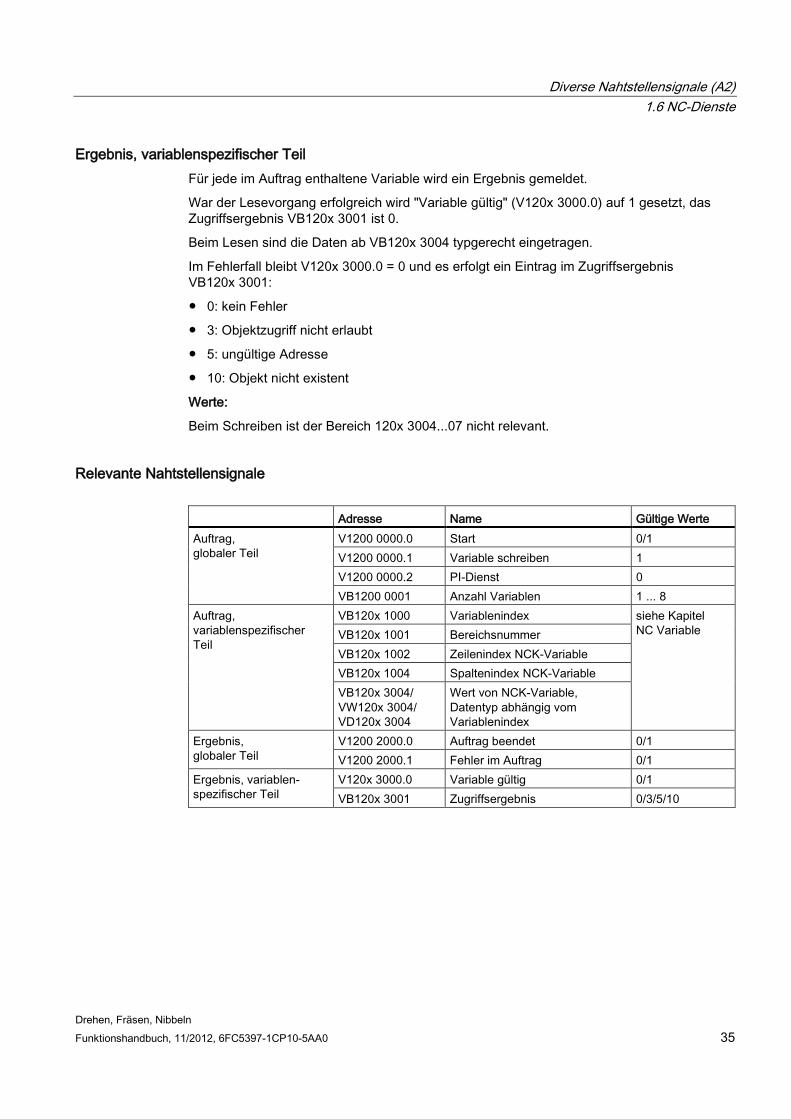
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 35
Ergebnis, variablenspezifischer Teil Für jede im Auftrag enthaltene Variable wird ein Ergebnis gemeldet.
War der Lesevorgang erfolgreich wird "Variable gültig" (V120x 3000.0) auf 1 gesetzt, das Zugriffsergebnis VB120x 3001 ist 0.
Beim Lesen sind die Daten ab VB120x 3004 typgerecht eingetragen.
Im Fehlerfall bleibt V120x 3000.0 = 0 und es erfolgt ein Eintrag im Zugriffsergebnis VB120x 3001:
● 0: kein Fehler
● 3: Objektzugriff nicht erlaubt
● 5: ungültige Adresse
● 10: Objekt nicht existent
Werte:
Beim Schreiben ist der Bereich 120x 3004...07 nicht relevant.
Relevante Nahtstellensignale Adresse Name Gültige Werte Auftrag, globaler Teil
V1200 0000.0 Start 0/1 V1200 0000.1 Variable schreiben 1 V1200 0000.2 PI-Dienst 0 VB1200 0001 Anzahl Variablen 1 ... 8
Auftrag, variablenspezifischer Teil
VB120x 1000 Variablenindex siehe Kapitel NC Variable VB120x 1001 Bereichsnummer
VB120x 1002 Zeilenindex NCK-Variable VB120x 1004 Spaltenindex NCK-Variable VB120x 3004/ VW120x 3004/ VD120x 3004
Wert von NCK-Variable, Datentyp abhängig vom Variablenindex
Ergebnis, globaler Teil
V1200 2000.0 Auftrag beendet 0/1 V1200 2000.1 Fehler im Auftrag 0/1
Ergebnis, variablen-spezifischer Teil
V120x 3000.0 Variable gültig 0/1 VB120x 3001 Zugriffsergebnis 0/3/5/10
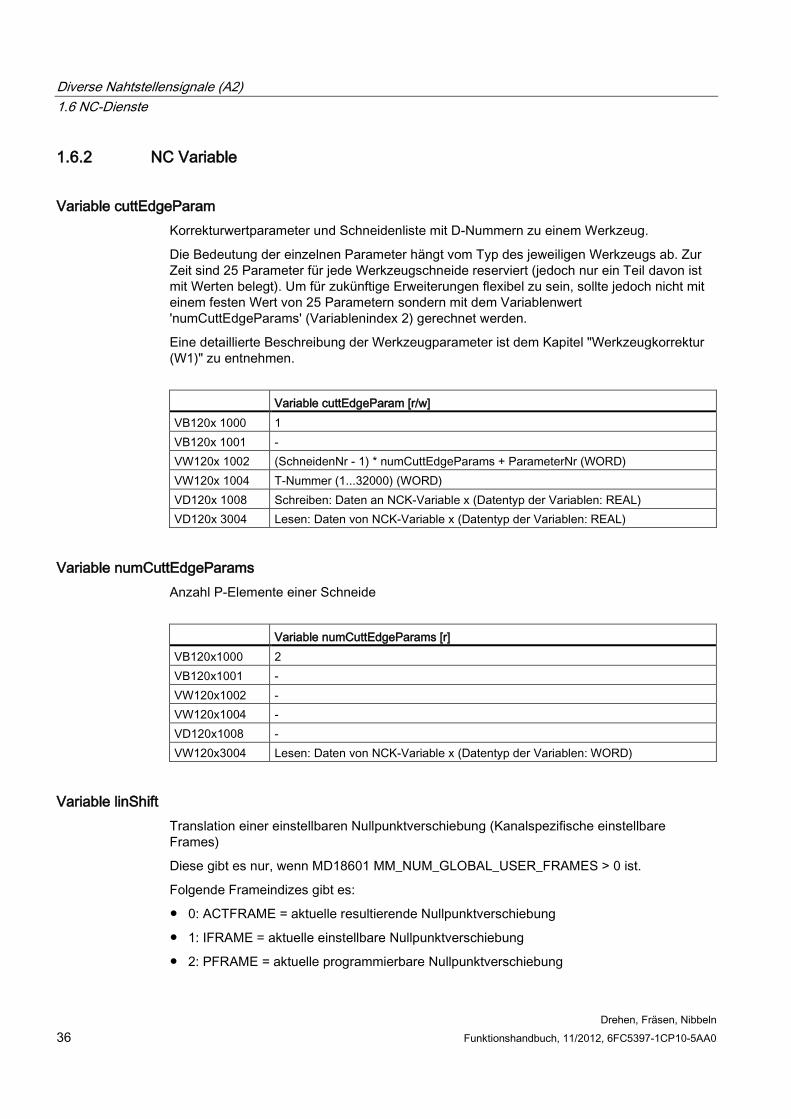
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln 36 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
1.6.2 NC Variable
Variable cuttEdgeParam Korrekturwertparameter und Schneidenliste mit D-Nummern zu einem Werkzeug.
Die Bedeutung der einzelnen Parameter hängt vom Typ des jeweiligen Werkzeugs ab. Zur Zeit sind 25 Parameter für jede Werkzeugschneide reserviert (jedoch nur ein Teil davon ist mit Werten belegt). Um für zukünftige Erweiterungen flexibel zu sein, sollte jedoch nicht mit einem festen Wert von 25 Parametern sondern mit dem Variablenwert 'numCuttEdgeParams' (Variablenindex 2) gerechnet werden.
Eine detaillierte Beschreibung der Werkzeugparameter ist dem Kapitel "Werkzeugkorrektur (W1)" zu entnehmen.
Variable cuttEdgeParam [r/w] VB120x 1000 1 VB120x 1001 - VW120x 1002 (SchneidenNr - 1) * numCuttEdgeParams + ParameterNr (WORD) VW120x 1004 T-Nummer (1...32000) (WORD) VD120x 1008 Schreiben: Daten an NCK-Variable x (Datentyp der Variablen: REAL) VD120x 3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
Variable numCuttEdgeParams Anzahl P-Elemente einer Schneide
Variable numCuttEdgeParams [r] VB120x1000 2 VB120x1001 - VW120x1002 - VW120x1004 - VD120x1008 - VW120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: WORD)
Variable linShift Translation einer einstellbaren Nullpunktverschiebung (Kanalspezifische einstellbare Frames)
Diese gibt es nur, wenn MD18601 MM_NUM_GLOBAL_USER_FRAMES > 0 ist.
Folgende Frameindizes gibt es:
● 0: ACTFRAME = aktuelle resultierende Nullpunktverschiebung
● 1: IFRAME = aktuelle einstellbare Nullpunktverschiebung
● 2: PFRAME = aktuelle programmierbare Nullpunktverschiebung
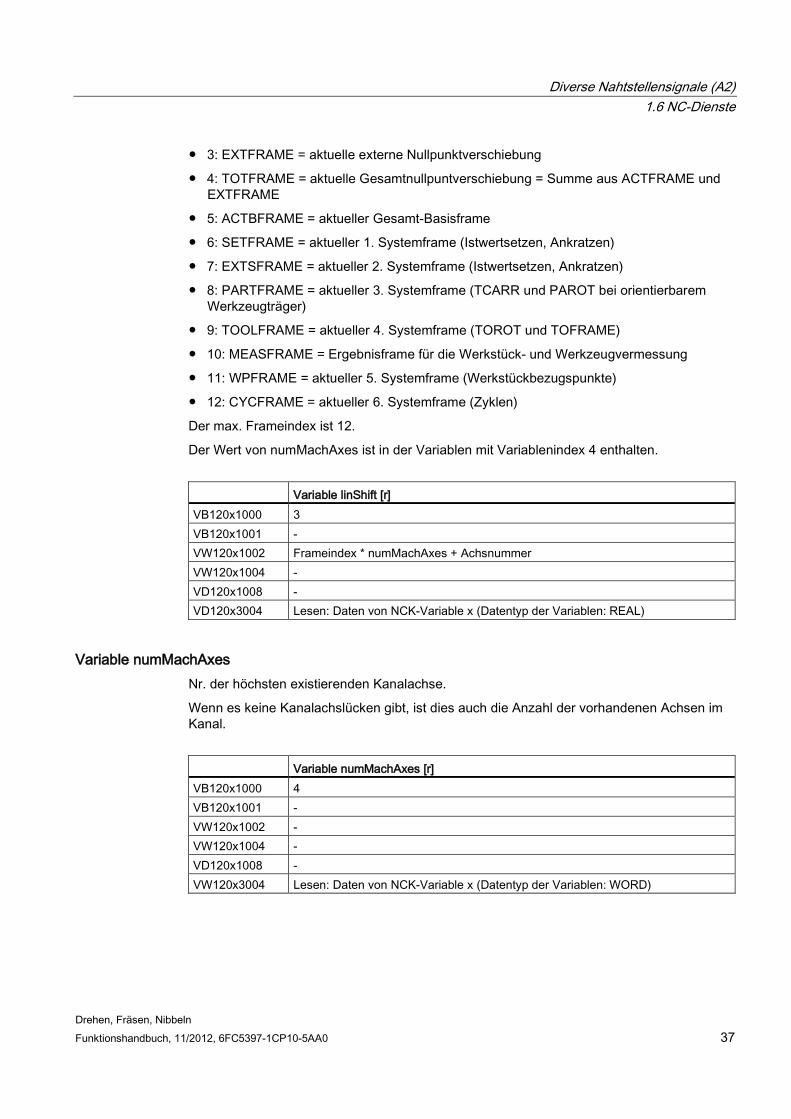
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 37
● 3: EXTFRAME = aktuelle externe Nullpunktverschiebung
● 4: TOTFRAME = aktuelle Gesamtnullpuntverschiebung = Summe aus ACTFRAME und EXTFRAME
● 5: ACTBFRAME = aktueller Gesamt-Basisframe
● 6: SETFRAME = aktueller 1. Systemframe (Istwertsetzen, Ankratzen)
● 7: EXTSFRAME = aktueller 2. Systemframe (Istwertsetzen, Ankratzen)
● 8: PARTFRAME = aktueller 3. Systemframe (TCARR und PAROT bei orientierbarem Werkzeugträger)
● 9: TOOLFRAME = aktueller 4. Systemframe (TOROT und TOFRAME)
● 10: MEASFRAME = Ergebnisframe für die Werkstück- und Werkzeugvermessung
● 11: WPFRAME = aktueller 5. Systemframe (Werkstückbezugspunkte)
● 12: CYCFRAME = aktueller 6. Systemframe (Zyklen)
Der max. Frameindex ist 12.
Der Wert von numMachAxes ist in der Variablen mit Variablenindex 4 enthalten.
Variable linShift [r] VB120x1000 3 VB120x1001 - VW120x1002 Frameindex * numMachAxes + Achsnummer VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
Variable numMachAxes Nr. der höchsten existierenden Kanalachse.
Wenn es keine Kanalachslücken gibt, ist dies auch die Anzahl der vorhandenen Achsen im Kanal.
Variable numMachAxes [r] VB120x1000 4 VB120x1001 - VW120x1002 - VW120x1004 - VD120x1008 - VW120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: WORD)
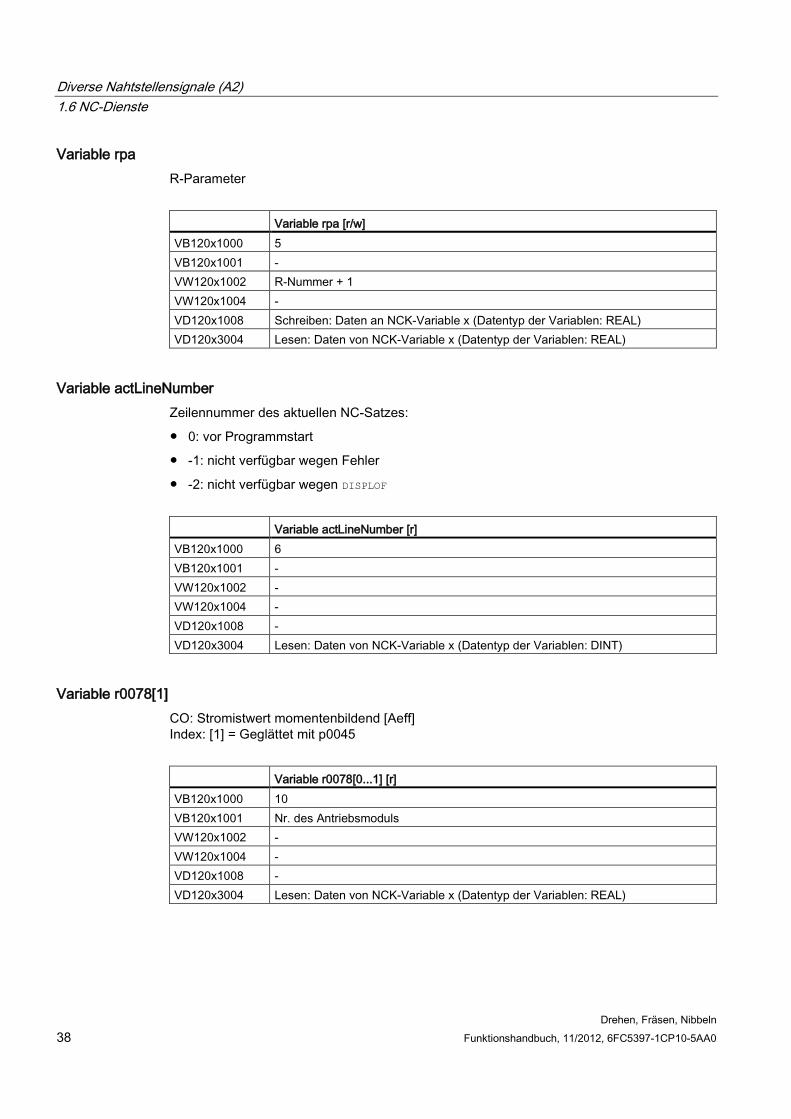
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln 38 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Variable rpa R-Parameter
Variable rpa [r/w] VB120x1000 5 VB120x1001 - VW120x1002 R-Nummer + 1 VW120x1004 - VD120x1008 Schreiben: Daten an NCK-Variable x (Datentyp der Variablen: REAL) VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
Variable actLineNumber Zeilennummer des aktuellen NC-Satzes:
● 0: vor Programmstart
● -1: nicht verfügbar wegen Fehler
● -2: nicht verfügbar wegen DISPLOF
Variable actLineNumber [r] VB120x1000 6 VB120x1001 - VW120x1002 - VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: DINT)
Variable r0078[1] CO: Stromistwert momentenbildend [Aeff] Index: [1] = Geglättet mit p0045
Variable r0078[0...1] [r] VB120x1000 10 VB120x1001 Nr. des Antriebsmoduls VW120x1002 - VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
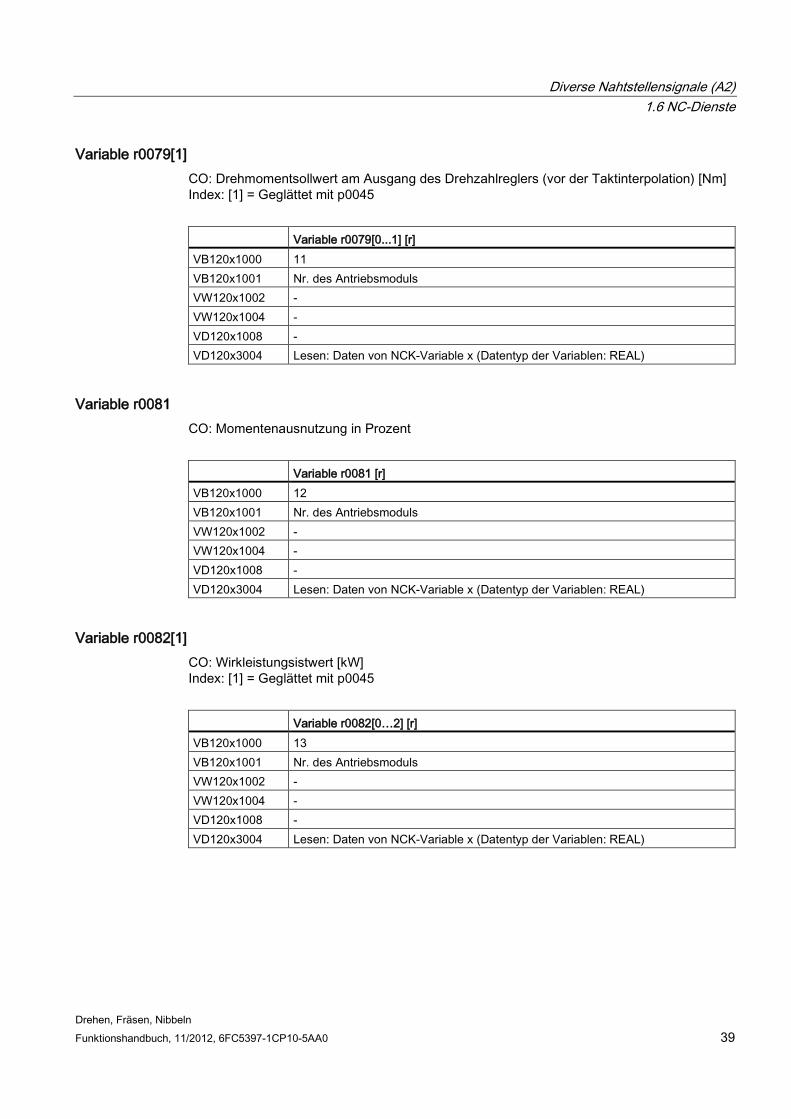
Diverse Nahtstellensignale (A2) 1.6 NC-Dienste
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 39
Variable r0079[1] CO: Drehmomentsollwert am Ausgang des Drehzahlreglers (vor der Taktinterpolation) [Nm] Index: [1] = Geglättet mit p0045
Variable r0079[0...1] [r] VB120x1000 11 VB120x1001 Nr. des Antriebsmoduls VW120x1002 - VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
Variable r0081 CO: Momentenausnutzung in Prozent
Variable r0081 [r] VB120x1000 12 VB120x1001 Nr. des Antriebsmoduls VW120x1002 - VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
Variable r0082[1] CO: Wirkleistungsistwert [kW] Index: [1] = Geglättet mit p0045
Variable r0082[0…2] [r] VB120x1000 13 VB120x1001 Nr. des Antriebsmoduls VW120x1002 - VW120x1004 - VD120x1008 - VD120x3004 Lesen: Daten von NCK-Variable x (Datentyp der Variablen: REAL)
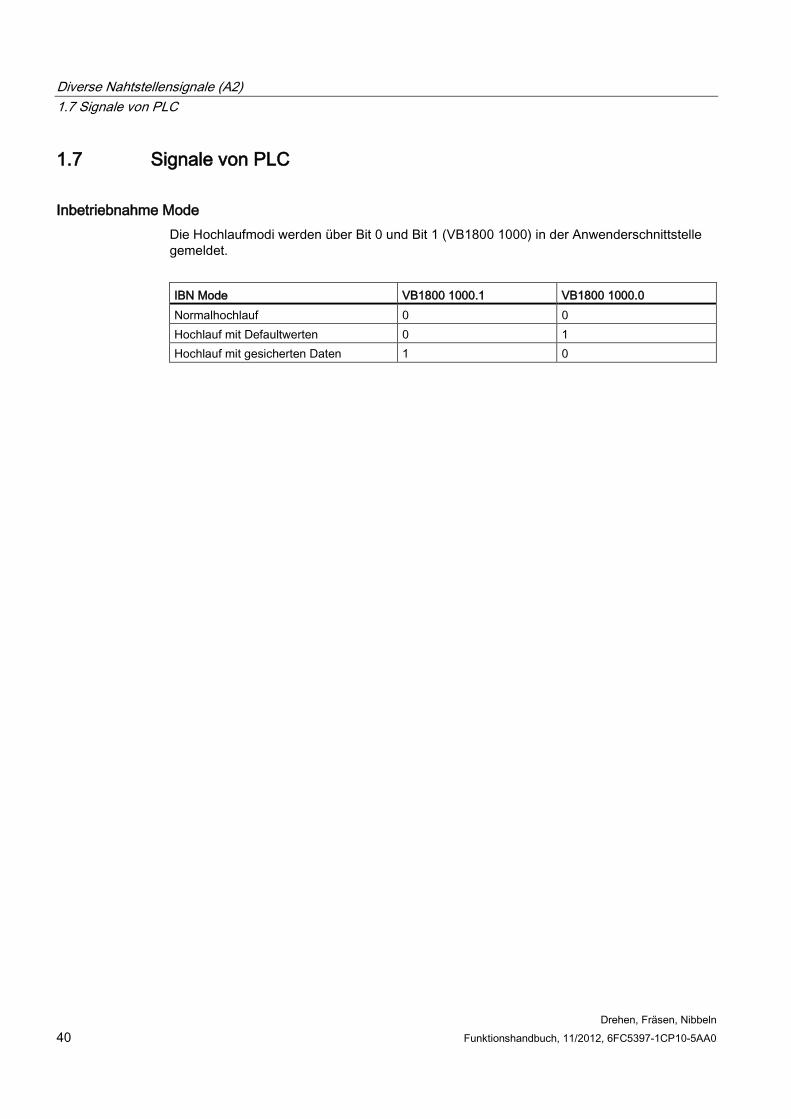
Diverse Nahtstellensignale (A2) 1.7 Signale von PLC
Drehen, Fräsen, Nibbeln 40 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
1.7 Signale von PLC
Inbetriebnahme Mode Die Hochlaufmodi werden über Bit 0 und Bit 1 (VB1800 1000) in der Anwenderschnittstelle gemeldet.
IBN Mode VB1800 1000.1 VB1800 1000.0 Normalhochlauf 0 0 Hochlauf mit Defaultwerten 0 1 Hochlauf mit gesicherten Daten 1 0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 41
Achsüberwachung (A3) 2 2.1 Übersicht der Überwachungen
Übersicht der Überwachungen ● Bewegungsüberwachungen
– Konturüberwachung
– Positionierüberwachung
– Stillstandsüberwachung
– Klemmungsüberwachung
– Drehzahlsollwertüberwachung
– Istgeschwindigkeitsüberwachung
– Geberüberwachungen
● Überwachung von statischen Begrenzungen
– Endschalterüberwachung
– Arbeitsfeldbegrenzung
2.2 Bewegungsüberwachungen
2.2.1 Konturüberwachung
Funktion Die Funktionsweise der Konturüberwachung beruht auf dem ständigen Vergleich von gemessenen und aus dem NC-Lagesollwert berechneten Lageistwert. Für die Vorausberechnung des Schleppfehlers wird ein Modell verwendet, das die Dynamik der Lageregelung einschließlich Vorsteuerung nachbildet.
Damit durch leichte Drehzahlschwankungen (hervorgerufen durch Belastungsänderungen) keine Fehlauslösungen der Überwachung auftreten, wird ein Toleranzband für die max. Konturabweichung zugelassen.
Wird die im MD36400 CONTOUR_TOL (Toleranzband Konturüberwachung) eingetragene zulässige Istwertabweichung überschritten, so kommt es zu einem Alarm und die Achsen werden stillgesetzt.
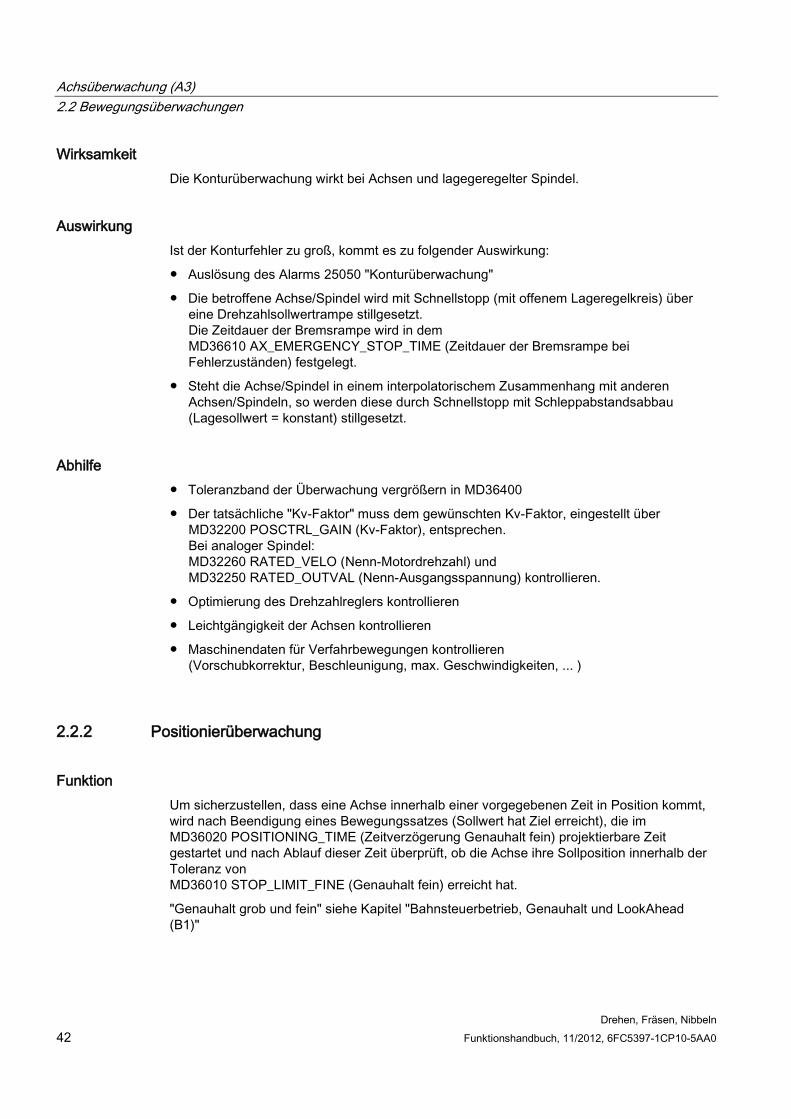
Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln 42 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Wirksamkeit Die Konturüberwachung wirkt bei Achsen und lagegeregelter Spindel.
Auswirkung Ist der Konturfehler zu groß, kommt es zu folgender Auswirkung:
● Auslösung des Alarms 25050 "Konturüberwachung"
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindeln, so werden diese durch Schnellstopp mit Schleppabstandsabbau (Lagesollwert = konstant) stillgesetzt.
Abhilfe ● Toleranzband der Überwachung vergrößern in MD36400
● Der tatsächliche "Kv-Faktor" muss dem gewünschten Kv-Faktor, eingestellt über MD32200 POSCTRL_GAIN (Kv-Faktor), entsprechen. Bei analoger Spindel: MD32260 RATED_VELO (Nenn-Motordrehzahl) und MD32250 RATED_OUTVAL (Nenn-Ausgangsspannung) kontrollieren.
● Optimierung des Drehzahlreglers kontrollieren
● Leichtgängigkeit der Achsen kontrollieren
● Maschinendaten für Verfahrbewegungen kontrollieren (Vorschubkorrektur, Beschleunigung, max. Geschwindigkeiten, ... )
2.2.2 Positionierüberwachung
Funktion Um sicherzustellen, dass eine Achse innerhalb einer vorgegebenen Zeit in Position kommt, wird nach Beendigung eines Bewegungssatzes (Sollwert hat Ziel erreicht), die im MD36020 POSITIONING_TIME (Zeitverzögerung Genauhalt fein) projektierbare Zeit gestartet und nach Ablauf dieser Zeit überprüft, ob die Achse ihre Sollposition innerhalb der Toleranz von MD36010 STOP_LIMIT_FINE (Genauhalt fein) erreicht hat.
"Genauhalt grob und fein" siehe Kapitel "Bahnsteuerbetrieb, Genauhalt und LookAhead (B1)"
Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 43
Bild 2-1 Zusammenhang zwischen Positionier-Stillstands-und Klemmungsüberwachung
Wirksamkeit Die Positionierüberwachung wird immer nach "sollwertmäßiger" Beendigung von Bewegungssätzen aktiviert (Sollwert hat Ziel erreicht).
Die Positionierüberwachung wirkt bei Achsen und lagegeregelter Spindel.
Abschaltung Nach Erreichen der vorgegebenen "Genauhaltgrenze fein" oder nach Ausgabe einer neuen Sollposition (z. B. bei Positionierung auf "Genauhalt grob" und anschließendem Satzwechsel) wird die Positionierüberwachung abgeschaltet.
Auswirkung Ist nach Ablauf der Positionierüberwachungszeit der Grenzwert für "Genauhalt fein" noch nicht erreicht, erfolgt folgende Aktion:
● Auslösen des Alarms 25080 "Positionierüberwachung"
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindeln, so werden diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.

Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln 44 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Fehlerursache/Fehlerbeseitigung ● Zu kleine Lagereglerverstärkung --> Maschinendatum für Lageregelverstärkung ändern
MD32200 POSCTRL_GAIN (Kv-Faktor)
● Positionierfenster (Genauhalt fein), Positionierüberwachungszeit und Lageregelverstärkung sind nicht aufeinander abgestimmt --> Maschinendaten ändern: MD36010 STOP_LIMIT_FINE (Genauhalt fein), MD36020 POSITIONING_TIME (Verzögerungszeit Genauhalt fein), MD32200 POSCTRL_GAIN (Kv-Faktor)
Faustregel ● Positionierfenster groß --> max. Positionierüberwachungszeit kann relativ kurz gewählt
werden
● Positionierfenster klein --> max. Positionierüberwachungszeit muss relativ lang gewählt werden
● Lageregelverstärkung klein --> max. Positionierüberwachungszeit muss relativ lang gewählt werden
● Lageregelverstärkung groß --> max. Positionierüberwachungszeit kann relativ kurz gewählt werden
Hinweis
Die Größe des Positionierfensters beeinflusst die Satzwechselzeit. Je kleiner diese Toleranzen gewählt werden, desto länger dauert der Positioniervorgang und umso länger dauert es, bis das nächste Kommando/der nächste Befehl ausgeführt werden kann.
2.2.3 Stillstandsüberwachung
Funktion Nach Beendigung eines Bewegungssatzes (Lagesollwert hat Ziel erreicht) wird überwacht, ob die Achse nach Ablauf der parametrierbaren Verzögerungszeit in MD36040 STANDSTILL_DELAY_TIME (Verzögerungszeit Stillstandsüberwachung) nicht mehr als in MD36060 STANDSTILL_POS_TOL (Stillstandstoleranz) angegeben, von ihrer Sollposition entfernt ist. Andernfalls wird ein Alarm ausgelöst.
Wirksamkeit Die Stillstandsüberwachung ist immer nach Ablauf der "Verzögerungszeit Stillstandsüberwachung" aktiv, solange kein neuer Verfahrbefehl ansteht.
Die Stillstandsüberwachung wirkt bei Achsen und lagegeregelter Spindel.
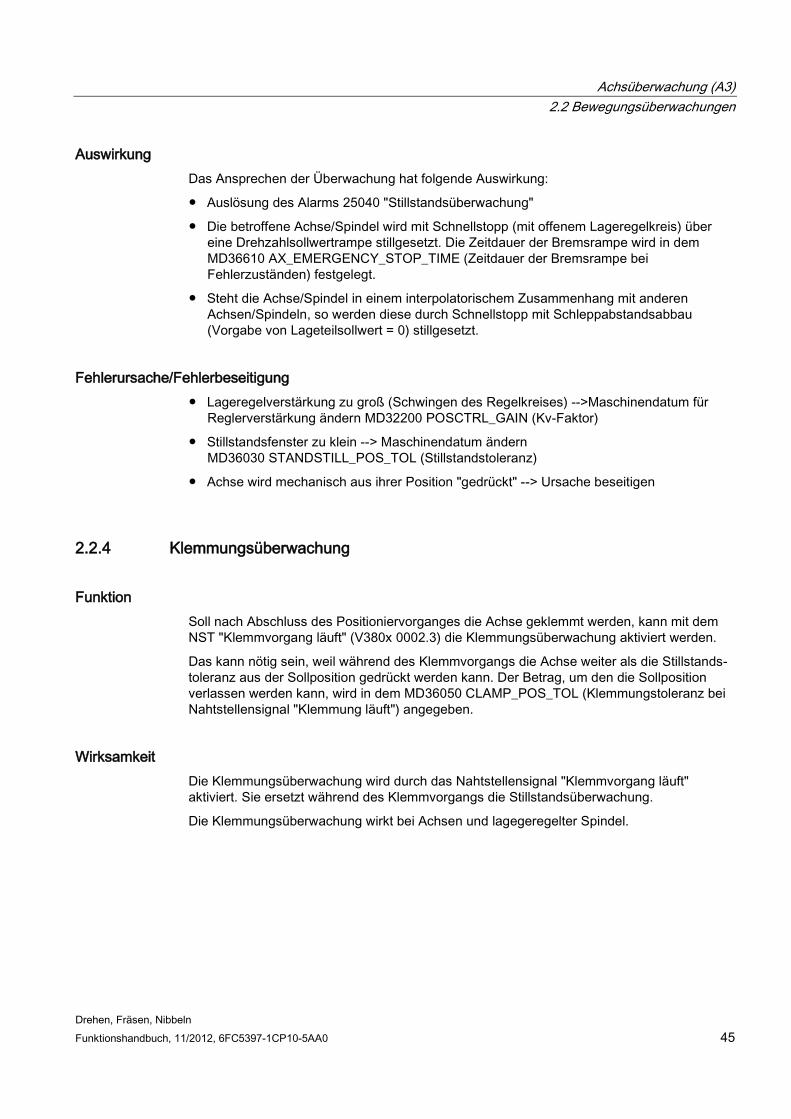
Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 45
Auswirkung Das Ansprechen der Überwachung hat folgende Auswirkung:
● Auslösung des Alarms 25040 "Stillstandsüberwachung"
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindeln, so werden diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
Fehlerursache/Fehlerbeseitigung ● Lageregelverstärkung zu groß (Schwingen des Regelkreises) -->Maschinendatum für
Reglerverstärkung ändern MD32200 POSCTRL_GAIN (Kv-Faktor)
● Stillstandsfenster zu klein --> Maschinendatum ändern MD36030 STANDSTILL_POS_TOL (Stillstandstoleranz)
● Achse wird mechanisch aus ihrer Position "gedrückt" --> Ursache beseitigen
2.2.4 Klemmungsüberwachung
Funktion Soll nach Abschluss des Positioniervorganges die Achse geklemmt werden, kann mit dem NST "Klemmvorgang läuft" (V380x 0002.3) die Klemmungsüberwachung aktiviert werden.
Das kann nötig sein, weil während des Klemmvorgangs die Achse weiter als die Stillstands-toleranz aus der Sollposition gedrückt werden kann. Der Betrag, um den die Sollposition verlassen werden kann, wird in dem MD36050 CLAMP_POS_TOL (Klemmungstoleranz bei Nahtstellensignal "Klemmung läuft") angegeben.
Wirksamkeit Die Klemmungsüberwachung wird durch das Nahtstellensignal "Klemmvorgang läuft" aktiviert. Sie ersetzt während des Klemmvorgangs die Stillstandsüberwachung.
Die Klemmungsüberwachung wirkt bei Achsen und lagegeregelter Spindel.
Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln 46 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Auswirkung Wird während des Klemmvorgangs die Achse weiter als die Klemmungstoleranz aus der Position gedrückt, geschieht folgendes:
● Auslösung des Alarms 26000 "Klemmungsüberwachung".
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindel, so werden auch diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
2.2.5 Drehzahlsollwertüberwachung
Funktion Mit der Drehzahlsollwertüberwachung wird kontrolliert, ob die Sollwertvorgabe die maximal zulässige Drehzahl für die Antriebe in MD36210 CTRLOUT_LIMIT (Maximaler Drehzahlsollwert) nicht überschreitet. Gegebenenfalls wird auf diesen Wert begrenzt und die Achse/Spindel mit Alarmausgabe stillgesetzt.
Bei den Achsen liegt der maximale Drehzahlsollwert (in Prozent) über der Drehzahl, mit der die Geschwindigkeit in MD3200 MAX_AX_VELO erreicht wird (100 %). Damit wird auch die Regelreserve bestimmt.
Bei einer analogen Spindel kann die maximal ausgebbare Drehzahl nicht über der Drehzahl liegen, die bei maximaler Sollwertausgabespannung von 10 V erreicht wird (100 %).
Der Drehzahlsollwert setzt sich aus dem Drehzahlsollwert des Lagereglers und der Vorsteuergröße (sofern Vorsteuerung aktiv) zusammen.
Bild 2-2 Drehzahlsollwertberechnung
Wirksamkeit Die Drehzahlsollwertüberwachung ist für Achsen und Spindel immer aktiv.
Achsüberwachung (A3) 2.2 Bewegungsüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 47
Auswirkung Bei Überschreitung des maximalen Drehzahlsollwertes geschieht folgendes:
● Meldung des Alarms 25060 "Drehzahlsollwertbegrenzung"
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt.
Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindel, so werden diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
Hinweis
In der Zugriffsstufe "Expertenmodus" (Schutzstufe 1) ist mit MD36220 CTRLOUT_LIMIT_TIME eine Verzögerungszeit einstellbar, nach deren Ablauf der Alarm mit Achsstillsetzung ausgelöst wird. In der Standardeinstellung hat diese Zeit den Wert Null.
Durch eine einsetzende Begrenzung des Drehzahlsollwertes wird der Regelkreis nichtlinear. Dies führt im allgemeinen zu Bahnabweichungen beim Verweilen einer Achse in der Drehzahlsollwertbegrenzung. Es ist deshalb eine Regelreserve einzustellen (siehe Kapitel "Drehzahlsollwertausgabe").
Fehlerursachen ● Ein Messkreis- oder Antriebsfehler liegt vor.
● Zu hohe Sollwertvorgaben (Beschleunigungen, Geschwindigkeiten, Reduzierfaktoren)
● Hindernis im Bearbeitungsraum (z. B. Aufsetzen auf einen Arbeitstisch)
● Tachoabgleich bei analoger Spindel wurde nicht korrekt durchgeführt. oder ein Messkreis- oder Antriebsfehler liegt vor.
2.2.6 Istgeschwindigkeitsüberwachung
Funktion Hiermit wird die Istgeschwindigkeit auf das Überschreiten eines zulässigen Grenzwertes, der in dem MD36200 AX_VELO_LIMIT (Schwellwert für Geschwindigkeitsüberwachung) eingetragen ist, überwacht.
Wirksamkeit Die Istgeschwindigkeitsüberwachung ist immer wirksam, wenn der aktive Messkreis, der über die NST "Lagemesssystem 1" (V380x 0001.5) aktiviert wurde, Istwerte liefert, sich also noch unterhalb der Grenzfrequenz befindet.
Achsüberwachung (A3) 2.3 Geberüberwachungen
Drehen, Fräsen, Nibbeln 48 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Istgeschwindigkeitsüberwachung ist für Achsen und Spindel aktiv.
Auswirkung Bei Überschreitung des "Schwellwertes für Geschwindigkeitsüberwachung" geschieht folgendes:
● Meldung des Alarms 25030 "Istgeschwindigkeit Alarmgrenze"
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse/Spindel in einem interpolatorischem Zusammenhang mit anderen Achsen/Spindeln, so werden auch diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
Fehlersuchhinweise ● Istwerte überprüfen
● Lageregelsinn überprüfen
● MD36200 AX_VELO_LIMIT (Schwellwert für Geschwindigkeitsüberwachung) überprüfen
● Drehzahlsollwertkabel überprüfen bei analoger Spindel
2.3 Geberüberwachungen
2.3.1 Gebergrenzfrequenzüberwachung
Funktion Wenn die im MD36300 ENC_FREQ_LIMIT(Gebergrenzfrequenz) eingetragene zulässige Grenzfrequenz eines Messsystems überschritten wird, geht die Synchronisation in der Lage (Referenzpunkt) zwischen Maschine und Steuerung verloren. Eine vorschriftsmäßige Lageregelung ist nicht mehr möglich. Dieser Zustand wird an die PLC gemeldet.
Wirksamkeit Die Gebergrenzfrequenzüberwachung ist immer aktiv, wenn der Geber eingeschaltet ist und wirkt bei Achsen und Spindel.
Achsüberwachung (A3) 2.3 Geberüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 49
Auswirkung Bei Überschreiten der Grenzfrequenz eines Gebers geschieht folgendes:
● Das NST "Gebergrenzfrequenz überschritten 1" (V390x 0000.2) wird gesetzt.
● Spindel läuft mit Drehzahlregelung weiter.
Wird die Spindeldrehzahl reduziert, so dass die Geberfrequenz den Wert von MD36302 ENC_FREQ_LIMIT_LOW (%-Wert von MD36300) unterschreitet, synchronisiert sich die Spindel automatisch wieder mit dem Bezugssystem des Messgebers.
● Wird bei dem aktivem Messsystem einer lagegeregelten Achse/Spindel die Grenzfrequenz überschritten, so wird der Alarm 21610 "Frequenz überschritten" gemeldet.
● Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird in dem MD36610 AX_EMERGENCY_STOP_TIME (Zeitdauer der Bremsrampe bei Fehlerzuständen) festgelegt.
● Steht die Achse in einem interpolatorischem Zusammenhang mit anderen Achsen, so werden auch diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
Fehlerbehebung Nach Stillstand der Achsen wird die Lageregelung automatisch wieder aufgenommen.
Hinweis
Die betroffene Achse muss neu referiert werden.
2.3.2 Nullmarkenüberwachung
Funktion Mit der Nullmarkenüberwachung wird kontrolliert, ob zwischen zwei Nullmarkendurchgängen des Lageistwertgebers, Pulse verloren gegangen sind. In das MD36310 ENC_ZERO_MONITORING (Nullmarkenüberwachung) wird die Zahl der erkannten Nullmarkenfehler, bei der die Überwachung ansprechen soll, eingetragen.
Wirksamkeit Die Überwachung wird mit dem MD36310 ENC_ZERO_MONITORING aktiviert. Jeweils nach dem Einschalten des Gebers beginnt die Zählung der Nullmarkenfehler mit "0".
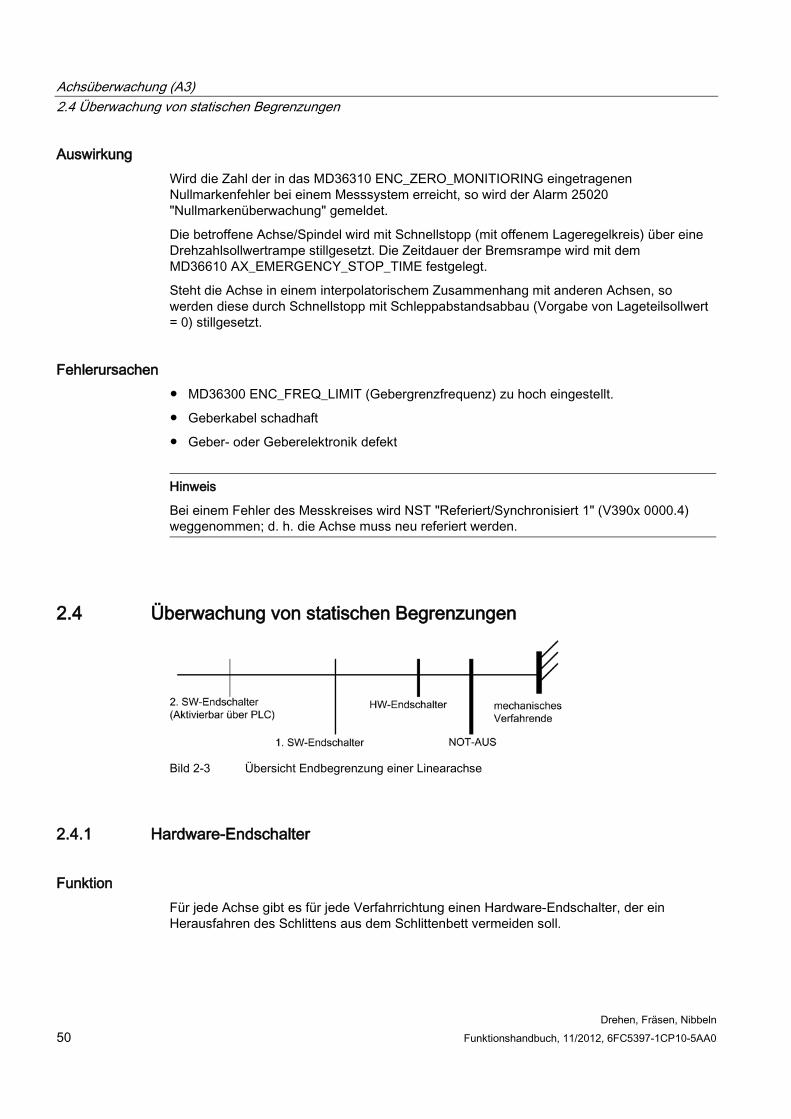
Achsüberwachung (A3) 2.4 Überwachung von statischen Begrenzungen
Drehen, Fräsen, Nibbeln 50 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Auswirkung Wird die Zahl der in das MD36310 ENC_ZERO_MONITIORING eingetragenen Nullmarkenfehler bei einem Messsystem erreicht, so wird der Alarm 25020 "Nullmarkenüberwachung" gemeldet.
Die betroffene Achse/Spindel wird mit Schnellstopp (mit offenem Lageregelkreis) über eine Drehzahlsollwertrampe stillgesetzt. Die Zeitdauer der Bremsrampe wird mit dem MD36610 AX_EMERGENCY_STOP_TIME festgelegt.
Steht die Achse in einem interpolatorischem Zusammenhang mit anderen Achsen, so werden diese durch Schnellstopp mit Schleppabstandsabbau (Vorgabe von Lageteilsollwert = 0) stillgesetzt.
Fehlerursachen ● MD36300 ENC_FREQ_LIMIT (Gebergrenzfrequenz) zu hoch eingestellt.
● Geberkabel schadhaft
● Geber- oder Geberelektronik defekt
Hinweis
Bei einem Fehler des Messkreises wird NST "Referiert/Synchronisiert 1" (V390x 0000.4) weggenommen; d. h. die Achse muss neu referiert werden.
2.4 Überwachung von statischen Begrenzungen
Bild 2-3 Übersicht Endbegrenzung einer Linearachse
2.4.1 Hardware-Endschalter
Funktion Für jede Achse gibt es für jede Verfahrrichtung einen Hardware-Endschalter, der ein Herausfahren des Schlittens aus dem Schlittenbett vermeiden soll.
Achsüberwachung (A3) 2.4 Überwachung von statischen Begrenzungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 51
Wird der Hardware-Endschalter überfahren, so meldet es die PLC der NC über das NST "Hardware-Endschalter plus/minus" (V380x 1000.1 bzw. .0) und die Bewegung aller Achsen wird gestoppt. Die Art der Abbremsung kann über das MD36600 BRAKE_MODE_CHOICE (Bremsverhalten bei Hardware-Endschalter) festgelegt werden.
Wirksamkeit Die HW-Endschalterüberwachung ist nach Hochlauf der Steuerung in allen Betriebsarten aktiv.
Auswirkung ● Beim Überfahren eines HW-Endschalters wird je nach Richtung der Alarm 21614
"Hardware-Endschalter + bzw. -" ausgelöst.
● Die Achse wird abhängig vom MD36600 BRAKE_MODE_CHOICE (Bremsverhalten bei Hardware-Endschalter) stillgesetzt.
● Steht die Achse in einem interpolatorischen Zusammenhang mit anderen Achsen, so werden auch diese, abhängig vom MD36600 BRAKE_MODE_CHOICE (Bremsverhalten bei Hardware-Endschalter) stillgesetzt.
● Die Richtungstasten in Anfahrrichtung werden gesperrt.
Abhilfe ● Reset geben
● In Gegenrichtung wegfahren (im JOG-Betrieb)
● Programm korrigieren
2.4.2 Software-Endschalter
Funktion Sie dienen als Begrenzungen des maximalen Verfahrbereiches jeder einzelnen Achse.
Je Maschinenachse gibt es 2 Software-Endschalterpaare, die über die folgenden Mashinendaten im Maschinenachssystem definiert werden:
MD36100 POS_LIMIT_MINUS (1. Software-Endschalter minus)
MD36110 POS_LIMIT_PLUS (1. Software-Endschalter plus)
MD36120 POS_LIMIT_MINUS2 (2. Software-Endschalter minus)
MD36130 POS_LIMIT_PLUS2 (2. Software-Endschalter plus)
Achsüberwachung (A3) 2.4 Überwachung von statischen Begrenzungen
Drehen, Fräsen, Nibbeln 52 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Wirksamkeit ● Die SW-Endschalterüberwachung ist in allen Betriebsarten nach Referenzpunktfahren
wirksam.
● Die Position der SW-Endschalter kann angefahren werden.
● Der 2. Software-Endschalter ist über das Nahtstellensignal "2. Software-Endschalter plus/minus" (V380x 1000.3 bzw. .2) von der PLC aktivierbar. Die Änderung wird sofort wirksam. Der 1. Software-Endschalter plus/minus ist damit unwirksam.
● Die SW-Endschalterüberwachung ist nicht wirksam bei endlosdrehenden Rundachsen, d. h. wenn MD30310 ROT_IS_MODULO = 1. (Modulowandlung für Rundachse und Spindel)
Auswirkung/Reaktionen Je nach Betriebsart erfolgen unterschiedliche Reaktionen auf eine versuchte SW-Endschalterüberschreitung:
AUTO, MDA:
● Der Satz, der die Software-Endschalter verletzen würde, wird nicht begonnen. Der vorhergehende Satz wird noch ordnungsgemäß beendet.
● Die Programmbearbeitung wird abgebrochen.
● Es wird der Alarm 10720 "Software-Endschalter + bzw. -" gemeldet.
JOG:
● Die Achse kommt auf der SW-Endschalterposition zum Stehen.
● Es wird der Alarm 10621 "Achse steht auf Software-Endschalter + bzw. -" gemeldet.
● Die Richtungstasten in Anfahrrichtung werden gesperrt.
Hinweis Umschaltung des Software-Endschalters:
Falls die aktuelle Position nach dem Umschalten hinter dem neuen Software-Endschalter liegt, wird die Achse mit der maximal zulässigen achsialen Beschleunigung abgebremst. Steht eine Achse in einem interpolatorischen Zusammenhang mit anderen Achsen, so werden auch diese abgebremst. Es kann eine Konturverletzung entstehen.
Abhilfe ● Reset geben
● In Gegenrichtung wegfahren (im JOG-Betrieb)
● Programm korrigieren
Achsüberwachung (A3) 2.4 Überwachung von statischen Begrenzungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 53
2.4.3 Arbeitsfeldbegrenzung
Funktion Arbeitsfeldbegrenzungen beschreiben den Bereich, in dem eine Bearbeitung erfolgen kann. Mit ihnen kann der Anwender den Verfahrbereich der Achsen zusätzlich zu den Endschaltern einschränken.
Literatur:
/BP_/ Bedienen und Programmieren
Überwacht wird, ob sich die Werkzeugspitze P innerhalb des geschützten Arbeitsraumes befindet. Der in die Arbeitsfeldbegrenzung eingegebene Wert ist die letzte zulässige Position für die Achse.
Über das MD21020 WORKAREA_WITH_TOOL_RADIUS (Berücksichtigung des Werkzeugradius bei Arbeitsfeldbegrenzung) kann bestimmt werden, ob der Werkzeugradius bei der Überwachung berücksichtigt wird.
Je Achse ist ein Wertepaar (minus/plus) zur Beschreibung des geschützten Arbeitsraumes möglich.
Arbeitsfeldbegrenzung vorgeben Die Arbeitsfeldbegrenzung kann auf zwei Arten vorgegeben bzw. verändert werden:
● Über die Bedientafel im Bedienbereich "Parameter" mit den folgenden Settingdaten:
SD43430 WORKAREA_LIMIT_MINUS (Arbeitsfeldbegrenzung minus)
SD43420 WORKAREA_LIMIT_PLUS (Arbeitsfeldbegrenzung plus)
Änderungen sind im Automatikbetrieb nur im Reset-Zustand möglich und wirken dann sofort. Im Jog-Betrieb sind Änderungen immer möglich, wirken aber erst zum Beginn einer neuen Bewegung.
● Im Programm mit G25/G26. Änderungen sind sofort wirksam.
Eine programmierte Begrenzung hat Vorrang, sie überschreibt den im Settingdatum eingetragenen Wert und bleibt nach RESET und Programmende erhalten.
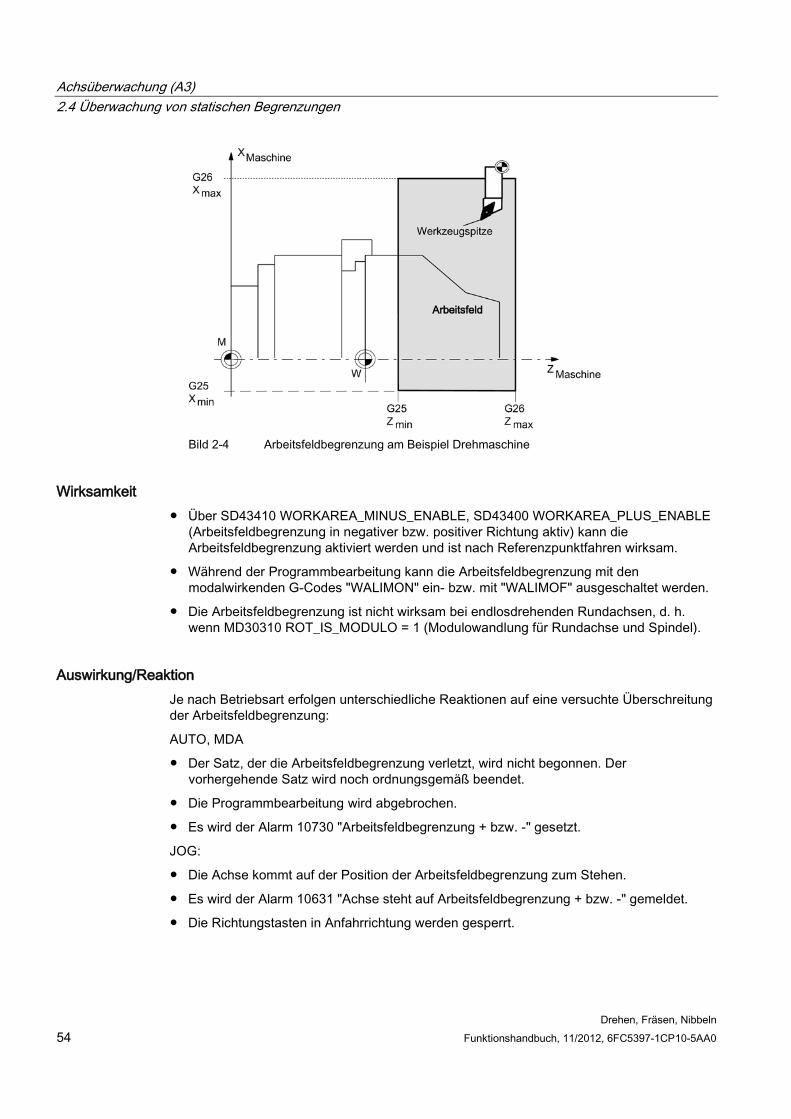
Achsüberwachung (A3) 2.4 Überwachung von statischen Begrenzungen
Drehen, Fräsen, Nibbeln 54 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 2-4 Arbeitsfeldbegrenzung am Beispiel Drehmaschine
Wirksamkeit ● Über SD43410 WORKAREA_MINUS_ENABLE, SD43400 WORKAREA_PLUS_ENABLE
(Arbeitsfeldbegrenzung in negativer bzw. positiver Richtung aktiv) kann die Arbeitsfeldbegrenzung aktiviert werden und ist nach Referenzpunktfahren wirksam.
● Während der Programmbearbeitung kann die Arbeitsfeldbegrenzung mit den modalwirkenden G-Codes "WALIMON" ein- bzw. mit "WALIMOF" ausgeschaltet werden.
● Die Arbeitsfeldbegrenzung ist nicht wirksam bei endlosdrehenden Rundachsen, d. h. wenn MD30310 ROT_IS_MODULO = 1 (Modulowandlung für Rundachse und Spindel).
Auswirkung/Reaktion Je nach Betriebsart erfolgen unterschiedliche Reaktionen auf eine versuchte Überschreitung der Arbeitsfeldbegrenzung:
AUTO, MDA
● Der Satz, der die Arbeitsfeldbegrenzung verletzt, wird nicht begonnen. Der vorhergehende Satz wird noch ordnungsgemäß beendet.
● Die Programmbearbeitung wird abgebrochen.
● Es wird der Alarm 10730 "Arbeitsfeldbegrenzung + bzw. -" gesetzt.
JOG:
● Die Achse kommt auf der Position der Arbeitsfeldbegrenzung zum Stehen.
● Es wird der Alarm 10631 "Achse steht auf Arbeitsfeldbegrenzung + bzw. -" gemeldet.
● Die Richtungstasten in Anfahrrichtung werden gesperrt.
Achsüberwachung (A3) 2.5 Randbedingungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 55
Abhilfe ● Reset geben
● Kontrolle der Arbeitsfeldbegrenzung im Teileprogramm (G25/G26) bzw. in den Settingdaten
● In Gegenrichtung wegfahren (im JOG-Betrieb)
2.5 Randbedingungen Damit die Überwachungen richtig ansprechen, ist besonders auf die Korrektheit der folgenden Maschinendaten zu achten:
Allgemein:
● MD31030 LEADSCREW_PITCH (Steigung der Kugelrollspindel)
● Getriebeübersetzung (Lastgetriebe):
MD31050 DRIVE_AX_RATIO_DENOM(Nenner Lastgetriebe)
MD31060 DRIVE_AX_RATIO_NUMERA(Zähler Lastgetriebe)
Getriebeübersetzung (Geber), evt. bei Spindel:
MD31070 DRIVE_ENC_RATIO_DENOM (Nenner Messgetriebe)
MD31080 DRIVE_ENC_RATIO_NUMERA (Zähler Messgetriebe)
● MD32810 EQUIV_SPEEDCTRL_TIME
(Ersatzzeitkonstante Drehzahlregelkreis für Vorsteuerung)
● Geberauflösung
MD31020 ENC_RESOL[0] (Geberstriche pro Umdrehung)
Die zugehörigen Maschinendaten sind beschrieben im Kapitel "Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2)"
Nur für analoge Spindel:
● Verhältnis Ausgangsspannung / Ausgangsdrehzahl
MD32260 RATED_VELO (Nenn-Motordrehzahl)
MD32250 RATED_OUTVAL (Nenn-Ausgangsspannung)
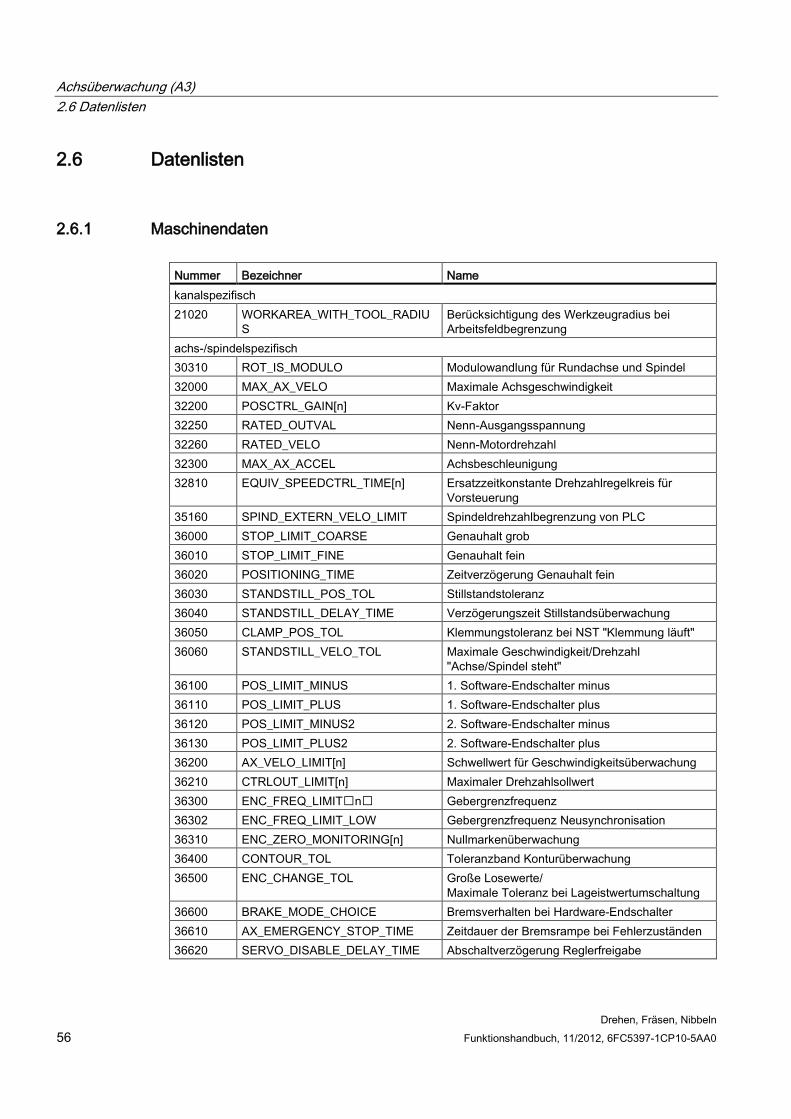
Achsüberwachung (A3) 2.6 Datenlisten
Drehen, Fräsen, Nibbeln 56 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
2.6 Datenlisten
2.6.1 Maschinendaten Nummer Bezeichner Name kanalspezifisch 21020 WORKAREA_WITH_TOOL_RADIU
S Berücksichtigung des Werkzeugradius bei Arbeitsfeldbegrenzung
achs-/spindelspezifisch 30310 ROT_IS_MODULO Modulowandlung für Rundachse und Spindel 32000 MAX_AX_VELO Maximale Achsgeschwindigkeit 32200 POSCTRL_GAIN[n] Kv-Faktor 32250 RATED_OUTVAL Nenn-Ausgangsspannung 32260 RATED_VELO Nenn-Motordrehzahl 32300 MAX_AX_ACCEL Achsbeschleunigung 32810 EQUIV_SPEEDCTRL_TIME[n] Ersatzzeitkonstante Drehzahlregelkreis für
Vorsteuerung 35160 SPIND_EXTERN_VELO_LIMIT Spindeldrehzahlbegrenzung von PLC 36000 STOP_LIMIT_COARSE Genauhalt grob 36010 STOP_LIMIT_FINE Genauhalt fein 36020 POSITIONING_TIME Zeitverzögerung Genauhalt fein 36030 STANDSTILL_POS_TOL Stillstandstoleranz 36040 STANDSTILL_DELAY_TIME Verzögerungszeit Stillstandsüberwachung 36050 CLAMP_POS_TOL Klemmungstoleranz bei NST "Klemmung läuft" 36060 STANDSTILL_VELO_TOL Maximale Geschwindigkeit/Drehzahl
"Achse/Spindel steht" 36100 POS_LIMIT_MINUS 1. Software-Endschalter minus 36110 POS_LIMIT_PLUS 1. Software-Endschalter plus 36120 POS_LIMIT_MINUS2 2. Software-Endschalter minus 36130 POS_LIMIT_PLUS2 2. Software-Endschalter plus 36200 AX_VELO_LIMIT[n] Schwellwert für Geschwindigkeitsüberwachung 36210 CTRLOUT_LIMIT[n] Maximaler Drehzahlsollwert 36300 ENC_FREQ_LIMITn Gebergrenzfrequenz 36302 ENC_FREQ_LIMIT_LOW Gebergrenzfrequenz Neusynchronisation 36310 ENC_ZERO_MONITORING[n] Nullmarkenüberwachung 36400 CONTOUR_TOL Toleranzband Konturüberwachung 36500 ENC_CHANGE_TOL Große Losewerte/
Maximale Toleranz bei Lageistwertumschaltung 36600 BRAKE_MODE_CHOICE Bremsverhalten bei Hardware-Endschalter 36610 AX_EMERGENCY_STOP_TIME Zeitdauer der Bremsrampe bei Fehlerzuständen 36620 SERVO_DISABLE_DELAY_TIME Abschaltverzögerung Reglerfreigabe
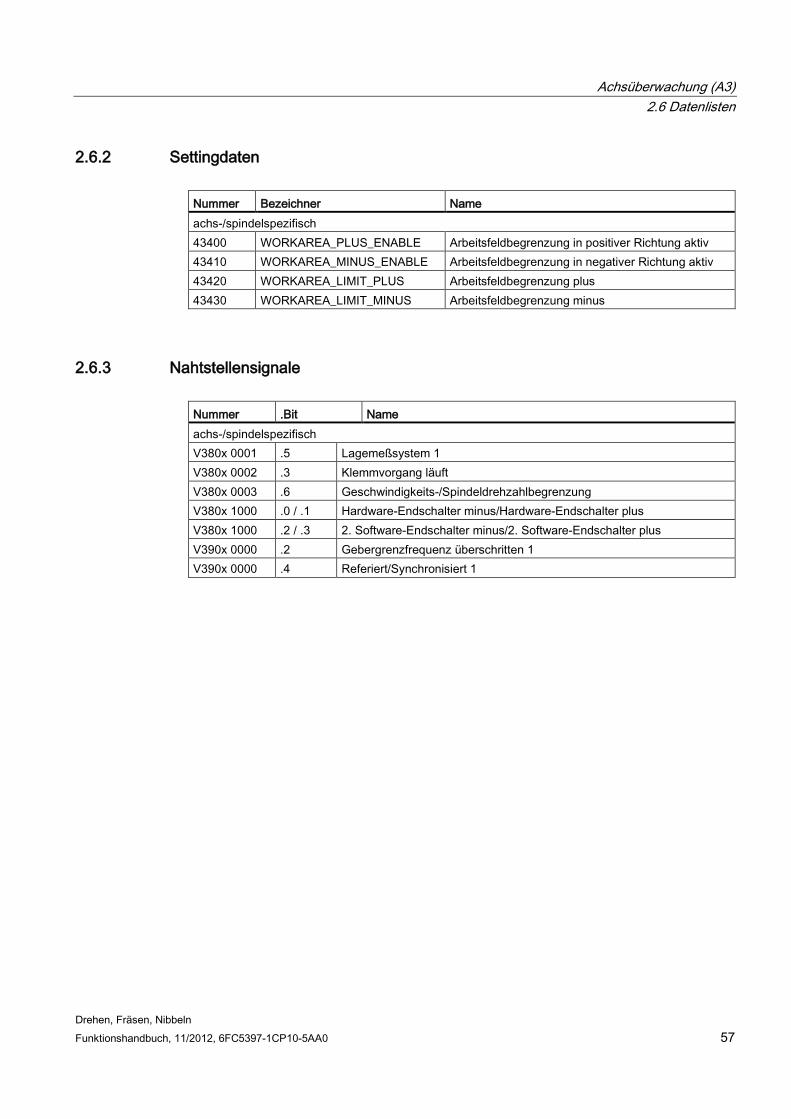
Achsüberwachung (A3) 2.6 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 57
2.6.2 Settingdaten Nummer Bezeichner Name achs-/spindelspezifisch 43400 WORKAREA_PLUS_ENABLE Arbeitsfeldbegrenzung in positiver Richtung aktiv 43410 WORKAREA_MINUS_ENABLE Arbeitsfeldbegrenzung in negativer Richtung aktiv 43420 WORKAREA_LIMIT_PLUS Arbeitsfeldbegrenzung plus 43430 WORKAREA_LIMIT_MINUS Arbeitsfeldbegrenzung minus
2.6.3 Nahtstellensignale Nummer .Bit Name achs-/spindelspezifisch V380x 0001 .5 Lagemeßsystem 1 V380x 0002 .3 Klemmvorgang läuft V380x 0003 .6 Geschwindigkeits-/Spindeldrehzahlbegrenzung V380x 1000 .0 / .1 Hardware-Endschalter minus/Hardware-Endschalter plus V380x 1000 .2 / .3 2. Software-Endschalter minus/2. Software-Endschalter plus V390x 0000 .2 Gebergrenzfrequenz überschritten 1 V390x 0000 .4 Referiert/Synchronisiert 1

Achsüberwachung (A3) 2.6 Datenlisten
Drehen, Fräsen, Nibbeln 58 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 59
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3 3.1 Kurzbeschreibung
Für die Bahnsteuerung arbeitet die CNC ein Teileprogramm satzweise nacheinander ab. Erst wenn die Funktionen des momentan bearbeiteten Satzes ausgeführt worden sind, wird der nächste Satz bearbeitet. Unterschiedliche Anforderungen an das Bearbeiten oder Positionieren erfordern verschiedene Satzwechselkriterien. An den Satzgrenzen gibt es zwei Verhaltensweisen für die Bahnachsen.
Die erste Art "Genauhalt" bedeutet, dass alle Bahnachsen die vorgegebene Zielposition in Abhängigkeit von einem Genauhaltkriterium erreicht haben müssen, bevor der nächste Satzwechsel eingeleitet wird. Um das Kriterium erfüllen zu können, müssen die Bahnachsen mit jedem Satzwechsel die Bahngeschwindigkeit reduzieren, was aber eine Verzögerung des Satzwechsels bedeutet.
Mit der zweiten Art, dem "Bahnsteuerbetrieb", wird an der Satzgrenze versucht ein Abbremsen der Bahngeschwindigkeit zu vermeiden, um mit möglichst gleicher Bahngeschwindigkeit in den nächsten Satz zu wechseln.
"LookAhead" ist ein Verfahren im Bahnsteuerbetrieb, welches für mehrere NC-Teileprogrammsätze eine vorausschauende Geschwindigkeitsführung ermittelt.
3.2 Allgemeines Maschinenachsen, die im interpolatorischen Zusammenhang stehen, sollen das gleiche dynamische Verhalten haben, d. h. bei gleicher Geschwindigkeit muss gleicher Schleppabstand auftreten.
Bahnachsen sind alle Bearbeitungsachsen, die von einem Interpolator, der die Bahnpunkte ermittelt, so geführt werden, dass
● alle beteiligten Achsen gleichzeitig starten.
● jeder der beteiligten Achsen im richtigen Geschwindigkeitsverhältnis verfährt.
● alle Achsen die programmierte Zielposition zum gleichen Zeitpunkt erreichen.
Die Beschleunigungen der einzelnen Achsen können abhängig von der Bahn, z. B. Kreis, unterschiedlich sein.
Bahnachsen können Geometrieachsen sowie Zusatzachsen (z. B.: Werkstückdrehachsen, die an der Werkstückbearbeitung mit beteiligt sind) sein.
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.3 Genauhalt
Drehen, Fräsen, Nibbeln 60 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Geschwindigkeit bei nulltaktigen Sätzen Als nulltaktige Sätze werden Sätze bezeichnet, deren Weglänge kürzer ist als der Weg, der anhand des programmierten Sollvorschubes und des Interpolatortaktes (Zeit) zurückgelegt werden kann. Aus Genauigkeitsgründen wird die Geschwindigkeit soweit herabgesetzt, dass für den Weg mindestens ein Interpolatortakt benötigt wird. Die Geschwindigkeit ist somit gleich oder kleiner dem Quotienten aus Weglänge des Satzes und dem IPO-Takt.
Anhalten zum Synchronisieren Unabhängig davon, ob Genauhalt oder Bahnsteuerbetrieb angewählt ist, kann der Satzwechsel durch Synchronisationsvorgänge verzögert werden und damit ein Anhalten der Bahnachsen bewirken. Im Genauhalt-Mode werden die Bahnachsen am Endpunkt des aktuellen Satzes angehalten. Im Bahnsteuerbetrieb werden die Bahnachsen in dieser Situation an dem nächstliegenden Satzendpunkt angehalten, auf dem sie unter Wahrung ihrer Beschleunigungsgrenzen abgebremst werden können. Zur Synchronisation wird angehalten
● bei PLC-Quittierung.
Ist bei einer Hilfsfunktion, die vor bzw. nach Bewegungsende ausgegeben wird, die Quittierung durch die PLC erforderlich, so wird am Satzende angehalten.
● bei ausbleibenden Folgesätzen.
Können Folgesätze nicht ausreichend schnell aufbereitet werden (z. B.: "Abarbeiten von Extern"), so wird an der letzten anfahrbaren Satzgrenze angehalten.
● bei Zwischenspeicher leeren.
Ist im NC-Teileprogramm gefordert, dass der Vorlauf mit dem Hauptlauf synchronisiert werden soll (Zwischenspeicher leeren, z. B. STOPRE), so wird damit implizit eine satzbezogene Geschwindigkeitsreduzierung bzw. ein Genauhalt verbunden.
Beim Anhalten zur Synchronisation treten keine Konturfehler auf. Das Anhalten ist aber besonders im Bahnsteuerbetrieb unerwünscht, da ein Freischneiden auftreten kann.
3.3 Genauhalt Mit der Funktion Genauhalt (G60, G9) wird das Einlaufen der Bahnachsen in den programmierten Satzendpunkt abgewartet. Haben alle Bahnachsen das Genauhaltkriterium erreicht, so erfolgt der Satzwechsel. Die Geschwindigkeit am Satzübergang ist nahezu null.
Dies bedeutet:
● Die Bahnachsen erreichen im Satzendpunkt ohne Überschwingen quasi Stillstand.
● Durch die Wartezeit für das Erreichen des Genauhaltkriteriums wird die Bearbeitungszeit verlängert.
● Durch die Wartezeit für das Erreichen der Genauhaltkriteriums kann Freischneiden auftreten.
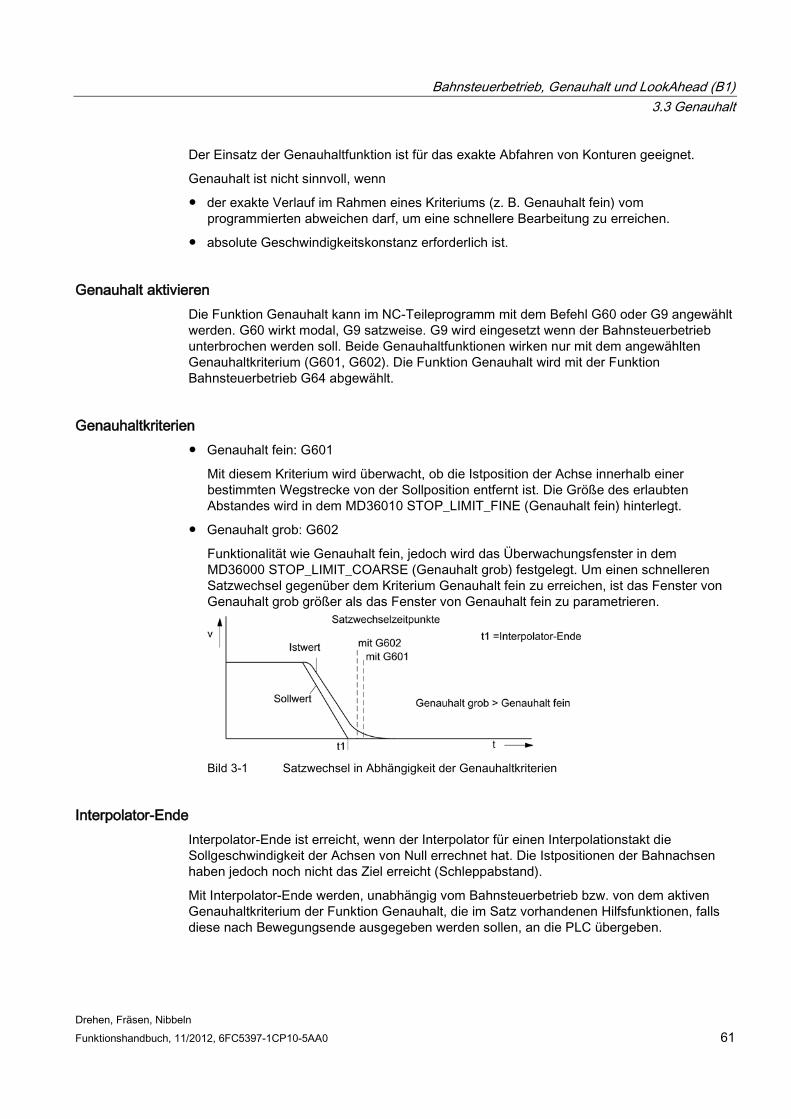
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.3 Genauhalt
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 61
Der Einsatz der Genauhaltfunktion ist für das exakte Abfahren von Konturen geeignet.
Genauhalt ist nicht sinnvoll, wenn
● der exakte Verlauf im Rahmen eines Kriteriums (z. B. Genauhalt fein) vom programmierten abweichen darf, um eine schnellere Bearbeitung zu erreichen.
● absolute Geschwindigkeitskonstanz erforderlich ist.
Genauhalt aktivieren Die Funktion Genauhalt kann im NC-Teileprogramm mit dem Befehl G60 oder G9 angewählt werden. G60 wirkt modal, G9 satzweise. G9 wird eingesetzt wenn der Bahnsteuerbetrieb unterbrochen werden soll. Beide Genauhaltfunktionen wirken nur mit dem angewählten Genauhaltkriterium (G601, G602). Die Funktion Genauhalt wird mit der Funktion Bahnsteuerbetrieb G64 abgewählt.
Genauhaltkriterien ● Genauhalt fein: G601
Mit diesem Kriterium wird überwacht, ob die Istposition der Achse innerhalb einer bestimmten Wegstrecke von der Sollposition entfernt ist. Die Größe des erlaubten Abstandes wird in dem MD36010 STOP_LIMIT_FINE (Genauhalt fein) hinterlegt.
● Genauhalt grob: G602
Funktionalität wie Genauhalt fein, jedoch wird das Überwachungsfenster in dem MD36000 STOP_LIMIT_COARSE (Genauhalt grob) festgelegt. Um einen schnelleren Satzwechsel gegenüber dem Kriterium Genauhalt fein zu erreichen, ist das Fenster von Genauhalt grob größer als das Fenster von Genauhalt fein zu parametrieren.
Bild 3-1 Satzwechsel in Abhängigkeit der Genauhaltkriterien
Interpolator-Ende Interpolator-Ende ist erreicht, wenn der Interpolator für einen Interpolationstakt die Sollgeschwindigkeit der Achsen von Null errechnet hat. Die Istpositionen der Bahnachsen haben jedoch noch nicht das Ziel erreicht (Schleppabstand).
Mit Interpolator-Ende werden, unabhängig vom Bahnsteuerbetrieb bzw. von dem aktiven Genauhaltkriterium der Funktion Genauhalt, die im Satz vorhandenen Hilfsfunktionen, falls diese nach Bewegungsende ausgegeben werden sollen, an die PLC übergeben.
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.4 Bahnsteuerbetrieb
Drehen, Fräsen, Nibbeln 62 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
3.4 Bahnsteuerbetrieb
3.4.1 Allgemeines Im Bahnsteuerbetrieb wird die Bahngeschwindigkeit am Satzende zum Satzwechsel nicht auf eine Geschwindigkeit abgebremst, die ein Erreichen des Genauhaltkriteriums ermöglicht. Ziel ist es, ein größeres Abbremsen der Bahnachsen am Satzwechselpunkt zu vermeiden, um mit möglichst gleicher Bahngeschwindigkeit in den nächsten Satz zu wechseln. Um dieses Ziel zu erreichen wird mit Anwahl des Bahnsteuerbetriebes (G64) zusätzlich die Funktion LookAhead aktiviert.
Bahnsteuerbetrieb bewirkt:
● Eine Verrundung der Kontur.
● Kürzere Bearbeitungszeiten durch fehlende Brems- und Beschleunigungsvorgänge, die für das Erreichen des Genauhaltkriteriums benötigt werden.
● Bessere Schnittbedingungen durch den gleichmäßigeren Geschwindigkeitsverlauf.
Bahnsteuerbetrieb ist sinnvoll, wenn eine Kontur möglichst zügig abgefahren werden soll.
Bahnsteuerbetrieb ist nicht sinnvoll, wenn:
● eine Kontur exakt abgefahren werden soll.
● absolute Geschwindigkeitskonstanz erforderlich ist.
Impliziter Genauhalt In einigen Fällen muss im Bahnsteuerbetrieb ein Genauhalt erzeugt werden um Folgeaktionen ausführen zu können. In diesen Situationen wird die Bahngeschwindigkeit zu Null abgebremst.
● Werden Hilfsfunktionen vor der Verfahrbewegung ausgegeben, so wird der vorhergehende Satz erst mit dem Erreichen des angewählten Genauhaltkriteriums beendet.
● Werden Hilfsfunktionen nach der Verfahrbewegung ausgegeben, so werden diese nach Interpolator-Ende des Satzes ausgegeben.
● Enthält ein ausführbarer Satz keine Verfahrinformation für die Bahnachsen, so wird der vorhergehende Satz mit dem Erreichen des angewählten Genauhaltkriteriums beendet.
● Ein Satz wird mit Interpolator-Ende beendet, falls im Folgesatz die Umschaltung des Beschleunigungsprofils BRISK/SOFT erfolgt.
● Wird im Teileprogramm die Funktion "Zwischenspeicher leeren" (STOPRE) programmiert, so wird der vorhergehende Satz mit dem Erreichen des angewählten Genauhaltkriteriums beendet.
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.4 Bahnsteuerbetrieb
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 63
Geschwindigkeit = 0 im Bahnsteuerbetrieb Unabhängig vom impliziten Genauhalt wird die Bahnbewegung am Satzende auf Geschwindigkeit Null abgebremst, wenn:
● die Zeit für die Positionierung einer Spindel mit SPOS länger dauert, wie die Verfahrzeit der Bahnachsen. Der Satzwechsel erfolgt mit Erreichen des "Genauhalt fein" der positionierenden Spindel.
● eine Synchronisation erforderlich wird (siehe Kapitel "Allgemeines").
Hilfsfunktionsausgabe während dem Verfahren Ist die Verfahrzeit aufgrund der programmierten Weglänge und Geschwindigkeit des Satzes mit Hilfsfunktionsausgabe nicht ausreichend, so wird die Bahngeschwindigkeit für den Satz vorausschauend so reduziert, dass die Quittierung der Hilfsfunktion innerhalb einer PLC-Zykluszeit eintreffen kann.
Erfolgt die Quittierung nicht innerhalb einer PLC-Zykluszeit, so kann der folgende aufbereitete Satz nicht weiter bearbeitet werden und die Achsen werden mit der Sollwertvorgabe = 0 (ohne Berücksichtigung der Beschleunigungsgrenzen) sofort zum Stillstand gebracht.
Sollte auch in langen Sätzen, in denen die Geschwindigkeit wegen der PLC-Quittierungszeit nicht reduziert werden musste, die Quittierung bis zum Satzende nicht erfolgen, so wird bis zum Satzende die Geschwindigkeit beibehalten und wie zuvor beschrieben reduziert.
Trifft die Quittierung während des Bremsvorganges ein, wird nicht mehr auf die gewünschte Geschwindigkeit beschleunigt.
3.4.2 Geschwindigkeitsabsenkung gemäß Überlastfaktor
Funktion Diese Funktion senkt im Bahnsteuerbetrieb die Bahngeschwindigkeit soweit ab, dass unter Wahrung der Beschleunigungsgrenze und unter Berücksichtigung eines Überlastfaktors der nichttangentiale Satzübergang in einem Interpolatortakt überfahren werden kann. Mit der Geschwindigkeitsabsenkung werden, bei nichttangentialem Konturverlauf am Satzübergang, achsspezifische Geschwindigkeitssprünge erzeugt. Mit dem Geschwindigkeitssprung wird vermieden, dass die Bahngeschwindigkeit zu Null abgesenkt wird. Der Sprung wird dann ausgeführt, wenn die axiale Geschwindigkeit mit der Achsbeschleunigung auf eine Geschwindigkeit reduziert wurde, ab der dann mit dem Sprung auf den neuen Sollwert gelangt werden kann.
Die Sprunghöhe des Sollwertes kann mittels des Kriteriums Überlastfaktor begrenzt werden. Da die Sprunghöhe achsbezogen ist, wird am Satzübergang die kleinste Sprunghöhe der beim Satzwechsel aktiven Bahnachsen berücksichtigt. Bei nahezu tangentialem Satzübergang wird die Bahngeschwindigkeit nicht abgesenkt, falls die zulässigen Achsbeschleunigungen nicht überschritten werden. Damit wird erreicht, dass sehr kleine Knicke in der Kontur direkt überfahren werden.
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.4 Bahnsteuerbetrieb
Drehen, Fräsen, Nibbeln 64 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Überlastfaktor Der Überlastfaktor begrenzt den Geschwindigkeitssprung der Maschinenachse am Satzübergang. Damit der Geschwindigkeitssprung die Achsbelastbarkeit nicht überschreitet, wird der Sprung aus der Beschleunigung der Achse abgeleitet. Der Überlastfaktor gibt an, um welches Maß die Beschleunigung der Maschinenachse, welche im MD32300 MAX_AX_ACCEL (Achsbeschleunigung) hinterlegt ist, für einen IPO-Takt überschritten werden darf.
Der Geschwindigkeitshub ist das Produkt aus:
Achsbeschleunigung * (Überlastfaktor -1) * Interpolator-Takt. Der Überlastfaktor ist 1,2.
Faktor 1,0 bedeutet, dass nur tangentiale Übergänge mit endlicher Geschwindigkeit überfahren werden können. Bei allen anderen Übergängen wird sollwertseitig auf Geschwindigkeit Null abgebremst.
An- und Abwahl der Geschwindigkeitsabsenkung Die modale Anwahl vom Bahnsteuerbetrieb mit Geschwindigkeitsabsenkung gemäß Überlastfaktor kann in jedem NC-Teileprogrammsatz durch den Programmcode G64 erfolgen (BRISK aktiv, nicht SOFT).
Der Bahnsteuerbetrieb G64 kann mit Anwahl von
● Genauhalt G9 satzweise unterbrochen werden.
● Genauhalt G60 abgewählt werden.
3.4.3 Geschwindigkeitsabsenkung zur Ruckbegrenzung auf der Bahn
Einführung Mit der Ruckbegrenzung auf der Bahn wird eine weitere Methode zur Beeinflussung des Bahnsteuerbetriebes eingeführt. Während "Geschwindigkeitsabsenkung gemäß Überlastfaktor" die Geschwindigkeitsänderung begrenzt, werden von der hier beschriebenen "Ruckbegrenzung auf der Bahn" Beschleunigungsänderungen (Rucke) begrenzt.
Bei Konturzügen aus Teilstücken (z. B. Kreis - Geraden-Übergang) treten im Bahnsteuerbetrieb am Satzübergang Beschleunigungssprünge auf.
Verminderung der Rucke Durch Absenkung der Bahngeschwindigkeit an Satzübergängen mit unterschiedlich gekrümmten Bahnstücken lassen sich Rucke verringern. Zwischen den Konturstücken wird ein weicherer Übergang erzielt.
Ruckgrenze Der Anwender legt den maximalen Ruck, der an einer Bahnachse bei einem Satzübergang auftreten darf, mit dem MD32432 PATH_TRANS_JERK_LIM (Maximaler achsspezifischer Ruck einer Bahnachse am Satzübergang) fest.
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.4 Bahnsteuerbetrieb
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 65
Aktivierung Die Ruckbegrenzung an Satzübergängen wird aktiv, wenn Bahnsteuerbetrieb mit G64 und Beschleunigungsverhalten SOFTprogrammiert sind. Das MD32432 PATH_TRANS_JERK_LIM muss dabei einen positiven Wert enthalten.
3.4.4 Maschinenachsenspezifische Ruckbegrenzung
Funktion Über das achsspezifische Maschinendatum MD32431 MAX_AX_JERK kann die Beschleunigungsänderung je Maschinenachse getrennt eingestellt werden, so wie das für die Beschleunigungsbegrenzung über das Maschinendatum MD32300 MAX_AX_ACCEL bereits der Fall ist.
MD32431 MAX_AX_JERK wirkt auf die Achsen, die von der Bahn interpoliert werden sofern SOFT (ruckfreier Beschleunigungsverlauf) aktiv ist innerhalb eines Satzes.
Grundsätzlich wird zwischen dem Achsbeschleunigungsverlauf innerhalb eines Satzes und am Übergang zwischen zwei Sätzen unterschieden.
Vorteile Achsspezifische Maschinendaten für die Bahn zu verwenden hat folgende Vorteile:
● Die Dynamik der Achsen wird in der Interpolation unmittelbar berücksichtigt und kann somit für jede Achse einzeln voll ausgenutzt werden.
● Die Begrenzung des Rucks pro Achse wird nicht nur in Linearsätzen, sondern auch in gekrümmten Konturen eingehalten.
Näheres zum Thema "Ruckbegrenzung" entnehmen Sie bitte dem Kapitel "Beschleunigung (B2)".
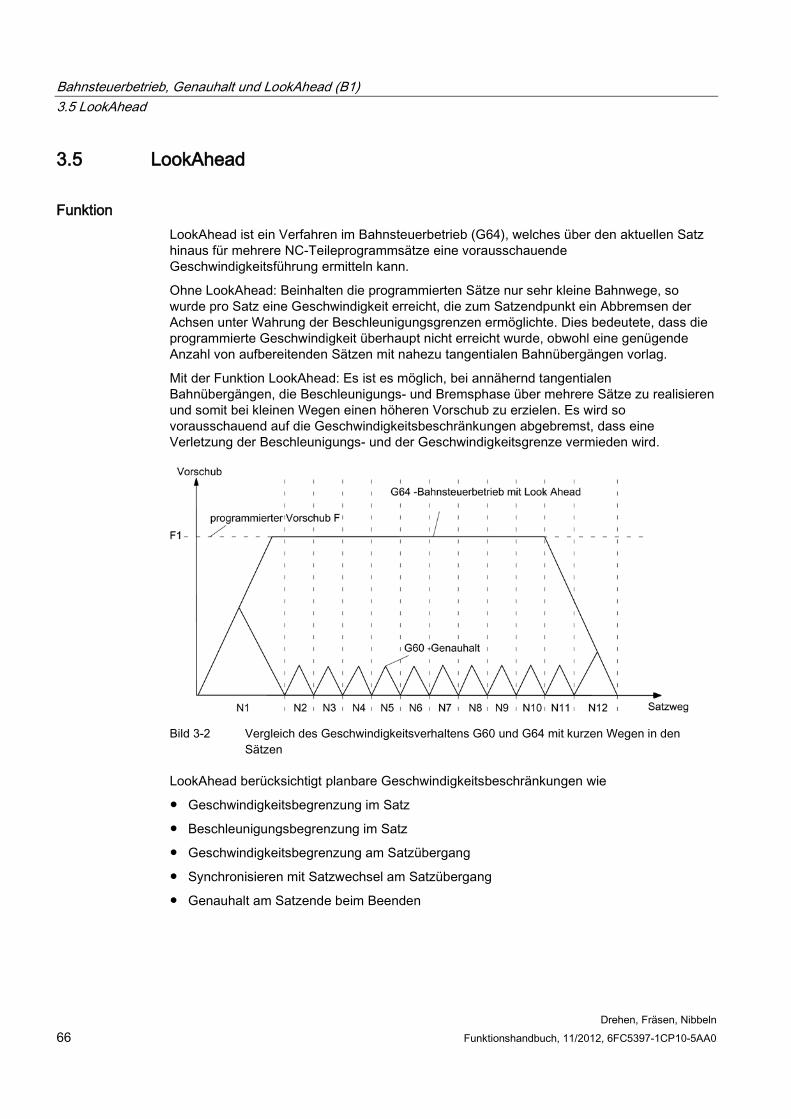
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.5 LookAhead
Drehen, Fräsen, Nibbeln 66 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
3.5 LookAhead
Funktion LookAhead ist ein Verfahren im Bahnsteuerbetrieb (G64), welches über den aktuellen Satz hinaus für mehrere NC-Teileprogrammsätze eine vorausschauende Geschwindigkeitsführung ermitteln kann.
Ohne LookAhead: Beinhalten die programmierten Sätze nur sehr kleine Bahnwege, so wurde pro Satz eine Geschwindigkeit erreicht, die zum Satzendpunkt ein Abbremsen der Achsen unter Wahrung der Beschleunigungsgrenzen ermöglichte. Dies bedeutete, dass die programmierte Geschwindigkeit überhaupt nicht erreicht wurde, obwohl eine genügende Anzahl von aufbereitenden Sätzen mit nahezu tangentialen Bahnübergängen vorlag.
Mit der Funktion LookAhead: Es ist es möglich, bei annähernd tangentialen Bahnübergängen, die Beschleunigungs- und Bremsphase über mehrere Sätze zu realisieren und somit bei kleinen Wegen einen höheren Vorschub zu erzielen. Es wird so vorausschauend auf die Geschwindigkeitsbeschränkungen abgebremst, dass eine Verletzung der Beschleunigungs- und der Geschwindigkeitsgrenze vermieden wird.
Bild 3-2 Vergleich des Geschwindigkeitsverhaltens G60 und G64 mit kurzen Wegen in den
Sätzen
LookAhead berücksichtigt planbare Geschwindigkeitsbeschränkungen wie
● Geschwindigkeitsbegrenzung im Satz
● Beschleunigungsbegrenzung im Satz
● Geschwindigkeitsbegrenzung am Satzübergang
● Synchronisieren mit Satzwechsel am Satzübergang
● Genauhalt am Satzende beim Beenden
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.5 LookAhead
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 67
Wirkungsweise Die Funktionalität LookAhead ist nur für die Bahnachsen und nicht für die Spindel verfügbar.
Aus Sicherheitsgründen wird die Geschwindigkeit an jedem Satzende des letzten vorbereiteten Satzes zunächst zu 0 angenommen, da der anschließende Satz sehr klein oder ein Genauhaltsatz sein könnte und die Achsen zum Satzendpunkt Stillstand erreicht haben sollen. Bei einer Folge von Sätzen mit hoher Sollgeschwindigkeit und sehr kurzen Wegstrecken, kann in den einzelnen Sätzen die Geschwindigkeit, abhängig vom aktuellen vorausgeschauten Geschwindigkeitswert, erhöht werden um die geforderte Sollgeschwindigkeit zu erreichen und anschließend wieder reduziert werden, damit die Geschwindigkeit am Satzendpunkt des letzten vorausschauenden Folgesatz 0 werden kann. Man erhält dadurch ein sägezahnförmiges Geschwindigkeitsprofil, welches durch herabsetzen der Sollgeschwindigkeit bei der vorausschauenden Satzanzahl (fest eingestellt) vermieden werden kann.
Geschwindigkeitsprofile Neben den festen planbaren Geschwindigkeitsbegrenzungen kann LookAhead zusätzlich auch die programmierte Geschwindigkeit mit einbeziehen. Damit ist es möglich, über den aktuellen Satz hinaus vorausschauend die geringere Geschwindigkeit zu erreichen.
Folgesatzgeschwindigkeit Ein mögliches Geschwindigkeitsprofil enthält die Ermittlung der Folgesatzgeschwindigkeit. Anhand von Informationen aus dem aktuellen und dem folgenden NC-Satz wird ein Geschwindigkeitsprofil berechnet, aus dem wiederum die erforderlichen Geschwindigkeitsreduzierungen für den aktuellen Override abgeleitet werden. Der ermittelte Maximalwert des Geschwindigkeitsprofils wird durch die maximale Bahngeschwindigkeit begrenzt.
Mit dieser Funktion ist es möglich, overrideberücksichtigend im aktuellen Satz eine Geschwindigkeitsreduzierung zu starten, so dass zu Beginn des Folgesatzes dessen geringere Geschwindigkeit erreicht sein kann. Dauert die Reduzierung der Geschwindigkeit länger als die Verfahrzeit des aktuellen Satzes, so wird im Folgesatz die Geschwindigkeit weiter verringert. Die Geschwindigkeitsführung wird immer nur für den Folgesatz berücksichtigt.
An- und Abwahl von LookAhead Mit Anwahl des Bahnsteuerbetriebs G64 wird LookAhead angewählt und mit G60/G9 abgewählt/unterbrochen.
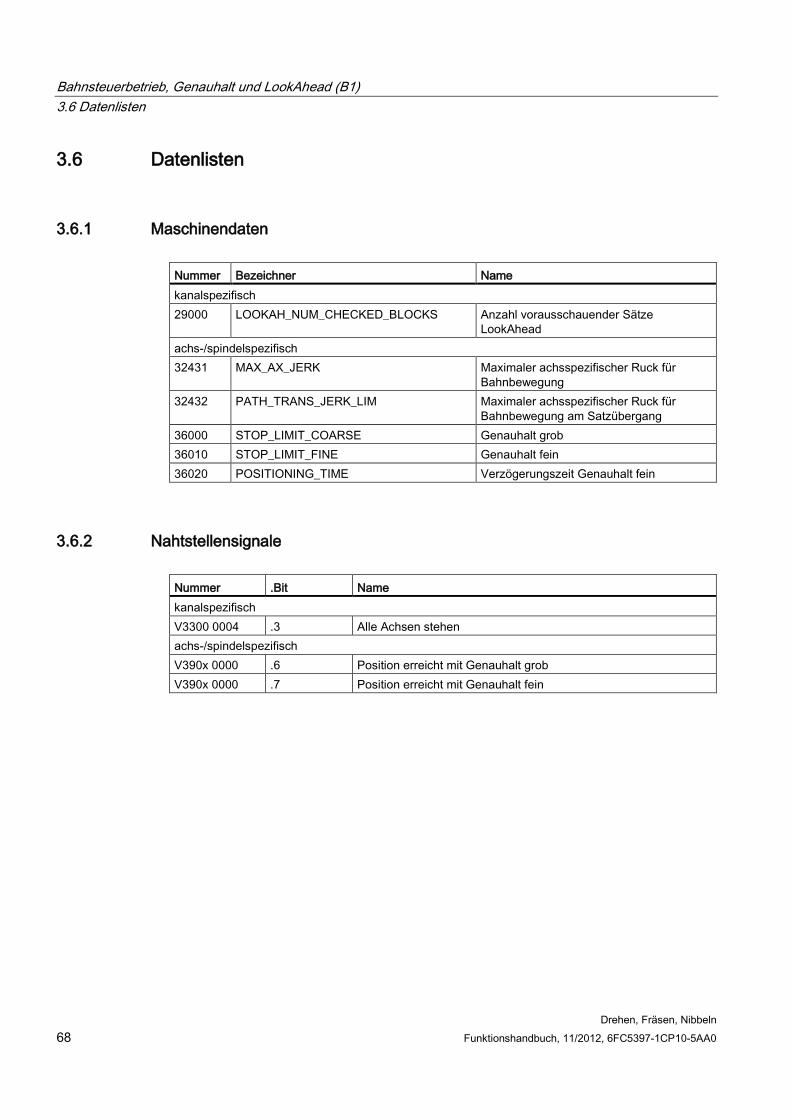
Bahnsteuerbetrieb, Genauhalt und LookAhead (B1) 3.6 Datenlisten
Drehen, Fräsen, Nibbeln 68 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
3.6 Datenlisten
3.6.1 Maschinendaten Nummer Bezeichner Name kanalspezifisch 29000 LOOKAH_NUM_CHECKED_BLOCKS Anzahl vorausschauender Sätze
LookAhead achs-/spindelspezifisch 32431 MAX_AX_JERK Maximaler achsspezifischer Ruck für
Bahnbewegung 32432 PATH_TRANS_JERK_LIM Maximaler achsspezifischer Ruck für
Bahnbewegung am Satzübergang 36000 STOP_LIMIT_COARSE Genauhalt grob 36010 STOP_LIMIT_FINE Genauhalt fein 36020 POSITIONING_TIME Verzögerungszeit Genauhalt fein
3.6.2 Nahtstellensignale Nummer .Bit Name kanalspezifisch V3300 0004 .3 Alle Achsen stehen achs-/spindelspezifisch V390x 0000 .6 Position erreicht mit Genauhalt grob V390x 0000 .7 Position erreicht mit Genauhalt fein
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 69
Beschleunigung (B2) 4 4.1 Beschleunigungsprofile
Sprungförmige Beschleunigung Bei der üblich verwendeten v/t-linearen Geschwindigkeitsführung einer Achse wird die Bewegung so geführt, dass sich die Beschleunigung sprungförmig über die Zeit ändert. Mit dem unstetigen, sprungförmigen Beschleunigungsverhalten ist ein ruckfreies Anfahren und Abbremsen der Achsen nicht möglich, es ist damit aber ein zeitoptimales Geschwindigkeits/Zeit-Profil realisierbar.
Ruckbegrenzte Beschleunigung Der Ruck ist die Änderung der Beschleunigung über der Zeit. Bei ruckbegrenzter Beschleunigung wird die maximale Beschleunigung nicht sprungförmig sondern über eine Rampe vorgegeben. Durch den weicheren Beschleunigungsverlauf verlängert sich bei gleicher Strecke, Geschwindigkeit und Beschleunigung die Verfahrzeit gegenüber sprungförmiger Beschleunigung. Dieser Zeitverlust kann eventuell durch eine höhere einstellbare Beschleunigung der Achsen kompensiert werden.
Jedoch folgende Vorteile:
● Schonung der Maschinenmechanik
● Verringerung der Anregung hochfrequenter, schlecht regelbarer Schwingungen der Maschine.
4.2 Ruckbegrenzung auf Interpolatorebene
An- und Abwahl der ruckbegrenzten Beschleunigung Über das MD32431 MAX_AX_JERK (Maximaler achsspezifischer Ruck bei Bahnbewegung) kann die Beschleunigungsänderung je Maschinenachse individuell begrenzt werden. Es wirkt für die Achsen, die von der Bahn interpoliert werden sofern SOFT aktiv ist. Die Ruckbegrenzung erfolgt ausschließlich auf Interpolatorebene.
Die ruckbegrenzte Beschleunigung wird aktiviert durch:
die Programmierung von SOFT im Teileprogramm. SOFT wirkt modal und bewirkt die Abwahl des sprungförmigen Beschleunigungprofils (BRISK). Wird SOFT mit Bahnachsen in einem Satz programmiert, so wird der vorhergehende Satz mit Genauhalt beendet.
Die ruckbegrenzte Beschleunigung (SOFT) wird unwirksam durch:
Beschleunigung (B2) 4.3 Ruckbegrenzung in BA JOG
Drehen, Fräsen, Nibbeln 70 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
die Programmierung von BRISK im Teileprogramm. BRISK wirkt modal. Werden Bahnachsen mit BRISK in einem Satz programmiert, so wird der vorhergehende Satz mit Genauhalt beendet. Mit BRISK wird das sprunghafte Beschleunigungsprofil der v/t-linearen Geschwindigkeitsführung aktiviert.
Wirkungsbereich Die bahnbezogene Ruckbegrenzung stehen den interpolierenden Bahnachsen in den Betriebsarten AUTO und MDA zur Verfügung. Die Beschleunigungsprofile SOFT und BRISK können mit dem Verfahrmode Genauhalt G9, G60, dem Bahnsteuerbetrieb G64 und mit LookAhead eingesetzt werden. Die Profile sind auch mit der Funktion Probelaufvorschub aktiv. Mit Alarmen, die ein Schellstopp auslösen, werden beide Beschleunigungsprofile wirkungslos.
Weitere Ausführungen zum Verhalten von Geschwindigkeit, Beschleunigung, Ruck beim Verfahren im Bahnsteuerbetrieb und speziell an den Satzübergängen finden Sie im Kapitel "Bahnsteuerbetrieb, Genauhalt und LookAhead (B1)"
Hinweis
Es wird empfohlen, die folgenden Maschinendaten für die jeweilige Achse mit gleichen Werten einzustellen: MD32431 MAX_AX_JERK und MD32432 PATH_TRANS_JERK_LIM (Maximaler achsspezifischer Ruck bei Bahnbewegung am Satzübergang)
4.3 Ruckbegrenzung in BA JOG Die Ruckbegrenzung wirkt für Achsen in der Betriebsart JOG beim
● Handfahren.
● Handradfahren.
● Rückpositionieren.
Die Ruckbegrenzung wirkt nicht
● beim Referenzpunktfahren.
● bei Alarmen, die ein Schnellstop auslösen.
Die Ruckbegrenzung kann achsspezifisch vorgegebnen werden. Das Beschleunigungsverhalten entspricht dem Beschleunigungsprofil SOFT der bahnbezogenen Ruckbegrenzung. Diese Begrenzung kann für die Achsen in den entsprechenden Betriebsarten nicht abgewählt werden.
Welche der gewünschten Achsen eine Ruckbegrenzung erhalten soll, kann mit dem MD32420 JOG_AND_POS_JERK_ENABLE eingestellt werden. Der zulässige achsspezifische Maximalruck wird in dem MD32430 JOG_AND_POS_MAX_JERK hinterlegt.
Beschleunigung (B2) 4.4 Prozentuale Beschleunigungskorrektur, ACC
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 71
4.4 Prozentuale Beschleunigungskorrektur, ACC
Funktion In Programmabschnitten kann es erforderlich sein, die über Maschinendaten eingestellte Achs- oder Spindelbeschleunigung programmierbar zu verändern. Diese programmierbare Beschleunigung ist eine prozentuale Beschleunigungskorrektur:
ACC[Kanalachsname] = Prozentwert
Mit dem Befehl ACC im Programm kann für jede Achse (z. B.: X) oder Spindel (S1) ein Prozentwert > 0 % und ≤ 200 % programmiert werden. Die Achsinterpolation erfolgt dann mit dieser anteiligen Beschleunigung.
Die im achsspezifischen MD32300 MAX_AX_ACCEL hinterlegte Beschleunigung stellt für eine Achse den Bezug dar (100 %).
Für die Spindel ist der Bezug (100 %) entsprechend der aktiven Spindelbetriebsart und Getriebestufe (n = 1 ... 5):
● MD35200 GEAR_STEP_SPEEDCTRL_ACCEL[n] bei Steuerbetrieb
● MD35210 GEAR_STEP_POSCTRL_ACCEL[n] bei Positionierbetrieb.
Beispiel: N10 ACC[X]=80; 80 % Beschleunigung für die X-Achse
Wirksamkeit Die Begrenzung wirkt in allen Interpolationsarten der Betriebsarten AUTOMATIK und MDA. Die Begrenzung ist nicht im JOG-Betrieb und beim Referenzpunktfahren wirksam.
Mit der Wertzuweisung ACC[...] = 100 wird die Korrektur ausgeschaltet (100 % der MD-Werte); ebenso mit RESET und Programmende.
Der programmierte Wert ist auch bei Probelaufvorschub aktiv.
Fehlerzustände Die Begrenzung der Beschleunigung ist bei Fehlerzuständen, die zu einem Schnellstop mit offenem Lageregelkreis führen, unwirksam (da die Achse über eine Bremsrampe des Drehzahlsollwertes stillgesetzt wird).
Hinweis
Ein Programmierwert > 100 % kann nur ausgeführt werden, wenn die Antriebe entsprechende Reserven haben - andernfalls gibt es Alarmmeldungen.
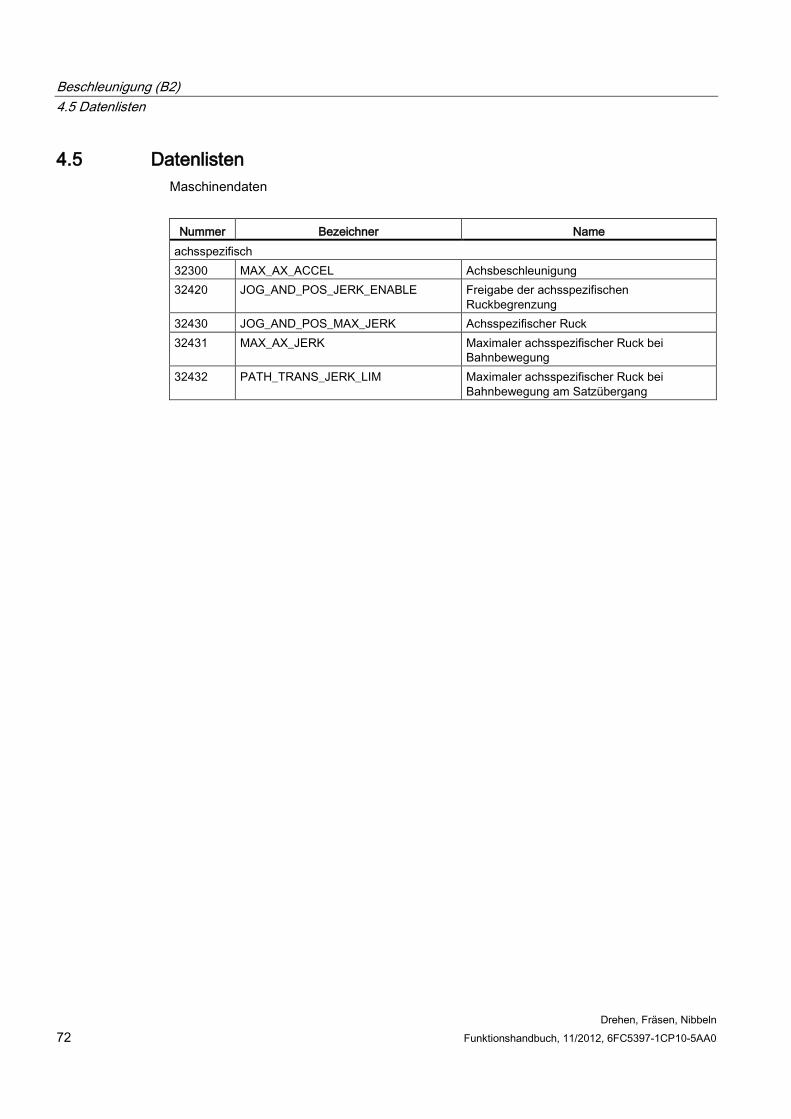
Beschleunigung (B2) 4.5 Datenlisten
Drehen, Fräsen, Nibbeln 72 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
4.5 Datenlisten Maschinendaten
Nummer Bezeichner Name
achsspezifisch 32300 MAX_AX_ACCEL Achsbeschleunigung 32420 JOG_AND_POS_JERK_ENABLE Freigabe der achsspezifischen
Ruckbegrenzung 32430 JOG_AND_POS_MAX_JERK Achsspezifischer Ruck 32431 MAX_AX_JERK Maximaler achsspezifischer Ruck bei
Bahnbewegung 32432 PATH_TRANS_JERK_LIM Maximaler achsspezifischer Ruck bei
Bahnbewegung am Satzübergang
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 73
Fahren auf Festanschlag (F1) 5
Hinweis
Diese Funktion ist bei Version T/M value nicht verfügbar.
5.1 Kurzbeschreibung
Einsatzbereich Mit Hilfe der Funktion "Fahren auf Festanschlag" (FXS = Fixed Stop) ist es möglich, definierte Kräfte für das Klemmen von Werkstücken aufzubauen, wie sie z. B. bei Pinolen und Greifern notwendig sind. Außerdem können mit der Funktion mechanische Referenzpunkte angefahren werden. Bei hinreichend reduziertem Moment sind auch einfache Messvorgänge möglich, ohne dass ein Taster angeschlossen werden muss.
Fahren auf Festanschlag kann für mehrere Achsen gleichzeitig und parallel zur Bewegung anderer Achsen stattfinden.
Der Festanschlag kann auf einer Bahn (Gerade, Kreis) angefahren werden.
Verfügbarkeit Die Funktion "Fahren auf Festanschlag" ist verfügbar, wenn MD37000 FIXED_STOP_MODE (Modus Fahren auf Festanschlag) = 1 gesetzt wird. Die Funktion kann dann aus dem NC-Programm mit dem Befehl "FXS[x]=1" gestartet werden.
5.2 Funktionalität
Programmierung Fahren auf Festanschlag wird mit dem Befehl
● FXS[Maschinenachsbezeichner] = 1 angewählt.
● FXS[Maschinenachsbezeichner] = 0 abgewählt.
Das Klemm-Moment wird mit dem Befehl FXST[Maschinenachsbezeichner] = <Moment> eingestellt. Es wird in % vom Stillstandsmoment des Antriebs bzw. in % vom Motornennmoment bei HSA angegeben.
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln 74 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Zur Einstellung der Breite des Festanschlags-Überwachungsfensters dient der Befehl FXSW[Maschinenachsbezeichner] = <Fensterbreite>. Einheit: mm, inch oder Grad - je nach Grundmaßsystem, Linear- oder Rundachse.
Die Befehle sind modal wirksam. Der Verfahrweg und das Aktivieren der Funktion muss in einem Satz programmiert werden
Hinweis
Das Programmieren der Maschinenachsbezeichner nach MD10000 AXCONF_NAME_TAB ist bei FXS... erlaubt und vorzugsweise anzuwenden.
Die Kanalachsbezeichner nach MD20070 AXCONF_CHANAX_NAME_TAB sind bei FXS... zulässig, wenn diesen genau eine Maschinenachse zugeordnet ist, z. B. keine Drehung im Koordinatensystem aktiv ist.
Achsspezifische Settingdaten/Maschinendaten Wird kein Überwachungsfenster programmiert, wirkt der Wert aus SD43520 FIXED_STOP_WINDOW.
Wird ein Wert programmiert, so wirkt dieser und wird in das SD43520 übernommen. Zu Beginn ist das SD mit dem Wert aus MD37020 FIXED_STOP_WINDOW_DEF geladen.
Wird kein Klemm-Moment programmiert, wirkt der Wert aus SD43510 FIXED_STOP_TORQUE.
Wird ein Wert programmiert, so wirkt dieser und wird in das SD43510 übernommen. Zu Beginn ist das SD mit dem Wert aus MD37010 FIXED_STOP_TORQUE_DEF geladen.
Die An-/Abwahl der Funktion erfolgt im Programm nur über FXS[X1]=1/0. Dabei wird der Wert auch in SD43500 FIXED_STOP_SWITCH (Anwahl Fahren auf Festanschlag) geschrieben.
Programmierbeispiele X250 Y100 F100 FXS[X1]=1 ; für Maschinenachse X1 FXS angewählt
; Klemm-Moment und Fensterbreite aus SDs
X250 Y100 F100 FXS[X1]=1 ; für Maschinenachse X1 FXS angewählt
FXST[X1]=12.3 ; Klemm-Moment 12,3%, Fensterbreite aus SD
X250 Y100 F100 FXS[X1]=1 ; für Maschinenachse X1 FXS angewählt
FXST[X1]=12.3 FXSW[X1]=2 ; Klemm-Moment 12,3%, Fensterbreite 2 mm
X250 Y100 F100 FXS[X1]=1 ; für Maschinenachse X1 FXS angewählt
FXSW[X1]=2 ; Klemm-Moment aus SD, Fensterbreite 2 mm
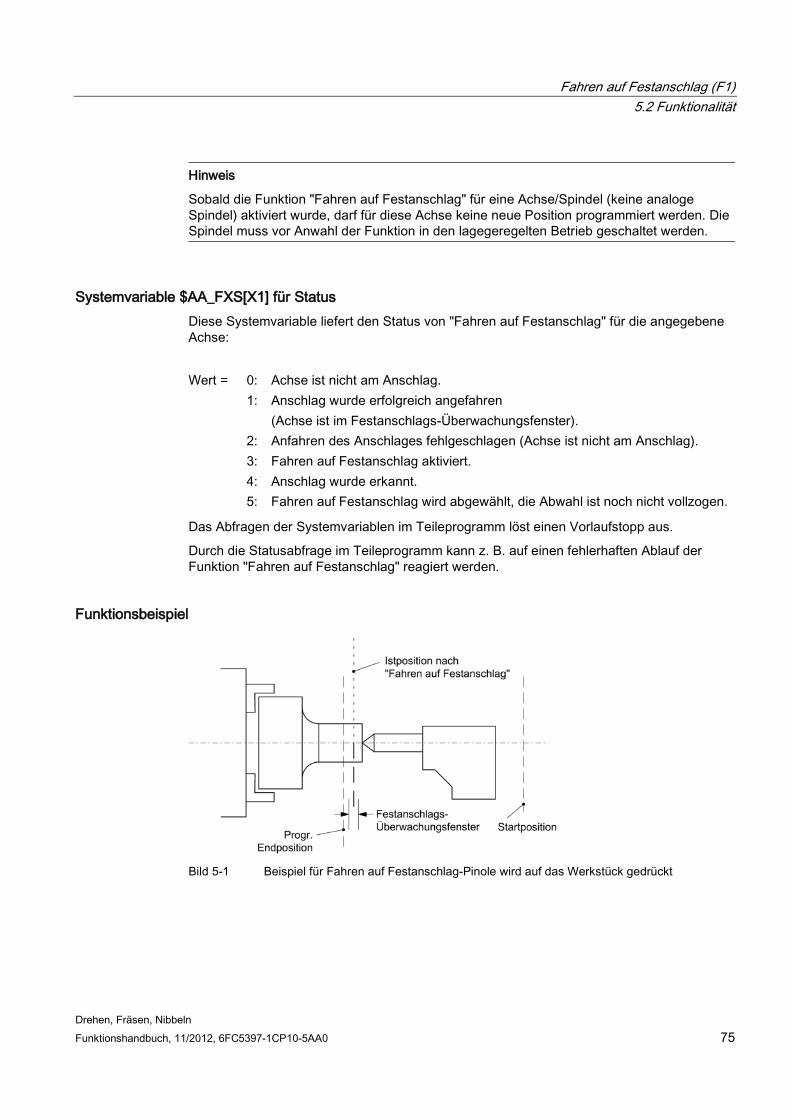
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 75
Hinweis
Sobald die Funktion "Fahren auf Festanschlag" für eine Achse/Spindel (keine analoge Spindel) aktiviert wurde, darf für diese Achse keine neue Position programmiert werden. Die Spindel muss vor Anwahl der Funktion in den lagegeregelten Betrieb geschaltet werden.
Systemvariable $AA_FXS[X1] für Status Diese Systemvariable liefert den Status von "Fahren auf Festanschlag" für die angegebene Achse:
Wert = 0: Achse ist nicht am Anschlag. 1: Anschlag wurde erfolgreich angefahren (Achse ist im Festanschlags-Überwachungsfenster). 2: Anfahren des Anschlages fehlgeschlagen (Achse ist nicht am Anschlag). 3: Fahren auf Festanschlag aktiviert. 4: Anschlag wurde erkannt. 5: Fahren auf Festanschlag wird abgewählt, die Abwahl ist noch nicht vollzogen.
Das Abfragen der Systemvariablen im Teileprogramm löst einen Vorlaufstopp aus.
Durch die Statusabfrage im Teileprogramm kann z. B. auf einen fehlerhaften Ablauf der Funktion "Fahren auf Festanschlag" reagiert werden.
Funktionsbeispiel
Bild 5-1 Beispiel für Fahren auf Festanschlag-Pinole wird auf das Werkstück gedrückt
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln 76 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anwahl Die NC erkennt bei der Satzaufbereitung die Funktionsanwahl "Fahren auf Festanschlag" über den Befehl FXS[x]=1 und meldet der PLC durch das NST "Fahren auf Festanschlag aktivieren", dass die Funktion angewählt wurde.
Wenn das MD37060 FIXED_STOP_ACKN_MASK (Beachtung von PLC-Quittierungen für Fahren auf Festanschlag) entsprechend gesetzt ist, wird die Quittierung der PLC durch das NST "Fahren auf Festanschlag freigeben" abgewartet.
Anschließend wird von der Startposition aus mit der programmierten Geschwindigkeit auf die programmierte Zielposition gefahren. Der Festanschlag muss sich zwischen der Start- und Zielposition der Achse/Spindel befinden. Eine programmierte Momentenbegrenzung wirkt ab Satzbeginn, d. h. auch das Anfahren des Anschlags erfolgt mit reduziertem Moment. Dies wird in der NC durch automatische Reduzierung der Beschleunigung berücksichtigt.
Wurde in dem Satz oder seit Programmbeginn kein Moment programmiert, so gilt der Wert, der in das achsspezifische MD37010 FIXED_STOP_TORQUE_DEF (Voreinstellung für Klemmoment) eingetragen ist.
Festanschlag wird erreicht Sobald die Achse auf den mechanischen Festanschlag (Werkstück) drückt, erhöht die Regelung im Antrieb das Moment, um die Achse weiter zu bewegen. Das Moment steigt bis zum programmierten Grenzwert an und bleibt dann konstant.
Der Zustand "Festanschlag erreicht" kann, in Abhängigkeit von dem MD37040 FIXED_STOP_BY_SENSOR (Festanschlagserkennung über Sensor), auf folgende Arten ermittelt werden:
● FIXED_STOP_BY_SENSOR = 0
Der Zustand "Festanschlag erreicht" ist gegeben, wenn die achsspezifische Konturabweichung (= Differenz zwischen tatsächlichen und erwarteten Schleppabstand) den Wert von MD37030 FIXED_STOP_THRESHOLD (Schwelle für Festanschlagserkennung) überschritten hat.
● FIXED_STOP_BY_SENSOR = 1
Externer Sensor übermittelt der NC über die PLC, mit dem NST "Sensor Festanschlag", den Zustand "Festanschlag erreicht".
● FIXED_STOP_BY_SENSOR = 2
Der Zustand "Festanschlag erreicht" ist gegeben, wenn entweder die Konturüberwachung diesen Status ermittelt hat oder wenn der externe Sensor über Signalwechsel 0 → 1 diesen Zustand mitteilt.
Interne Abläufe Nachdem der Zustand "Festanschlag erreicht" von der NC erkannt wurde, wird der Restweg gelöscht und der Lagesollwert wird nachgeführt. Die Reglerfreigabe bleibt aktiv.
Anschließend wird die PLC durch das NST "Festanschlag erreicht" informiert.
Wenn das MD37060 FIXED_STOP_ACKN_MASK entsprechend gesetzt ist, wird die Quittierung der PLC durch das NST "Festanschlag erreicht quittieren" abgewartet.
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 77
Danach führt die NC einen Satzwechsel durch bzw. betrachtet die Positionierbewegung als beendet, lässt aber weiterhin einen Sollwert am Antriebssteller anstehen, damit das Klemm-Moment wirken kann.
Nachdem der Festanschlag erreicht wurde, wird die Festanschlags-Überwachung aktiviert.
Überwachungsfenster Wurde in dem Satz oder seit Programmbeginn kein Festanschlags-Überwachungsfenster programmiert, so gilt der Wert, der in das MD37020 FIXED_STOP_WINDOW_DEF (Voreinstellung für Festanschlags-Überwachungsfenster) eingetragen ist.
Verlässt die Achse die Position, die sie beim Erkennen des Anschlags hatte, um mehr als das gewählte Fenster, so wird der Alarm 20093 "Festanschlags-Überwachung hat angesprochen" ausgelöst und die Funktion "Fahren auf Festanschlag" abgewählt.
Das Fenster muss vom Anwender so gewählt werden, dass nur ein Wegbrechen des Anschlags zur Auslösung führt.
Freigabe der Festanschlag-Alarme Mit dem MD37050 FIXED_STOP_ALARM_MASK kann die Ausgabe folgender Alarme unterdrückt werden:
● 20091 "Festanschlag nicht erreicht"
● 20094 "Festanschlag abgebrochen"
Festanschlag wird nicht erreicht Wird die programmierte Endposition erreicht, ohne dass der Zustand "Festanschlag erreicht" erkannt wurde, so wird die Momentenbegrenzung im Antrieb aufgehoben und das NST "Fahren auf Festanschlag aktivieren" zurückgesetzt.
Abhängig von MD37060 FIXED_STOP_ACKN_MASK wird die Quittierung der PLC durch Rücksetzen des NST "Fahren auf Festanschlag freigeben" abgewartet und danach der Satzwechsel durchgeführt.
Funktion wird abgebrochen Wird die Funktion "Fahren auf Festanschlag" wegen des Auftretens einer Impulssperre, Wegnahme der PLC-Quittungen oder Reset im Anfahrsatz abgebrochen, kann die Anzeige bzw. Unterdrückung des Alarms 20094 über MD37050 FIXED_STOP_ALARM_MASK gesteuert werden
Abbruch ohne Alarm Das Fahren auf Festanschlag kann von der PLC aus im Anfahrsatz ohne einen Alarm auszulösen (zum Beispiel beim Eintreffen eines Tastendruckes des Bedieners) abgebrochen werden, wenn in MD37050 FIXED_STOP_ALARM_MASK der Alarm 20094 unterdrückt wird.
Sowohl bei "Festanschlag nicht erreicht" als auch bei "Festanschlag abgebrochen" wird die Funktion Fahren auf Festanschlag abgewählt.
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln 78 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Alarme ● Wird beim Fahren auf Festanschlag die Zielposition erreicht, so wird der Alarm 20091
"Festanschlag nicht erreicht" ausgegeben und ein Satzwechsel durchgeführt.
● Erfolgt für eine Achse nach Erreichen des Festanschlags eine Fahranforderung (z. B. aus dem Teileprogramm oder von der Bedientafel), so wird der Alarm 20092 "Fahren auf Festanschlag noch aktiv" ausgegeben und die Achse wird nicht bewegt.
● Wird eine Achse nach Erreichen des Festanschlags um mehr als den im SD43520 FIXED_STOP_WINDOW (Festanschlags-Überwachungsfenster) angegebenen Wert aus der Position gedrückt, so wird der Alarm 20093 "Stillstandsüberwachung am Anschlag hat ausgelöst" ausgegeben, die Funktion "Fahren auf Festanschlag" für diese Achse abgewählt und die Systemvariable $AA_FXS[x]=2 gesetzt.
Ablauf bei Störung oder Abbruch Das NST "Fahren auf Festanschlag aktivieren" wird zurückgesetzt.
Abhängig von MD37060 FIXED_STOP_ACKN_MASK wird die Quittierung der PLC durch Rücksetzen des NST "Fahren auf Festanschlag freigeben" abgewartet. Anschließend wird die Momentenbegrenzung aufgehoben und ein Satzwechsel durchgeführt.
Abwahl Die NC erkennt die Funktionsabwahl durch Programmierung des Befehls FXS[x]=0. Anschließend wird intern ein Vorlauf-Stop (STOPRE) ausgelöst, da nicht vorauszusehen ist, wo die Achse nach der Abwahl stehen wird.
Die Momentenbegrenzung und die Überwachung des Festanschlags-Überwachungsfensters werden aufgehoben. Die NST "Fahren auf Festanschlag aktivieren" und "Festanschlag erreicht" werden zurückgesetzt.
Abhängig von MD37060 FIXED_STOP_ACKN_MASK wird die Quittierung der PLC durch das Rücksetzen der NST "Fahren auf Festanschlag freigeben" und/oder "Festanschlag erreicht quittieren" abgewartet.
Anschließend geht die Achse in Lageregelung. Das Nachführen des Lagesollwertes wird beendet und auf die neue Istposition synchronisiert.
Danach muss eine programmierte Verfahrbewegung ausgeführt werden. Diese muss vom Anschlag wegführen, da sonst der Anschlag oder sogar die Maschine beschädigt werden können.
Nach Erreichen der Zielposition erfolgt der Satzwechsel.
Mehrfache Anwahl Eine Anwahl darf nur einmal erfolgen. Wird durch eine fehlerhafte Programmierung die Funktion nach der Aktivierung (FXS[Achse]=1) nochmals aufgerufen, wird der Alarm 20092 "Fahren auf Festanschlag noch aktiv" ausgelöst.
Fahren auf Festanschlag (F1) 5.2 Funktionalität
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 79
Klemm-Moment und Überwachungsfenster ändern Mit den Befehlen FXST[x] und FXSW[x] können das Klemmoment und das Festanschlags-Überwachungsfenster im Teileprogramm verändert werden. Die Änderungen werden vor Verfahrbewegungen, die im gleichen Satz stehen, wirksam.
Wird ein neues Festanschlags-Überwachungsfenster programmiert, so ändert sich nicht nur die Fensterbreite, sondern auch der Bezugspunkt für die Fenstermitte, wenn sich die Achse vorher bewegt hat. Die Istposition der Maschinenachse bei Änderung des Fensters ist die neue Fenstermitte.
Rampe für die Momentengrenze Im MD37012 FIXED_STOP_TORQUE_RAMP_TIME wird eine Rampe für die Änderung des Moments festgelegt. Diese bestimmt, wie lange es dauern soll, bis die neue Momentengrenze erreicht ist.
Ohne Rampe Eine Änderung der Momentengrenze erfolgt ohne Berücksichtigung der Rampe wenn:
● FXS mit (FXS[]=1) aktiviert wird, damit die Reduzierung sofort eintritt
● der Antrieb im Fehlerfall schnellstmöglich stromlos geschaltet werden muss.
Verhalten bei Impulssperre für Antrieb Mit MD37002 FIXED_STOP_CONTROL wird das Verhalten bei Impulssperre am Anschlag gesteuert. Beim Löschen der Impulse, z. B. durch das NST "Impulsfreigabe", wird die Funktion nicht abgebrochen. Dadurch drückt beim Wiedereinschalten der Impulse der Antrieb ohne weitere Bedienhandlung wieder gegen den Anschlag.
Die Anstiegszeit des Moments entspricht der Zeit, die der Stromregler des Antriebs braucht, wieder die Begrenzung zu erreichen.
Werden während einer aktiven Abwahl (warten auf PLC-Quittungen) die Impulse gelöscht, so wird die Momentengrenze auf Null abgesenkt. In dieser Phase wird beim Wiedereinschalten der Impulse kein Moment mehr aufgebaut. Sobald die Abwahl vollzogen ist, kann wieder normal verfahren werden.
Fahren auf Festanschlag (F1) 5.3 Verhalten bei RESET und Funktionsabbruch
Drehen, Fräsen, Nibbeln 80 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
5.3 Verhalten bei RESET und Funktionsabbruch
Verhalten bei Reset Während der Anwahl (Festanschlag ist noch nicht erreicht) kann die Funktion FXS mit RESET abgebrochen werden. Der Abbruch wird so ausgeführt, dass ein "beinahe erreichter" Festanschlag (Sollwert bereits jenseits des Festanschlags, aber noch innerhalb der Schwelle für die Festanschlagserkennung) nicht zu einer Beschädigung führt.
Erreicht wird dies durch synchronisieren des Lagesollwertes auf die neue Istposition. Sobald der Festanschlag erreicht ist, bleibt die Funktion auch über RESET hinaus wirksam.
Funktionsabbruch Bei NOT-AUS kann NC und Antrieb nicht reagieren, d. h. die PLC muss reagieren.
VORSICHT
Es muss darauf geachtet werden, dass nach der Aufhebung der Funktion "Fahren auf Festanschlag" durch NOT-AUS keine gefährliche Maschinensituation entstehen kann (mit MD37002 FIXED_STOP_CONTROL z. B. Impulssperre aufheben).
Die Festanschlags-Überwachung spricht an durch:
● Wegbrechen des Anschlags
● Werkzeugbruch
● Impulssperre
5.4 Verhalten bei Satzsuchlauf
Satzsuchlauf mit Berechnung Vor dem Zielsatz darf kein Festanschlag angefahren werden.
Abhilfe: Sätze mit Festanschlag mit der Skript-Funktion ausschalten.
Satzsuchlauf ohne Berechnung Die Befehle FXS, FXST und FXSW werden ignoriert.
Fahren auf Festanschlag (F1) 5.5 Sonstiges
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 81
5.5 Sonstiges
Unwirksame Nahtstellensignale Für Achsen am Festanschlag sind folgende NST-Signale (PLC → NCK) bis zur Abwahl (inkl. Verfahrbewegung) unwirksam:
● NST "Achsen-/Spindelsperre"
● NST "Reglerfreigabe"
Istposition am Festanschlag Mit der Systemvariablen $AA_IM[x] kann die Istposition der Maschinenachse, z. B. zu Messzwecken nach erfolgreichem Fahren auf Festanschlag, ermittelt werden.
Kombination mit Messfunktion "Messen mit Restweglöschen" (Befehl "MEAS") und "Fahren auf Festanschlag" können nicht gleichzeitig in einem Satz programmiert werden.
Konturüberwachung Während "Fahren auf Festanschlag" aktiv ist, erfolgt keine achsspezifische Konturüberwachung.
Anwahl bei G64 Im MD37060 FIXED_STOP_ACKN_MASK muss Bit 0 = 0 sein (auf PLC-Eingangssignal "Fahren auf Festanschlag freigegeben" nicht warten), da die Anwahl von FXS keinen Bewegungsstopp auslösen darf. Erfolgt trotzdem eine Programmierung, wird der Alarm 20090 "Fahren auf Festanschlag nicht möglich -Programmierung und Achsdaten prüfen" ausgelöst.
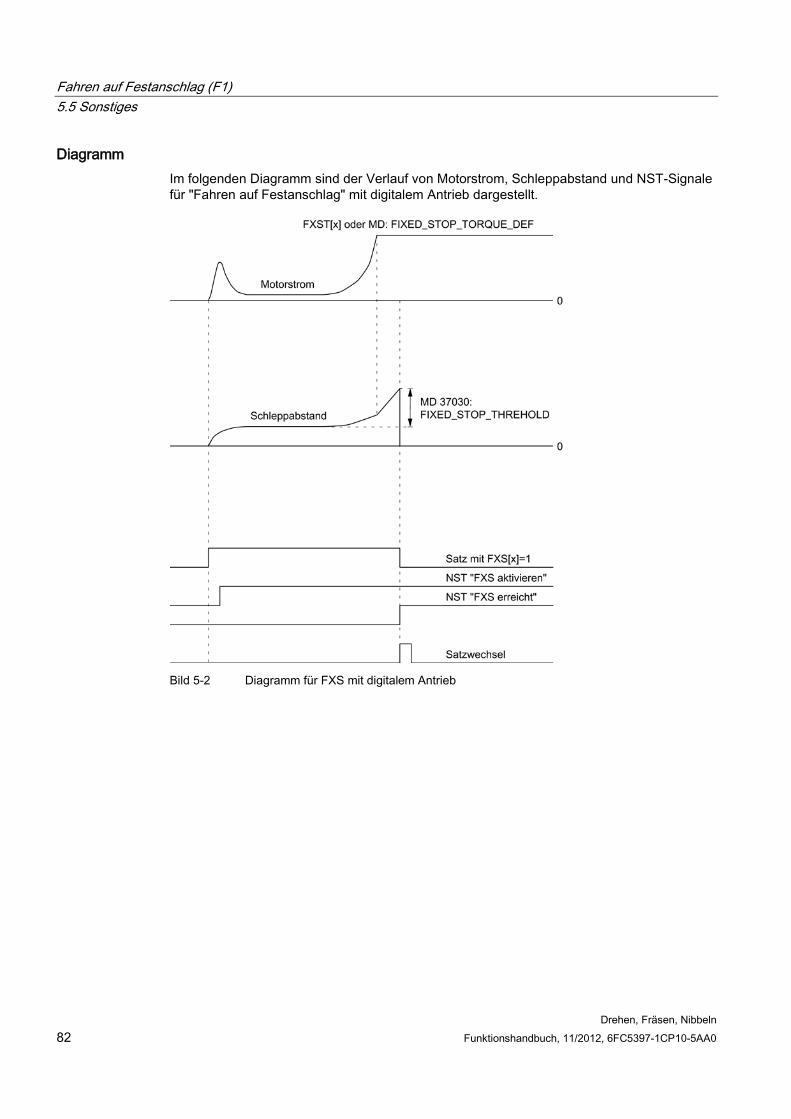
Fahren auf Festanschlag (F1) 5.5 Sonstiges
Drehen, Fräsen, Nibbeln 82 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Diagramm Im folgenden Diagramm sind der Verlauf von Motorstrom, Schleppabstand und NST-Signale für "Fahren auf Festanschlag" mit digitalem Antrieb dargestellt.
Bild 5-2 Diagramm für FXS mit digitalem Antrieb
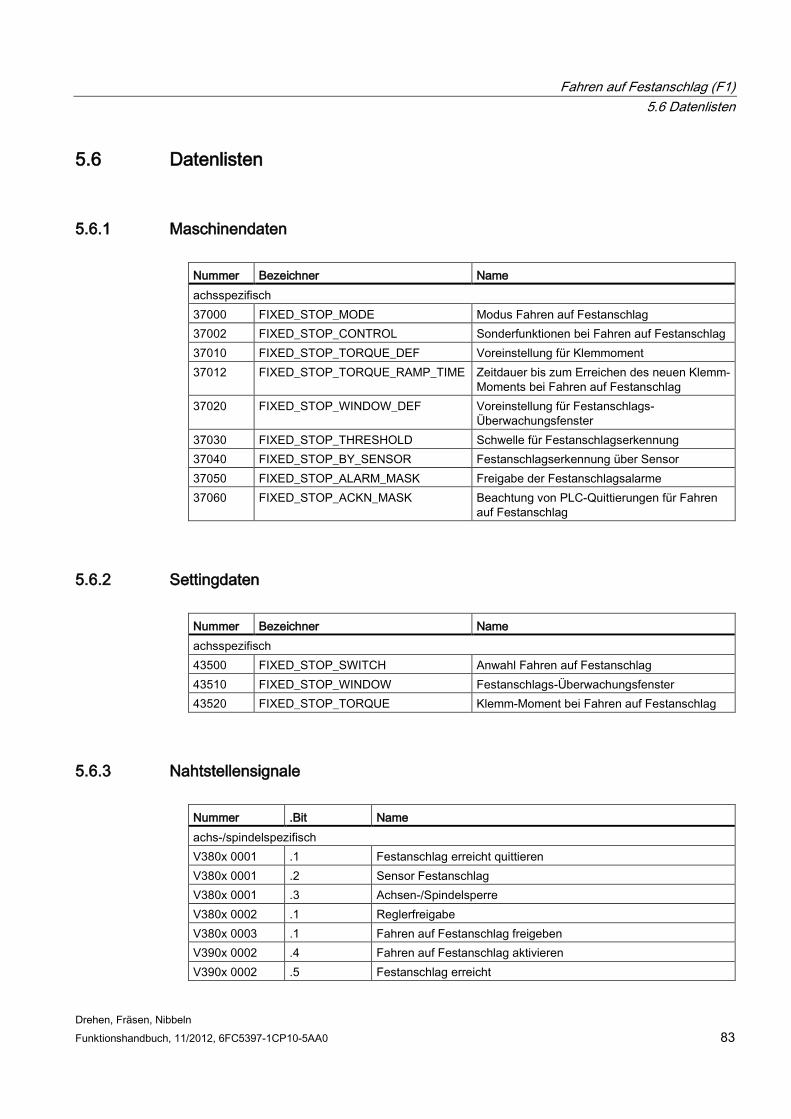
Fahren auf Festanschlag (F1) 5.6 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 83
5.6 Datenlisten
5.6.1 Maschinendaten Nummer Bezeichner Name achsspezifisch 37000 FIXED_STOP_MODE Modus Fahren auf Festanschlag 37002 FIXED_STOP_CONTROL Sonderfunktionen bei Fahren auf Festanschlag 37010 FIXED_STOP_TORQUE_DEF Voreinstellung für Klemmoment 37012 FIXED_STOP_TORQUE_RAMP_TIME Zeitdauer bis zum Erreichen des neuen Klemm-
Moments bei Fahren auf Festanschlag 37020 FIXED_STOP_WINDOW_DEF Voreinstellung für Festanschlags-
Überwachungsfenster 37030 FIXED_STOP_THRESHOLD Schwelle für Festanschlagserkennung 37040 FIXED_STOP_BY_SENSOR Festanschlagserkennung über Sensor 37050 FIXED_STOP_ALARM_MASK Freigabe der Festanschlagsalarme 37060 FIXED_STOP_ACKN_MASK Beachtung von PLC-Quittierungen für Fahren
auf Festanschlag
5.6.2 Settingdaten Nummer Bezeichner Name achsspezifisch 43500 FIXED_STOP_SWITCH Anwahl Fahren auf Festanschlag 43510 FIXED_STOP_WINDOW Festanschlags-Überwachungsfenster 43520 FIXED_STOP_TORQUE Klemm-Moment bei Fahren auf Festanschlag
5.6.3 Nahtstellensignale Nummer .Bit Name achs-/spindelspezifisch V380x 0001 .1 Festanschlag erreicht quittieren V380x 0001 .2 Sensor Festanschlag V380x 0001 .3 Achsen-/Spindelsperre V380x 0002 .1 Reglerfreigabe V380x 0003 .1 Fahren auf Festanschlag freigeben V390x 0002 .4 Fahren auf Festanschlag aktivieren V390x 0002 .5 Festanschlag erreicht

Fahren auf Festanschlag (F1) 5.6 Datenlisten
Drehen, Fräsen, Nibbeln 84 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 85
Gantry-Achsen (G1) 6 6.1 Kurzbeschreibung
Hinweis
Diese Funktion ist eine lizenzpflichtige Option und bei Version T/M value nicht verfügbar.
Wenn die zugehörige Option ohne gültige Lizenzierung aktiviert wird, kommt es zur Ausgabe des Alarms 8081 "Es wurde(n) %1 Option(en) gesetzt, die nicht durch den License Key lizenziert sind". Der konventionelle Maschinenbetrieb ist nicht möglich.
Die Bedienhandlung bezüglich "Setzen der Option(en)" kann der Betriebsanleitung "Drehen, Fräsen, Schleifen, Nibbeln", Kapitel "Lizenzierung in SINUMERIK 802D sl" entnommen werden.
Gantry-Achsen Gantry-Achsen sind mechanisch verbundene Maschinenachsen. Aufgrund dieser mechanischen Kopplung werden Gantry-Achsen immer gemeinsam verfahren. Die Steuerung erfolgt über die Funktion "Gantry-Achsen".
Die Maschinenachse, die explizit verfahren wird, heißt Führungsachse. Die Maschinenachse, die synchron dazu verfahren wird, heißt Gleichlaufachse. Führungsachse und Gleichlaufachse bilden zusammen einen Gantry-Achsverbund.
Die Differenz der Istpositionen von Führungsachse und Gleichlaufachse wird kontinuierlich überwacht. Bei zu großer Lageistwertabweichung der Gleichlaufachse von der Führungsachse werden alle Achsen des Gantry-Verbunds automatisch von der Steuerung stillgesetzt (zur Vermeidung von Maschinenschäden).
Anwendung Bei großen Portalfräsmaschinen mit verfahrbarem Portal (Gantry) sind zum Verfahren des Portals zwei Vorschubantriebe erforderlich (d. h. je ein Antrieb mit eigenem Lagemesssystem auf jeder Seite). Bedingt durch die mechanische Zwangskopplung müssen beide Antriebe absolut synchron angesteuert werden, um ein Verkanten der Mechanik zu verhindern.
Konfiguration Es kann ein Gantry-Achsverbund, bestehend aus Führungs- und Gleichlaufachse, definiert werden.
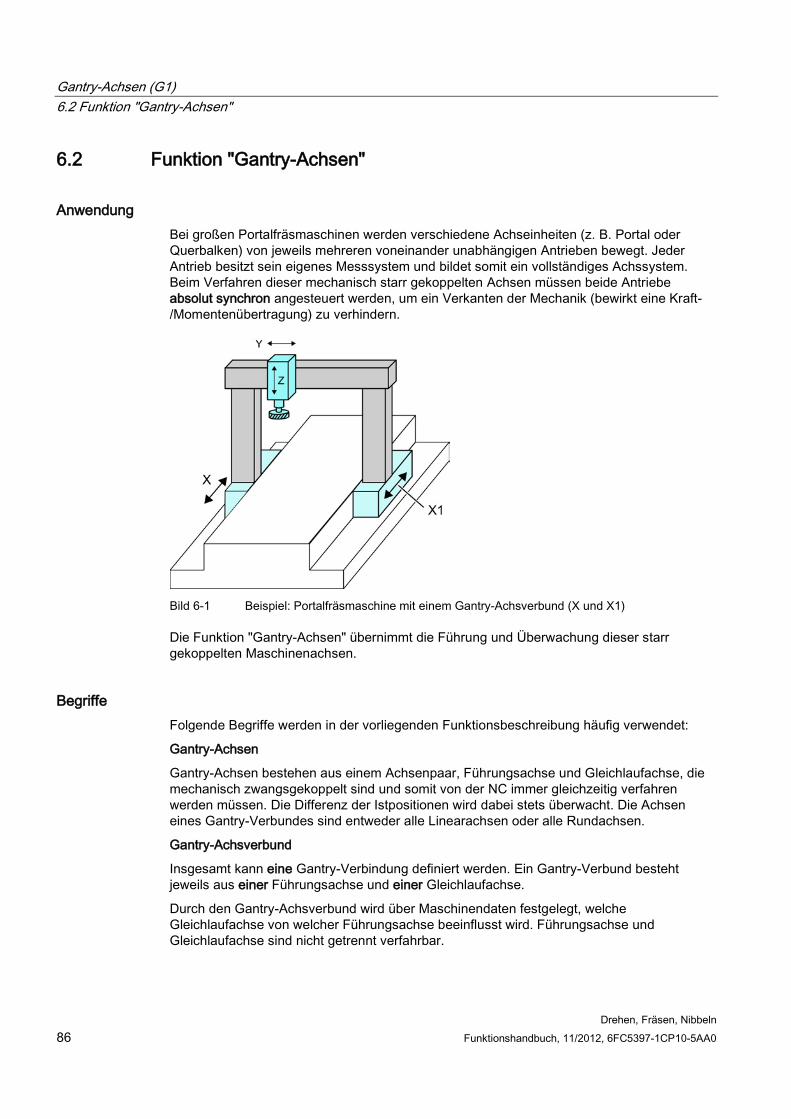
Gantry-Achsen (G1) 6.2 Funktion "Gantry-Achsen"
Drehen, Fräsen, Nibbeln 86 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
6.2 Funktion "Gantry-Achsen"
Anwendung Bei großen Portalfräsmaschinen werden verschiedene Achseinheiten (z. B. Portal oder Querbalken) von jeweils mehreren voneinander unabhängigen Antrieben bewegt. Jeder Antrieb besitzt sein eigenes Messsystem und bildet somit ein vollständiges Achssystem. Beim Verfahren dieser mechanisch starr gekoppelten Achsen müssen beide Antriebe absolut synchron angesteuert werden, um ein Verkanten der Mechanik (bewirkt eine Kraft-/Momentenübertragung) zu verhindern.
Bild 6-1 Beispiel: Portalfräsmaschine mit einem Gantry-Achsverbund (X und X1)
Die Funktion "Gantry-Achsen" übernimmt die Führung und Überwachung dieser starr gekoppelten Maschinenachsen.
Begriffe Folgende Begriffe werden in der vorliegenden Funktionsbeschreibung häufig verwendet:
Gantry-Achsen
Gantry-Achsen bestehen aus einem Achsenpaar, Führungsachse und Gleichlaufachse, die mechanisch zwangsgekoppelt sind und somit von der NC immer gleichzeitig verfahren werden müssen. Die Differenz der Istpositionen wird dabei stets überwacht. Die Achsen eines Gantry-Verbundes sind entweder alle Linearachsen oder alle Rundachsen.
Gantry-Achsverbund
Insgesamt kann eine Gantry-Verbindung definiert werden. Ein Gantry-Verbund besteht jeweils aus einer Führungsachse und einer Gleichlaufachse.
Durch den Gantry-Achsverbund wird über Maschinendaten festgelegt, welche Gleichlaufachse von welcher Führungsachse beeinflusst wird. Führungsachse und Gleichlaufachse sind nicht getrennt verfahrbar.
Gantry-Achsen (G1) 6.2 Funktion "Gantry-Achsen"
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 87
Führungsachse
Die Führungsachse ist die Gantry-Achse, die aus Sicht des Bedieners und des Programmierers vorhanden und damit entsprechend wie eine normale NC-Achse beeinflussbar ist. Der Achsname der Führungsachse kennzeichnet alle Achsen des Gantry-Verbundes.
Gleichlaufachse
Die Gleichlaufachse ist die Gantry-Achse, deren Sollposition stets von der Verfahrbewegung der Führungsachse abgeleitet und damit synchron verfahren wird. Aus Sicht des Bedieners und des Programmierers ist die Gleichlaufachse "nicht vorhanden".
Bedingungen für den Gantry-Verbund ● Im Gantry-Verbund darf keine Spindel sein.
● Eine Gleichlaufachse darf keine PLC-Achse sein.
● Eine Gleichlaufachse darf nicht durch eine Transformation angesprochen werden.
● Eine Gleichlaufachse darf nicht Folgeachse einer anderen Art von Achskopplung sein.
● Eine Gleichlaufachse darf nicht als Führungsachse einer anderen Achskopplung definiert werden.
Hinweis
Jede Achse des Gantry-Verbundes muss so eingestellt sein, dass sie jederzeit die Rolle der Führungsachse übernehmen kann. Übereinstimmung in Geschwindigkeits-, Beschleunigungs- und Dynamikeinstellungen.
Die Achsdefinition wird von der Steuerung auf Plausibilität überprüft.
Funktionseinheiten Die Funktion "Gantry-Achsen" kann in folgende Funktionseinheiten untergliedert werden:
1. Sollwertbildung der Gleichlaufachse
2. Überwachung der Istwertdifferenz
3. Referenzieren und Synchronisieren der Führungsachse und Gleichlaufachse
Sollwertbildung der Gleichlaufachse Aus Sicht des Bedieners werden alle gekoppelten Gantry-Achsen so verfahren, als ob nur eine Achse, nämlich die Führungsachse, in der NC vorhanden sei. Analog wird im Teileprogramm ebenfalls nur die Führungsachse programmiert. Die Kommandos und Fahranforderungen vom Bediener, von PLC-Nahtstelle oder über Teileprogramm gelten somit gemeinsam für alle Achsen des Gantry-Verbunds.
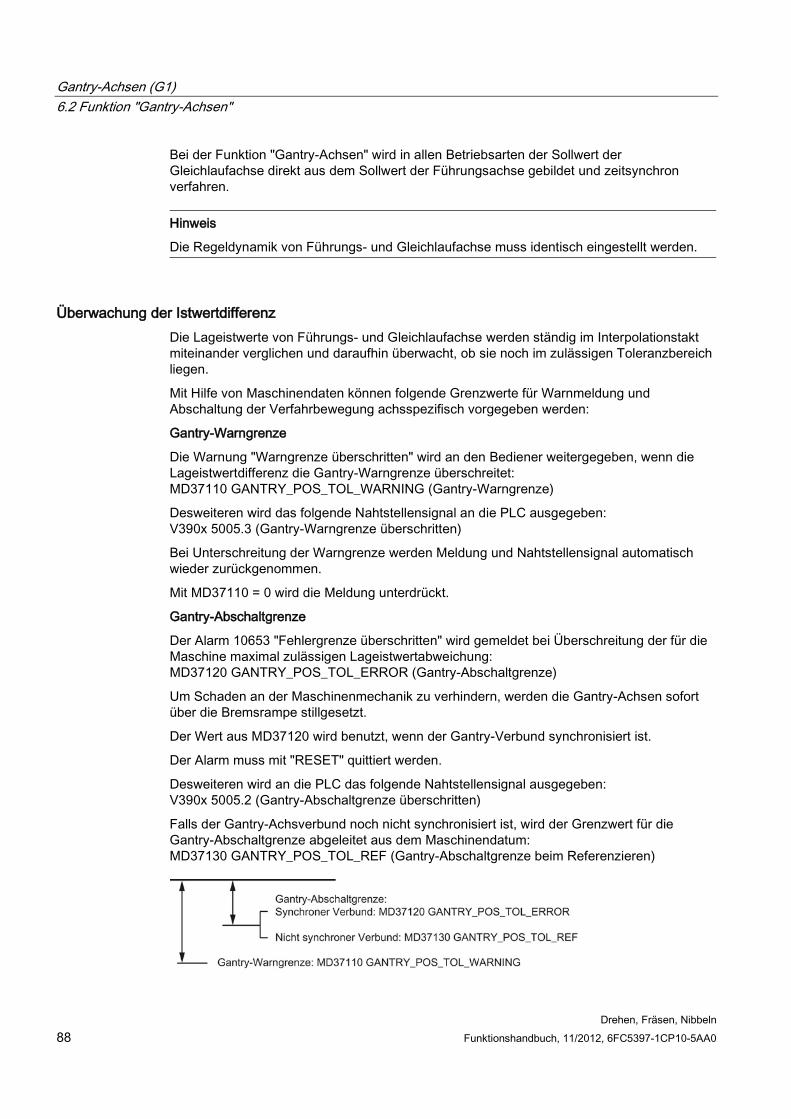
Gantry-Achsen (G1) 6.2 Funktion "Gantry-Achsen"
Drehen, Fräsen, Nibbeln 88 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bei der Funktion "Gantry-Achsen" wird in allen Betriebsarten der Sollwert der Gleichlaufachse direkt aus dem Sollwert der Führungsachse gebildet und zeitsynchron verfahren.
Hinweis
Die Regeldynamik von Führungs- und Gleichlaufachse muss identisch eingestellt werden.
Überwachung der Istwertdifferenz Die Lageistwerte von Führungs- und Gleichlaufachse werden ständig im Interpolationstakt miteinander verglichen und daraufhin überwacht, ob sie noch im zulässigen Toleranzbereich liegen.
Mit Hilfe von Maschinendaten können folgende Grenzwerte für Warnmeldung und Abschaltung der Verfahrbewegung achsspezifisch vorgegeben werden:
Gantry-Warngrenze
Die Warnung "Warngrenze überschritten" wird an den Bediener weitergegeben, wenn die Lageistwertdifferenz die Gantry-Warngrenze überschreitet: MD37110 GANTRY_POS_TOL_WARNING (Gantry-Warngrenze)
Desweiteren wird das folgende Nahtstellensignal an die PLC ausgegeben: V390x 5005.3 (Gantry-Warngrenze überschritten)
Bei Unterschreitung der Warngrenze werden Meldung und Nahtstellensignal automatisch wieder zurückgenommen.
Mit MD37110 = 0 wird die Meldung unterdrückt.
Gantry-Abschaltgrenze
Der Alarm 10653 "Fehlergrenze überschritten" wird gemeldet bei Überschreitung der für die Maschine maximal zulässigen Lageistwertabweichung: MD37120 GANTRY_POS_TOL_ERROR (Gantry-Abschaltgrenze)
Um Schaden an der Maschinenmechanik zu verhindern, werden die Gantry-Achsen sofort über die Bremsrampe stillgesetzt.
Der Wert aus MD37120 wird benutzt, wenn der Gantry-Verbund synchronisiert ist.
Der Alarm muss mit "RESET" quittiert werden.
Desweiteren wird an die PLC das folgende Nahtstellensignal ausgegeben: V390x 5005.2 (Gantry-Abschaltgrenze überschritten)
Falls der Gantry-Achsverbund noch nicht synchronisiert ist, wird der Grenzwert für die Gantry-Abschaltgrenze abgeleitet aus dem Maschinendatum: MD37130 GANTRY_POS_TOL_REF (Gantry-Abschaltgrenze beim Referenzieren)
Gantry-Achsen (G1) 6.2 Funktion "Gantry-Achsen"
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 89
Das NST "Gantry-Abschaltgrenze überschritten" wird auch dann ausgegeben, wenn der Gantry-Verbund geklemmt ist (keine Reglerfreigabe, Gantry-Verbund im "Halten").
Die Überwachungen sind inaktiv, solange sich der Gantry-Verbund im "Nachführen" befindet.
Erweiterte Überwachung Eine erweiterte Überwachung kann aktiviert werden mit dem Maschinendatum: MD37150 GANTRY_FUNCTION_MASK (Gantry-Funktionen)
Referenzieren und Synchronisieren der Gantry-Achsen Wie am Beispiel "Portalfräsmaschine" ersichtlich, muss die Zwangskopplung bei Gantry-Achsen in allen Betriebsarten und auch sofort nach POWER ON eingehalten werden. Falls bei der Führungs- oder der Gleichlaufachse ein inkrementelles Messsystem verwendet wird, muss zunächst nach Einschalten der Maschine der Referenzpunkt unter Beibehaltung der Achskopplung angefahren werden.
Nachdem jede Achse des Gantry-Verbundes ihren Referenzpunkt angefahren hat, muss anschließend eine eventuelle Schiefstellung der Gantry-Achsen untereinander ausgeglichen werden (sogenannter Gantry-Synchronisationslauf). Sobald dies erfolgt ist, wird folgendes Nahtstellensignal zur PLC gemeldet: V390x 5005.5 (Gantry-Verbund ist synchronisiert)
Der Ablauf für das Referenzieren und Synchronisieren von Gantry-Achsen ist unter dem Thema "Referenzieren und Synchronisieren von Gantry-Achsen" detailliert beschrieben.
Regelung Die Regeldynamik der gekoppelten Gantry-Achsen muss gleich eingestellt werden (siehe Inbetriebnahme der Gantry-Achsen (Seite 99)). Dadurch werden bei Normalbetrieb die Führungs- und Gleichlaufachse auch in den Beschleunigungs- und Bremsphasen lagesynchron verfahren.
Belastungseinflüsse werden vom jeweiligen Antrieb der Führungs- bzw. Gleichlaufachse ausgeregelt.
Störverhalten Bei Störungen, die beispielsweise durch Wegnahme der Reglerfreigabe ein Stillsetzen einer Gantry-Achse bewirken (Beispiel: NOT AUS), werden auch die gekoppelten Gantry-Achsen stillgesetzt.
Zwangskopplung auftrennen In bestimmten Fällen (z. B. bei einer Gantry-Achse ging die Referenz aufgrund eines Geberausfalls verloren) kann die Notwendigkeit bestehen, die Schieflage der Gantry-Achsen vor dem Referenzieren auszugleichen bzw. zu verkleinern. Dazu muss die Führungs- oder die Gleichlaufachse von Hand ohne Kopplung verfahren werden können.
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln 90 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Auftrennung der Zwangskopplung bei Gantry-Achsen wird mit folgender MD-Einstellung und anschließendem RESET erreicht: MD37140 GANTRY_BREAK_UP = 1 (Gantry-Verbund lösen)
Danach können die Gantry-Achsen einzeln im Handbetrieb verfahren werden, die Überwachungen auf Warn- und Abschaltgrenze sind unwirksam.
VORSICHT
Falls die Gantry-Achsen weiterhin mechanisch verbunden sind, kann in diesem Betriebszustand beim Verfahren der Führungs- oder Gleichlaufachse die Maschine beschädigt werden!
6.3 Referenzieren und Synchronisieren von Gantry-Achsen
6.3.1 Einführung
Schieflage beim Einschalten Beim Einschalten der Maschine kann die Idealstellung zwischen Führungsachse und Gleichlaufachse verschoben sein (z. B. Schieflage eines Portals). In der Regel ist diese Verschiebung relativ klein, so dass damit die Gantry-Achsen referenziert werden können.
In Sonderfällen (z. B. Gantry-Achsen wurden durch eine Störung, Netzausfall oder NOT AUS stillgesetzt) muss vor dem Verfahren der Maßversatz auf zulässige Toleranzwerte überprüft und ggf. eine Ausgleichsbewegung vorgenommen werden.
Für diesen Vorgang muss der Gantry-Verbund mit dem folgenden Maschinendatum aufgelöst werden : MD37140 GANTRY_BREAK_UP (Gantry-Verbund lösen)
Gantry-Synchronisationslauf Alle Gantry-Achsen müssen nach dem Einschalten der Steuerung zunächst referenziert und anschließend synchronisiert werden. Beim Gantry-Synchronisationslauf fahren alle Gantry-Achsen ohne Achskopplung die Bezugsposition des Gantry-Verbundes an.
Die Bezugsposition des Gantry-Verbundes ist beim Referenzieren der Gantry-Achsen die Referenzposition der Führungsachse: MD34100 REFP_SET_POS (Referenzpunktwert/Zielpunkt bei abstandskodiertem System)
Ansonsten ist die Bezugsposition die aktuelle Istposition der Führungsachse.
Diese Vorgänge für das Referenzieren und Synchronisieren der Gantry-Achsen laufen automatisch nach einem speziellen Ablaufschema ab.
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 91
Referenziervorgang Folgendes Ablaufschema ergibt sich beim Referenziervorgang von Gantry-Achsen bei einem inkrementellen Messsystem:
Abschnitt 1:
Referenzieren der Führungsachse
Das achsspezifische Referenzieren der Gantry-Achsen wird mit dem Nahtstellensignal der Führungsachse vom PLC-Anwenderprogramm bei aktiver Maschinenfunktion REF gestartet: V380x 0004.7/.6 (Verfahrtaste plus/minus)
Die Führungsachse fährt den Referenzpunkt an (Ablauf entsprechend Referenzpunktfahren).
Die zugehörige Gleichlaufachse verfährt synchron mit. Das Erreichen des Referenzpunktes wird mit Nahtstellensignal "Referenziert/Synchronisiert" der Führungsachse angezeigt.
Abschnitt 2:
Referenzieren der Gleichlaufachse
Sobald die Führungsachse ihren Referenzpunkt angefahren hat, wird automatisch die Gleichlaufachse referenziert (entsprechend Referenzpunktfahren).
Für diese Phase wird die Abhängigkeit zwischen Führungs- und Gleichlaufachse steuerungsintern umgeschaltet, so dass jetzt die Führungsachse synchron mit der Gleichlaufachse verfährt. Das Erreichen des Referenzpunktes wird mit NST "Referenziert/Synchronisiert" der Gleichlaufachse angezeigt. Damit ist wieder die bisherige Gantry-Achsabhängigkeit wirksam.
Abschnitt 3:
Gantry-Synchronisationslauf
Nachdem alle Achsen des Gantry-Verbundes referenziert sind, müssen diese auf die festgelegte Bezugsposition synchronisiert werden. Es wird zunächst für jede Gleichlaufachse ein Vergleich der Istposition mit der festgelegten Referenzposition der Führungsachse durchgeführt.
Abhängig von der ermittelten Istwertdifferenz zwischen Führungs- und Gleichlaufachse werden folgende Fälle unterschieden:
● Differenz ist kleiner als Gantry-Warngrenze:
Der Gantry-Synchronisationslauf wird automatisch gestartet, sofern das NST "Automatisches Synchronisieren sperren" nicht gesetzt wurde. Dabei wird die Meldung "Synchronisation läuft Gantry-Verbund x" angezeigt.
Alle Gantry-Achsen fahren auf einen bestimmten Positionswert ohne Achskopplung mit der eingestellten Geschwindigkeit im Maschinendatum:
MD34040 REFP_VELO_SEARCH_MARKER (Abschaltgeschwindigkeit)
Der Positionswert wurde festgelegt bei der Führungsachse:
MD34100 REFP_SET_POS (Referenzpunkt bei inkrementellen System)
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln 92 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bei Absolutgebern und abstandscodierten Gebern der Führungsachse wird wahlweise auf die momentane Istlage der Führungsachse oder auf den Referenzpunktwert gefahren, eingestellt durch das folgende Maschinendatum:
MD34330 REFP_STOP_AT_ABS_MARKER (Abstandscodiertes Längenmesssystem ohne Zielpunkt)
Die dabei verwendete Geschwindigkeit entspricht der Referenzpunkteinfahrgeschwindigkeit:
MD34070 REFP_VELO_POS (Referenzpunkteinfahrgeschwindigkeit)
Sobald alle Gantry-Achsen ihre Zielposition (Ideallage) erreicht haben, wird das NST "Gantry-Verbund ist synchronisiert" auf 1-Signal gesetzt und die Gantry-Achskopplung wieder aktiviert. Der Lageistwert muss nun bei allen Achsen des Gantry-Verbundes identisch sein. Damit ist der Gantry-Synchronisationslauf beendet.
● Bei der Gleichlaufachse ist die Differenz größer als die Gantry-Warngrenze:
Es wird das NST "Gantry-Synchronisationslauf startbereit" auf 1-Signal gesetzt und die Meldung "Warte auf Synchronisations-Start des Gantry-Verbunds x" ausgegeben. Der Gantry-Synchronisationslauf wird in diesem Fall nicht automatisch gestartet, sondern muss vom Bediener bzw. vom PLC-Anwenderprogramm explizit gestartet werden. Der Anstoß erfolgt durch das NST "Gantry-Synchronisationslauf starten" bei der Führungsachse. Das Signal wird bei der Führungsachse gesetzt. Der Ablauf ist analog wie oben beschrieben.
Im nachfolgenden Ablaufplan ist der Referenzier- und Synchronisationsvorgang graphisch dargestellt.
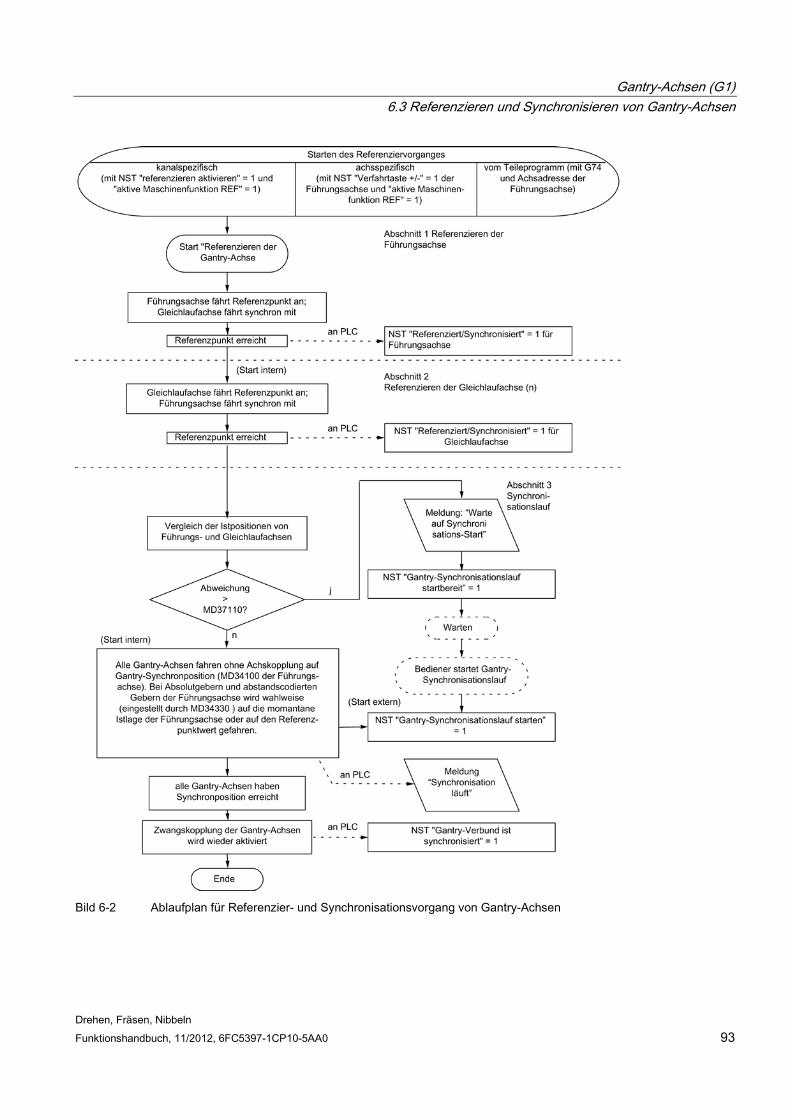
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 93
Bild 6-2 Ablaufplan für Referenzier- und Synchronisationsvorgang von Gantry-Achsen
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln 94 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Synchronisationslauf Ein Synchronisationslauf ist in folgenden Fällen immer nötig:
● nach dem Referenzpunktfahren aller zum Verbund gehörigen Achsen,
● wenn die Synchronisation verloren geht (siehe unten).
Ablaufunterbrechung Falls der o. g. Referenziervorgang aufgrund von Störungen bzw. RESET unterbrochen wird, ist wie folgt zu verfahren:
● Abbruch innerhalb von Abschnitt 1 oder 2:
Mit Führungsachse erneut Referenzpunkt anfahren (siehe Abschnitt 1)
● Abbruch bei Abschnitt 3:
Sofern die Gantry-Achsen noch referenziert sind (NST "Referenziert/Synchronisiert" = 1), kann der Gantry-Synchronisationslauf mit dem NST "Gantry-Verbund synchronisieren" erneut angestoßen werden.
Gantry-Synchronisationslauf erneut starten Die Synchronisation der Gantry-Achsen kann mit dem NST "Gantry-Synchronisationslauf starten" nur unter folgenden Bedingungen gestartet werden:
● Die Maschinenfunktion JOG/REF muss aktiv sein. Das folgende Nahtstellensignal muss gesetzt sein:
V3100 0001.2 (aktive Maschinenfunktion REF)
● V390x 5005.5 = 0 (Gantry-Verbund ist synchronisiert)
● Alle Achsen des Verbundes befinden sich innerhalb des Toleranzfensters:
V390x 5005.4 = 1 ("Gantry-Synchronisationslauf startbereit")
● Im NC-Kanal wird keine Achse referenziert
V3300 0001.0 = 0 (Referenzieren aktiv)
Wird der Gantry-Synchronisationslauf nicht aus dem Referenziervorgang mit dem NST "Gantry-Synchronisationslauf starten" gestartet, so wird für die Gleichlaufachse als Zielposition nicht die Referenzposition aus MD34100 vorgegeben, sondern die aktuelle Istposition der Führungsachse wird als Zielposition vorgegeben und ohne Achskopplung angefahren.
Hinweis
Das automatische Synchronisieren kann bei der Führungsachse durch das folgende Nahtstellensignal verriegelt werden: V380x 5005.5 (Automatisches Synchronisieren sperren)
Das ist immer dann sinnvoll, wenn die Achsen noch keine Achsfreigabe haben. In diesem Fall sollte auch der Synchronisationslauf gezielt gestartet werden mit dem Nahtstellensignal: V380x 5005.4 = 1 (Start Synchronisation Gantry)
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 95
Verlust der Synchronisation Die Synchronisation des Gantry-Verbunds geht verloren (V390x 5005 = 0), wenn
● die Gantry-Achsen im "Nachführen" waren.
● die Referenzposition einer Gantry-Achse verloren geht z. B., bei "Parken" (kein Messsystem aktiv).
● eine Gantry-Achse erneut referenziert wird (V390x 0000 = 0).
● der Gantry-Verbund aufgelöst war (MD37140 = 1).
Falls die Synchronisation des Gantry-Verbundes während des Betriebes aufgrund einer Störung verloren ging, so kann der Gantry- Synchronisationslauf direkt mit dem NST "Start Synchronisation Gantry" erneut gestartet werden (Voraussetzung: V390x 0000 = 1 für alle Achsen des Gantry-Verbunds). In diesem Fall verfahren die Gleichlaufachsen ohne Achskopplung auf die aktuelle Istposition der Führungsachse.
Wird bei einem fahrendem Gantry-Verbund ein NOT AUS gegeben und wieder aufgehoben, und die beiden Achsen sind weniger als die Stillstandstoleranz der Folgeachse auseinander gedriftet, so synchronisiert sich der Gantry-Verbund automatisch. Es muss nicht mehr in die BA REF gegangen werden.
Wahl des Referenzpunktes Um beim Referenzieren der Gantry-Achsen möglichst kurze Wege zu verfahren, sollten die Referenzpunktwerte von Führungs- und Gleichlaufachse gleich sein (MD34100).
Distanzabweichungen zwischen der Nullmarke und dem Referenzpunkt sind achsspezifisch zu berücksichtigen über die Maschinendaten:
● MD34080 REFP_MOVE_DIST (Referenzpunktabstand)
● MD34090 REFP_MOVE_DIST_CORR (Referenzpunktverschiebung/Absolutverschiebung)
Wahl der Richtung für Referenzieren Die Nullmarkensuchrichtung der Folgeachse kann festgelegt werden über das Maschinendatum: MD37150 GANTRY_FUNCTION_MASK Bit 1
Bit Wert Bedeutung 1 0 Nullmarkensuchrichtung der Folgeachse analog zu
MD34010 REFP_CAM_DIR_IS_MINUS 1 Nullmarkensuchrichtung der Folgeachse gleich wie Leitachse
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln 96 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Innerhalb des Referenziervorgangs wird bei der Synchronisations-Ausgleichsbewegung für alle Achsen des Gantry-Verbunds als Zielposition der Referenzpunktwert der Führungsachse vorgegeben und ohne Achskopplung verfahren. Bei Absolutgebern und abstandscodierten Gebern der Führungsachse wird wahlweise auf die momentane Istlage der Führungsachse oder auf den Referenzpunktwert gefahren, eingestellt durch das Maschinendatum: MD34330 REFP_STOP_AT_ABS_MARKER (Abstandscodiertes Längenmesssystem ohne Zielpunkt)
Falls für die Führungs- und Gleichlaufachsen nur ein Referenznocken verwendet wird, muss dies vom PLC-Anwenderprogramm berücksichtigt werden.
6.3.2 Automatisches Synchronisieren Automatisches Synchronisieren kann erfolgen:
● im Referiermodus (siehe Kapitel "Einführung")
● wie im Folgenden beschrieben.
Wird ein Gantry-Verbund ins Nachführen geschaltet, so ist die Überwachung der Istwerte zwischen Führungsachse und Gleichlaufachse nicht aktiv. Daher ist der Verbund nicht mehr synchron. Unabhängig von den Positionen der Achsen wird das NST "Gantry-Verbund ist synchron" von der Führungsachse auf "0" gesetzt:
Wird der Gantry-Verbund aus dem Nachführen kommend in Lageregelung geschaltet, so wird die Synchronität automatisch wiederhergestellt, falls bei der Überwachung der Istwerte zwischen den Positionen von Führungsachse und Gleichlaufachse eine kleinere Differenz festgestellt wird als in MD36030 festgelegt.
In diesem Fall wird der Gleichlaufachse ohne Interpolation ein neuer Sollwert vorgegeben. Die vorher festgestellte Differenz wird dann vom Lageregler ausgeregelt. Dabei bewegt sich nur die Gleichlaufachse.
Der Bewegungsablauf der Gleichlaufachse ist analog zu der Situation, wenn aus dem Zustand "Halten" kommend die Lageregelung eingeschaltet wird. In diesem Fall wird die vor dem Halten gegebene Position vom Lageregler wieder eingestellt, falls nicht zwischenzeitlich von der Stillstandsüberwachung ein Alarm 25040 (mit Nachführen als Alarmreaktion) ausgelöst worden ist.
Bei dieser Art des automatischen Synchronisierens wird das gleiche Toleranzfenster verwendet wie bei der Stillstandsüberwachung: MD36030 STANDSTILL_POS_TOL (Stillstandstoleranz)
Parametersatzabhängig beaufschlagt mit dem Maschinendatum: MD36012 STOP_LIMIT_FACTOR (Faktor Genauhalt grob/fein und Stillstand)
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 97
Hinweis
Das folgende Nahtstellensignal blockiert das automatische Synchronisieren in jeder Betriebsart, außer im Referiermodus: V380x 5005.5 (Automatisches Synchronisieren sperren)
Soll das automatische Synchronisieren aktiviert werden, so ist V380x 5005.5 auf "0" zu setzen.
Danach ist eine der Achsen im Gantry-Verbund aus dem Nachführbetrieb in den lagegeregelten Betrieb zu schalten. Dies wird erreicht mit den Nahtstellensignalen:
V380x 0001.4 = 1 (Nachführbetrieb)
V380x 0002.1 = 1 (Reglerfreigabe)
6.3.3 Besonderheiten
Kanalspezifisches Referenzieren Gantry-Achsen können auch kanalspezifisch referenziert werden: V3200 0001.0 (Referenzieren aktivieren)
Für die Achsreihenfolge beim kanalspezifischen Referenzieren wird der Wert des axialen Maschinendatums der Führungsachse verwendet: MD34110 REFP_CYCLE_NR (Achsreihenfolge beim kanalspezifischen Referenzieren)
Nach Erreichen des Referenzpunktes der Führungsachse wird, wie oben beschrieben, zunächst die Gleichlaufachse referenziert.
Referenzieren vom Teileprogramm aus mit G74 Der Referenzier- und Synchronisationsvorgang der Gantry-Achsen kann auch vom Teileprogramm mit dem Befehl G74 angestoßen werden. Dabei darf nur der Achsname der Führungsachse programmiert werden. Der Ablauf ist analog wie beim achsspezifischen Referenzieren beschrieben.
Lagemesssystem mit abstandscodierten Referenzmarken Damit beim Referenzpunktfahren nicht große Wege abgefahren werden müssen, besteht die Möglichkeit als alleiniges ein Lagemesssystem mit abstandscodierten Referenzmarken bei Gantry-Achsen zu verwenden. Dadurch wird erreicht, dass das Messsystem bereits nach einen kurzen Verfahrweg (z. B. 20 mm) referenziert ist. Die Vorgehensweise beim Referenzieren der Gantry-Achsen ist die gleiche wie beim normalen inkrementellen Messsystem.
Gantry-Achsen (G1) 6.3 Referenzieren und Synchronisieren von Gantry-Achsen
Drehen, Fräsen, Nibbeln 98 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Absolutgeber Bei der Synchronisations-Ausgleichsbewegung verfahren auch hier alle Achsen des Gantry-Achsverbundes ohne Achskopplung auf den Referenzpunktwert der Führungsachse, festgelegt mit dem Maschinendatum: MD34100 REFP_SET_POS (Referenzpunktwert/Zielpunkt bei abstandskodiertem System)
Bei Absolutgebern und abstandscodierten Gebern der Führungsachse wird wahlweise auf die momentane Istlage der Führungsachse oder auf den Referenzpunktwert gefahren, eingestellt durch das Maschinendatum: MD34330 REFP_STOP_AT_ABS_MARKER (Abstandscodiertes Längenmesssystem ohne Zielpunkt)
Aktivierung von Achs-Kompensationen Sowohl bei der Führungs- als auch bei der Gleichlaufachse können Kompensationsfunktionen aktiviert werden. Die Kompensationswerte werden für jede Gantry-Achse getrennt berücksichtigt. Bei der Inbetriebnahme sind daher die Kompensationswerte für die Führungs- und die Gleichlaufachse zu bestimmen und einzugeben.
Die Kompensationen werden steuerungsintern erst wirksam, wenn die Achse referenziert bzw. der Gantry-Verbund synchronisiert ist. Dabei gilt:
Kompensationsart Wirksamkeit wenn PLC-Nahtstellensignal Losekompensation Achse referenziert ist "Referenziert/Synchronisiert" SSFK Achse referenziert ist "Referenziert/Synchronisiert" Durchhangkompensation Gantry-Verbund
synchronisiert ist "Gantry-Verbund ist synchronisiert"
Wenn eine aktive Kompensation die Ursache für eine Bewegung der Gleichlaufachse ist, wird für die Gleichlaufachse ein Fahrbefehl unabhängig von der Führungsachse angezeigt.
Überwachungen wirksam Bei Gantry-Achsen werden analog wie bei normalen NC-Achsen die nachfolgenden Überwachungen erst mit Erreichen des Referenzpunktes (NST "Referenziert/Synchronisiert") wirksam:
● Arbeitsfeldbegrenzungen
● Softwareendschalter
● Schutzbereiche
Als Überwachungsgrenzwerte wird auch bei der Gleichlaufachse die axialen Maschinendatenwerte verwendet.
Gantry-Achsen (G1) 6.4 Inbetriebnahme der Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 99
6.4 Inbetriebnahme der Gantry-Achsen
Allgemeines Bedingt durch die in der Regel bei Gantry-Achsen vorhandene Zwangskopplung zwischen Führungs- und Gleichlaufachse muss die Inbetriebnahme des Gantry-Achsverbundes wie eine Achseinheit vorgenommen werden. Daher sind stets die axialen Maschinendaten für Führungs- und Gleichlaufachse gemeinsam festzulegen und einzutragen.
Wird die Gleichlaufachse aufgrund verminderter Dynamik durch die Führungsachse überlastet, so wird dies mit dem Alarm 10656 quittiert.
Nachfolgend wird auf die Besonderheiten bei der Inbetriebnahme von Gantry-Achsen eingegangen.
Achsen-Verfahrrichtung Bei der Inbetriebnahme der Gantry-Achsen muss kontrolliert werden, ob die Drehrichtung des Motors mit der gewünschten Verfahrrichtung der Achse übereinstimmen. Korrektur mit dem axialen Maschinendatum:
MD32100 AX_MOTION_DIR (Verfahrrichtung)
Aktivierung des Achsverbundes MD37100 GANTRY_AXIS_TYPE[a,b] (Gantry-Achsdefinition)
Dieses Maschinendatum legt für die Gantry-Achse Folgendes fest:
● welchen Gantry-Verbund (1) sie angehören soll,
● ob sie als Führungsachse oder als Gleichlaufachse wirken soll.
Tabelle 6- 1 Mögliche Werte für MD37100
a b Gantry-Achse Gantry-Verbund - 0 keine - 0 1 Führungsachse 1 1 1 Gleichlaufachse 1
Bei der Inbetriebnahme ist zu beachten, dass die Achsen eines Gantry-Verbundes entweder alle als Linear- oder alle als Rundachsen definiert sind: MD30300 IS_ROT_AX (Rundachse/Spindel)
Gantry-Abschaltgrenzen eingeben Für die Überwachung der Lageistwertabweichung der Gleichlaufachse zur Istposition der Führungsachse sind die Grenzwerte für Abschaltung sowohl bei der Führungs- als auch bei der Gleichlaufachse entsprechend den Angaben des Maschinenherstellers einzugeben:
MD37120 GANTRY_POS_TOL_ERROR (Gantry-Abschaltgrenze)
Gantry-Achsen (G1) 6.4 Inbetriebnahme der Gantry-Achsen
Drehen, Fräsen, Nibbeln 100 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
MD37130 GANTRY_POS_TOL_REF (Gantry-Abschaltgrenze beim Referieren)
Hinweis
Anschließend muss die Steuerung aus- und wieder eingeschaltet werden, da die Gantry-Achsdefinition und die Gantry-Abschaltgrenzwerte erst mit Wiederanlauf (POWER ON) wirksam werden.
Führungs- und Störverhalten Voraussetzung für einen exakten Gleichlauf der Gantry-Achsen sind dynamisch gleich eingestellte Parameter für die Regelkreise von Führungsachse und Gleichlaufachse.
Die axialen Regelkreise (Lage-, Drehzahl- und Stromregler) sollten jeweils optimal eingestellt werden, um Störungen möglichst schnell und effizient ausregeln zu können. Zur Anpassung von unterschiedlichen Achsdynamiken ohne Verlust von Regelgüte dient die Dynamikanpassung im Sollwertzweig.
Folgende Regelungsparameter sind für Führungs- und Gleichlaufachse jeweils axial optimal einzustellen:
● MD32200 POSCTRL_GAIN (KV-Faktor)
● MD32620 FFW_MODE (Vorsteuerungsparameter)
● MD32610 VELO_FFW_WEIGHT (Vorsteuerfaktor für Geschwindigkeits-/Drehzahlvorsteuerung)
● MD32810 EQUIV_SPEEDCTRL_TIME (Ersatzzeitkonstante Drehzahlregelkreis für Vorsteuerung)
Folgende Regelungsparameter müssen für Führungs- und Gleichlaufachse gleich eingestellt werden:
● MD32400 AX_JERK_ENABLE (Axiale Ruckbegrenzung)
● MD32410 AX_JERK_TIME (Zeitkonstante für den axialen Ruckfilter)
● MD32420 JOG_AND_POS_JERK_ENABLE (Grundeinstellung der axialen Ruckbegrenzung)
● MD32430 $MA_JOG_AND_POS_MAX_JERK (Axialer Ruck)
Dynamik-Anpassung Die Führungsachse und die gekoppelten Gleichlaufachse müssen für das Führungsverhalten die gleiche Dynamik aufweisen. Gleiche Dynamik heißt: die Schleppabstände sind bei gleicher Drehzahl gleich groß.
Mit der Dynamikanpassung im Sollwertzweig lässt sich eine sehr gute Angleichung des Führungsverhaltens von dynamisch unterschiedlichen Achsen (Regelkreise) erzielen. Als Zeitkonstante der Dynamikanpassung ist die Differenz der Ersatzzeitkonstanten zwischen der dynamisch "schwächsten" Achse zu der jeweiligen anderen Achse einzugeben.
Gantry-Achsen (G1) 6.4 Inbetriebnahme der Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 101
Beispiel Bei aktiver Drehzahlvorsteuerung wird die Dynamik im Wesentlichen durch die Ersatzzeitkonstanten des "langsamsten" Drehzahlregelkreises bestimmt.
Führungsachse: MD32810 EQUIV_SPEEDCTRL_TIME [n] = 5ms
Gleichlaufachse:: MD32810 EQUIV_SPEEDCTRL_TIME [n] = 3ms
Zeitkonstante der Dynamikanpassung für Gleichlaufachse: MD32910 DYN_MATCH_TIME [n] = 5ms - 3ms = 2ms (Zeitkonstante der Dynamikanpassung)
Die Dynamikanpassung muss aktiviert werden axial mit dem Maschinendatum: MD32900 DYN_MATCH_ENABLE (Dynamikanpassung)
Hinweis Kontrolle der Dynamikanpassung
Zur Feinabstimmung kann es notwendig sein, KV-Faktoren oder Vorsteuerparameter geringfügig anzugleichen, um ein optimales Ergebnis zu erzielen.
Gantry-Achsen referenzieren Zunächst sind die Positionen der Referenzpunkte von Führungs- und Gleichlaufachse näherungsweise identisch einzustellen.
Damit die Synchronisations-Ausgleichsbewegung der Gantry-Achsen nicht automatisch gestartet wird, ist bei der Erstinbetriebnahme vor dem Referenzieren die Gantry-Warngrenze auf 0 zu setzen: MD37100 GANTRY_POS_TOL_WARNING (Gantry-Achsdefiniton)
Dadurch ist während der Verfahrbewegung die Warnmeldung unwirksam.
Falls die momentane Schieflage zwischen Führungs- und Gleichlaufachsen ein zu hohes zusätzliches Moment auf die Antriebe bewirkt, muss der Gantry-Verbund vor der Verfahrbewegung ausgerichtet werden. Danach ist das Referenzieren der Gantry-Achsen vorzunehmen entsprechend Kapitel "Referenzieren und Synchronisieren von Gantry-Achsen".
Nachdem Führungs- und Gleichlaufachsen referenziert sind, ist die Differenz zwischen diesen zu ermitteln (Vergleich der Lageistwert-Anzeige im Bild "Service Achsen" des Bedienbereichs "System" → "Service Anzeige") und als Referenzpunktverschiebung zu berücksichtigen:
MD34080 REFP_MOVE_DIST (Referenzpunktabstand)
MD34090 REFP_MOVE_DIST_CORR (Referenzpunktverschiebung/Absolutverschiebung)
Gantry-Achsen (G1) 6.4 Inbetriebnahme der Gantry-Achsen
Drehen, Fräsen, Nibbeln 102 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Gantry-Achsen synchronisieren Der Gantry-Synchronisationslauf ist mit dem NST "Gantry-Synchronisationslauf starten" zu aktivieren (siehe Kapitel "Referenzieren und Synchronisieren von Gantry-Achsen"). Nach Beendigung des Synchronisationsvorganges (NST "Gantry-Verbund ist synchronisiert" = 1) ist zu kontrollieren, dass der Maßversatz zwischen Führungs- und Gleichlaufachsen gleich 0 ist. Gegebenenfalls sind Korrekturen in den o. g. Maschinendaten vorzunehmen.
Gantry-Warngrenze eingeben Nachdem die Referenzpunktwerte für Führungs- und Gleichlaufachsen optimal eingestellt sind, so dass die Gantry-Achsen nach dem Synchronisationsvorgang ohne Schieflage gegenüberstehen, ist für Führungs- und Gleichlaufachse der Warngrenzwert im folgenden Maschinendatum einzugeben:
MD37110 GANTRY_POS_TOL_WARNING (Gantry-Warngrenze)
Dabei ist der Wert stufenweise so lange zu erhöhen, dass gerade keine Meldung (Grenze überschritten) erscheint. Vor allem sind die Beschleunigungsphasen zu kontrollieren.
Mit diesem Grenzwert wird auch festgelegt, bei welcher Lageabweichung der Gantry-Synchronisationslauf steuerungsintern automatisch gestartet wird.
Kompensationen ermitteln und aktivieren Falls bei den Gantry-Achsen Kompensationen (Durchhang- oder Spindelsteigungsfehler-Kompensation) erforderlich sind, müssen die Korrekturwerte für Führungs- und Gleichlaufachse ermittelt und in die entsprechenden Parameter bzw. Tabellen eingegeben werden.
Siehe Kapitel "Kompensationen (K3)"
Funktionsgenerator/Messfunktion Die Aktivierung von Funktionsgenerator und Messfunktion über das Start-up-Tool wird auf der Gleichlaufachse mit Fehlermeldung abgebrochen.
Wenn ein Anregen der Gleichlaufachse unbedingt benötigt wird (z. B. um die Maschine zu vermessen), müssen Führungs- und Gleichlaufachse vorübergehend getauscht werden.
Hinweis
Generell führt der Start von Funktionsgenerator, Messfunktionen und AM-Setup für virtuelle Achsen zum Abbruch mit Fehlerkennung.
Sonderfälle Wenn eine Anregung einzelner Achsen benötigt wird, muss der Gantry-Verbund vorübergehend aufgelöst werden. Da dann die andere Achse nicht mehr synchron mitfährt, muss sichergestellt werden, dass die angeregte Achse nicht mehr als die Positionstoleranz bewegt wird.
Gantry-Achsen (G1) 6.4 Inbetriebnahme der Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 103
Das bedeutet bei aufgelöstem Gantry-Verbund:
● Verfahrbereichsgrenzen immer aktivieren und sehr knapp einstellen (Positionstoleranz)
● Möglichst zuerst den Gantry-Verbund synchronisieren und dann einen POWER-ON-RESET machen, ohne nochmals zu referenzieren. Dadurch beziehen sich die Verfahrbereichsgrenzen immer auf die gleiche Position (die beim POWER ON).
● Sprungfunktion meiden. Nur Lagesprünge sind zulässig, wenn sie kleiner als die Toleranz bleiben.
● Bei Funktionsgenerator und Messfunktion immer Offset 0 verwenden, entgegen den Empfehlungen für gewöhnliche Achsen.
● Amplituden für Funktionsgenerator und Messfunktion so klein wählen, dass die angeregte Achse weniger als die Positionstoleranz verfährt. Zur Kontrolle immer die Verfahrbereichsgrenzen aktivieren (s. o.).
Hinweis
Als Ergänzung zu den hier mehr in allgemeiner Form angegebenen Inbetriebnahmegesichtspunkten und Gesichtspunkten der Regeldynamik der Antriebe wird im Kapitel "Beispiel" am Beispiel einer konkreten Konstellation - beschrieben durch ihre Maschinendaten - ein komplettes Beispiel bereitgestellt.
Inbetriebnahme-Unterstützung von Gantry-Verbänden Die Inbetriebnahmefunktionen Funktionsgenerator und Messfunktionen werden über PI-Dienste parametriert. Die Verfahrbewegung startet für alle parametrierten Achsen mit der Betätigung der MSTT-Taste NC-Start in der Betriebsart JOG.
In der Bedienoberfläche "Messfunktion und Funktionsgenerator im Gantry-Verbund" blendet die Bedienoberfläche ein Bild auf, in dem zwei Amplitudenwerte und je ein Offset und eine Bandbreite einzugeben sind. Der erste Amplitudenwert gilt für die Messachse, der zweite für die restlichen gekoppelten Achsen.
Gantry-Achsen (G1) 6.5 PLC-Nahtstellensignale bei Gantry-Achsen
Drehen, Fräsen, Nibbeln 104 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
6.5 PLC-Nahtstellensignale bei Gantry-Achsen
Spezielle Nahtstellensignale für Gantry-Achsen Die speziellen PLC-Nahtstellensignale der gekoppelten Gantry-Achsen werden über die axiale PLC-Nahtstelle der Führungs- oder Gleichlaufachse geführt. In der nachfolgenden Tabelle sind alle speziellen Gantry- PLC-Nahtstellensignale sowie die Kennzeichnung, ob das NST bei der Führungs- oder Gleichlaufachse ausgewertet wird, dargestellt.
Tabelle 6- 2 Zuordnung der Gantry-PLC-Nahtstellensignale zu Führungs- und Gleichlaufachse
PLC-Nahtstellensignal PLC ↔ NCK Adresse Führungsachse Gleichlaufachse Start Synchronisation Gantry → V380x 5005.4 x Automatisches Synchronisieren sperren → V380x 5005.5 x Gantry-Achse ← V390x 5005.7 1 1 Gantry-Führungsachse ← V390x 5005.6 1 0 Gantry-Verbund ist synchronisiert ← V390x 5005.5 x Gantry-Synchronisationslauf startbereit ← V390x 5005.4 x Gantry-Warngrenze überschritten ← V390x 5005.3 x Gantry-Abschaltgrenze überschritten ← V390x 5005.2 x x ≙ relevant für ...
Wirkung der axialen Nahtstellensignale bei Gantry-Achsen a) axiale Nahtstellensignale von PLC an Achse (PLC → NCK)
Grundsätzlich werden die axialen Nahtstellensignale von PLC an Achse immer auf alle Gantry-Achsen des Gantry-Verbundes bezogen. Dabei ist jede Gantry-Achse (Führungs- und Gleichlaufachse) gleichberechtigt.
Es werden beispielsweise alle Achsen des Gantry-Verbundes zum gleichen Zeitpunkt stillgesetzt, wenn von der Führungsachse das folgende Nahtstellensignal auf "0" gesetzt wird:
V380x 0002.1 (Reglerfreigabe)
In der nachfolgenden Tabelle ist die Wirkung einzelner NST (von PLC an Achse) bei Gantry-Achsen dargestellt:
Tabelle 6- 3 Wirkung der Nahtstellensignale von PLC an Achse bzgl. Führungs- und Gleichlaufachse
PLC-Nahtstellensignal Adresse Wirksamkeit bei
Führungsachse Gleichlaufachse Achsen-/Spindelsperre V380x 0001.3 auf alle Achsen des
Gantry-Verbunds ohne Wirkung
Lagemesssystem 1 V380x 0001.4 axial axial Reglerfreigabe V380x 0002.1 auf alle Achsen des Gantry-Verbunds Restweg löschen (axial) V380x 0002.2 axial ohne Wirkung
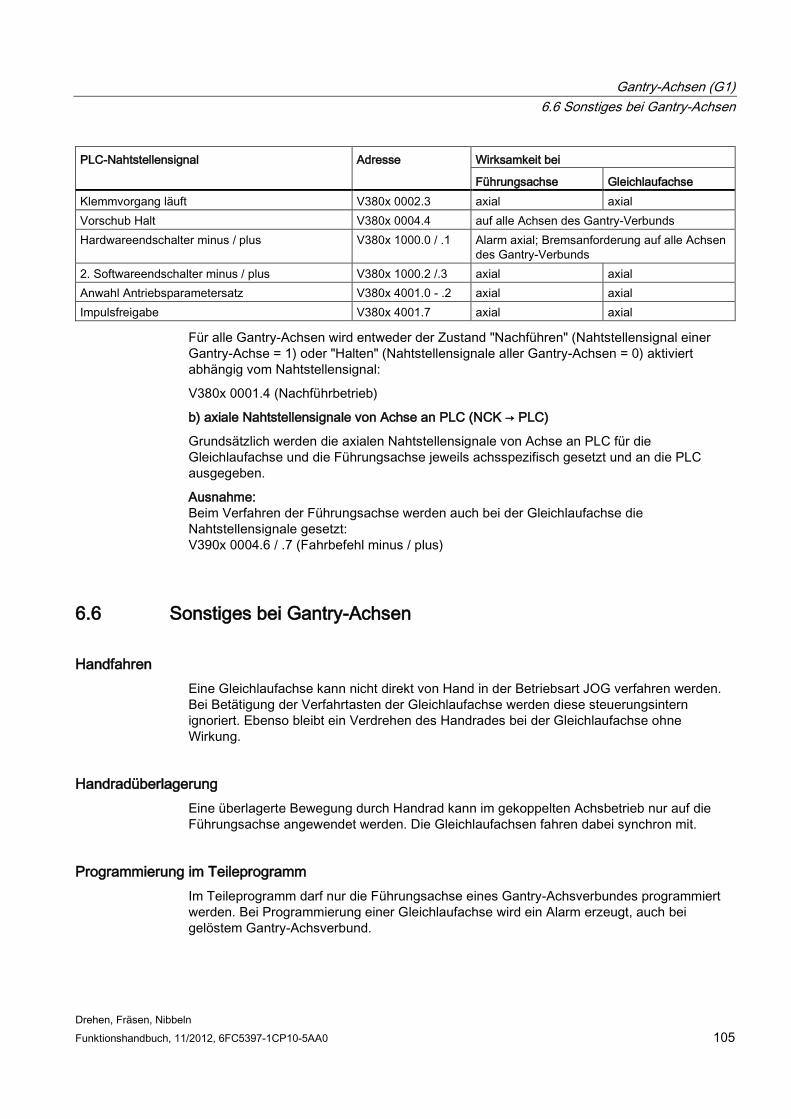
Gantry-Achsen (G1) 6.6 Sonstiges bei Gantry-Achsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 105
PLC-Nahtstellensignal Adresse Wirksamkeit bei
Führungsachse Gleichlaufachse Klemmvorgang läuft V380x 0002.3 axial axial Vorschub Halt V380x 0004.4 auf alle Achsen des Gantry-Verbunds Hardwareendschalter minus / plus V380x 1000.0 / .1 Alarm axial; Bremsanforderung auf alle Achsen
des Gantry-Verbunds 2. Softwareendschalter minus / plus V380x 1000.2 /.3 axial axial Anwahl Antriebsparametersatz V380x 4001.0 - .2 axial axial Impulsfreigabe V380x 4001.7 axial axial
Für alle Gantry-Achsen wird entweder der Zustand "Nachführen" (Nahtstellensignal einer Gantry-Achse = 1) oder "Halten" (Nahtstellensignale aller Gantry-Achsen = 0) aktiviert abhängig vom Nahtstellensignal:
V380x 0001.4 (Nachführbetrieb)
b) axiale Nahtstellensignale von Achse an PLC (NCK → PLC)
Grundsätzlich werden die axialen Nahtstellensignale von Achse an PLC für die Gleichlaufachse und die Führungsachse jeweils achsspezifisch gesetzt und an die PLC ausgegeben.
Ausnahme: Beim Verfahren der Führungsachse werden auch bei der Gleichlaufachse die Nahtstellensignale gesetzt: V390x 0004.6 / .7 (Fahrbefehl minus / plus)
6.6 Sonstiges bei Gantry-Achsen
Handfahren Eine Gleichlaufachse kann nicht direkt von Hand in der Betriebsart JOG verfahren werden. Bei Betätigung der Verfahrtasten der Gleichlaufachse werden diese steuerungsintern ignoriert. Ebenso bleibt ein Verdrehen des Handrades bei der Gleichlaufachse ohne Wirkung.
Handradüberlagerung Eine überlagerte Bewegung durch Handrad kann im gekoppelten Achsbetrieb nur auf die Führungsachse angewendet werden. Die Gleichlaufachsen fahren dabei synchron mit.
Programmierung im Teileprogramm Im Teileprogramm darf nur die Führungsachse eines Gantry-Achsverbundes programmiert werden. Bei Programmierung einer Gleichlaufachse wird ein Alarm erzeugt, auch bei gelöstem Gantry-Achsverbund.
Gantry-Achsen (G1) 6.6 Sonstiges bei Gantry-Achsen
Drehen, Fräsen, Nibbeln 106 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
PRESET Die PRESET-Funktion kann nur auf die Führungsachse angewendet werden. Steuerungsintern werden mit PRESET alle Achsen des Gantry-Verbundes neu bewertet. Die Gantry-Achsen verlieren damit ihre Referenz und auch die Synchronisation:
V390x 5005.5 = 0 (Gantry-Verbund ist synchronisiert)
Voreinstellung bei RESET Bei aktivem Gantry-Verbund wird für die Gleichlaufachsen folgende MD-Parametrierung ignoriert:
MD30450 IS_CONCURRENT_POS_AX = 1 (Voreinstellung bei Reset: neutrale Achse/Kanalachse)
Es wird der Zustand der Führungsachse angenommen. Der Anwender wird durch einen Anzeigealarm 4300 auf die nicht sinnvolle Projektierung hingewiesen.
Positionsanzeige Bei der Lageistwert-Anzeige werden die Istwerte der Führungsachse als auch die der Gleichlaufachsen angezeigt. Entsprechendes gilt auch für die Service-Anzeigewerte im Bedienbereich "System".
Software-Endschalter Die SW-Endschalterüberwachung wird nur für die Führungsachse bearbeitet. Beim Überschreiten werden alle Achsen des Gantry-Verbundes abgebremst.
Gantry-Achsen (G1) 6.7 Beispiel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 107
6.7 Beispiel
6.7.1 Gantry-Verband erstellen
Einführung Die erforderlichen einzelnen Schritte werden im Folgenden an einer Beispielkonstellation beschrieben:
● das Einrichten eines Gantry-Verbands
● das Referenzieren seiner Achsen
● das Ausrichten eventueller Verschiebungen
● das Synchronisieren der beteiligten Achsen
Konstellation Maschinenachse 1 = Gantry Führungsachse, Messsystem inkrementell
Maschinenachse 3 = Gantry Gleichlaufachse, Messsystem inkrementell
Die folgenden MD beschreiben die Ausgangswerte. Einzelne Werte sind später noch nach den unten folgenden Vorgaben zu korrigieren bzw. zu ergänzen.
Gantry Maschinendaten Achse 1:
MD37100 GANTRY_AXIS_TYPE = 1
MD37110 GANTRY_POS_TOL_WARNING = 0
MD37120 GANTRY_POS_TOL_ERROR = 1 mm
MD37130 GANTRY_POS_TOL_REF = 100 mm (max. Schieflage)
MD37140 GANTRY_BREAK_UP = 0
Achse 3:
MD37100 GANTRY_AXIS_TYPE = 11
MD37110 GANTRY_POS_TOL_WARNING = 0
MD37120 GANTRY_POS_TOL_ERROR = 1mm
MD37130 GANTRY_POS_TOL_REF = 100mm (max. Schieflage)
MD37140 GANTRY_BREAK_UP = 0
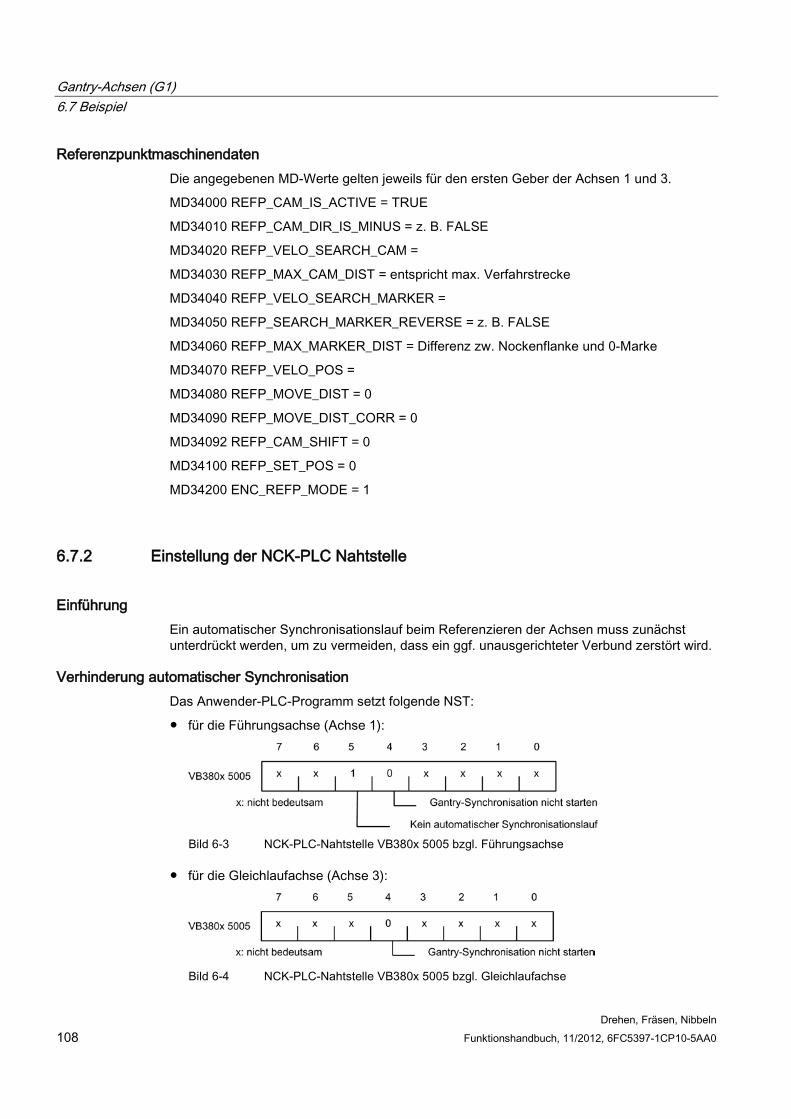
Gantry-Achsen (G1) 6.7 Beispiel
Drehen, Fräsen, Nibbeln 108 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Referenzpunktmaschinendaten Die angegebenen MD-Werte gelten jeweils für den ersten Geber der Achsen 1 und 3.
MD34000 REFP_CAM_IS_ACTIVE = TRUE
MD34010 REFP_CAM_DIR_IS_MINUS = z. B. FALSE
MD34020 REFP_VELO_SEARCH_CAM =
MD34030 REFP_MAX_CAM_DIST = entspricht max. Verfahrstrecke
MD34040 REFP_VELO_SEARCH_MARKER =
MD34050 REFP_SEARCH_MARKER_REVERSE = z. B. FALSE
MD34060 REFP_MAX_MARKER_DIST = Differenz zw. Nockenflanke und 0-Marke
MD34070 REFP_VELO_POS =
MD34080 REFP_MOVE_DIST = 0
MD34090 REFP_MOVE_DIST_CORR = 0
MD34092 REFP_CAM_SHIFT = 0
MD34100 REFP_SET_POS = 0
MD34200 ENC_REFP_MODE = 1
6.7.2 Einstellung der NCK-PLC Nahtstelle
Einführung Ein automatischer Synchronisationslauf beim Referenzieren der Achsen muss zunächst unterdrückt werden, um zu vermeiden, dass ein ggf. unausgerichteter Verbund zerstört wird.
Verhinderung automatischer Synchronisation Das Anwender-PLC-Programm setzt folgende NST:
● für die Führungsachse (Achse 1):
Bild 6-3 NCK-PLC-Nahtstelle VB380x 5005 bzgl. Führungsachse
● für die Gleichlaufachse (Achse 3):
Bild 6-4 NCK-PLC-Nahtstelle VB380x 5005 bzgl. Gleichlaufachse
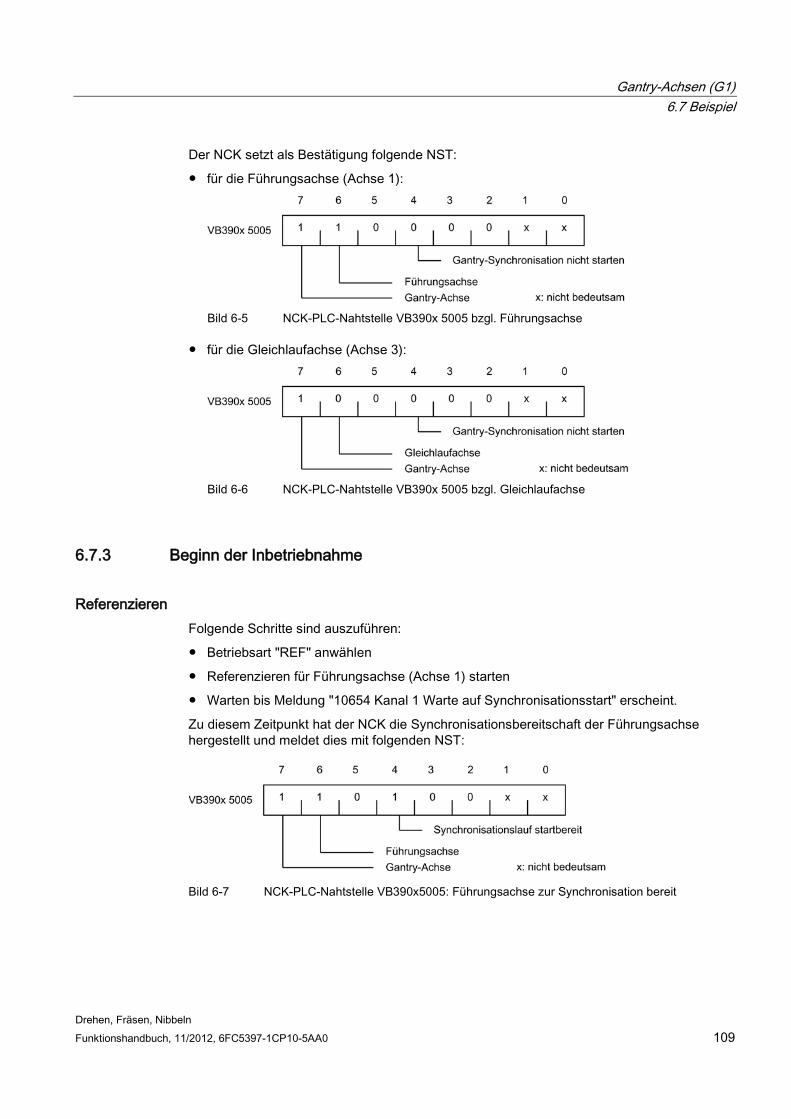
Gantry-Achsen (G1) 6.7 Beispiel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 109
Der NCK setzt als Bestätigung folgende NST:
● für die Führungsachse (Achse 1):
Bild 6-5 NCK-PLC-Nahtstelle VB390x 5005 bzgl. Führungsachse
● für die Gleichlaufachse (Achse 3):
Bild 6-6 NCK-PLC-Nahtstelle VB390x 5005 bzgl. Gleichlaufachse
6.7.3 Beginn der Inbetriebnahme
Referenzieren Folgende Schritte sind auszuführen:
● Betriebsart "REF" anwählen
● Referenzieren für Führungsachse (Achse 1) starten
● Warten bis Meldung "10654 Kanal 1 Warte auf Synchronisationsstart" erscheint.
Zu diesem Zeitpunkt hat der NCK die Synchronisationsbereitschaft der Führungsachse hergestellt und meldet dies mit folgenden NST:
Bild 6-7 NCK-PLC-Nahtstelle VB390x5005: Führungsachse zur Synchronisation bereit
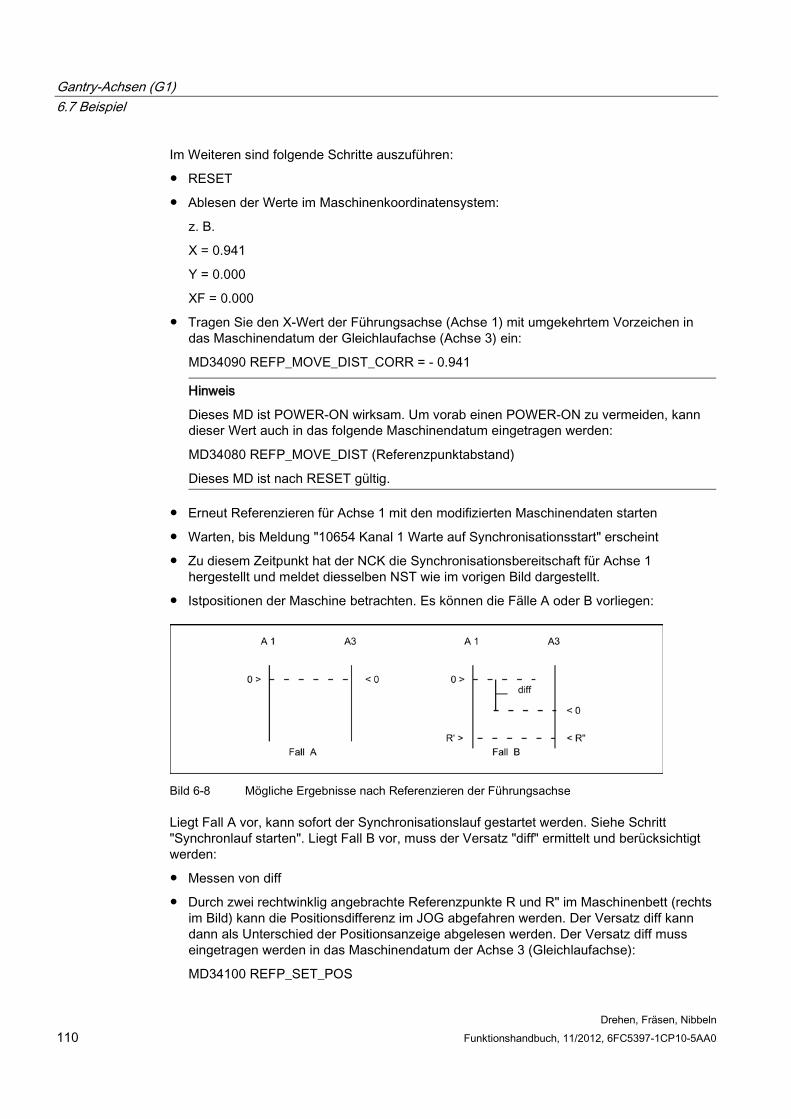
Gantry-Achsen (G1) 6.7 Beispiel
Drehen, Fräsen, Nibbeln 110 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Im Weiteren sind folgende Schritte auszuführen:
● RESET
● Ablesen der Werte im Maschinenkoordinatensystem:
z. B.
X = 0.941
Y = 0.000
XF = 0.000
● Tragen Sie den X-Wert der Führungsachse (Achse 1) mit umgekehrtem Vorzeichen in das Maschinendatum der Gleichlaufachse (Achse 3) ein:
MD34090 REFP_MOVE_DIST_CORR = - 0.941
Hinweis
Dieses MD ist POWER-ON wirksam. Um vorab einen POWER-ON zu vermeiden, kann dieser Wert auch in das folgende Maschinendatum eingetragen werden:
MD34080 REFP_MOVE_DIST (Referenzpunktabstand)
Dieses MD ist nach RESET gültig.
● Erneut Referenzieren für Achse 1 mit den modifizierten Maschinendaten starten
● Warten, bis Meldung "10654 Kanal 1 Warte auf Synchronisationsstart" erscheint
● Zu diesem Zeitpunkt hat der NCK die Synchronisationsbereitschaft für Achse 1 hergestellt und meldet diesselben NST wie im vorigen Bild dargestellt.
● Istpositionen der Maschine betrachten. Es können die Fälle A oder B vorliegen:
Bild 6-8 Mögliche Ergebnisse nach Referenzieren der Führungsachse
Liegt Fall A vor, kann sofort der Synchronisationslauf gestartet werden. Siehe Schritt "Synchronlauf starten". Liegt Fall B vor, muss der Versatz "diff" ermittelt und berücksichtigt werden:
● Messen von diff
● Durch zwei rechtwinklig angebrachte Referenzpunkte R und R" im Maschinenbett (rechts im Bild) kann die Positionsdifferenz im JOG abgefahren werden. Der Versatz diff kann dann als Unterschied der Positionsanzeige abgelesen werden. Der Versatz diff muss eingetragen werden in das Maschinendatum der Achse 3 (Gleichlaufachse):
MD34100 REFP_SET_POS
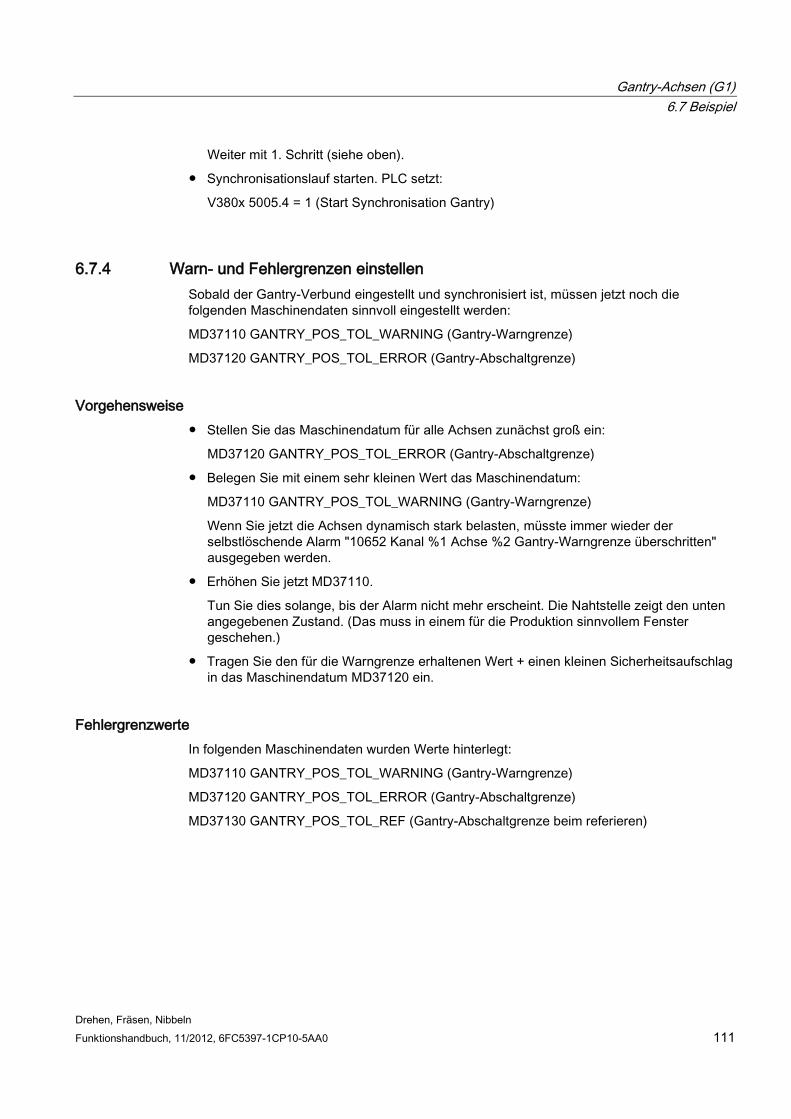
Gantry-Achsen (G1) 6.7 Beispiel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 111
Weiter mit 1. Schritt (siehe oben).
● Synchronisationslauf starten. PLC setzt:
V380x 5005.4 = 1 (Start Synchronisation Gantry)
6.7.4 Warn- und Fehlergrenzen einstellen Sobald der Gantry-Verbund eingestellt und synchronisiert ist, müssen jetzt noch die folgenden Maschinendaten sinnvoll eingestellt werden:
MD37110 GANTRY_POS_TOL_WARNING (Gantry-Warngrenze)
MD37120 GANTRY_POS_TOL_ERROR (Gantry-Abschaltgrenze)
Vorgehensweise ● Stellen Sie das Maschinendatum für alle Achsen zunächst groß ein:
MD37120 GANTRY_POS_TOL_ERROR (Gantry-Abschaltgrenze)
● Belegen Sie mit einem sehr kleinen Wert das Maschinendatum:
MD37110 GANTRY_POS_TOL_WARNING (Gantry-Warngrenze)
Wenn Sie jetzt die Achsen dynamisch stark belasten, müsste immer wieder der selbstlöschende Alarm "10652 Kanal %1 Achse %2 Gantry-Warngrenze überschritten" ausgegeben werden.
● Erhöhen Sie jetzt MD37110.
Tun Sie dies solange, bis der Alarm nicht mehr erscheint. Die Nahtstelle zeigt den unten angegebenen Zustand. (Das muss in einem für die Produktion sinnvollem Fenster geschehen.)
● Tragen Sie den für die Warngrenze erhaltenen Wert + einen kleinen Sicherheitsaufschlag in das Maschinendatum MD37120 ein.
Fehlergrenzwerte In folgenden Maschinendaten wurden Werte hinterlegt:
MD37110 GANTRY_POS_TOL_WARNING (Gantry-Warngrenze)
MD37120 GANTRY_POS_TOL_ERROR (Gantry-Abschaltgrenze)
MD37130 GANTRY_POS_TOL_REF (Gantry-Abschaltgrenze beim referieren)
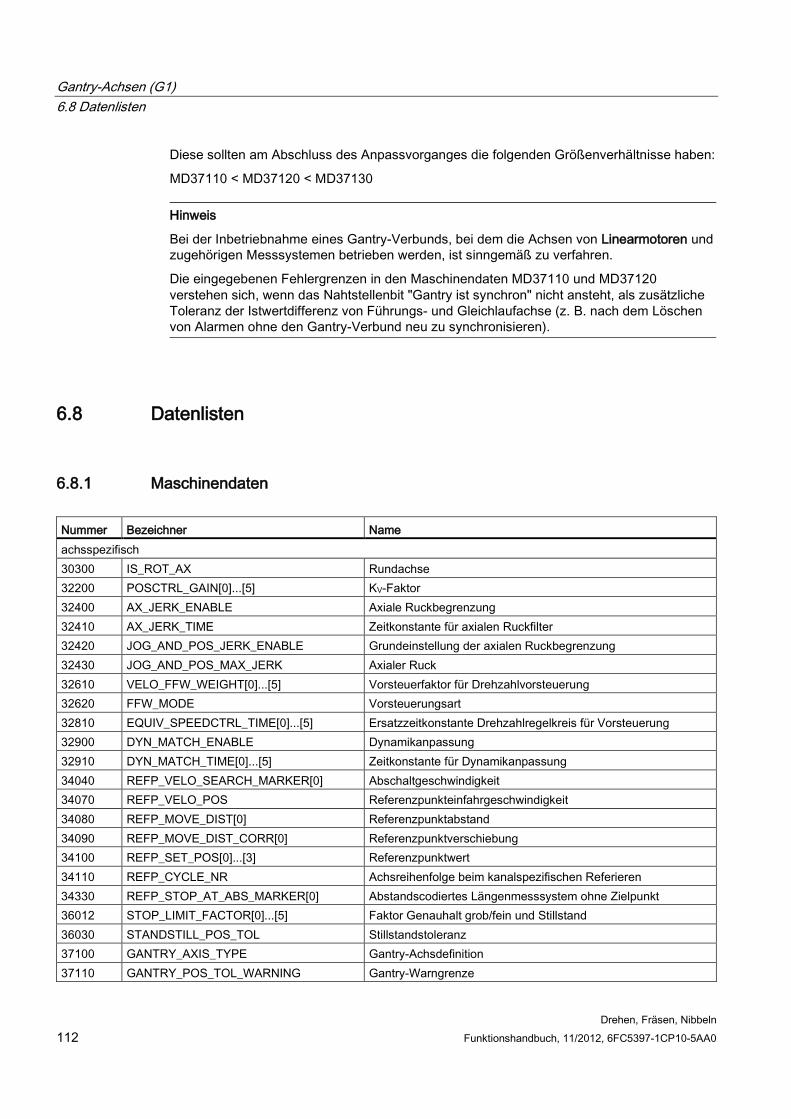
Gantry-Achsen (G1) 6.8 Datenlisten
Drehen, Fräsen, Nibbeln 112 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Diese sollten am Abschluss des Anpassvorganges die folgenden Größenverhältnisse haben:
MD37110 < MD37120 < MD37130
Hinweis
Bei der Inbetriebnahme eines Gantry-Verbunds, bei dem die Achsen von Linearmotoren und zugehörigen Messsystemen betrieben werden, ist sinngemäß zu verfahren.
Die eingegebenen Fehlergrenzen in den Maschinendaten MD37110 und MD37120 verstehen sich, wenn das Nahtstellenbit "Gantry ist synchron" nicht ansteht, als zusätzliche Toleranz der Istwertdifferenz von Führungs- und Gleichlaufachse (z. B. nach dem Löschen von Alarmen ohne den Gantry-Verbund neu zu synchronisieren).
6.8 Datenlisten
6.8.1 Maschinendaten Nummer Bezeichner Name achsspezifisch 30300 IS_ROT_AX Rundachse 32200 POSCTRL_GAIN[0]...[5] KV-Faktor 32400 AX_JERK_ENABLE Axiale Ruckbegrenzung 32410 AX_JERK_TIME Zeitkonstante für axialen Ruckfilter 32420 JOG_AND_POS_JERK_ENABLE Grundeinstellung der axialen Ruckbegrenzung 32430 JOG_AND_POS_MAX_JERK Axialer Ruck 32610 VELO_FFW_WEIGHT[0]...[5] Vorsteuerfaktor für Drehzahlvorsteuerung 32620 FFW_MODE Vorsteuerungsart 32810 EQUIV_SPEEDCTRL_TIME[0]...[5] Ersatzzeitkonstante Drehzahlregelkreis für Vorsteuerung 32900 DYN_MATCH_ENABLE Dynamikanpassung 32910 DYN_MATCH_TIME[0]...[5] Zeitkonstante für Dynamikanpassung 34040 REFP_VELO_SEARCH_MARKER[0] Abschaltgeschwindigkeit 34070 REFP_VELO_POS Referenzpunkteinfahrgeschwindigkeit 34080 REFP_MOVE_DIST[0] Referenzpunktabstand 34090 REFP_MOVE_DIST_CORR[0] Referenzpunktverschiebung 34100 REFP_SET_POS[0]...[3] Referenzpunktwert 34110 REFP_CYCLE_NR Achsreihenfolge beim kanalspezifischen Referieren 34330 REFP_STOP_AT_ABS_MARKER[0] Abstandscodiertes Längenmesssystem ohne Zielpunkt 36012 STOP_LIMIT_FACTOR[0]...[5] Faktor Genauhalt grob/fein und Stillstand 36030 STANDSTILL_POS_TOL Stillstandstoleranz 37100 GANTRY_AXIS_TYPE Gantry-Achsdefinition 37110 GANTRY_POS_TOL_WARNING Gantry-Warngrenze
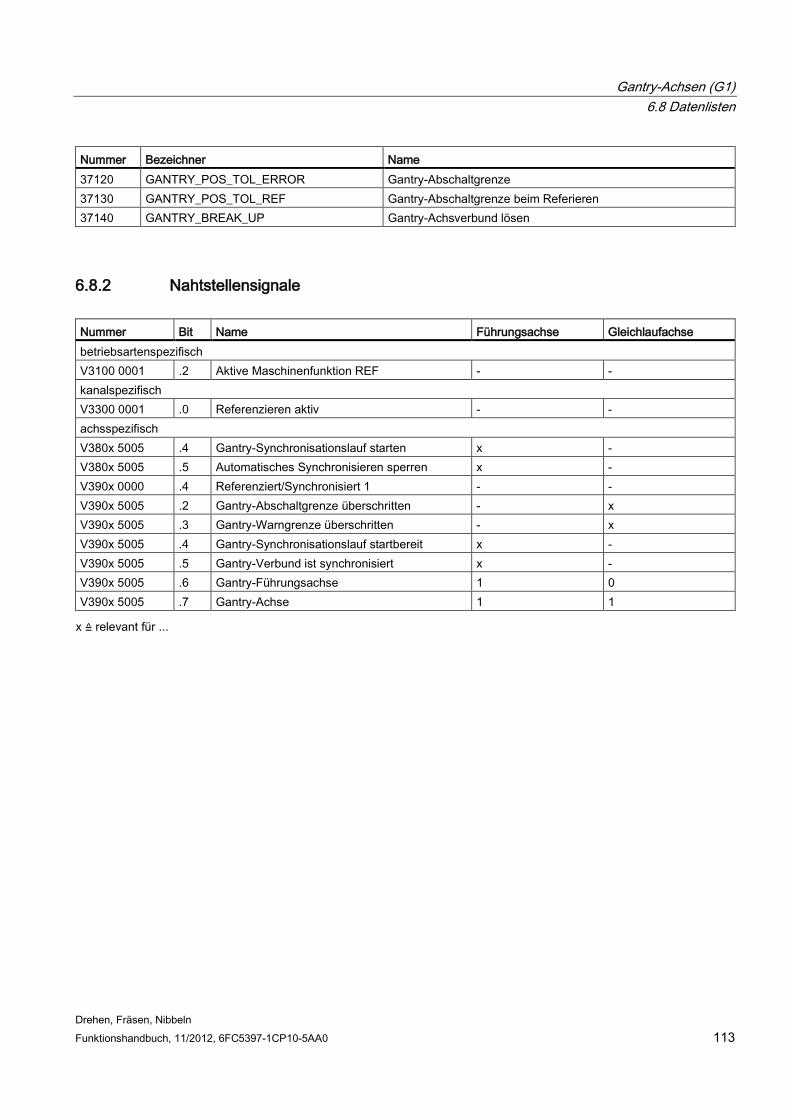
Gantry-Achsen (G1) 6.8 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 113
Nummer Bezeichner Name 37120 GANTRY_POS_TOL_ERROR Gantry-Abschaltgrenze 37130 GANTRY_POS_TOL_REF Gantry-Abschaltgrenze beim Referieren 37140 GANTRY_BREAK_UP Gantry-Achsverbund lösen
6.8.2 Nahtstellensignale Nummer Bit Name Führungsachse Gleichlaufachse betriebsartenspezifisch V3100 0001 .2 Aktive Maschinenfunktion REF - - kanalspezifisch V3300 0001 .0 Referenzieren aktiv - - achsspezifisch V380x 5005 .4 Gantry-Synchronisationslauf starten x - V380x 5005 .5 Automatisches Synchronisieren sperren x - V390x 0000 .4 Referenziert/Synchronisiert 1 - - V390x 5005 .2 Gantry-Abschaltgrenze überschritten - x V390x 5005 .3 Gantry-Warngrenze überschritten - x V390x 5005 .4 Gantry-Synchronisationslauf startbereit x - V390x 5005 .5 Gantry-Verbund ist synchronisiert x - V390x 5005 .6 Gantry-Führungsachse 1 0 V390x 5005 .7 Gantry-Achse 1 1 x ≙ relevant für ...

Gantry-Achsen (G1) 6.8 Datenlisten
Drehen, Fräsen, Nibbeln 114 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 115
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7 7.1 Geschwindigkeiten, Verfahrbereiche, Genauigkeiten
7.1.1 Geschwindigkeiten Die maximale Bahn-, Achsgeschwindigkeit und Spindeldrehzahl wird beeinflusst durch die Maschinenkonstruktion, Antriebsdynamikauslegung und die Grenzfrequenz der Istwerterfassung (Geber-grenzfrequenz).
Die maximale Achsgeschwindigkeit wird in dem MD32000 MAX_AX_VELO (Maximale Achsgeschwindigkeit) definiert.
Die maximal zulässige Spindeldrehzahl wird über das MD35100 SPIND_VELO_LIMIT (Maximale Spindeldrehzahl) vorgegeben.
Neben der Begrenzung durch MD32000 MAX_AX_VELO begrenzt die Steuerung situationsbedingt die maximale Bahngeschwindigkeit nach folgender Formel:
Bei einem höheren Vorschub (resultierend aus Programm und über Vorschubkorrektur beeinflusst) wird auf Vmax begrenzt.
Diese automatische Vorschubbegrenzung kann bei von CAD-Systemen generierten Programmen, die extrem kurze Sätze enthalten, zu einer Absenkung der Geschwindigkeit über mehrere Sätze führen.
Beispiel:
IPO-Takt = 12 ms
N10 G0 X0 Y0; [mm]
N20 G0 X100 Y100; [mm]
⇒ programmierte Weglänge im Satz = 141,42 mm
⇒ Vmax = (141,42 mm / 12 ms) * 0,9 = 10606,6 mm/s = 636,39 m/min
Für die minimale Bahn- oder Achsgeschwindigkeit gilt folgende Einschränkung:
Die Rechenfeinheit wird mit den MD10200 INT_INCR_PER_MM (Rechenfeinheit für Linearpositionen) bzw. MD10210 INT_INCR_PER_DEG (Rechenfeinheit für Winkelpositionen) definiert. Sie ist auf den folgenden Seiten näher beschrieben.
Bei Unterschreitung von Vmin erfolgt keine Verfahrbewegung.
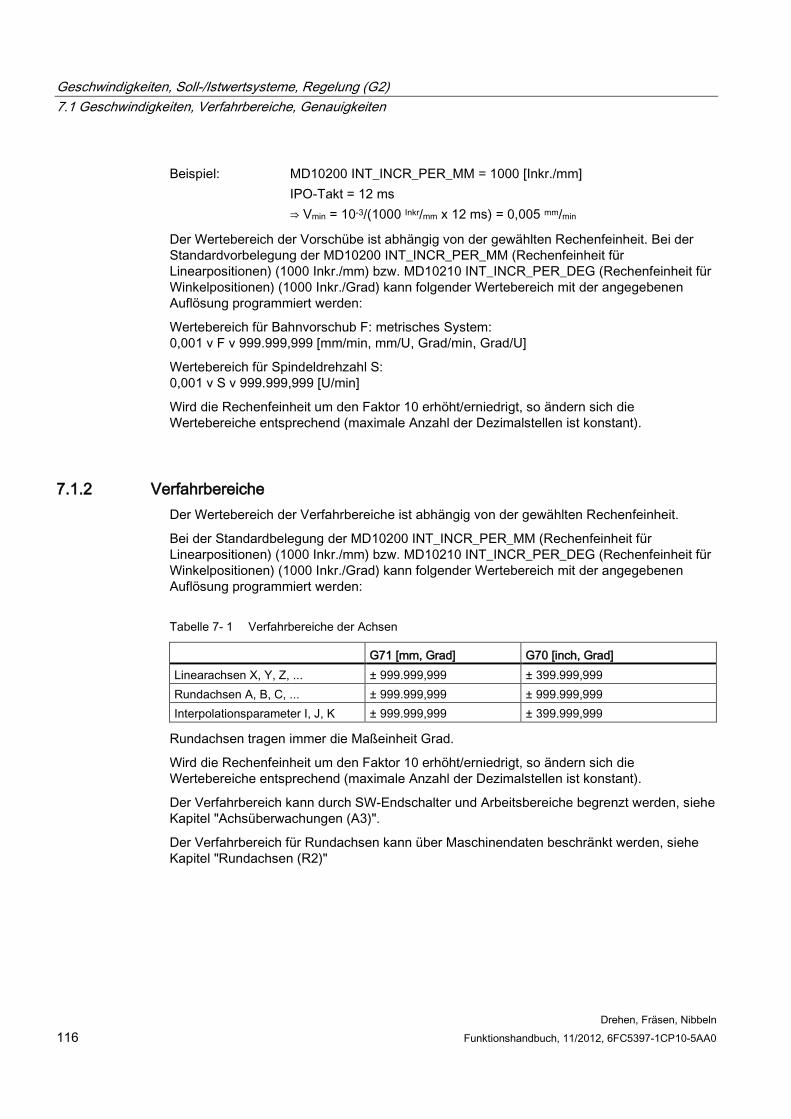
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.1 Geschwindigkeiten, Verfahrbereiche, Genauigkeiten
Drehen, Fräsen, Nibbeln 116 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Beispiel: MD10200 INT_INCR_PER_MM = 1000 [Inkr./mm] IPO-Takt = 12 ms ⇒ Vmin = 10-3/(1000 Inkr/mm x 12 ms) = 0,005 mm/min
Der Wertebereich der Vorschübe ist abhängig von der gewählten Rechenfeinheit. Bei der Standardvorbelegung der MD10200 INT_INCR_PER_MM (Rechenfeinheit für Linearpositionen) (1000 Inkr./mm) bzw. MD10210 INT_INCR_PER_DEG (Rechenfeinheit für Winkelpositionen) (1000 Inkr./Grad) kann folgender Wertebereich mit der angegebenen Auflösung programmiert werden:
Wertebereich für Bahnvorschub F: metrisches System: 0,001 v F v 999.999,999 [mm/min, mm/U, Grad/min, Grad/U]
Wertebereich für Spindeldrehzahl S: 0,001 v S v 999.999,999 [U/min]
Wird die Rechenfeinheit um den Faktor 10 erhöht/erniedrigt, so ändern sich die Wertebereiche entsprechend (maximale Anzahl der Dezimalstellen ist konstant).
7.1.2 Verfahrbereiche Der Wertebereich der Verfahrbereiche ist abhängig von der gewählten Rechenfeinheit.
Bei der Standardbelegung der MD10200 INT_INCR_PER_MM (Rechenfeinheit für Linearpositionen) (1000 Inkr./mm) bzw. MD10210 INT_INCR_PER_DEG (Rechenfeinheit für Winkelpositionen) (1000 Inkr./Grad) kann folgender Wertebereich mit der angegebenen Auflösung programmiert werden:
Tabelle 7- 1 Verfahrbereiche der Achsen
G71 [mm, Grad] G70 [inch, Grad] Linearachsen X, Y, Z, ... ± 999.999,999 ± 399.999,999 Rundachsen A, B, C, ... ± 999.999,999 ± 999.999,999 Interpolationsparameter I, J, K ± 999.999,999 ± 399.999,999
Rundachsen tragen immer die Maßeinheit Grad.
Wird die Rechenfeinheit um den Faktor 10 erhöht/erniedrigt, so ändern sich die Wertebereiche entsprechend (maximale Anzahl der Dezimalstellen ist konstant).
Der Verfahrbereich kann durch SW-Endschalter und Arbeitsbereiche begrenzt werden, siehe Kapitel "Achsüberwachungen (A3)".
Der Verfahrbereich für Rundachsen kann über Maschinendaten beschränkt werden, siehe Kapitel "Rundachsen (R2)"
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.1 Geschwindigkeiten, Verfahrbereiche, Genauigkeiten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 117
7.1.3 Eingabe-/Anzeigefeinheit, Rechenfeinheit Bei den Feinheiten, d.h. der Auflösung von Linear- und Winkelpositionen, Geschwindigkeiten, Beschleunigungen und Ruck, ist zu unterscheiden zwischen:
● Eingabefeinheit - Eingabe von Daten über die Bedientafel oder über Teileprogramme.
● Anzeigefeinheit - Anzeige von Daten über die Bedientafel.
● Rechenfeinheit - interne Darstellung der über Bedientafel oder Teileprogramm eingegebenen Daten.
Die Eingabe- und Anzeigefeinheit wird durch die verwendete Bedientafel vorgegeben (Anzeige-Maschinendaten), wobei die Anzeigefeinheit für Positionswerte/Spindeldrehzahl mit dem MD203 DISPLAY_RESOLUTION (Anzeigefeinheit, metrische Linearposition, Winkelposition generell) bzw. MD205 DISPLAY_RESOLUTION_SPINDLE (Anzeigefeinheit für Spindeldrehzahl) veränderbar ist.
Über das MD204 DISPLAY_RESOLUTION_INCH ist die Anzeigefeinheit für Linear-Positionswerte bei Inch-Einstellung projektierbar.
Für die Programmierung in Teileprogrammen gelten die in der Programmieranleitung aufgeführten Eingabefeinheiten.
Die gewünschte Rechenfeinheit wird mit den MD10200 INT_INCR_PER_MM (Rechenfeinheit für Linearpositionen) und MD10210 INT_INCR_PER_DEG (Rechenfeinheit für Winkelpositionen) festgelegt. Sie ist unabhängig von der Eingabe-/Anzeigefeinheit, sollte aber mindestens die gleiche Auflösung haben.
Mit der Rechenfeinheit wird die Anzahl der max. wirksamen Nachkommastellen für Positionswerte, Geschwindigkeiten usw. im Teileprogramm, sowie die Anzahl der Nachkommastellen für Werkzeugkorrekturen, Nullpunktverschiebungen etc. (und somit auch die max. erreichbare Genauigkeit) festgelegt.
Die Genauigkeit der Eingabe von Winkel- und Linear-Positionen wird auf die Rechenfeinheit begrenzt, indem das Produkt des programmierten Wertes mit der Rechenfeinheit auf eine ganze Zahl gerundet wird. Um die ausgeführte Rundung leicht nachvollziehbar zu halten, ist es sinnvoll, für die Rechenfeinheit 10er-Potenzen zu verwenden.
Beispiel für Rundung:
Rechenfeinheit: 1000 Inkremente/mm
Programmierter Weg: 97,3786 mm
⇒ Wirksamer Wert = 97,379 mm
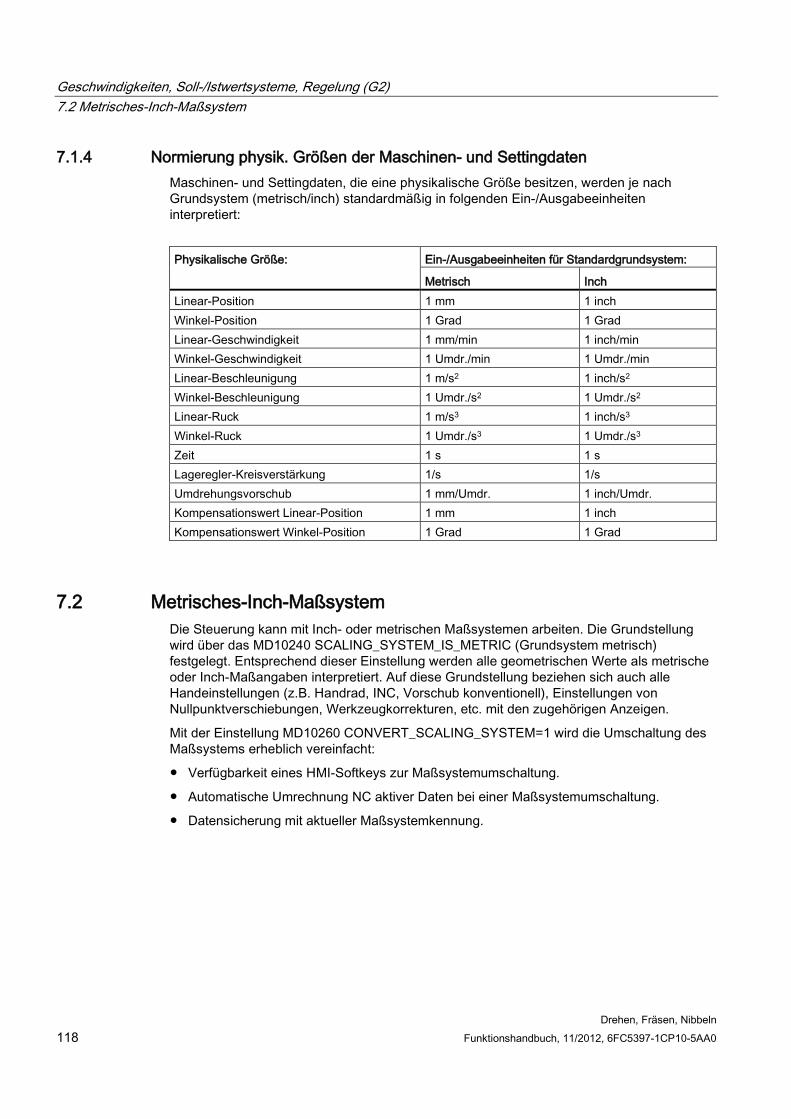
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.2 Metrisches-Inch-Maßsystem
Drehen, Fräsen, Nibbeln 118 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
7.1.4 Normierung physik. Größen der Maschinen- und Settingdaten Maschinen- und Settingdaten, die eine physikalische Größe besitzen, werden je nach Grundsystem (metrisch/inch) standardmäßig in folgenden Ein-/Ausgabeeinheiten interpretiert:
Physikalische Größe: Ein-/Ausgabeeinheiten für Standardgrundsystem:
Metrisch Inch Linear-Position 1 mm 1 inch Winkel-Position 1 Grad 1 Grad Linear-Geschwindigkeit 1 mm/min 1 inch/min Winkel-Geschwindigkeit 1 Umdr./min 1 Umdr./min Linear-Beschleunigung 1 m/s2 1 inch/s2 Winkel-Beschleunigung 1 Umdr./s2 1 Umdr./s2 Linear-Ruck 1 m/s3 1 inch/s3 Winkel-Ruck 1 Umdr./s3 1 Umdr./s3 Zeit 1 s 1 s Lageregler-Kreisverstärkung 1/s 1/s Umdrehungsvorschub 1 mm/Umdr. 1 inch/Umdr. Kompensationswert Linear-Position 1 mm 1 inch Kompensationswert Winkel-Position 1 Grad 1 Grad
7.2 Metrisches-Inch-Maßsystem Die Steuerung kann mit Inch- oder metrischen Maßsystemen arbeiten. Die Grundstellung wird über das MD10240 SCALING_SYSTEM_IS_METRIC (Grundsystem metrisch) festgelegt. Entsprechend dieser Einstellung werden alle geometrischen Werte als metrische oder Inch-Maßangaben interpretiert. Auf diese Grundstellung beziehen sich auch alle Handeinstellungen (z.B. Handrad, INC, Vorschub konventionell), Einstellungen von Nullpunktverschiebungen, Werkzeugkorrekturen, etc. mit den zugehörigen Anzeigen.
Mit der Einstellung MD10260 CONVERT_SCALING_SYSTEM=1 wird die Umschaltung des Maßsystems erheblich vereinfacht:
● Verfügbarkeit eines HMI-Softkeys zur Maßsystemumschaltung.
● Automatische Umrechnung NC aktiver Daten bei einer Maßsystemumschaltung.
● Datensicherung mit aktueller Maßsystemkennung.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.2 Metrisches-Inch-Maßsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 119
7.2.1 Umrechnung des Grundsystems mittels Teileprogramm In der Programmierung kann für einige werkstückbezogene Angaben mit G70/G71 und mit G700/G710 zwischen den Maßsystemen umgeschaltet werden. Die durch G70/G71/G700/G710 beeinflussbaren Daten sind in der Programmieranleitung beschrieben.
Bei einer Umschaltung des Maßsystems über den HMI-Softkey werden diese Löschstellungen passend zum neuen Maßsystem automatisch mit G700 oder G710 vorbesetzt.
Anwendung Damit kann z. B. bei metrischem Grundsystem, ein Zoll-Gewinde in einem metrischen Teileprogramm bearbeitet werden. Werkzeugkorrekturen, Nullpunktverschiebungen und Vorschübe bleiben metrisch.
Maschinendaten werden in dem mit MD10240 SCALING_SYSTEM_IS_METRIC (Grundsystem metrisch) angewählten Grundsystem am Bildschirm ausgegeben.
Anzeigen im Maschinenkoordinatensystem sowie Anzeigen der Werkzeugdaten und Nullpunktverschiebungen erfolgen in der Grundstellung, Anzeigen im Werkstückkoordinatensystem in der aktuellen Stellung.
Hinweis
Werden Programme incl. Datensätze (NV, Werkzeugkorrektur) von Extern eingelesen, die in dem vom Grundsystem abweichenden Maßsystem programmiert wurden, dann muss vorher die Grundstellung über das MD10240 SCALING_SYSTEM_IS_METRIC geändert werden.
Bei Nahtstellensignalen, die maßabhängige Informationen enthalten, z.B. Vorschub für Bahn- und Positionierachsen wird der Datenaustausch mit der PLC immer im angewählten Grundsystem durchgeführt.
G700/G710 stellt eine Erweiterung von G70/G71 um folgende Funktionalität dar:
1. Vorschub wird im programmierten Maßsystem interpretiert:
– G700: Längenangaben [Inch]; Vorschübe [Inch/min]
– G710: Längenangaben [mm]; Vorschübe [mm/min]
Der programmierte Vorschub ist modal wirksam, bleibt also über nachfolgende G70/G71/G700/G710 hinaus wirksam. Soll der Vorschub im neuen G70/G71/G700/G710 Kontext wirksam werden, so muss dieser neu programmiert werden.
2. Das Lesen und Schreiben von längenbehafteten Systemvariablen und Maschinendaten im Teileprogramm erfolgt im programmierten Maßsystem.
Mit diesen Eigenschaften lassen sich Teileprogramme realisieren, die von der aktuellen Grundeinstellung des Maßsystems unabhängig sind.
Gegenüberstellung der Wirkungsweise von G70 und G700 auf Maschinendaten und Systemvariable im Teileprogramm:
● mit G70: erfolgt das Lesen/Schreiben im Grundsystem
● mit G700: erfolgt das Lesen/Schreiben im programmierten Maßsystem
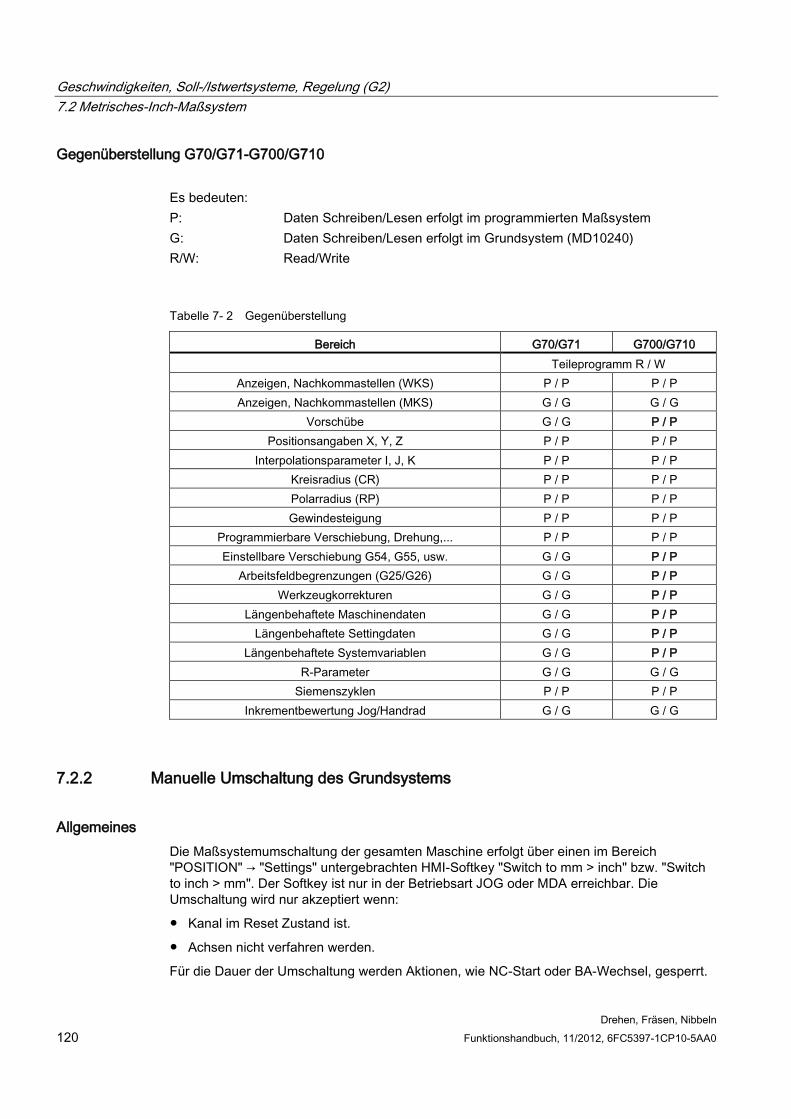
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.2 Metrisches-Inch-Maßsystem
Drehen, Fräsen, Nibbeln 120 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Gegenüberstellung G70/G71-G700/G710 Es bedeuten: P: Daten Schreiben/Lesen erfolgt im programmierten Maßsystem G: Daten Schreiben/Lesen erfolgt im Grundsystem (MD10240) R/W: Read/Write
Tabelle 7- 2 Gegenüberstellung
Bereich G70/G71 G700/G710 Teileprogramm R / W
Anzeigen, Nachkommastellen (WKS) P / P P / P Anzeigen, Nachkommastellen (MKS) G / G G / G
Vorschübe G / G P / P Positionsangaben X, Y, Z P / P P / P
Interpolationsparameter I, J, K P / P P / P Kreisradius (CR) P / P P / P Polarradius (RP) P / P P / P Gewindesteigung P / P P / P
Programmierbare Verschiebung, Drehung,... P / P P / P Einstellbare Verschiebung G54, G55, usw. G / G P / P
Arbeitsfeldbegrenzungen (G25/G26) G / G P / P Werkzeugkorrekturen G / G P / P
Längenbehaftete Maschinendaten G / G P / P Längenbehaftete Settingdaten G / G P / P
Längenbehaftete Systemvariablen G / G P / P R-Parameter G / G G / G
Siemenszyklen P / P P / P Inkrementbewertung Jog/Handrad G / G G / G
7.2.2 Manuelle Umschaltung des Grundsystems
Allgemeines Die Maßsystemumschaltung der gesamten Maschine erfolgt über einen im Bereich "POSITION" → "Settings" untergebrachten HMI-Softkey "Switch to mm > inch" bzw. "Switch to inch > mm". Der Softkey ist nur in der Betriebsart JOG oder MDA erreichbar. Die Umschaltung wird nur akzeptiert wenn:
● Kanal im Reset Zustand ist.
● Achsen nicht verfahren werden.
Für die Dauer der Umschaltung werden Aktionen, wie NC-Start oder BA-Wechsel, gesperrt.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.2 Metrisches-Inch-Maßsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 121
Kann die Umschaltung nicht vorgenommen werden, so wird das mit einer entsprechenden Meldung an der Bedienoberfläche angezeigt. Diese Festlegung stellt sicher, dass eine laufende Programmabarbeitung im Bezug auf das Maßsystem immer einem konsistenten Datensatz vorfindet.
Die eigentliche Umschaltung des Maßsystems wird intern über das Schreiben aller notwendigen Maschinendaten und anschließendes Wirksamsetzen mit Reset vorgenommen.
Das MD10240 SCALING_SYSTEM_IS_METRIC und die entsprechenden G70/G71/G700/G710 Einstellungen in MD20150 GCODE_RESET_VALUES werden automatisch und konsistent umgeschaltet. Dabei wechselt der Wert von MD20150 GCODE_RESET_VALUES[12] (Löschstellung der G-Gruppen) zwischen G700 und G710.
Dieser Vorgang wird unabhängig von der aktuell eingestellten Schutzstufe durchgeführt.
Hinweis
MD20150 ist nur im Expertenmodus (Schutzstufe 1) lesbar/schreibbar.
Systemdaten Bei der Umschaltung des Maßsystems werden aus Sicht des Bedieners alle längenbehafteten Angaben in das neue Maßsystem automatisch umgerechnet. Dazu zählen:
● Positionen
● Vorschübe
● Beschleunigungen
● Ruck
● Werkzeugkorrekturen
● Kompensationswerte
● Maschinendaten
● Jog u. Handradbewertungen
Nach der Umschaltung sind alle o. g. Daten in physikalischen Größen entsprechend Kap. "Normierung physik. Größen der Maschinen- und Settingdaten" verfügbar.
Daten, für die keine eindeutigen physikalischen Einheiten definiert sind, wie R-Parameter, werden keiner automatischen Umrechnung unterzogen. Hier ist der Anwender gefordert, das aktuell gültige Maßsystem MD10240 SCALING_SYSTEM_IS_METRIC zu berücksichtigen.
An der PLC-Nahtstelle kann die aktuelle Maßsystemeinstellung über das Signal "Inch-Maßsystem" (V2700 0001.7) gelesen werden.
Referenzpunkt Der Referenzpunkt bleibt erhalten. Ein erneutes Referenzieren ist nicht notwendig.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.2 Metrisches-Inch-Maßsystem
Drehen, Fräsen, Nibbeln 122 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Eingabe- und Rechenfeinheit Die Eingabe-/Rechenfeinheit wird in der Steuerung über das MD10200 INT_INCR_PER_MM eingestellt. Die Standardeinstellung für ein metrisches System beträgt 1000 (0.001 mm). Für ein Inch System wird 0.0001 Inch benötigt.
Beispiel:
1 Inch = 25.4 mm ⇒ 0.0001 Inch = 0.00254 mm = 2.54 µm
Um die letzten 40 nm noch programmieren und darstellen zu können, muss ein Wert von 100000 in das MD10200 eingegeben werden.
Erst mit dieser für beide Maßsysteme gleichen Einstellung können Maßsystemumschaltungen ohne einen nennenswerten Genauigkeitsverlust realisiert werden. Einmal so eingestellt muss das MD10200 nicht mehr bei jeder Maßsystemumschaltung verändert werden.
Jog und Inkrementbewertung Das MD31090 JOG_INCR_WEIGHT besteht aus zwei Werten, die achsspezifische Inkrementbewertungen für jedes der beiden Maßsysteme beinhaltet. Die Steuerung wählt automatisch, in Abhängigkeit von der aktuellen Einstellung in MD10240 SCALING_SYSTEM_IS_METRIC den passenden Wert aus.
Hinweis
Das MD31090 JOG_INCR_WEIGHT ist nur in der Zugriffsstufe "Expertenmodus" (Schutzstufe 1) les-/ und schreibbar!
Standardeinstellung für jede Achse:
● metrisch: MD31090 JOG_INCR_WEIGHT[0]=0.001 mm
● inch: MD31090 JOG_INCR_WEIGHT[1]=0.00254 mm => 0.0001 Inch
Datensicherung Datensätze, die aus der Steuerung separat gelesen werden können und die über maßsytemrelevante Daten verfügen, erhalten beim Lesevorgang eine mit MD10240 SCALING_SYSTEM_IS_METRIC korrespondierende INCH bzw. METRIC Kennung. Damit soll festgehalten werden in welchem Maßsystem die Daten ursprünglich ausgelesen worden sind.
Mit dieser Information soll verhindert werden, dass Datensätze mit einer Maßsystemeinstellung, die unterschiedlich zur aktuell eingestellten ist, in die Steuerung eingelesen werden können. In so einem Fall wird ein passender Alarm (15030) ausgelöst und der Schreibvorgang unterbrochen.
Da die Sprachanweisung auch in Teileprogrammen ausgewertet wird, können auch diese auf die o. g. Art und Weise gegen Fehlbedienung "abgesichert" werden. Man kann damit verhindern, dass Teileprogramme die z. B. nur metrische Angaben enthalten, in einem Inch-Maßsystem ablaufen können.
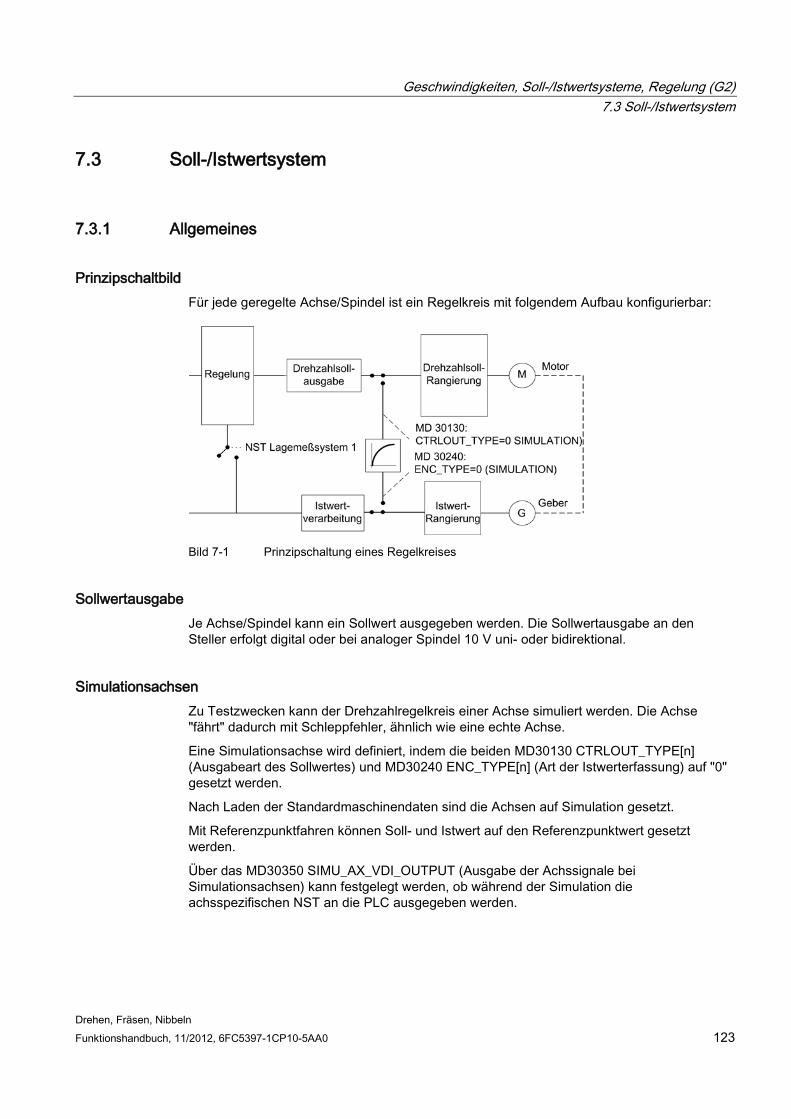
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 123
7.3 Soll-/Istwertsystem
7.3.1 Allgemeines
Prinzipschaltbild Für jede geregelte Achse/Spindel ist ein Regelkreis mit folgendem Aufbau konfigurierbar:
Bild 7-1 Prinzipschaltung eines Regelkreises
Sollwertausgabe Je Achse/Spindel kann ein Sollwert ausgegeben werden. Die Sollwertausgabe an den Steller erfolgt digital oder bei analoger Spindel 10 V uni- oder bidirektional.
Simulationsachsen Zu Testzwecken kann der Drehzahlregelkreis einer Achse simuliert werden. Die Achse "fährt" dadurch mit Schleppfehler, ähnlich wie eine echte Achse.
Eine Simulationsachse wird definiert, indem die beiden MD30130 CTRLOUT_TYPE[n] (Ausgabeart des Sollwertes) und MD30240 ENC_TYPE[n] (Art der Istwerterfassung) auf "0" gesetzt werden.
Nach Laden der Standardmaschinendaten sind die Achsen auf Simulation gesetzt.
Mit Referenzpunktfahren können Soll- und Istwert auf den Referenzpunktwert gesetzt werden.
Über das MD30350 SIMU_AX_VDI_OUTPUT (Ausgabe der Achssignale bei Simulationsachsen) kann festgelegt werden, ob während der Simulation die achsspezifischen NST an die PLC ausgegeben werden.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln 124 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
7.3.2 Antriebe mit DRIVE-QLiQ
Allgemeines Im System 802D sl sind Antriebsfunktionen der Control Unit von SINAMICS S120 (SINAMICS_I) mit in die Steuerung integriert.
Von diesem integrierten Regler wird die Verbindung zu den weiteren SINAMICS-Modulen über DRIVE-QLiQ realisiert. Diese Verbindung kann bis zu den Motoren mit SMI-Schnittstelle reichen. Die Erkennung der Topologie erfolgt automatisch bei der Inbetriebnahme des SINAMICS-Antriebes.
Literatur:
/BE/ Betriebsanleitung
Konfiguration der Antriebe bei SINUMERIK 802 D sl mit SINAMICS Komponenten In der Steuerung existieren vorgefertigte Systemdatenbausteine für verschiedene Antriebskonfigurationen. Diese Konfigurationen werden über das MD11240 PROFIBUS_SBD_NUMBER[2] eingestellt.
Hinweis
MD11240 [1], [3] nicht verändern. Diese sind für Siemens reserviert.
Die komplette Auswahlmöglichkeit entnehmen Sie bitte der ausführlichen Maschinendatenbeschreibung im Kapitel "Datenbeschreibung".
Über den Steckplatz im DRIVE-QLiQ System wird dem Antrieb eine Antriebsnummer zugeordnet. Zu beachten ist, das auch dem ALM (Active Line Modul) in diesem System eine Nummer zugeordnet wird. Diese Nummern sind im Bild der Antriebsmaschinendaten nach der Inbetriebnahme der SINAMICS-Antriebe ersichtlich.
Über diese Antriebsnummer erfolgt die Zuordnung der NC-Achsen zu den Antrieben. In den Maschinedaten 30110 und 30220 werden diese Werte eingetragen. (siehe auch nachfolgendes Kapitel "Drehzahlsollwert- und Istwertrangierung").
Beispiel Für eine 3 Achs Fräsmaschine mit Spindel kommen zum Einsatz:
● ein Active Line Module (ALM)
● zwei Ein-Achs-Module (für Spindel und Z-Achse)
● ein Doppel-Achs-Model (für X- und Y-Achse)
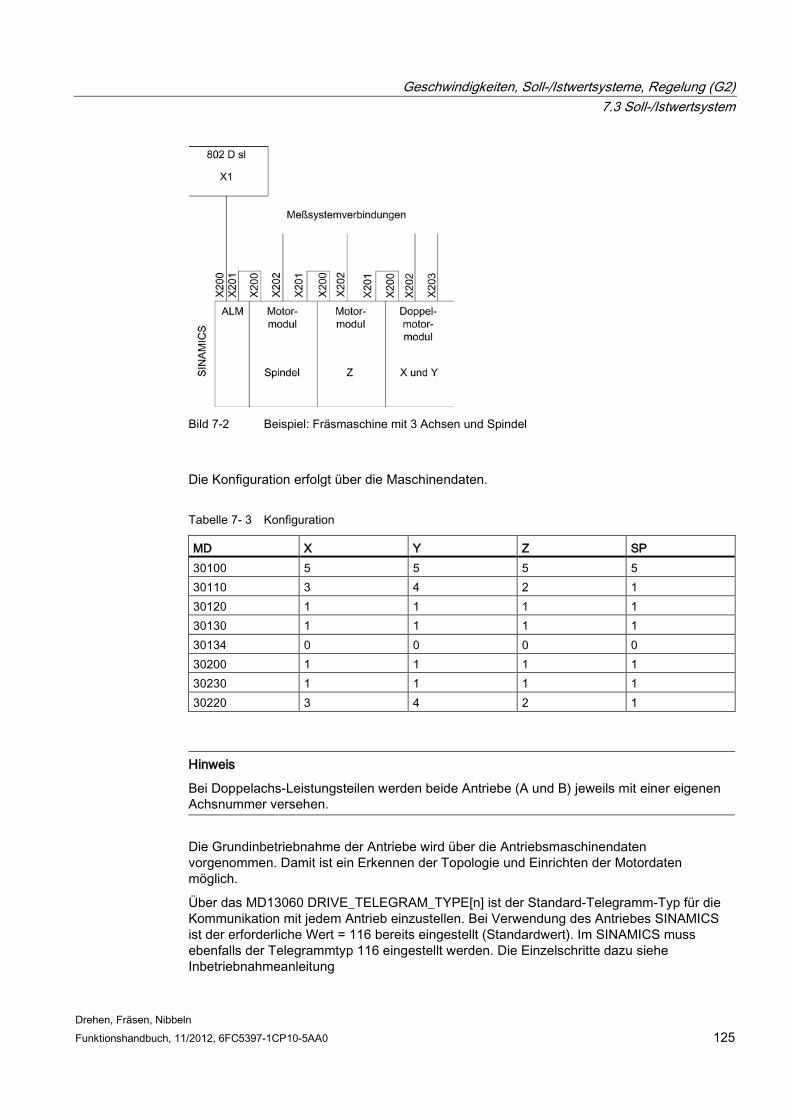
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 125
Bild 7-2 Beispiel: Fräsmaschine mit 3 Achsen und Spindel
Die Konfiguration erfolgt über die Maschinendaten.
Tabelle 7- 3 Konfiguration
MD X Y Z SP 30100 5 5 5 5 30110 3 4 2 1 30120 1 1 1 1 30130 1 1 1 1 30134 0 0 0 0 30200 1 1 1 1 30230 1 1 1 1 30220 3 4 2 1
Hinweis
Bei Doppelachs-Leistungsteilen werden beide Antriebe (A und B) jeweils mit einer eigenen Achsnummer versehen.
Die Grundinbetriebnahme der Antriebe wird über die Antriebsmaschinendaten vorgenommen. Damit ist ein Erkennen der Topologie und Einrichten der Motordaten möglich.
Über das MD13060 DRIVE_TELEGRAM_TYPE[n] ist der Standard-Telegramm-Typ für die Kommunikation mit jedem Antrieb einzustellen. Bei Verwendung des Antriebes SINAMICS ist der erforderliche Wert = 116 bereits eingestellt (Standardwert). Im SINAMICS muss ebenfalls der Telegrammtyp 116 eingestellt werden. Die Einzelschritte dazu siehe Inbetriebnahmeanleitung
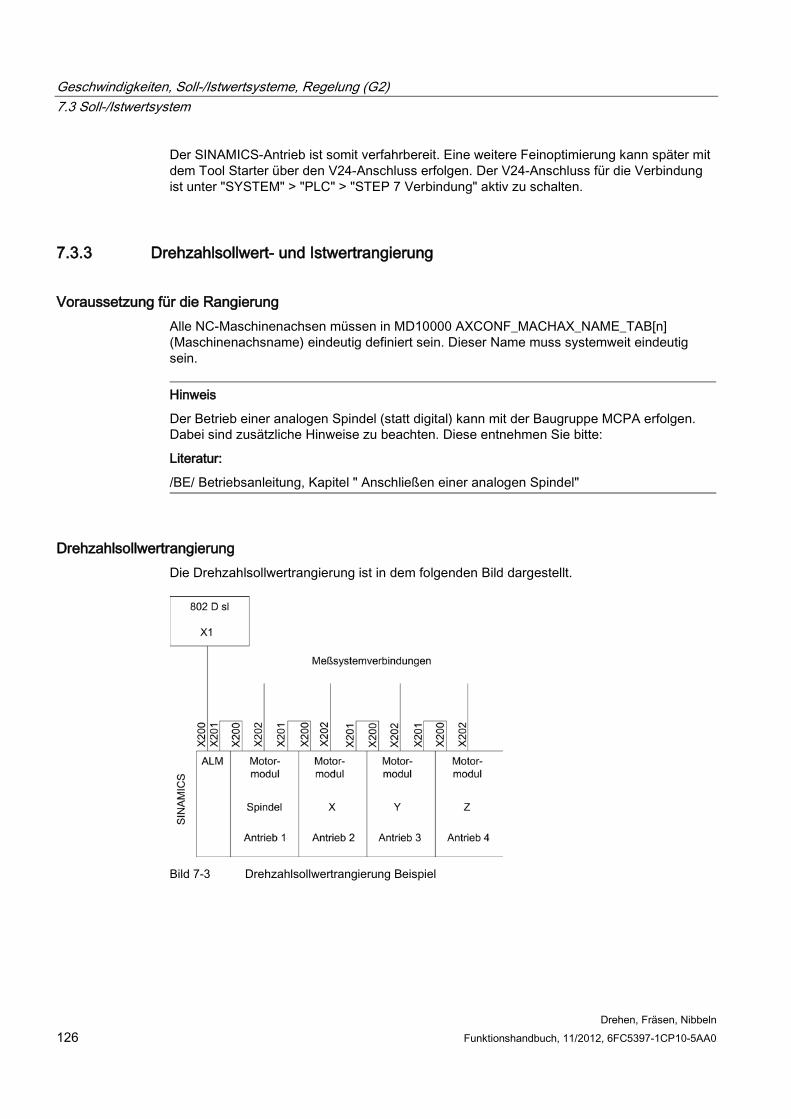
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln 126 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Der SINAMICS-Antrieb ist somit verfahrbereit. Eine weitere Feinoptimierung kann später mit dem Tool Starter über den V24-Anschluss erfolgen. Der V24-Anschluss für die Verbindung ist unter "SYSTEM" > "PLC" > "STEP 7 Verbindung" aktiv zu schalten.
7.3.3 Drehzahlsollwert- und Istwertrangierung
Voraussetzung für die Rangierung Alle NC-Maschinenachsen müssen in MD10000 AXCONF_MACHAX_NAME_TAB[n] (Maschinenachsname) eindeutig definiert sein. Dieser Name muss systemweit eindeutig sein.
Hinweis
Der Betrieb einer analogen Spindel (statt digital) kann mit der Baugruppe MCPA erfolgen. Dabei sind zusätzliche Hinweise zu beachten. Diese entnehmen Sie bitte:
Literatur:
/BE/ Betriebsanleitung, Kapitel " Anschließen einer analogen Spindel"
Drehzahlsollwertrangierung Die Drehzahlsollwertrangierung ist in dem folgenden Bild dargestellt.
Bild 7-3 Drehzahlsollwertrangierung Beispiel
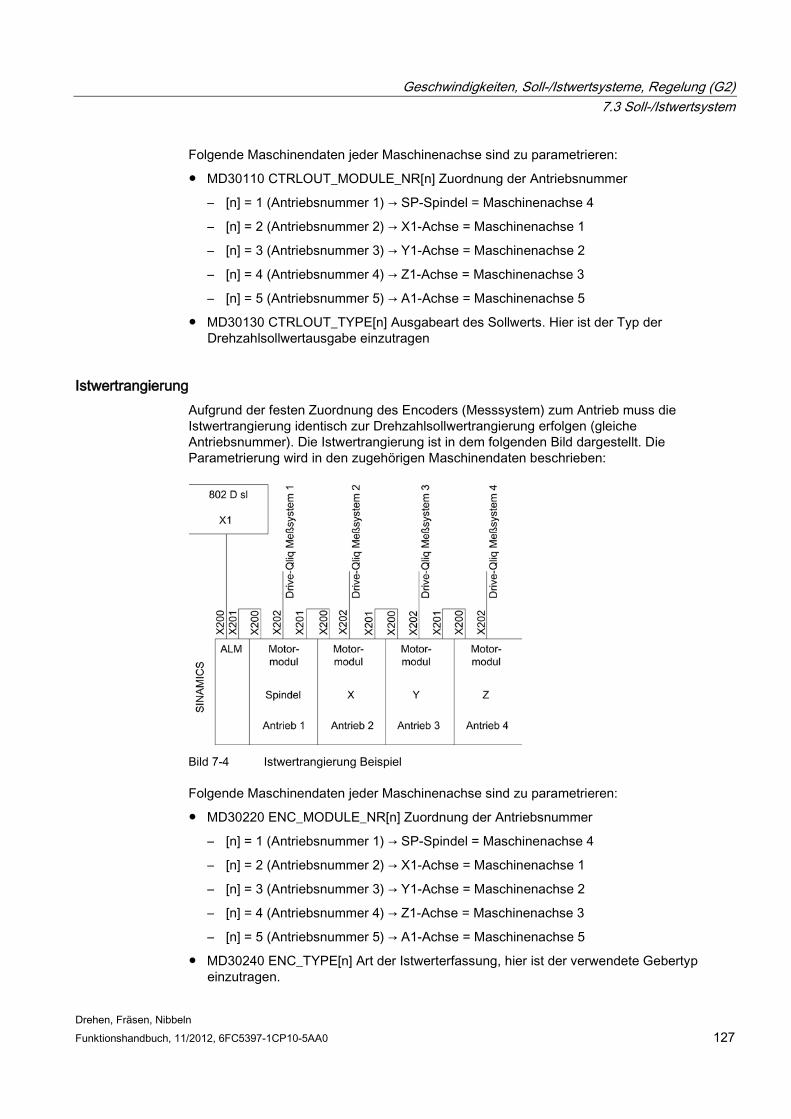
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 127
Folgende Maschinendaten jeder Maschinenachse sind zu parametrieren:
● MD30110 CTRLOUT_MODULE_NR[n] Zuordnung der Antriebsnummer
– [n] = 1 (Antriebsnummer 1) → SP-Spindel = Maschinenachse 4
– [n] = 2 (Antriebsnummer 2) → X1-Achse = Maschinenachse 1
– [n] = 3 (Antriebsnummer 3) → Y1-Achse = Maschinenachse 2
– [n] = 4 (Antriebsnummer 4) → Z1-Achse = Maschinenachse 3
– [n] = 5 (Antriebsnummer 5) → A1-Achse = Maschinenachse 5
● MD30130 CTRLOUT_TYPE[n] Ausgabeart des Sollwerts. Hier ist der Typ der Drehzahlsollwertausgabe einzutragen
Istwertrangierung Aufgrund der festen Zuordnung des Encoders (Messsystem) zum Antrieb muss die Istwertrangierung identisch zur Drehzahlsollwertrangierung erfolgen (gleiche Antriebsnummer). Die Istwertrangierung ist in dem folgenden Bild dargestellt. Die Parametrierung wird in den zugehörigen Maschinendaten beschrieben:
Bild 7-4 Istwertrangierung Beispiel
Folgende Maschinendaten jeder Maschinenachse sind zu parametrieren:
● MD30220 ENC_MODULE_NR[n] Zuordnung der Antriebsnummer
– [n] = 1 (Antriebsnummer 1) → SP-Spindel = Maschinenachse 4
– [n] = 2 (Antriebsnummer 2) → X1-Achse = Maschinenachse 1
– [n] = 3 (Antriebsnummer 3) → Y1-Achse = Maschinenachse 2
– [n] = 4 (Antriebsnummer 4) → Z1-Achse = Maschinenachse 3
– [n] = 5 (Antriebsnummer 5) → A1-Achse = Maschinenachse 5
● MD30240 ENC_TYPE[n] Art der Istwerterfassung, hier ist der verwendete Gebertyp einzutragen.
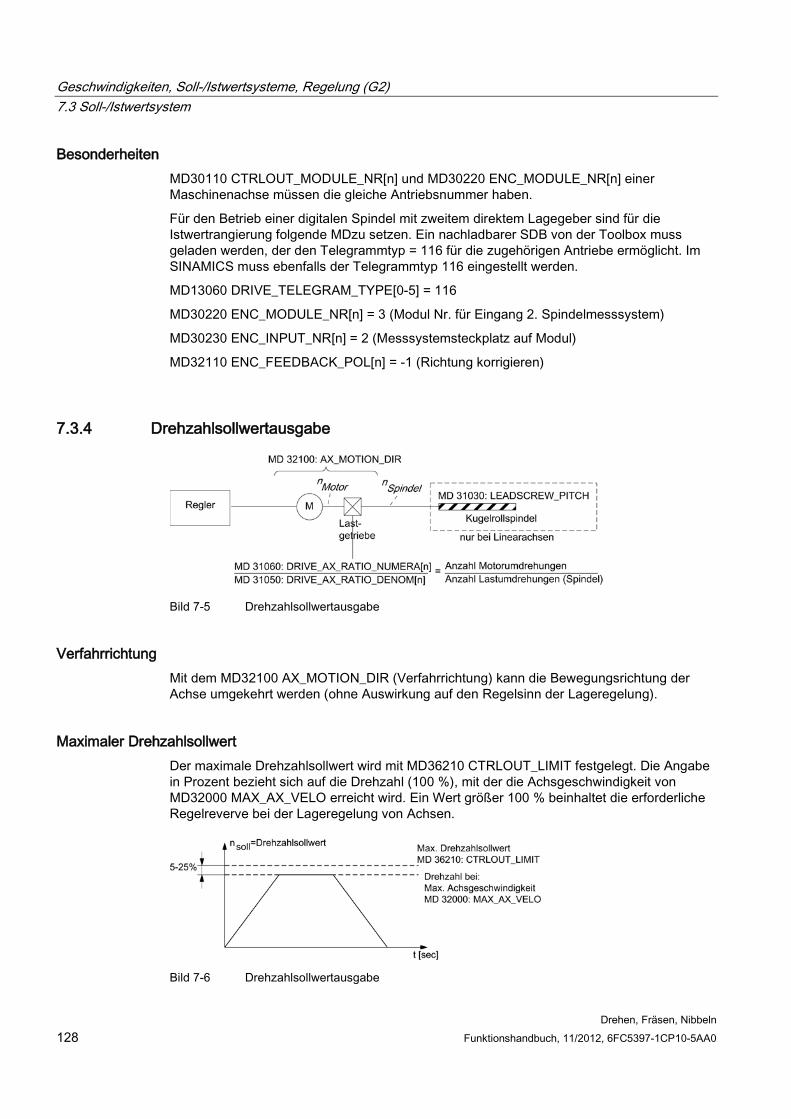
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln 128 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Besonderheiten MD30110 CTRLOUT_MODULE_NR[n] und MD30220 ENC_MODULE_NR[n] einer Maschinenachse müssen die gleiche Antriebsnummer haben.
Für den Betrieb einer digitalen Spindel mit zweitem direktem Lagegeber sind für die Istwertrangierung folgende MDzu setzen. Ein nachladbarer SDB von der Toolbox muss geladen werden, der den Telegrammtyp = 116 für die zugehörigen Antriebe ermöglicht. Im SINAMICS muss ebenfalls der Telegrammtyp 116 eingestellt werden.
MD13060 DRIVE_TELEGRAM_TYPE[0-5] = 116
MD30220 ENC_MODULE_NR[n] = 3 (Modul Nr. für Eingang 2. Spindelmesssystem)
MD30230 ENC_INPUT_NR[n] = 2 (Messsystemsteckplatz auf Modul)
MD32110 ENC_FEEDBACK_POL[n] = -1 (Richtung korrigieren)
7.3.4 Drehzahlsollwertausgabe
Bild 7-5 Drehzahlsollwertausgabe
Verfahrrichtung Mit dem MD32100 AX_MOTION_DIR (Verfahrrichtung) kann die Bewegungsrichtung der Achse umgekehrt werden (ohne Auswirkung auf den Regelsinn der Lageregelung).
Maximaler Drehzahlsollwert Der maximale Drehzahlsollwert wird mit MD36210 CTRLOUT_LIMIT festgelegt. Die Angabe in Prozent bezieht sich auf die Drehzahl (100 %), mit der die Achsgeschwindigkeit von MD32000 MAX_AX_VELO erreicht wird. Ein Wert größer 100 % beinhaltet die erforderliche Regelreverve bei der Lageregelung von Achsen.
Bild 7-6 Drehzahlsollwertausgabe
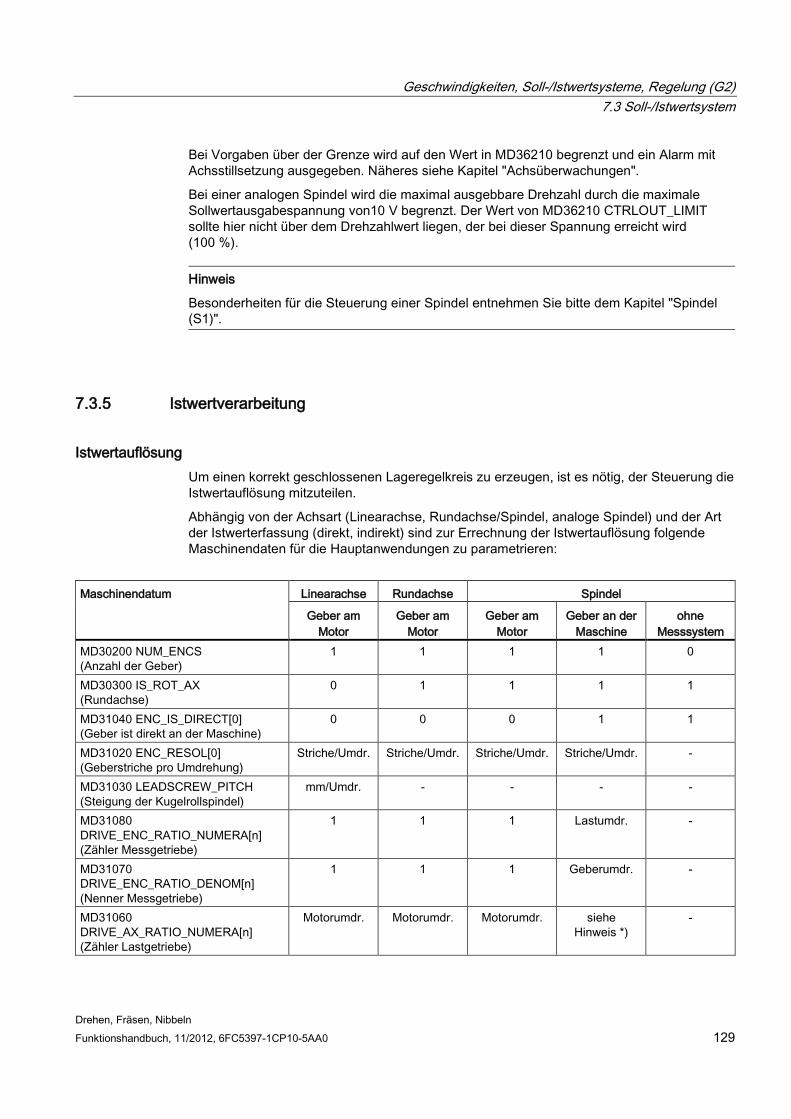
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 129
Bei Vorgaben über der Grenze wird auf den Wert in MD36210 begrenzt und ein Alarm mit Achsstillsetzung ausgegeben. Näheres siehe Kapitel "Achsüberwachungen".
Bei einer analogen Spindel wird die maximal ausgebbare Drehzahl durch die maximale Sollwertausgabespannung von10 V begrenzt. Der Wert von MD36210 CTRLOUT_LIMIT sollte hier nicht über dem Drehzahlwert liegen, der bei dieser Spannung erreicht wird (100 %).
Hinweis
Besonderheiten für die Steuerung einer Spindel entnehmen Sie bitte dem Kapitel "Spindel (S1)".
7.3.5 Istwertverarbeitung
Istwertauflösung Um einen korrekt geschlossenen Lageregelkreis zu erzeugen, ist es nötig, der Steuerung die Istwertauflösung mitzuteilen.
Abhängig von der Achsart (Linearachse, Rundachse/Spindel, analoge Spindel) und der Art der Istwerterfassung (direkt, indirekt) sind zur Errechnung der Istwertauflösung folgende Maschinendaten für die Hauptanwendungen zu parametrieren:
Maschinendatum Linearachse Rundachse Spindel
Geber am Motor
Geber am Motor
Geber am Motor
Geber an der Maschine
ohne Messsystem
MD30200 NUM_ENCS (Anzahl der Geber)
1 1 1 1 0
MD30300 IS_ROT_AX (Rundachse)
0 1 1 1 1
MD31040 ENC_IS_DIRECT[0] (Geber ist direkt an der Maschine)
0 0 0 1 1
MD31020 ENC_RESOL[0] (Geberstriche pro Umdrehung)
Striche/Umdr. Striche/Umdr. Striche/Umdr. Striche/Umdr. -
MD31030 LEADSCREW_PITCH (Steigung der Kugelrollspindel)
mm/Umdr. - - - -
MD31080 DRIVE_ENC_RATIO_NUMERA[n] (Zähler Messgetriebe)
1 1 1 Lastumdr. -
MD31070 DRIVE_ENC_RATIO_DENOM[n] (Nenner Messgetriebe)
1 1 1 Geberumdr. -
MD31060 DRIVE_AX_RATIO_NUMERA[n] (Zähler Lastgetriebe)
Motorumdr. Motorumdr. Motorumdr. siehe Hinweis *)
-
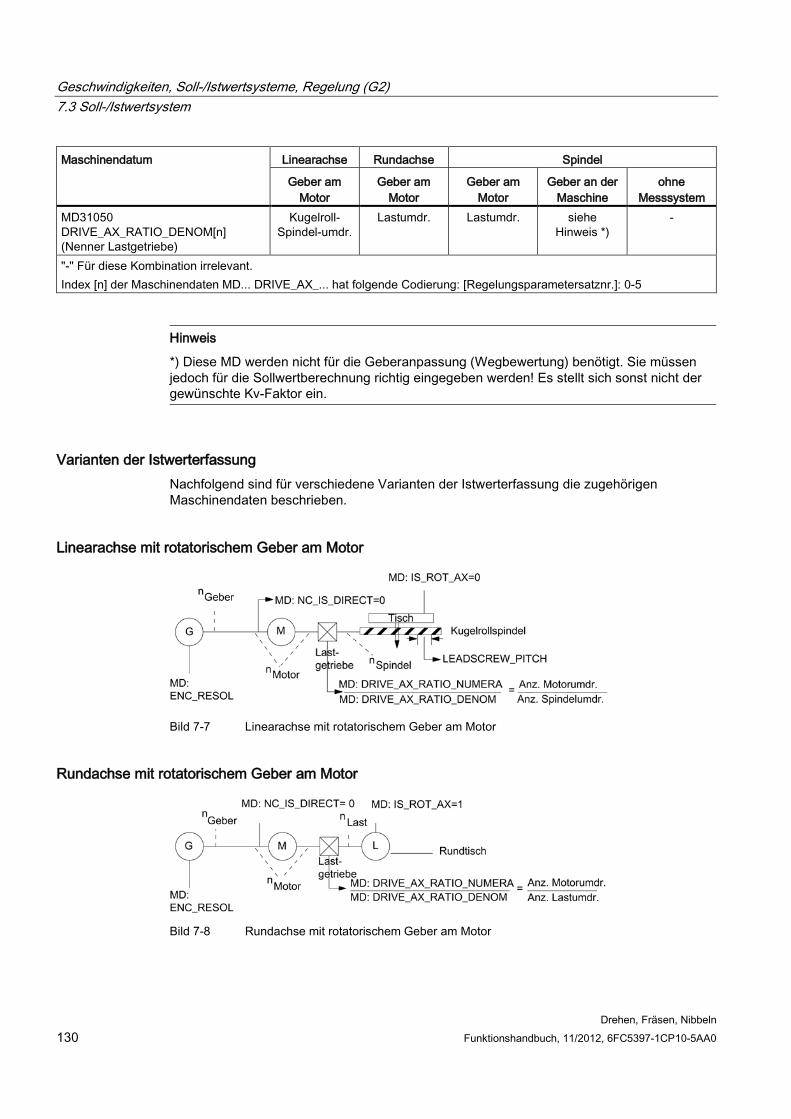
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln 130 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Maschinendatum Linearachse Rundachse Spindel
Geber am Motor
Geber am Motor
Geber am Motor
Geber an der Maschine
ohne Messsystem
MD31050 DRIVE_AX_RATIO_DENOM[n] (Nenner Lastgetriebe)
Kugelroll-Spindel-umdr.
Lastumdr. Lastumdr. siehe Hinweis *)
-
"-" Für diese Kombination irrelevant. Index [n] der Maschinendaten MD... DRIVE_AX_... hat folgende Codierung: [Regelungsparametersatznr.]: 0-5
Hinweis
*) Diese MD werden nicht für die Geberanpassung (Wegbewertung) benötigt. Sie müssen jedoch für die Sollwertberechnung richtig eingegeben werden! Es stellt sich sonst nicht der gewünschte Kv-Faktor ein.
Varianten der Istwerterfassung Nachfolgend sind für verschiedene Varianten der Istwerterfassung die zugehörigen Maschinendaten beschrieben.
Linearachse mit rotatorischem Geber am Motor
Bild 7-7 Linearachse mit rotatorischem Geber am Motor
Rundachse mit rotatorischem Geber am Motor
Bild 7-8 Rundachse mit rotatorischem Geber am Motor
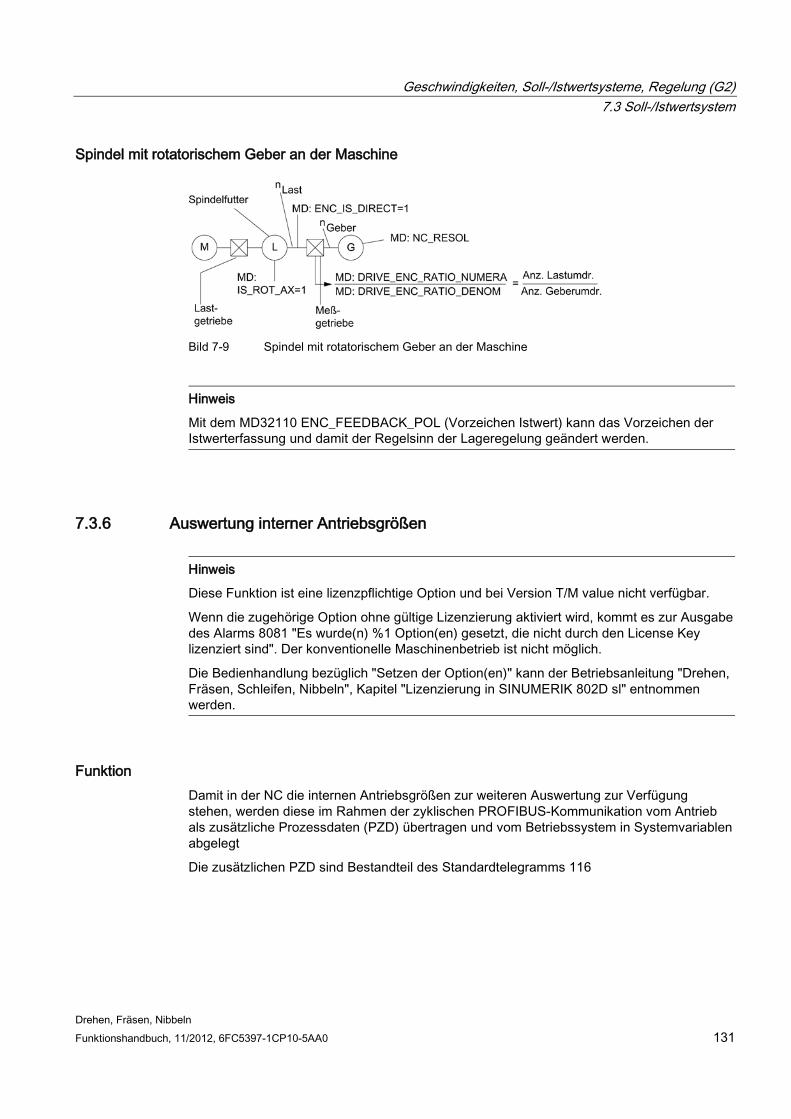
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 131
Spindel mit rotatorischem Geber an der Maschine
Bild 7-9 Spindel mit rotatorischem Geber an der Maschine
Hinweis
Mit dem MD32110 ENC_FEEDBACK_POL (Vorzeichen Istwert) kann das Vorzeichen der Istwerterfassung und damit der Regelsinn der Lageregelung geändert werden.
7.3.6 Auswertung interner Antriebsgrößen
Hinweis
Diese Funktion ist eine lizenzpflichtige Option und bei Version T/M value nicht verfügbar.
Wenn die zugehörige Option ohne gültige Lizenzierung aktiviert wird, kommt es zur Ausgabe des Alarms 8081 "Es wurde(n) %1 Option(en) gesetzt, die nicht durch den License Key lizenziert sind". Der konventionelle Maschinenbetrieb ist nicht möglich.
Die Bedienhandlung bezüglich "Setzen der Option(en)" kann der Betriebsanleitung "Drehen, Fräsen, Schleifen, Nibbeln", Kapitel "Lizenzierung in SINUMERIK 802D sl" entnommen werden.
Funktion Damit in der NC die internen Antriebsgrößen zur weiteren Auswertung zur Verfügung stehen, werden diese im Rahmen der zyklischen PROFIBUS-Kommunikation vom Antrieb als zusätzliche Prozessdaten (PZD) übertragen und vom Betriebssystem in Systemvariablen abgelegt
Die zusätzlichen PZD sind Bestandteil des Standardtelegramms 116
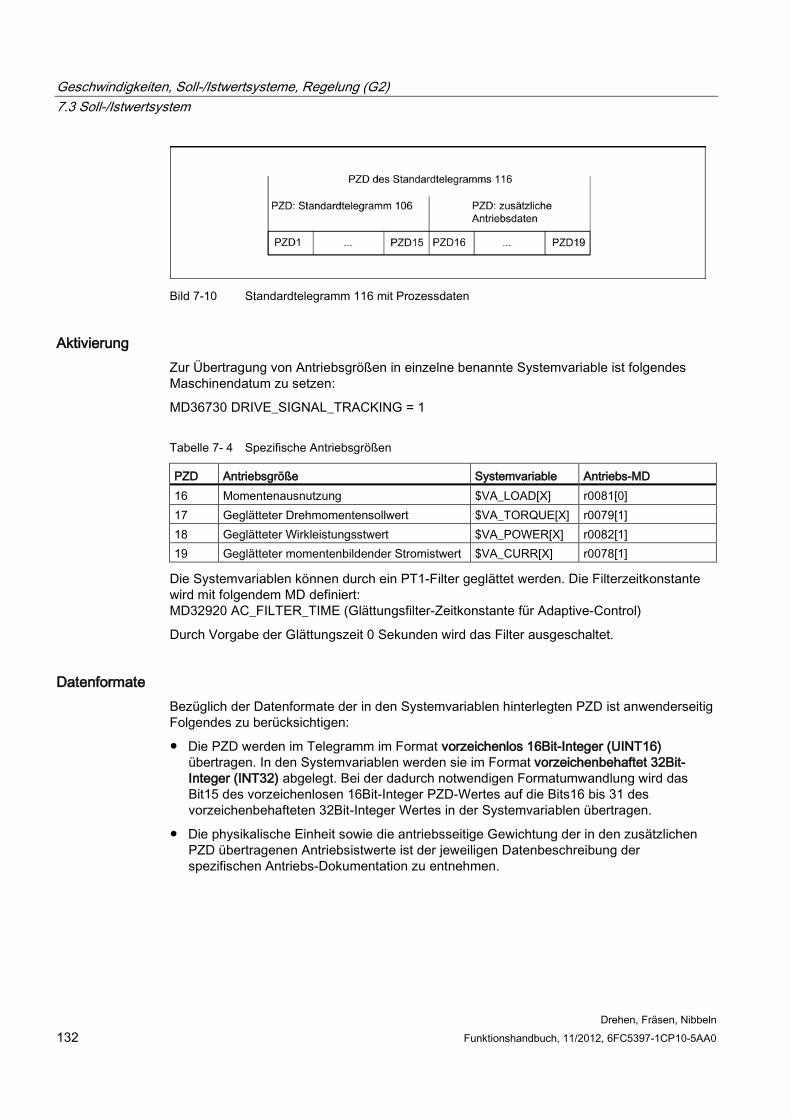
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.3 Soll-/Istwertsystem
Drehen, Fräsen, Nibbeln 132 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 7-10 Standardtelegramm 116 mit Prozessdaten
Aktivierung Zur Übertragung von Antriebsgrößen in einzelne benannte Systemvariable ist folgendes Maschinendatum zu setzen:
MD36730 DRIVE_SIGNAL_TRACKING = 1
Tabelle 7- 4 Spezifische Antriebsgrößen
PZD Antriebsgröße Systemvariable Antriebs-MD 16 Momentenausnutzung $VA_LOAD[X] r0081[0] 17 Geglätteter Drehmomentensollwert $VA_TORQUE[X] r0079[1] 18 Geglätteter Wirkleistungsstwert $VA_POWER[X] r0082[1] 19 Geglätteter momentenbildender Stromistwert $VA_CURR[X] r0078[1]
Die Systemvariablen können durch ein PT1-Filter geglättet werden. Die Filterzeitkonstante wird mit folgendem MD definiert: MD32920 AC_FILTER_TIME (Glättungsfilter-Zeitkonstante für Adaptive-Control)
Durch Vorgabe der Glättungszeit 0 Sekunden wird das Filter ausgeschaltet.
Datenformate Bezüglich der Datenformate der in den Systemvariablen hinterlegten PZD ist anwenderseitig Folgendes zu berücksichtigen:
● Die PZD werden im Telegramm im Format vorzeichenlos 16Bit-Integer (UINT16) übertragen. In den Systemvariablen werden sie im Format vorzeichenbehaftet 32Bit-Integer (INT32) abgelegt. Bei der dadurch notwendigen Formatumwandlung wird das Bit15 des vorzeichenlosen 16Bit-Integer PZD-Wertes auf die Bits16 bis 31 des vorzeichenbehafteten 32Bit-Integer Wertes in der Systemvariablen übertragen.
● Die physikalische Einheit sowie die antriebsseitige Gewichtung der in den zusätzlichen PZD übertragenen Antriebsistwerte ist der jeweiligen Datenbeschreibung der spezifischen Antriebs-Dokumentation zu entnehmen.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.4 Regelung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 133
Konsistenzprüfung Im Hochlauf der SINUMERIK 802D sl erfolgt eine Konsistenzprüfung der für die Prozessdatenprojektierung relevanten Parameter zur zyklischen PROFIBUS-Kommunikation:
● NC: MD13060 DRIVE_TELEGRAM_TYPE[n] (Antriebs-Telegrammtyp)
● Antrieb: p0922 (PROFIdrive Telegrammauswahl)
Ist der Antriebs-Telegrammtyp in MD13060 ungleich dem in p0922 definierten, kommt es zur Ausgabe des Alarms 26015 "Achse %1 Maschinendatum %2[%3] Wert nicht zulässig" (in diesem Fall entspricht %2 dem Bezeichner von MD13060).
Anwendungsbeispiele ● Systemvariablen in einer modal wirksamen Synchronisation:
ID=1 WHENEVER TRUE DO $R0=$VA_LOAD[X]
● Systemvariablen in einem Teileprogramm:
...
WHENEVER $VA_LOAD[X]>80 DO $AC_OVR=80
G1 G90 X200 F10000
...
7.4 Regelung
Allgemeines Die Regelung einer Achse besteht aus dem Strom- und Drehzahlregelkreis des Antriebes und einem übergeordneten Lageregelkreis in der NC.
Die Drehzahl- und Stromregelung sind erläutert in:
Literatur:
/FH1/ Funktionshandbuch SINAMICS S120, Kapitel "Betriebsarten"
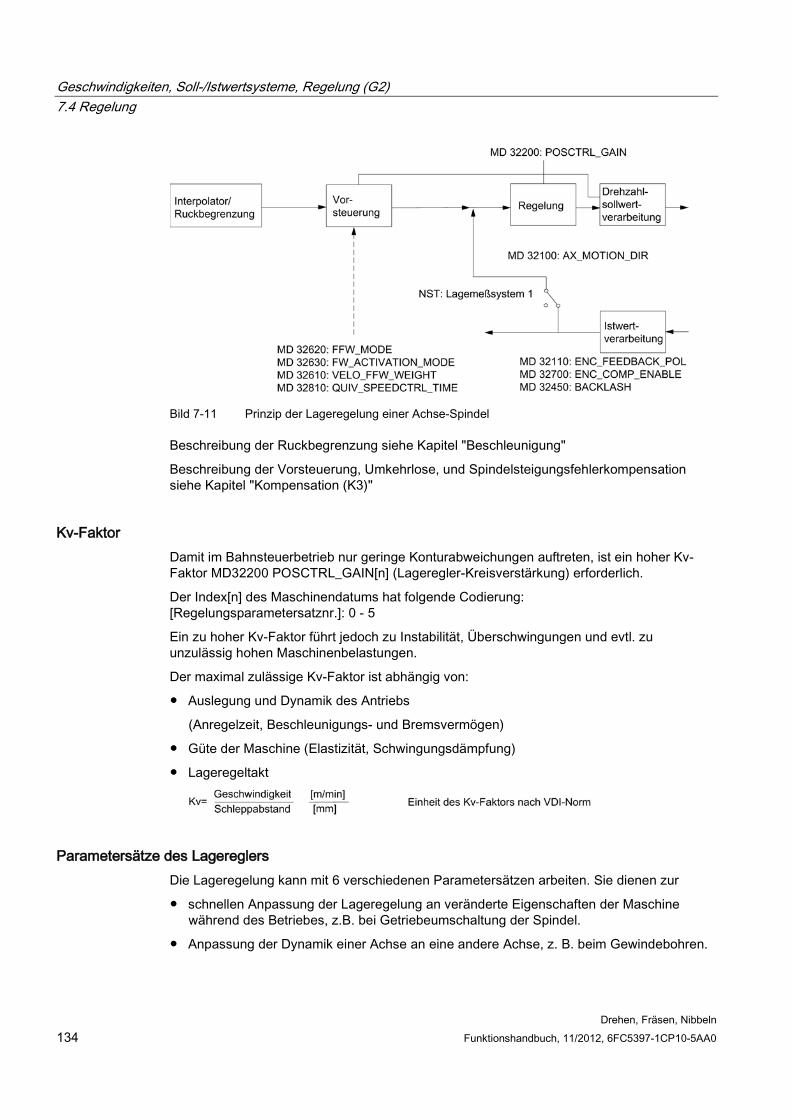
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.4 Regelung
Drehen, Fräsen, Nibbeln 134 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 7-11 Prinzip der Lageregelung einer Achse-Spindel
Beschreibung der Ruckbegrenzung siehe Kapitel "Beschleunigung"
Beschreibung der Vorsteuerung, Umkehrlose, und Spindelsteigungsfehlerkompensation siehe Kapitel "Kompensation (K3)"
Kv-Faktor Damit im Bahnsteuerbetrieb nur geringe Konturabweichungen auftreten, ist ein hoher Kv-Faktor MD32200 POSCTRL_GAIN[n] (Lageregler-Kreisverstärkung) erforderlich.
Der Index[n] des Maschinendatums hat folgende Codierung: [Regelungsparametersatznr.]: 0 - 5
Ein zu hoher Kv-Faktor führt jedoch zu Instabilität, Überschwingungen und evtl. zu unzulässig hohen Maschinenbelastungen.
Der maximal zulässige Kv-Faktor ist abhängig von:
● Auslegung und Dynamik des Antriebs
(Anregelzeit, Beschleunigungs- und Bremsvermögen)
● Güte der Maschine (Elastizität, Schwingungsdämpfung)
● Lageregeltakt
Parametersätze des Lagereglers Die Lageregelung kann mit 6 verschiedenen Parametersätzen arbeiten. Sie dienen zur
● schnellen Anpassung der Lageregelung an veränderte Eigenschaften der Maschine während des Betriebes, z.B. bei Getriebeumschaltung der Spindel.
● Anpassung der Dynamik einer Achse an eine andere Achse, z. B. beim Gewindebohren.
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.4 Regelung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 135
Folgende Maschinendaten sind zusammenhängend durch Parametersatzumschaltung im Betrieb änderbar:
● MD31050 DRIVE_AX_RATIO_DENOM[n] (Nenner Lastgetriebe)
● MD31060 DRIVE_AX_RATIO_NUMERA[n] (Zähler Lastgetriebe)
● MD32200 POSCTRL_GAIN[n] (Kv-Faktor)
● MD32810 EQUIV_SPEEDCTRL_TIME[n] (Ersatzzeitkonstante Drehzahlkregelkreis für Vorsteuerung)
● MD36200 AX_VELO_LIMIT[n] (Schwellwert für Geschwindigkeitsüberwachung)
Der Index [n] der Maschinendaten hat folgende Codierung: [Regelungs-Parametersatz-Nr.]: 0-5
Parametersätze bei Spindel:
Bei der Spindel wird jeder Getriebestufe ein eigener Parametersatz zugeordnet. Abhängig von dem NST "Istgetriebestufe" (V380x 2000.0 bis .2) wird der entsprechende Parametersatz aktiviert. Die Maschinendaten, die mit der Getriebestufe der Spindel umgeschaltet werden, finden Sie in Kapitel "Spindel".
NST "Istgetriebestufe" aktiver Parametersatz 000 2 (Index=1) 001 2 (Index=1) 010 3 (Index=2) 011 4 (Index=3) 100 5 (Index=4) 101 6 (Index=5)
Parametersätze bei Achsen
● Für Achsen, die nicht am Gewindebohren oder -schneiden beteiligt sind, wird immer der Parametersatz 1 (Index=0) aktiviert.
● Für Achsen, die am Gewindebohren oder -schneiden beteiligt sind, wird die gleiche Parametersatznummer wie bei der aktuellen Getriebestufe einer Spindel aktiviert.
Hinweis
Ist für eine Achse z. B. ein Lastgetriebe wirksam, dann ist diese Übersetzung (Zähler, Nenner) neben dem Parametersatz mit Index=0 auch in alle übrigen bei Gewinde benutzten Parametersätze einzutragen
Der aktuelle Parametersatz wird im Bedienbereich "System" → "Service Anzeige" im Bild "Service Achsen" angezeigt.
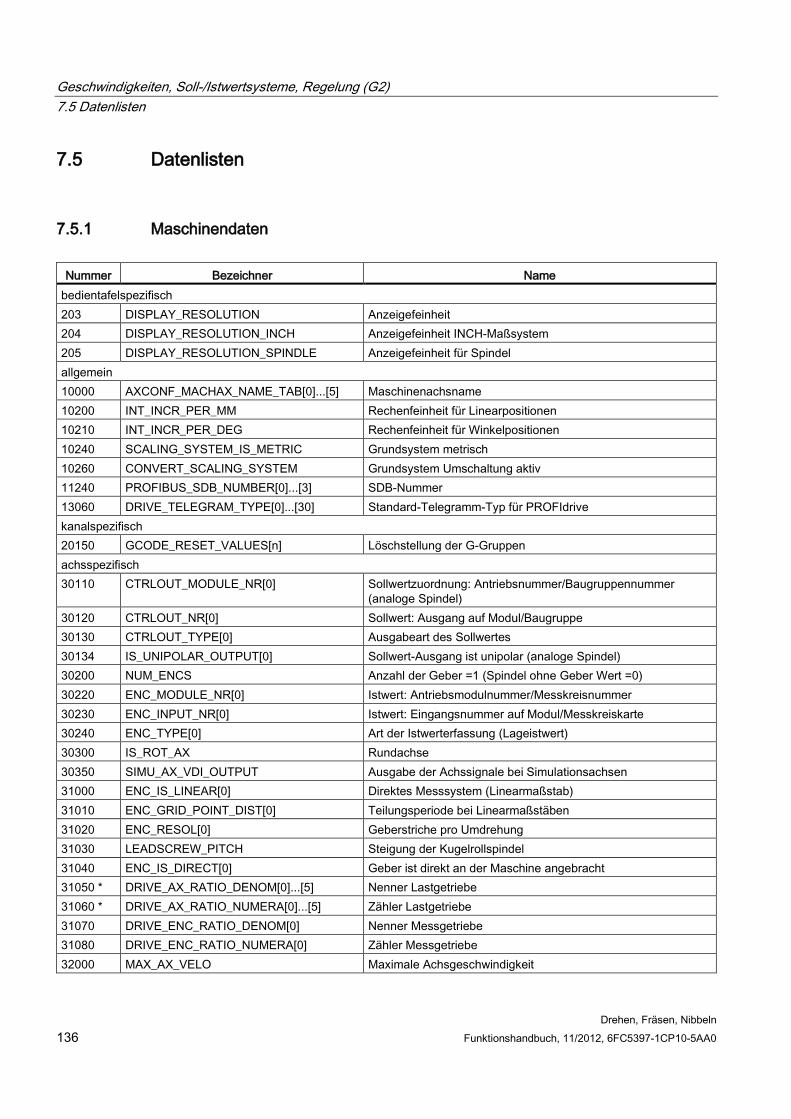
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.5 Datenlisten
Drehen, Fräsen, Nibbeln 136 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
7.5 Datenlisten
7.5.1 Maschinendaten
Nummer Bezeichner Name bedientafelspezifisch 203 DISPLAY_RESOLUTION Anzeigefeinheit 204 DISPLAY_RESOLUTION_INCH Anzeigefeinheit INCH-Maßsystem 205 DISPLAY_RESOLUTION_SPINDLE Anzeigefeinheit für Spindel allgemein 10000 AXCONF_MACHAX_NAME_TAB[0]...[5] Maschinenachsname 10200 INT_INCR_PER_MM Rechenfeinheit für Linearpositionen 10210 INT_INCR_PER_DEG Rechenfeinheit für Winkelpositionen 10240 SCALING_SYSTEM_IS_METRIC Grundsystem metrisch 10260 CONVERT_SCALING_SYSTEM Grundsystem Umschaltung aktiv 11240 PROFIBUS_SDB_NUMBER[0]...[3] SDB-Nummer 13060 DRIVE_TELEGRAM_TYPE[0]...[30] Standard-Telegramm-Typ für PROFIdrive kanalspezifisch 20150 GCODE_RESET_VALUES[n] Löschstellung der G-Gruppen achsspezifisch 30110 CTRLOUT_MODULE_NR[0] Sollwertzuordnung: Antriebsnummer/Baugruppennummer
(analoge Spindel) 30120 CTRLOUT_NR[0] Sollwert: Ausgang auf Modul/Baugruppe 30130 CTRLOUT_TYPE[0] Ausgabeart des Sollwertes 30134 IS_UNIPOLAR_OUTPUT[0] Sollwert-Ausgang ist unipolar (analoge Spindel) 30200 NUM_ENCS Anzahl der Geber =1 (Spindel ohne Geber Wert =0) 30220 ENC_MODULE_NR[0] Istwert: Antriebsmodulnummer/Messkreisnummer 30230 ENC_INPUT_NR[0] Istwert: Eingangsnummer auf Modul/Messkreiskarte 30240 ENC_TYPE[0] Art der Istwerterfassung (Lageistwert) 30300 IS_ROT_AX Rundachse 30350 SIMU_AX_VDI_OUTPUT Ausgabe der Achssignale bei Simulationsachsen 31000 ENC_IS_LINEAR[0] Direktes Messsystem (Linearmaßstab) 31010 ENC_GRID_POINT_DIST[0] Teilungsperiode bei Linearmaßstäben 31020 ENC_RESOL[0] Geberstriche pro Umdrehung 31030 LEADSCREW_PITCH Steigung der Kugelrollspindel 31040 ENC_IS_DIRECT[0] Geber ist direkt an der Maschine angebracht 31050 * DRIVE_AX_RATIO_DENOM[0]...[5] Nenner Lastgetriebe 31060 * DRIVE_AX_RATIO_NUMERA[0]...[5] Zähler Lastgetriebe 31070 DRIVE_ENC_RATIO_DENOM[0] Nenner Messgetriebe 31080 DRIVE_ENC_RATIO_NUMERA[0] Zähler Messgetriebe 32000 MAX_AX_VELO Maximale Achsgeschwindigkeit
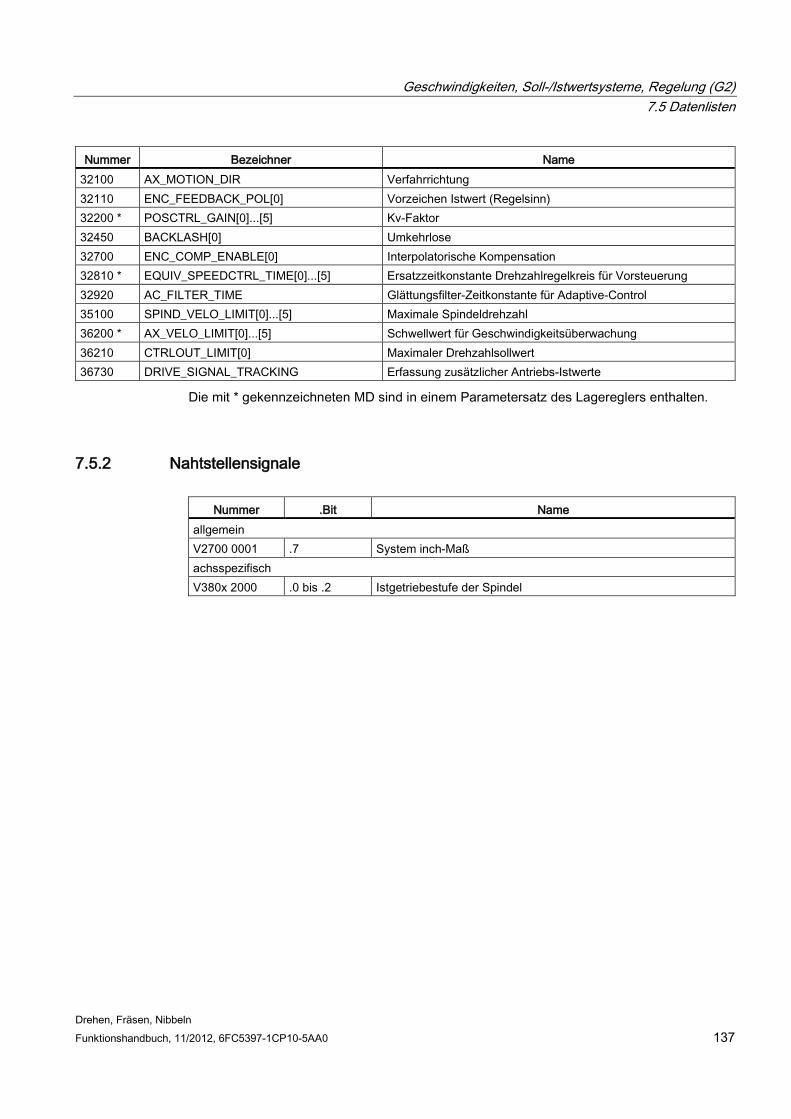
Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.5 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 137
Nummer Bezeichner Name 32100 AX_MOTION_DIR Verfahrrichtung 32110 ENC_FEEDBACK_POL[0] Vorzeichen Istwert (Regelsinn) 32200 * POSCTRL_GAIN[0]...[5] Kv-Faktor 32450 BACKLASH[0] Umkehrlose 32700 ENC_COMP_ENABLE[0] Interpolatorische Kompensation 32810 * EQUIV_SPEEDCTRL_TIME[0]...[5] Ersatzzeitkonstante Drehzahlregelkreis für Vorsteuerung 32920 AC_FILTER_TIME Glättungsfilter-Zeitkonstante für Adaptive-Control 35100 SPIND_VELO_LIMIT[0]...[5] Maximale Spindeldrehzahl 36200 * AX_VELO_LIMIT[0]...[5] Schwellwert für Geschwindigkeitsüberwachung 36210 CTRLOUT_LIMIT[0] Maximaler Drehzahlsollwert 36730 DRIVE_SIGNAL_TRACKING Erfassung zusätzlicher Antriebs-Istwerte
Die mit * gekennzeichneten MD sind in einem Parametersatz des Lagereglers enthalten.
7.5.2 Nahtstellensignale
Nummer .Bit Name allgemein V2700 0001 .7 System inch-Maß achsspezifisch V380x 2000 .0 bis .2 Istgetriebestufe der Spindel

Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2) 7.5 Datenlisten
Drehen, Fräsen, Nibbeln 138 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 139
Handfahren und Handradfahren (H1) 8 8.1 Allgemeine Eigenschaften beim Fahren in JOG
Betriebsart JOG In der Betriebsart JOG können Achsen/Spindel durch Handbedienung verfahren werden. Die wirksame Betriebsart wird an die PLC über NST "aktive Betriebsart: JOG" (V3100 0000.2) gemeldet und ist in der Anzeige sichtbar, siehe auch Kapitel "Betriebsarten, Programmbetrieb (K1)".
Verfahrmöglichkeiten Das Verfahren der Achsen ist über die Verfahrtasten einer angeschlossenen Maschinensteuertafel (Handfahren) oder über angeschlossene Handräder (Handradfahren) möglich.
Es können gleichzeitig über Tasten alle Maschinenachsen verfahren werden (bei entsprechender Ausführung einer anwenderspezifischen Maschinensteuertafel) oder über Handrad entsprechend der Anzahl angeschlossener Handräder. Bei dieser simultanen Bewegung von mehreren Maschinenachsen besteht kein interpolatorischer Zusammenhang.
Koordinatensysteme Der Bediener hat die Möglichkeit, Achsen in den Koordinatensystemen zu verfahren:
● Maschinenkoordinatensystem (MKS); Maschinenachsen manuell verfahrbar
● Werkstückkoordinatensystem (WKS); Geometrieachsen manuell verfahrbar
Maschinenfunktionen Es gibt Varianten für das Handfahren (die sog. Maschinenfunktionen):
● kontinuierliches Verfahren
● inkrementelles Verfahren (INC, Vorgabe einer Anzahl von Verfahr-Inkrementen). Ein Inkrement wird bei metrischer Grundeinstellung des Systems mit 0,001mm bewertet.
Vom PLC-Anwenderprogramm ist eine an der anwendereigenen Maschinensteuertafel-Nahtstelle anstehende Maschinenfunktion auf die entsprechende PLC/NCK-Nahtstelle umzusetzen. Dabei ist bei einer Maschinenachse/Spindel die achsspezifische NCK/PLC-Nahtstelle und bei einer Geometrieachse die kanalspezifische NCK/PLC-Nahtstelle zu verwenden oder für alle Achsen/Spindel und Geometrieachsen gültig: Signale im Betriebsartenbereich (siehe auch nachfolgendes Kapitel).
Handfahren und Handradfahren (H1) 8.1 Allgemeine Eigenschaften beim Fahren in JOG
Drehen, Fräsen, Nibbeln 140 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Handradfahren Auch das Verfahren der Achsen mit dem Handrad ist im MKS oder WKS möglich. Zur Bewertung der Handradimpulse ist ein inkrementelles Verfahren (INC...) einzustellen (siehe Kapitel "Handradfahren in JOG").
Verfahren der Geometrieachsen Werden Werkstücke bearbeitet, deren Werkstückkoordinatensystem nicht parallel zum Maschinenkoordinatensystem ist (schräge Aufspannung, programmierte Drehung in der Kontur aktiv), so kann per Verfahrtasten oder Handrad entlang der Achsen des Werkstückkoordinatensystems verfahren werden. Man wechselt im gestoppten Zustand von der Betriebsart AUTO nach JOG und verfährt eine Geometrieachse statt Maschinenachse. Entsprechend der aktiven Drehung des Werkstückkoordinatensystems bewegen sich dann 1 bis 3 Maschinenenachsen.
Verfährt eine Maschinenachse, so kann diese nicht zusätzlich über Verfahrtasten einer Geometrieachse bewegt werden. Die Verfahrbewegung der Maschinenachse muss erst abgeschlossen sein. Sonst wird der Alarm 20062 "Achse bereits aktiv" gemeldet. Über die Handräder 1 und 2 können 2 Geometrieachsen gleichzeitig verfahren werden.
Hinweis
Geometrieachsen werden über eine eigene, kanalspezifische PLC-Nahtstelle versorgt.
Planachse bei Technologie "Drehen" Eine Geometrieachse ist als Planachse definiert. Ist hier Radiusprogrammierung (DIAMOF)angewählt statt Durchmesserprogrammierung (DIAMON), so ist beim Verfahren in JOG zu beachten:
● kontinuierliches Verfahren: Beim kontinuierlichen Verfahren einer Planachse gibt es keine Unterschiede.
● inkrementelles Verfahren: Es wird nur die halbe Wegstrecke der angewählten Inkrementgröße verfahren.
● Verfahren mit dem Handrad: Entsprechend wird beim inkrementellen Verfahren auch mit dem Handrad je Handradpuls nur die halbe Wegstrecke verfahren.
Handfahren der Spindel In der Betriebsart JOG kann auch die Spindel manuell verfahren werden. Dabei gelten im Wesentlichen die gleichen Bedingungen wie beim Handfahren von Maschinenachsen. Die Spindel kann bei JOG über Verfahrtasten/NST "kontinuierlich" bzw. "INC..." verfahren werden. Die Anwahl und Aktivierung erfolgt über die achs-/spindelspezifische PLC-Nahtstelle analog den Achsen.
Das Handfahren der Spindel ist sowohl im Positionierbetrieb (Spindel in Lageregelung) als auch im Steuerbetrieb möglich. Es wirkt der Parametersatz (Maschinendaten) der aktuellen Getriebestufe.
Handfahren und Handradfahren (H1) 8.1 Allgemeine Eigenschaften beim Fahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 141
Geschwindigkeit Die Geschwindigkeit der Achsen/Spindel bei Handfahren in JOG wird durch folgende Wertvorgaben festgelegt:
● bei Linearachsen mit allgemeinem SD41110 JOG_SET_VELO (JOG-Geschwindigkeit bei G94) bzw. bei Rundachsen mit SD41130 JOG_ROT_AX_SET_VELO (JOG-Geschwindigkeit bei Rundachsen) oder SD41200 JOG_SPIND_SET_VELO (JOG-Geschwindigkeit für die Spindel).
● falls das zutreffende SD den Wert Null hat, wirkt das jeweilige achsspezifische MD32020 JOG_VELO (Konventionelle Achsgeschwindigkeit). Bei Geometrieachsen wird in diesem Fall der Wert der zugeordenten Maschinenachse verwendet: X->X1, Y->Y1, Z->Z1 (bei Standardeinstellung).
Eilgangüberlagerung Wird bei Maschinenachsen zusätzlich mit den Verfahrtasten die Eilgangsüberlagerungstaste betätigt, so erfolgt die Bewegung mit dem im achsspezifische MD32010 JOG_VELO_RAPID (Achsgeschwindigkeit bei JOG-Betrieb mit Eilgangsüberlagerung) festgelegten Eilgangsgeschwindigkeit.
Bei Geometrieachsen wird der Wert der zugeordneten Maschinenachse verwendet: X->X1, Y->Y1, Z->Z1 (bei Standardeinstellung). Zur Steuerung ist der eigene PLC-Nahtstellenbereich der Geometrieachsen zu verwenden.
Geschwindigkeits-Korrektur Die bei JOG verfahrene Geschwindigkeit kann zusätzlich mit Hilfe des achsspezifischen Vorschubkorrekturschalters bei Maschinenachsen beeinflusst werden, sofern das achsspezifische NST "Korrektur wirksam" (V380x 0001.7) gesetzt ist. Bei Schalterstellung 0 % wird die Achse nicht verfahren - auch wenn NST "Korrektur wirksam" nicht gesetzt ist.
Bei Geometrieachsen wirkt der kanalspezifische Vorschub-Korrekturschalter bzw. der Eilgangs-Korrekturschalter bei Eilgangsüberlagerung.
Bei der Spindel wirkt der aktivierte Spindel-Korrekturschalter.
Beschleunigung Die maximale Achsbeschleunigung wird mit dem achsspezifischen MD32300 MAX_AX_ACCEL festgelegt. Auch beim Fahren in der Betriebsart JOG kann die Beschleunigung entsprechend einer vorgegebenen Kennlinie eingestellt werden. Die möglichen Einstellungen sind im Kapitel "Beschleunigung (B2)" beschrieben.
PLC-Nahtstelle Für Geometrieachsen (Achsen im WKS) gibt es eine eigene PLC-Nahtstelle (VB 3200 1000, ff bzw. VB 3300 1000, ff), die die gleichen Signale wie die achsspezifische PLC-Nahtstelle enthält.
Beim Handfahren der Spindel wirken die PLC-Nahtstellensignale zwischen NCK und PLC analog wie bei den Maschinenachsen. Die NST "Position erreicht mit Genauhalt fein bzw. grob" werden nur gesetzt, falls die Spindel sich in Lageregelung befindet.
Handfahren und Handradfahren (H1) 8.1 Allgemeine Eigenschaften beim Fahren in JOG
Drehen, Fräsen, Nibbeln 142 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bei den rein spindelspezifischen Nahtstellensignalen ist während des Verfahrens der Spindel bei JOG zu beachten:
● folgende PLC-Nahtstellensignale an Spindel wirken nicht:
– NST "M3/M4 invertieren" (V380x 2001.6)
– NST "Solldrehrichtung links" bzw. "Solldrehrichtung rechts" (V380x 2002.7 bzw. .6)
– NST "Pendeldrehzahl" (V380x 2001.5)
● folgende PLC-Nahtstellensignale von Spindel werden nicht gesetzt:
– NST "Istdrehung rechts" (V390x 2001.7)
– NST "Spindel im Sollbereich" (V390x 2001.5)
Hinweis
Ein Reset führt zu einem Abbruch mit Bremsrampe der Hand-Verfahrbewegung (Achse/Spindel).
Begrenzungen Beim Handfahren wirken folgende Begrenzungen:
● Arbeitsfeldbegrenzung (Achse muss referiert sein)
● Software-Endschalter 1 oder 2 (Achse muss referiert sein)
● Hardware-Endschalter
Steuerungsintern wird sichergestellt, dass die Verfahrbewegung abgebrochen wird, sobald die erste gültige Begrenzung erreicht wird. Die Geschwindigkeitsführung sorgt dafür, dass der Bremsvorgang frühzeitig eingeleitet wird, so dass die Achse genau auf die Begrenzungsposition (z. B. Software-Endschalter) zum Stehen kommt. Lediglich beim Ansprechen des Hardware-Endschalters wird die Achse mit "Schnellstopp" abgebremst.
Mit Erreichen der jeweiligen Begrenzung erfolgt eine Alarmmeldung. Anschließend wird steuerungsintern ein Weiterfahren in diese Richtung verhindert. Die Verfahrtasten sowie das Handrad für diese Richtung bleiben wirkungslos.
Hinweis
Damit die Software-Endschalter und Arbeitsfeldbegrenzungen wirksam werden, muss die Achse zuvor referiert sein.
Hinweis
Das Freifahren einer Achse, die die Begrenzungsposition angefahren hat, ist abhängig vom Maschinenhersteller. Bitte die Dokumentation des Maschinenherstellers beachten!
Weitere Informationen bzgl. Arbeitsfeldbegrenzungen sowie Hard- und Software-Endschalter entnehmen Sie bitte dem Kapitel "Achsüberwachung (A3)"
Handfahren und Handradfahren (H1) 8.2 Kontinuierliches Verfahren
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 143
8.2 Kontinuierliches Verfahren
Anwahl Mit Anwahl der Betriebsart JOG wird automatisch die aktive Maschinenfunktion NST "kontinuierlich" gesetzt:
● bei Geometrieachsen: V3300 1001.6, V3300 1005.6, V3300 1009.6
● bei Maschinenachsen/Spindel: V390x 0005.6
In der Betriebsart JOG kann auch das kontinuierliche Verfahren über die PLC-Nahtstelle aktiviert werden (NST "Maschinenfunktion: kontinuierlich"). Die PLC gibt über das NST "INC-Eingänge im BAG-Bereich aktiv" (V2600 0001.0) vor, in welchem Signalbereich an NCK die INC-/Kontinuierlich-Signale geliefert werden:
V2600 0001.0 = 1 → im Betriebsartenbereich: VB3000 0002, gültig für alle Achsen V2600 0001.0 = 0 → im Geometrieachs-/Achsbereich: VB3200 1001, VB3200 1005, VB3200 1009, VB380x 0005
Verfahrtasten +/- Mit den Verfahrtasten Plus und Minus wird die zugehörige Achse in die entsprechende Richtung verfahren.
Verfahrtasten-Signale PLC an NCK-NST:
● bei Geometrieachsen (im WKS verfahren):
V3200 1000.7/.6, V3200 1004.7/.6, V3200 1008.7/.6
● bei Maschinenachsen/Spindel (im MKS verfahren): V380x 004.7/.6
Werden beide Verfahrtasten einer Achse gleichzeitig betätigt, so erfolgt keine Verfahrbewegung bzw. wird eine in Bewegung befindliche Achse gestoppt.
Fahrbefehl +/- Sobald eine Fahranforderung für eine Achse/Spindel ansteht (z. B. mit Betätigung der Verfahrtaste), wird an die PLC das NST "Fahrbefehl+" bzw. "Fahrbefehl-" abhängig von der Bewegungsrichtung ausgegeben:
● bei Geometrieachsen: V3300 1000.7/.6, V3300 1004.7/.6, V3300 1008.7/.6
● bei Maschinenachsen/Spindel: V390x 004.7/.6
Kontinuierliches Verfahren im Tippbetrieb Die Achse verfährt so lange, wie die Verfahrtaste gedrückt wird, sofern zuvor keine Achsbegrenzung erreicht wird. Bei Loslassen der Verfahrtaste wird die Achse bis zum Stillstand abgebremst, und die Bewegung gilt als beendet.
Handfahren und Handradfahren (H1) 8.3 Inkrementelles Verfahren (INC)
Drehen, Fräsen, Nibbeln 144 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
8.3 Inkrementelles Verfahren (INC)
Inkremente vorgeben Der von der Achse abzufahrende Verfahrweg wird durch sog. Inkremente(auch Schrittmaß genannt) festgelegt. Bevor der Maschinenbediener die Achse verfährt, muss er das gewünschte Inkrement einstellen.
Die Einstellung erfolgt beispielsweise über die Maschinensteuertafel. Vom PLC-Anwender-programm ist nach entsprechender Verknüpfung das dem gewünschten Inkrement zugehörige NST "Maschinenfunktion: INC1 bis INCvar" zu setzen. Die PLC gibt über das NST "INC-Eingänge im BAG-Bereich aktiv" (V2600 0001.0) vor, in welchem Signalbereich an NCK die INC-Signale geliefert werden:
V2600 0001.0 = 1 → im Betriebsartenbereich: VB3000 0002, gültig für alle Achsen V2600 0001.0 = 0 → im Geometrieachs-/Achsbereich: VB3200 1001, VB3200 1005, VB3200 1009, VB380x 0005
Die aktive Maschinenfunktion NST "INC... " wird von NCK an PLC gemeldet:
● bei Geometrieachsen: V3300 1001.0, V3300 1005.0, V3300 1009.0 bis .5
● bei Maschinenachsen/Spindel: V390x 0005.0 bis .5
einstellbare Inkremente Der Bediener hat die Möglichkeit, unterschiedliche Inkrementgrößen einzustellen:
● feste Inkremente, deren Inkrementgrößen gemeinsam für alle Achsen sind: INC1, INC10, INC100, INC1000 (nur über NST: INC10000).
● und ein variables Inkrement (INCvar). Die Inkrementvorgabe beim variablen Inkrement ist ebenfalls gemeinsam für alle Achsen mit dem allgemeinen SD41010 JOG_VAR_INCR_SIZE (Größe des variablen Inkrements bei INC/Handrad) möglich.
Inkrementelles Verfahren im Tippbetrieb Mit Drücken der Verfahrtaste in die gewünschte Richtung (z. B. +) beginnt die Achse, das eingestellte Inkrement zu verfahren. Wird die Verfahrtaste losgelassen, bevor das Inkrement vollständig abgefahren wurde, so wird die Bewegung unterbrochen, und die Achse bleibt stehen. Mit erneuter Betätigung der gleichen Verfahrtaste verfährt die Achse den noch verbleibenden Restweg. Zuvor kann die Bewegung wiederum durch Loslassen der Verfahrtaste unterbrochen werden. Ein Drücken der Verfahrtaste der entgegengesetzten Richtung bleibt wirkungslos, solange das Inkrement nicht restlos abgefahren wurde bzw. ein Abbruch der Bewegung erfolgte.
Verfahrtasten und Fahrbefehl wie bei kontinuierlichem Verfahren (siehe Kap. "Kontinuierliches Verfahren")
Handfahren und Handradfahren (H1) 8.4 Handradfahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 145
Verfahrbewegung abbrechen Soll das Inkrement nicht zu Ende gefahren werden, so kann mit RESET oder achsspezifischem NST "Restweg löschen" (V380x 0002.2) abgebrochen werden.
8.4 Handradfahren in JOG
Anwahl Die Betriebsart JOG muss aktiv sein. Vom Bediener ist zusätzlich das beim Handradfahren wirkende Inkrement INC1, INC10, ... einzustellen.
Es sind maximal 2 Handräder anschließbar. Somit können gleichzeitig und unabhängig bis zu 2 Achsen mit Handrädern bewegt werden.
Den Geometrie- oder Maschinenachsen (WKS oder MKS) wird über Nahtstellensignale ein Handrad zugeordnet.
Welche Achse durch Verdrehen des Handrades 1 bis 2 bewegt wird, ist einstellbar:
● über PLC-Anwenderschnittstelle mit NST "Handrad aktivieren 1 bis 2"
– bei Maschinenachse (im MKS verfahren): V380x 0004.0 bis .2
– bei Geometrieachse (im WKS verfahren): V3200 0000.0 bis .2, V3200 0004.0 bis .2, V3200 0008.0 bis .2.
Die Verknüpfung auf die PLC-Nahtstelle erfolgt durch das PLC-Anwenderprogramm. Nur hier können mehrere Maschinenachsen gleichzeitig einem Handrad zugeordnet werden.
● durch menügeführte Bedienung (HMI). Bei Betätigen des Softkeys "Handrad" im Grundmenü der Betriebsart JOG wird das Fenster "Handrad" eingeblendet. Hiermit kann jedem Handrad eine Achse zugeordnet werden (WKS oder MKS).
Für die Aktivierung des Handrades von der Bedientafel (HMI) gibt es eine eigene Anwendernahtstelle zwischen HMI und PLC. Diese vom PLC-Grundprogramm bereitgestellte Nahtstelle für Handrad 1 bis 2 enthält folgende Informationen:
● die dem Handrad zugeordneten Achsnummern NST "Achsnummer Handrad n"
(VB1900 1003, ff)
● die Zusatzinformation Maschinen- oder Geometrieachse
NST "Maschinenachse" (VB1900 1003.7, ff)
Vom PLC-Anwenderprogramm muss für die vorgegebene Achse das zugehörige NST "Handrad aktivieren" entweder auf "0" (Sperren) oder auf "1" (Freigabe) gesetzt werden.
Vorgaben als Weg oder Geschwindigkeit Durch Verdrehen des elektronischen Handrads wird die zugeordnete Achse je nach Drehrichtung in positiver oder negativer Richtung verfahren.
Über das allgemeine MD11346 HANDWH_TRUE_DISTANCE (Handrad Weg- oder Geschwindigkeitsvorgabe) kann die Vorgabeart der Handradbewegung eingestellt und damit dem Verwendungszweck angepasst werden.
Handfahren und Handradfahren (H1) 8.4 Handradfahren in JOG
Drehen, Fräsen, Nibbeln 146 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● MD-Wert=0 (Standard):
Die Vorgaben vom Handrad sind Geschwindigkeitsvorgaben. Das Abbremsen bei Handradstillstand erfolgt auf kürzestem Weg.
● MD-Wert=1:
Die Vorgaben vom Handrad sind Wegvorgaben. Es gehen keine Impulse verloren. Infolge einer Begrenzung auf die maximal zulässige Geschwindigkeit kann es zu einem Nachlaufen der Achsen kommen. Dies ist besonders bei einer hohen Bewertung der Handradimpulse zu beachten. Weitere Varianten der Weg- oder Geschwindigkeitsvorgabe sind mit Wert=2 oder 3 möglich.
Bewertung Der beim Drehen des Handrades resultierende Verfahrweg/Geschwindigkeit ist von folgenden Faktoren abhängig:
● Anzahl der an der Schnittstelle empfangenen Handradpulse
● aktives Inkrement (Maschinenfunktion INC1, INC10, INC100, ... )
Ein Inkrement wird bei metrischer Grundeinstellung des Systems mit 0,001 mm bewertet.
● Pulsbewertung des Handrades mit allgemeinem MD11320 HANDWH_IMP_PER_LATCH (Handradimpulse pro Rasterstellung)
Fahrbefehl +/- Während der Achsbewegung wird an die PLC das NST "Fahrbefehl+" bzw. "Fahrbefehl -" abhängig von der Bewegungsrichtung ausgegeben:
● bei Geometrieachsen: V3300 1000.7/.6, V3300 1004.7/.6, V3300 1008.7/.6
● bei Maschinenachsen/Spindel: V390x 004.7/.6.
Wird die Achse bereits über die Verfahrtasten verfahren, so ist ein zusätzliches Handradfahren nicht möglich. Es wird der Alarm 20051 "Handradfahren nicht möglich" gemeldet.
Geschwindigkeit Die Geschwindigkeit ergibt sich durch die mit dem Handrad erzeugten Impulse und der Impuls-Bewertung: Verfahrweg pro Zeiteinheit.Begrenzt wird diese Geschwindigkeit durch den Wert im achsspezifischen MD32000 MAX_AX_VELO.
Abbruch/Unterbrechen der Verfahrbewegung Ein RESET oder das achsspezifische NST "Restweglöschen" (V380x 0002.2) bewirkt einen Abbruch der Verfahrbewegung. Die anstehende Soll-/Ist-Differenz wird gelöscht.
Mit NC-STOP wird die Verfahrbewegung lediglich unterbrochen. Mit NC-START wird die Handradbewegung wieder freigegeben.
Handfahren und Handradfahren (H1) 8.4 Handradfahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 147
Fahren in Gegenrichtung Abhängig vom MD11310 HANDWH_REVERSE ist das Verhalten bei einer Umkehr der Verfahrrichtung wie folgt:
● MD-Wert =0:
Wird das Handrad in Gegenrichtung bewegt, so wird die resultierende Wegstrecke berechnet und der so berechnete Endpunkt schnellstmöglich angefahren: Liegt dieser Endpunkt vor dem Punkt, auf den die fahrende Achse bei der augenblicklichen Fahrtrichtung bremsen kann, so wird abgebremst und dann der Endpunkt durch Fahren in Gegenrichtung angefahren. Anderenfalls wird der neu berechnete Endpunkt sofort angefahren.
● MD-Wert >0:
Wird das Handrad um mindestens die im Maschinendatum angegebene Anzahl von Pulsen in Gegenrichtung bewegt, so wird die Achse schnellstmöglich abgebremst und alle bis zum Ende der Interpolation eintreffenden Impulse werden ignoriert. D. h. erst nach dem Stillstand (sollwertseitig) der Achse wird erneut verfahren.
Verhalten am Software-Endschalter, Arbeitsfeldbegrenzung Beim Verfahren in der Betriebsart JOG wird nur bis zur jeweils ersten aktiven Begrenzung gefahren und der entsprechende Alarm ausgegeben.
Abhängig vom Maschinendatum MD11310 HANDWH_REVERSE ist das Verhalten dann wie folgt (so lange die Achse noch nicht sollwertseitig zum Endpunkt gekommen ist):
● MD-Wert =0:
Die aus den Handradimpulsen resultierende Wegstecke bildet einen fiktiven Endpunkt, der für die nachfolgenden Berechnungen verwendet wird: Liegt dieser fiktive Endpunkt z. B. 10 mm hinter der Begrenzung, so müssen diese 10 mm erst wieder in Gegenrichtung verfahren werden, bevor die Achse tatsächlich wieder verfährt. Soll an einer Begrenzung sofort wieder in Gegenrichtung verfahren werden, so kann der fiktive Restweg über NST "Restweg löschen" (V380x 0002.2) oder Abwahl der Handradzuordnung gelöscht werden.
● MD-Wert >0:
Alle Handradimpulse, die zu einem Endpunkt hinter der Begrenzung führen, werden ignoriert. Eine Bewegung des Handrades in Gegenrichtung führt unmittelbar zu einem Verfahren in Gegenrichtung, d. h. von der Begrenzung weg.
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln 148 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
8.5 Festpunktfahren in JOG
8.5.1 Einführung
Funktion Mit der Funktion "Festpunkt anfahren in JOG" kann der Maschinenbediener mit den Verfahrtasten der Maschinensteuertafel oder dem Handrad über Maschinendaten definierte Achspositionen anfahren. Die fahrende Achse kommt auf dem definierten Festpunkt automatisch zum Stehen.
Anwendungen Typische Anwendungen sind z. B.:
● das Anfahren einer Grundposition vor dem Start eines NC-Programms.
● das Anfahren von Werkzeugwechselpunkten, Beladepunkten und Palettenwechselpunkten.
Voraussetzungen ● Die Funktion "Festpunkt anfahren in JOG" ist nur aktivierbar in der Betriebsart JOG.
In den Unterbetriebsarten JOG-REPOS und JOG-REF und in JOG in AUTOMATIK ist die Funktion nicht aktivierbar.
● Die zu verfahrende Achse muss referenziert sein.
● Es darf keine kinematische Transformation aktiv sein.
● Die zu verfahrende Achse darf keine Gleichlaufachse einer aktiven Kopplung sein.
● Es wird kein ASUP abgearbeitet.
Festpunkt anfahren mit G75 Das Anfahren der definierten Festpunkte kann über den Befehl G75 auch aus dem Teileprogramm heraus aufgerufen werden.
Weitere Informationen zum Festpunktfahren mit G75 siehe: Literatur: Programmier- und Bedienhandbücher; Kapitel: "Programmieren" -> "Bewegung von Achsen" > "Festpunktanfahren (G75)"
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 149
8.5.2 Funktionalität
Vorgehensweise Vorgehensweise beim "Festpunkt anfahren in JOG":
● Anwahl der Betriebsart JOG
● Aktivierung der Funktion "Festpunktfahren in JOG"
● Verfahren der Maschinenachse über Verfahrtasten oder Handrad
Aktivierung Nach Anwahl der Funktion "Festpunkt anfahren in JOG" setzt die PLC das Nahtstellensignal: "JOG-Festpunkt anfahren" (V380x 1001.0-2)
Die Nummer des anzufahrenden Festpunkts wird durch Bit 0-2 binärcodiert ausgegeben. Sobald die Funktion wirksam ist, bestätigt die NC die Aktivierung mit dem Nahtstellensignal: "JOG-Festpunkt anfahren aktiv" (V390x 1001.0-2)
Ablauf Die eigentliche Verfahrbewegung wird mit den Verfahrtasten oder dem Handrad in Richtung des anzufahrenden Festpunkts gestartet.
Die angewählte Maschinenachse verfährt bis zum automatischen Stillstand auf dem anzufahrenden Festpunkt.
Bei Erreichen des Festpunkts mit "Genauhalt fein" wird das entsprechende NC/PLC-Nahtstellensignal gemeldet: "JOG-Festpunkt anfahren erreicht" (V390x 1001.3-5)
Dieses Anzeigesignal wird auch gemeldet, wenn die Achse über andere Methoden (z. B. NC-Programm, Synchronaktion) sollwertseitig die Festpunktposition im Maschinenkoordinatensystem erreicht und istwertseitig innerhalb des Toleranzfensters "Genauhalt fein" (MD36010 STOP_LIMIT_FINE) zum Stehen kommt.
Fahren in Gegenrichtung Das Verhalten beim Fahren in Gegenrichtung, d. h. entgegen der Richtung des anzufahrenden Festpunkts, ist abhängig von der Einstellung von Bit 2 im Maschinendatum: MD10735 JOG_MODE_MASK (Einstellungen für Betriebsart JOG)
Ein Fahren in Gegenrichtung ist nur möglich, wenn Bit 2 gesetzt ist.
Wenn Bit 2 nicht gesetzt ist, dann ist das Fahren in Gegenrichtung gesperrt und bei dem Versuch, mit den Verfahrtasten oder dem Handrad die Richtung hin zu dem anzufahrenden Festpunkt zu verlassen, wird folgende Kanalzustandsmeldung ausgegeben:
"JOG: Richtung gesperrt <Achse>"
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln 150 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anderen Festpunkt anfahren Bei der Anwahl eines anderen Festpunkts während des Festpunktfahrens wird die Achsbewegung abgebrochen und folgender Alarm gemeldet: Alarm 17812 "Kanal %1 Achse %2 Festpunktfahren in JOG: Festpunkt geändert"
Das Meldesignal "JOG-Festpunkt anfahren aktiv" zeigt die Nummer des neu angewählten Festpunkts an. Zum Weiterfahren muss die JOG-Bewegung erneut ausgelöst werden.
Hinweis
Um die Alarmmeldung zu vermeiden, kann der Maschinenbediener wie folgt vorgehen: 1. Aktuelle Verfahrbewegung mit Restweglöschen abbrechen. 2. Nach Achsstillstand Festpunktfahren auf anderen Festpunkt aktivieren und starten.
Wegfahren vom Festpunkt / Deaktivierung Zum Wegfahren von einer Festpunktposition muss die Funktion "Festpunkt anfahren in JOG" deaktiviert werden. Dies erfolgt durch Rücksetzen des Aktivierungssignals auf "0": V380x 1001.0-2 = 0
Die Meldesignale "JOG-Festpunkt anfahren aktiv" und "JOG-Festpunkt anfahren erreicht" werden beim Verlassen der Festpunktposition gelöscht.
Sonderfall: Achse steht bereits auf Festpunkt Wenn die Achse beim Starten des Festpunktfahrens bereits auf der Position des anzufahrenden Festpunkts steht, dann kann die Achse nicht verfahren werden. Dies wird über die folgende Kanalzustandsmeldung angezeigt: "JOG: Position erreicht <Achse>"
Zum Wegfahren von der Festpunktposition muss die Funktion "Festpunkt anfahren in JOG" deaktiviert werden.
Besonderheiten beim inkrementellen Verfahren Wird beim inkrementellen Verfahren der Festpunkt erreicht, bevor das Inkrement vollständig abgefahren ist, so wird das Inkrement als vollständig abgefahren betrachtet. Dies ist auch der Fall, wenn nur ganze Inkremente gefahren werden:
MD11346 HANDWH_TRUE_DISTANCE = 2 oder 3
Besonderheiten bei Modulo-Rundachsen Modulo-Rundachsen können in beide Richtungen den Festpunkt anfahren (Bit 2 von MD10735 hat keine Bedeutung). Es erfolgt keine Betrachtung zum Anfahren über den kürzesten Weg (DC).
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 151
Besonderheiten bei Spindeln Eine Spindel wechselt bei Aktivierung der Funktion "Festpunkt anfahren in JOG" in den Positionierbetrieb. Dadurch wird die Lageregelung aktiv und es kann auf den Festpunkt gefahren werden.
Wenn keine Nullmarke erkannt wurde, erfolgt wie im Achsbetrieb die Alarmmeldung: Alarm 17810 "Kanal %1 Achse %2 nicht referenziert"
Da eine Spindel auch immer eine Modulo-Rundachse sein muss, gilt für die Richtungsbetrachtung das Gleiche wie für Modulo-Rundachsen (siehe Absatz " Besonderheiten bei Modulo-Rundachsen").
8.5.3 Parametrierung
Fahren in Gegenrichtung Das Verhalten beim Fahren in Gegenrichtung, d. h. entgegen der Richtung des anzufahrenden Festpunkts, ist abhängig von der Einstellung von Bit 2 im Maschinendatum:
MD10735 JOG_MODE_MASK (Einstellungen für Betriebsart JOG)
Bit Wert Bedeutung 2 0 Fahren in Gegenrichtung nicht möglich (Grundeinstellung).
1 Fahren in Gegenrichtung möglich.
Festpunktpositionen Über das folgende Maschinendatum können für jede Achse maximal 4 Festpunktpositionen definiert werden:
MD30600 FIX_POINT_POS[n]
Anzahl gültiger Festpunktpositionen Die Anzahl gültiger Festpunktpositionen einer Achse wird festgelegt über das Maschinendatum:
MD30610 NUM_FIX_POINT_POS
Hinweis
Eine Ausnahme gibt es beim "Festpunktanfahren mit G75". Hier können auch bei einer Einstellung (MD30610 = 0) zwei Festpunktpositionen angefahren werden.
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln 152 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
8.5.4 Programmierung
Systemvariablen Für die Funktion "Festpunkt anfahren" stehen folgende, im Teileprogramm und in Synchronaktionen lesbare Systemvariablen zur Verfügung:
Systemvariable Bedeutung $AA_FIX_POINT_SELECTED [<Achse>] Nummer des anzufahrenden Festpunkts $AA_FIX_POINT_ACT [<Achse>] Nummer des Festpunkts, auf dem die Achse aktuell
steht
8.5.5 Randbedingungen
Achse ist Teilungsachse Wenn die zu verfahrende Achse eine Teilungsachse ist und die anzufahrende Festpunktposition nicht mit einer Teilungsposition übereinstimmt, dann wird die Achse nicht verfahren und es wird ein Alarm gemeldet.
Frames aktiv Alle aktiven Frames werden ignoriert. Es wird im Maschinenkoordinatensystem verfahren.
Korrekturwerte aktiv Aktive Korrekturwerte (externe Nullpunktverschiebung, Synchronaktionsoffset $AA_OFF, Online-Werkzeugkorrektur) werden mit herausgefahren. Der Festpunkt ist eine Position im Maschinenkoordinatensystem.
Wenn während des Festpunktfahrens in JOG eine Korrekturbewegung (externe Nullpunktverschiebung, Synchronaktionsoffset $AA_OFF, Online-Werkzeugkorrektur) aktiviert wird, dann wird ein Alarm gemeldet. Die Position des anzufahrenden Festpunkts im Maschinenkoordinatensystem wird nicht erreicht, sondern es wird auf eine Position gefahren, die ohne aktive Korrekturbewegung erreicht werden würde. Das NC/PLC-Nahtstellensignal "JOG-Festpunkt anfahren erreicht" (V390x 1001.3-5) wird nicht gemeldet.
Arbeitsfeldbegrenzungen Arbeitsfeldbegrenzungen (im BKS und im WKS) werden berücksichtigt und die Achsbewegung wird bei Erreichen der Begrenzungen abgebrochen.
Handfahren und Handradfahren (H1) 8.5 Festpunktfahren in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 153
8.5.6 Anwendungsbeispiel
Ziel Eine Rundachse (Maschinenachse 4 [AX4]) soll mit der Funktion "Festpunkt anfahren in JOG" auf den Festpunkt 2 (90 Grad) gefahren werden.
Parametrierung Die Maschinendaten für das "Festpunkt anfahren" von Maschinenachse 4 sind wie folgt parametriert:
MD30610 NUM_FIX_POINT_POS[AX4] = 4 Für Maschinenachse 4 werden 4 Festpunkte
definiert. MD30600 FIX_POINT_POS[0,AX4] = 0 1. Festpunkt von AX4 = 0 Grad MD30600 FIX_POINT_POS[1,AX4] = 90 2. Festpunkt von AX4 = 90 Grad MD30600 FIX_POINT_POS[2,AX4] = 180 3. Festpunkt von AX4 = 180 Grad MD30600 FIX_POINT_POS[3,AX4] = 270 4. Festpunkt von AX4 = 270 Grad
Ausgangssituation Maschinenachse 4 ist referiert und steht auf Position 0 Grad. Dies entspricht dem 1. Festpunkt und wird gemeldet über das NC/PLC-Nahtstellensignal: V390x 1001.0 = 1 (Bit 0-2 = 1)
Festpunkt 2 anfahren Die Steuerung wird in die Betriebsart JOG geschaltet.
Das "Festpunkt anfahren" auf Festpunkt 2 wird aktiviert über das NC/PLC-Nahtstellensignal: V380x 1002.1 = 1 (Bit 0-2 = 2)
Die Aktivierung wird bestätigt über das NC/PLC-Nahtstellensignal: V390x 1001.1 = 1 (Bit 0-2 = 2)
Über kontinuierliches Verfahren wird mit der Plus-Verfahrtaste der Maschinensteuertafel Festpunkt 2 angefahren.
Die Maschinenachse 4 stoppt auf Position 90 Grad. Dies wird gemeldet über das NC/PLC-Nahtstellensignal: V390x 1001.4 = 1 (Bit 3-5 = 2)
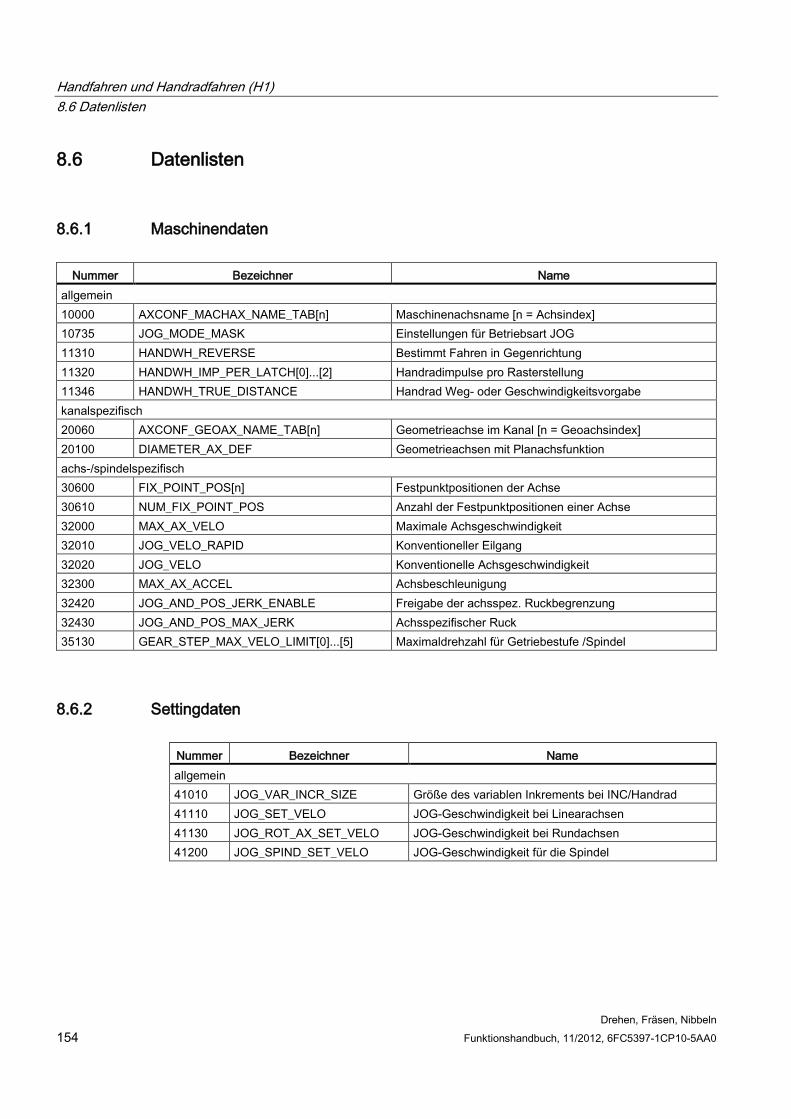
Handfahren und Handradfahren (H1) 8.6 Datenlisten
Drehen, Fräsen, Nibbeln 154 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
8.6 Datenlisten
8.6.1 Maschinendaten
Nummer Bezeichner Name allgemein 10000 AXCONF_MACHAX_NAME_TAB[n] Maschinenachsname [n = Achsindex] 10735 JOG_MODE_MASK Einstellungen für Betriebsart JOG 11310 HANDWH_REVERSE Bestimmt Fahren in Gegenrichtung 11320 HANDWH_IMP_PER_LATCH[0]...[2] Handradimpulse pro Rasterstellung 11346 HANDWH_TRUE_DISTANCE Handrad Weg- oder Geschwindigkeitsvorgabe kanalspezifisch 20060 AXCONF_GEOAX_NAME_TAB[n] Geometrieachse im Kanal [n = Geoachsindex] 20100 DIAMETER_AX_DEF Geometrieachsen mit Planachsfunktion achs-/spindelspezifisch 30600 FIX_POINT_POS[n] Festpunktpositionen der Achse 30610 NUM_FIX_POINT_POS Anzahl der Festpunktpositionen einer Achse 32000 MAX_AX_VELO Maximale Achsgeschwindigkeit 32010 JOG_VELO_RAPID Konventioneller Eilgang 32020 JOG_VELO Konventionelle Achsgeschwindigkeit 32300 MAX_AX_ACCEL Achsbeschleunigung 32420 JOG_AND_POS_JERK_ENABLE Freigabe der achsspez. Ruckbegrenzung 32430 JOG_AND_POS_MAX_JERK Achsspezifischer Ruck 35130 GEAR_STEP_MAX_VELO_LIMIT[0]...[5] Maximaldrehzahl für Getriebestufe /Spindel
8.6.2 Settingdaten
Nummer Bezeichner Name allgemein 41010 JOG_VAR_INCR_SIZE Größe des variablen Inkrements bei INC/Handrad 41110 JOG_SET_VELO JOG-Geschwindigkeit bei Linearachsen 41130 JOG_ROT_AX_SET_VELO JOG-Geschwindigkeit bei Rundachsen 41200 JOG_SPIND_SET_VELO JOG-Geschwindigkeit für die Spindel
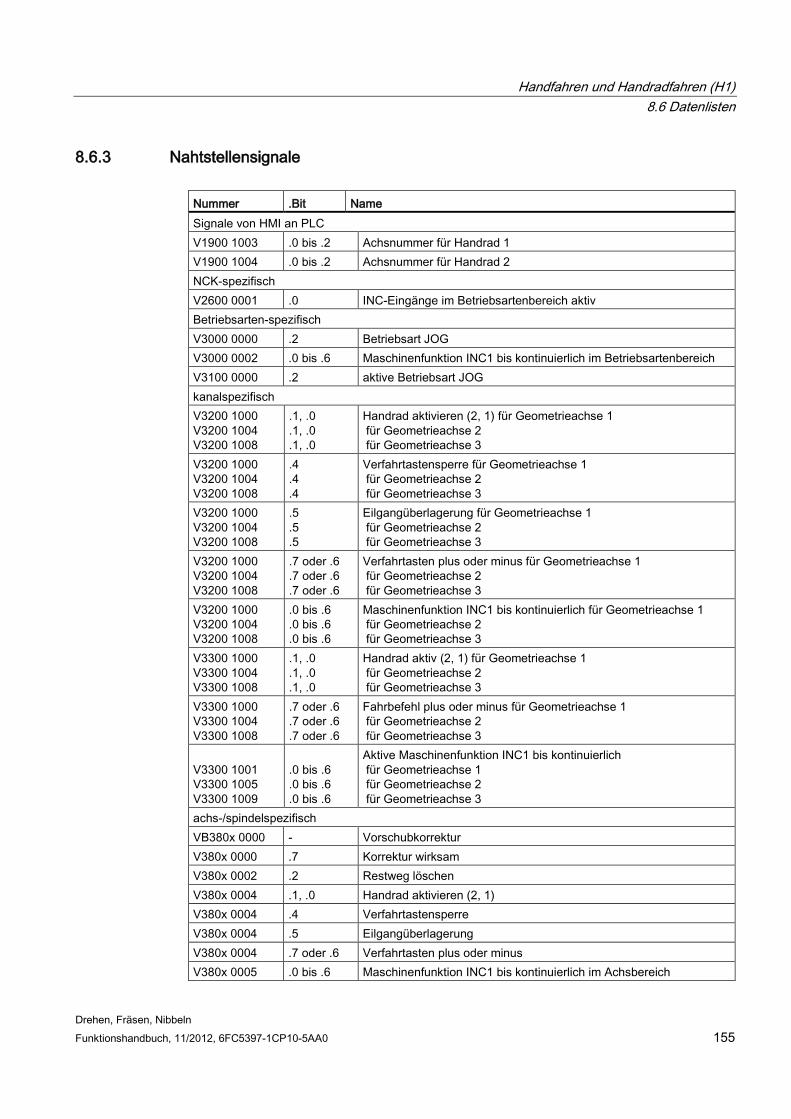
Handfahren und Handradfahren (H1) 8.6 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 155
8.6.3 Nahtstellensignale Nummer .Bit Name Signale von HMI an PLC V1900 1003 .0 bis .2 Achsnummer für Handrad 1 V1900 1004 .0 bis .2 Achsnummer für Handrad 2 NCK-spezifisch V2600 0001 .0 INC-Eingänge im Betriebsartenbereich aktiv Betriebsarten-spezifisch V3000 0000 .2 Betriebsart JOG V3000 0002 .0 bis .6 Maschinenfunktion INC1 bis kontinuierlich im Betriebsartenbereich V3100 0000 .2 aktive Betriebsart JOG kanalspezifisch V3200 1000 V3200 1004 V3200 1008
.1, .0
.1, .0
.1, .0
Handrad aktivieren (2, 1) für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3200 1000 V3200 1004 V3200 1008
.4
.4
.4
Verfahrtastensperre für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3200 1000 V3200 1004 V3200 1008
.5
.5
.5
Eilgangüberlagerung für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3200 1000 V3200 1004 V3200 1008
.7 oder .6
.7 oder .6
.7 oder .6
Verfahrtasten plus oder minus für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3200 1000 V3200 1004 V3200 1008
.0 bis .6
.0 bis .6
.0 bis .6
Maschinenfunktion INC1 bis kontinuierlich für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3300 1000 V3300 1004 V3300 1008
.1, .0
.1, .0
.1, .0
Handrad aktiv (2, 1) für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3300 1000 V3300 1004 V3300 1008
.7 oder .6
.7 oder .6
.7 oder .6
Fahrbefehl plus oder minus für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
V3300 1001 V3300 1005 V3300 1009
.0 bis .6 .0 bis .6 .0 bis .6
Aktive Maschinenfunktion INC1 bis kontinuierlich für Geometrieachse 1 für Geometrieachse 2 für Geometrieachse 3
achs-/spindelspezifisch VB380x 0000 - Vorschubkorrektur V380x 0000 .7 Korrektur wirksam V380x 0002 .2 Restweg löschen V380x 0004 .1, .0 Handrad aktivieren (2, 1) V380x 0004 .4 Verfahrtastensperre V380x 0004 .5 Eilgangüberlagerung V380x 0004 .7 oder .6 Verfahrtasten plus oder minus V380x 0005 .0 bis .6 Maschinenfunktion INC1 bis kontinuierlich im Achsbereich
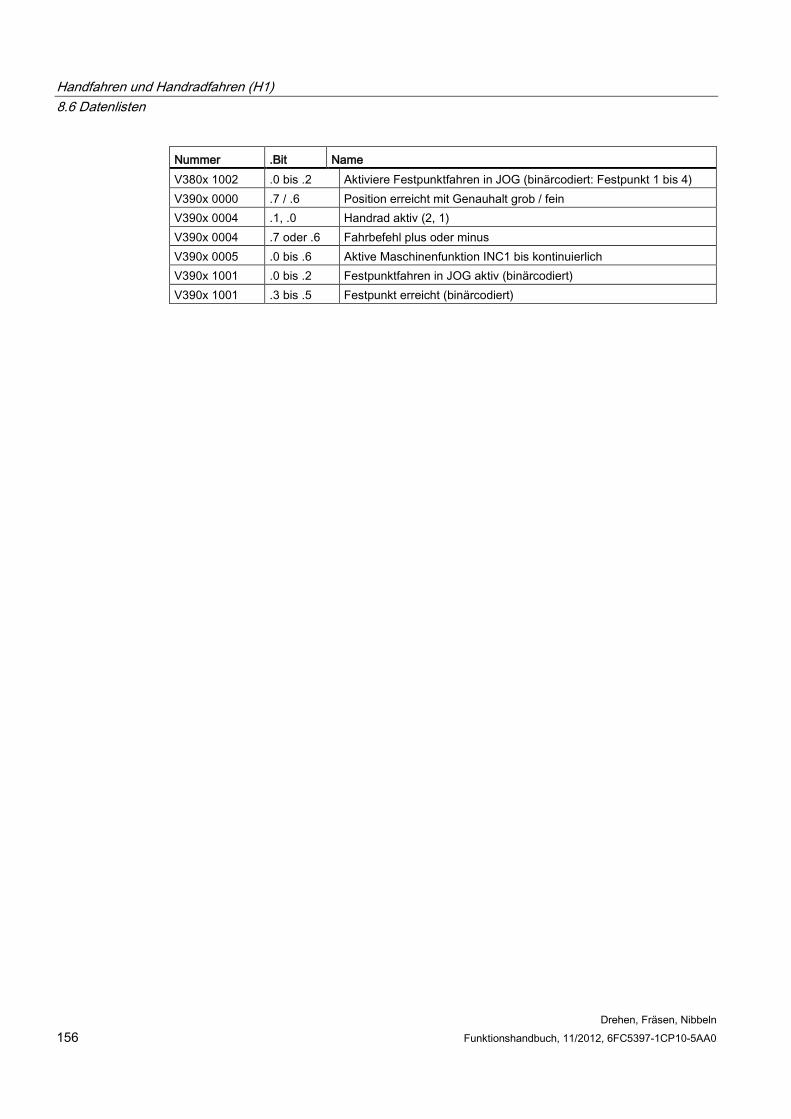
Handfahren und Handradfahren (H1) 8.6 Datenlisten
Drehen, Fräsen, Nibbeln 156 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nummer .Bit Name V380x 1002 .0 bis .2 Aktiviere Festpunktfahren in JOG (binärcodiert: Festpunkt 1 bis 4) V390x 0000 .7 / .6 Position erreicht mit Genauhalt grob / fein V390x 0004 .1, .0 Handrad aktiv (2, 1) V390x 0004 .7 oder .6 Fahrbefehl plus oder minus V390x 0005 .0 bis .6 Aktive Maschinenfunktion INC1 bis kontinuierlich V390x 1001 .0 bis .2 Festpunktfahren in JOG aktiv (binärcodiert) V390x 1001 .3 bis .5 Festpunkt erreicht (binärcodiert)
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 157
Hilfsfunktionsausgaben an PLC (H2) 9 9.1 Kurzbeschreibung
Hilfsfunktionen Für die Bearbeitung von Werkstücken können im Teileprogramm zusätzlich zu Achspositionen und Interpolationsarten auch technologische Funktionen (Vorschub, Spindeldrehzahl, Getriebestufen) und Funktionen zur Steuerung von Zusatzeinrichtungen an der Werkzeugmaschine (Pinole vor, Greifer auf, Futter spannen) vorgegeben werden. Dies geschieht mit Hilfe der "Hilfsfunktionen" als Sammelbegriff für verschiedene Arten.
Folgende Hilfsfunktionsarten werden unterschieden:
● Zusatzfunktion M
● Spindelfunktion S
● Hilfsfunktion H
● Werkzeugnummer T
● Werkzeugkorrektur D
● Vorschub F (bei SINUMERIK 802D erfolgt keine Ausgabe von F an PLC)
Hilfsfunktionsausgabe an PLC Mit der Hilfsfunktionsausgabe wird der PLC zeitgerecht mitgeteilt, wann das Teileprogramm z. B. bestimmte Schalthandlungen der Werkzeugmaschine durch die PLC vornehmen lassen will. Dies geschieht durch Übergabe der entsprechenden Hilfsfunktionen mit ihren Parametern an die PLC.
Die Verarbeitung der übergebenen Werte und Signale muss durch das PLC-Anwendungs-programm erfolgen. Die verschiedenen Formen der Hilfsfunktions-Projektierung, -Programmierung und -Wirkungsweise werden im folgenden Kapitel behandelt.
Hilfsfunktionsgruppen Hilfsfunktionen können zu Gruppen zusammengefasst werden.

Hilfsfunktionsausgaben an PLC (H2) 9.2 Programmierung von Hilfsfunktionen
Drehen, Fräsen, Nibbeln 158 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
9.2 Programmierung von Hilfsfunktionen
Allgemeine Struktur einer Hilfsfunktion Kennbuchstabe[Adresserweiterung]=Wert
Die zulässigen Kennbuchstaben für Hilfsfunktionen sind: M, S, H, T, D, F.
Eine Adresserweiterung existiert nur für die H-Funktion.Die Adresserweiterung muss ganzzahlig sein. Bei direkter Angabe der Adresserweiterung durch einen Zahlenwert können die eckigen Klammern entfallen.
Der Wert ist für die einzelnen Hilfsfunktionen unterschiedlich definiert:
● INT= ganzzahlig
● REAL= gebrochene Dezimalzahl (Gleitkomma)
Tabelle 9- 1 Übersicht Hilfsfunktionen, Programmierung
Funk-tion
Adresserweiterung (ganzzahlig)
Wert Erklärungen Anzahl pro Satz
Bedeutung Bereich Bereich Typ Bedeutung max M Spindel-Nr. 1 - 2 0-99 INT Funktion Bestimmte Nummern
sind mit fester Funktion belegt.
5
S Spindel-Nr. 1 - 2 0-±3.4028 ex 38 REAL Drehzahl der Spindel
1
H beliebig 0 - 99 ±3.4028 ex 38 REAL beliebig Funktionen haben im NCK keine Wirkungen, ausschließlich durch PLC zu realisieren
3
T - - 0-32000 INT Werkzeugwahl
1
D - - 0-9 INT Werkzeug-korrekturwahl
D0 Abwahl, Vorbesetzung D1
1
F - - 0,001- 999 999,999
REAL Bahnvor-schub
1
In einem Satz dürfen insgesamt höchstens 10 Hilfsfunktionen programmiert werden. Bei Überschreitung der angegebenen Bereiche für Adresserweiterung oder Wert sowie bei Verwendung eines falschen Datentyps wird Alarm 14770 "Hilfsfunktion falsch programmiert" ausgegeben. Die folgende Tabelle zeigt einige Programmierbeispiele für H-Funktionen.
Wird die zulässige Anzahl der Hilfsfunktionen pro Satz überschritten, so wird der Alarm 12010 ausgegeben.
Tabelle 9- 2 Programmierbeispiele für H-Funktionen
Programmierung H-Funktionsausgabe an die PLC H5 H0=5.0 H=5.379 H0=5.379
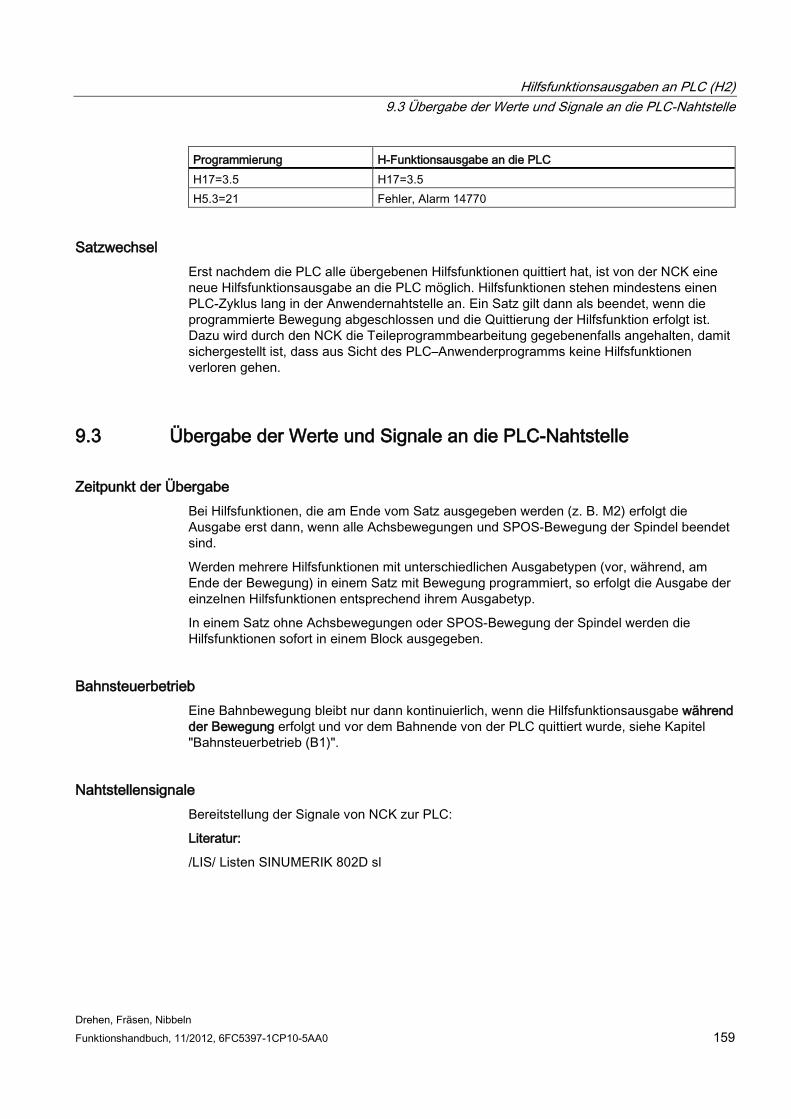
Hilfsfunktionsausgaben an PLC (H2) 9.3 Übergabe der Werte und Signale an die PLC-Nahtstelle
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 159
Programmierung H-Funktionsausgabe an die PLC H17=3.5 H17=3.5 H5.3=21 Fehler, Alarm 14770
Satzwechsel Erst nachdem die PLC alle übergebenen Hilfsfunktionen quittiert hat, ist von der NCK eine neue Hilfsfunktionsausgabe an die PLC möglich. Hilfsfunktionen stehen mindestens einen PLC-Zyklus lang in der Anwendernahtstelle an. Ein Satz gilt dann als beendet, wenn die programmierte Bewegung abgeschlossen und die Quittierung der Hilfsfunktion erfolgt ist. Dazu wird durch den NCK die Teileprogrammbearbeitung gegebenenfalls angehalten, damit sichergestellt ist, dass aus Sicht des PLC–Anwenderprogramms keine Hilfsfunktionen verloren gehen.
9.3 Übergabe der Werte und Signale an die PLC-Nahtstelle
Zeitpunkt der Übergabe Bei Hilfsfunktionen, die am Ende vom Satz ausgegeben werden (z. B. M2) erfolgt die Ausgabe erst dann, wenn alle Achsbewegungen und SPOS-Bewegung der Spindel beendet sind.
Werden mehrere Hilfsfunktionen mit unterschiedlichen Ausgabetypen (vor, während, am Ende der Bewegung) in einem Satz mit Bewegung programmiert, so erfolgt die Ausgabe der einzelnen Hilfsfunktionen entsprechend ihrem Ausgabetyp.
In einem Satz ohne Achsbewegungen oder SPOS-Bewegung der Spindel werden die Hilfsfunktionen sofort in einem Block ausgegeben.
Bahnsteuerbetrieb Eine Bahnbewegung bleibt nur dann kontinuierlich, wenn die Hilfsfunktionsausgabe während der Bewegung erfolgt und vor dem Bahnende von der PLC quittiert wurde, siehe Kapitel "Bahnsteuerbetrieb (B1)".
Nahtstellensignale Bereitstellung der Signale von NCK zur PLC:
Literatur:
/LIS/ Listen SINUMERIK 802D sl
Hilfsfunktionsausgaben an PLC (H2) 9.4 Gruppierung von Hilfsfunktionen
Drehen, Fräsen, Nibbeln 160 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
9.4 Gruppierung von Hilfsfunktionen
Funktionalität Die auszugebenden Hilfsfunktionen der Hilfsfunktionsarten M, H, D, T und S können durch Maschinendaten in Hilfsfunktionsgruppen eingeteilt werden.
Eine Hilfsfunktion darf nur einer Gruppe zugeordnet werden.
Pro Satz darf nur eine Hilfsfunktion einer Gruppe programmiert werden. Ansonsten wird der Alarm 14760 ausgegeben.
Projektierung Maximal können 64 Hilfsfunktionsgruppen definiert werden. Diesen 64 Hilfsfunktionsgruppen können maximal 64 Hilfsfunktionen zugeordnet werden. Die standardmäßig vorbelegten Hilfsfunktionen (Gruppe 1 bis 3) werden nicht mit eingerechnet.
In das NCK-spezifische MD11100 AUXFU_MAXNUM_GROUP_ASSIGN (Anzahl der auf die HIFU-Gruppen verteilten Hilfsfunktionen) muss die tatsächliche Anzahl der Hilfsfunktionen, die auf die Gruppen verteilt werden sollen, eingetragen werden. Hierfür ist das Kennwort der Schutzstufe 2 zu setzen. Anschließend muss die Steuerung aus- und eingeschaltet werden. Erst jetzt sind die nachfolgenden Maschinendaten mit Index n größer Null verfügbar und damit weitere Werte eingebbar.
Eine zugeordnete Hilfsfunktion wird in den folgenden Maschinendaten festgelegt:
● MD22000 AUXFU_ASSIGN_GROUP[n] (Hilfsfunktionsgruppe)
● MD22010 AUXFU_ASSIGN_TYPE[n] (Hilfsfunktionsart)
● MD22020 AUXFU_ASSIGN_EXTENSION[n] (Hilfsfunktionserweiterung)
● MD22030 AUXFU_ASSIGN_VALUE[n] (Hilfsfunktionswert)
Vorbelegte Hilfsfunktionsgruppen Gruppe 1:
Die Hilfsfunktionen M0, M1 und M2 (M17, M30) sind standardmäßig der Gruppe 1 zugeordnet. Die Ausgabe erfolgt stets am Satzende.
Gruppe 2:
Die M-Funktionen M3, M4 und M5 (M70) sind standardmäßig der Gruppe 2 zugeordnet. Die Ausgabe erfolgt stets vor der Bewegung.
Gruppe 3:
Die S-Funktion ist standardmäßig in der Gruppe 3. Die Ausgabe erfolgt mit der Bewegung.
Anwenderdefinierte Gruppen Die weiteren Gruppen (anwenderdefiniert) werden mit der Bewegung ausgegeben. Eine andere Einstellung der Ausgaben ist nur mit Zugriff "Expertenmodus" (Schutzstufe 1) möglich.
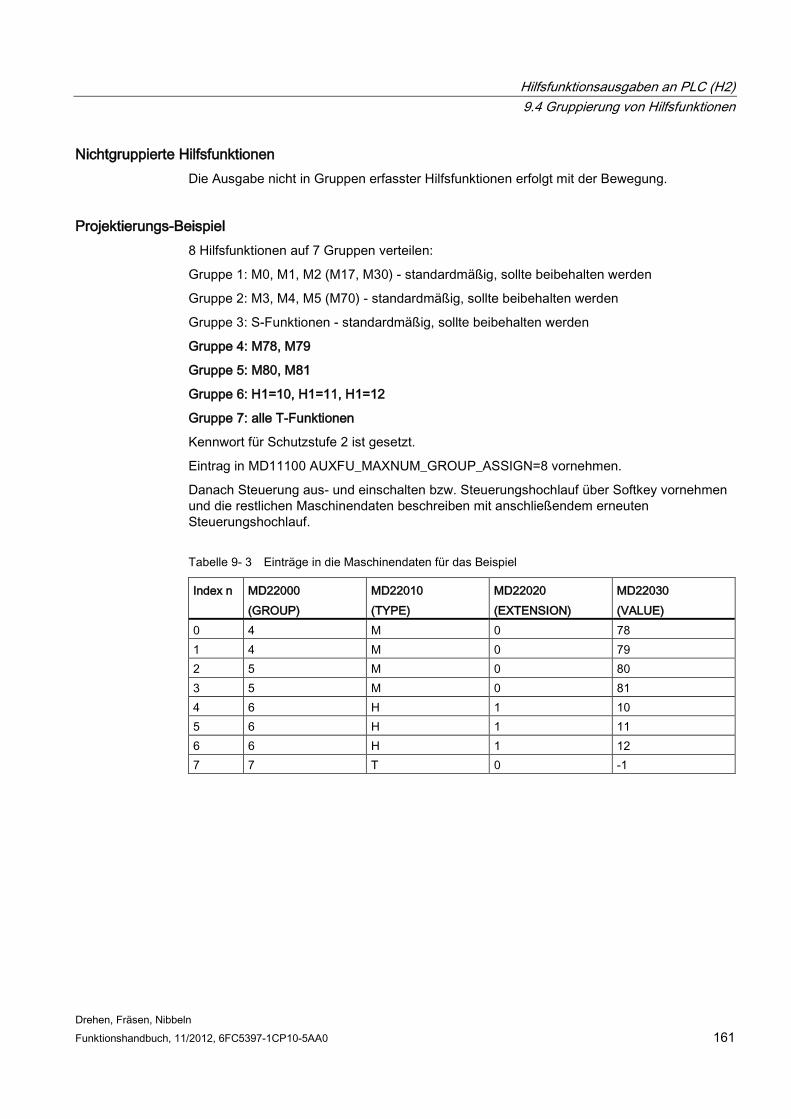
Hilfsfunktionsausgaben an PLC (H2) 9.4 Gruppierung von Hilfsfunktionen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 161
Nichtgruppierte Hilfsfunktionen Die Ausgabe nicht in Gruppen erfasster Hilfsfunktionen erfolgt mit der Bewegung.
Projektierungs-Beispiel 8 Hilfsfunktionen auf 7 Gruppen verteilen:
Gruppe 1: M0, M1, M2 (M17, M30) - standardmäßig, sollte beibehalten werden
Gruppe 2: M3, M4, M5 (M70) - standardmäßig, sollte beibehalten werden
Gruppe 3: S-Funktionen - standardmäßig, sollte beibehalten werden
Gruppe 4: M78, M79
Gruppe 5: M80, M81
Gruppe 6: H1=10, H1=11, H1=12
Gruppe 7: alle T-Funktionen
Kennwort für Schutzstufe 2 ist gesetzt.
Eintrag in MD11100 AUXFU_MAXNUM_GROUP_ASSIGN=8 vornehmen.
Danach Steuerung aus- und einschalten bzw. Steuerungshochlauf über Softkey vornehmen und die restlichen Maschinendaten beschreiben mit anschließendem erneuten Steuerungshochlauf.
Tabelle 9- 3 Einträge in die Maschinendaten für das Beispiel
Index n MD22000 (GROUP)
MD22010 (TYPE)
MD22020 (EXTENSION)
MD22030 (VALUE)
0 4 M 0 78 1 4 M 0 79 2 5 M 0 80 3 5 M 0 81 4 6 H 1 10 5 6 H 1 11 6 6 H 1 12 7 7 T 0 -1
Hilfsfunktionsausgaben an PLC (H2) 9.5 Verhalten bei Satzsuchlauf
Drehen, Fräsen, Nibbeln 162 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
9.5 Verhalten bei Satzsuchlauf
Satzsuchlauf mit Berechnung Bei Satzsuchlauf mit Berechung werden alle Hilfsfunktionen, die einer Gruppe zugeordnet sind, aufgesammelt und am Ende des Satzsuchlaufes vor dem eigentlichen Wiedereinstiegssatz ausgegeben (außer Gruppe 1: M0, M1,...). Es wird jeweils die letzte Hilfsfunktion einer Gruppe ausgegeben.
Alle aufgesammelten Hilfsfunktionen werden in einem eigenen Satz als normale Hilfsfunktionen und vor der Bewegung ausgegeben.
Hinweis
Wenn die Hilfsfunktionen bei Satzsuchlauf aufgesammelt werden sollen, müssen sie einer Hilfsfunktionsgruppe zugeordnet werden!
9.6 Beschreibung der Hilfsfunktionen
9.6.1 M-Funktion
Anwendung Mit den M–Funktionen können die verschiedensten Schalthandlungen an der Maschine per Teileprogramm aktiviert werden.
Funktionsumfang ● 5 M–Funktionen je Teileprogrammsatz sind möglich.
● Wertebereich der M–Funktionen: 0 bis 99; ganzzahlig
● Ein geringer Teil der M–Funktionen ist vom Steuerungshersteller mit einer festen Funktionalität belegt (siehe Benutzer-Handbuch "Bedienen und Programmieren"). Der übrige Teil steht dem Maschinenhersteller zur freien Verfügung.
Hilfsfunktionsausgaben an PLC (H2) 9.6 Beschreibung der Hilfsfunktionen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 163
9.6.2 T-Funktion
Anwendung Mit der T-Funktion kann das für einen Bearbeitungsabschnitt benötigte Werkzeug durch die PLC zur Verfügung gestellt werden. Ob ein Werkzeugwechsel mit dem T-Befehl direkt oder mit einem nachfolgenden M6-Befehl erfolgen soll, ist über MD22550 TOOL_CHANGE_MODE einstellbar.
Die programmierte T-Funktion kann als Werkzeug-Nr. oder als Platz-Nr. interpretiert werden.
Funktionsumfang 1 T-Funktion je Teileprogrammsatz ist möglich.
Besonderheit T0 ist reserviert für folgende Funktion: das aktuelle Werkzeug aus der Werkzeughalterung entfernen und kein neues Werkzeug einwechseln.
9.6.3 D-Funktion Mit der D-Funktion erfolgt die Anwahl der Werkzeugkorrektur für das aktive Werkzeug. Werkzeugkorrekturen sind ausführlich beschrieben:
Literatur:
/BP_/ Bedienen und Programmieren
9.6.4 H-Funktion
Anwendung Mit den H-Funktionen können verschiedene Werte an die PLC vom Teileprogramm übertragen werden. Die Bedeutung ist dem Anwender freigestellt.
Funktionsumfang ● 3 H-Funktionen je Teileprogrammsatz sind möglich
● Wertebereich der H-Funktionen: Gleitkomma-Daten (wie Rechenparameter R)
● Adresserweiterung 0 bis 99 (H0=... bis H99=...) möglich
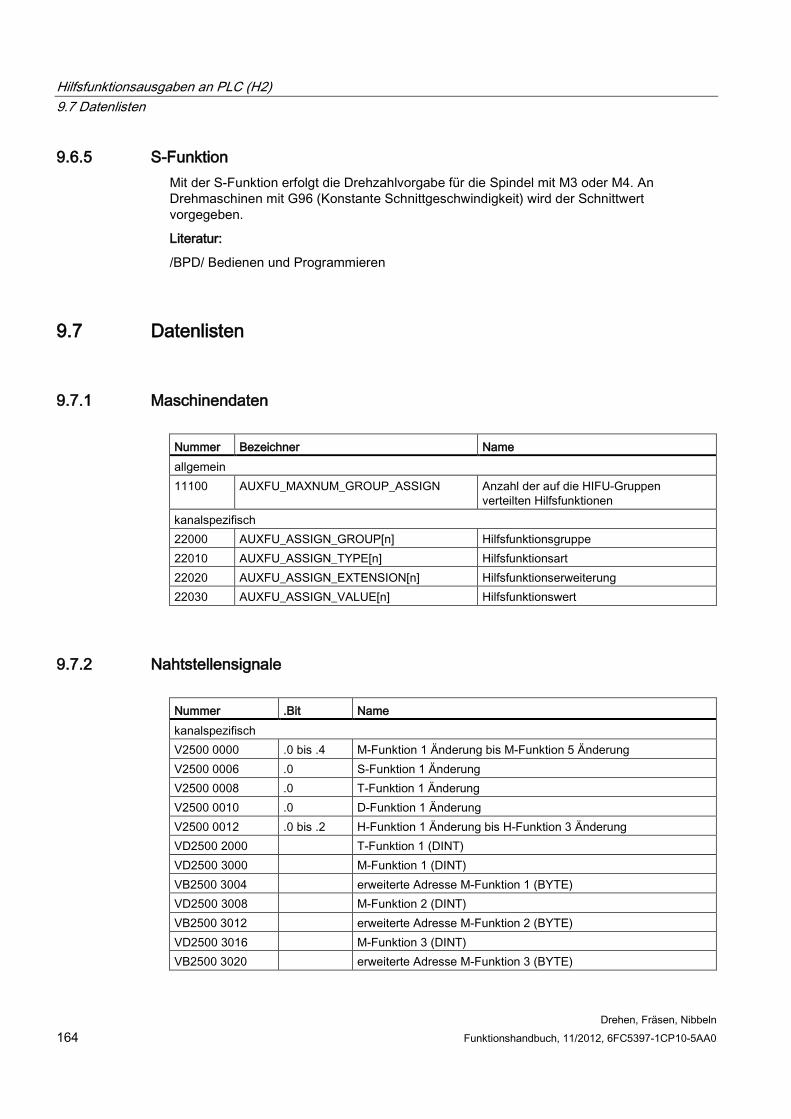
Hilfsfunktionsausgaben an PLC (H2) 9.7 Datenlisten
Drehen, Fräsen, Nibbeln 164 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
9.6.5 S-Funktion Mit der S-Funktion erfolgt die Drehzahlvorgabe für die Spindel mit M3 oder M4. An Drehmaschinen mit G96 (Konstante Schnittgeschwindigkeit) wird der Schnittwert vorgegeben.
Literatur:
/BPD/ Bedienen und Programmieren
9.7 Datenlisten
9.7.1 Maschinendaten Nummer Bezeichner Name allgemein 11100 AUXFU_MAXNUM_GROUP_ASSIGN Anzahl der auf die HIFU-Gruppen
verteilten Hilfsfunktionen kanalspezifisch 22000 AUXFU_ASSIGN_GROUP[n] Hilfsfunktionsgruppe 22010 AUXFU_ASSIGN_TYPE[n] Hilfsfunktionsart 22020 AUXFU_ASSIGN_EXTENSION[n] Hilfsfunktionserweiterung 22030 AUXFU_ASSIGN_VALUE[n] Hilfsfunktionswert
9.7.2 Nahtstellensignale Nummer .Bit Name kanalspezifisch V2500 0000 .0 bis .4 M-Funktion 1 Änderung bis M-Funktion 5 Änderung V2500 0006 .0 S-Funktion 1 Änderung V2500 0008 .0 T-Funktion 1 Änderung V2500 0010 .0 D-Funktion 1 Änderung V2500 0012 .0 bis .2 H-Funktion 1 Änderung bis H-Funktion 3 Änderung VD2500 2000 T-Funktion 1 (DINT) VD2500 3000 M-Funktion 1 (DINT) VB2500 3004 erweiterte Adresse M-Funktion 1 (BYTE) VD2500 3008 M-Funktion 2 (DINT) VB2500 3012 erweiterte Adresse M-Funktion 2 (BYTE) VD2500 3016 M-Funktion 3 (DINT) VB2500 3020 erweiterte Adresse M-Funktion 3 (BYTE)
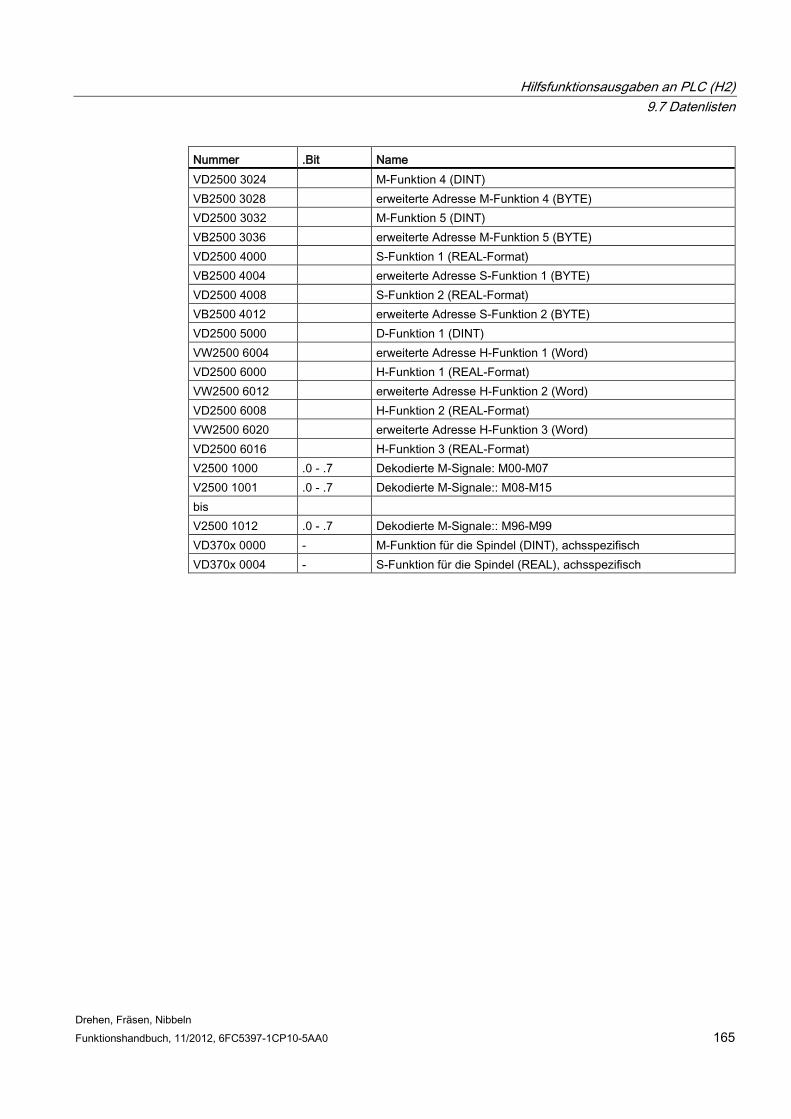
Hilfsfunktionsausgaben an PLC (H2) 9.7 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 165
Nummer .Bit Name VD2500 3024 M-Funktion 4 (DINT) VB2500 3028 erweiterte Adresse M-Funktion 4 (BYTE) VD2500 3032 M-Funktion 5 (DINT) VB2500 3036 erweiterte Adresse M-Funktion 5 (BYTE) VD2500 4000 S-Funktion 1 (REAL-Format) VB2500 4004 erweiterte Adresse S-Funktion 1 (BYTE) VD2500 4008 S-Funktion 2 (REAL-Format) VB2500 4012 erweiterte Adresse S-Funktion 2 (BYTE) VD2500 5000 D-Funktion 1 (DINT) VW2500 6004 erweiterte Adresse H-Funktion 1 (Word) VD2500 6000 H-Funktion 1 (REAL-Format) VW2500 6012 erweiterte Adresse H-Funktion 2 (Word) VD2500 6008 H-Funktion 2 (REAL-Format) VW2500 6020 erweiterte Adresse H-Funktion 3 (Word) VD2500 6016 H-Funktion 3 (REAL-Format) V2500 1000 .0 - .7 Dekodierte M-Signale: M00-M07 V2500 1001 .0 - .7 Dekodierte M-Signale:: M08-M15 bis V2500 1012 .0 - .7 Dekodierte M-Signale:: M96-M99 VD370x 0000 - M-Funktion für die Spindel (DINT), achsspezifisch VD370x 0004 - S-Funktion für die Spindel (REAL), achsspezifisch

Hilfsfunktionsausgaben an PLC (H2) 9.7 Datenlisten
Drehen, Fräsen, Nibbeln 166 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 167
Betriebsarten, Programmbetrieb (K1) 10 10.1 Kurzbeschreibung
Programmbetrieb Programmbetrieb liegt dann vor, wenn in der Betriebsart AUTOMATIK oder MDA Teileprogramme bzw. Teileprogrammsätze abgearbeitet werden. Während der Abarbeitung kann dabei der Programmablauf durch PLC-Nahtstellensignale und Kommandos beeinflusst werden.
Kanal Ein Kanal stellt eine Einheit dar, in der ein Teileprogramm bearbeitet werden kann.
Einem Kanal wird vom System ein Interpolator mit zugehöriger Programmverarbeitung zugeordnet. Für ihn ist eine bestimmte Betriebsart gültig.
Die Steuerung SINUMERIK 802D sl verfügt über einen Kanal.
10.2 Betriebsarten
Aktivierung Die gewünschte Betriebsart wird über die Nahtstellensignale im VB3000 0000 aktiviert. Es besteht eine Priorisierung der Betriebsarten, wenn mehrere zur gleichen Zeit angewählt werden:
● JOG (hohe Priorität): Verfahren der Achsen durch Handbedienung über Handrad oder Verfahrtasten. Kanalspezifische Signale und Verriegelungen werden nicht beachtet
● MDA: Programmsätze können abgearbeitet werden
● AUTOMATIK (niedere Priorität): automatisches Abarbeiten von Teileprogrammen
Rückmeldung Die aktive Betriebsart wird über die Nahtstellensignale im VB 3100 0000 angezeigt.
mögliche Maschinenfunktionen in JOG Innerhalb der Betriebsart JOG kann folgende Maschinenfunktion angewählt werden: REF (Referenzpunktfahren)
Die Aktivierung der gewünschten Maschinenfunktion erfolgt mit NST "REF" (V3000 0001.2). Die Anzeige ist im NST "aktive Maschinenfunktion REF" (V3100 0001.2) ersichtlich.
Betriebsarten, Programmbetrieb (K1) 10.2 Betriebsarten
Drehen, Fräsen, Nibbeln 168 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
mögliche Maschinenfunktionen in MDA Innerhalb der Betriebsart MDA kann folgende Maschinenfunktion angewählt werden: TEACH IN (Programmsätze einfügen)
Die Aktivierung der gewünschten Maschinenfunktion erfolgt mit NST "TEACH IN" (V3000 0001.0). Die Anzeige ist im NST "aktive Maschinenfunktion TEACH IN" (V3100 0001.0) ersichtlich.
Stop Mit Hilfe der folgenden Nahtstellensignale kann ein Stop-Signal gegeben werden
● NST "NC-Stop" (V3200 0007.3)
● NST "NC-Stop Achsen plus Spindeln" (V3200 0007.4)
● NST "NC-Stop an Satzgrenze" (V3200 0007.2).
Je nach der Auswahl des Stop-Signals werden entweder nur die Achsen oder auch noch zusätzlich die Spindel gestoppt bzw. die Achsen bei Satzende.
RESET Durch das NST "Reset" (V3000 0000.7) wird das aktive Teileprogramm abgebrochen.
Es werden folgende Aktionen nach Auslösung des NST "Reset" durchgeführt:
● Die Teileprogrammaufbereitung wird sofort gestoppt.
● Achsen und Spindeln werden stillgesetzt.
● Die zu diesem Zeitpunkt noch nicht ausgegebenen Hilfsfunktionen des aktuellen Satzes werden nicht mehr ausgegeben.
● Der Satzzeiger wird auf den Anfang des jeweiligen Teileprogrammes zurückgesetzt.
● Alle Reset-Alarme werden aus der Anzeige gelöscht.
● Das Reset ist abgeschlossen, sobald das NST "Kanalzustand Reset " (V3300 0003.7) gesetzt ist.
Betriebsbereit Die Betriebsbereitschaft wird durch das NST "802-Ready" (V3100 0000.3) angezeigt.
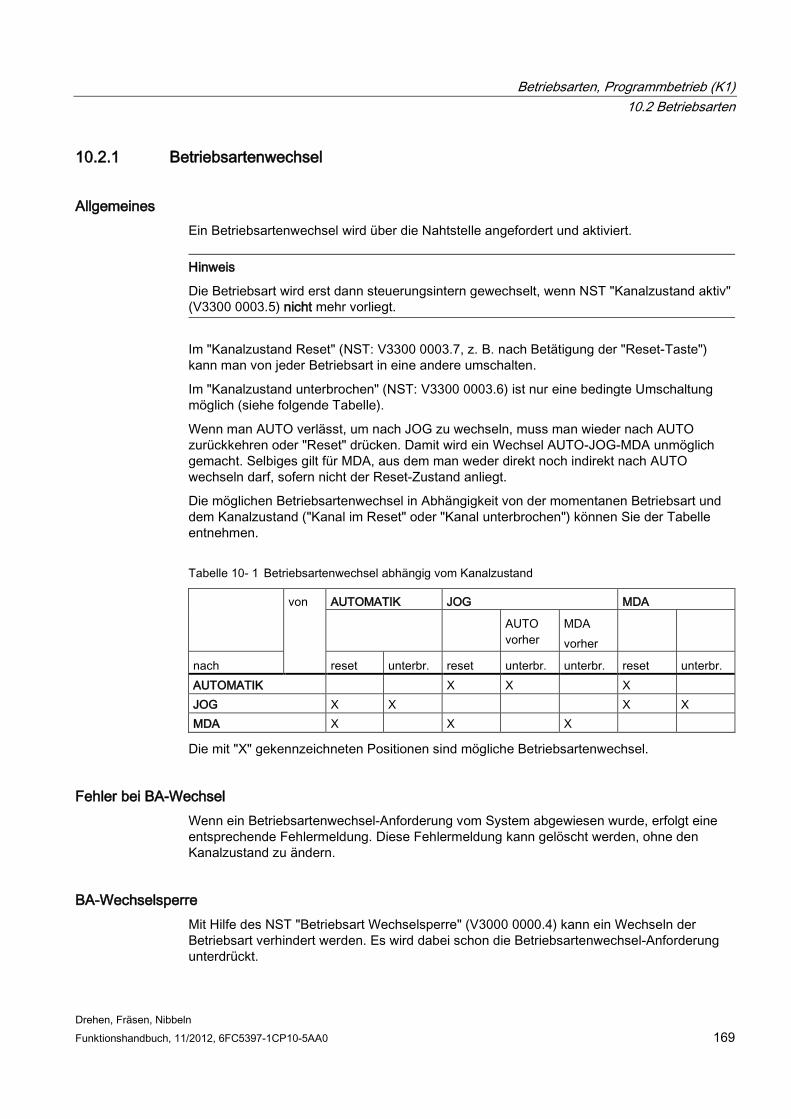
Betriebsarten, Programmbetrieb (K1) 10.2 Betriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 169
10.2.1 Betriebsartenwechsel
Allgemeines Ein Betriebsartenwechsel wird über die Nahtstelle angefordert und aktiviert.
Hinweis
Die Betriebsart wird erst dann steuerungsintern gewechselt, wenn NST "Kanalzustand aktiv" (V3300 0003.5) nicht mehr vorliegt.
Im "Kanalzustand Reset" (NST: V3300 0003.7, z. B. nach Betätigung der "Reset-Taste") kann man von jeder Betriebsart in eine andere umschalten.
Im "Kanalzustand unterbrochen" (NST: V3300 0003.6) ist nur eine bedingte Umschaltung möglich (siehe folgende Tabelle).
Wenn man AUTO verlässt, um nach JOG zu wechseln, muss man wieder nach AUTO zurückkehren oder "Reset" drücken. Damit wird ein Wechsel AUTO-JOG-MDA unmöglich gemacht. Selbiges gilt für MDA, aus dem man weder direkt noch indirekt nach AUTO wechseln darf, sofern nicht der Reset-Zustand anliegt.
Die möglichen Betriebsartenwechsel in Abhängigkeit von der momentanen Betriebsart und dem Kanalzustand ("Kanal im Reset" oder "Kanal unterbrochen") können Sie der Tabelle entnehmen.
Tabelle 10- 1 Betriebsartenwechsel abhängig vom Kanalzustand
von AUTOMATIK JOG MDA
AUTO vorher
MDA vorher
nach reset unterbr. reset unterbr. unterbr. reset unterbr. AUTOMATIK X X X JOG X X X X MDA X X X
Die mit "X" gekennzeichneten Positionen sind mögliche Betriebsartenwechsel.
Fehler bei BA-Wechsel Wenn ein Betriebsartenwechsel-Anforderung vom System abgewiesen wurde, erfolgt eine entsprechende Fehlermeldung. Diese Fehlermeldung kann gelöscht werden, ohne den Kanalzustand zu ändern.
BA-Wechselsperre Mit Hilfe des NST "Betriebsart Wechselsperre" (V3000 0000.4) kann ein Wechseln der Betriebsart verhindert werden. Es wird dabei schon die Betriebsartenwechsel-Anforderung unterdrückt.
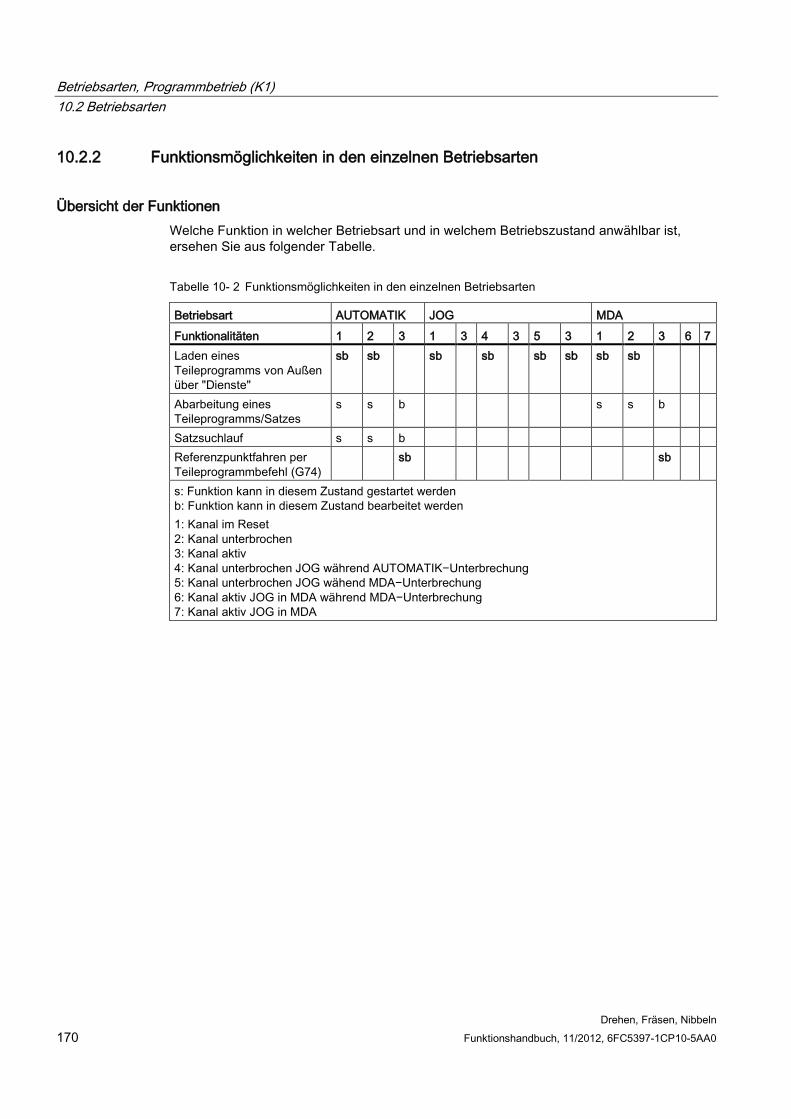
Betriebsarten, Programmbetrieb (K1) 10.2 Betriebsarten
Drehen, Fräsen, Nibbeln 170 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.2.2 Funktionsmöglichkeiten in den einzelnen Betriebsarten
Übersicht der Funktionen Welche Funktion in welcher Betriebsart und in welchem Betriebszustand anwählbar ist, ersehen Sie aus folgender Tabelle.
Tabelle 10- 2 Funktionsmöglichkeiten in den einzelnen Betriebsarten
Betriebsart AUTOMATIK JOG MDA Funktionalitäten 1 2 3 1 3 4 3 5 3 1 2 3 6 7 Laden eines Teileprogramms von Außen über "Dienste"
sb sb sb sb sb sb sb sb
Abarbeitung eines Teileprogramms/Satzes
s s b s s b
Satzsuchlauf s s b Referenzpunktfahren per Teileprogrammbefehl (G74)
sb sb
s: Funktion kann in diesem Zustand gestartet werden b: Funktion kann in diesem Zustand bearbeitet werden 1: Kanal im Reset 2: Kanal unterbrochen 3: Kanal aktiv 4: Kanal unterbrochen JOG während AUTOMATIK−Unterbrechung 5: Kanal unterbrochen JOG wähend MDA−Unterbrechung 6: Kanal aktiv JOG in MDA während MDA−Unterbrechung 7: Kanal aktiv JOG in MDA
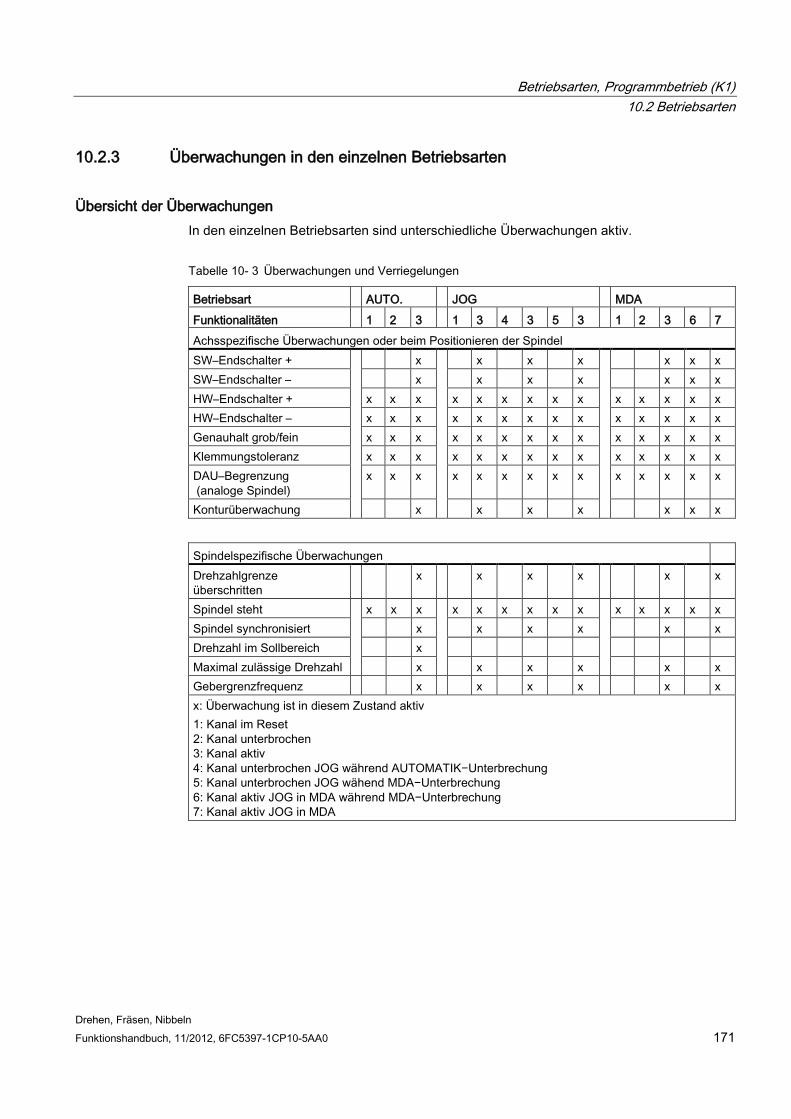
Betriebsarten, Programmbetrieb (K1) 10.2 Betriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 171
10.2.3 Überwachungen in den einzelnen Betriebsarten
Übersicht der Überwachungen In den einzelnen Betriebsarten sind unterschiedliche Überwachungen aktiv.
Tabelle 10- 3 Überwachungen und Verriegelungen
Betriebsart AUTO. JOG MDA Funktionalitäten 1 2 3 1 3 4 3 5 3 1 2 3 6 7 Achsspezifische Überwachungen oder beim Positionieren der Spindel SW–Endschalter + x x x x x x x SW–Endschalter – x x x x x x x HW–Endschalter + x x x x x x x x x x x x x x HW–Endschalter – x x x x x x x x x x x x x x Genauhalt grob/fein x x x x x x x x x x x x x x Klemmungstoleranz x x x x x x x x x x x x x x DAU–Begrenzung (analoge Spindel)
x x x x x x x x x x x x x x
Konturüberwachung x x x x x x x
Spindelspezifische Überwachungen Drehzahlgrenze überschritten
x x x x x x
Spindel steht x x x x x x x x x x x x x x Spindel synchronisiert x x x x x x Drehzahl im Sollbereich x Maximal zulässige Drehzahl x x x x x x Gebergrenzfrequenz x x x x x x x: Überwachung ist in diesem Zustand aktiv 1: Kanal im Reset 2: Kanal unterbrochen 3: Kanal aktiv 4: Kanal unterbrochen JOG während AUTOMATIK−Unterbrechung 5: Kanal unterbrochen JOG wähend MDA−Unterbrechung 6: Kanal aktiv JOG in MDA während MDA−Unterbrechung 7: Kanal aktiv JOG in MDA
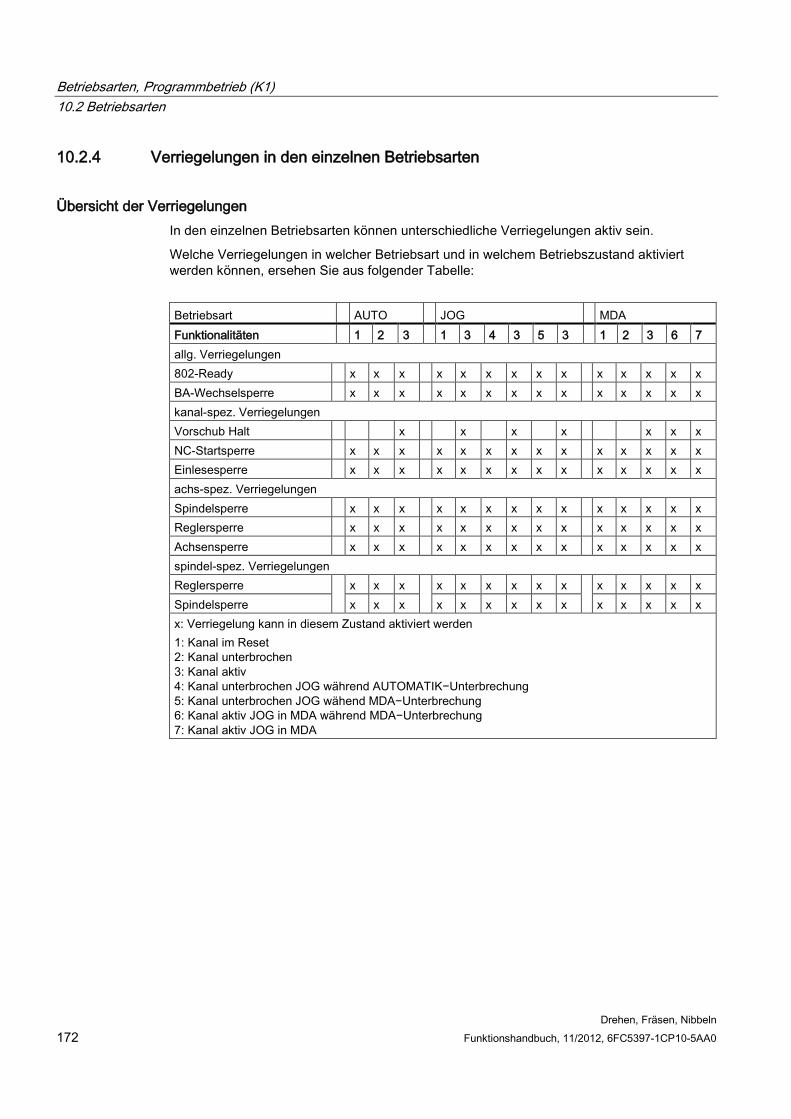
Betriebsarten, Programmbetrieb (K1) 10.2 Betriebsarten
Drehen, Fräsen, Nibbeln 172 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.2.4 Verriegelungen in den einzelnen Betriebsarten
Übersicht der Verriegelungen In den einzelnen Betriebsarten können unterschiedliche Verriegelungen aktiv sein.
Welche Verriegelungen in welcher Betriebsart und in welchem Betriebszustand aktiviert werden können, ersehen Sie aus folgender Tabelle:
Betriebsart AUTO JOG MDA Funktionalitäten 1 2 3 1 3 4 3 5 3 1 2 3 6 7 allg. Verriegelungen 802-Ready x x x x x x x x x x x x x x BA-Wechselsperre x x x x x x x x x x x x x x kanal-spez. Verriegelungen Vorschub Halt x x x x x x x NC-Startsperre x x x x x x x x x x x x x x Einlesesperre x x x x x x x x x x x x x x achs-spez. Verriegelungen Spindelsperre x x x x x x x x x x x x x x Reglersperre x x x x x x x x x x x x x x Achsensperre x x x x x x x x x x x x x x spindel-spez. Verriegelungen Reglersperre x x x x x x x x x x x x x x Spindelsperre x x x x x x x x x x x x x x x: Verriegelung kann in diesem Zustand aktiviert werden 1: Kanal im Reset 2: Kanal unterbrochen 3: Kanal aktiv 4: Kanal unterbrochen JOG während AUTOMATIK−Unterbrechung 5: Kanal unterbrochen JOG wähend MDA−Unterbrechung 6: Kanal aktiv JOG in MDA während MDA−Unterbrechung 7: Kanal aktiv JOG in MDA
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 173
10.3 Abarbeiten eines Teileprogramms
10.3.1 Programmbetrieb und Teileprogrammanwahl
Definition Programmbetrieb liegt dann vor, wenn in der Betriebsart AUTOMATIK ein Teileprogramm bzw. in Betriebsart MDA Programmsätze abgearbeitet werden.
Beeinflussung Während des Programmbetriebs kann derselbe über Nahtstellensignale von der PLC beeinflusst werden. Die Beeinflussung geschieht über betriebsarten-spezifische oder über kanalspezifische Nahtstellensignale.
Der Kanal teilt der PLC über Nahtstellensignale seinen momentanen Programmbetriebsstatus mit.
Anwahl Die Anwahl eines Teileprogrammes kann nur erfolgen, wenn sich der betreffende Kanal im Reset-Zustand befindet.
Die Anwahl des Teileprogramms kann erfolgen über:
● die Bedienung (Bedienbereich Maschine)/Programmanager
● die PLC
– Anwahl eines Programms über die Programmnummer in "Program list" (siehe Handbuch "Bedienen und Programmieren...", Kapitel "System")
– Wiederanwahl eines aktiven Programms über die PLC-HMI Nahtstelle (siehe Kapitel "Signale von HMI an PLC (A2)")
10.3.2 Starten des Teileprogramms bzw. Teileprogrammsatzes
START-Kommando, Kanalzustand Das kanalspezifische NST "NC-Start" (V3200 0007.1), das üblicherweise von einer MSTT-Taste "NC-Start" beeinflusst wird, startet die Programmabarbeitung.
Das START-Kommando wird nur in den Betriebsarten AUTOMATIK und MDA ausgeführt. Der Kanal muss dazu im Zustand "Kanalzustand Reset" (V3300 0003.7) bzw. "Kanalzustand unterbrochen" (V3300 0003.6) sein.
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 174 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Notwendige Signalzustände Das angewählte Teileprogramm kann nun mit dem START-Kommando zur Abarbeitung freigegeben werden. Folgende Freigabesignale sind dabei relevant:
NST "802-Ready" (V3100 0000.3) muss gesetzt sein NST "Programmtest aktivieren" (V3200 0001.7) darf nicht gesetzt sein NST "NC-Start-Sperre" (V3200 0007.0) darf nicht gesetzt sein NST "NC-Stop an Satzgrenze" (V3200 0007.2) darf nicht gesetzt sein NST "NC-Stop" (V3200 0007.3) darf nicht gesetzt sein NST "NC-Stop Achsen plus Spindel" (V3200 0007.4) darf nicht gesetzt sein NST "NOT-AUS" (V2700 0000.1) darf nicht gesetzt sein Achs- oder NCK-Alarm darf nicht anstehen
Ausführung des Kommandos Das Teileprogramm bzw. der Teileprogrammsatz wird automatisch abgearbeitet und das NST "Kanalzustand aktiv" (V3300 0003.5) sowie das NST "Programmzustand läuft" (V3300 0003.0) wird gesetzt.
Das Programm wird solange bearbeitet, bis das Programmende erreicht ist bzw. der Kanal durch ein STOP- oder RESET-Kommando unterbrochen bzw. abgebrochen wird.
Alarme Das START-Kommando wird bei fehlender Voraussetzung nicht wirksam. Dann tritt einer der folgenden Alarme auf: 10200, 10202, 10203
10.3.3 Teileprogrammunterbrechung
Kanalzustand Das STOP-Kommando kann nur ausgeführt werden, wenn sich der betreffende Kanal im Zustand "Kanal aktiv" (V3300 0003.5) befindet.
STOP-Kommandos Es gibt verschiedene Kommandos, die die Programmbearbeitung anhalten und den Kanalzustand auf "unterbrochen" setzen:
● NST "NC-Stop an Satzgrenze" (V3200 0007.2)
● NST "NC-Stop" (V3200 0007.3)
● NST "NC-Stop Achsen plus Spindel" (V3200 0007.4)
● NST "Einzelsatz" (V3200 0000.4)
● Programmierbefehl "M0" bzw. "M1" und entsprechende Aktivierung
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 175
Ausführung des Kommandos Nach Ausführung des STOP-Kommandos wird das NST "Programmzustand angehalten" (V3300 0003.2) und das NST "Kanalzustand unterbrochen" (V3300 0003.6) gesetzt. Ein weiteres Abarbeiten des unterbrochenen Teileprogrammes ab der Unterbrechungsstelle ist mit einem erneuten START-Kommando möglich.
Es werden folgende Aktionen nach Auslösung des STOP-Kommandos generell durchgeführt:
● Stoppen der Teileprogrammabarbeitung an der nächsten Satzgrenze (bei NC-Stop an Satzgrenze, M0/M1 bzw. Einzelsatz), bei den anderen STOP-Kommandos wird sofort gestoppt.
● Die zu diesem Zeitpunkt noch nicht ausgegebenen Hilfsfunktionen des aktuellen Satzes werden nicht mehr ausgegeben.
● Die Achsen werden mit anschließendem Stop der Teileprogrammabarbeitung stillgesetzt.
● Der Satzzeiger bleibt an der Unterbrechungsstelle stehen.
10.3.4 RESET-Kommando
Funktion Das RESET-Kommando (NST "Reset" (V3000 0000.7)) kann in jedem Kanalzustand ausgeführt werden. Dieses Kommando wird von keinem anderen Kommando abgebrochen.
Durch ein RESET-Kommando kann ein aktives Teileprogramm bzw. Teileprogrammsätze abgebrochen werden. Nach Ausführung des Reset-Kommandos wird das NST "Kanalzustand Reset" (V3300 0003.7) und das NST "Programmzustand abgebrochen" (V3300 0003.4)gesetzt.
Das Teileprogramm kann an der Unterbrechungsstelle nicht mehr fortgesetzt werden. Alle Achsen im Kanal befinden sich im Genauhalt.
Es werden folgende Aktionen nach Auslösung des RESET-Kommandos durchgeführt:
● Die Teileprogrammaufbereitung wird sofort gestoppt.
● Achsen und gegebenenfalls die Spindel werden abgebremst.
● Die zu diesem Zeitpunkt noch nicht ausgegebene Hilfsfunktionen des aktuellen Satzes werden nicht mehr ausgegeben.
● Der Satzzeiger wird auf den Anfang des Teileprogrammes zurückgesetzt.
● Alle Alarme werden aus der Anzeige gelöscht, sofern sie nicht POWER ON-Alarme sind.
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 176 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.3.5 Programmbeeinflussung
Anwahl/Aktivierung Die Abarbeitung des Teileprogrammes kann der Anwender über die Bedienoberfläche beeinflussen. Unter dem Menü "Programmbeeinflussung" (Betriebsart AUTOMATIK, Bedienbereich "Position") können bestimmte Funktionen angewählt werden, wobei sich einige Funktionen auf Nahtstellensignale der PLC auswirken. Diese Nahtstellensignale sind lediglich als Anwahlsignale von der Bedienoberfläche zu verstehen. Sie aktivieren die angewählte Funktion noch nicht.
Damit die angewählten Funktionen wirksam werden, müssen diese Signalzustände vom PLC-Anwenderprogramm auf einen anderen Bereich übertragen werden. Bei einer Beeinflussung seitens der PLC müssen diese Signale direkt gesetzt werden.
Tabelle 10- 4 Programmbeeinflussung
Funktion Anwahlsignal Aktivierungssignal Rückmeldesignal SKP Ausblendsatz V1700 0001.0 V3200 0002.0 DRY Probelauf Vorschub V1700 0000.6 V3200 0000.6 ROV Korrektur Eilgang V1700 0001.3 V3200 0006.6 Vorwahl: SBL -Einzelsatz grob SBL -Einzelsatz fein Einzelsatz
- - anwenderspezifisch
- - V3200 0000.4
M1 Programmierter Halt V1700 0000.5 V3200 0000.5 V3300 0000.5 PRT Programmtest V1700 0000.7 V3200 0001.7 V3300 0001.7
10.3.6 Programmzustand
Programmzustände Der Zustand des angewählten Programms wird in der Nahtstelle in den Betriebsarten AUTOMATIK und MDA angezeigt. Wird bei gestoppten Programm in die Betriebsart JOG gewechselt, so wird dort der Programmzustand "unterbrochen" oder bei Reset auch "abgebrochen" angezeigt.
Folgende Programmzustände gibt es bei SINUMERIK 802D:
● NST "Programmzustand abgebrochen" (V3300 0003.4)
● NST "Programmzustand unterbrochen" (V3300 0003.3)
● NST "Programmzustand angehalten" (V3300 0003.2)
● NST "Programmzustand läuft" (V3300 0003.0)
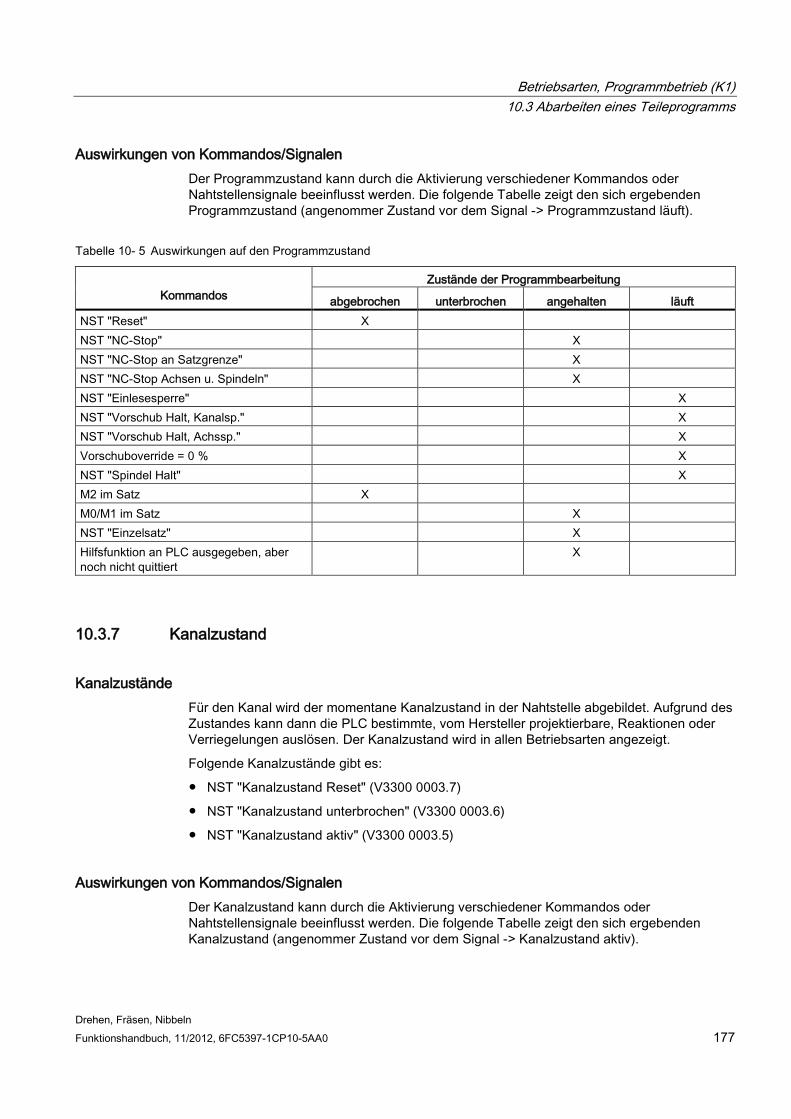
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 177
Auswirkungen von Kommandos/Signalen Der Programmzustand kann durch die Aktivierung verschiedener Kommandos oder Nahtstellensignale beeinflusst werden. Die folgende Tabelle zeigt den sich ergebenden Programmzustand (angenommer Zustand vor dem Signal -> Programmzustand läuft).
Tabelle 10- 5 Auswirkungen auf den Programmzustand
Kommandos
Zustände der Programmbearbeitung
abgebrochen unterbrochen angehalten läuft NST "Reset" X NST "NC-Stop" X NST "NC-Stop an Satzgrenze" X NST "NC-Stop Achsen u. Spindeln" X NST "Einlesesperre" X NST "Vorschub Halt, Kanalsp." X NST "Vorschub Halt, Achssp." X Vorschuboverride = 0 % X NST "Spindel Halt" X M2 im Satz X M0/M1 im Satz X NST "Einzelsatz" X Hilfsfunktion an PLC ausgegeben, aber noch nicht quittiert
X
10.3.7 Kanalzustand
Kanalzustände Für den Kanal wird der momentane Kanalzustand in der Nahtstelle abgebildet. Aufgrund des Zustandes kann dann die PLC bestimmte, vom Hersteller projektierbare, Reaktionen oder Verriegelungen auslösen. Der Kanalzustand wird in allen Betriebsarten angezeigt.
Folgende Kanalzustände gibt es:
● NST "Kanalzustand Reset" (V3300 0003.7)
● NST "Kanalzustand unterbrochen" (V3300 0003.6)
● NST "Kanalzustand aktiv" (V3300 0003.5)
Auswirkungen von Kommandos/Signalen Der Kanalzustand kann durch die Aktivierung verschiedener Kommandos oder Nahtstellensignale beeinflusst werden. Die folgende Tabelle zeigt den sich ergebenden Kanalzustand (angenommer Zustand vor dem Signal -> Kanalzustand aktiv).
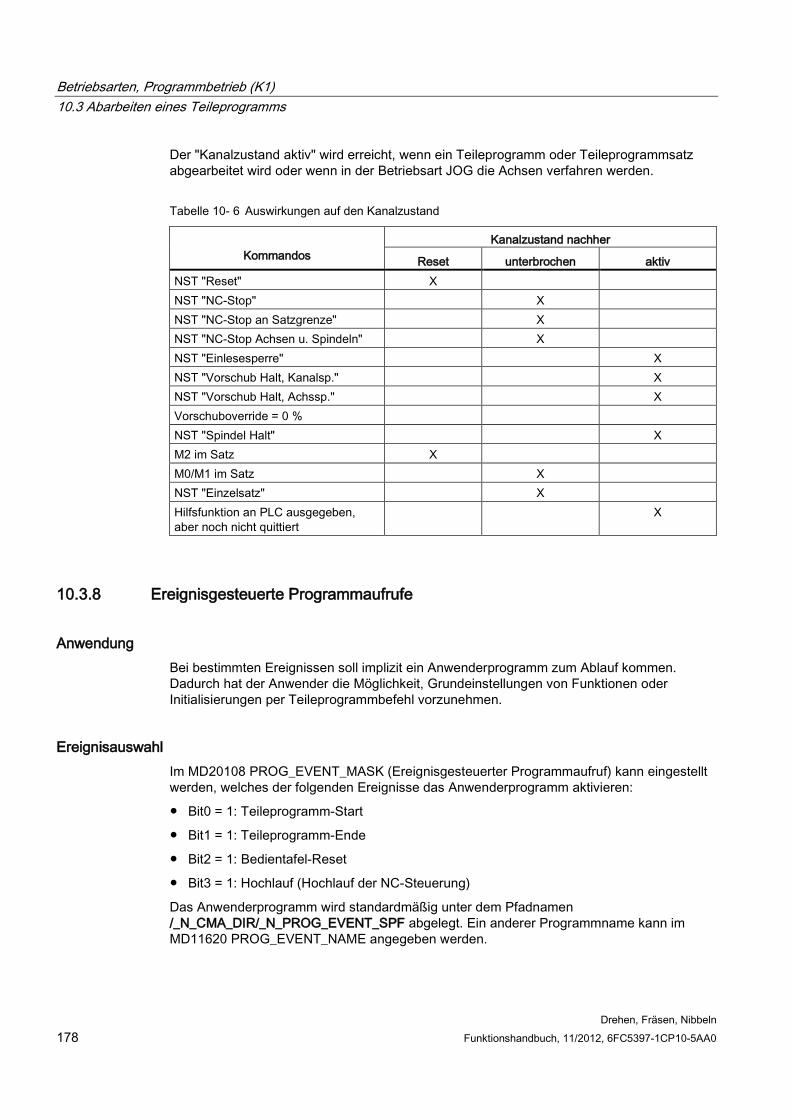
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 178 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Der "Kanalzustand aktiv" wird erreicht, wenn ein Teileprogramm oder Teileprogrammsatz abgearbeitet wird oder wenn in der Betriebsart JOG die Achsen verfahren werden.
Tabelle 10- 6 Auswirkungen auf den Kanalzustand
Kommandos
Kanalzustand nachher
Reset unterbrochen aktiv NST "Reset" X NST "NC-Stop" X NST "NC-Stop an Satzgrenze" X NST "NC-Stop Achsen u. Spindeln" X NST "Einlesesperre" X NST "Vorschub Halt, Kanalsp." X NST "Vorschub Halt, Achssp." X Vorschuboverride = 0 % NST "Spindel Halt" X M2 im Satz X M0/M1 im Satz X NST "Einzelsatz" X Hilfsfunktion an PLC ausgegeben, aber noch nicht quittiert
X
10.3.8 Ereignisgesteuerte Programmaufrufe
Anwendung Bei bestimmten Ereignissen soll implizit ein Anwenderprogramm zum Ablauf kommen. Dadurch hat der Anwender die Möglichkeit, Grundeinstellungen von Funktionen oder Initialisierungen per Teileprogrammbefehl vorzunehmen.
Ereignisauswahl Im MD20108 PROG_EVENT_MASK (Ereignisgesteuerter Programmaufruf) kann eingestellt werden, welches der folgenden Ereignisse das Anwenderprogramm aktivieren:
● Bit0 = 1: Teileprogramm-Start
● Bit1 = 1: Teileprogramm-Ende
● Bit2 = 1: Bedientafel-Reset
● Bit3 = 1: Hochlauf (Hochlauf der NC-Steuerung)
Das Anwenderprogramm wird standardmäßig unter dem Pfadnamen /_N_CMA_DIR/_N_PROG_EVENT_SPF abgelegt. Ein anderer Programmname kann im MD11620 PROG_EVENT_NAME angegeben werden.
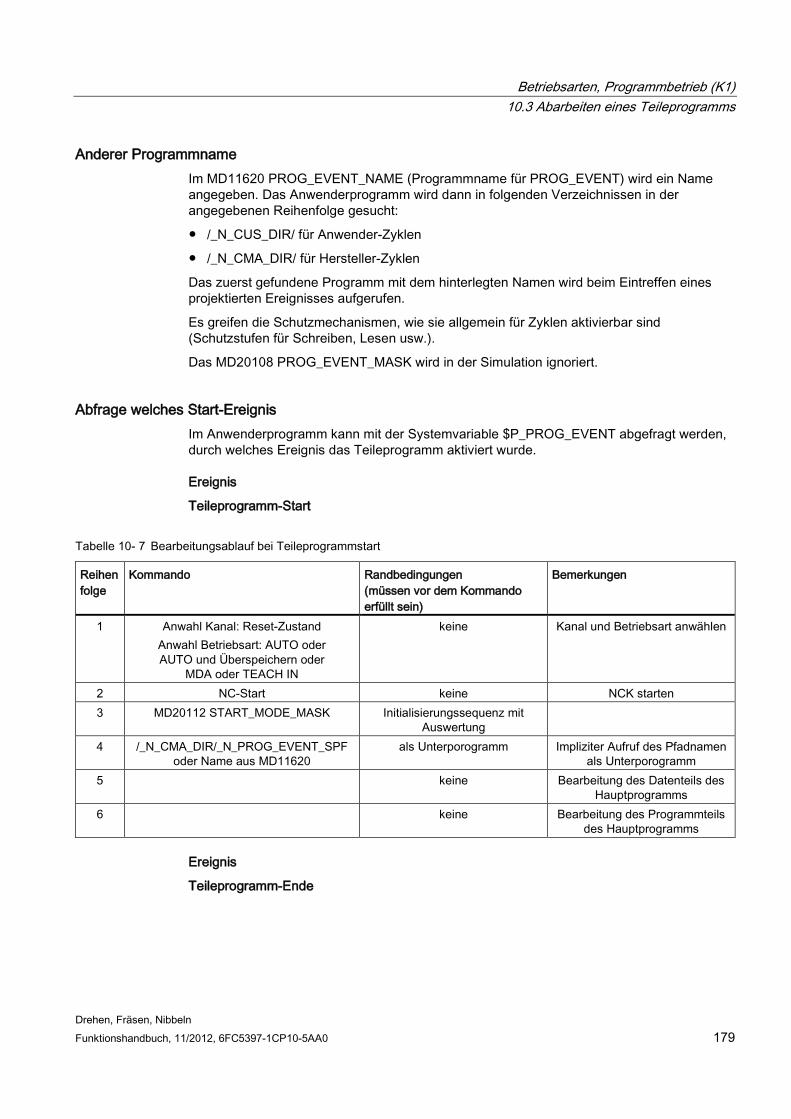
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 179
Anderer Programmname Im MD11620 PROG_EVENT_NAME (Programmname für PROG_EVENT) wird ein Name angegeben. Das Anwenderprogramm wird dann in folgenden Verzeichnissen in der angegebenen Reihenfolge gesucht:
● /_N_CUS_DIR/ für Anwender-Zyklen
● /_N_CMA_DIR/ für Hersteller-Zyklen
Das zuerst gefundene Programm mit dem hinterlegten Namen wird beim Eintreffen eines projektierten Ereignisses aufgerufen.
Es greifen die Schutzmechanismen, wie sie allgemein für Zyklen aktivierbar sind (Schutzstufen für Schreiben, Lesen usw.).
Das MD20108 PROG_EVENT_MASK wird in der Simulation ignoriert.
Abfrage welches Start-Ereignis Im Anwenderprogramm kann mit der Systemvariable $P_PROG_EVENT abgefragt werden, durch welches Ereignis das Teileprogramm aktiviert wurde.
Ereignis
Teileprogramm-Start
Tabelle 10- 7 Bearbeitungsablauf bei Teileprogrammstart
Reihenfolge
Kommando Randbedingungen (müssen vor dem Kommando erfüllt sein)
Bemerkungen
1 Anwahl Kanal: Reset-Zustand Anwahl Betriebsart: AUTO oder AUTO und Überspeichern oder
MDA oder TEACH IN
keine Kanal und Betriebsart anwählen
2 NC-Start keine NCK starten 3 MD20112 START_MODE_MASK Initialisierungssequenz mit
Auswertung
4 /_N_CMA_DIR/_N_PROG_EVENT_SPF oder Name aus MD11620
als Unterporogramm Impliziter Aufruf des Pfadnamen als Unterporogramm
5 keine Bearbeitung des Datenteils des Hauptprogramms
6 keine Bearbeitung des Programmteils des Hauptprogramms
Ereignis
Teileprogramm-Ende
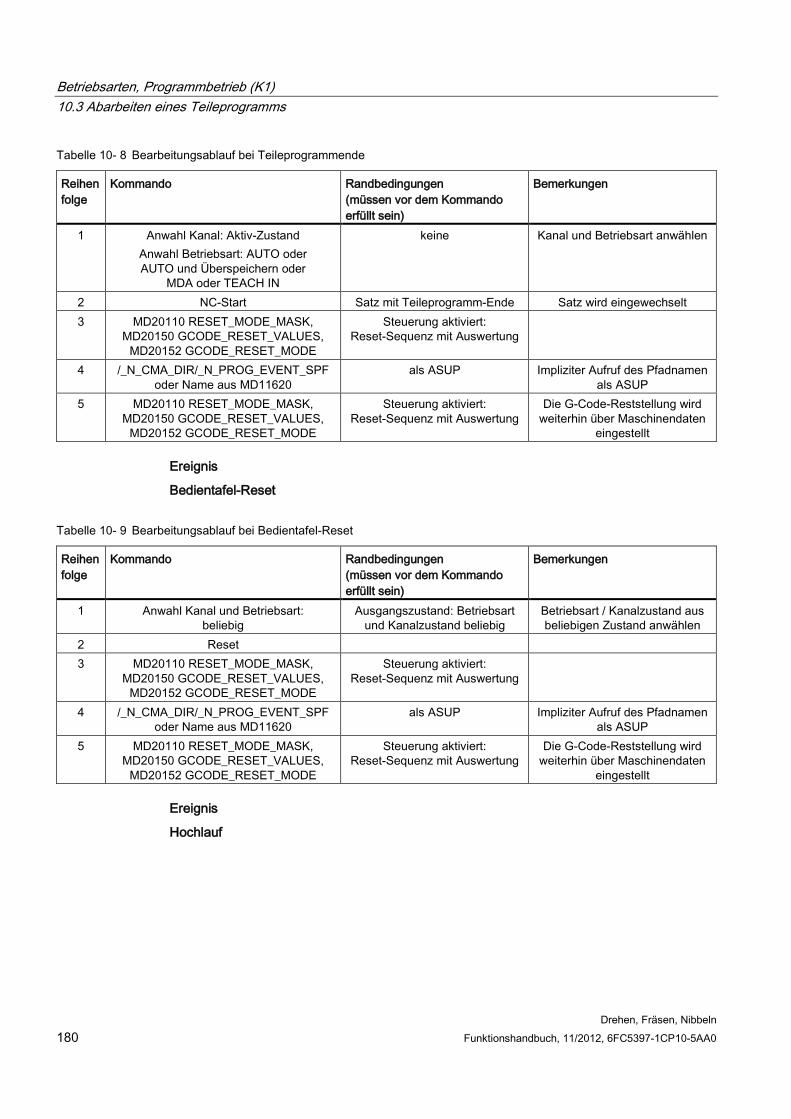
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 180 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Tabelle 10- 8 Bearbeitungsablauf bei Teileprogrammende
Reihenfolge
Kommando Randbedingungen (müssen vor dem Kommando erfüllt sein)
Bemerkungen
1 Anwahl Kanal: Aktiv-Zustand Anwahl Betriebsart: AUTO oder AUTO und Überspeichern oder
MDA oder TEACH IN
keine Kanal und Betriebsart anwählen
2 NC-Start Satz mit Teileprogramm-Ende Satz wird eingewechselt 3 MD20110 RESET_MODE_MASK,
MD20150 GCODE_RESET_VALUES, MD20152 GCODE_RESET_MODE
Steuerung aktiviert: Reset-Sequenz mit Auswertung
4 /_N_CMA_DIR/_N_PROG_EVENT_SPF oder Name aus MD11620
als ASUP Impliziter Aufruf des Pfadnamen als ASUP
5 MD20110 RESET_MODE_MASK, MD20150 GCODE_RESET_VALUES,
MD20152 GCODE_RESET_MODE
Steuerung aktiviert: Reset-Sequenz mit Auswertung
Die G-Code-Reststellung wird weiterhin über Maschinendaten
eingestellt
Ereignis
Bedientafel-Reset
Tabelle 10- 9 Bearbeitungsablauf bei Bedientafel-Reset
Reihenfolge
Kommando Randbedingungen (müssen vor dem Kommando erfüllt sein)
Bemerkungen
1 Anwahl Kanal und Betriebsart: beliebig
Ausgangszustand: Betriebsart und Kanalzustand beliebig
Betriebsart / Kanalzustand aus beliebigen Zustand anwählen
2 Reset 3 MD20110 RESET_MODE_MASK,
MD20150 GCODE_RESET_VALUES, MD20152 GCODE_RESET_MODE
Steuerung aktiviert: Reset-Sequenz mit Auswertung
4 /_N_CMA_DIR/_N_PROG_EVENT_SPF oder Name aus MD11620
als ASUP Impliziter Aufruf des Pfadnamen als ASUP
5 MD20110 RESET_MODE_MASK, MD20150 GCODE_RESET_VALUES,
MD20152 GCODE_RESET_MODE
Steuerung aktiviert: Reset-Sequenz mit Auswertung
Die G-Code-Reststellung wird weiterhin über Maschinendaten
eingestellt
Ereignis
Hochlauf
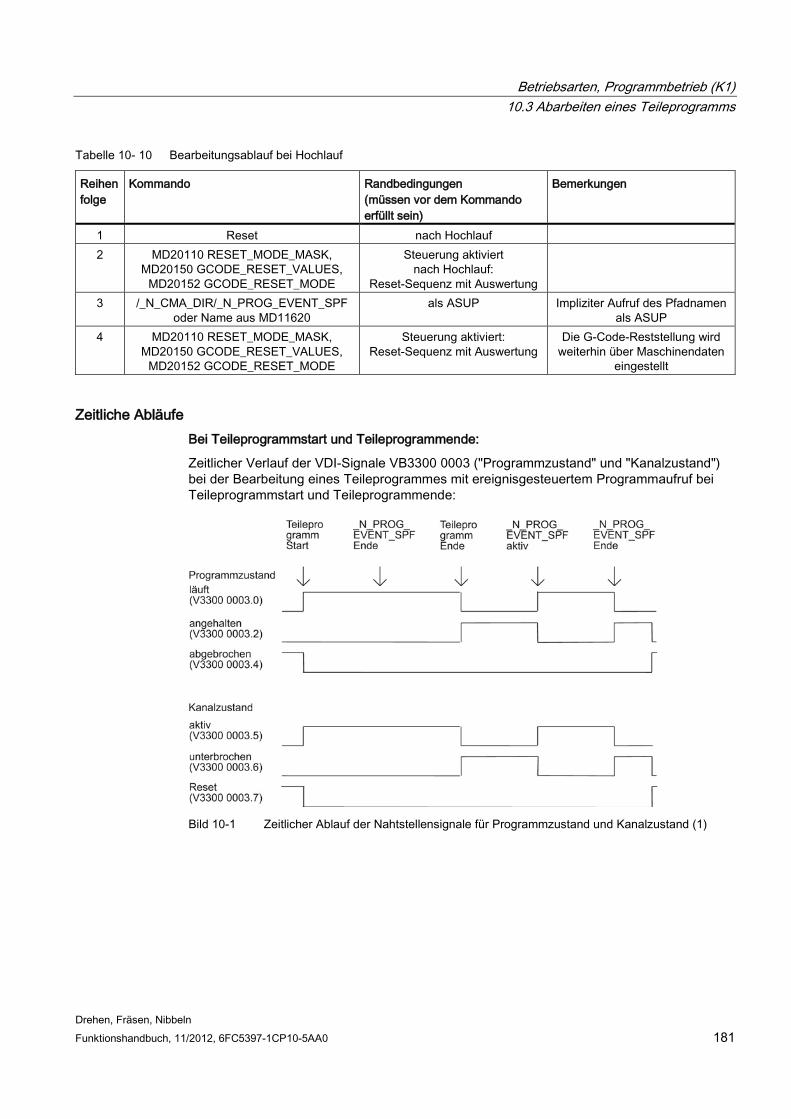
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 181
Tabelle 10- 10 Bearbeitungsablauf bei Hochlauf
Reihenfolge
Kommando Randbedingungen (müssen vor dem Kommando erfüllt sein)
Bemerkungen
1 Reset nach Hochlauf 2 MD20110 RESET_MODE_MASK,
MD20150 GCODE_RESET_VALUES, MD20152 GCODE_RESET_MODE
Steuerung aktiviert nach Hochlauf:
Reset-Sequenz mit Auswertung
3 /_N_CMA_DIR/_N_PROG_EVENT_SPF oder Name aus MD11620
als ASUP Impliziter Aufruf des Pfadnamen als ASUP
4 MD20110 RESET_MODE_MASK, MD20150 GCODE_RESET_VALUES,
MD20152 GCODE_RESET_MODE
Steuerung aktiviert: Reset-Sequenz mit Auswertung
Die G-Code-Reststellung wird weiterhin über Maschinendaten
eingestellt
Zeitliche Abläufe Bei Teileprogrammstart und Teileprogrammende:
Zeitlicher Verlauf der VDI-Signale VB3300 0003 ("Programmzustand" und "Kanalzustand") bei der Bearbeitung eines Teileprogrammes mit ereignisgesteuertem Programmaufruf bei Teileprogrammstart und Teileprogrammende:
Bild 10-1 Zeitlicher Ablauf der Nahtstellensignale für Programmzustand und Kanalzustand (1)
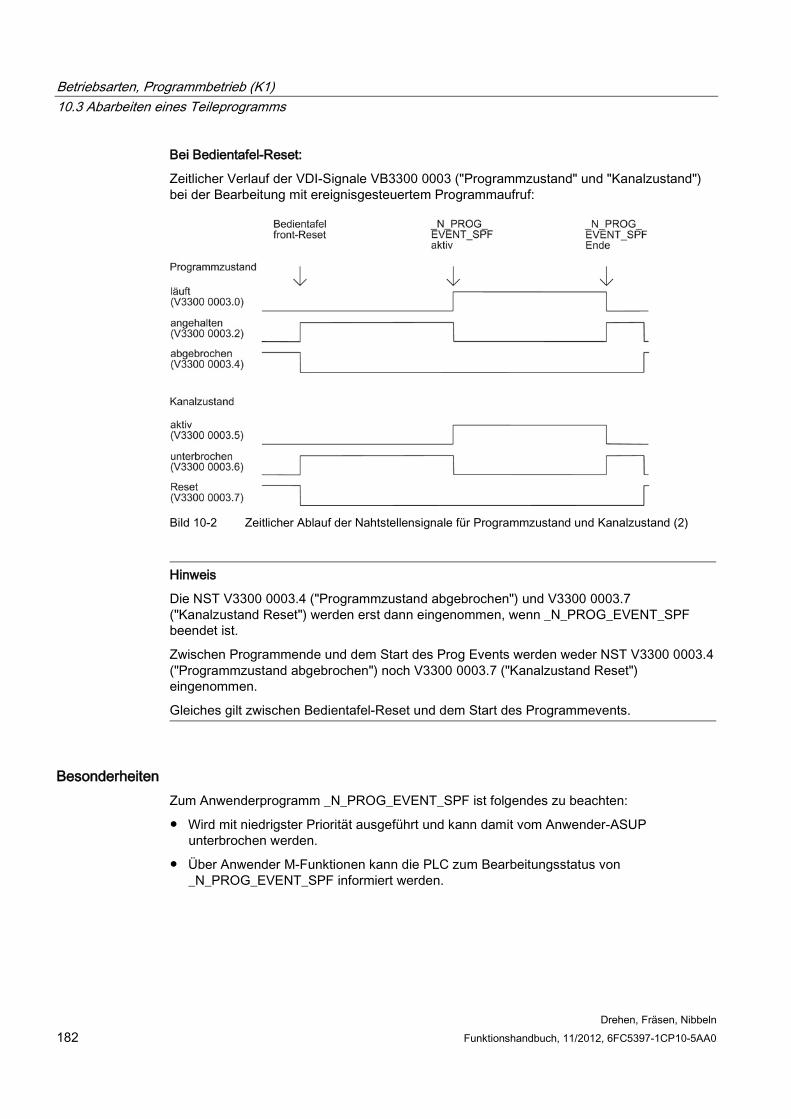
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 182 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bei Bedientafel-Reset:
Zeitlicher Verlauf der VDI-Signale VB3300 0003 ("Programmzustand" und "Kanalzustand") bei der Bearbeitung mit ereignisgesteuertem Programmaufruf:
Bild 10-2 Zeitlicher Ablauf der Nahtstellensignale für Programmzustand und Kanalzustand (2)
Hinweis
Die NST V3300 0003.4 ("Programmzustand abgebrochen") und V3300 0003.7 ("Kanalzustand Reset") werden erst dann eingenommen, wenn _N_PROG_EVENT_SPF beendet ist.
Zwischen Programmende und dem Start des Prog Events werden weder NST V3300 0003.4 ("Programmzustand abgebrochen") noch V3300 0003.7 ("Kanalzustand Reset") eingenommen.
Gleiches gilt zwischen Bedientafel-Reset und dem Start des Programmevents.
Besonderheiten Zum Anwenderprogramm _N_PROG_EVENT_SPF ist folgendes zu beachten:
● Wird mit niedrigster Priorität ausgeführt und kann damit vom Anwender-ASUP unterbrochen werden.
● Über Anwender M-Funktionen kann die PLC zum Bearbeitungsstatus von _N_PROG_EVENT_SPF informiert werden.
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 183
● Das auslösende Ereignis kann an der Nahtstelle durch das PLC-Programm festgestellt werden:
VB3300 4004 bietet folgende Informationen an: 0 Keine aktives Ereignis
Bit 0 = 1 Teileprogramm-Start aus dem Kanalzustand RESET
Bit 1 = 1 Teileprogramm-Ende
Bit 2 = 1 Bedientafel-Reset
Bit 3 = 1 Hochlauf
Bit 4 = 1 Erster Start nach Suchlauf
Bit 5-7 reserviert, aktuell immer 0
Die Pauschalabfrage auf 0 ermöglicht die Feststellung, ob irgendeins der Ereignisse ansteht. Verschwindet ein laufendes Ereignis mit RESET, so wird auch das zugehörige Anzeigebit in der Nahtstelle gelöscht. Bei sehr kurzen Ereignissen bleibt das entsprechende Bit wenigstens für die Dauer eines kompletten PLC-Zyklus' erhalten.
● Mit jeder neuen Projektierung von MD20108 PROG_EVENT_MASK muss /_N_CMA_DIR/_N_PROG_EVENT_SPF geladen bzw. freigegeben werden. Anderenfalls wird der Alarm 14011 "Programm _N_PROG_EVENT_SPF nicht vorhanden oder nicht zur Bearbeitung freigegeben" gemeldet.
● Die Anzeige kann in der aktuellen Satzanzeige durch das DISPLOF-Attribut in der PROC-Anweisung unterdrückt werden.
● Einzelsatzstopp kann mit den Befehl SBLOF-Attribut oder per MD10702 IGNORE_SINGLEBLOCK_MASK (Einzelsatzstopp verhindern) mit Bit 0 ausgeschaltet werden.
Das Verhalten bezüglich Einlesesperre und Einzelsatzbearbeitung kann über die Maschinendaten MD20106 PROG_EVENT_IGN_SINGLEBLOCK (Prog-Events ignorieren den Einzelsatz) und MD20107 PROG_EVENT_IGN_INHIBIT (Prog-Events ignorieren die Einlesesperre) differenziert gesteuert werden.
MD20106 PROG_EVENT_IGN_SINGLEBLOCK: _N_PROG_EVENT_SPF macht Satzwechsel trotz Einzelsatz ohne weiteren Start, wenn
Bit 0 = 1 gesetzt ist, nach Ereignis Teileprogramm-Start
Bit 1 = 1 gesetzt ist, nach Ereignis Teileprogramm-Ende
Bit 2 = 1 gesetzt ist, nach Ereignis Bedientafel-Reset
Bit 3 = 1 gesetzt ist, nach Ereignis Hochlauf
Bit 4 = 1 gesetzt ist, nach Ereignis 1. Start nach Suchlauf
MD 20107: PROG_EVENT_IGN_INHIBIT: _N_PROG_EVENT_SPF macht Satzwechsel trotz Einlesesperre, wenn
Bit 0 = 1 gesetzt ist, nach Ereignis Teileprogramm-Start
Bit 1 = 1 gesetzt ist, nach Ereignis Teileprogramm-Ende
Bit 2 = 1 gesetzt ist, nach Ereignis Bedientafel-Reset
Bit 3 = 1 gesetzt ist, nach Ereignis Hochlauf
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 184 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bit 4 = 1 gesetzt ist, nach Ereignis 1. Start nach Suchlauf
Für Bit0 == 1 (Prog-Event nach Teileprogrammstart) gilt folgende Einschränkung: Wird das Prog-Event mit dem Teileprogrammbefehl "RET" beendet, so führt RET immer zu einem ausführbaren Satz (analog zu M17).
Für Bit0 == 0 gibt es kein neues Verhalten, d. h. RET wird im Interpreter interpretiert und führt nicht zum "ausführbaren Satz".
Sequenzen für Teileprogramm-Start/Ende werden nicht durchlaufen:
● Wird ein Anwender-ASUP aus dem Reset-Zustand gestartet, so werden die beschriebenen Sequenzen zum Ereignis für Teileprogramm-Start/Ende nicht durchlaufen.
● Einstellbare Prog-Event Eigenschaften
Im Maschinendatum MD20109 PROG_EVENT_MASK_PROPERTIES können weitere Eigenschaften der "Ereignisgesteuerten Programmaufrufe" kanalspezifisch eingestellt werden:
– Bit0 = 0: Ein ASUP aus dem Kanalzustand RESET gestartet zieht wie bisher einen "Ereignisgesteuerten Programmaufruf" nach sich
– Bit0 = 1: Ein ASUP aus dem Kanalzustand RESET gestartet zieht keinen "Ereignisgesteuerten Programmaufruf" nach sich
Beim Teileprogramm-Start: Es wird /_N_CMA_DIR/_N_PROG_EVENT_SPF als Unterprogramm ausgeführt. _N_PROG_EVENT_SPF muss mit M17 bzw. RET beendet werden. Ein Rücksprung mittels REPOS-Befehl ist nicht zulässig und führt zum Alarm 16020 "Repositionieren nicht möglich".
Fehler bei Bedientafel-Reset oder nach Hochlauf: Steht bei Bedientafel-Reset oder nach Hochlauf NOT-AUS oder ein BA/NCK-Fehler weiter an, so wird _N_PROG_EVENT_SPF erst nach der NOT-AUS-Quittung bzw. der Fehler-Quittierung im Kanal, bearbeitet.
Beispielbelegung MD20106 PROG_EVENT_IGN_SINGLEBLOCK = 'H1F'
MD20107 PROG_EVENT_IGN_INHIBIT = 'HC'
MD20109 PROG_EVENT_MASK_PROPERTIES = 'H1'
Ereignis-Programme
Beispiel für Aufruf durch alle Ereignisse
MD20108 PROG_EVENT_MASK = 'H0F' (ereignisgesteuerter Programmaufruf), d. h. Aufruf von _N_PROG_EVENT_SPF bei Teileprogramm-Start, Teileprogramm-Ende, Bedientafel-Reset und Hochlauf:
PROC PROG_EVENT DISPLOF
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 185
Bearbeitung für Teileprogramm-Start
IF ($P_PROG_EVENT == 1)
N 10 R100 = 0 ; Übergabeparameter für Bearbeitungszyklen
N 20 M17
ENDIF
Bearbeitung für Teileprogramm-Ende und Bedientafel-Reset
IF ($P_PROG_EVENT == 2) OR ($P_PROG_EVENT == 3)
N10 R20 = 5
N20 ENDIF
N30 M17
ENDIF
Bearbeitung für Hochlauf
IF ($P_PROG_EVENT == 4)
N10 $SA_SPIND_S[Ax4] = 0 ; Drehzahl für Spindelstart durch VDI
N20 ENDIF
N30 M17
ENDIF
M17
Start mit RESET-Taste Mit der RESET-Taste wird automatisch eines der folgenden Teileprogramme gestartet:
● dessen Name in MD11620 PROG_EVENT_NAME (Programmname für Prog Event) steht und das abgelegt wurde in einem der Verzeichnisse /_N_CUS_DIR/ oder /_N_CMA_DIR/
● _N_PROG_EVENT_SPF (Vorbesetzung).
Steuerung über MD20107 PROG_EVENT_IGN_INHIBIT
Wenn folgende Maschinendaten-Einstellungen vorliegen: MD20107 PROG_EVENT_IGN_INHIBIT= 'H04F' MD20108 PROG_EVENT_MASK= 'H04F' wird das mit der RESET-Taste gestartete Programm unabhängig von einer ggf. gesetzten Einlesesperre bis zum Ende abgearbeitet.
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 186 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Hinweis
Empfehlung für MD11450 bei Satzsuchlauf (SSL):
MD11450 SEARCH_RUN_MODE = ’H7’ (Suchlauf Parametrierung)
Bit 0 = 1: Mit dem Einwechseln des letzten Aktionssatzes nach Satzsuchlauf wird die Bearbeitung gestoppt und das VDI-Signal "letzter Aktionssatz aktiv" gesetzt. Der Alarm 10208 wird erst ausgegeben, wenn die PLC dies durch Setzen des VDI-Signals "PLC-Aktion beendet" anfordert. Anwendung: Start eines ASUPs von PLC nach Satzsuchlauf.
Bit 1 = 1 Automatischer ASUP-Start nach Ausgabe der Aktionssätze (siehe auch MD11620 PROG_EVENT_NAME). Der Alarm 10208 wird erst ausgegeben, wenn das ASUP beendet ist.
Bit 2 = 1: Die Ausgabe der Hilfsfunktionen in den Aktionssätzen wird unterdrückt. Die bei Satzsuchlauf aufgesammelten Spindelprogrammierungen können zu einem späteren Zeitpunkt (z. B. in einem ASUP) ausgegeben werden.
Die Programmdaten werden dazu in folgenden Systemvariablen gespeichert: • $P_SEARCH_S • $P_SEARCH_SDIR • $P_SEARCH_SGEAR • $P_SEARCH_SPOS • $P_SEARCH_SPOSMODE
10.3.9 Asynchrone Unterprogramme (ASUP)
Funktion Über den Nahtstellenbereich ASUP ist es möglich 2 verschiedene ASUPs (PLCASUP1_SPF bzw. PLCASUP2_SPF) von der PLC zu aktivieren. Voraussetzung dafür, dass ein asynchrones Unterprogramm (ASUP) von der PLC gestartet werden kann, ist dessen Zuordnung zu einer Interruptnummer durch ein NC-Programm oder durch den PI-Dienst ASUP (siehe auch NC-Dienste VB1200 0000).
Ein derart vorbereitetes ASUP kann von der PLC zu einem beliebigen Zeitpunkt gestartet werden. Das laufende NC-Programm wird durch das ASUP unterbrochen.
Es kann dabei zu einem Zeitpunkt nur ein ASUP gestartet werden. Sollte in einem PLC Zyklus das Start-Signal für beide ASUPs auf logisch 1 gesetzt werden, werden die ASUPs in der Reihenfolge INT1 dann INT2 gestartet.
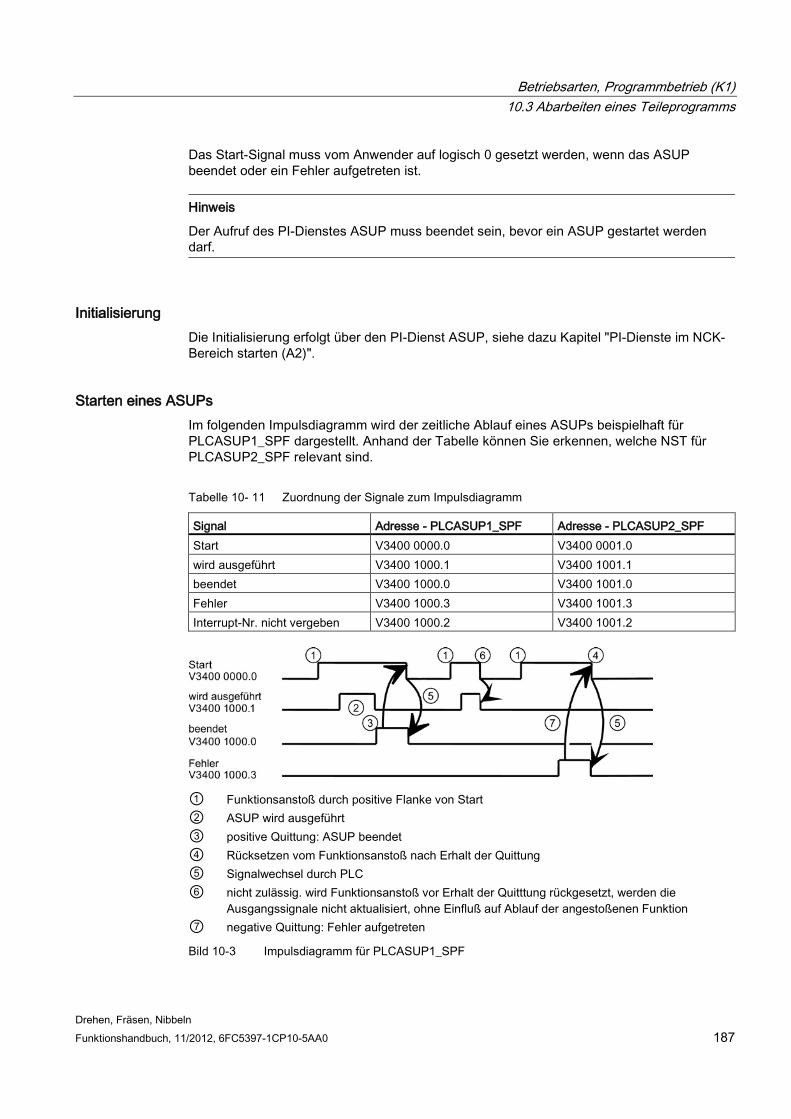
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 187
Das Start-Signal muss vom Anwender auf logisch 0 gesetzt werden, wenn das ASUP beendet oder ein Fehler aufgetreten ist.
Hinweis
Der Aufruf des PI-Dienstes ASUP muss beendet sein, bevor ein ASUP gestartet werden darf.
Initialisierung Die Initialisierung erfolgt über den PI-Dienst ASUP, siehe dazu Kapitel "PI-Dienste im NCK-Bereich starten (A2)".
Starten eines ASUPs Im folgenden Impulsdiagramm wird der zeitliche Ablauf eines ASUPs beispielhaft für PLCASUP1_SPF dargestellt. Anhand der Tabelle können Sie erkennen, welche NST für PLCASUP2_SPF relevant sind.
Tabelle 10- 11 Zuordnung der Signale zum Impulsdiagramm
Signal Adresse - PLCASUP1_SPF Adresse - PLCASUP2_SPF Start V3400 0000.0 V3400 0001.0 wird ausgeführt V3400 1000.1 V3400 1001.1 beendet V3400 1000.0 V3400 1001.0 Fehler V3400 1000.3 V3400 1001.3 Interrupt-Nr. nicht vergeben V3400 1000.2 V3400 1001.2
① Funktionsanstoß durch positive Flanke von Start ② ASUP wird ausgeführt ③ positive Quittung: ASUP beendet ④ Rücksetzen vom Funktionsanstoß nach Erhalt der Quittung ⑤ Signalwechsel durch PLC ⑥ nicht zulässig. wird Funktionsanstoß vor Erhalt der Quitttung rückgesetzt, werden die
Ausgangssignale nicht aktualisiert, ohne Einfluß auf Ablauf der angestoßenen Funktion ⑦ negative Quittung: Fehler aufgetreten
Bild 10-3 Impulsdiagramm für PLCASUP1_SPF
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 188 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Konfiguration Über folgende Standard-Maschinendaten kann das Verhalten der ASUPs beeinflusst werden.
● MD11602 ASUP_START_MASK (Stopp-Gründe für ASUP ignorieren)
Das Maschinendatum legt fest, welche Stopp-Gründe bei einem ASUP-Start ignoriert werden.
Empfohlen: MD11602 = 'H7'
● MD11604 ASUP_START_PRIO_LEVEL (Priorität, ab der MD11602 wirksam ist)
Das Maschinendatum legt fest, ab welcher ASUP-Priorität das Maschinendatum MD11602 ASUP_START_MASK verwendet wird. MD11602 wird von der hier angegebenen bis zur höchsten ASUP-Prioritätsebene 1 berücksichtigt.
Empfohlen: MD11604 = 2
● MD20116 IGNORE_INHIBIT_ASUP (Interruptprogramm trotz Einlesesperre abarbeiten)
Trotz gesetzter Einlesesperre wird für den Interrupt-Kanal, dessen Bit gesetzt ist, ein zugeordnetes Anwender-ASUP komplett abgearbeitet.
Bit0 ist Interrupt-Kanal 1 zugeordnet (PLCASUP1)
Bit1 ist Interrupt-Kanal 2 zugeordnet (PLCASUP2)
Das Maschinendatum wirkt nur, wenn MD11602 ASUP_START_MASK Bit2 = 0
● MD20117 IGNORE_SINGLEBLOCK_ASUP (Interruptprogramm trotz Einzelsatz komplett abarbeiten)
Trotz gesetzter Einzelsatzbearbeitung wird für den Interrupt-Kanal, dessen Bit gesetzt ist,
ein zugeordnetes Anwender-ASUP komplett abgearbeitet.
Bit0 ist Interrupt-Kanal 1 zugeordnet (PLCASUP1)
Bit1 ist Interrupt-Kanal 2 zugeordnet (PLCASUP2)
Das Maschinendatum wirkt nur, wenn
MD10702 IGNORE_SINGLE_BLOCK_MASK Bit1 = 0
10.3.10 Reaktionen auf Bedienungs- oder Programmaktionen
Reaktionen Die folgende Tabelle zeigt die Kanal- und Programmzustände auf, die nach bestimmten Bediener- oder Programmaktionen auftreten.
Im linken Teil der Tabelle sind die Kanal-, Programmzustände sowie die Betriebsarten aufgeführt, unter denen man die Ausgangssituation aussuchen muss. Im rechten Tabellenteil sind bestimmte Bedien-/Programmaktionen aufgeführt; in Klammern steht bei jeder Aktion die Nummer der Situation nach der Aktionsausführung.
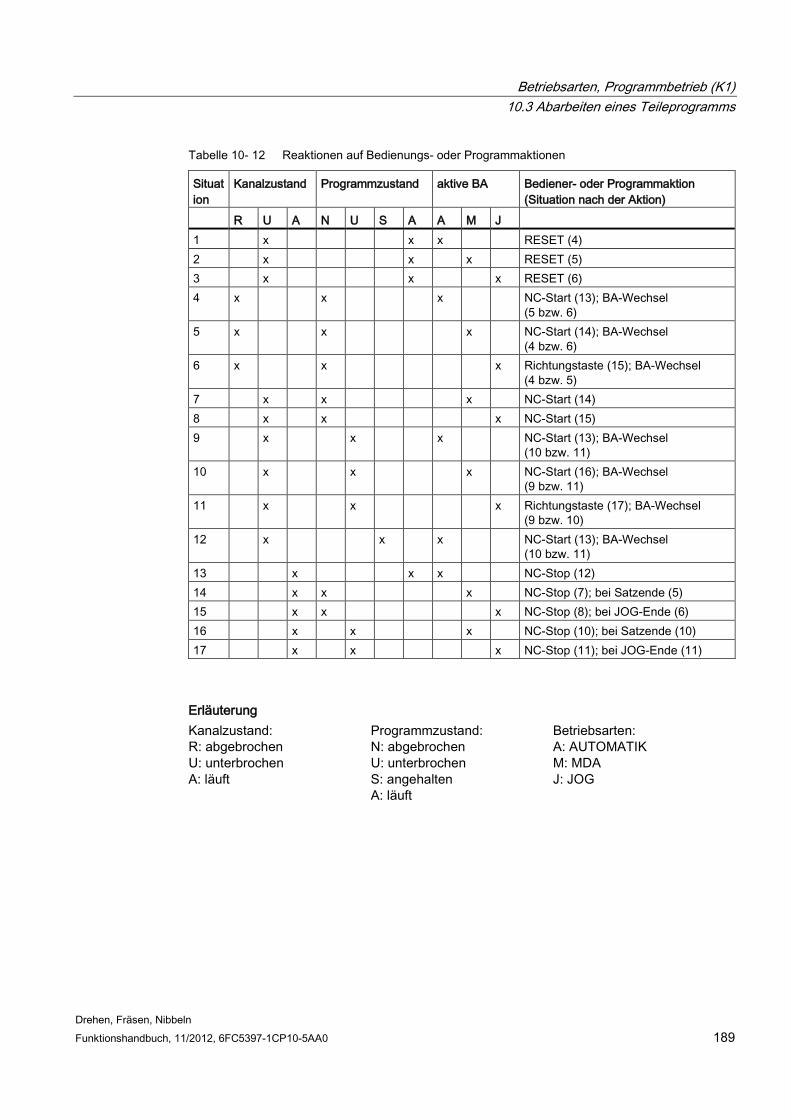
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 189
Tabelle 10- 12 Reaktionen auf Bedienungs- oder Programmaktionen
Situation
Kanalzustand Programmzustand aktive BA Bediener- oder Programmaktion (Situation nach der Aktion)
R U A N U S A A M J 1 x x x RESET (4) 2 x x x RESET (5) 3 x x x RESET (6) 4 x x x NC-Start (13); BA-Wechsel
(5 bzw. 6) 5 x x x NC-Start (14); BA-Wechsel
(4 bzw. 6) 6 x x x Richtungstaste (15); BA-Wechsel
(4 bzw. 5) 7 x x x NC-Start (14) 8 x x x NC-Start (15) 9 x x x NC-Start (13); BA-Wechsel
(10 bzw. 11) 10 x x x NC-Start (16); BA-Wechsel
(9 bzw. 11) 11 x x x Richtungstaste (17); BA-Wechsel
(9 bzw. 10) 12 x x x NC-Start (13); BA-Wechsel
(10 bzw. 11) 13 x x x NC-Stop (12) 14 x x x NC-Stop (7); bei Satzende (5) 15 x x x NC-Stop (8); bei JOG-Ende (6) 16 x x x NC-Stop (10); bei Satzende (10) 17 x x x NC-Stop (11); bei JOG-Ende (11)
Erläuterung Kanalzustand: R: abgebrochen U: unterbrochen A: läuft
Programmzustand: N: abgebrochen U: unterbrochen S: angehalten A: läuft
Betriebsarten: A: AUTOMATIK M: MDA J: JOG
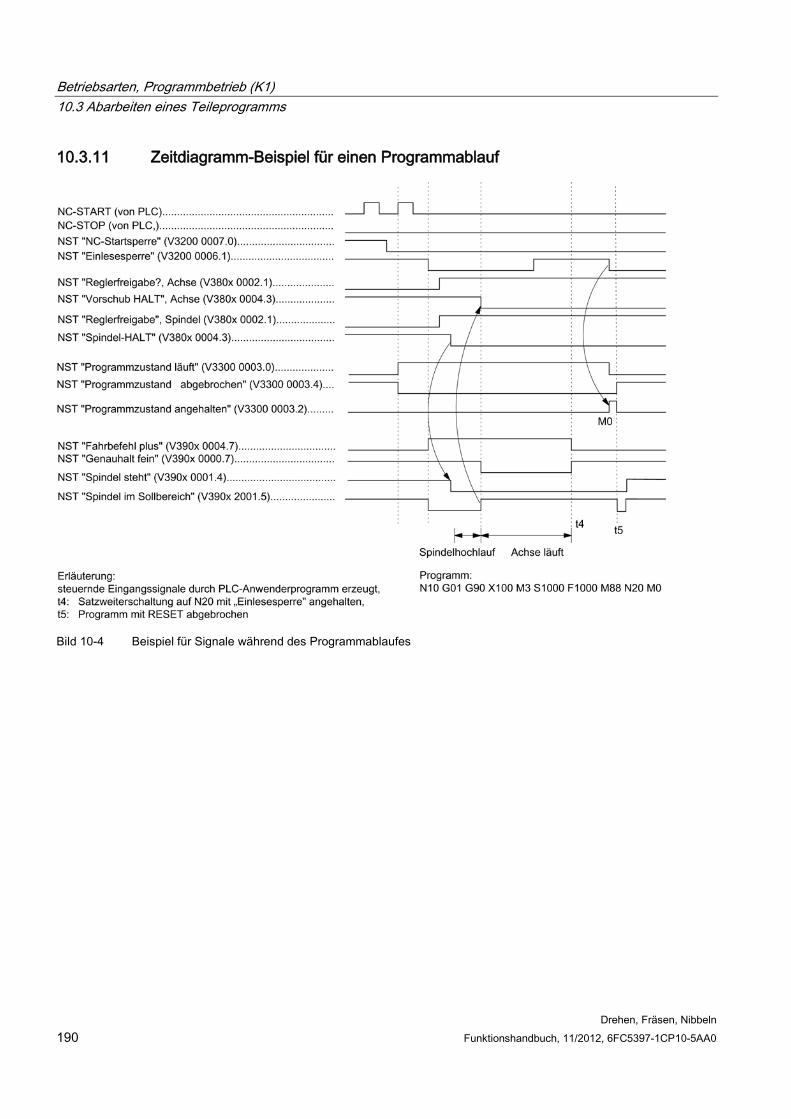
Betriebsarten, Programmbetrieb (K1) 10.3 Abarbeiten eines Teileprogramms
Drehen, Fräsen, Nibbeln 190 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.3.11 Zeitdiagramm-Beispiel für einen Programmablauf
Bild 10-4 Beispiel für Signale während des Programmablaufes
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 191
10.4 Programmtest
10.4.1 Allgemeines zum Programmtest
Zweck Zum Testen bzw. Einfahren eines neuen Teileprogrammes gibt es mehrere Steuerungsfunktionen. Durch die Verwendung dieser Funktionen wird eine Gefährdung der Maschine während der Testphase bzw. der Zeitaufwand dafür stark verringert. Es ist möglich, mehrere Programmtestfunktionen gleichzeitig zu aktivieren.
Es werden hier folgende Testmöglichkeiten beschrieben:
● Programmbearbeitung ohne Achsbewegungen
● Programmbearbeitung im Einzelsatzbetrieb
● Programmbearbeitung mit Probelaufvorschub
● Bearbeitung bestimmter Programmabschnitte
● Ausblenden bestimmter Programmteile
● Grafische Simulation
10.4.2 Programmbearbeitung ohne Achsbewegungen (PRT)
Funktionalität Das Teileprogramm kann bei aktiver Funktion "Programmtest" über das NST "NC-Start" (V3200 0007.1) gestartet und abgearbeitet werden, also mit Hilfsfunktionsausgaben, Verweilzeiten. Lediglich die Achsen/Spindel werden simuliert. Die Sicherheitsfunktion Software-Endschalter ist weiterhin gültig.
Die Lageregelung wird nicht unterbrochen, so dass nach Abschalten der Funktion die Achsen nicht referiert werden müssen.
Der Anwender kann damit die programmierten Achspositionen sowie die Hilfsfunktionsausgaben eines Teileprogrammes kontrollieren.
Hinweis
Die Programmbearbeitung ohne Achsbewegungen kann auch zusammen mit der Funktion "Probelaufvorschub" aktiviert werden.
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln 192 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anwahl/Aktivierung Die Anwahl dieser Funktion wird über die Bedienoberfläche im Menü "Programmbeeinflussung" gemacht. Mit der Anwahl wird das NST "Programmtest angewählt" (V1700 0001.7) gesetzt.
Das PLC-Anwenderprogramm muss die Funktion über das NST "Programmtest aktivieren" (V3200 0001.7) aktivieren.
Anzeige Als Rückmeldung des aktiven Programmtests wird auf der Bedienoberfläche in der Statuszeile "PRT "angezeigt und in der PLC das NST "Programmtest aktiv" (V3300 0001.7) gesetzt.
10.4.3 Programmbearbeitung im Einzelsatzbetrieb (SBL)
Funktionalität Der Anwender kann damit ein Teileprogramm Satz für Satz abarbeiten und die einzelnen Bearbeitungsschritte kontrollieren. Wenn er den abgearbeiteten Teileprogrammsatz für korrekt befunden hat, kann er den nächsten Satz anfordern. Das Weiterschalten auf den nächsten Teileprogrammsatz geschieht mit NST "NC-Start" (V3200 0007.1).
Die Teileprogrammbearbeitung stoppt bei aktivierter Funktion "Einzelsatz" nach jedem Programmsatz. Dabei ist der eingeschaltete Einzelsatztyp zu beachten.
Einzelsatztyp Es wird zwischen folgenden Einzelsatztypen unterschieden:
● Einzelsatz grob
Bei diesem Einzelsatztyp werden die Sätze einzeln abgearbeitet, die Aktionen (Vefahrbewegungen, Hilfsfunktionsausgaben usw.) auslösen. Falls die Werkzeug-Radiuskorrektur eingeschaltet ist (G41, G42), so stoppt die Bearbeitung nach jedem von der Steuerung eingefügten Zwischensatz. Bei Rechensätzen wird dagegen die Abarbeitung nicht angehalten, da diese keine Aktionen auslösen.
● Einzelsatz fein
Bei diesem Einzelsatztyp werden alle Sätze des Teileprogramms (auch die reinen Rechensätze ohne Verfahrbewegungen) nacheinander durch "NC-Start" abgearbeitet.
"Einzelsatz grob" ist Grundeinstellung nach dem Einschalten.
VORSICHT
Bei einer Serie von G33-Sätzen ist Einzelsatz nur dann wirksam, wenn "Probelaufvorschub" angewählt ist.
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 193
Anwahl/Aktivierung Das Anwahlsignal kommt in der Regel von einer Anwender-Maschinensteuertafel.
Die Aktivierung dieser Funktion muss vom PLC-Anwenderprogramm über das NST "Einzelsatz aktivieren" (V3200 0000.4) erfolgen.
Die Vorwahl, ob Typ "Einzelsatz grob" oder "Einzelsatz fein", erfolgt in der Bedienoberfläche im Menü "Programmbeeinflussung".
Anzeige Als Rückmeldung des aktiven Einzelsatzbetriebs wird auf der Bedienoberfläche im entsprechenden Feld "SBL" angezeigt.
Sobald die Teileprogrammbearbeitung wegen des Einzelsatzbetriebs einen Teileprogrammsatz abgearbeitet hat, werden:
● folgende Nahtstellensignale gesetzt:
– NST "Kanalzustand unterbrochen" (V3300 0003.6)
– NST "Programmzustand angehalten" (V3300 0003.2)
● folgende Nahtstellensignale rückgesetzt:
– NST "Kanalzustand aktiv" (V3300 0003.5)
– NST "Programmzustand läuft" (V3300 0003.0)
10.4.4 Programmbearbeitung mit Probelaufvorschub (DRY)
Funktionalität Das Teileprogramm kann über das NST "NC-Start" (V3200 0007.1) gestartet werden. Bei aktivierter Funktion werden die Verfahrgeschwindigkeiten, die in Verbindung mit G1, G2, G3, CIP, CT programmiert sind, durch den im SD42100 DRY_RUN_FEED hinterlegten Vorschubwert ersetzt. Der Probelaufvorschubwert gilt auch anstelle des programmierten Umdrehungsvorschubs in Programmsätzen mit G95. Ist jedoch der programmierte Vorschub größer als der Probelaufvorschub, so wird der größere Wert benutzt.
VORSICHT
Bei aktiver Funktion "Probelaufvorschub" darf keine Werkstückbearbeitung erfolgen, da durch die geänderten Vorschubwerte die Schnittgeschwindigkeiten der Werkzeuge überschritten bzw. das Werkstück oder die Werkzeugmaschine zerstört werden könnte.
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln 194 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anwahl/Aktivierung Der Betrieb mit Probelaufvorschub wird im Bedienbereich "Position"-> Softkey "Programmbeeinflussung" angewählt (Betriebsart AUTOMATIK). Mit der Anwahl wird das NST "Probelaufvorschub angewählt" (V1700 0000.7) gesetzt. Zusätzlich muss im Menü "Settingdaten" der gewünschte Wert des Probelaufvorschubs eingegeben werden. Die Funktion wird damit noch nicht aktiviert.
Die Aktivierung dieser Funktion geschieht über das NST "Probelaufvorschub aktivieren" (V3200 0000.4) und wird bei NC-Start ausgewertet.
Der Probelaufvorschub in SD42100 DRY_RUN_FEED muss vor Programmstart eingetragen sein.
Anzeige Als Rückmeldung des aktiven Probelaufvorschubs wird auf der Bedienoberfläche in der Statuszeile "DRY "angezeigt.
10.4.5 Satzsuchlauf: Bearbeitung bestimmter Programmabschnitte
Funktionalität Um den Programmablauf auf einen bestimmten Satz (Zielsatz) eines Teileprogramms zu stellen, kann die Funktion Satzsuchlauf eingesetzt werden. Dabei ist wählbar, ob während des Satzvorlaufes bis zum Zielsatz die gleichen Berechnungen wie im normalen Programmbetrieb durchgeführt werden sollen oder nicht.
Nach Erreiches des Zielsatzes kann das Programm über das NST "NC-Start" (2x geben) (V3200 0007.1) gestartet werden. Es erfolgt gegebenenfalls eine automatische Abgleichbewegung der Achsen auf Anfangs- oder Endpositionen des Zielsatzes. Die Abarbeitung des weiteren Programms erfolgt anschließend.
ACHTUNG
Achten Sie auf eine kollissionsfreie Startposition und zutreffende aktive Werkzeuge und sonstige technologische Werte! Gegebenfalls muss über JOG vorher eine kollisionsfreie Startposition manuell angefahren werden. Wählen Sie den Zielsatz unter Beachtung der angewählten Satzsuchlaufart aus.
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 195
Anwahl/Aktivierung Der Satzsuchlauf wird in der Bedienoberfläche in der Betriebsart AUTOMATIK angewählt.
Es kann der Suchlauf mit entsprechendem Softkey für folgende Funktionen aktiviert werden:
● Suchlauf mit Berechnung an Kontur
Dient dazu, um in beliebigen Situationen an die Kontur anfahren zu können. Mit NC-Start wird die Anfangsposition des Zielsatzes bzw. die Endposition des Satzes vor dem Zielsatz angefahren. Dieser wird bis zur Endposition abgefahren. Die Abarbeitung erfolgt konturtreu.
● Suchlauf mit Berechnung an Satzendpunkt
Dient dazu, um in beliebigen Situationen eine Zielposition (z. B. Werkzeugwechselposition) anfahren zu können. Angefahren wird der Endpunkt des Zielsatzes bzw. die nächste programmierte Position unter Verwendung der im Zielsatz gültigen Interpolationsart. Dies geschieht nicht konturtreu. Es werden nur die im Zielsatz programmierten Achsen gefahren.
● Suchlauf ohne Berechnung
Dient zum schnellen Suchen im Hauptprogramm. Es wird keine Berechnung durchgeführt. Die steuerungsinternen Werte stehen auf den Zuständen vor dem Suchlauf. Ob eine anschließende Bearbeitung überhaupt erfolgen kann, ist programmabhängig und vom Bediener zu entscheiden. Für die schnelle Syntax-Kontrolle eines neuen Programmes ist dieser Suchlauf gut einsetzbar.
Nahtstellensignal In der PLC werden folgende NST nach einem zeitlichen Ablauf (siehe Bild) gesetzt:
● "Satzsuchlauf aktiv" (V3300 0001.4)
● "Aktionssatz aktiv" (V3300 0000.3)
● "Anfahrsatz aktiv" (V3300 0000.4)
Hinweis
Das NST "Anfahrsatz aktiv" wird nur bei "Satzsuchlauf mit Berechnung an Kontur" gesetzt, da bei "Satzsuchlauf mit Berechnung an Satzendpunkt" kein eigener Anfahrsatz erzeugt wird (Anfahrsatz ist gleich Zielsatz).
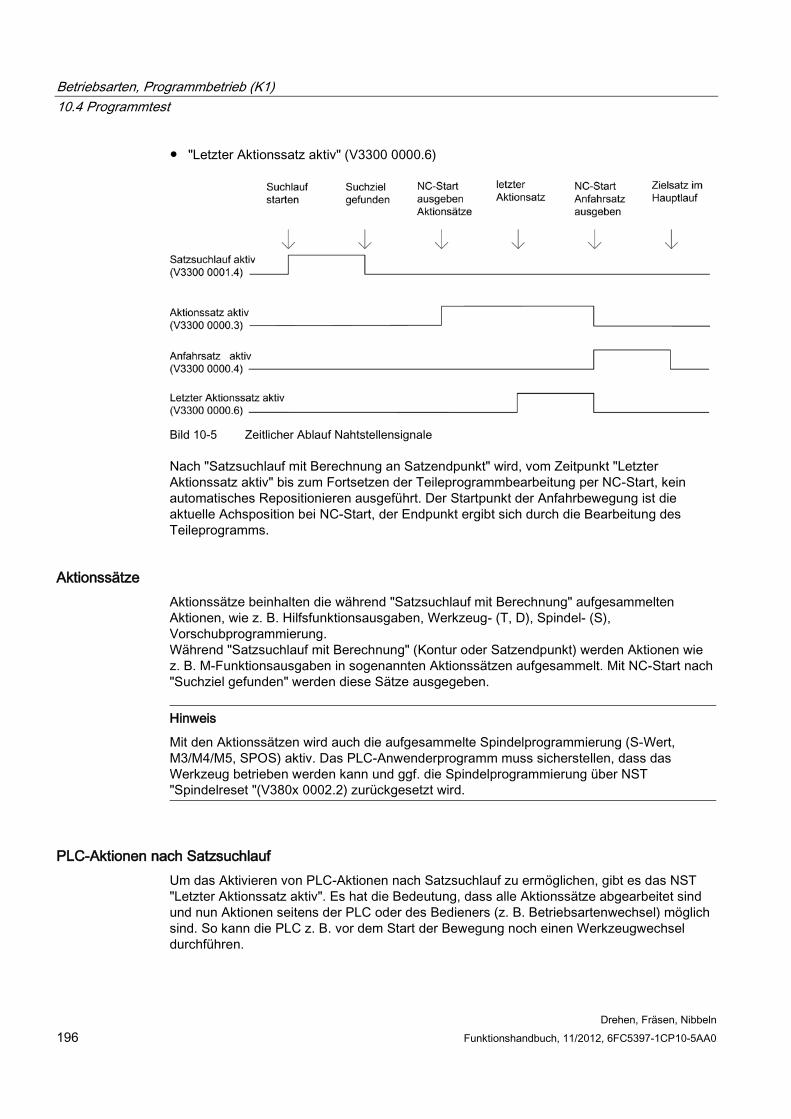
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln 196 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● "Letzter Aktionssatz aktiv" (V3300 0000.6)
Bild 10-5 Zeitlicher Ablauf Nahtstellensignale
Nach "Satzsuchlauf mit Berechnung an Satzendpunkt" wird, vom Zeitpunkt "Letzter Aktionssatz aktiv" bis zum Fortsetzen der Teileprogrammbearbeitung per NC-Start, kein automatisches Repositionieren ausgeführt. Der Startpunkt der Anfahrbewegung ist die aktuelle Achsposition bei NC-Start, der Endpunkt ergibt sich durch die Bearbeitung des Teileprogramms.
Aktionssätze Aktionssätze beinhalten die während "Satzsuchlauf mit Berechnung" aufgesammelten Aktionen, wie z. B. Hilfsfunktionsausgaben, Werkzeug- (T, D), Spindel- (S), Vorschubprogrammierung. Während "Satzsuchlauf mit Berechnung" (Kontur oder Satzendpunkt) werden Aktionen wie z. B. M-Funktionsausgaben in sogenannten Aktionssätzen aufgesammelt. Mit NC-Start nach "Suchziel gefunden" werden diese Sätze ausgegeben.
Hinweis
Mit den Aktionssätzen wird auch die aufgesammelte Spindelprogrammierung (S-Wert, M3/M4/M5, SPOS) aktiv. Das PLC-Anwenderprogramm muss sicherstellen, dass das Werkzeug betrieben werden kann und ggf. die Spindelprogrammierung über NST "Spindelreset "(V380x 0002.2) zurückgesetzt wird.
PLC-Aktionen nach Satzsuchlauf Um das Aktivieren von PLC-Aktionen nach Satzsuchlauf zu ermöglichen, gibt es das NST "Letzter Aktionssatz aktiv". Es hat die Bedeutung, dass alle Aktionssätze abgearbeitet sind und nun Aktionen seitens der PLC oder des Bedieners (z. B. Betriebsartenwechsel) möglich sind. So kann die PLC z. B. vor dem Start der Bewegung noch einen Werkzeugwechsel durchführen.
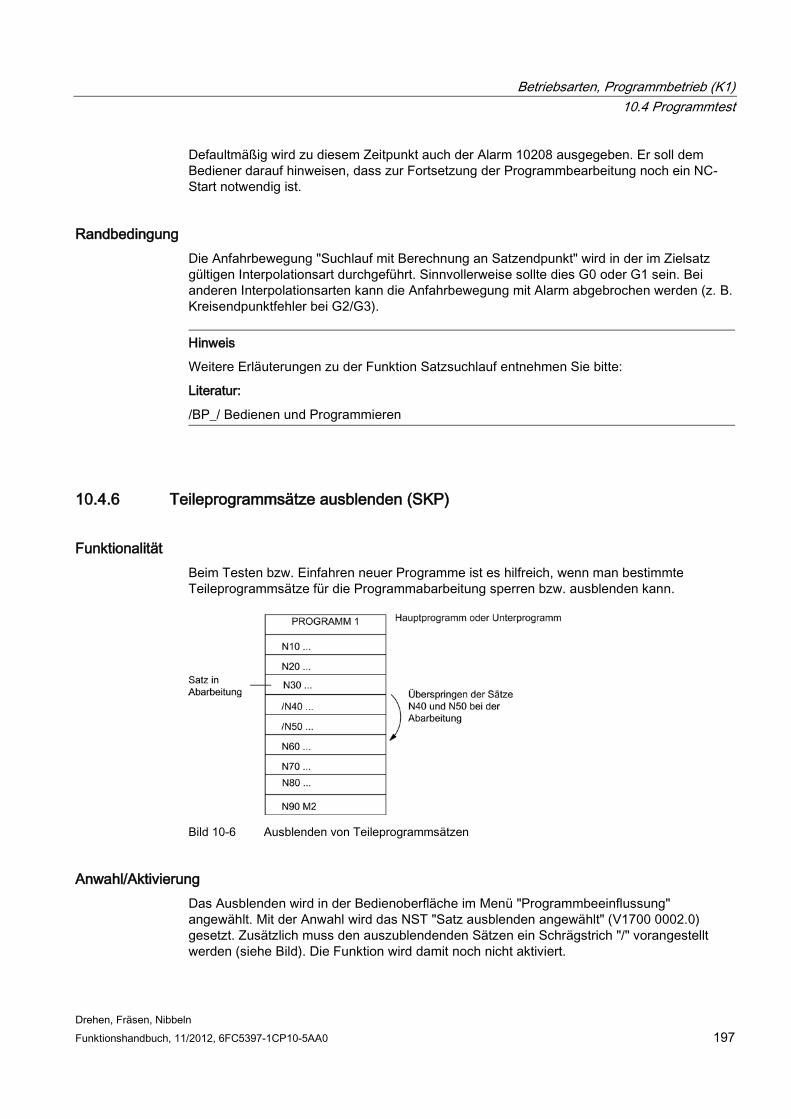
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 197
Defaultmäßig wird zu diesem Zeitpunkt auch der Alarm 10208 ausgegeben. Er soll dem Bediener darauf hinweisen, dass zur Fortsetzung der Programmbearbeitung noch ein NC-Start notwendig ist.
Randbedingung Die Anfahrbewegung "Suchlauf mit Berechnung an Satzendpunkt" wird in der im Zielsatz gültigen Interpolationsart durchgeführt. Sinnvollerweise sollte dies G0 oder G1 sein. Bei anderen Interpolationsarten kann die Anfahrbewegung mit Alarm abgebrochen werden (z. B. Kreisendpunktfehler bei G2/G3).
Hinweis
Weitere Erläuterungen zu der Funktion Satzsuchlauf entnehmen Sie bitte:
Literatur:
/BP_/ Bedienen und Programmieren
10.4.6 Teileprogrammsätze ausblenden (SKP)
Funktionalität Beim Testen bzw. Einfahren neuer Programme ist es hilfreich, wenn man bestimmte Teileprogrammsätze für die Programmabarbeitung sperren bzw. ausblenden kann.
Bild 10-6 Ausblenden von Teileprogrammsätzen
Anwahl/Aktivierung Das Ausblenden wird in der Bedienoberfläche im Menü "Programmbeeinflussung" angewählt. Mit der Anwahl wird das NST "Satz ausblenden angewählt" (V1700 0002.0) gesetzt. Zusätzlich muss den auszublendenden Sätzen ein Schrägstrich "/" vorangestellt werden (siehe Bild). Die Funktion wird damit noch nicht aktiviert.
Betriebsarten, Programmbetrieb (K1) 10.4 Programmtest
Drehen, Fräsen, Nibbeln 198 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Aktivierung dieser Funktion geschieht über das NST "Satz ausblenden aktivieren" (V3200 0002.0).
Anzeige Als Rückmeldung der aktivierten Funktion "Satz ausblenden" wird auf der Bedienoberfläche in der Statuszeile "SKP" angezeigt.
10.4.7 Grafische Simulation
Funktion In der Betriebsart AUTOMATIK lässt sich ein angewähltes und geöffnetes Programm auf dem Bildschirm der Steuerung grafisch simulieren. Die Bewegungen der programmierten Achsen werden als Strichgrafik nach betätigen von "NC-Start" aufgezeichnet.
Anwahl/Abwahl Die grafische Simulation ist für das angewählte Programm über den Bedienbereich "Programm", Programm öffnen und Softkey "Simulation" erreichbar. Dabei wird das NST "Simulation aktiv" (V1900 0000.6) gesetzt und bei Verlassen des Bedienbereiches "Programm" oder wechseln auf "Editieren" wieder zurückgesetzt.
Anzeige Durch zahlreiche Bedienmöglichkeiten ist ein komplettes Werkstück, oder auch nur vergrößerte Ausschnitte davon, auf dem Bildschirm darstellbar.
Literatur:
/BP_/ Bedienen und Programmieren
PLC-Anwenderprogramm Das PLC-Anwenderprogramm muss das gewünschte Verhalten der Steuerung bei Simulation selbst beeinflussen, zum Beispiel:
● Achsen/Spindel stillsetzen durch Übergang in den Programmtest: NST "Programmtest aktivieren" (V3200 0001.7) setzen
● Abbruch des laufenden Programms, wenn "Simulation" verlassen wird durch Setzen von NST "Reset" (V3000 0000.7), usw.
Anzeige-Maschinendaten Zur anwenderspezifischen Projektierung der grafischen Simulation stehen eine Reihe von Anzeigemaschinendaten (MD283 bis MD292) zur Verfügung.
Literatur:
/LIS/ Listen SINUMERIK 802D sl
Betriebsarten, Programmbetrieb (K1) 10.5 Zeitgeber für Programm-Laufzeit
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 199
10.5 Zeitgeber für Programm-Laufzeit
Funktion Unter der Funktion "Programm-Laufzeit" werden Zeitgeber (Timer) bereitgestellt, die zur Überwachung technologischer Prozesse im Programm oder nur in der Anzeige genutzt werden können. Für diese Zeitgeber existieren nur Lese-Zugriffe.
Es gibt Zeitgeber, die stets aktiv sind. Andere sind über Maschinendaten deaktivierbar.
Zeitgeber - stets aktiv ● Zeit seit dem letzten "Steuerungshochlauf mit Default-Werten" (in Minuten):
$AN_SETUP_TIME
Er wird bei "Steuerungshochlauf mit Defaultwerten" automatisch genullt.
● Zeit seit dem letzten Hochlauf der Steuerung (in Minuten):
$AN_POWERON_TIME
Er wird bei jedem Hochlauf der Steuerung automatisch genullt.
Zeitgeber - deaktivierbar Die nachfolgenden Zeitgeber sind über Maschinendatum aktiviert (Standardeinstellung). Der Start ist zeitgeberspezifisch. Jede aktive Laufzeitmessung wird im gestoppten Programmzustand oder bei Vorschub-Override =Null automatisch unterbrochen.
Das Verhalten der aktivierten Zeitmessungen bei aktivem Probelaufvorschub und Programmtest kann mittels Maschinendaten festgelegt werden.
● Gesamt-Laufzeit von NC-Programmen in der Betriebsart Automatik (in Sekunden):
$AC_OPERATING_TIME
Aufsummiert werden in der Betriebsart Automatik die Laufzeiten aller Programme zwischen NC-Start und Programmende/Reset. Der Zeitgeber wird mit jedem Steuerungshochlauf genullt.
● Laufzeit des angewählten NC-Programms (in Sekunden):
$AC_CYCLE_TIME
Im angewählten NC-Programm wird die Laufzeit zwischen NC-Start und Programmende/Reset gemessen. Mit dem Start eines neuen NC-Programms wird der Timer gelöscht.
● Werkzeug-Eingriffszeit (in Sekunden):
$AC_CUTTING_TIME
Gemessen wird die Laufzeit der Bahnachsen ohne aktiven Eilgang in allen NC-Programmen zwischen NC-Start und Programmende/Reset bei aktivem Werkzeug. Die Messung wird zusätzlich bei aktiver Verweilzeit unterbrochen. Der Timer wird bei einem "Steuerungshochlauf mit Default-Werten" automatisch genullt.
Betriebsarten, Programmbetrieb (K1) 10.6 Werkstückzähler
Drehen, Fräsen, Nibbeln 200 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anzeige Der Inhalt der Zeitgeber wird auf dem Bildschirm im Bedienbereich "OFFSET/PARAM" -> Softkey "Settingdate"-> Softkey "Zeiten, Zähler" sichtbar:
● Run time = $AC_OPERATING_TIME
● Cycle time = $AC_CYCLE_TIME
● Cutting time = $AC_CUTTING_TIME
● Setup time = $AN_SETUP_TIME
● Power on time = $AN_POWERON_TIME
"Cycle time" ist zusätzlich in der Betriebsart AUTOMATIK im Bedienbereich "Position" in der Hinweiszeile sichtbar.
Literatur:
/BP_/ Bedienen und Programmieren
10.6 Werkstückzähler
Funktion Unter der Funktion "Werkstückzähler" werden Zähler bereitgestellt, die für die Zählung von Werkstücken verwendet werden können. Diese Zähler können vom Programm oder per Bedienung gelesen und geschrieben werden (Schutzstufe für Schreiben beachten).
Wertebereich: 0 bis 999 999 999.
Über folgende kanalspezifische Maschinendaten kann auf die Zähler-Aktivierung, den Zeitpunkt der Nullung und den Zählalgorithmus Einfluss genommen werden:
● MD27880 PART_COUNTER (Aktivierung der Werkstück-Zähler)
● MD27882 PART_COUNTER_MCODE (Werkstückzählung mit anwenderdefiniertem M-Befehl)
Zähler ● Anzahl der benötigten Werkstücke (Werkstück-Soll):
$AC_REQUIRED_PARTS
In diesem Zähler kann die Anzahl der Werkstücke definiert werden, bei dessen Erreichen die Anzahl der aktuellen Werkstücke $AC_ACTUAL_PARTS genullt wird.
Über MD27880 PART_COUNTER (Bit 0) kann die Generierung des Anzeige-Alarms 21800 "Werkstueck-Soll erreicht" und Ausgabe des NST "Werkstück-Soll erreicht" (V3300 40001.1) aktiviert werden.
● Anzahl der insgesamt hergestellten Werkstücke (Gesamt-Ist):
$AC_TOTAL_PARTS
Der Zähler gibt die Anzahl aller ab Startzeitpunkt hergestellten Werkstücke an.
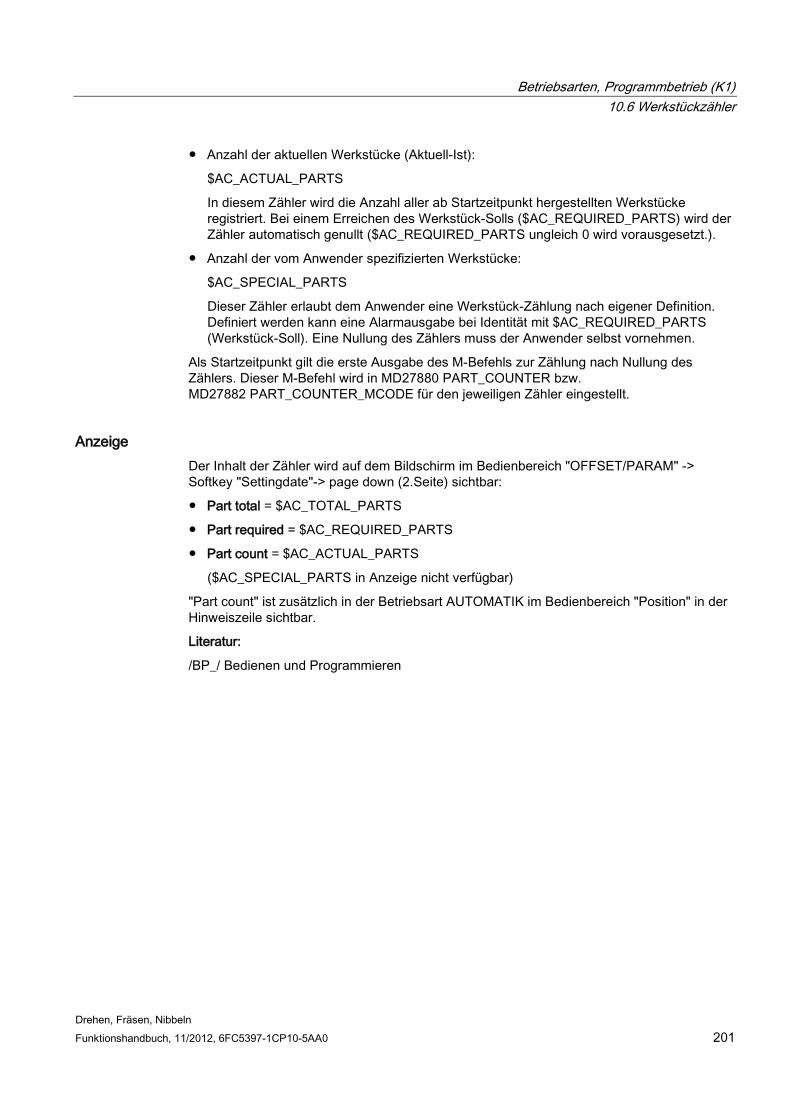
Betriebsarten, Programmbetrieb (K1) 10.6 Werkstückzähler
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 201
● Anzahl der aktuellen Werkstücke (Aktuell-Ist):
$AC_ACTUAL_PARTS
In diesem Zähler wird die Anzahl aller ab Startzeitpunkt hergestellten Werkstücke registriert. Bei einem Erreichen des Werkstück-Solls ($AC_REQUIRED_PARTS) wird der Zähler automatisch genullt ($AC_REQUIRED_PARTS ungleich 0 wird vorausgesetzt.).
● Anzahl der vom Anwender spezifizierten Werkstücke:
$AC_SPECIAL_PARTS
Dieser Zähler erlaubt dem Anwender eine Werkstück-Zählung nach eigener Definition. Definiert werden kann eine Alarmausgabe bei Identität mit $AC_REQUIRED_PARTS (Werkstück-Soll). Eine Nullung des Zählers muss der Anwender selbst vornehmen.
Als Startzeitpunkt gilt die erste Ausgabe des M-Befehls zur Zählung nach Nullung des Zählers. Dieser M-Befehl wird in MD27880 PART_COUNTER bzw. MD27882 PART_COUNTER_MCODE für den jeweiligen Zähler eingestellt.
Anzeige Der Inhalt der Zähler wird auf dem Bildschirm im Bedienbereich "OFFSET/PARAM" -> Softkey "Settingdate"-> page down (2.Seite) sichtbar:
● Part total = $AC_TOTAL_PARTS
● Part required = $AC_REQUIRED_PARTS
● Part count = $AC_ACTUAL_PARTS
($AC_SPECIAL_PARTS in Anzeige nicht verfügbar)
"Part count" ist zusätzlich in der Betriebsart AUTOMATIK im Bedienbereich "Position" in der Hinweiszeile sichtbar.
Literatur:
/BP_/ Bedienen und Programmieren
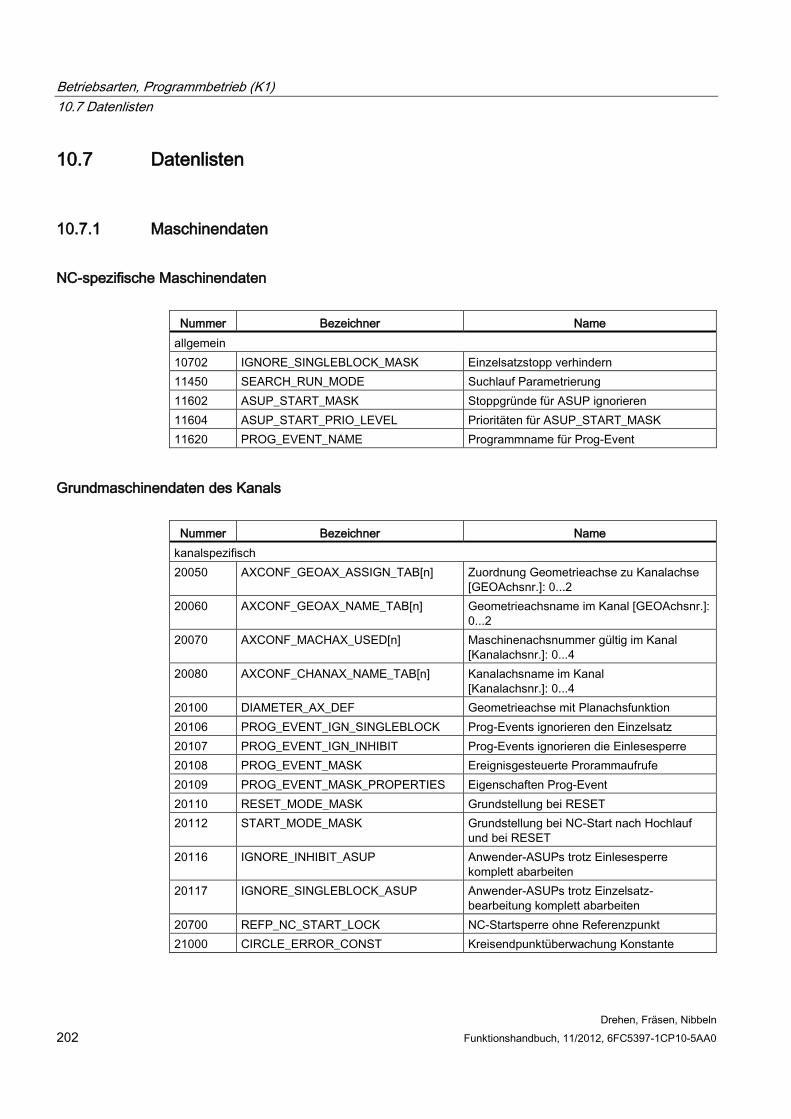
Betriebsarten, Programmbetrieb (K1) 10.7 Datenlisten
Drehen, Fräsen, Nibbeln 202 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.7 Datenlisten
10.7.1 Maschinendaten
NC-spezifische Maschinendaten
Nummer Bezeichner Name allgemein 10702 IGNORE_SINGLEBLOCK_MASK Einzelsatzstopp verhindern 11450 SEARCH_RUN_MODE Suchlauf Parametrierung 11602 ASUP_START_MASK Stoppgründe für ASUP ignorieren 11604 ASUP_START_PRIO_LEVEL Prioritäten für ASUP_START_MASK 11620 PROG_EVENT_NAME Programmname für Prog-Event
Grundmaschinendaten des Kanals
Nummer Bezeichner Name kanalspezifisch 20050 AXCONF_GEOAX_ASSIGN_TAB[n] Zuordnung Geometrieachse zu Kanalachse
[GEOAchsnr.]: 0...2 20060 AXCONF_GEOAX_NAME_TAB[n] Geometrieachsname im Kanal [GEOAchsnr.]:
0...2 20070 AXCONF_MACHAX_USED[n] Maschinenachsnummer gültig im Kanal
[Kanalachsnr.]: 0...4 20080 AXCONF_CHANAX_NAME_TAB[n] Kanalachsname im Kanal
[Kanalachsnr.]: 0...4 20100 DIAMETER_AX_DEF Geometrieachse mit Planachsfunktion 20106 PROG_EVENT_IGN_SINGLEBLOCK Prog-Events ignorieren den Einzelsatz 20107 PROG_EVENT_IGN_INHIBIT Prog-Events ignorieren die Einlesesperre 20108 PROG_EVENT_MASK Ereignisgesteuerte Prorammaufrufe 20109 PROG_EVENT_MASK_PROPERTIES Eigenschaften Prog-Event 20110 RESET_MODE_MASK Grundstellung bei RESET 20112 START_MODE_MASK Grundstellung bei NC-Start nach Hochlauf
und bei RESET 20116 IGNORE_INHIBIT_ASUP Anwender-ASUPs trotz Einlesesperre
komplett abarbeiten 20117 IGNORE_SINGLEBLOCK_ASUP Anwender-ASUPs trotz Einzelsatz-
bearbeitung komplett abarbeiten 20700 REFP_NC_START_LOCK NC-Startsperre ohne Referenzpunkt 21000 CIRCLE_ERROR_CONST Kreisendpunktüberwachung Konstante
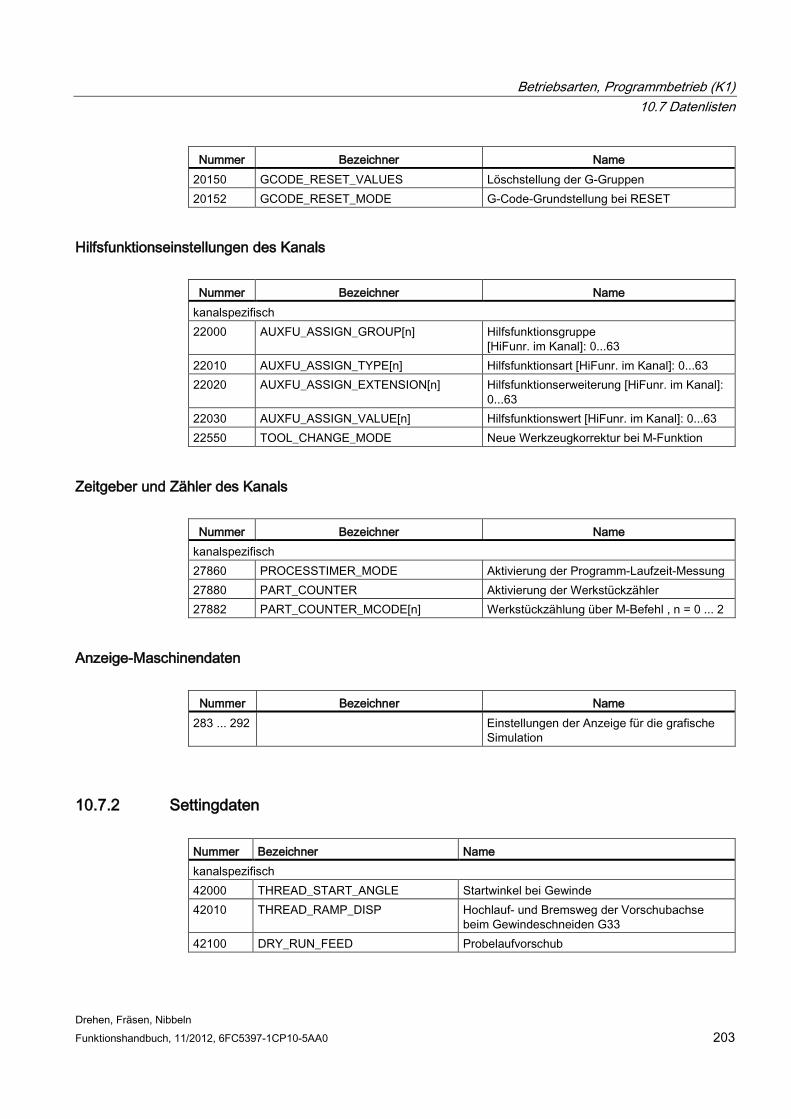
Betriebsarten, Programmbetrieb (K1) 10.7 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 203
Nummer Bezeichner Name 20150 GCODE_RESET_VALUES Löschstellung der G-Gruppen 20152 GCODE_RESET_MODE G-Code-Grundstellung bei RESET
Hilfsfunktionseinstellungen des Kanals
Nummer Bezeichner Name kanalspezifisch 22000 AUXFU_ASSIGN_GROUP[n] Hilfsfunktionsgruppe
[HiFunr. im Kanal]: 0...63 22010 AUXFU_ASSIGN_TYPE[n] Hilfsfunktionsart [HiFunr. im Kanal]: 0...63 22020 AUXFU_ASSIGN_EXTENSION[n] Hilfsfunktionserweiterung [HiFunr. im Kanal]:
0...63 22030 AUXFU_ASSIGN_VALUE[n] Hilfsfunktionswert [HiFunr. im Kanal]: 0...63 22550 TOOL_CHANGE_MODE Neue Werkzeugkorrektur bei M-Funktion
Zeitgeber und Zähler des Kanals
Nummer Bezeichner Name kanalspezifisch 27860 PROCESSTIMER_MODE Aktivierung der Programm-Laufzeit-Messung 27880 PART_COUNTER Aktivierung der Werkstückzähler 27882 PART_COUNTER_MCODE[n] Werkstückzählung über M-Befehl , n = 0 ... 2
Anzeige-Maschinendaten
Nummer Bezeichner Name 283 ... 292 Einstellungen der Anzeige für die grafische
Simulation
10.7.2 Settingdaten Nummer Bezeichner Name kanalspezifisch 42000 THREAD_START_ANGLE Startwinkel bei Gewinde 42010 THREAD_RAMP_DISP Hochlauf- und Bremsweg der Vorschubachse
beim Gewindeschneiden G33 42100 DRY_RUN_FEED Probelaufvorschub
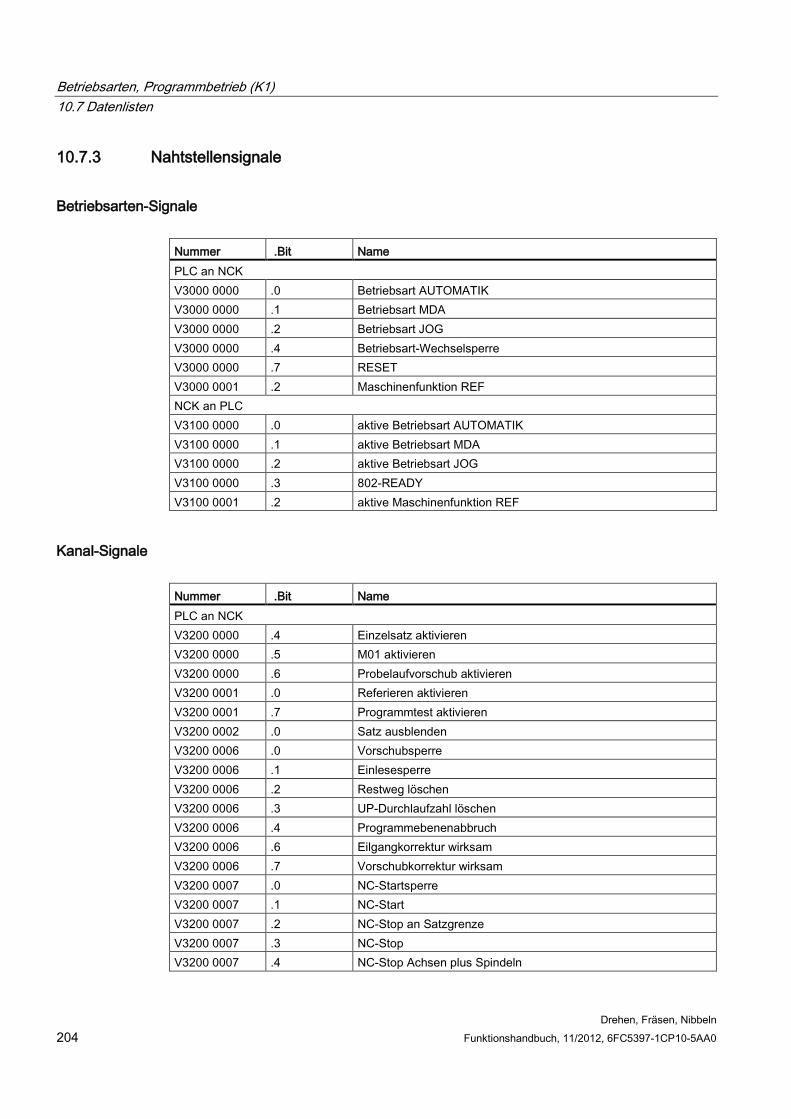
Betriebsarten, Programmbetrieb (K1) 10.7 Datenlisten
Drehen, Fräsen, Nibbeln 204 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
10.7.3 Nahtstellensignale
Betriebsarten-Signale Nummer .Bit Name PLC an NCK V3000 0000 .0 Betriebsart AUTOMATIK V3000 0000 .1 Betriebsart MDA V3000 0000 .2 Betriebsart JOG V3000 0000 .4 Betriebsart-Wechselsperre V3000 0000 .7 RESET V3000 0001 .2 Maschinenfunktion REF NCK an PLC V3100 0000 .0 aktive Betriebsart AUTOMATIK V3100 0000 .1 aktive Betriebsart MDA V3100 0000 .2 aktive Betriebsart JOG V3100 0000 .3 802-READY V3100 0001 .2 aktive Maschinenfunktion REF
Kanal-Signale Nummer .Bit Name PLC an NCK V3200 0000 .4 Einzelsatz aktivieren V3200 0000 .5 M01 aktivieren V3200 0000 .6 Probelaufvorschub aktivieren V3200 0001 .0 Referieren aktivieren V3200 0001 .7 Programmtest aktivieren V3200 0002 .0 Satz ausblenden V3200 0006 .0 Vorschubsperre V3200 0006 .1 Einlesesperre V3200 0006 .2 Restweg löschen V3200 0006 .3 UP-Durchlaufzahl löschen V3200 0006 .4 Programmebenenabbruch V3200 0006 .6 Eilgangkorrektur wirksam V3200 0006 .7 Vorschubkorrektur wirksam V3200 0007 .0 NC-Startsperre V3200 0007 .1 NC-Start V3200 0007 .2 NC-Stop an Satzgrenze V3200 0007 .3 NC-Stop V3200 0007 .4 NC-Stop Achsen plus Spindeln
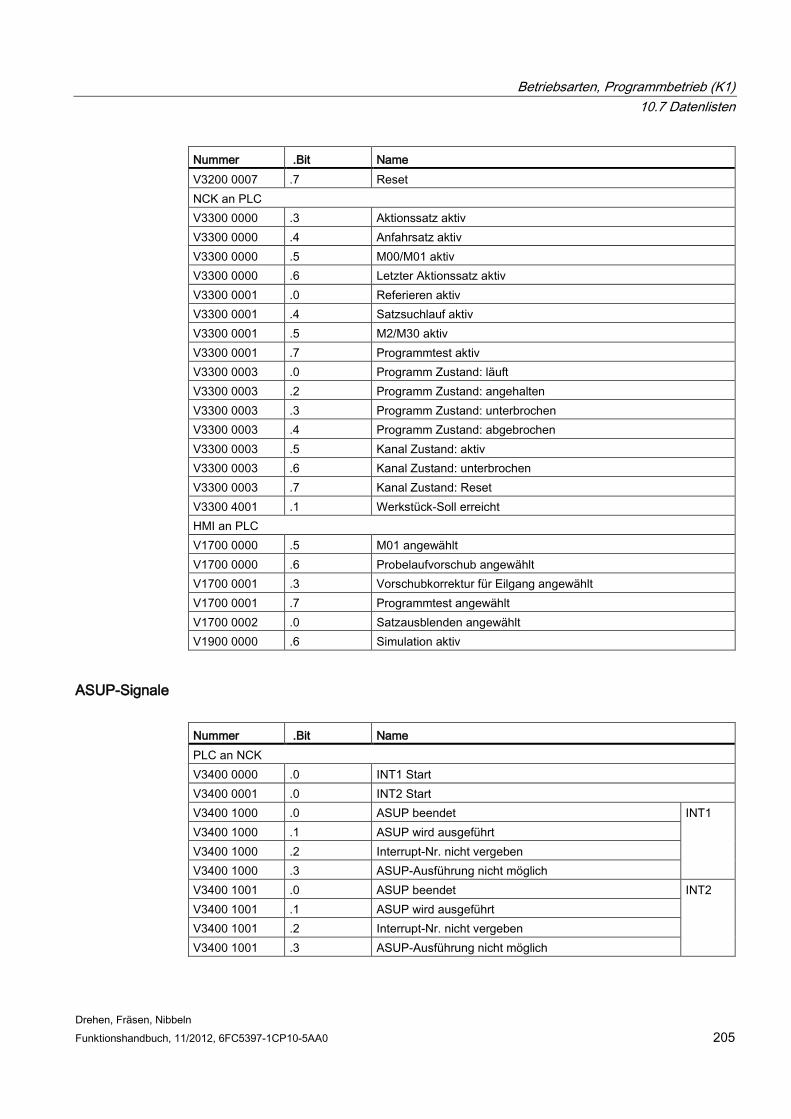
Betriebsarten, Programmbetrieb (K1) 10.7 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 205
Nummer .Bit Name V3200 0007 .7 Reset NCK an PLC V3300 0000 .3 Aktionssatz aktiv V3300 0000 .4 Anfahrsatz aktiv V3300 0000 .5 M00/M01 aktiv V3300 0000 .6 Letzter Aktionssatz aktiv V3300 0001 .0 Referieren aktiv V3300 0001 .4 Satzsuchlauf aktiv V3300 0001 .5 M2/M30 aktiv V3300 0001 .7 Programmtest aktiv V3300 0003 .0 Programm Zustand: läuft V3300 0003 .2 Programm Zustand: angehalten V3300 0003 .3 Programm Zustand: unterbrochen V3300 0003 .4 Programm Zustand: abgebrochen V3300 0003 .5 Kanal Zustand: aktiv V3300 0003 .6 Kanal Zustand: unterbrochen V3300 0003 .7 Kanal Zustand: Reset V3300 4001 .1 Werkstück-Soll erreicht HMI an PLC V1700 0000 .5 M01 angewählt V1700 0000 .6 Probelaufvorschub angewählt V1700 0001 .3 Vorschubkorrektur für Eilgang angewählt V1700 0001 .7 Programmtest angewählt V1700 0002 .0 Satzausblenden angewählt V1900 0000 .6 Simulation aktiv
ASUP-Signale Nummer .Bit Name PLC an NCK V3400 0000 .0 INT1 Start V3400 0001 .0 INT2 Start V3400 1000 .0 ASUP beendet INT1 V3400 1000 .1 ASUP wird ausgeführt V3400 1000 .2 Interrupt-Nr. nicht vergeben V3400 1000 .3 ASUP-Ausführung nicht möglich V3400 1001 .0 ASUP beendet INT2 V3400 1001 .1 ASUP wird ausgeführt V3400 1001 .2 Interrupt-Nr. nicht vergeben V3400 1001 .3 ASUP-Ausführung nicht möglich

Betriebsarten, Programmbetrieb (K1) 10.7 Datenlisten
Drehen, Fräsen, Nibbeln 206 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 207
Kompensation (K3) 11 11.1 Kurzbeschreibung
Kompensationen Bei SINUMERIK 802D sl können folgende Kompensationen achsspezifisch aktiviert werden:
● Losekompensation
● Interpolatorische Kompensation
– SSFK (Kompensation von Spindelsteigungsfehler und Meßsystemfehler)
– Durchhangkompensation und Winkligkeitsfehlerkompensation
● Schleppfehler-Kompensation (Drehzahl-Vorsteuerung)
Die Kompensationsfunktionen lassen sich für jede Maschine mit Hilfe von achsspezifischen Maschinendaten individuell einstellen.
Positionsanzeige Die normale Ist- und Sollpositionsanzeige berücksichtigt die Kompensationswerte nicht und zeigt die Positionswerte einer "idealen Maschine" an. Die Kompensationswerte werden im Bedienbereich "System" -> "Service Anzeige" -> "Service Achsen" unter "Abs. Kompensationswert Messsystem 1" angezeigt.
11.2 Losekompensation
Auswirkung Bei Achsen/Spindel mit indirekten Messsystemen führt mechanische Lose zu einer Verfälschung des Verfahrweges. Eine Achse fährt beispielsweise bei Richtungsumkehr um den Betrag der Lose zu wenig oder zu viel (siehe folgendes Bild).
Kompensation Zur Kompensation der Lose wird der achsspezifische Istwert bei jedem Richtungswechsel der Achse/Spindel um den Losebetrag korrigiert.
Dieser Betrag kann bei der Inbetriebnahme für jede Achse/Spindel in das MD32450 BACKLASH (Umkehrlose) eingetragen werden.
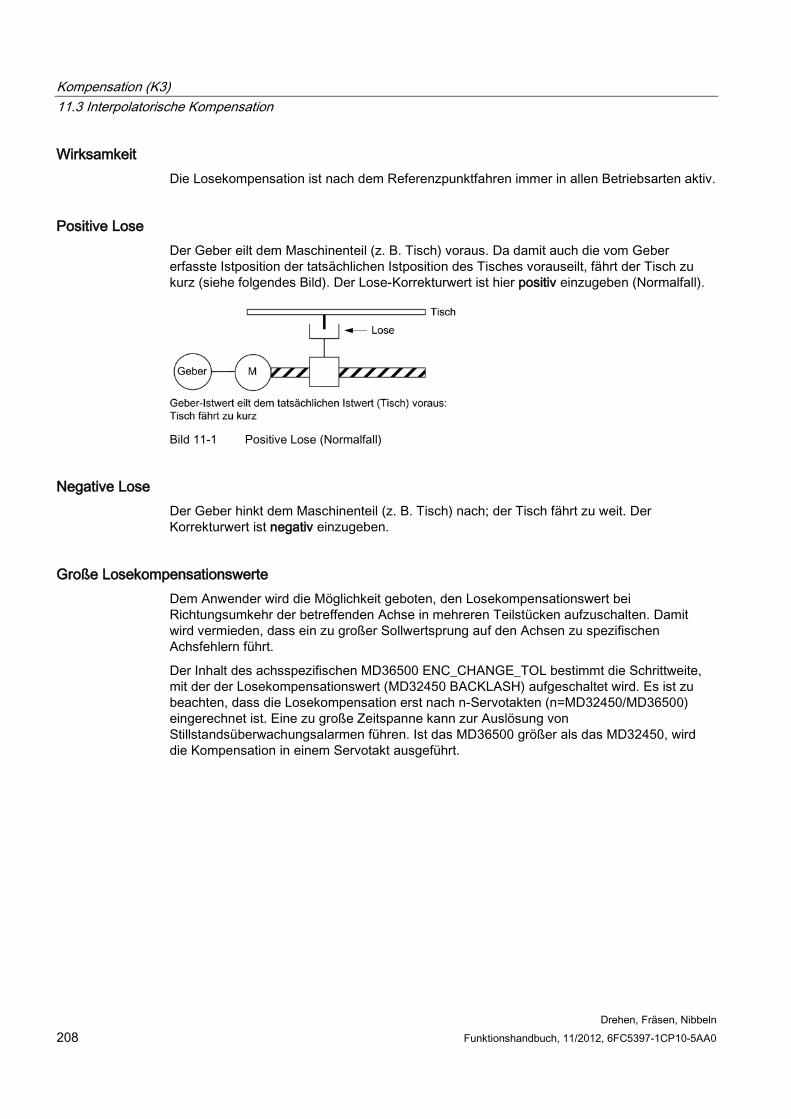
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 208 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Wirksamkeit Die Losekompensation ist nach dem Referenzpunktfahren immer in allen Betriebsarten aktiv.
Positive Lose Der Geber eilt dem Maschinenteil (z. B. Tisch) voraus. Da damit auch die vom Geber erfasste Istposition der tatsächlichen Istposition des Tisches vorauseilt, fährt der Tisch zu kurz (siehe folgendes Bild). Der Lose-Korrekturwert ist hier positiv einzugeben (Normalfall).
Bild 11-1 Positive Lose (Normalfall)
Negative Lose Der Geber hinkt dem Maschinenteil (z. B. Tisch) nach; der Tisch fährt zu weit. Der Korrekturwert ist negativ einzugeben.
Große Losekompensationswerte Dem Anwender wird die Möglichkeit geboten, den Losekompensationswert bei Richtungsumkehr der betreffenden Achse in mehreren Teilstücken aufzuschalten. Damit wird vermieden, dass ein zu großer Sollwertsprung auf den Achsen zu spezifischen Achsfehlern führt.
Der Inhalt des achsspezifischen MD36500 ENC_CHANGE_TOL bestimmt die Schrittweite, mit der der Losekompensationswert (MD32450 BACKLASH) aufgeschaltet wird. Es ist zu beachten, dass die Losekompensation erst nach n-Servotakten (n=MD32450/MD36500) eingerechnet ist. Eine zu große Zeitspanne kann zur Auslösung von Stillstandsüberwachungsalarmen führen. Ist das MD36500 größer als das MD32450, wird die Kompensation in einem Servotakt ausgeführt.
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 209
11.3 Interpolatorische Kompensation
11.3.1 Allgemeines
Begriffe Kompensationswert: Differenz zwischen der durch den Lageistwertgeber gemessenen Achsposition und der gewünschten programmierten Achsposition (= Achsposition der idealen Maschine). Häufig wird der Kompensationswert auch Korrekturwert genannt.
Stützpunkt: Eine Position der Achse und der zugehörige Korrekturwert.
Korrekturtabelle: Tabelle von Stützpunkten
Kompensationstabelle Da sich Maßabweichungen von Kugelrollspindel und Messsystem auf die Genauigkeit der Werkstückbearbeitung direkt auswirken, sind sie durch entsprechende positionsabhängige Korrekturwerte zu kompensieren. Die Korrekturwerte werden anhand der gemessenen Fehlerkurve ermittelt und bei der Inbetriebnahme in Form von Kompensationstabellen in die Steuerung eingegeben. Dabei ist für jede Kompensationsbeziehung eine eigene Tabelle zu erstellen.
Die Eingabe von Korrekturwerten sowie zusätzlichen Tabellenparametern in den Kompensationstabellen erfolgt mit speziellen Systemvariablen.
Eingabe der Kompensationstabelle Die Kompensationstabellen können auf zwei verschiedene Arten in den gepufferten NC-Anwenderspeicher geladen werden.
● Durch Starten eines NC-Programms mit den Kompensationstabellen werden die Kompensationswerte geladen.
● Durch Übertragen der Kompensationstabellen aus einem PC über die serielle Schnittstelle des HMI können die Kompensationswerte ebenfalls geladen werden.
Hinweis
Die Kompensationstabellen können über die serielle Schnittstelle des HMI aus dem Bedienbereich "System" ->"Data I/O" -> "Data selection" / Data ... / Compensation: Leadscrew error ausgegeben und nach dem Editieren zurückgeladen werden.
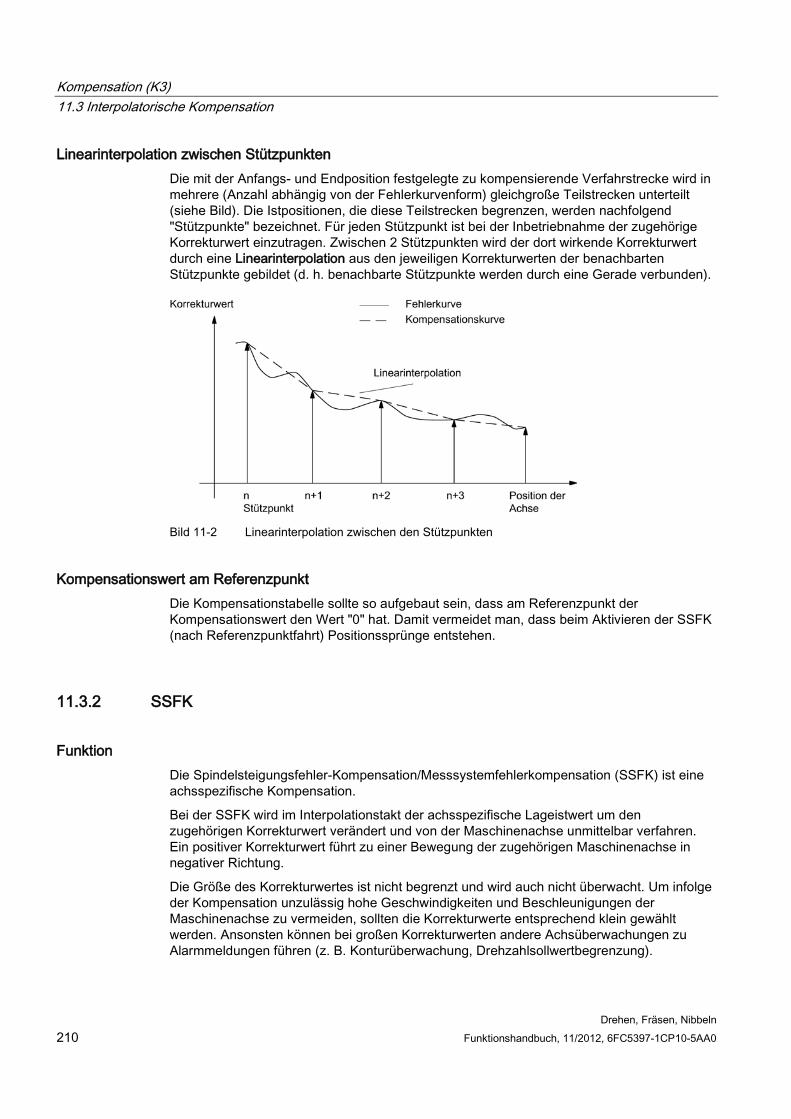
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 210 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Linearinterpolation zwischen Stützpunkten Die mit der Anfangs- und Endposition festgelegte zu kompensierende Verfahrstrecke wird in mehrere (Anzahl abhängig von der Fehlerkurvenform) gleichgroße Teilstrecken unterteilt (siehe Bild). Die Istpositionen, die diese Teilstrecken begrenzen, werden nachfolgend "Stützpunkte" bezeichnet. Für jeden Stützpunkt ist bei der Inbetriebnahme der zugehörige Korrekturwert einzutragen. Zwischen 2 Stützpunkten wird der dort wirkende Korrekturwert durch eine Linearinterpolation aus den jeweiligen Korrekturwerten der benachbarten Stützpunkte gebildet (d. h. benachbarte Stützpunkte werden durch eine Gerade verbunden).
Bild 11-2 Linearinterpolation zwischen den Stützpunkten
Kompensationswert am Referenzpunkt Die Kompensationstabelle sollte so aufgebaut sein, dass am Referenzpunkt der Kompensationswert den Wert "0" hat. Damit vermeidet man, dass beim Aktivieren der SSFK (nach Referenzpunktfahrt) Positionssprünge entstehen.
11.3.2 SSFK
Funktion Die Spindelsteigungsfehler-Kompensation/Messsystemfehlerkompensation (SSFK) ist eine achsspezifische Kompensation.
Bei der SSFK wird im Interpolationstakt der achsspezifische Lageistwert um den zugehörigen Korrekturwert verändert und von der Maschinenachse unmittelbar verfahren. Ein positiver Korrekturwert führt zu einer Bewegung der zugehörigen Maschinenachse in negativer Richtung.
Die Größe des Korrekturwertes ist nicht begrenzt und wird auch nicht überwacht. Um infolge der Kompensation unzulässig hohe Geschwindigkeiten und Beschleunigungen der Maschinenachse zu vermeiden, sollten die Korrekturwerte entsprechend klein gewählt werden. Ansonsten können bei großen Korrekturwerten andere Achsüberwachungen zu Alarmmeldungen führen (z. B. Konturüberwachung, Drehzahlsollwertbegrenzung).
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 211
Wirksamkeit ● Die Kompensationswerte sind im NC-Anwenderspeicher abgelegt und wirksam (nach
POWER ON).
● Die Funktion wurde für die jeweilige Maschinenachse aktiviert
(MD32700 ENC_COMP_ENABLE [0] = 1).
● Die Achse wurde referiert (NST "Referiert/Synchronisiert 1" V390x 0000.4 gesetzt).
Sobald diese Bedingungen erfüllt sind, wird in allen Betriebsarten der achsspezifische Lageistwert um den zugehörigen Korrekturwert verändert und von der Maschinenachse unmittelbar verfahren.
Falls anschließend die Referenz, z. B. wegen Überschreiten der Encoderfrequenz wieder verloren geht (NST "Referiert/Synchronisiert 1" = 0), wird die Kompensationsverarbeitung ausgeschaltet.
Kompensationstabelle In der Kompensationstabelle werden für die jeweilige Achse die positionsbezogenen Korrekturen in Form von Systemvariablen hinterlegt. Es sind 350 Stützpunkte (N = 0...349) möglich.
Hinweis
Im Achsspezifischen Maschinendatum MD38000 MM_ENC_ENC_COMP_MAX_POINTS[0] werden die max. möglichen Stützpunkte eingetragen.
Dabei sind für die Tabelle folgende messsystemspezifische Parameter festzulegen (siehe Bild "Parameter der Kompensationstabelle (Systemvariablen für SSFK)"):
● Korrekturwert für Stützpunkt N der Kompensationstabelle:
$AA_ENC_COMP [0,N,AXi]= ...
mit: AXi = Maschinenachsname, z. B. X1, Y1, Z1 ; N = Stützpunktindex
Für jeden einzelnen Stützpunkt (Achsposition) ist der jeweilige Korrekturwert in die Tabelle einzutragen. Die Größe des Korrekturwertes ist nicht begrenzt.
Hinweis
Der erste und letzte Korrekturwert bleibt über den gesamten Verfahrbereich aktiv, d. h. diese Korrekturwerte sollten den Wert "0" haben, falls sich die Kompensationstabelle nicht über den gesamten Verfahrbereich erstreckt.
● Stützpunktabstand: $AA_ENC_COMP_STEP[0,AXi]= ...
Der Stützpunktabstand legt die Distanz zwischen den Korrekturwerten der jeweiligen Kompensationstabelle fest (AXi siehe oben).

Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 212 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● Anfangsposition: $AA_ENC_COMP_MIN[0,AXi]= ...
Die Anfangsposition ist die Achsposition, bei der die Kompensationstabelle für die betroffene Achse beginnt (Stützpunkt 0).
Der zur Anfangsposition zugehörige Korrekturwert ist $AA_ENC_COMP[0,0,AXi]
Für alle Positionen kleiner der Anfangsposition wird der Korrekturwert des Stützpunktes 0 verwendet (gilt nicht für Tabelle mit Modulo).
● Endposition: $AA_ENC_COMP_MAX[0,AXi]= ...
Die Endposition ist die Achsposition, bei der die Kompensationstabelle für die betroffene Achse endet (Stützpunkt k < 350).
Der zur Endposition zugehörige Korrekturwert ist $AA_ENC_COMP[0,k,AXi)]
Für alle Positionen größer der Endposition wird der Korrekturwert des Stützpunktes k verwendet (Ausnahme bei Tabelle mit Modulofunktion). Korrekturwerte größer k sind wirkungslos.
● Kompensation mit Modulofunktion: $AA_ENC_COMP_IS_MODULO[0,AXi] = 1
Bei Aktivierung der Kompensation mit Modulofunktion wird die Kompensationstabelle zyklisch wiederholt, d. h. auf den Korrekturwert an der Stelle $AA_ENC_COMP_MAX (8Stützpunkt $AA_ENC_COMP[0,k,AXi]) folgt unmittelbar der Korrekturwert an der Stelle $AA_ENC_COMP_MIN (8Stützpunkt $AA_ENC_COMP[0,0,AXi]).
Sinnvollerweise sollte bei Rundachsen mit Modulo 360° als Anfangsposition 0 Grad ($AA_ENC_COMP_MIN) und als Endposition 360° ($AA_ENC_COMP_MAX) vorgegeben werden. Dabei sind diese beiden Korrekturwerte gleich einzugeben.
VORSICHT
Bei Eintrag der Korrekturwerte ist darauf zu achten, dass allen Stützpunkten innerhalb des festgelegten Bereiches ein Korrekturwert zugeordnet wird (d. h. keine Lücken entstehen). Ansonsten würde für diese Stützpunkte der Korrekturwert verwendet, der von früheren Einträgen an diesen Stellen übrig geblieben ist.
Hinweis
Tabellenparameter, welche Positionsangaben enthalten, werden bei MD10240 SCALING_SYSTEM_IS_METRIC=0 in inch interpretiert.
Es kann eine automatische Umrechnung der Positionsangaben durch manuelle Umschaltung erreicht werden (siehe Kapitel "Manuelle Umschaltung des Grundsystems").
Das Laden der Kompensationstabelle ist nur möglich, wenn MD32700 ENC_COMP_ENABLE=0 gesetzt ist. Der Wert "1" führt zur Aktivierung der Kompensation und damit zum Schreibschutz (Ausgabe Alarm 17070).
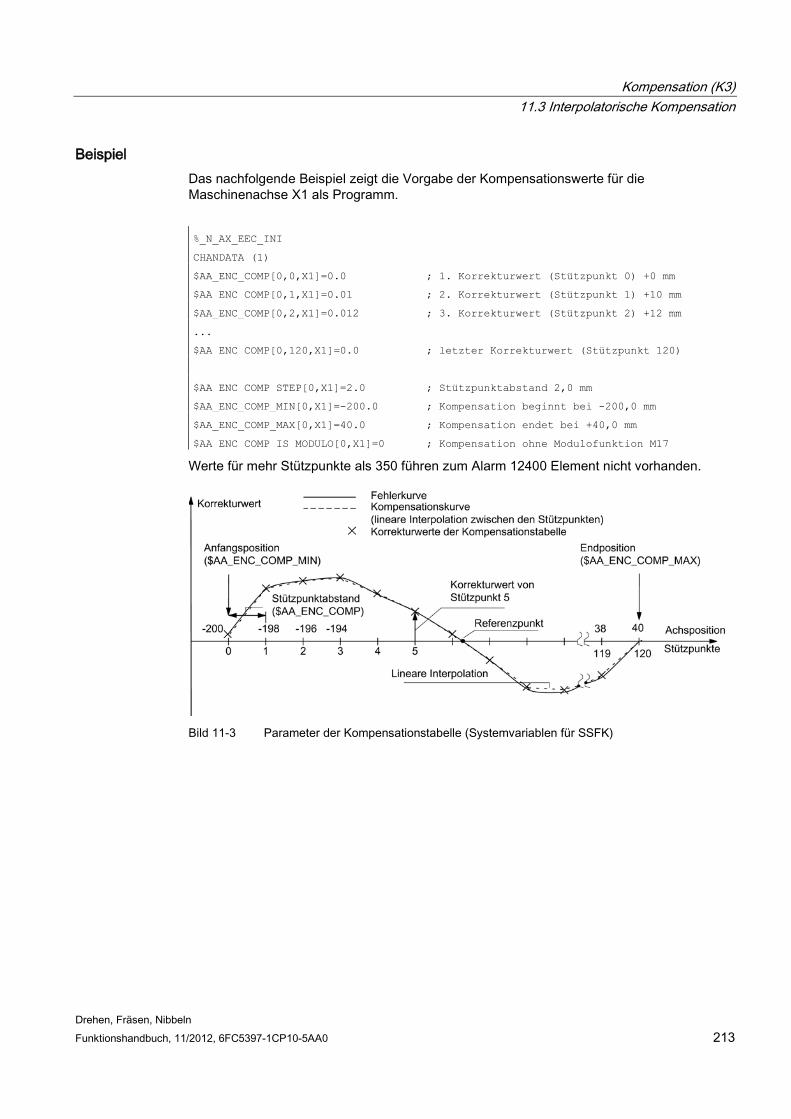
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 213
Beispiel Das nachfolgende Beispiel zeigt die Vorgabe der Kompensationswerte für die Maschinenachse X1 als Programm.
%_N_AX_EEC_INI
CHANDATA (1)
$AA_ENC_COMP[0,0,X1]=0.0 ; 1. Korrekturwert (Stützpunkt 0) +0 mm
$AA_ENC_COMP[0,1,X1]=0.01 ; 2. Korrekturwert (Stützpunkt 1) +10 mm
$AA_ENC_COMP[0,2,X1]=0.012 ; 3. Korrekturwert (Stützpunkt 2) +12 mm
...
$AA_ENC_COMP[0,120,X1]=0.0 ; letzter Korrekturwert (Stützpunkt 120)
$AA_ENC_COMP_STEP[0,X1]=2.0 ; Stützpunktabstand 2,0 mm
$AA_ENC_COMP_MIN[0,X1]=-200.0 ; Kompensation beginnt bei -200,0 mm
$AA_ENC_COMP_MAX[0,X1]=40.0 ; Kompensation endet bei +40,0 mm
$AA_ENC_COMP_IS_MODULO[0,X1]=0 ; Kompensation ohne Modulofunktion M17
Werte für mehr Stützpunkte als 350 führen zum Alarm 12400 Element nicht vorhanden.
Bild 11-3 Parameter der Kompensationstabelle (Systemvariablen für SSFK)
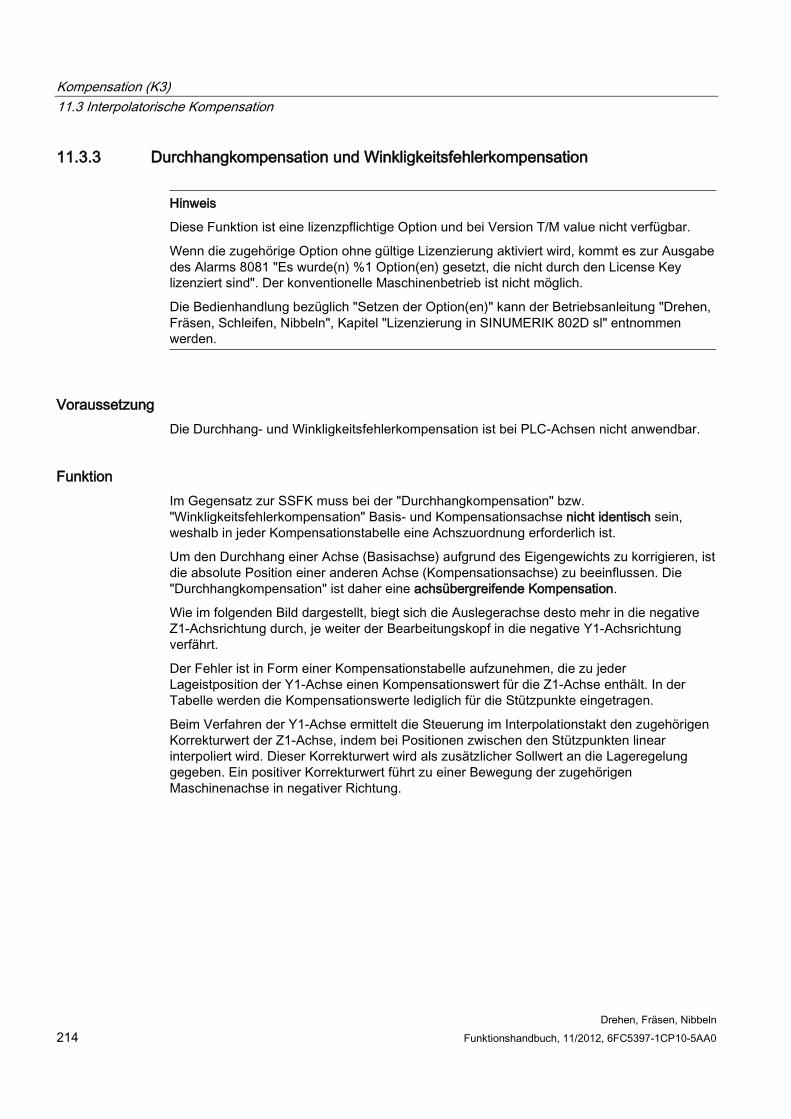
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 214 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
11.3.3 Durchhangkompensation und Winkligkeitsfehlerkompensation
Hinweis
Diese Funktion ist eine lizenzpflichtige Option und bei Version T/M value nicht verfügbar.
Wenn die zugehörige Option ohne gültige Lizenzierung aktiviert wird, kommt es zur Ausgabe des Alarms 8081 "Es wurde(n) %1 Option(en) gesetzt, die nicht durch den License Key lizenziert sind". Der konventionelle Maschinenbetrieb ist nicht möglich.
Die Bedienhandlung bezüglich "Setzen der Option(en)" kann der Betriebsanleitung "Drehen, Fräsen, Schleifen, Nibbeln", Kapitel "Lizenzierung in SINUMERIK 802D sl" entnommen werden.
Voraussetzung Die Durchhang- und Winkligkeitsfehlerkompensation ist bei PLC-Achsen nicht anwendbar.
Funktion Im Gegensatz zur SSFK muss bei der "Durchhangkompensation" bzw. "Winkligkeitsfehlerkompensation" Basis- und Kompensationsachse nicht identisch sein, weshalb in jeder Kompensationstabelle eine Achszuordnung erforderlich ist.
Um den Durchhang einer Achse (Basisachse) aufgrund des Eigengewichts zu korrigieren, ist die absolute Position einer anderen Achse (Kompensationsachse) zu beeinflussen. Die "Durchhangkompensation" ist daher eine achsübergreifende Kompensation.
Wie im folgenden Bild dargestellt, biegt sich die Auslegerachse desto mehr in die negative Z1-Achsrichtung durch, je weiter der Bearbeitungskopf in die negative Y1-Achsrichtung verfährt.
Der Fehler ist in Form einer Kompensationstabelle aufzunehmen, die zu jeder Lageistposition der Y1-Achse einen Kompensationswert für die Z1-Achse enthält. In der Tabelle werden die Kompensationswerte lediglich für die Stützpunkte eingetragen.
Beim Verfahren der Y1-Achse ermittelt die Steuerung im Interpolationstakt den zugehörigen Korrekturwert der Z1-Achse, indem bei Positionen zwischen den Stützpunkten linear interpoliert wird. Dieser Korrekturwert wird als zusätzlicher Sollwert an die Lageregelung gegeben. Ein positiver Korrekturwert führt zu einer Bewegung der zugehörigen Maschinenachse in negativer Richtung.
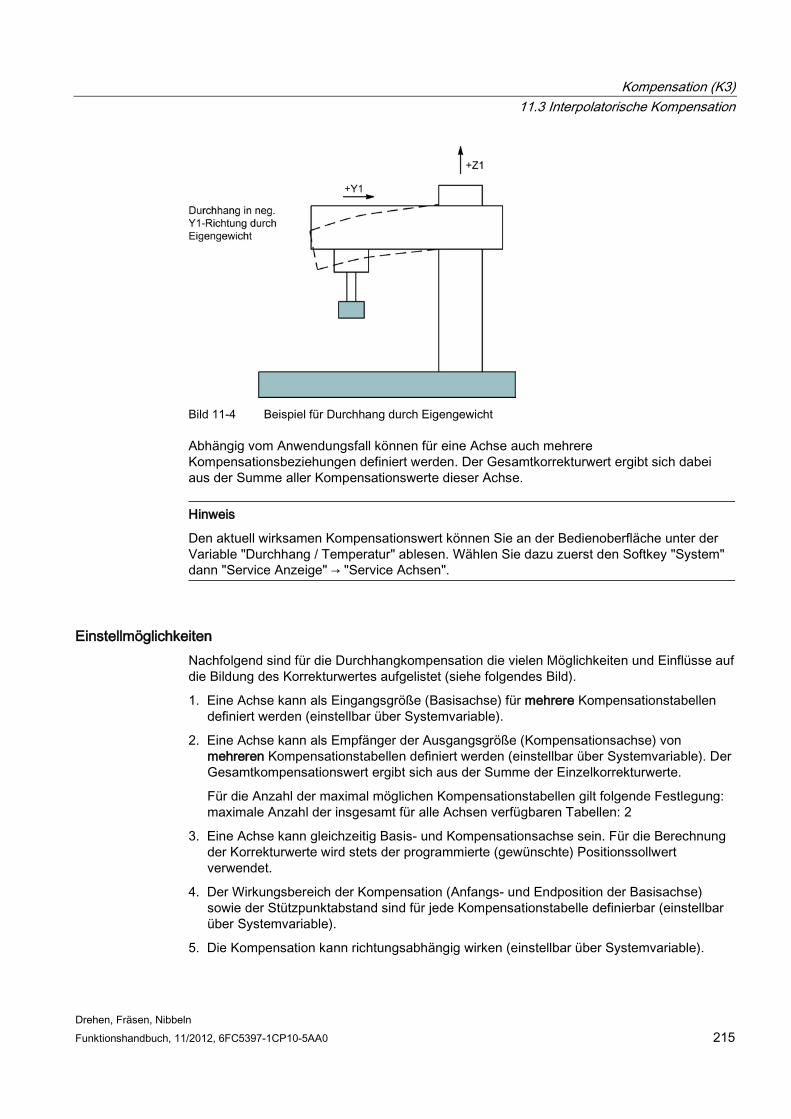
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 215
Bild 11-4 Beispiel für Durchhang durch Eigengewicht
Abhängig vom Anwendungsfall können für eine Achse auch mehrere Kompensationsbeziehungen definiert werden. Der Gesamtkorrekturwert ergibt sich dabei aus der Summe aller Kompensationswerte dieser Achse.
Hinweis
Den aktuell wirksamen Kompensationswert können Sie an der Bedienoberfläche unter der Variable "Durchhang / Temperatur" ablesen. Wählen Sie dazu zuerst den Softkey "System" dann "Service Anzeige" → "Service Achsen".
Einstellmöglichkeiten Nachfolgend sind für die Durchhangkompensation die vielen Möglichkeiten und Einflüsse auf die Bildung des Korrekturwertes aufgelistet (siehe folgendes Bild).
1. Eine Achse kann als Eingangsgröße (Basisachse) für mehrere Kompensationstabellen definiert werden (einstellbar über Systemvariable).
2. Eine Achse kann als Empfänger der Ausgangsgröße (Kompensationsachse) von mehreren Kompensationstabellen definiert werden (einstellbar über Systemvariable). Der Gesamtkompensationswert ergibt sich aus der Summe der Einzelkorrekturwerte.
Für die Anzahl der maximal möglichen Kompensationstabellen gilt folgende Festlegung: maximale Anzahl der insgesamt für alle Achsen verfügbaren Tabellen: 2
3. Eine Achse kann gleichzeitig Basis- und Kompensationsachse sein. Für die Berechnung der Korrekturwerte wird stets der programmierte (gewünschte) Positionssollwert verwendet.
4. Der Wirkungsbereich der Kompensation (Anfangs- und Endposition der Basisachse) sowie der Stützpunktabstand sind für jede Kompensationstabelle definierbar (einstellbar über Systemvariable).
5. Die Kompensation kann richtungsabhängig wirken (einstellbar über Systemvariable).
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 216 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
6. Jede Kompensationstabelle verfügt über eine Modulofunktion für zyklische Auswertung (einstellbar über Systemvariable).
7. Für jede Kompensationstabelle kann ein Wichtungsfaktor berücksichtigt werden, mit dem der Tabellenwert multipliziert wird (vorgebbar als Settingdatum; damit vom Teileprogramm, von der PLC oder Bediener jederzeit änderbar).
8. Kompensationstabellen können paarweise multipliziert werden (einstellbar über Systemvariable). Das Produkt wird additiv zum Summenkompensationswert der Kompensationsachse verrechnet.
9. Für die Aktivierung der Kompensation sind folgende Möglichkeiten vorhanden:
– Mit dem Maschinendatum:
MD32710 CEC_ENABLE [AXi] (Freigabe der Durchhangkompensation)
wird für die Maschinenachse AXi die Summe aller Kompensationsbeziehungen freigegeben.
– Mit folgendem Settingdatum wird die Auswertung der Kompensationstabelle [t] freigegeben:
SD41300 CEC_TABLE_ENABLE[t]
(Vorbesetzung für Kompensationstabelle)
Hiermit können beispielsweise abhängig von der Bearbeitung die Kompensationsbeziehungen vom Teileprogramm oder PLC-Anwenderprogramm abgeändert werden (z. B. Tabellen umschalten).
10.Mit der Einstellung:
MD10260 CONVERT_SCALING_SYSTEM = 1
(Grundsystem Umschaltung aktiv)
wird das folgende axiale Maschinendatum wirksam:
MD32711 CEC_SCALING_SYSTEM_METRIC
(Maßsystem der Durchhangkompensation)
Mit diesem Maschinendatum wird das Maßsystem für alle in dieser Achse wirksamen Tabellen festgelegt. Damit werden alle Positionsangaben zusammen mit dem sich errechnenden Gesamtkompensationswert in dem projektierten Maßsystem ausgewertet. Externe Umrechnungen der Positionsangaben sind bei einem Maßsystemwechsel nicht mehr erforderlich.
Hinweis
Für Inbetriebnahmezwecke wird das Template "_N_CEC.MPF" bereitgestellt. Diese befindet sich bei installierter Toolbox im Pfad: C:\Program Files\Siemens\Toolbox 802D_sl\V01040500\Techno\...\Compensation_Templates
Wenn Sie das Template gemäß den Anforderungen des Maschinenherstellers angepasst haben, müssen Sie es in die Steuerung übertragen, damit es als Teileprogramm ausgeführt werden kann.
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 217
Überwachung Um infolge der Durchhangkompensation unzulässig hohe Geschwindigkeiten und Beschleunigungen der Maschinenachse zu vermeiden, wird der Summenkompensationswert überwacht und auf einen Maximalwert begrenzt.
Der Maximal-Kompensationswert wird mit folgendem axialen Maschinendatum achsspezifisch festgelegt:
MD32720 CEC_MAX_SUM
(Maximaler Kompensationswert bei Durchhangkompensation)
Ist der ermittelte Summenkompensationswert größer als der Maximalwert, so wird der Alarm 20124 "Summe der Kompensationswerte zu groß"gemeldet. Die Programmbearbeitung wird nicht unterbrochen. Der als zusätzlicher Sollwert ausgegebene Kompensationswert wird auf den Maximalwert begrenzt.
Außerdem ist zusätzlich die Änderung des Summenkompensationswertes axial begrenzt.
Bei Überschreitung des Grenzwertes des folgenden Maschinendatums wird der Alarm 20125 "zu schnelle Änderung des Kompensationswertes" gemeldet:
MD32730 CEC_MAX_VELO (Geschwindigkeitsänderung bei 1)
Die Programmbearbeitung wird ebenfalls fortgesetzt. Die infolge der Begrenzung nicht abgefahrene Strecke wird nachgeholt, sobald sich der Kompensationswert wieder aus der Begrenzung löst.
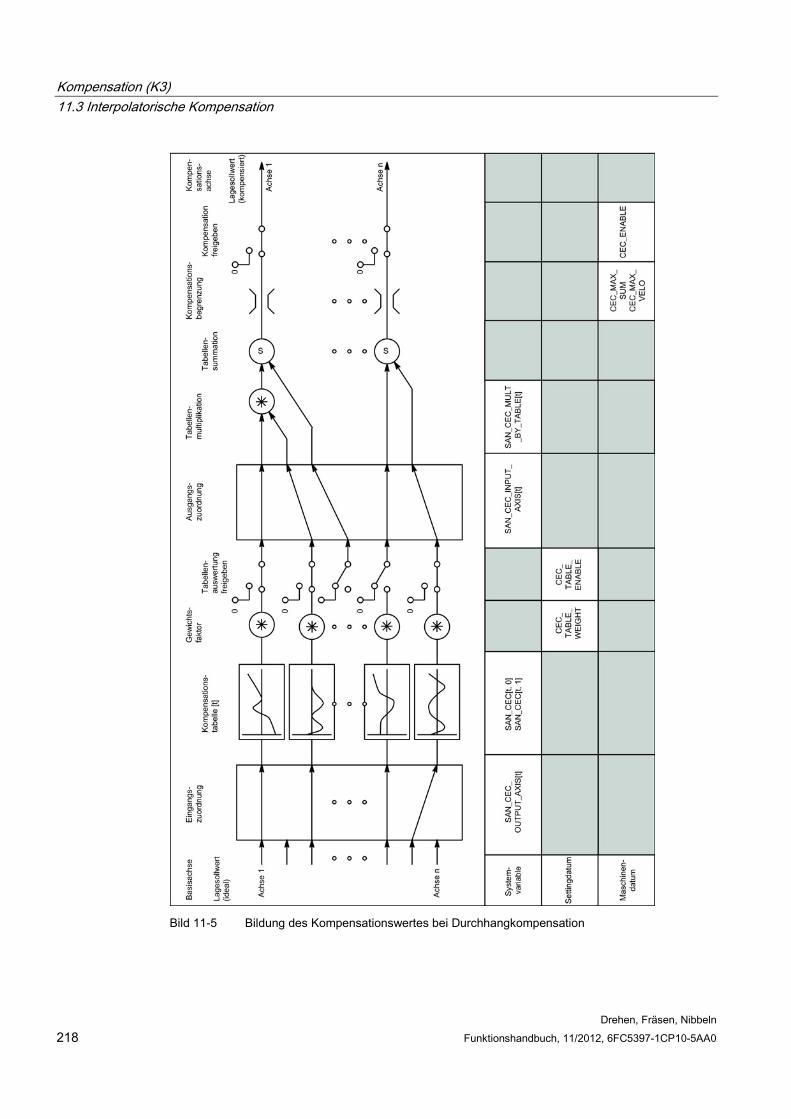
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 218 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 11-5 Bildung des Kompensationswertes bei Durchhangkompensation
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 219
Komplexe Kompensation Mit der Möglichkeit, die Position einer Achse als Eingangsgröße (Basisachse) für mehrere Tabellen zu verwenden bzw. den Gesamt-Kompensationswert einer Achse von mehreren Kompensationsbeziehungen (Tabellen) abzuleiten sowie Tabellen zu multiplizieren, lassen sich vollwertige und komplexe Durchhang- und Winkligkeitsfehler-Kompensationen durchführen.
Außerdem sind damit auch unterschiedliche Fehlerquellen effizient zu behandeln. So kann z. B. eine Tabelle mit Modulo-Funktion für einen kurzwelligen sich wiederholenden Fehleranteil zusammen mit einer zweiten Tabelle ohne Modulo-Funktion für einen aperiodischen Fehleranteil auf dieselbe Achse wirken.
Auch sind mit dieser Funktion Spindelsteigungsfehler kompensierbar, indem für die Basis- und Kompensationsachse die identische Achse parametriert wird. Allerdings werden hier im Gegensatz zur SSFK Messsystemumschaltungen nicht automatisch berücksichtigt.
Wirksamkeit Die "Durchhangkompensation" ist erst unter folgenden Voraussetzungen wirksam:
● Die Option "Durchhangkompensation, mehrdimensional" wurde freigegeben.
● Die Funktion wurde für die jeweilige Maschinenachse (Kompensationsachse) aktiviert:
MD32710 CEC_ENABLE [AXi] = 1
● Die Kompensationswerte sind im gepufferten NC-Anwenderspeicher abgelegt und wirksam (nach Power ON).
● Die Auswertung der entsprechenden Kompensationstabelle wurde freigegeben:
SD41300 CEC_TABLE _ENABLE [t] = 1
● Das aktuelle Messsystem der Basis- und Kompensationsachse wurde referenziert:
V390x 0000.4 = 1 (Referenziert/Synchronsiert 1)
Sobald diese Bedingungen erfüllt sind, wird in allen Betriebsarten die Sollposition der Kompensationsachse abhängig von der Sollposition der Basisachse um den zugehörigen Korrekturwert verändert und von der Maschinenachse unmittelbar verfahren.
Falls anschließend die Referenz z. B. wegen Überschreiten der Encoderfrequenz wieder verloren geht (V390x 0000.4 = 0), wird die Kompensationsverarbeitung ausgeschaltet.
Kompensations-Stützpunkte Für eine Kompensationsbeziehung ist die Anzahl der benötigten Stützpunkte der Kompensationstabelle festgelegt: bei 802D sl werden 2 Tabellen mit jeweils 350 Stützpunkten zur Verfügung gestellt.
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 220 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Tabellenparameter In der Kompensationstabelle werden für die jeweilige Kompensationsbeziehung die positionsbezogenen Korrekturen mit Hilfe von Systemvariablen hinterlegt.
Dabei sind für die Tabelle folgende Parameter festzulegen:
● Korrekturwert für Stützpunkt N der Kompensationstabelle [t]
$AN_CEC [t, N]; t = 0, 1, N = 0 ... 349
Für jeden einzelnen Stützpunkt (Position der Basisachse) ist der jeweilige Korrekturwert der Kompensationsachse in die Tabelle einzutragen.
● Basisachse $AN_CEC_INPUT_AXIS[t]
Name der Maschinenachse, deren Sollwert als Eingang für die Kompensationstabelle [t] verwendet wird.
● Kompensationsachse $AN_CEC_OUTPUT_AXIS[t]
Name der Maschinenachse, auf die der Ausgang der Kompensationstabelle [t] wirkt.
● Stützpunktabstand $AN_CEC_STEP[t]
Der Stützpunktabstand legt die Distanz der Eingangswerte für die Kompensationstabelle [t] fest:
● Anfangsposition $AN_CEC_MIN[t]
Die Anfangsposition ist die Position der Basisachse, bei der die Kompensationstabelle [t] beginnt (≙ Stützpunkt 0).
Der zur Anfangsposition zugehörige Korrekturwert ist $AN_CEC [t,0 ].
Für alle Positionen kleiner als die Anfangsposition wird der Korrekturwert des Stützpunktes 0 verwendet (Ausnahme bei Tabelle mit Modulofunktion).
● Endposition $AN_CEC_MAX[t]
Die Endposition ist die Position der Basisachse, bei der die Kompensationstabelle [t] endet (≙ Stützpunkt k).
Der zur Endposition zugehörige Korrekturwert ist $AN_CEC [t,k].
Für alle Positionen größer als die Endposition wird der Korrekturwert des Stützpunktes k verwendet (Ausnahme bei Tabelle mit Modulofunktion).
Die Anzahl der erforderlichen Stützpunkte errechnet sich wie folgt, mit 0 ≤ k < 350:
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 221
● richtungsabhängige Kompensation $AN_CEC_DIRECTION[t]
Mit dieser Systemvariablen kann eingestellt werden, ob die Kompensationstabelle [t] für beide Verfahrrichtungen oder nur bei positiver bzw. negativer Verfahrrichtung der Basisachse wirkt.
0: Tabelle wirkt für beide Verfahrrichtungen der Basisachse
1: Tabelle wirkt nur in positiver Verfahrrichtungen der Basisachse
-1: Tabelle wirkt nur in negativer Verfahrrichtungen der Basisachse
Anwendungsmöglichkeit:
Mit Hilfe zweier Tabellen, von denen die eine in positiver, die andere in negativer Verfahrrichtung der gleichen Achse wirkt, lässt sich eine positionsabhängige Losekompensation verwirklichen.
● Tabellenmultiplikation $AN_CEC_MULT_BY_TABLE[t]
Damit können die Kompensationswerte jeder Tabelle mit denen einer beliebigen Tabelle (auch mit sich selbst) multipliziert werden. Das Produkt wird als zusätzlicher Korrekturwert additiv zum Summenkompensationswert der Kompensationstabelle verrechnet.
Syntax:
$AN_CEC_MULT_BY_TABLE[t1] = t2
mit:
t1 = Index der Tabelle 1 der Kompensationsachse
t2 = Nummer der Tabelle 2 der Kompensationsachse: es ist zu beachten, dass sich Nummer und Index der gleichen Tabelle unterscheiden! Allgemein gilt: Tabellennummer = Tabellenindex + 1
● Kompensation mit Modulofunktion $AN_CEC_IS_MODULO[t]
Bei Aktivierung der Kompensation mit Modulofunktion wird die Kompensationstabelle zyklisch wiederholt, d. h. auf den Korrekturwert an der Stelle $AN_CEC_MAX[t] (Stützpunkt $AN_CEC[t,k]) folgt unmittelbar der Korrekturwert an der Stelle $AN_CEC_MIN[t] (Stützpunkt $AN_CEC[t,0]).
Sinnvollerweise sind diese beiden Korrekturwerte gleich einzugeben, sonst springt der Kompensationswert beim Übergang von MAX auf MIN und umgekehrt.
$AN_CEC_IS_MODULO[t]= 0: Kompensation ohne Modulofunktion
$AN_CEC_IS_MODULO[t]= 1: Kompensation mit Modulofunktion
Soll eine Modulokompensation mit einer Modulo-Rundachse als Basisachse realisiert werden, so muss die verwendete Kompensationstabelle ebenfalls modulo gerechnet werden.
Beispiel:
MD30300 IS_ROT_AX[AX1] = 1 ; Rundachse
MD30310 ROT_IS_MODULO[AX1] = 1 ; Modulo 360°
$AN_CEC_INPUT_AXIS[0] = AX1
$AN_CEC_MIN[0] = 0.0
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 222 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
$AN_CEC_MAX[0] = 360.0
$AN_CEC_IS_MODULO[0] = 1
Hinweis
Tabellenparameter, welche Positionsangaben enthalten, werden beim Maßsystemwechsel automatisch umgerechnet; Änderung von Maschinendatum:
MD10240 SCALING_SYSTEM_IS_METRIC (Grundsystem metrisch)
Die Positionsangaben werden immer im aktuellen Maßsystem interpretiert. Die Umrechnung muss extern vorgenommen werden.
Mit der Einstellung: MD10260 CONVERT_SCALING_SYSTEM = 1 (Grundsystem Umschaltung aktiv)
kann das Maßsystem über folgendes Maschinendatum projektiert werden: MD32711 CEC_SCALING_SYSTEM (Maßsystem der Durchhangkompensation)
Beispiel für Tabelle Im nachfolgenden Beispiel ist die Kompensationstabelle für die Durchhangkompensation der Y1-Achse dargestellt. Abhängig von der Position der Y1-Achse wird auf die X1/Z1-Achse ein Korrekturwert geschaltet.
%_N_NC_CEC_INI
CHANDATA (1)
$AN_CEC [0,0] =0 ; 1. Korrekturwert (≙ Stützpunkt 0)
; für X1: ± 0 µm
$AN_CEC [0,1] =0.01 ; 2. Korrekturwert (≙ Stützpunkt 1)
; für X1: + 10 µm
$AN_CEC [0,2] =0.012 ; 3. Korrekturwert (≙ Stützpunkt 2)
; für X1: + 12 µm
...
$AN_CEC[0,349] =0 ; letzter Korrekturwert
; (≙Stützpunkt 350 für X1: ± 0 µm
$AN_CEC_INPUT_AXIS[0] =(AX2) ; Basisachse Y1
$AN_CEC_OUTPUT_AXIS[0] =(AX1) ; Kompensationsachse X1
$AN_CEC_STEP[0] =6.73 ; Stützpunktabstand 6.73 mm
$AN_CEC_MIN[0] =-400.0 ; Kompensation beginnt bei
; Y1 = -400 mm
$AN_CEC_MAX[0] =400.0 ; Kompensation endet bei Y1 = +400 mm
$AN_CEC_DIRECTION[0] =0 ; Tabelle wirkt für beide
; Verfahrrichtungen von Y1
$AN_CEC_MULT_BY_TABLE[0] =0
$AN_CEC_IS_MODULO[0] =0 ; Kompensation ohne Modulofunktion
$AN_CEC [1,0] =0 ; 1. Korrekturwert (≙ Stützpunkt 0)
; für Z1: ± 0 µm
$AN_CEC [1,1] =0.01 ; 2. Korrekturwert (≙ Stützpunkt 1)
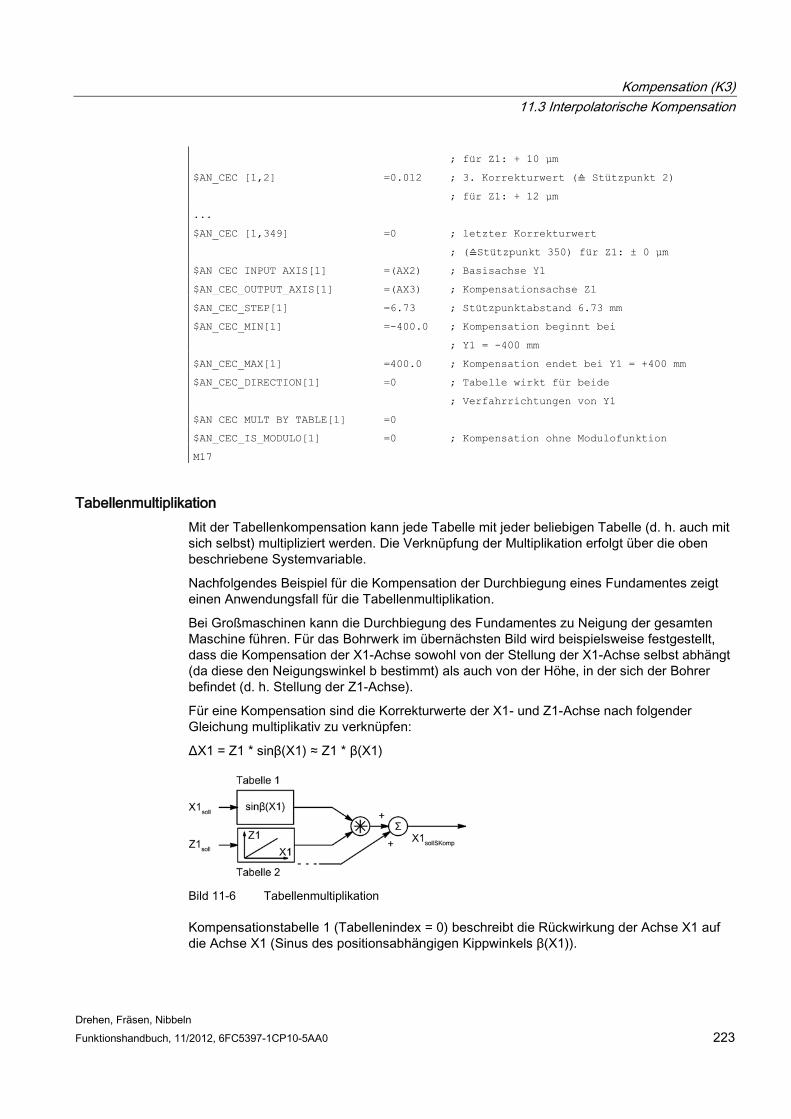
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 223
; für Z1: + 10 µm
$AN_CEC [1,2] =0.012 ; 3. Korrekturwert (≙ Stützpunkt 2)
; für Z1: + 12 µm
...
$AN_CEC [1,349] =0 ; letzter Korrekturwert
; (≙Stützpunkt 350) für Z1: ± 0 µm
$AN_CEC_INPUT_AXIS[1] =(AX2) ; Basisachse Y1
$AN_CEC_OUTPUT_AXIS[1] =(AX3) ; Kompensationsachse Z1
$AN_CEC_STEP[1] =6.73 ; Stützpunktabstand 6.73 mm
$AN_CEC_MIN[1] =-400.0 ; Kompensation beginnt bei
; Y1 = -400 mm
$AN_CEC_MAX[1] =400.0 ; Kompensation endet bei Y1 = +400 mm
$AN_CEC_DIRECTION[1] =0 ; Tabelle wirkt für beide
; Verfahrrichtungen von Y1
$AN_CEC_MULT_BY_TABLE[1] =0
$AN_CEC_IS_MODULO[1] =0 ; Kompensation ohne Modulofunktion
M17
Tabellenmultiplikation Mit der Tabellenkompensation kann jede Tabelle mit jeder beliebigen Tabelle (d. h. auch mit sich selbst) multipliziert werden. Die Verknüpfung der Multiplikation erfolgt über die oben beschriebene Systemvariable.
Nachfolgendes Beispiel für die Kompensation der Durchbiegung eines Fundamentes zeigt einen Anwendungsfall für die Tabellenmultiplikation.
Bei Großmaschinen kann die Durchbiegung des Fundamentes zu Neigung der gesamten Maschine führen. Für das Bohrwerk im übernächsten Bild wird beispielsweise festgestellt, dass die Kompensation der X1-Achse sowohl von der Stellung der X1-Achse selbst abhängt (da diese den Neigungswinkel b bestimmt) als auch von der Höhe, in der sich der Bohrer befindet (d. h. Stellung der Z1-Achse).
Für eine Kompensation sind die Korrekturwerte der X1- und Z1-Achse nach folgender Gleichung multiplikativ zu verknüpfen:
ΔX1 = Z1 * sinβ(X1) ≈ Z1 * β(X1)
Bild 11-6 Tabellenmultiplikation
Kompensationstabelle 1 (Tabellenindex = 0) beschreibt die Rückwirkung der Achse X1 auf die Achse X1 (Sinus des positionsabhängigen Kippwinkels β(X1)).
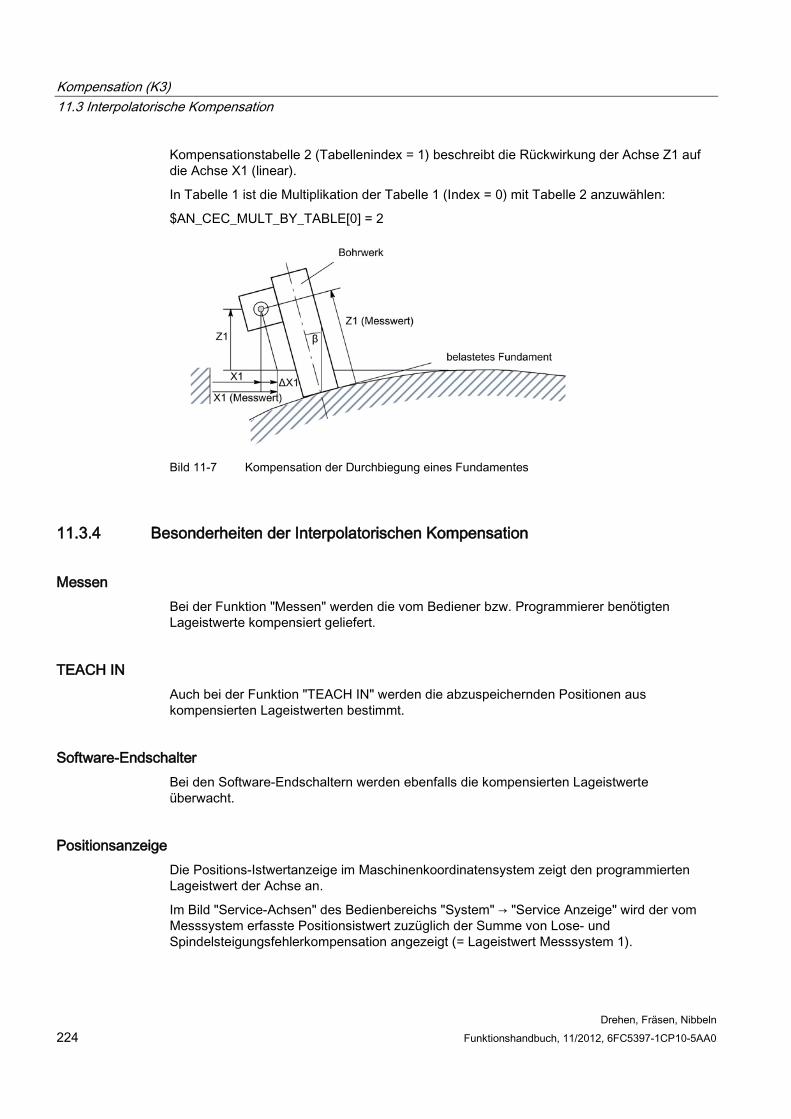
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln 224 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Kompensationstabelle 2 (Tabellenindex = 1) beschreibt die Rückwirkung der Achse Z1 auf die Achse X1 (linear).
In Tabelle 1 ist die Multiplikation der Tabelle 1 (Index = 0) mit Tabelle 2 anzuwählen:
$AN_CEC_MULT_BY_TABLE[0] = 2
Bild 11-7 Kompensation der Durchbiegung eines Fundamentes
11.3.4 Besonderheiten der Interpolatorischen Kompensation
Messen Bei der Funktion "Messen" werden die vom Bediener bzw. Programmierer benötigten Lageistwerte kompensiert geliefert.
TEACH IN Auch bei der Funktion "TEACH IN" werden die abzuspeichernden Positionen aus kompensierten Lageistwerten bestimmt.
Software-Endschalter Bei den Software-Endschaltern werden ebenfalls die kompensierten Lageistwerte überwacht.
Positionsanzeige Die Positions-Istwertanzeige im Maschinenkoordinatensystem zeigt den programmierten Lageistwert der Achse an.
Im Bild "Service-Achsen" des Bedienbereichs "System" → "Service Anzeige" wird der vom Messsystem erfasste Positionsistwert zuzüglich der Summe von Lose- und Spindelsteigungsfehlerkompensation angezeigt (= Lageistwert Messsystem 1).
Kompensation (K3) 11.3 Interpolatorische Kompensation
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 225
Kompensationswert-Anzeige Im Bild "Service-Achsen" werden auch folgende kompensierte Lageistwerte angezeigt:
Service-Anzeige Achsen Bedeutung Absoluter Kompensationswert Messsystem 1
Anzeigewert ist die zur aktuellen Istposition der Achse (Messsystem 1) gehörige Summe der Korrekturwerte aus "Spindelsteigungsfehler-Kompensation" und "Losekompensation".
Kompensationswert Durchhang Anzeigewert ist die zur aktuellen Istposition der Achse gehörige Summe der Korrekturwerte aus der "Durchhangkompensation".
Referenzpunktverlust Geht bei der Basisachse der Referenzpunkt verloren (NST "Referenziert/Synchronisiert 1" V390x 0000.4 = 0), werden SSFK und Durchhangkompensation in den betroffenen Achsen ausgeschaltet. Mit Erreichen des Referenzpunktes werden sie automatisch wieder aktiviert.
Setzen von Reglerfreigaben Da infolge der Kompensationsbeziehung die Verfahrbewegung einer Basisachse auch zu Bewegungen der Kompensationsachse führen kann, müssen auch für diese Achsen die Reglerfreigaben gesetzt werden (PLC-Anwenderprogramm). Ansonsten funktioniert die Kompensation nur eingeschränkt.
Ausgabe der Verfahrsignale Die Verfahrsignale in der Kompensationsachse werden beim Ein-/Ausschalten der Kompensation und bei jeder Änderung der Anzahl aktiver Kompensationstabellen ausgegeben.
Eine aus der Bewegung der Basisachse resultierende Kompensationswertänderung führt nicht zur Ausgabe von Verfahrsignalen in der Kompensationsachse.
Kompensation (K3) 11.4 Schleppfehler-Kompensation (Vorsteuerung)
Drehen, Fräsen, Nibbeln 226 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
11.4 Schleppfehler-Kompensation (Vorsteuerung)
11.4.1 Allgemeines
Achsspezifische Schleppfehler Mit Hilfe der Vorsteuerung kann der Schleppfehler nahezu auf Null reduziert werden. Die Vorsteuerung wird daher auch als "Schleppfehler-Kompensation" bezeichnet.
Dieser Schleppfehler führt insbesondere bei Beschleunigungsvorgängen an Konturkrümmungen, z. B. Kreisen und Ecken, zu einem unerwünschten, geschwindigkeitsabhängigen Konturfehler. Die Steuerung SINUMERIK 802D sl verfügt über die Vorsteuerart "Drehzahlvorsteuerung.
Ein-/Ausschalten im Teileprogramm Die Vorsteuerung kann mit folgenden Hochsprachenelementen innerhalb des Teileprogramms ein- und ausgeschaltet werden:
● FFWON - Vorsteuerung EIN
● FFWOF - Vorsteuerung AUS (Einschaltstellung)
Mit MD32630 FFW_ACTIVATION_MODE wird achsspezifisch festgelegt, ob die Vorsteuerung über FFWON für diese Achse einschaltbar bzw. über FFWOF ausschaltbar ist:
● Mit FFWON bzw. FFWOF wird die Vorsteuerung von allen Achsen/Spindeln ein- bzw. ausgeschaltet, bei denen das MD32630=1 gesetzt ist.
● Bei miteinander interpolierenden Achsen sollte daher das MD32630 identisch eingestellt sein.
Das Ein- bzw. Ausschalten der Vorsteuerung sollte nur während des Stillstands der Achse/Spindel erfolgen, um ein Rucken zu vermeiden. Dies ist vom Programmierer zu beachten und sicherzustellen.
Bedingungen Bei Anwendung der Vorsteuerung sollten folgende Punkte beachtet werden:
● steifes Maschinenverhalten
● genaue Kenntnisse der Maschinendynamik erforderlich
● keine sprungförmigen Verläufe der Lage- und Drehzahlsollwerte
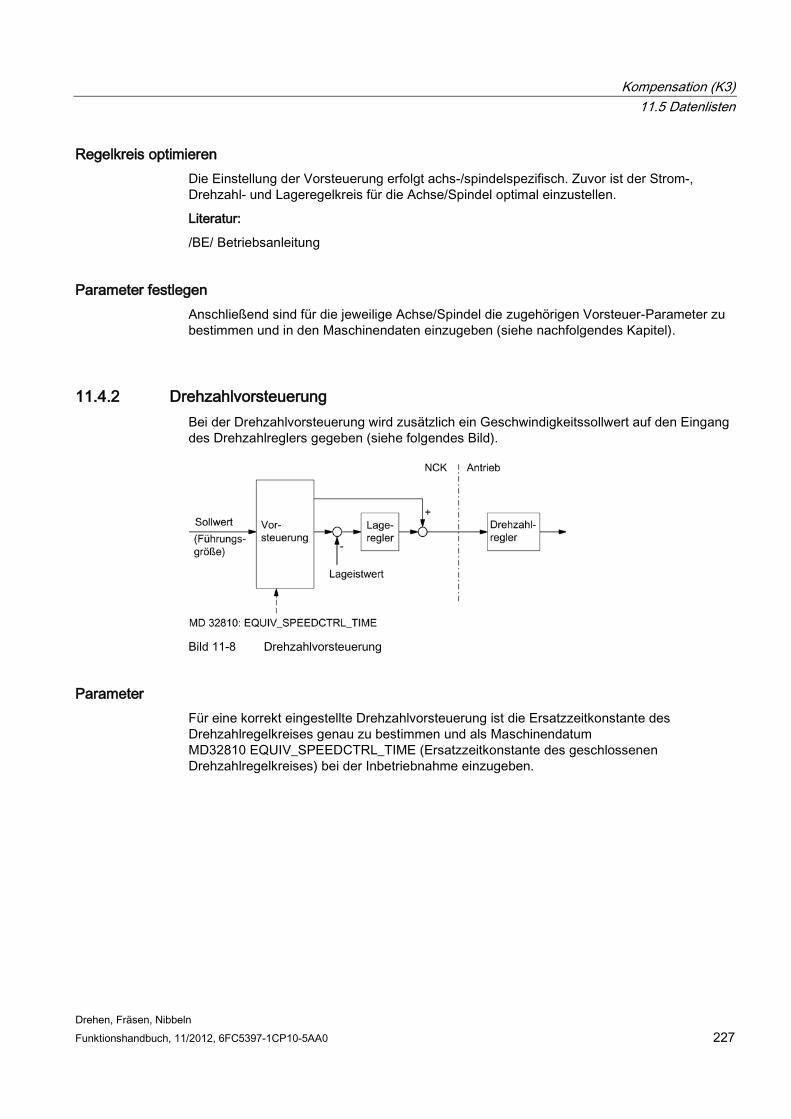
Kompensation (K3) 11.5 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 227
Regelkreis optimieren Die Einstellung der Vorsteuerung erfolgt achs-/spindelspezifisch. Zuvor ist der Strom-, Drehzahl- und Lageregelkreis für die Achse/Spindel optimal einzustellen.
Literatur:
/BE/ Betriebsanleitung
Parameter festlegen Anschließend sind für die jeweilige Achse/Spindel die zugehörigen Vorsteuer-Parameter zu bestimmen und in den Maschinendaten einzugeben (siehe nachfolgendes Kapitel).
11.4.2 Drehzahlvorsteuerung Bei der Drehzahlvorsteuerung wird zusätzlich ein Geschwindigkeitssollwert auf den Eingang des Drehzahlreglers gegeben (siehe folgendes Bild).
Bild 11-8 Drehzahlvorsteuerung
Parameter Für eine korrekt eingestellte Drehzahlvorsteuerung ist die Ersatzzeitkonstante des Drehzahlregelkreises genau zu bestimmen und als Maschinendatum MD32810 EQUIV_SPEEDCTRL_TIME (Ersatzzeitkonstante des geschlossenen Drehzahlregelkreises) bei der Inbetriebnahme einzugeben.
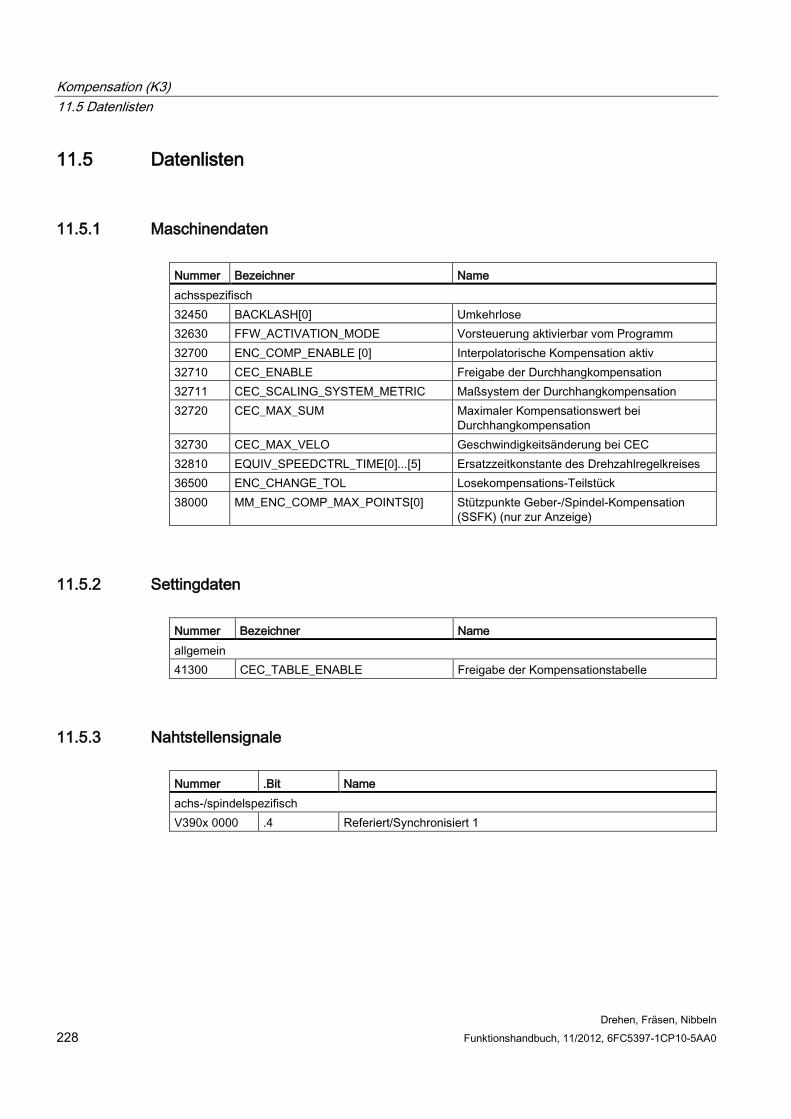
Kompensation (K3) 11.5 Datenlisten
Drehen, Fräsen, Nibbeln 228 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
11.5 Datenlisten
11.5.1 Maschinendaten Nummer Bezeichner Name achsspezifisch 32450 BACKLASH[0] Umkehrlose 32630 FFW_ACTIVATION_MODE Vorsteuerung aktivierbar vom Programm 32700 ENC_COMP_ENABLE [0] Interpolatorische Kompensation aktiv 32710 CEC_ENABLE Freigabe der Durchhangkompensation 32711 CEC_SCALING_SYSTEM_METRIC Maßsystem der Durchhangkompensation 32720 CEC_MAX_SUM Maximaler Kompensationswert bei
Durchhangkompensation 32730 CEC_MAX_VELO Geschwindigkeitsänderung bei CEC 32810 EQUIV_SPEEDCTRL_TIME[0]...[5] Ersatzzeitkonstante des Drehzahlregelkreises 36500 ENC_CHANGE_TOL Losekompensations-Teilstück 38000 MM_ENC_COMP_MAX_POINTS[0] Stützpunkte Geber-/Spindel-Kompensation
(SSFK) (nur zur Anzeige)
11.5.2 Settingdaten Nummer Bezeichner Name allgemein 41300 CEC_TABLE_ENABLE Freigabe der Kompensationstabelle
11.5.3 Nahtstellensignale Nummer .Bit Name achs-/spindelspezifisch V390x 0000 .4 Referiert/Synchronisiert 1
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 229
Kinematische Transformation (M1) 12
Hinweis
Diese Funktion ist bei Version T/M value nicht verfügbar.
12.1 Kurzbeschreibung
Einsatzbereich Die Steuerung transformiert programmierte Verfahranweisungen von einem kartesischen Koordinatensystem in ein reales Maschinenachs-System.
Die Transformation TRANSMIT wird zur stirnseitigen Fräsbearbeitung von Drehteilen auf Drehmaschinen (ohne Y-Maschinenachse) eingesetzt.
Die Transformation TRACYL wird zur Bearbeitung von Mantelflächen zylindrischer Körper eingesetzt. Hauptanwendung ist das Fräsen von Nuten. Eine TRACYL-Variante ist für Drehmaschinen vorgesehen. Eine zweite Variante ist für Drehmaschinen mit zusätzlicher Y-Maschinenachse oder für Fräsmaschinen mit einem geeigneten Rundtisch vorgesehen.
Maschinenvoraussetzung Die Drehmaschine muss über eine C-achsfähige Hauptspindel verfügen. Eine 2. Spindel muss das Fräserwerkzeug antreiben können. Die Fräsmaschine bei Einsatz mit TRACYL muss über einen Rundtisch verfügen, der interpolationsfähig mit den anderen Achsen ist.
Verfügbarkeit Die Funktionen TRANSMIT und TRACYL werden über getrennte Maschinendatensätze projektiert und über spezielle Anweisungen im Programm ein- oder ausgeschaltet.
Bei SINUMERIK 802D sl können maximal zwei kinematische Transformationen (TRANSMIT, TRACYL) projektiert und eine davon über das Programm aktiv geschaltet werden.
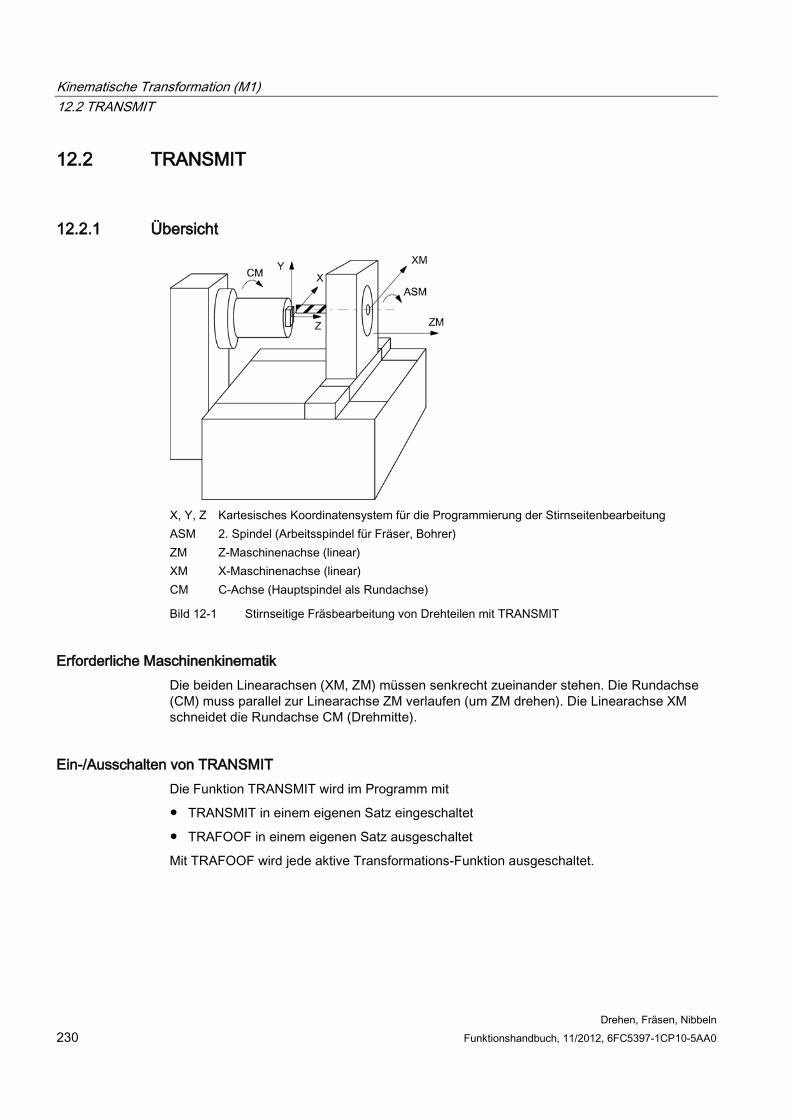
Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln 230 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
12.2 TRANSMIT
12.2.1 Übersicht
X, Y, Z Kartesisches Koordinatensystem für die Programmierung der Stirnseitenbearbeitung ASM 2. Spindel (Arbeitsspindel für Fräser, Bohrer) ZM Z-Maschinenachse (linear) XM X-Maschinenachse (linear) CM C-Achse (Hauptspindel als Rundachse)
Bild 12-1 Stirnseitige Fräsbearbeitung von Drehteilen mit TRANSMIT
Erforderliche Maschinenkinematik Die beiden Linearachsen (XM, ZM) müssen senkrecht zueinander stehen. Die Rundachse (CM) muss parallel zur Linearachse ZM verlaufen (um ZM drehen). Die Linearachse XM schneidet die Rundachse CM (Drehmitte).
Ein-/Ausschalten von TRANSMIT Die Funktion TRANSMIT wird im Programm mit
● TRANSMIT in einem eigenen Satz eingeschaltet
● TRAFOOF in einem eigenen Satz ausgeschaltet
Mit TRAFOOF wird jede aktive Transformations-Funktion ausgeschaltet.

Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 231
Programmierung - Prinzip N10 G0 X... Z... SPOS=... ; Ausgangspositionen, Spindel in Lageregelung
N20 G17 G94 T... ; Ebene, Vorschubart, Fräswerkzeug wählen
N30 SETMS(2) ; Umschalten: Masterspindel ist jetzt Fräs-Spindel
N40 TRANSMIT ; Einschalten TRANSMIT
N50 G1 G41 F200 X... Y... Z... M3 S...
; Fräsbearbeitung der Stirn mit Fräser-Radiuskorrektur
...
N90 G40 ...
N100 TRAFOOF ; Ausschalten TRANSMIT
N110 G18 G95 T... ; Zurückschalten zur Drehbearbeitung
N120 SETMS ; Masterspindel ist Hauptspindel
Erläuterung:
Entsprechend der programmierten X-Y-Bahn (Gerade oder Kreis) bewegen sich die Maschinenachsen XM und CM so, dass diese Kontur an der Stirnseite des Drehteiles durch das Fräswerkzeug erzeugt wird. Die programmierte Z-Achse (Zustellung) wird weiterhin als Z-Achse verfahren.
12.2.2 Projektierung TRANSMIT
Allgemeines Die Transformations-Funktion TRANSMIT wird über Maschinendaten-Einstellungen projektiert.
Hinweis
In der "Toolbox" für SINUMERIK 802D sl wird eine Datei mit voreingestellten Maschinendaten angeboten. Durch Spezifizierung der Werte und Laden dieser Datei in die Steuerung wird eine schnelle Inbetriebnahme von TRANSMIT möglich.
Maschinendaten Die Namen der Maschinenachsen, Kanalachsen und Geometrieachsen werden aus den allgemeinen Maschinendaten ($MN_AXCONF...) und kanalspezifischen Maschinendaten ($MC_AXCONF...) auch für eine Transformation verwendet.
Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln 232 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die in MD20050 AXCONF_GEOAX_ASSIGN_TAB getroffenen Geometrieachs-Zuordnungen gelten nur bei ausgeschalteter Transformation. Für eine Transformation werden extra Zuordnungen getroffen.
Hinweis
Für Transformationen müssen die vergebenen Maschinenachsnamen, Kanalachsnamen und Geometrieachsnamen unterschiedlich sein: • MD10000 AXCONF_MACHAX_NAME_TAB, • MD20080 AXCONF_CHANAX_NAME_TAB, • MD20060 AXCONF_GEOAX_NAME_TAB.
Ausnahme bei TRANSMIT: Die Achsnamen von MD20060 und MD20080 (Geometrie- und Kanalachsen) können gleich lauten, z. B.: X, Y, Z. Hier gibt es außerhalb der Transformation keine Y-Achse.
Maschinendaten für Transformationen MD24100 TRAFO_TYPE_1 = 256 für 1. Transformation TRANSMIT MD24110 TRAFO_AXES_IN_1[n] Kanalachsen für Transformation 1 MD24120 TRAFO_GEOAX_ASSIGN_TAB_1[n] Geometrie-Achsen für Transformation 1 MD24200 TRAFO_TYPE_2 = 256 für 2. Transformation TRANSMIT MD24210 TRAFO_AXES_IN_2[n] Kanalachsen für Transformation 2 MD24220 TRAFO_GEOAX_ASSIGN_TAB_2[n] Geometrie-Achsen für Transformation 2
Erforderliche Zuordnung der Kanalachsen bei Transformation TRANSMIT im Maschinendatum MD24110/MD24210:
TRAFO_AXES_IN_1/2[0]= Kanalachsnummer der Achse senkrecht zur Rundachse TRAFO_AXES_IN_1/2[1]= Kanalachsnummer der Rundachse TRAFO_AXES_IN_1/2[2]= Kanalachsnummer der Achse parallel zur Rundachse
Maschinendaten speziell für TRANSMIT ● MD24900 TRANSMIT_ROT_AX_OFFSET_1
Drehlage der x-y-Ebene des kartesischen Koordinatensystems gegenüber der definierten Nullstellung der Rundachse in Grad (0 ... < 360).
● MD24910 TRANSMIT_ROT_SIGN_IS_PLUS_1
Ist der Drehsinn der Rundachse in der x-y Ebene bei Betrachtung entgegen der positiven Z-Achse gegen den Uhrzeigersinn, so ist das MD auf 1 zu setzen, andernfalls auf 0.
Bild 12-2 Drehsinn für MD-Wert=1

Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 233
● MD24920 TRANSMIT_BASE_TOOL_1
Der Steuerung wird mitgeteilt, in welcher Lage der Werkzeugnullpunkt bezogen auf den Ursprung des bei TRANSMIT vereinbarten Koordinatensystems liegt. Das MD hat drei Komponenten für die drei Achsen des kartesischen Koordinatensystems.
Zuordnung der Achskomponenten: TRANSMIT_BASE_TOOL_1[0]=Tx TRANSMIT_BASE_TOOL_1[1]=Ty TRANSMIT_BASE_TOOL_1[2]=Tz (siehe nachfolgendes Bild)
Bild 12-3 Lage des Werkzeugnullpunktes zum Ursprung des kartesischen Koordinatensystems
(Drehmitte)
● MD24911 TRANSMIT_POLE_SIDE_FIX_1 = 0
Poldurchfahrt stetig
Verfahren durch den Pol Als Pol wird die Drehmitte im Punkt X=0, Y=0 der TRANSMIT-Ebene bezeichnet (X-Maschinenachse schneidet die Drehmitte).
In Polnähe erzeugen kleine Positionsänderungen der Geometrieachsen X, Y in der Regel große Positionsänderungen der Maschinenrundachse (außer: Bahn ergibt nur eine Bewegung der XM-Achse).
Eine Werkstückbearbeitung in Polnähe ist deshalb nicht empfehlenswert, da ggf. starke Vorschub-reduzierungen erforderlich sind, um die Rundachse nicht zu überlasten. Vermeiden Sie die Anwahl von TRANSMIT bei Stellung des Werkzeuges genau im Pol. Vermeiden Sie ein Durchfahren des Poles X0/Y0 mit der Bahn des Werkzeugmittelpunktes.
Beispiel: Maschindateneinstellungen für TRANSMIT Allgemeine Einstellungen: Achsnamen: XM->X1, ZM->Z1, CM->SP1
● Maschinenachsnamen
MD10000 AXCONF_MACHAX_NAME_TAB[0]="X1"
MD10000 AXCONF_MACHAX_NAME_TAB[1]="Z1"
MD10000 AXCONF_MACHAX_NAME_TAB[2]="SP1"
MD10000 AXCONF_MACHAX_NAME_TAB[3]="SP2"
MD10000 AXCONF_MACHAX_NAME_TAB[4]=""
Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln 234 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● Zuordnung Geometrieachse zu Kanalachse
MD20050 AXCONF_GEOAX_ASSIGN_TAB[0]=1
MD20050 AXCONF_GEOAX_ASSIGN_TAB[1]=0
MD20050 AXCONF_GEOAX_ASSIGN_TAB[2]=2
● Geometrieachsnamen im Kanal
MD20060 AXCONF_GEOAX_NAME_TAB[0]="X"
MD20060 AXCONF_GEOAX_NAME_TAB[1]="Y"
MD20060 AXCONF_GEOAX_NAME_TAB[2]="Z"
● Gültige Maschinenachsnummern im Kanal
MD20070 AXCONF_MACHAX_USED[0]=1
MD20070 AXCONF_MACHAX_USED[1]=2
MD20070 AXCONF_MACHAX_USED[2]=3
MD20070 AXCONF_MACHAX_USED[3]=4
MD20070 AXCONF_MACHAX_USED[4]=0
● Kanalachsnamen im Kanal
MD20080 AXCONF_CHANAX_NAME_TAB[0]="X"
MD20080 AXCONF_CHANAX_NAME_TAB[1]="Z"
MD20080 AXCONF_CHANAX_NAME_TAB[2]="C"
MD20080 AXCONF_CHANAX_NAME_TAB[3]="SP2"
MD20080 AXCONF_CHANAX_NAME_TAB[4]=""
● Löschstellung der Masterspindel im Kanal
MD20090 SPIND_DEF_MASTER_SPIND=1
Transformationstyp TRANSMIT:
● Definition der Transformation 1 im Kanal
MD24100 TRAFO_TYPE_1=256
● Achszuordnung für die 1. Transformation im Kanal
MD24110 TRAFO_AXES_IN_1[0]=1
MD24110 TRAFO_AXES_IN_1[1]=3
MD24110 TRAFO_AXES_IN_1[2]=2
MD24110 TRAFO_AXES_IN_1[3]=0
MD24110 TRAFO_AXES_IN_1[4]=0
● Zuordnung Geometrieachsen zu Kanalachsen für Transformation 1
MD24120 TRAFO_GEOAX_ASSIGN_TAB_1[0]=1
MD24120 TRAFO_GEOAX_ASSIGN_TAB_1[1]=3
MD24120 TRAFO_GEOAX_ASSIGN_TAB_1[2]=2
Kinematische Transformation (M1) 12.2 TRANSMIT
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 235
spezielle TRANSMIT-Einstellungen:
● Offset der Rundachse
MD24900 TRANSMIT _ROT_AX_OFFSET_1=0
● Vorzeichen der Rundachse
MD24910 TRANSMIT _ROT_SIGN_IS_PLUS_1=1
● Vektor des Basiswerkzeugs
MD24920 TRANSMIT_BASE_TOOL_1[0]=0
MD24920 TRANSMIT_BASE_TOOL_1[1]=0
MD24920 TRANSMIT_BASE_TOOL_1[2]=0
Settingdaten zur Sonderbehandlung der Werkzeugkorrektur (nur bei Bedarf):
● Wechsel der Werkzeuglängenkomponenten bei Ebenenwechsel
SD42940 TOOL_LENGTH_CONST=18
● Zuordnung der Werkzeuglängenkompensation unabhängig vom Werkzeugtyp
SD42950 TOOL_LENGTH_TYPE=2
Einstellungen für 2. Spindel (Fräs-Spindel der Drehmaschine):
● MD30300 IS_ROT_AX[AX4]=1
● MD30310 ROT_IS_MODULO[AX4]=1
● MD30320 DISPLAY_IS_MODULO[AX4]=1
● MD35000 SPIND_ASSIGN_TO_MACHAX[AX4]=2
● SD43300 ASSIGN_FEED_PER_REV_SOURCE[AX4]=0
Hinweis
Fräswerkzeuge auf Drehmaschinen können bezüglich der Längenkorrektur einer Sonderbehandlung unterzogen werden.
Siehe Kapitel "Werkzeug: Korrektur und Überwachung (W1)"
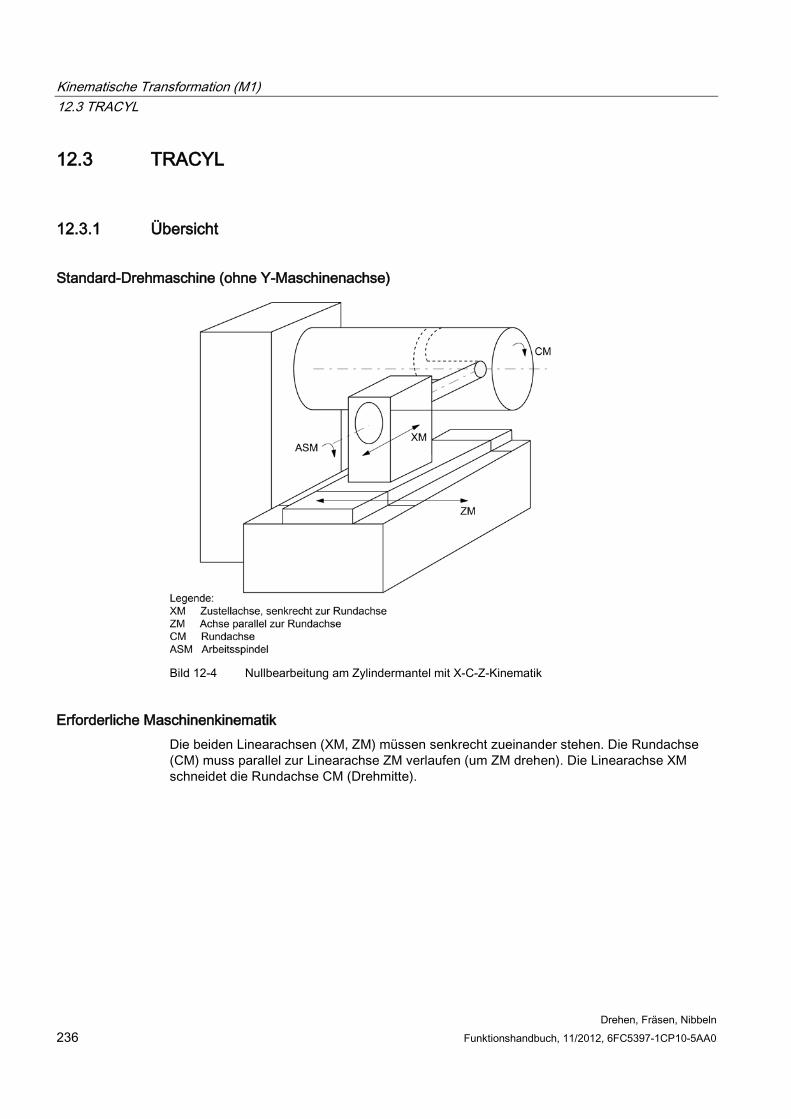
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln 236 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
12.3 TRACYL
12.3.1 Übersicht
Standard-Drehmaschine (ohne Y-Maschinenachse)
Bild 12-4 Nullbearbeitung am Zylindermantel mit X-C-Z-Kinematik
Erforderliche Maschinenkinematik Die beiden Linearachsen (XM, ZM) müssen senkrecht zueinander stehen. Die Rundachse (CM) muss parallel zur Linearachse ZM verlaufen (um ZM drehen). Die Linearachse XM schneidet die Rundachse CM (Drehmitte).
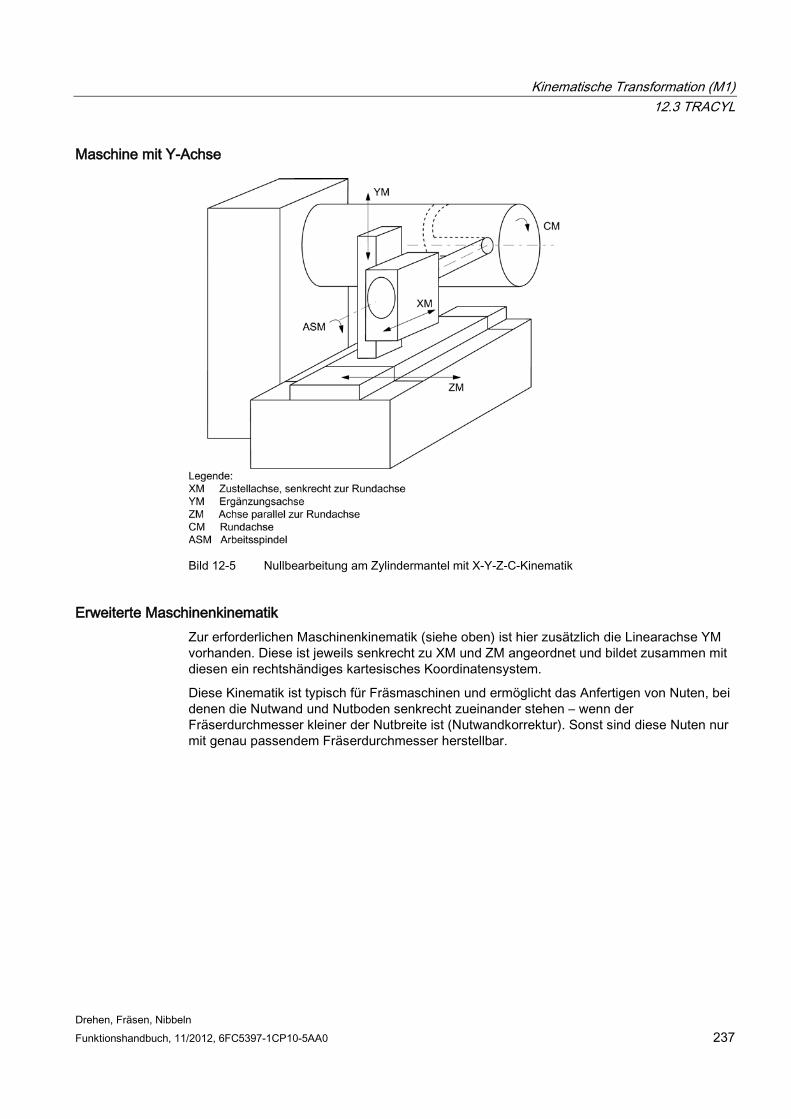
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 237
Maschine mit Y-Achse
Bild 12-5 Nullbearbeitung am Zylindermantel mit X-Y-Z-C-Kinematik
Erweiterte Maschinenkinematik Zur erforderlichen Maschinenkinematik (siehe oben) ist hier zusätzlich die Linearachse YM vorhanden. Diese ist jeweils senkrecht zu XM und ZM angeordnet und bildet zusammen mit diesen ein rechtshändiges kartesisches Koordinatensystem.
Diese Kinematik ist typisch für Fräsmaschinen und ermöglicht das Anfertigen von Nuten, bei denen die Nutwand und Nutboden senkrecht zueinander stehen – wenn der Fräserdurchmesser kleiner der Nutbreite ist (Nutwandkorrektur). Sonst sind diese Nuten nur mit genau passendem Fräserdurchmesser herstellbar.
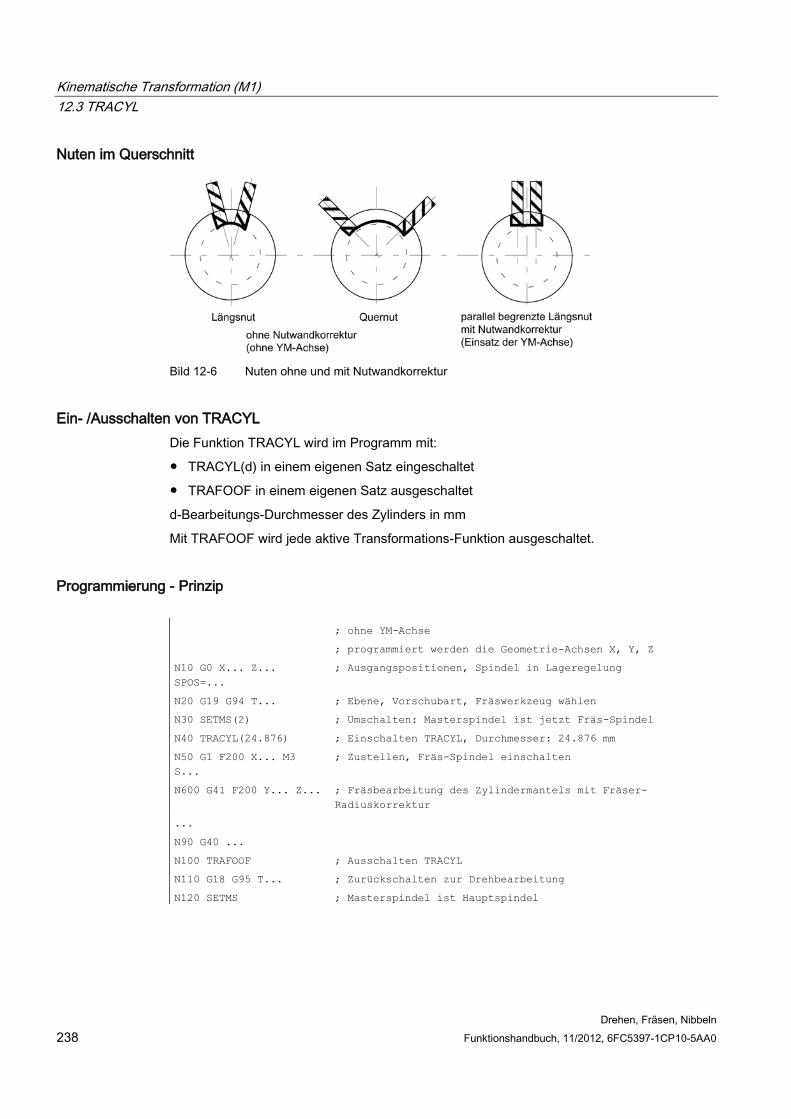
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln 238 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nuten im Querschnitt
Bild 12-6 Nuten ohne und mit Nutwandkorrektur
Ein- /Ausschalten von TRACYL Die Funktion TRACYL wird im Programm mit:
● TRACYL(d) in einem eigenen Satz eingeschaltet
● TRAFOOF in einem eigenen Satz ausgeschaltet
d-Bearbeitungs-Durchmesser des Zylinders in mm
Mit TRAFOOF wird jede aktive Transformations-Funktion ausgeschaltet.
Programmierung - Prinzip ; ohne YM-Achse
; programmiert werden die Geometrie-Achsen X, Y, Z
N10 G0 X... Z... SPOS=...
; Ausgangspositionen, Spindel in Lageregelung
N20 G19 G94 T... ; Ebene, Vorschubart, Fräswerkzeug wählen
N30 SETMS(2) ; Umschalten: Masterspindel ist jetzt Fräs-Spindel
N40 TRACYL(24.876) ; Einschalten TRACYL, Durchmesser: 24.876 mm
N50 G1 F200 X... M3 S...
; Zustellen, Fräs-Spindel einschalten
N600 G41 F200 Y... Z... ; Fräsbearbeitung des Zylindermantels mit Fräser-Radiuskorrektur
...
N90 G40 ...
N100 TRAFOOF ; Ausschalten TRACYL
N110 G18 G95 T... ; Zurückschalten zur Drehbearbeitung
N120 SETMS ; Masterspindel ist Hauptspindel
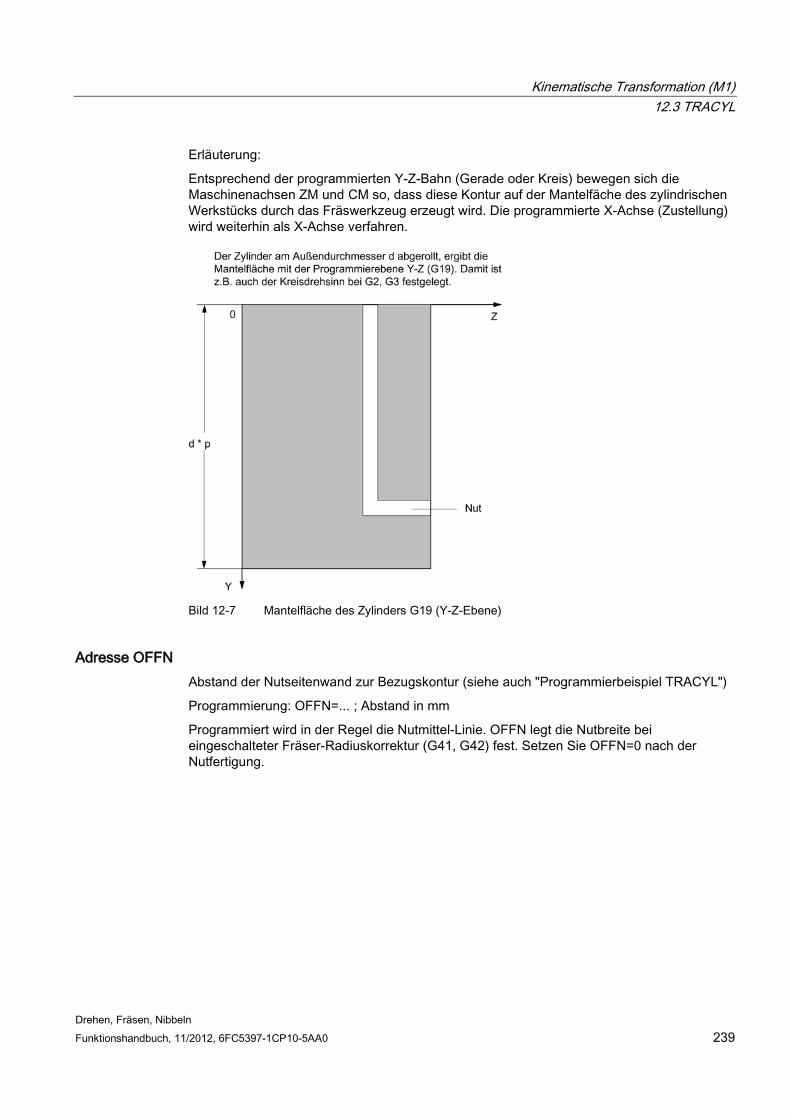
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 239
Erläuterung:
Entsprechend der programmierten Y-Z-Bahn (Gerade oder Kreis) bewegen sich die Maschinenachsen ZM und CM so, dass diese Kontur auf der Mantelfäche des zylindrischen Werkstücks durch das Fräswerkzeug erzeugt wird. Die programmierte X-Achse (Zustellung) wird weiterhin als X-Achse verfahren.
Bild 12-7 Mantelfläche des Zylinders G19 (Y-Z-Ebene)
Adresse OFFN Abstand der Nutseitenwand zur Bezugskontur (siehe auch "Programmierbeispiel TRACYL")
Programmierung: OFFN=... ; Abstand in mm
Programmiert wird in der Regel die Nutmittel-Linie. OFFN legt die Nutbreite bei eingeschalteter Fräser-Radiuskorrektur (G41, G42) fest. Setzen Sie OFFN=0 nach der Nutfertigung.
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln 240 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
12.3.2 Projektierung TRACYL
Allgemeines Die Transformations-Funktion TRACYL wird über Maschinendaten-Einstellungen projektiert.
Hinweis
In der "Toolbox" für SINUMERIK 802D wird eine Datei mit voreingestellten Maschinendaten angeboten. Durch Spezifizierung der Werte und Laden dieser Datei in die Steuerung wird eine schnelle Inbetriebnahme von TRACYL möglich.
Allgemeine Maschinendaten Die Namen der Maschinenachsen, Kanalachsen und Geometrieachsen werden aus den allgemeinen Maschinendaten ($MN_AXCONF...) und kanalspezifischen Maschinendaten ($MC_AXCONF...) auch für eine Transformation verwendet.
Die in MD20050 AXCONF_GEOAX_ASSIGN_TAB getroffenen Geometrieachs-Zuordnungen gelten nur bei ausgeschalteter Transformation. Für eine Transformation werden extra Zuordnungen getroffen.
Hinweis
Für Transformationen müssen die vergebenen Maschinenachsnamen, Kanalachsnamen und Geometrieachsnamen unterschiedlich sein: • MD10000 AXCONF_MACHAX_NAME_TAB • MD20080 AXCONF_CHANAX_NAME_TAB • MD20060 AXCONF_GEOAX_NAME_TAB
Ausnahme bei TRACYL: Die Achsnamen von MD20060 und MD20080 (Geometrie- und Kanalachsen) können für die Transformation TRACYL gleich lauten (z.B.: X, Y, Z), wenn es außerhalb der Transformation keine Y-Achse gibt. Dies ist gewöhnlich bei Drehmaschinen der Fall.
Maschinendaten für Transformationen MD24100 TRAFO_TYPE_1 Def. für 1. Transformation TRACYL *) MD24110 TRAFO_AXES_IN_1[n] Kanalachsen für Transformation 1 MD24120 TRAFO_GEOAX_ASSIGN_TAB_1[n] Geometrie-Achsen für Transformation 1 MD24200 TRAFO_TYPE_2 Def. für 2. Transformation TRACYL *) MD24210 TRAFO_AXES_IN_2[n] Kanalachsen für Transformation 2 MD24220 TRAFO_GEOAX_ASSIGN_TAB_2[n] Geometrie-Achsen für Transformation 2 *) =512/513 ohne/mit YM-Achse
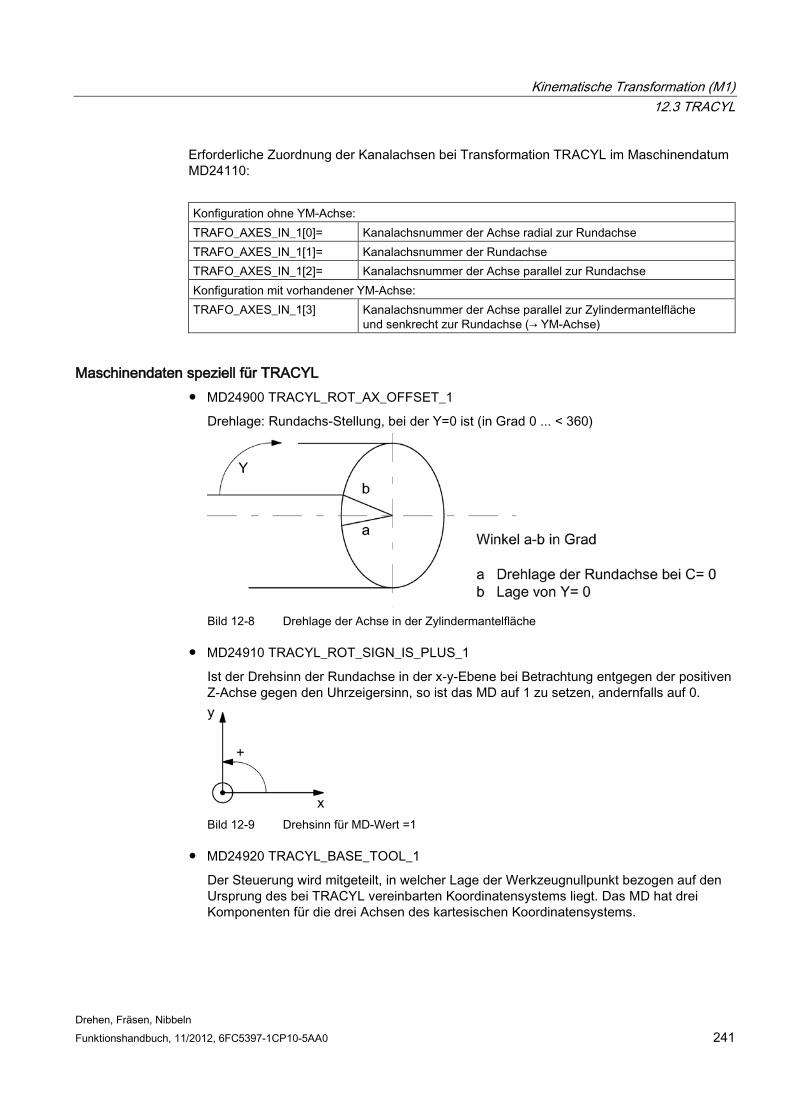
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 241
Erforderliche Zuordnung der Kanalachsen bei Transformation TRACYL im Maschinendatum MD24110:
Konfiguration ohne YM-Achse: TRAFO_AXES_IN_1[0]= Kanalachsnummer der Achse radial zur Rundachse TRAFO_AXES_IN_1[1]= Kanalachsnummer der Rundachse TRAFO_AXES_IN_1[2]= Kanalachsnummer der Achse parallel zur Rundachse Konfiguration mit vorhandener YM-Achse: TRAFO_AXES_IN_1[3] Kanalachsnummer der Achse parallel zur Zylindermantelfläche
und senkrecht zur Rundachse (→ YM-Achse)
Maschinendaten speziell für TRACYL ● MD24900 TRACYL_ROT_AX_OFFSET_1
Drehlage: Rundachs-Stellung, bei der Y=0 ist (in Grad 0 ... < 360)
Bild 12-8 Drehlage der Achse in der Zylindermantelfläche
● MD24910 TRACYL_ROT_SIGN_IS_PLUS_1
Ist der Drehsinn der Rundachse in der x-y-Ebene bei Betrachtung entgegen der positiven Z-Achse gegen den Uhrzeigersinn, so ist das MD auf 1 zu setzen, andernfalls auf 0.
Bild 12-9 Drehsinn für MD-Wert =1
● MD24920 TRACYL_BASE_TOOL_1
Der Steuerung wird mitgeteilt, in welcher Lage der Werkzeugnullpunkt bezogen auf den Ursprung des bei TRACYL vereinbarten Koordinatensystems liegt. Das MD hat drei Komponenten für die drei Achsen des kartesischen Koordinatensystems.
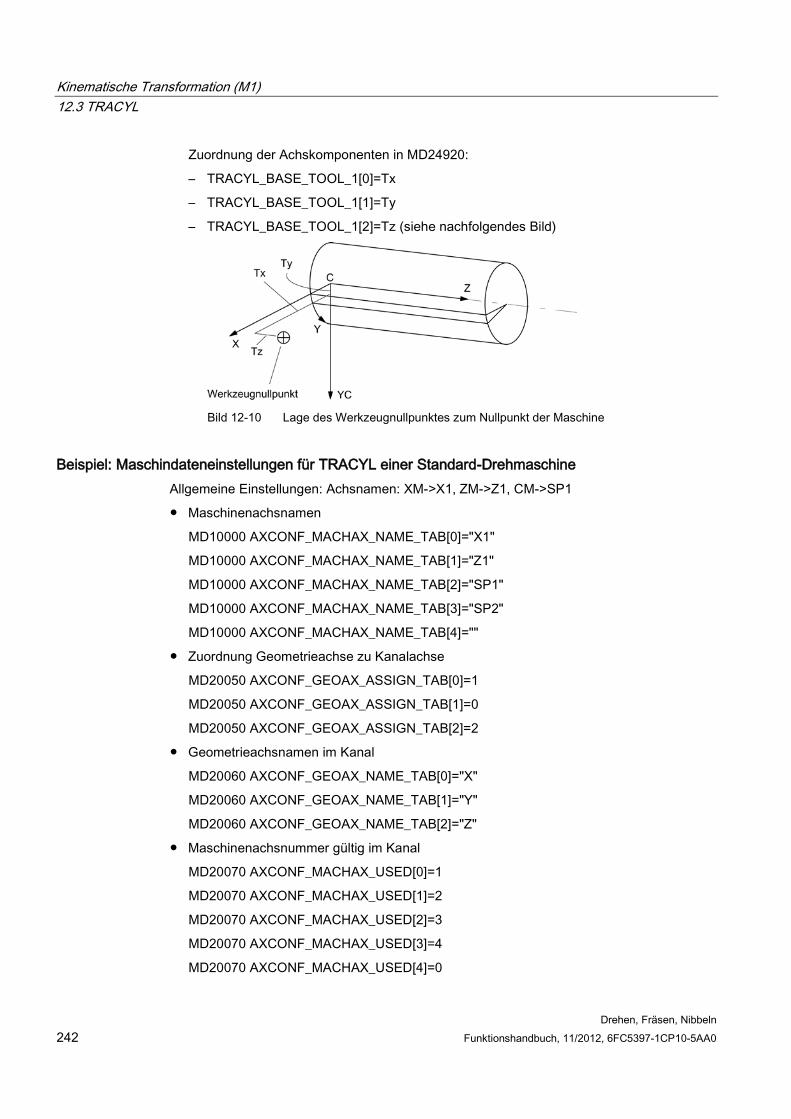
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln 242 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Zuordnung der Achskomponenten in MD24920:
– TRACYL_BASE_TOOL_1[0]=Tx
– TRACYL_BASE_TOOL_1[1]=Ty
– TRACYL_BASE_TOOL_1[2]=Tz (siehe nachfolgendes Bild)
Bild 12-10 Lage des Werkzeugnullpunktes zum Nullpunkt der Maschine
Beispiel: Maschindateneinstellungen für TRACYL einer Standard-Drehmaschine Allgemeine Einstellungen: Achsnamen: XM->X1, ZM->Z1, CM->SP1
● Maschinenachsnamen
MD10000 AXCONF_MACHAX_NAME_TAB[0]="X1"
MD10000 AXCONF_MACHAX_NAME_TAB[1]="Z1"
MD10000 AXCONF_MACHAX_NAME_TAB[2]="SP1"
MD10000 AXCONF_MACHAX_NAME_TAB[3]="SP2"
MD10000 AXCONF_MACHAX_NAME_TAB[4]=""
● Zuordnung Geometrieachse zu Kanalachse
MD20050 AXCONF_GEOAX_ASSIGN_TAB[0]=1
MD20050 AXCONF_GEOAX_ASSIGN_TAB[1]=0
MD20050 AXCONF_GEOAX_ASSIGN_TAB[2]=2
● Geometrieachsnamen im Kanal
MD20060 AXCONF_GEOAX_NAME_TAB[0]="X"
MD20060 AXCONF_GEOAX_NAME_TAB[1]="Y"
MD20060 AXCONF_GEOAX_NAME_TAB[2]="Z"
● Maschinenachsnummer gültig im Kanal
MD20070 AXCONF_MACHAX_USED[0]=1
MD20070 AXCONF_MACHAX_USED[1]=2
MD20070 AXCONF_MACHAX_USED[2]=3
MD20070 AXCONF_MACHAX_USED[3]=4
MD20070 AXCONF_MACHAX_USED[4]=0
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 243
● Kanalachsname im Kanal
MD20080 AXCONF_CHANAX_NAME_TAB[0]="X"
MD20080 AXCONF_CHANAX_NAME_TAB[1]="Z"
MD20080 AXCONF_CHANAX_NAME_TAB[2]="C"
MD20080 AXCONF_CHANAX_NAME_TAB[3]="SP2"
MD20080 AXCONF_CHANAX_NAME_TAB[4]=""
● Löschstellung der Masterspindel im Kanal
MD20090 SPIND_DEF_MASTER_SPIND=1
Transformationstyp TRACYL für 2. Transformation:
● ohne Nutwandkorrektur (keine YM-Achse)
MD24100 TRAFO_TYPE_2=512
● Achszuordnung im Kanal
MD24110 TRAFO_AXES_IN_2[0]=1
MD24110 TRAFO_AXES_IN_2[1]=3
MD24110 TRAFO_AXES_IN_2[2]=2
MD24110 TRAFO_AXES_IN_2[3]=0
MD24110 TRAFO_AXES_IN_2[4]=0
● Zuordnung Geometrieachsen zu Kanalachsen
MD24120 TRAFO_GEOAX_ASSIGN_TAB_2[0]=1
MD24120 TRAFO_GEOAX_ASSIGN_TAB_2[1]=3
MD24120 TRAFO_GEOAX_ASSIGN_TAB_2[2]=2
spezielle TRACYL-Einstellungen:
● Offset der Rundachse
MD24800 TRACYL_ROT_AX_OFFSET_1=0
● Vorzeichen der Rundachse
MD24810 TRACYL_ROT_SIGN_IS_PLUS_1=1
● Vektor des Basiswerkzeugs
MD24820 TRACYL_BASE_TOOL_1[0]=0
MD24820 TRACYL_BASE_TOOL_1[1]=0
MD24820 TRACYL_BASE_TOOL_1[2]=0
Settingdaten zur Sonderbehandlung der Werkzeugkorrektur (nur bei Bedarf):
● Wechsel der Werkzeuglängenkomponenten bei Ebenenwechsel
SD42940 TOOL_LENGTH_CONST=18
● Zuordnung der Werkzeuglängenkompensation unabhängig vom Werkzeugtyp
SD42950 TOOL_LENGTH_TYPE=2

Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln 244 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Einstellungen für 2. Spindel (Fräs-Spindel der Drehmaschine):
● MD30300 IS_ROT_AX[AX4]=1
● MD30310 ROT_IS_MODULO[AX4]=1
● MD30320 DISPLAY_IS_MODULO[AX4]=1
● MD35000 SPIND_ASSIGN_TO_MACHAX[AX4]=2
● SD43300 ASSIGN_FEED_PER_REV_SOURCE[AX4]=0
Hinweis
Fräswerkzeuge auf Drehmaschinen können bezüglich der Längenkorrektur einer Sonderbehandlung unterzogen werden.
SieheKapitel "Werkzeug: Korrektur und Überwachung (W1)"
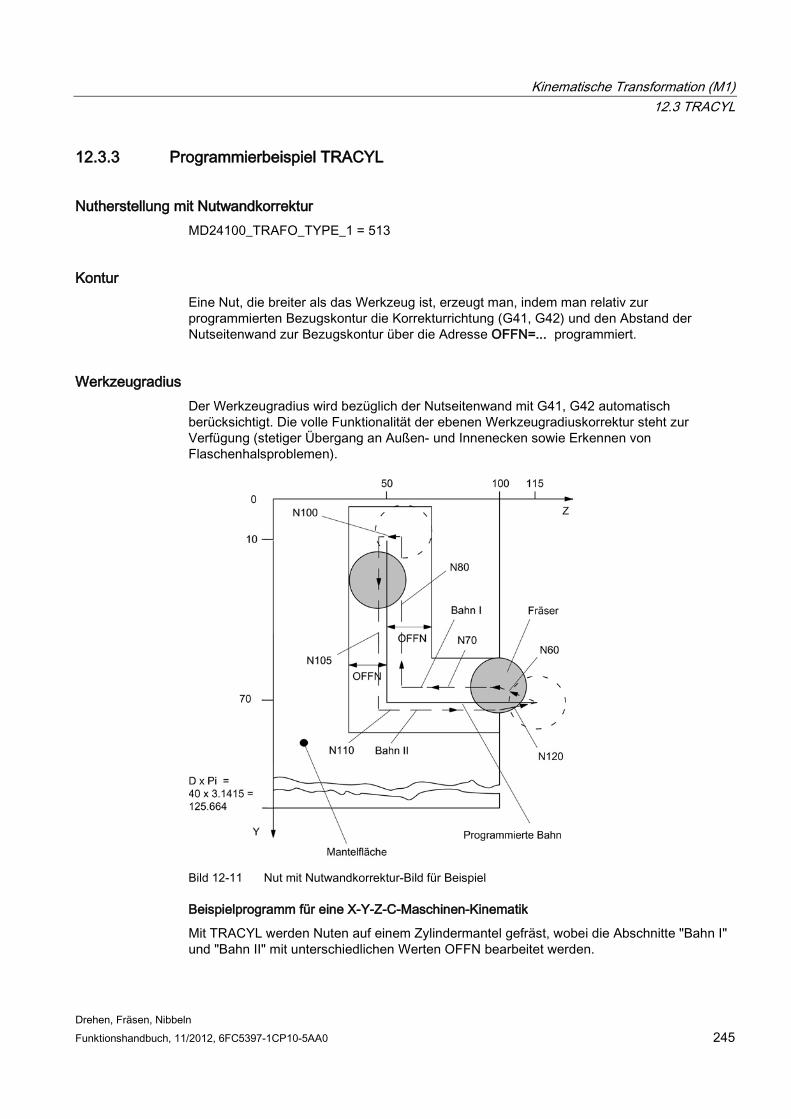
Kinematische Transformation (M1) 12.3 TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 245
12.3.3 Programmierbeispiel TRACYL
Nutherstellung mit Nutwandkorrektur MD24100_TRAFO_TYPE_1 = 513
Kontur Eine Nut, die breiter als das Werkzeug ist, erzeugt man, indem man relativ zur programmierten Bezugskontur die Korrekturrichtung (G41, G42) und den Abstand der Nutseitenwand zur Bezugskontur über die Adresse OFFN=... programmiert.
Werkzeugradius Der Werkzeugradius wird bezüglich der Nutseitenwand mit G41, G42 automatisch berücksichtigt. Die volle Funktionalität der ebenen Werkzeugradiuskorrektur steht zur Verfügung (stetiger Übergang an Außen- und Innenecken sowie Erkennen von Flaschenhalsproblemen).
Bild 12-11 Nut mit Nutwandkorrektur-Bild für Beispiel
Beispielprogramm für eine X-Y-Z-C-Maschinen-Kinematik
Mit TRACYL werden Nuten auf einem Zylindermantel gefräst, wobei die Abschnitte "Bahn I" und "Bahn II" mit unterschiedlichen Werten OFFN bearbeitet werden.

Kinematische Transformation (M1) 12.4 Besonderheiten bei TRANSMIT und TRACYL
Drehen, Fräsen, Nibbeln 246 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
CC ist der Kanalachsname der Rundachse, Fräser-Radius von T1, D1: 8,345 mm
N1 SPOS=0 ; Übernahme der Spindel in Lageregelung
; (nur für Drehmaschinen)
N5 T1 D1 ; Werkzeuganwahl
N10 G500 G0 G64 X50 Y0 Z115 CC=200 DIAMOF
; Positionieren der Maschine, Y in Drehmitte
N20 TRACYL(40) ; Transformationsanwahl, Bezugsdurchmesser für ; Mantel: 40mm
N30 G19 G90 G94 G1 F500 ; Bearbeitungsebene ist Zylindermantelfläche Y/Z
N40 OFFN=12.35 Y70 Z115 ; Nutwandabstand festlegen, Anfangsposition, ; Y jetzt Trafo-Achse
N50 X20 M2=3 S2=300 ; Werkzeug auf Nutgrund zustellen, ; Fräs-Spindel einschalten
; Anfahren der Nutwand:
N60 G1 G42 Y70 Z100 ; WRK-Anwahl zum Anfahren der Nutwand
; Fertigen des Nutabschnittes Bahn I:
N70 Z50 ; Nutteil parallel zur Zylinderebene
N80 Y10 ; Nutteil parallel zum Umfang
N90 OFFN=11.5 ; Nutwandabstand ändern
; Fertigen des Nutabschnittes Bahn II:
N100 G1 G42 Y10 Z50 ; WRK-Anwahl zum Anfahren der Nutwand für Bahn II
N105 Y70 ; Nutteil parallel zum Umfang
N110 Z100 ; zum Ausgangswert zurück
; Abfahren von der Nutwand:
N120 G1 G40 Y70 Z115 ; WRK-Abwahl, Wegfahren von der Nutwand
N130 G0 X25 M2=5 ; Abheben, Fräs-Spindel Halt
N140 TRAFOOF ; TRACYL ausschalten
N150 G0 X50 Y0 Z115 CC=200 OFFN=0 ; zum Ausgangspunkt zurück
N160 M30
Kinematische Transformation (M1) 12.4 Besonderheiten bei TRANSMIT und TRACYL
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 247
12.4 Besonderheiten bei TRANSMIT und TRACYL
POWER ON / RESET Für das Verhalten nach POWER ON bzw. RESET (Programmende) sind die hinterlegten Einstellungen in folgenden Maschinendaten bestimmend:
● MD20110 RESET_MODE_MASK (Zugriff auf dieses MD nur in Schutzstufe 1/1)
● MD20140 TRAFO_RESET_VALUE (Aktive Transformation nach RESET).
Bei Anwahl beachten ● Werkzeugradiuskorrektur muss abgewählt sein (G40).
● Der vor TRANSMIT/TRACYL wirksame Frame wird von der Steuerung abgewählt. (G500).
● Eine aktive Arbeitsfeldbegrenzung wird für die von der Transformation betroffenen Achsen von der Steuerung abgewählt (WALIMOF).
● Bahnsteuerbetrieb und Überschleifen werden unterbrochen.
● Ein angewiesener Bewegungszwischensatz mit Fase oder Radius wird nicht eingefügt.
Bei Abwahl beachten ● Werkzeugradiuskorrektur muss abgewählt sein (G40).
● Bahnsteuerbetrieb und Überschleifen werden unterbrochen.
● Ein angewiesener Bewegungszwischensatz mit Fase oder Radius wird nicht eingefügt.
● Nach Abwahl TRANSMIT/TRACYL sind Nullpunktverschiebungen (Frame) und alle Einstellungen für eine Drehbearbeitung neu zu setzen.
Betriebsarten, Betriebsartenwechsel ● Das Abarbeiten des Programms mit TRANSMIT/TRACYL erfolgt in AUTOMATIK.
● Ein Unterbrechen des AUTOMATIK-Betriebes und wechseln nach JOG ist möglich. Bei Rückkehr nach AUTOMATIK hat der Bediener für das problemlose Rückpositionieren des Werkzeuges Sorge zu tragen.
● Referieren der Achsen mit aktiver Transformation ist nicht möglich.
Kinematische Transformation (M1) 12.5 Datenlisten
Drehen, Fräsen, Nibbeln 248 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
12.5 Datenlisten
12.5.1 Maschinendaten Nummer Bezeichner Name kanalspezifisch 20110 RESET_MODE_MASK Festlegung der Steuerungsgrundstellung nach Hochlauf und
RESET/Teileprogrammende (Zugriff nur in Schutzstufe 1/1) 20140 TRAFO_RESET_VALUE Grundstellung : Transformation aktiv nach Reset 22534 TRAFO_CHANGE_M_CODE M-Code bei Transformationsumschaltung der Geometrieachsen 24100 TRAFO_TYP_1 Art der 1. Transformation evtl. mit Achsfolge 24110 TRAFO_AXES_IN_1 Achszuordnung am Eingang der 1. Transformation 24120 TRAFO_GOEAX_ASSIGN_TAB_1 Zuordnung Geo.-Achsen bei 1. Transf. 24200 TRAFO_TYP_2 Art der 2. Transformation evtl. mit Achsfolge 24210 TRAFO_AXES_IN_2 Achszuordnung am Eingang der 2. Transformation 24220 TRAFO_GOEAX_ASSIGN_TAB_2 Zuordnung Geo.-Achsen bei 2. Transf. 24800 TRACYL_ROT_AX_OFFSET_1 Abweichung der Rundachse von Nullstellung in Grad (1. TRACYL ) 24810 TRACYL_ROT_SIGN_IS_PLUS_1 Vorzeichen der Rundachse bei TRACYL (1. TRACYL) 24820 TRACYL_BASE_TOOL_1 Abstand des Werkzeugnullpunktes vom Ursprung d. Geo. Achsen (1.
TRACYL) 24900 TRANSMIT_ROT_AX_OFFSET_1 Abweichung der Rundachse von Nullstellung in Grad (1. TRANSMIT) 24910 TRANSMIT_ROT_SIGN_IS_PLUS_1 Vorzeichen der Rundachse bei TRANSMIT (1. TRANSMIT) 24911 TRANSMIT_POL_SIDE_FIX_1 Einschränkung des Arbeitsbereiches vor/hinter dem Pol, 1.
Transformation 24920 TRANSMIT_BASE_TOOL_1 Abstand des Werkzeugnullpunktes vom Ursprung d. Geo. Achsen (1.
TRANSMIT)
12.5.2 Nahtstellensignale Nummer .Bit Name kanalspezifisch V3800 0001 .6 Transformation aktiv
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 249
Messen (M5) 13 13.1 Kurzbeschreibung
Kanalspezifisches Messen In einem Teileprogrammsatz wird ein Messmodus (mit oder ohne Restweglöschen) programmiert. Zusätzlich wird ein Triggerereignis (Flanke des Messtasters), das den Messvorgang auslösen soll, festgelegt. Die Anweisungen gelten für alle in diesem Satz programmierten Achsen. Das Programm mit dem Messvorgang wird in der Betriebsart AUTOMATIK abgearbeitet und kann zur Werkstück- oder Werkzeugmessung eingesetzt werden.
Werkzeugmessen in JOG Speziell zum Ausmessen von Werkzeugen auf Dreh- oder Fräsmaschinen ist bei SINUMERIK 802D eine bedienerunterstützende Führung des Messablaufes in der Betriebsart JOG vorhanden. In diesem Ablauf ist das kanalspezifische Messen integriert. Im PLC-Anwenderprogramm muss die erforderliche Funktionalität enthalten sein. Am Ende des Messablaufes stehen die gemessenen Korrekturwerte des Werkzeuges im Werkzeugkorrekturspeicher zur Verfügung.
Die genauen Bedienhandlungen sind enthalten in:
Literatur:
/BP_/ Bedienen und Programmieren
13.2 Hardwarevoraussetzungen
13.2.1 Verwendbare Messtaster
Allgemeines Zur Erfassung von Werkzeug- und Werkstückabmessungen wird ein schaltender Messtaster benötigt, der bei Auslenkung ein konstantes Signal (keinen Impuls) liefert.
Der Messtaster muss nahezu prellfrei schalten. Dies ist im Allgemeinen durch eine mechanische Justierung des Tasters möglich.
Auf dem Markt werden von verschiedenen Herstellern unterschiedliche Ausführungen von Messtastern angeboten. Die Messtaster werden daher nach der Anzahl der Richtungen, in die ein Messtaster ausgelenkt werden kann, in drei Gruppen unterteilt (siehe folgendes Bild).
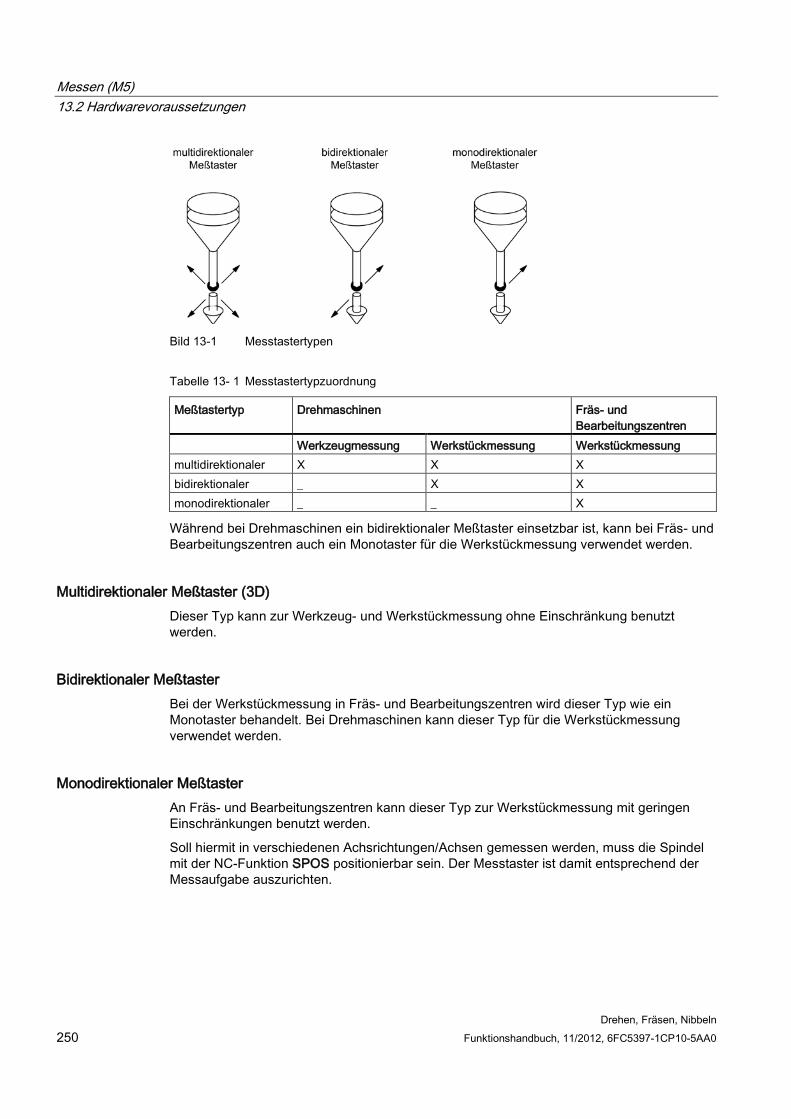
Messen (M5) 13.2 Hardwarevoraussetzungen
Drehen, Fräsen, Nibbeln 250 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 13-1 Messtastertypen
Tabelle 13- 1 Messtastertypzuordnung
Meßtastertyp Drehmaschinen Fräs- und Bearbeitungszentren
Werkzeugmessung Werkstückmessung Werkstückmessung multidirektionaler X X X bidirektionaler _ X X monodirektionaler _ _ X
Während bei Drehmaschinen ein bidirektionaler Meßtaster einsetzbar ist, kann bei Fräs- und Bearbeitungszentren auch ein Monotaster für die Werkstückmessung verwendet werden.
Multidirektionaler Meßtaster (3D) Dieser Typ kann zur Werkzeug- und Werkstückmessung ohne Einschränkung benutzt werden.
Bidirektionaler Meßtaster Bei der Werkstückmessung in Fräs- und Bearbeitungszentren wird dieser Typ wie ein Monotaster behandelt. Bei Drehmaschinen kann dieser Typ für die Werkstückmessung verwendet werden.
Monodirektionaler Meßtaster An Fräs- und Bearbeitungszentren kann dieser Typ zur Werkstückmessung mit geringen Einschränkungen benutzt werden.
Soll hiermit in verschiedenen Achsrichtungen/Achsen gemessen werden, muss die Spindel mit der NC-Funktion SPOS positionierbar sein. Der Messtaster ist damit entsprechend der Messaufgabe auszurichten.
Messen (M5) 13.3 Kanalspezifisches Messen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 251
Schaltverhalten Über das MD13200 MEAS_PROBE_LOW_ACTIVE[0] ist der Signalpegel des angeschlossenen Messtasters (ausgelenkter/nicht ausgelenkter Zustand) der Steuerung bekanntzugeben.
13.2.2 Messtasteranschluss Der Anschluss des Messtasters für die SINUMERIK 802D sl erfolgt an den Klemmen von X20. Die genaue Belegung wird durch das verwendete Makro bestimmt. Damit werden alle Messeingänge der Achs-Antriebsbaugruppen bedient, deren Achsen am Messen beteiligt sind. Es ist eine externe Spannung (24 V) für den Messtaster zu verwenden deren Bezugspotential auf X20 Pin 12 zu legen ist.
Für eine optimale Störfestigkeit beim Anschluss von Messtastern ist die Verwendung geschirmter Leitungen erforderlich.
Literatur:
/BA/ Betriebsanleitung, Kapitel "Projektierung von SINAMICS S120 mit 802D sl"
13.3 Kanalspezifisches Messen
13.3.1 Messmodus
Messbefehle MEAS und MEAW Die Aktivierung des Messvorganges erfolgt aus dem Teileprogramm. Es wird ein Triggerereignis und ein Messmodus programmiert. Zwischen zwei Messmodi wird unterschieden:
● MEAS: Messen mit Restweglöschen
Beispiel: N10 G1 F300 X300 Z200 MEAS=-1
Triggerereignis ist die fallende Flanke (-) des Messtasters 1: vom ausgelenkten zum nicht ausgelenkten Zustand.
● MEAW: Messen ohne Restweglöschen
Beispiel: N20 G1 F300 X300 Y100 MEAW=1
Triggerereignis ist die steigende Flanke des Messtasters 1: vom nicht ausgelenkten zum ausgelenkten Zustand.
Der Messsatz ist beendet, wenn das Messtastersignal gekommen ist oder die programmierte Position erreicht ist. Der Messauftrag ist mit RESET abbrechbar.
Messen (M5) 13.3 Kanalspezifisches Messen
Drehen, Fräsen, Nibbeln 252 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Literatur:
/BP_/ Bedienen und Programmieren
Hinweis
Ist in einem Messsatz eine Geometrieachse (Achse im WKS) programmiert, werden die Messwerte für alle aktuellen Geometrieachsen abgelegt.
13.3.2 Messergebnisse
Messergebnisse lesen im Programm Die Ergebnisse des Messbefehls sind im Teileprogramm über Systemvariablen lesbar.
● Systemvariable $AC_MEA[1]
Statussignal des Messauftrages abfragen.
Die Variable wird zu Beginn einer Messung gelöscht. Sobald der Messtaster das Auslösekriterium erreicht (steigende oder fallende Flanke), wird die Variable gesetzt. Damit kann im Teileprogramm die Durchführung des Messauftrages kontrolliert werden.
● Systemvariable $AA_MM[Achse]
Zugriff auf das Messergebnis im Maschinenkoordinatensystem. Lesen im Teileprogramm. <Achse> steht für den Namen der Messachse (X, Y, ...).
● Systemvariable $AA_MW[Achse]
Zugriff auf das Messergebnis im Werkstückkoordinatensystem. Lesen im Teileprogramm. <Achse> steht für den Namen der Messachse (X, Y, ...).
Literatur:
/BP_/ Bedienen und Programmieren
PLC-Service-Anzeige Über das Menü "PLC-Status" im Bedienbereich "System" → "PLC" kann das Messsignal kontrolliert werden:
NST "Messtaster 1 betätigt" (V2700 0001.0).
Mit dem NST "Messung aktiv" (V390x 0002.3) wird der augenblickliche Messstatus der Achse angezeigt (Messsatz mit dieser Achse läuft).
Messen (M5) 13.4 Messgenauigkeit und Prüfung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 253
13.4 Messgenauigkeit und Prüfung
13.4.1 Messgenauigkeit
Genauigkeit Die Laufzeit des Messsignals ist durch die eingesetzte Hardware vorgegeben. Die Verzögerungszeiten liegen im µs-Bereich plus der Reaktionszeit des Messtasters.
Die Messunsicherheit ergibt sich zu: Messunsicherheit = Laufzeit Messsignal x Verfahrgeschwindigkeit
Korrekte Ergebnisse können nur bei Verfahrgeschwindigkeiten gewährleistet werden, bei denen nicht mehr als 1 Triggersignal pro Lagereglertakt eintrifft.
13.4.2 Messtaster-Funktionsprüfung
Beispiel Funktionsprüfung Die Funktionsprüfung des Messtasters erfolgt günstig über ein NC-Programm.
%_N_PRUEF_MESSTASTER_MPF ; Prüfprogramm Messtasteranschaltung
N10 R10 ; Merker für Ansteuerungszustand
N20 R11 MESSWERT_IN_X
N30 T1 D1 ; Werkzeugkorrektur für Messtaster vorwählen
N40 ANF: G0 G90 X0 F150 ; Startposition und Messgeschwindigkeit
N50 MEAS=1 G1 X100 ; Messung am Messeingang 1 in der X-Achse
N60 STOPRE
N70 R10=$AC_MEA[1] ; Schaltsignal am 1. Messeingang lesen
N80 IF R10==0 GOTOF FEHL1 ; Auswertung des Signals
N90 R11=$AA_MW[X] ; Messwert in Werkstückkoordinaten einlesen
N95 M0
N100 M2
N110 FEHL1: MSG ; Messtaster schaltet nicht!
N120 M0
N130 M2
Beispiel Wiederholgenauigkeit Mit dem Programm kann die Messstreuung (Wiederholgenauigkeit) des gesamten Messsystems (Maschine-Messtaster-Signalübertragung) ermittelt werden.
Im Beispiel wird in der X-Achse 10mal gemessen und der Messwert in Werkstückkoordinaten aufgenommen.
Messen (M5) 13.4 Messgenauigkeit und Prüfung
Drehen, Fräsen, Nibbeln 254 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Es können die sog. "zufallsbedingten Maßabweichungen" festgestellt werden, die keinem Trend unterliegen.
%_N_PRUEF_GENAU_MPF
N05 R11 ; Schaltsignal
N06 R12=1 ; Zähler
N10 R1 bis R10 ; MESSWERT_IN_X
N15 T1 D1 ; Anfangsbedingungen, Werkzeugkorrektur für ; Messtaster vorwählen
N20 ANF: G0 X0 F150 ; Vorpositionieren in der Messachse
N25 MEAS=+1 G1 X100 ; Messung am 1. Messeingang bei steigender ; Schaltflanke, in der X-Achse
N30 STOPRE ; Stop Dekodierung zur nachfolgenden Auswertung des ; Ergebnisses (wird beim Lesen von MEA automatisch ; ausgeführt)
N35 R11= $AC_MEA[1] ; Schaltsignal am 1. Messeingang lesen
N37 IF R11==0 GOTOF FEHL1 ; Schaltsignal prüfen
N40 R[R12]=$AA_MW[X] ; Messwert in Werkstückkoordinaten lesen
N50 R12=R12+1
N60 IF R12<11 GOTOB ANF ; Wiederholung 10 mal
N65 M0
N70 M02
N80 FEHL1: MSG ; Messtaster schaltet nicht
N90 M0
N95 M02
Nach Anwahl der Parameteranzeige können die Messergebnisse R1 bis R10 abgelesen werden.
Messen (M5) 13.5 Werkzeugmessen in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 255
13.5 Werkzeugmessen in JOG
Messprinzip Das eingesetzte Werkzeug wird vom Bediener in der Betriebsart JOG mit den Verfahrtasten oder Handrad auf den Messtaster gefahren. Beim Schalten des Messtasters wird die Bewegung automatisch gestoppt, intern in die Betriebsart AUTOMATIK geschaltet und ein Messprogramm gestartet. Das Messprogramm steuert den eigentlichen Messvorgang mit einem zweiten Anfahren des Messtasters und weiterer Positionierung. Am Ende sind die Werkzeugkorrekturen eingetragen und es ist wieder die Betriebsart JOG aktiv.
Vorteil: Die eingetragenen Korrekturwerte vor dem Messen des Werkzeuges können vollkommen von den tatsächlichen Werten abweichen. Die Werkzeuge müssen nicht "vorgemessen" sein.
Hinweis
Es erfolgt keine Verschleißmessung sondern stets ein "Neuvermessen " des Werkzeuges.
In der Betriebsart JOG stehen dem Bediener Softkeys und Masken für Eingaben zur Verfügung. Dies unterstützt ihn beim Werkzeugmessen.
Literatur:
/BP_/ Bedienen und Programmieren
Hinweis
Das PLC-Anwenderprogramm muss mit den erforderlichen Abläufen erstellt werden. Erst dann ist die Funktionalität verfügbar.
Das Anfahren des Messtasters muss mit äußerster Vorsicht erfolgen. Die Messtaster verfügen nur über einen begrenzten Auslenkweg. Bei Überschreitung erfolgt eine Beschädigung oder Zerstörung! Die Angaben des Herstellers sind einzuhalten!
Insbesondere ist die Anfahrgeschwindigkeit derart zu reduzieren, dass ein rechtzeitiges Anhalten stets gewährleistet ist. "Eilgangsüberlagerung" darf nicht aktiv sein.
Die angebotenen Masken und der Ablauf sind abhängig von der Technologie. Entsprechend sind folgende eingesetzte Werkzeugtypen messbar:
Technologie Drehen ● Drehmeißel (Geometrie-Länge 1 und -Länge 2)
● Bohrer (Geometrie-Länge 1)
Technologie Fräsen ● Fräser (Geometrie-Länge 1 und Geometrie-Radius)
● Bohrer (Geometrie-Länge 1)
Messen (M5) 13.5 Werkzeugmessen in JOG
Drehen, Fräsen, Nibbeln 256 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Werkzeugkorrekturen In den Masken sind zunächst das aktive Werkzeug T und die aktive Korrekturnummer D für das Ziel des Messergebniseintrags enthalten. Von PLC kann über die Nahtstelle ein anderes Werkzeug T vorgegeben werden oder der Bediener trägt in die Masken ein anderes Werkzeug T und/oder Korrekturnummer D ein.
Hinweis
Wurde ein anderes Werkzeug oder Korrekturnummer als die aktiven Werte eingetragen, dann muss bei einem Arbeiten nach dem Messen mit diesem Werkzeug/Werkzeugkorrekturen dieses der NC erst bekannt gemacht werden, z. B. durch Programmierung und Start in der Betriebsart MDA. Nur dann kann die Steuerung die richtigen Werkzeugkorrekturen verrechnen.
Eine durch Messung ermittelte Längenkorrektur wird automatisch in die Komponente "Geometrie" der aktiven/angegebenen Werkzeugkorrektur D des aktiven/angegebenen Werkzeuges eingetragen und die zugehörigen Komponenten "Verschleiß" und "Adapter" gelöscht.
Beim Messen des Fräserradius wird davon ausgegangen, dass kein weiterer Versatz in den Achsen der Ebene des Fräserradius vorliegt (Werte in den Achsen von Komponente "Adapter" und Geometrie-Länge 2 und -Länge 3 gleich Null). Das Ergebnis für den Radius wird in die Komponente "Geometrie" eingetragen. Die zugehörigen Komponenten "Adapter" und "Verschleiß" beider Achsen der Ebene werden gelöscht.
Messtaster Der Messtaster zum Werkzeugmessen ist ein ortfester Taster oder er wird durch eine mechanische Vorrichtung in den Arbeitsraum geschwenkt. Bei rechteckiger Ausführung der Messtasterplatte sind die Kanten achsparallel auszurichten. Das eingesetzte Werkzeug/Kalibrierwerkzeug wird gegen den Messtaster gefahren. Vor der Ausführung einer Messung muss der Messtaster kalibriert sein. D. h., die genauen Messtasterschaltpunkte bezogen auf den Maschinennullpunkt müssen der Steuerung bekannt sein.
Vorbereitung, Messtaster kalibrieren ● Die Betriebsart JOG ist anzuwählen.
● Über die Softkey "Einstellungen" sind in das sich öffnende Fenster Werte einzugeben für:
Rückzugsebene, Sicherheitsabstand, JOG-Vorschub, variables Schrittmaß und Drehrichtung der Spindel für eine allgemeine Benutzung in JOG und für das Werkzeugmessen.
● Über eine weitere Softkey "Daten Messtaster" ist in das sich öffnende Fenster der Wert einzugeben für:
– Vorschub für das automatische Anfahren des Messtasters im Messprogramm
– Messtasterschaltpunkte (Die Werte werden beim Kalibrieren automatisch gesetzt.
Sind die genauen Werte bekannt, können diese per Hand eingegeben werden. Damit kann das Kalibrieren entfallen.)
Messen (M5) 13.5 Werkzeugmessen in JOG
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 257
● Über die Softkeys "Messen Werkzeug" -> "Abgleich Messtaster" und das sich öffnende Fenster wird der Ablauf zum Abgleich des Messtasters (Kalibrieren) geführt. Das eingesetzte Werkzeug ist hierbei das Kalibrierwerkzeug mit den genau bekannten und eingetragenen Abmessungen.
Bei der Technologie Fräsen ist das Kalibrierwerkzeug vom Typ "Fräser"; bei der Technologie Drehen vom Typ "Drehwerkzeug" mit Schneidenradius Null. Die eingetragene Schneidenlage wird hierbei nicht berücksichtigt.
Der interne Ablauf beim Kalibrieren ist der gleiche wie beim Messen. Die Messergebnisse werden jedoch in den Daten für die Messtasterschaltpunkte abgelegt - nicht in den Werkzeugkorrekturen.
Hinweis
Die internen NC-Programme zum Messen oder Kalibrieren sind so ausgelegt, dass mit steigender Flanke des Messtasters gemessen wird.
Ablauf Messen Die Betriebsart JOG ist angewählt. Der Messvorschub ist eingetragen. Der Messtaster ist kalibriert bzw. die genauen Messtasterschaltpunkte sind eingetragen.
● Über die Softkeys "Messen Werkzeug" und weitereren Softkeys, abhängig vom Werkzeugtyp, wird der Ablauf zum Messen geführt.
● Durch Betätigung der Softkey "Werkzeug Messen" wird von HMI an PLC das NST "Messen in JOG aktiv" (V1700 0003.7) übertragen. PLC kann über NST "T-Nummer für WZ-Messen in JOG" (VD1900 5004) an HMI eine andere T-Nummer als die aktive vorgeben. Schaltet der Messtaster beim Fahren der ausgewählten Achse auf den Messtaster, wird NST "Messtaster 1 aktiv" (V27000001.0) von NCK ausgegeben. Darauf wird von der PLC das NST "Vorschubsperre" (V3200 0006.0) gesetzt und NCK hält die Bewegung an. Die Vorschubsperre wird solange aufrechterhalten, solange in JOG eine Verfahrtaste gedrückt ist und NST "Messen in JOG aktiv" (V1700 0003.7) gesetzt ist. Anschließend gibt PLC NST "Reset" (V3000 000.7). Die Verfahrbewegung in JOG ist damit abgebrochen.
● HMI erkennt das Schalten des Messtasters und gibt nach Loslassen der Verfahrtaste an PLC (bei Handradfahren sofort) den Auftrag zum Umschalten der Betriebsart auf AUTOMATIK, NST "Betriebsart AUTOMATIK" (V1800 0000.0). Die PLC überträgt dies an den NCK (V3000 0000.0).
Die Betriebsart AUTOMATIK wird von NCK aktiv gesetzt (NST "Aktive Betriebsart AUTOMATIK" (V3100 0000.0)) und im Bildschirm von HMI angezeigt. PLC hebt NST "Vorschubsperre" (V3200 0006.0) auf. Im Weiteren gibt HMI das NST "Betriebsarten-Wechselsperre" (V1800 0000.4) an PLC. Hat PLC dieses Signal erkannt (steht nur einen PLC-Zyklus lang an), so setzt PLC das NST "Betriebsarten-Wechselsperre" (V3000 0000.4) an NCK.
Von HMI wurde in den NCK ein NC-Messprogramm geladen. Dieses wird jetzt aktiviert. In diesem Messprogramm werden automatisch die Anfahrrichtung auf den Messtaster und der Verfahrweg einschließlich Sicherheitsabstand berechnet.
HMI gibt an PLC den Auftrag zum Starten des Messprogrammes über NST " Start Messen in JOG" (V1800 0000.6). Die Signale im Bereich V1800 liegen nur einen PLC-
Messen (M5) 13.5 Werkzeugmessen in JOG
Drehen, Fräsen, Nibbeln 258 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Zyklus lang an. NST "Start Messen in JOG" wird in der PLC deshalb zwischengespeichert. Das NC-Messprogramm wird von PLC über die Ausgabe von NST "NC-START" (V3200 0007.1) an NCK gestartet.
● Durch das NC-Programm wird die Achse zurückpositioniert, der Messtaster erneut angefahren, gemessen und im Anschluss wieder frei gefahren. Danach gibt HMI die Anforderung zum Zurückschalten in die Betriebsart JOG (V1800 0000.2) an PLC aus. NST "Betriebsarten-Wechselsperre" (V3000 0000.4) wird darauf von PLC zurückgesetzt. PLC gibt an NCK die Betriebsart JOG (V3000 0000.2) aus und NCK gibt NST "Aktive Betriebsart JOG" (V3100 0000.2) zurück.
● Mit Softkey "Nächster Schritt" ist die nächste Anfahrrichtung/Achse zum Fahren auf den Messtaster auszuwählen. Die weitere Vorgehensweise ist analog - bis alle Richtungen/Achsen verfahren sind.
Nach Abschluss des Messens oder Messtasterabgleiches ist die Funktion über Softkey "Zurück" abzuwählen. Damit wird das NST "Messen in JOG aktiv" (V1700 0003.0) zurückgesetzt. Ebenso wird es bei Verlassen des Bedienbereiches zurückgesetzt. Mit NST "Reset" (V3000 0000.7) kann das Automatik-Programm abgebrochen oder über Softkey "Zurück" das Messen in JOG verlassen werden. Dabei wird auch ein evt. noch gesetztes NST "Vorschubsperre" (V3200 0006.0) und NST "Betriebsarten-Wechselsperre" (V3000 0000.4) aufgehoben bzw. zwischengespeicherte Signale gelöscht.
PLC-Anwenderprogramm Die benötigte Funktionalität entsprechend des oben geschilderten Ablaufes im PLC-Anwenderprogramm ist vom Anwender zu erbringen.
Die von SIEMENS gelieferte Toolbox für SINUMERIK 802D sl enthält in PLC Library hierzu ein Anwenderbeispiel. Dies kann genutzt werden. Dabei ist darauf zu achten, dass die PLC_INI (SBR32) und MCP_NCK (SBR38) unbedingt im OB1 aufgerufen werden müssen, da diese Signale der Subroutine MEAS_JOG (SBR43) an NCK/HMI übergeben.
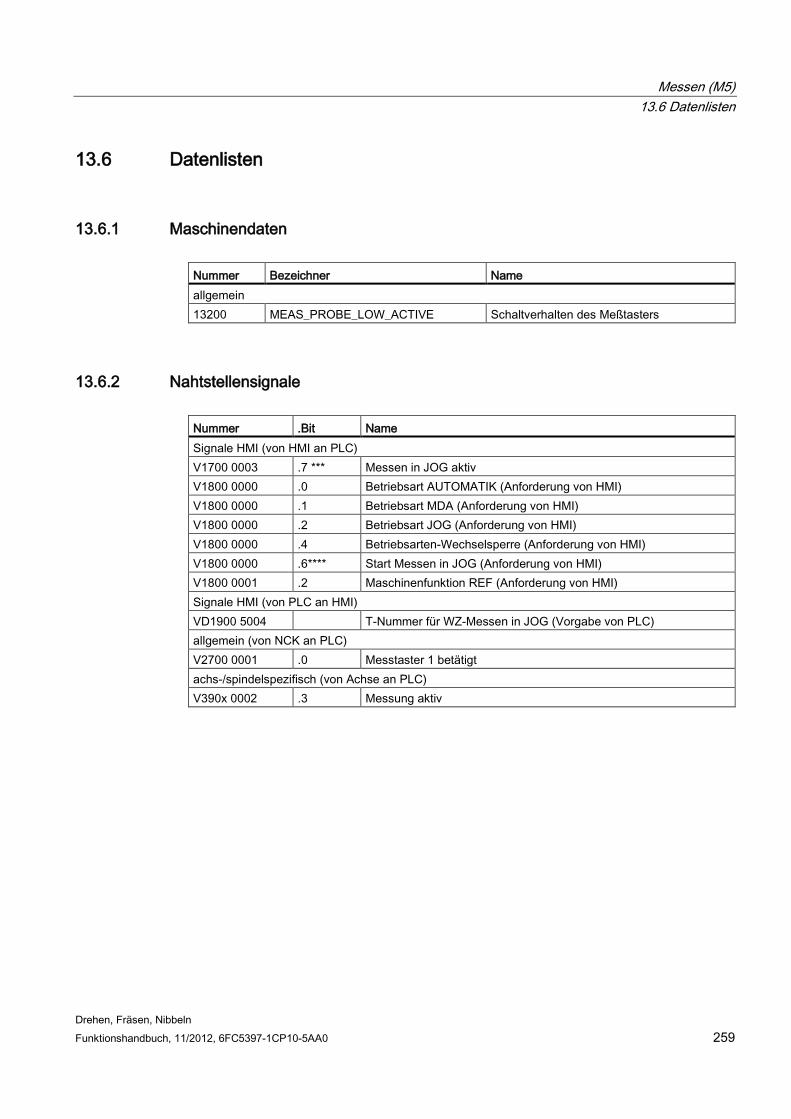
Messen (M5) 13.6 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 259
13.6 Datenlisten
13.6.1 Maschinendaten Nummer Bezeichner Name allgemein 13200 MEAS_PROBE_LOW_ACTIVE Schaltverhalten des Meßtasters
13.6.2 Nahtstellensignale Nummer .Bit Name Signale HMI (von HMI an PLC) V1700 0003 .7 *** Messen in JOG aktiv V1800 0000 .0 Betriebsart AUTOMATIK (Anforderung von HMI) V1800 0000 .1 Betriebsart MDA (Anforderung von HMI) V1800 0000 .2 Betriebsart JOG (Anforderung von HMI) V1800 0000 .4 Betriebsarten-Wechselsperre (Anforderung von HMI) V1800 0000 .6**** Start Messen in JOG (Anforderung von HMI) V1800 0001 .2 Maschinenfunktion REF (Anforderung von HMI) Signale HMI (von PLC an HMI) VD1900 5004 T-Nummer für WZ-Messen in JOG (Vorgabe von PLC) allgemein (von NCK an PLC) V2700 0001 .0 Messtaster 1 betätigt achs-/spindelspezifisch (von Achse an PLC) V390x 0002 .3 Messung aktiv

Messen (M5) 13.6 Datenlisten
Drehen, Fräsen, Nibbeln 260 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 261
NOT AUS (N2) 14 14.1 Kurzbeschreibung
Hinweis
Der Maschinenhersteller wird auf die Einhaltung der internationalen und nationalen Normen hingewiesen (siehe Hinweise zu Normen weiter unten im Text). Die SINUMERIK 802D sl unterstützt den Maschinenhersteller bei der Realisierung der NOT AUS-Funktion entsprechend den Festlegungen in dieser Funktionsbeschreibung. Die Verantwortung für die NOT AUS-Funktion (Auslösung, Ablauf, Quittierung) liegt ausschließlich beim Maschinenhersteller.
Hinweis
Für die NOT AUS-Funktion wird auf folgende Normen besonders hingewiesen: • EN ISO 12100-1 • EN ISO 12100-2 • EN 418 • EN 60204-1
NOT AUS in der Steuerung Die Steuerung unterstützt den Maschinenhersteller bei der Realisierung der NOT AUS-Funktion durch folgende Maßnahmen:
● Anstoß des NOT AUS-Ablaufs in der NC über PLC-Eingang.
● Mit dem NOT AUS-Ablauf in der NC werden alle Achsen und Spindeln schnellstmöglich abgebremst.
● Kein Aufheben des NOT AUS-Zustandes durch Entriegeln des NOT AUS-Tasters. Das Rückstellen des Befehlsgerätes löst keinen Wiederanlauf aus.
● Nach dem Aufheben des NOT AUS-Zustands ist kein Referenzieren von Achsen oder Synchronisieren von Spindeln nötig (Positionen werden nachgeführt).
NOT AUS-Taster In der Siemens-Maschinensteuertafel (MCP) für 802D sl ist ein Pilztaster (Not-Halt-Taster mit je einem Öffner und Schließer), im weiteren NOT AUS-Taster genannt, eingebaut.
NOT AUS (N2) 14.2 NOT AUS-Ablauf
Drehen, Fräsen, Nibbeln 262 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
14.2 NOT AUS-Ablauf
Voraussetzung Die Betätigung des NOT AUS-Tasters oder ein direkt daraus abgeleitetes Signal muss als PLC-Eingang zur Steuerung (PLC) geführt werden. Im PLC-Anwenderprogramm muss dieser PLC-Eingang an die NC auf das NST "NOT AUS" (V2600 0000.1) weitergeleitet werden.
Das Rückstellen des NOT AUS-Tasters oder ein direkt daraus abgeleitetes Signal muss als PLC-Eingang zur Steuerung (PLC) geführt werden. Im PLC-Anwenderprogramm muss dieser PLC-Eingang an die NC auf das NST "NOT AUS quittieren" (V2600 0000.2) weitergeleitet werden.
Ablauf in der NC Der nach EN 418 vorbestimmte Ablauf interner Funktionen zum NOT AUS-Zustand sieht in der Steuerung wie folgt aus:
1. DieTeileprogrammbearbeitung wird unterbrochen. Alle Achsen und Spindeln werden gemäß MD36610 AX_EMERGENCY_STOP_TIME, definierten Bremsrampe abgebremst.
2. Das NST "802-READY" (V3100 0000.3) wird rückgesetzt.
3. Das NST "NOT AUS aktiv" (V2700 0000.1) wird gesetzt.
4. Der Alarm 3000 wird gesetzt.
5. Nach Ablauf einer im MD36620 SERVO_DISABLE_DELAY_TIME (Abschaltverzögerung Reglerfreigabe) einstellbaren achs-/spindelspezifischen Zeit wird die Reglerfreigabe abgeschaltet. Dabei ist zu beachten, dass MD36620 mindestens genauso groß vorgegeben wird wie MD36610.
Ablauf an der Maschine Der NOT AUS-Ablauf an der Maschine wird ausschließlich vom Maschinenhersteller be-stimmt. Dabei ist in Verbindung mit dem Ablauf in der NC folgendes zu beachten:
● Der Ablauf in der NC wird mit dem NST "NOT AUS" (V2600 0000.1) gestartet. Nachdem die Achsen und Spindeln stehen, muss nach EN418 die Energiezufuhr unterbrochen werden.
● Die PLC-Peripherie (digitale Ausgänge) wird vom Ablauf in der NC nicht beeinflusst. Sollen einzelne Ausgänge bei NOT AUS einen bestimmten Zustand einnehmen, muss der Ma-schinenhersteller im PLC-Anwenderprogramm dafür Funktionen einbauen.
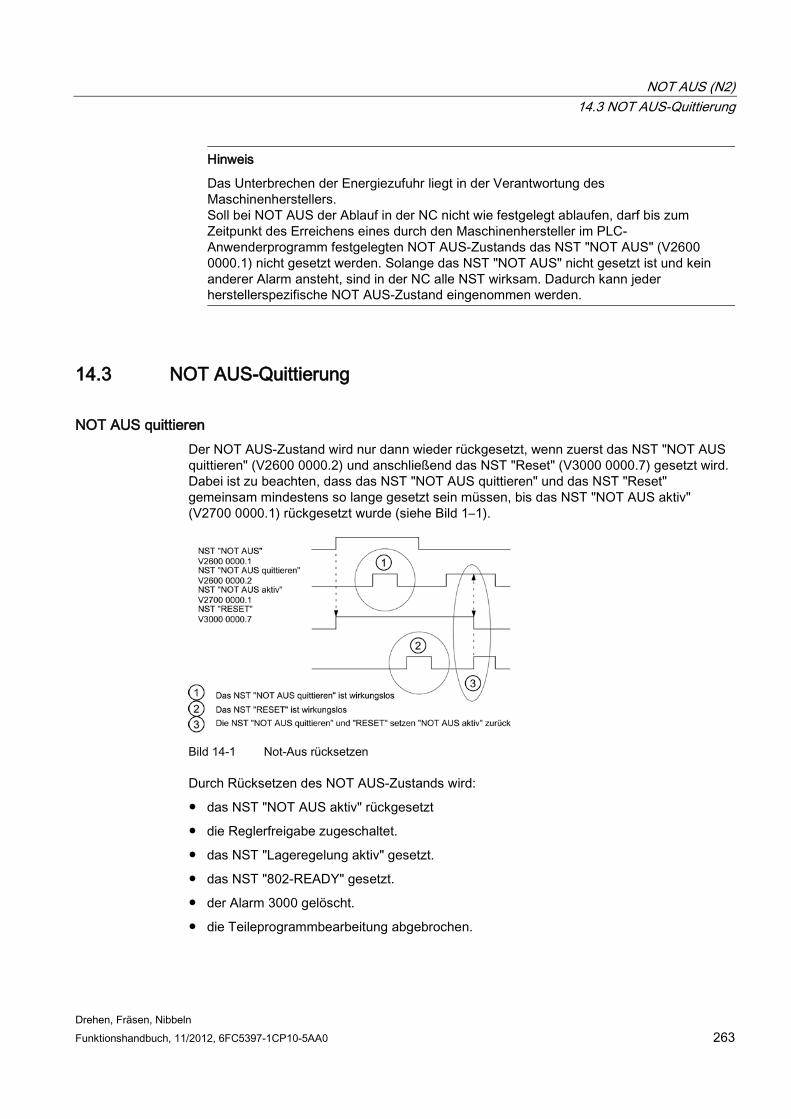
NOT AUS (N2) 14.3 NOT AUS-Quittierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 263
Hinweis
Das Unterbrechen der Energiezufuhr liegt in der Verantwortung des Maschinenherstellers. Soll bei NOT AUS der Ablauf in der NC nicht wie festgelegt ablaufen, darf bis zum Zeitpunkt des Erreichens eines durch den Maschinenhersteller im PLC-Anwenderprogramm festgelegten NOT AUS-Zustands das NST "NOT AUS" (V2600 0000.1) nicht gesetzt werden. Solange das NST "NOT AUS" nicht gesetzt ist und kein anderer Alarm ansteht, sind in der NC alle NST wirksam. Dadurch kann jeder herstellerspezifische NOT AUS-Zustand eingenommen werden.
14.3 NOT AUS-Quittierung
NOT AUS quittieren Der NOT AUS-Zustand wird nur dann wieder rückgesetzt, wenn zuerst das NST "NOT AUS quittieren" (V2600 0000.2) und anschließend das NST "Reset" (V3000 0000.7) gesetzt wird. Dabei ist zu beachten, dass das NST "NOT AUS quittieren" und das NST "Reset" gemeinsam mindestens so lange gesetzt sein müssen, bis das NST "NOT AUS aktiv" (V2700 0000.1) rückgesetzt wurde (siehe Bild 1–1).
Bild 14-1 Not-Aus rücksetzen
Durch Rücksetzen des NOT AUS-Zustands wird:
● das NST "NOT AUS aktiv" rückgesetzt
● die Reglerfreigabe zugeschaltet.
● das NST "Lageregelung aktiv" gesetzt.
● das NST "802-READY" gesetzt.
● der Alarm 3000 gelöscht.
● die Teileprogrammbearbeitung abgebrochen.
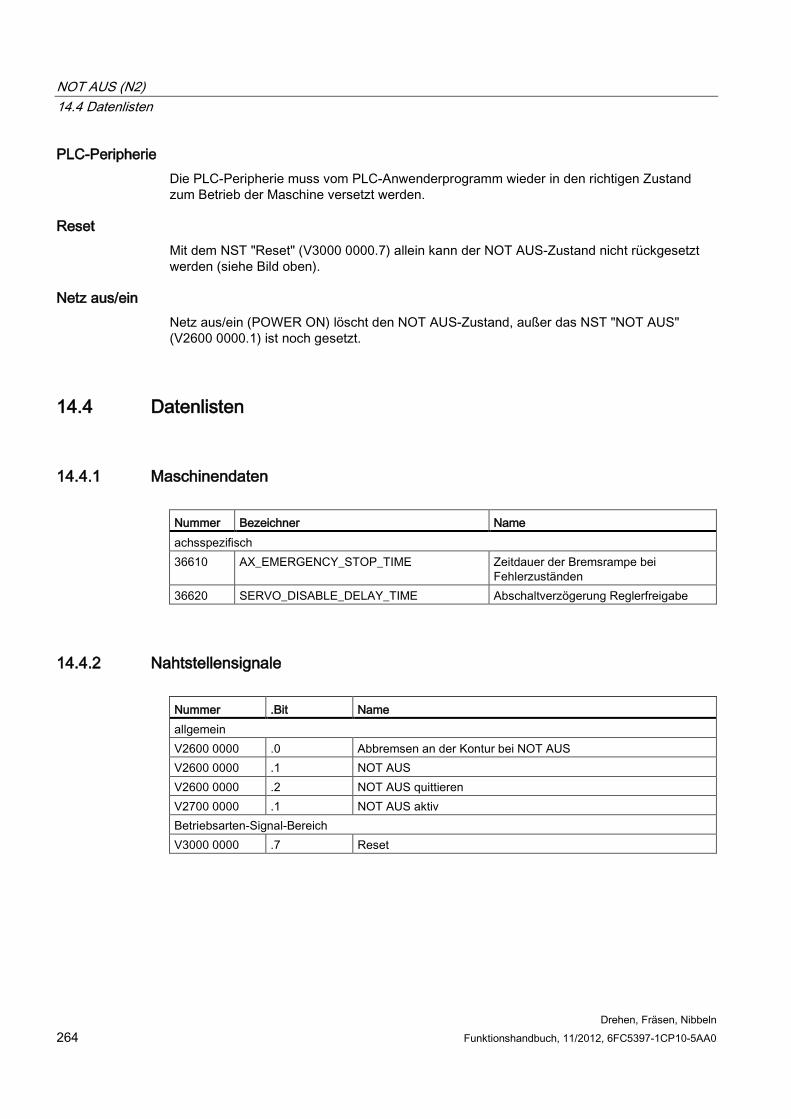
NOT AUS (N2) 14.4 Datenlisten
Drehen, Fräsen, Nibbeln 264 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
PLC-Peripherie Die PLC-Peripherie muss vom PLC-Anwenderprogramm wieder in den richtigen Zustand zum Betrieb der Maschine versetzt werden.
Reset Mit dem NST "Reset" (V3000 0000.7) allein kann der NOT AUS-Zustand nicht rückgesetzt werden (siehe Bild oben).
Netz aus/ein Netz aus/ein (POWER ON) löscht den NOT AUS-Zustand, außer das NST "NOT AUS" (V2600 0000.1) ist noch gesetzt.
14.4 Datenlisten
14.4.1 Maschinendaten Nummer Bezeichner Name achsspezifisch 36610 AX_EMERGENCY_STOP_TIME Zeitdauer der Bremsrampe bei
Fehlerzuständen 36620 SERVO_DISABLE_DELAY_TIME Abschaltverzögerung Reglerfreigabe
14.4.2 Nahtstellensignale Nummer .Bit Name allgemein V2600 0000 .0 Abbremsen an der Kontur bei NOT AUS V2600 0000 .1 NOT AUS V2600 0000 .2 NOT AUS quittieren V2700 0000 .1 NOT AUS aktiv Betriebsarten-Signal-Bereich V3000 0000 .7 Reset

Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 265
Stanzen und Nibbeln (N4) 15
Hinweis
Diese Funktion ist nur bei den Versionen G/N plus und pro verfügbar.
15.1 Kurzbeschreibung
Unterfunktionen Die stanz- und nibbelspezifischen Funktionen setzen sich zusammen aus:
● Hubsteuerung
● Automatische Wegaufteilung
● Drehbares Unter- und Oberwerkzeug
● Pratzenschutz
Die Aktivierung und Deaktivierung erfolgt über Sprachbefehle.
15.2 Hubsteuerung
15.2.1 Allgemeines
Funktionalität Die Hubsteuerung dient der eigentlichen Bearbeitung des Werkstücks. Nach Erreichen der Position wird über ein Ausgangssignal der NC die Stanze aktiviert. Die Stanzeinheit quittiert ihre Stößelbewegung mit einem Eingangssignal an der NC. In dieser Zeit darf keine Achsbewegung stattfinden. Nach Beendigung des Stanzvorgangs wird neu positioniert.
Schnelle Signale Zur direkten Kommunikation zwischen NC und Stanzeinheit werden "schnelle Signale" verwendet. Sie dienen in Verbindung mit der Stanze dazu, eine hohe Anzahl von Löchern pro Minute zu erzielen, da die Positionierungen als Totzeiten für die Bearbeitung angesehen werden.
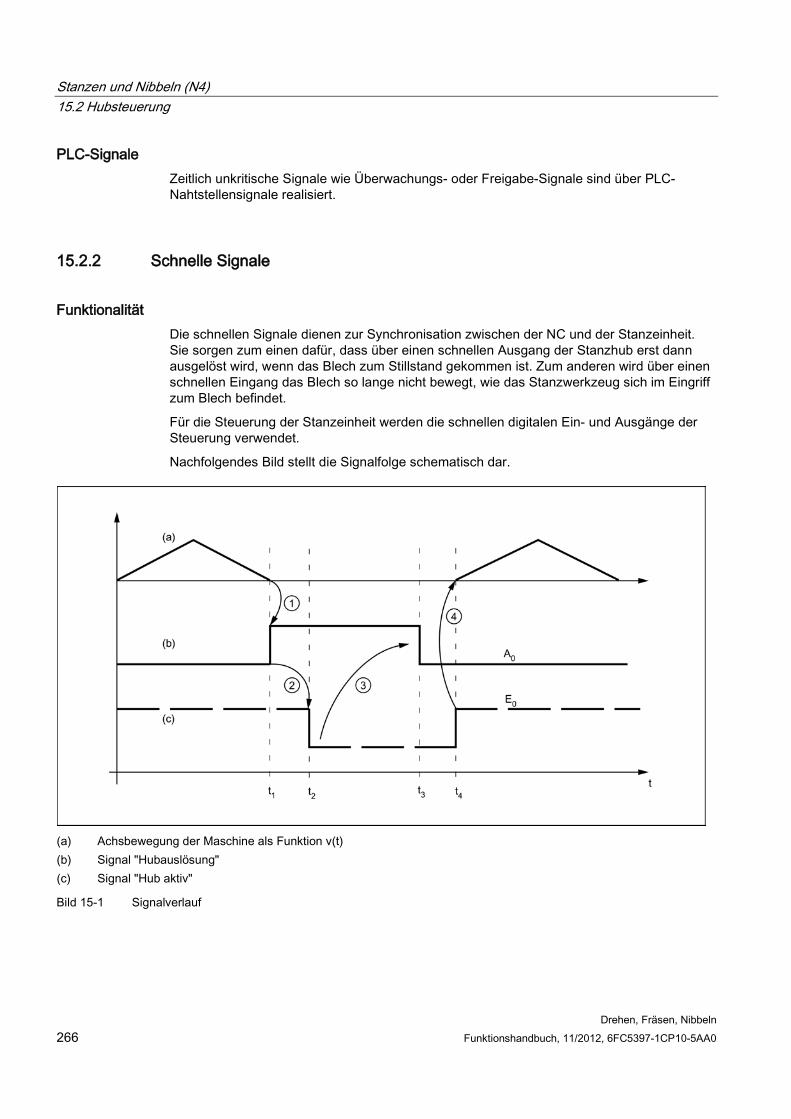
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln 266 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
PLC-Signale Zeitlich unkritische Signale wie Überwachungs- oder Freigabe-Signale sind über PLC-Nahtstellensignale realisiert.
15.2.2 Schnelle Signale
Funktionalität Die schnellen Signale dienen zur Synchronisation zwischen der NC und der Stanzeinheit. Sie sorgen zum einen dafür, dass über einen schnellen Ausgang der Stanzhub erst dann ausgelöst wird, wenn das Blech zum Stillstand gekommen ist. Zum anderen wird über einen schnellen Eingang das Blech so lange nicht bewegt, wie das Stanzwerkzeug sich im Eingriff zum Blech befindet.
Für die Steuerung der Stanzeinheit werden die schnellen digitalen Ein- und Ausgänge der Steuerung verwendet.
Nachfolgendes Bild stellt die Signalfolge schematisch dar.
(a) Achsbewegung der Maschine als Funktion v(t) (b) Signal "Hubauslösung" (c) Signal "Hub aktiv"
Bild 15-1 Signalverlauf
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 267
Hinweis
Das Signal "Hub aktiv" ist aus Gründen der Drahtbruchüberwachung high-aktiv.
Die zeitliche Abfolge beim Stanzen und Nibbeln wird durch die beiden Signale A0 und E0 gesteuert:
A0 Wird vom NCK gesetzt und ist identisch mit der Hubauslösung. E0 Beschreibt den Zustand der Stanzeinheit und ist identisch mit dem Signal "Hub aktiv".
Durch die Signalzustände werden die Zeiten t1 bis t4 wie folgt charakterisiert und definiert:
t1 Zum Zeitpunkt t1 ist die Relativbewegung des Werkstücks (Blech) zum Stanzwerkzeug
beendet. Je nach definiertem Kriterium für die Hubauslösung (siehe Kapitel "Auto-Hotspot") wird der schnelle Ausgang A0 für die Stanzauslösung gesetzt ①.
t2 Zum Zeitpunkt t2 meldet die Stanzeinheit über den schnellen Eingang E0 die Stößelbewegung. Dies ist durch das Signal A0 getriggert ②. Das Signal E0 ist aus Sicherheitsgründen high-aktiv (bei Drahtbruch ist immer "Hub aktiv" gesetzt und es findet keine Achsbewegung statt). Das Signal "Hub aktiv" wird erst dann wieder zurückgesetzt, wenn das Werkzeug das Blech verlassen hat (t4).
t3 Auf das Signal "Hub aktiv" reagiert die NC zum Zeitpunkt t3 mit der Wegnahme des Signals "Hubauslösung" ③. Ab diesem Zeitpunkt ist die NC in Wartestellung. Sie wartet nur noch auf die Wegnahme des "Hub aktiv"-Signals, um die nächste Achsbewegung zu starten. Erst nach Löschen des Signals A0 ist die nächste Hubauslösung möglich.
t4 Zum Zeitpunkt t4 ist der Stanzvorgang beendet, d. h. der Stößel hat das Blech wieder verlassen. Die NC reagiert bei Flankenwechsel des Signals E0 mit dem Start der Achsbewegung ④. Die Reaktion der NC auf den Flankenwechsel ④ ist unter "Achsstart nach Stanzen" beschrieben.
Hinweis
Die Hubdauer ist durch die Zeit Δth = t4 - t1 bestimmt.
Additiv ergeben sich Reaktionszeiten im Zeitpunkt t4 zwischen Flankenwechsel von E0 und dem Start der Achsbewegung.
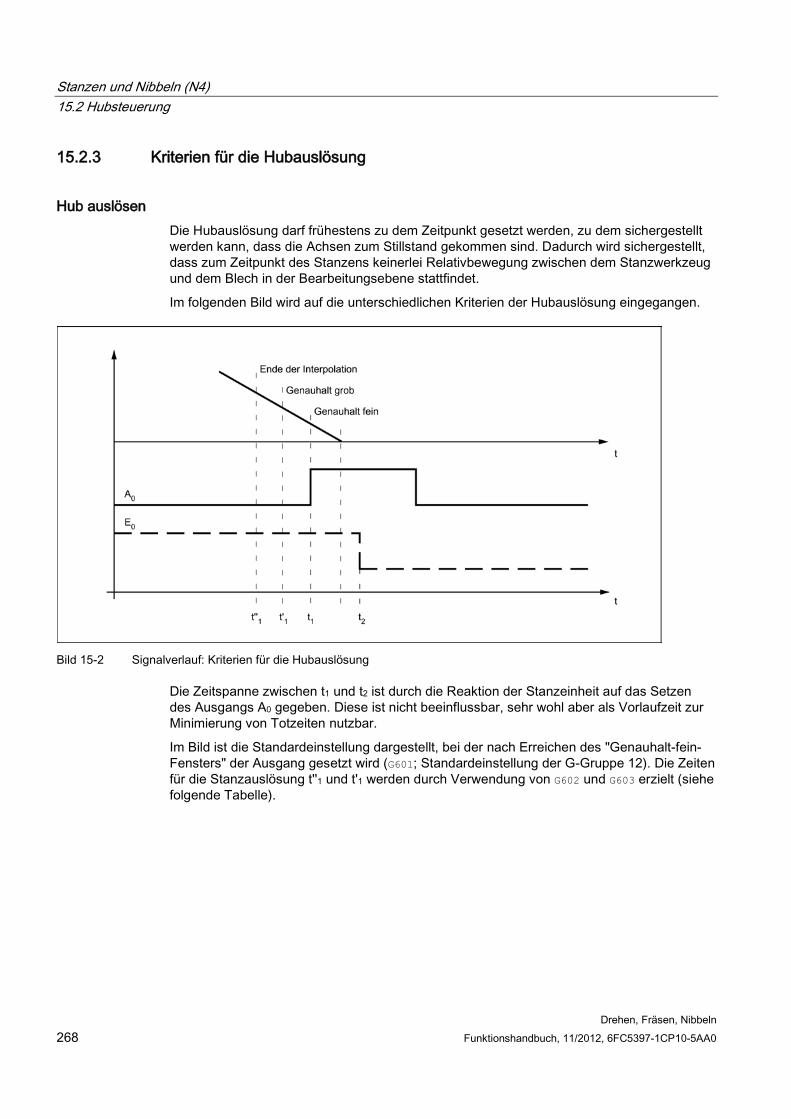
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln 268 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.2.3 Kriterien für die Hubauslösung
Hub auslösen Die Hubauslösung darf frühestens zu dem Zeitpunkt gesetzt werden, zu dem sichergestellt werden kann, dass die Achsen zum Stillstand gekommen sind. Dadurch wird sichergestellt, dass zum Zeitpunkt des Stanzens keinerlei Relativbewegung zwischen dem Stanzwerkzeug und dem Blech in der Bearbeitungsebene stattfindet.
Im folgenden Bild wird auf die unterschiedlichen Kriterien der Hubauslösung eingegangen.
Bild 15-2 Signalverlauf: Kriterien für die Hubauslösung
Die Zeitspanne zwischen t1 und t2 ist durch die Reaktion der Stanzeinheit auf das Setzen des Ausgangs A0 gegeben. Diese ist nicht beeinflussbar, sehr wohl aber als Vorlaufzeit zur Minimierung von Totzeiten nutzbar.
Im Bild ist die Standardeinstellung dargestellt, bei der nach Erreichen des "Genauhalt-fein-Fensters" der Ausgang gesetzt wird (G601; Standardeinstellung der G-Gruppe 12). Die Zeiten für die Stanzauslösung t''1 und t'1 werden durch Verwendung von G602 und G603 erzielt (siehe folgende Tabelle).
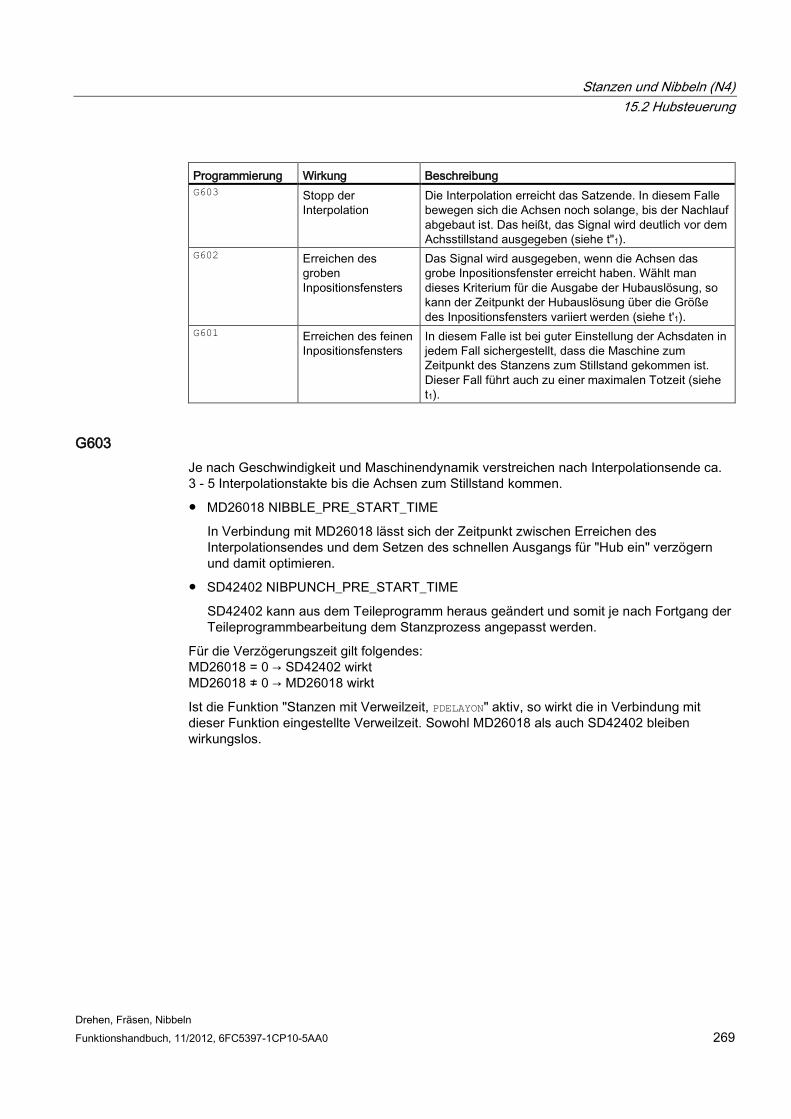
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 269
Programmierung Wirkung Beschreibung G603 Stopp der
Interpolation Die Interpolation erreicht das Satzende. In diesem Falle bewegen sich die Achsen noch solange, bis der Nachlauf abgebaut ist. Das heißt, das Signal wird deutlich vor dem Achsstillstand ausgegeben (siehe t"1).
G602 Erreichen des groben Inpositionsfensters
Das Signal wird ausgegeben, wenn die Achsen das grobe Inpositionsfenster erreicht haben. Wählt man dieses Kriterium für die Ausgabe der Hubauslösung, so kann der Zeitpunkt der Hubauslösung über die Größe des Inpositionsfensters variiert werden (siehe t'1).
G601 Erreichen des feinen Inpositionsfensters
In diesem Falle ist bei guter Einstellung der Achsdaten in jedem Fall sichergestellt, dass die Maschine zum Zeitpunkt des Stanzens zum Stillstand gekommen ist. Dieser Fall führt auch zu einer maximalen Totzeit (siehe t1).
G603 Je nach Geschwindigkeit und Maschinendynamik verstreichen nach Interpolationsende ca. 3 - 5 Interpolationstakte bis die Achsen zum Stillstand kommen.
● MD26018 NIBBLE_PRE_START_TIME
In Verbindung mit MD26018 lässt sich der Zeitpunkt zwischen Erreichen des Interpolationsendes und dem Setzen des schnellen Ausgangs für "Hub ein" verzögern und damit optimieren.
● SD42402 NIBPUNCH_PRE_START_TIME
SD42402 kann aus dem Teileprogramm heraus geändert und somit je nach Fortgang der Teileprogrammbearbeitung dem Stanzprozess angepasst werden.
Für die Verzögerungszeit gilt folgendes: MD26018 = 0 → SD42402 wirkt MD26018 ≠ 0 → MD26018 wirkt
Ist die Funktion "Stanzen mit Verweilzeit, PDELAYON" aktiv, so wirkt die in Verbindung mit dieser Funktion eingestellte Verweilzeit. Sowohl MD26018 als auch SD42402 bleiben wirkungslos.
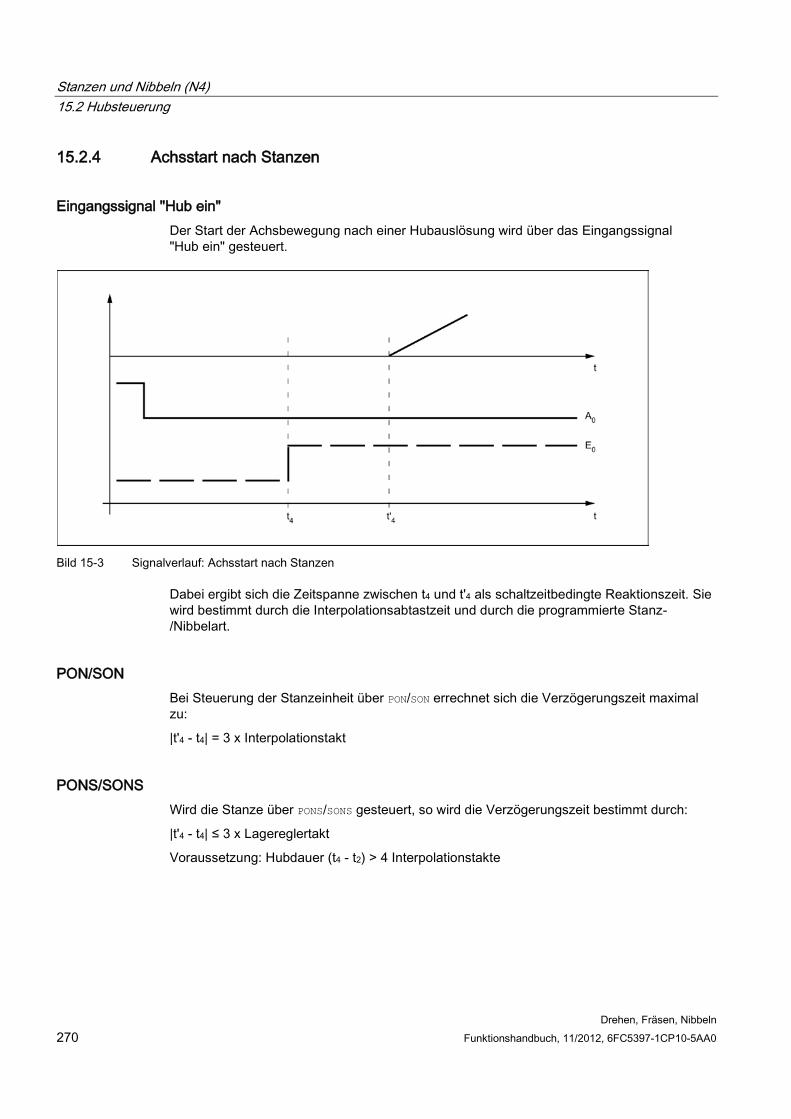
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln 270 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.2.4 Achsstart nach Stanzen
Eingangssignal "Hub ein" Der Start der Achsbewegung nach einer Hubauslösung wird über das Eingangssignal "Hub ein" gesteuert.
Bild 15-3 Signalverlauf: Achsstart nach Stanzen
Dabei ergibt sich die Zeitspanne zwischen t4 und t'4 als schaltzeitbedingte Reaktionszeit. Sie wird bestimmt durch die Interpolationsabtastzeit und durch die programmierte Stanz-/Nibbelart.
PON/SON Bei Steuerung der Stanzeinheit über PON/SON errechnet sich die Verzögerungszeit maximal zu:
|t'4 - t4| = 3 x Interpolationstakt
PONS/SONS Wird die Stanze über PONS/SONS gesteuert, so wird die Verzögerungszeit bestimmt durch:
|t'4 - t4| ≤ 3 x Lagereglertakt
Voraussetzung: Hubdauer (t4 - t2) > 4 Interpolationstakte
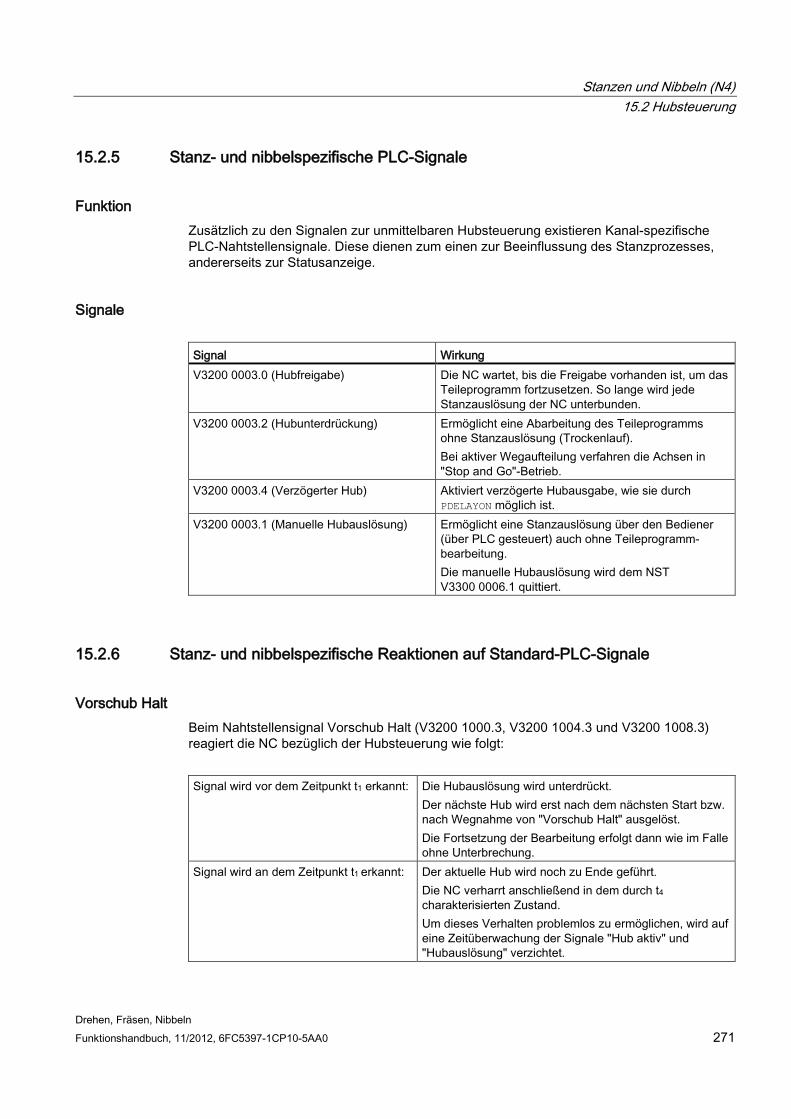
Stanzen und Nibbeln (N4) 15.2 Hubsteuerung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 271
15.2.5 Stanz- und nibbelspezifische PLC-Signale
Funktion Zusätzlich zu den Signalen zur unmittelbaren Hubsteuerung existieren Kanal-spezifische PLC-Nahtstellensignale. Diese dienen zum einen zur Beeinflussung des Stanzprozesses, andererseits zur Statusanzeige.
Signale Signal Wirkung V3200 0003.0 (Hubfreigabe) Die NC wartet, bis die Freigabe vorhanden ist, um das
Teileprogramm fortzusetzen. So lange wird jede Stanzauslösung der NC unterbunden.
V3200 0003.2 (Hubunterdrückung) Ermöglicht eine Abarbeitung des Teileprogramms ohne Stanzauslösung (Trockenlauf). Bei aktiver Wegaufteilung verfahren die Achsen in "Stop and Go"-Betrieb.
V3200 0003.4 (Verzögerter Hub) Aktiviert verzögerte Hubausgabe, wie sie durch PDELAYON möglich ist.
V3200 0003.1 (Manuelle Hubauslösung) Ermöglicht eine Stanzauslösung über den Bediener (über PLC gesteuert) auch ohne Teileprogramm-bearbeitung. Die manuelle Hubauslösung wird dem NST V3300 0006.1 quittiert.
15.2.6 Stanz- und nibbelspezifische Reaktionen auf Standard-PLC-Signale
Vorschub Halt Beim Nahtstellensignal Vorschub Halt (V3200 1000.3, V3200 1004.3 und V3200 1008.3) reagiert die NC bezüglich der Hubsteuerung wie folgt:
Signal wird vor dem Zeitpunkt t1 erkannt: Die Hubauslösung wird unterdrückt.
Der nächste Hub wird erst nach dem nächsten Start bzw. nach Wegnahme von "Vorschub Halt" ausgelöst. Die Fortsetzung der Bearbeitung erfolgt dann wie im Falle ohne Unterbrechung.
Signal wird an dem Zeitpunkt t1 erkannt: Der aktuelle Hub wird noch zu Ende geführt. Die NC verharrt anschließend in dem durch t4 charakterisierten Zustand. Um dieses Verhalten problemlos zu ermöglichen, wird auf eine Zeitüberwachung der Signale "Hub aktiv" und "Hubauslösung" verzichtet.
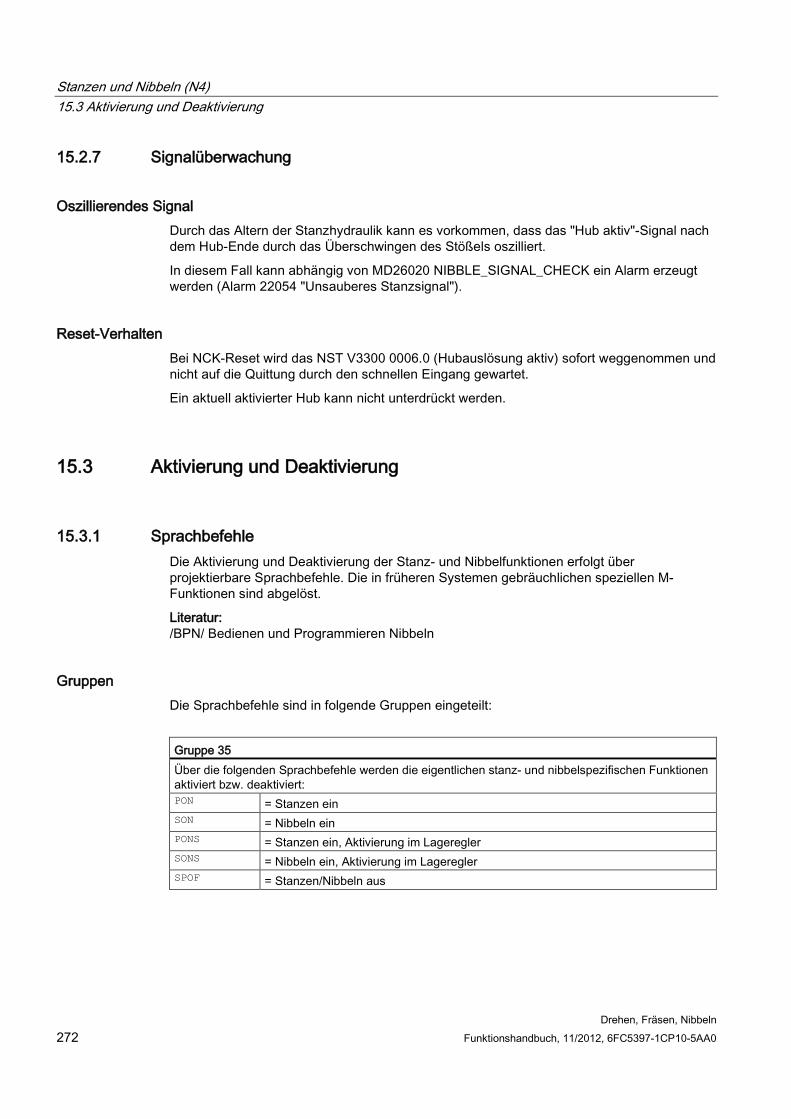
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln 272 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.2.7 Signalüberwachung
Oszillierendes Signal Durch das Altern der Stanzhydraulik kann es vorkommen, dass das "Hub aktiv"-Signal nach dem Hub-Ende durch das Überschwingen des Stößels oszilliert.
In diesem Fall kann abhängig von MD26020 NIBBLE_SIGNAL_CHECK ein Alarm erzeugt werden (Alarm 22054 "Unsauberes Stanzsignal").
Reset-Verhalten Bei NCK-Reset wird das NST V3300 0006.0 (Hubauslösung aktiv) sofort weggenommen und nicht auf die Quittung durch den schnellen Eingang gewartet.
Ein aktuell aktivierter Hub kann nicht unterdrückt werden.
15.3 Aktivierung und Deaktivierung
15.3.1 Sprachbefehle Die Aktivierung und Deaktivierung der Stanz- und Nibbelfunktionen erfolgt über projektierbare Sprachbefehle. Die in früheren Systemen gebräuchlichen speziellen M-Funktionen sind abgelöst.
Literatur: /BPN/ Bedienen und Programmieren Nibbeln
Gruppen Die Sprachbefehle sind in folgende Gruppen eingeteilt:
Gruppe 35 Über die folgenden Sprachbefehle werden die eigentlichen stanz- und nibbelspezifischen Funktionen aktiviert bzw. deaktiviert: PON = Stanzen ein SON = Nibbeln ein PONS = Stanzen ein, Aktivierung im Lageregler SONS = Nibbeln ein, Aktivierung im Lageregler SPOF = Stanzen/Nibbeln aus
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 273
Gruppe 36 Diese Gruppe beinhaltet die Befehle, die nur vorbereitenden Charakter haben und die konkrete Ausprägung der Stanzfunktion bestimmen: PDELAYON = Stanzen mit Verzögerung ein PDELAYOF = Stanzen mit Verzögerung aus Da für diese vorbereitenden Funktionen im Normalfall von der PLC einige Vorarbeiten zu leisten sind, werden sie vor den aktivierenden Befehlen programmiert.
Gruppe 38 Diese Gruppe beinhaltet die Befehle für das Umschalten auf ein zweites Stanz-Interface. Dieses kann zum Beispiel für eine zweite Stanzeinheit oder eine Schlagschere benutzt werden. Über Maschinendaten wird ein zweites I/O-Paar definiert, das für die Stanzfunktionalität verwendet werden kann. SPIF1 = Erstes Interface ist aktiv SPIF2 = Zweites Interface ist aktiv
Hinweis
Innerhalb einer G-Code-Gruppe kann jeweils nur eine Funktion aktiv sein (ähnlich zum Beispiel den unterschiedlichen Interpolationsarten G0, G1, G2, G3 usw., die sich auch gegenseitig ausschließen).
SPOF Stanzen und Nibbeln aus
Die Funktion SPOF beendet alle Stanz- und Nibbelfunktionen. In diesem Zustand reagiert der NCK weder auf das Signal "Hub aktiv" noch auf die stanz-/nibbel-spezifischen PLC-Signale.
Wird SPOF gemeinsam mit einem Wegbefehl in einem Satz programmiert (und in allen nachfolgenden, falls nicht mit SON oder PON Stanzen/Nibbeln aktiviert wird) fährt die Maschine die programmierte Position ohne Stanzauslösung an. SPOF wählt SON, SONS, PON und PONS ab und entspricht dem Reset-Zustand.
Programmierbeispiel:
:
N20 G90 X100 SON ; Nibbeln aktivieren
N25 X50 SPOF ; ;
Nibbeln deaktivieren, Positionieren ohne Hubauslösung
:
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln 274 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
SON Nibbeln ein
SON schaltet die Nibbelfunktion ein und wählt die anderen Funktionen der G-Gruppe 35 ab (z. B. PON).
Im Gegensatz zum Stanzen erfolgt der erste Hub bereits im Startpunkt des aktivierenden Satzes, d. h. vor der ersten Bewegung der Maschine.
SON wirkt modal, d. h. es bleibt so lange aktiv, bis entweder SPOF oder PON programmiert wird oder das Programmende erreicht ist.
In Sätzen ohne Verfahrinformation bezüglich der als Stanz- oder Nibbelachsen gekennzeichneten Achsen (typischerweise diejenigen der aktiven Ebene) wird die Hubauslösung unterdrückt. Soll trotzdem ein Hub ausgelöst werden, so muss explizit eine der Stanz-/Nibbelachsen mit dem Verfahrweg 0 programmiert werden. Ist der erste Satz mit SON ein Satz ohne Verfahrinformation im genannten Sinne, erfolgt in diesem Satz nur ein einziger Hub, da Start- und Endpunkt zusammenfallen.
Programmierbeispiel:
:
N70 X50 SPOF ; Positionieren ohne Stanzauslösung
N80 X100 SON ; ; ;
Nibbeln aktivieren, Auslösung eines Hubs vor der Bewegung (X=50) und am Ende der programmierten Bewegung (X=100)
:
SONS Nibbeln ein (im Lageregeltakt)
SONS verhält sich wie SON. Die Auslösung erfolgt im Lageregeltakt. Damit kann eine zeitliche Optimierung der Hubauslösung und eine Erhöhung der Stanzrate pro Minute erreicht werden.
PON Stanzen ein
PON aktiviert die Stanzfunktion und deaktiviert SON.
PON wirkt ebenso wie SON modal.
Im Unterschied zu SON wird aber erst im Satzendpunkt, bzw. bei automatischer Wegaufteilung am Ende jedes Teilstückes ein Hub ausgeführt. Bei Sätzen ohne Verfahrinformation ist das Verhalten identisch wie im Falle SON.
Programmierbeispiel:
:
N100 Y30 SPOF ; Positionieren ohne Stanzauslösung
N110 Y100 PON ; ;
Stanzen aktivieren, Stanzauslösung am Ende des Positioniervorgangs (Y=100)
:
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 275
PONS Stanzen ein (im Lageregeltakt)
PONS verhält sich wie PON. Erläuterung siehe SONS.
PDELAYON Stanzen mit Verzögerung
PDELAYON ist eine vorbereitende Funktion. Dies bedeutet, dass PDELAYON in der Regel vor PON programmiert wird. Nach Erreichen der programmierten Endposition wird der Stanzhub verzögert ausgegeben.
Die Verzögerungszeit in Sekunden wird eingestellt im Settingdatum:
SD42400 PUNCH_DWELLTIME
Ist der definierte Wert nicht ganzzahlig durch den Interpolationstakt teilbar, so wird auf den nächstgelegenen ganzzahlig teilbaren Wert gerundet.
Die Funktion wirkt modal.
PDELAYOF Stanzen mit Verzögerung aus
PDELAYOF schaltet das Stanzen mit Verzögerung ab, d. h. es wird normal weitergestanzt. PDELAYON und PDELAYOF bilden eine G-Code-Gruppe.
Programmierbeispiel:
SPIF2 aktiviert das zweite Stanzinterface. D. h. die Hubsteuerung erfolgt über das zweite Paar der schnellen I/O (siehe Maschinendaten MD26004 und MD26006).
:
N170 PDELAYON X100 SPOF ; ;
Positionieren ohne Stanzauslösung, Aktivierung der verzögerten Stanzauslösung
N180 X800 PON ; ;
Stanzen aktivieren. Nach Erreichen der Endposition wird Stanzhub verzögert ausgegeben
N190 PDELAYOF X700 ; ; ;
Stanzen mit Verzögerung deaktivieren, normale Stanzauslösung an. Ende der programmierten Bewegung
:
SPIF1 Aktivierung des ersten Stanz-Interfaces
SPIF1 aktiviert das erste Stanz-Interface. D. h. die Hubsteuerung erfolgt über das erste Paar der schnellen I/O (siehe Maschinendaten MD26004 und MD26006).
Nach Reset oder Steuerungshochlauf ist immer das erste Stanz-Interface aktiv. Wird nur ein Interface benutzt, so muss dieses nicht programmiert werden.
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln 276 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
SPIF2 Aktivierung des zweiten Stanzinterfaces
SPIF2 aktiviert das zweite Stanzinterface. D. h. die Hubsteuerung erfolgt über das zweite Paar der schnellen I/O (siehe Maschinendaten MD26004 und MD26006).
Programmierbeispiel:
:
N170 SPIF1 X100 PON ; ; ;
Am Ende des Satzes erfolgt eine Hubauslösung auf dem ersten schnellen Ausgang. Das Signal "Hub aktiv" wird auf dem ersten Eingang überwacht.
N180 X800 SPIF2 ; ; ;
Die zweite Hubauslösung erfolgt auf dem zweiten schnellen Ausgang. Das Signal "Hub aktiv" wird auf dem zweiten Eingang überwacht.
N190 SPIF1 X700 ; ;
Die Hubsteuerung für alle weiteren Hübe erfolgt mit dem ersten Interface.
:
15.3.2 Funktionserweiterungen
Umschaltbares Interface Maschinen, die abwechselnd eine zweite Stanzeinheit oder ein vergleichbares Medium nutzen sollen, können auf ein zweites I/O-Paar umgeschaltet werden.
Das zweite I/O-Paar ist über folgende Maschinendaten definierbar:
MD26004 NIBBLE_PUNCH_OUTMASK
MD26006 NIBBLE_PUNCH_INMASK
Die Umschaltung erfolgt über die Befehle SPIF1 oder SPIF2. Für beide Interfaces ist die volle Stanz-/Nibbel-Funktionalität nutzbar.
Beispiel: Hardware-Zuordnung bei Hubsteuerung
Jeweils das schnelle Byte auf der CPU als schnelles Stanz-Interface definieren:
MD26000 PUNCHNIB_ASSIGN_FASTIN = 20002H Hubsteuerung 2.EB (MCP) invertiert
MD26002 PUNCHNIB_ASSIGN_FASTOUT = 2H Hubsteuerung 2.AB (MCP)
Anmerkung: Das erste und zweite Bit sind invertiert.
Maske für schnelle Ausgabe- und Eingabebits:
MD26004 NIBBLE_PUNCH_OUTMASK[0]
= 1
Erstes Interface Outputbit → Bit 1 SPIF1
MD26004 NIBBLE_PUNCH_OUTMASK[1]
= 2
Zweites Interface Outputbit → Bit 2 SPIF2
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 277
MD26006 NIBBLE_PUNCH_INMASK[0]
= 1
Erstes Interface Inputbit → Bit 1 SPIF1
MD26006 NIBBLE_PUNCH_INMASK[1]
= 2
Zweites Interface Inputbit → Bit 2 SPIF2
Automatisch aktivierbare Vorauslösezeit Totzeiten aufgrund der Reaktionszeit der Stanzeinheit lassen sich minimieren, wenn der Hub schon vor Erreichen des Interpolationsfensters der Achsen ausgelöst werden kann. Der Referenzpunkt dafür ist das Interpolationsende. Die Hubauslösung wird automatisch mit G603 aktiv und verzögert sich um den eingestellten Wert gegenüber dem Zeitpunkt des Erreichens des Interpolationsendes.
Die Verzögerungszeit für die Hubauslösung ist einstellbar über das Maschinendatum:
MD26018 NIBBLE_PRE_START_TIME
Beispiel:
Bei einem IPO-Takt von 9 ms soll 2 Takte nach Erreichen des Interpolationsendes ein Hub ausgelöst werden:
⇒ MD26018 NIBBLE_PRE_START_TIME = 0,018 [s]
Eine Vorauslösezeit ist auch einstellbar im Settingdatum:
SD42402 NIBPUNCH_PRE_START_TIME
Der Wert wird aber nur wirksam, wenn MD26018 = 0 gesetzt wurde.
Überwachung des Eingangssignals Wenn das Signal "Hub aktiv" beispielsweise durch Stößelüberschwingungen zwischen den Hüben schwankt, kann zusätzlich zum Stopp der Interpolation die Meldung "Unsauberes Stanzsignal" ausgegeben werden.
Die Ausgabe der Meldung ist abhängig von der Einstellung im Maschinendatum:
MD26020 NIBBLE_SIGNAL_CHECK
MD26020 = 0 Kein Alarm MD26020 = 1 Alarm
Mindestzeit zwischen zwei Hüben Ein zeitlicher Mindestabstand zwischen zwei aufeinander folgenden Hüben kann eingestellt werden über das Settingdatum:
SD42404 MINTIME_BETWEEN_STROKES
Beispiel:
Zwischen zwei Hubauslösungen sollen unabhängig von der räumlichen Entfernung mindestens 1,3 Sekunden liegen:
⇒ SD42404 MINTIME_BETWEEN_STROKES = 1,3 [s]
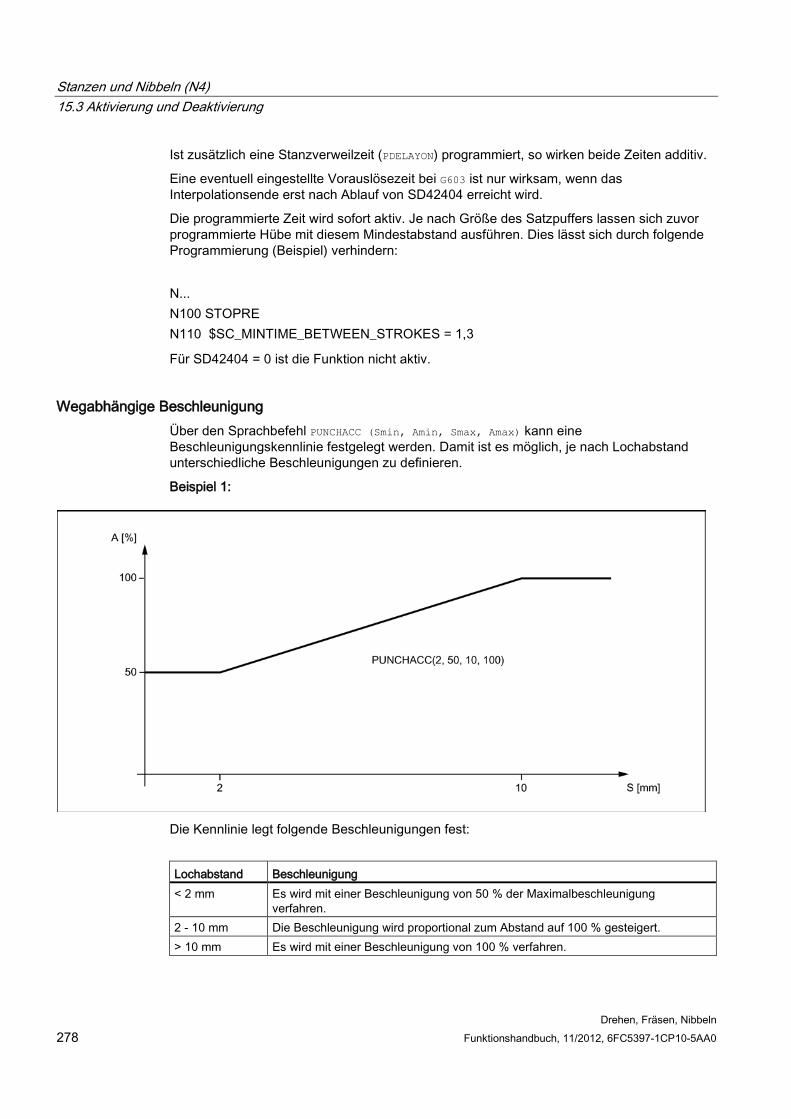
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln 278 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Ist zusätzlich eine Stanzverweilzeit (PDELAYON) programmiert, so wirken beide Zeiten additiv.
Eine eventuell eingestellte Vorauslösezeit bei G603 ist nur wirksam, wenn das Interpolationsende erst nach Ablauf von SD42404 erreicht wird.
Die programmierte Zeit wird sofort aktiv. Je nach Größe des Satzpuffers lassen sich zuvor programmierte Hübe mit diesem Mindestabstand ausführen. Dies lässt sich durch folgende Programmierung (Beispiel) verhindern:
N... N100 STOPRE N110 $SC_MINTIME_BETWEEN_STROKES = 1,3
Für SD42404 = 0 ist die Funktion nicht aktiv.
Wegabhängige Beschleunigung Über den Sprachbefehl PUNCHACC (Smin, Amin, Smax, Amax) kann eine Beschleunigungskennlinie festgelegt werden. Damit ist es möglich, je nach Lochabstand unterschiedliche Beschleunigungen zu definieren.
Beispiel 1:
Die Kennlinie legt folgende Beschleunigungen fest:
Lochabstand Beschleunigung < 2 mm Es wird mit einer Beschleunigung von 50 % der Maximalbeschleunigung
verfahren. 2 - 10 mm Die Beschleunigung wird proportional zum Abstand auf 100 % gesteigert. > 10 mm Es wird mit einer Beschleunigung von 100 % verfahren.
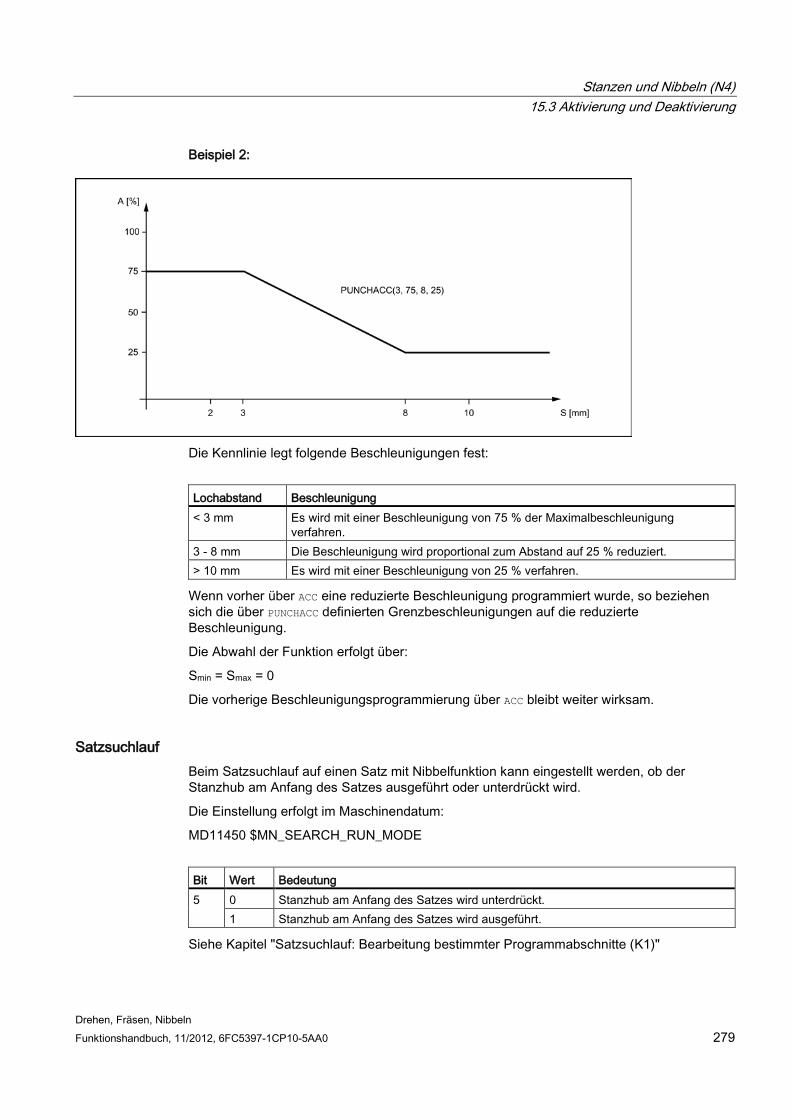
Stanzen und Nibbeln (N4) 15.3 Aktivierung und Deaktivierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 279
Beispiel 2:
Die Kennlinie legt folgende Beschleunigungen fest:
Lochabstand Beschleunigung < 3 mm Es wird mit einer Beschleunigung von 75 % der Maximalbeschleunigung
verfahren. 3 - 8 mm Die Beschleunigung wird proportional zum Abstand auf 25 % reduziert. > 10 mm Es wird mit einer Beschleunigung von 25 % verfahren.
Wenn vorher über ACC eine reduzierte Beschleunigung programmiert wurde, so beziehen sich die über PUNCHACC definierten Grenzbeschleunigungen auf die reduzierte Beschleunigung.
Die Abwahl der Funktion erfolgt über:
Smin = Smax = 0
Die vorherige Beschleunigungsprogrammierung über ACC bleibt weiter wirksam.
Satzsuchlauf Beim Satzsuchlauf auf einen Satz mit Nibbelfunktion kann eingestellt werden, ob der Stanzhub am Anfang des Satzes ausgeführt oder unterdrückt wird.
Die Einstellung erfolgt im Maschinendatum:
MD11450 $MN_SEARCH_RUN_MODE
Bit Wert Bedeutung 5 0 Stanzhub am Anfang des Satzes wird unterdrückt.
1 Stanzhub am Anfang des Satzes wird ausgeführt.
Siehe Kapitel "Satzsuchlauf: Bearbeitung bestimmter Programmabschnitte (K1)"
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln 280 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.4 Automatische Wegaufteilung
15.4.1 Allgemeines
Funktion Bei der automatischen Wegaufteilung einer programmierten Verfahrstrecke wird unterschieden zwischen:
● Streckenaufteilung mit maximal programmiertem Teilweg über den Sprachbefehl SPP
● Streckenaufteilung mit programmierter Anzahl von Teilstrecken über den Sprachbefehl SPN
Beide Funktionen generieren selbständig Teilsätze.
In älteren Systemen korrespondieren:
● SPP<Zahl> mit E<Zahl>
● SPN<Zahl> mit H<Zahl>
Da die Adressen E und H jetzt Hilfsfunktionen darstellen, werden zur Vermeidung von Konflikten die Sprachbefehle SPP und SPN verwendet. Eine Kompatibilität zu älteren Systemen ist damit nicht mehr gegeben. Beide Sprachbefehle (SPP und SPN) sind projektierbar.
Hinweis
Die mit SPP programmierten Werte sind entsprechend der Grundeinstellung entweder Angaben in mm oder in inch (entsprechend wie bei den Achsen).
Die automatische Wegaufteilung sorgt bei Linear- und Kreisinterpolation für eine äquidistante Streckenaufteilung.
Bei Programmunterbrechung mit aktiver automatischer Wegaufteilung (SPP/SPN) ist der Wiedereintritt an die Kontur nur am Anfang des aufgeteilten Satzes möglich. Der erste Stanzhub erfolgt am Ende dieses Teilsatzes.
SPP und SPN sind nur aktivierbar wenn Geoachsen projektiert sind.
SPP Die automatische Streckenaufteilung SPP teilt den programmierten Verfahrweg entsprechend den vorgegebenen Teilstrecken in gleich große Strecken auf.
Es gelten folgende Bedingungen:
● Die Wegaufteilung ist nur wirksam bei aktivem SON oder PON.
(Ausnahme: MD26014 PUNCH_PATH_SPLITTING = 1)
● SPP wirkt modal, d. h. die programmierte Teilstrecke wirkt bis sie neu programmiert wird, kann aber satzweise durch SPN unterdrückt werden.
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 281
● Die Teilstrecken werden von der Steuerung bei Bedarf abgerundet, so dass eine programmierte Gesamtstrecke in eine ganzzahlige Anzahl von Teilstrecken zerlegt wird.
● Die Teilstrecke wirkt in mm/Hub oder inch/Hub (entsprechend den Achsvorgaben).
● Ist der programmierte SPP-Wert größer als die Verfahrstrecke, dann wird zur programmierten Endposition ohne Wegaufteilung positioniert.
● SPP = 0, Reset bzw. Programmende löschen den programmierten SPP-Wert. Deaktivieren von Stanzen/Nibbeln löscht nicht den programmierten SPP-Wert.
SPN Die automatische Streckenaufteilung SPN teilt den Verfahrweg in die programmierte Anzahl von Teilstrecken.
Es gelten folgende Bedingungen:
● Die Wegaufteilung ist nur wirksam bei aktivem SON oder PON.
(Ausnahme: MD26014 PUNCH_PATH_SPLITTING = 1)
● SPN wirkt satzweise.
● Ein vorher programmierter SPP-Wert wird für diesen Satz unterdrückt, ist aber in nachfolgenden Sätzen wieder aktiv.
Randbedingungen ● Die Wegaufteilung ist bei Geraden- und Kreisinterpolationen wirksam.
Die Interpolationsart bleibt erhalten, d. h. bei Kreisinterpolationen werden die Kreise abgefahren.
● Wurde in einem Satz sowohl SPN (Hubzahl) als auch SPP (Hubstrecke) programmiert, so wird im aktuellen Satz die Hubanzahl wirksam, während in den darauf folgenden Sätzen die Hubstrecke aktiv wird.
● Die Wegaufteilung ist nur bei aktivem Stanzen oder Nibbeln aktiv.
(Ausnahme: MD26014 PUNCH_PATH_SPLITTING = 1).
● Evtl. programmierte Hilfsfunktionen werden vor, während dem ersten oder nach dem letzten Teilsatz ausgegeben.
● Bei Sätzen ohne Verfahrinformationen gelten auch bei SPP- und SPN-Programmierung die gleichen Regeln wie sie für SON und PON festgelegt wurden. D. h., es wird nur dann ein Hub ausgelöst, wenn eine Achsbewegung programmiert wurde.
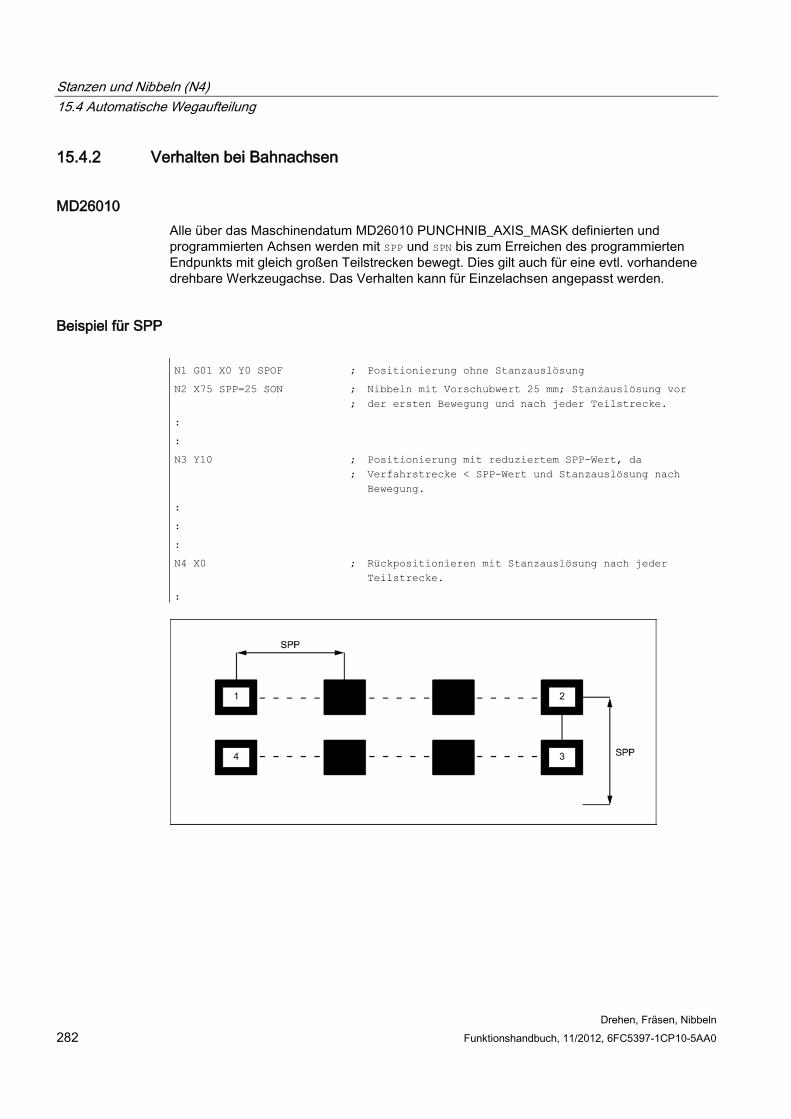
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln 282 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.4.2 Verhalten bei Bahnachsen
MD26010 Alle über das Maschinendatum MD26010 PUNCHNIB_AXIS_MASK definierten und programmierten Achsen werden mit SPP und SPN bis zum Erreichen des programmierten Endpunkts mit gleich großen Teilstrecken bewegt. Dies gilt auch für eine evtl. vorhandene drehbare Werkzeugachse. Das Verhalten kann für Einzelachsen angepasst werden.
Beispiel für SPP N1 G01 X0 Y0 SPOF ; Positionierung ohne Stanzauslösung
N2 X75 SPP=25 SON ; ;
Nibbeln mit Vorschubwert 25 mm; Stanzauslösung vor der ersten Bewegung und nach jeder Teilstrecke.
:
:
N3 Y10 ; ;
Positionierung mit reduziertem SPP-Wert, da Verfahrstrecke < SPP-Wert und Stanzauslösung nach Bewegung.
:
:
:
N4 X0 ; Rückpositionieren mit Stanzauslösung nach jeder Teilstrecke.
:
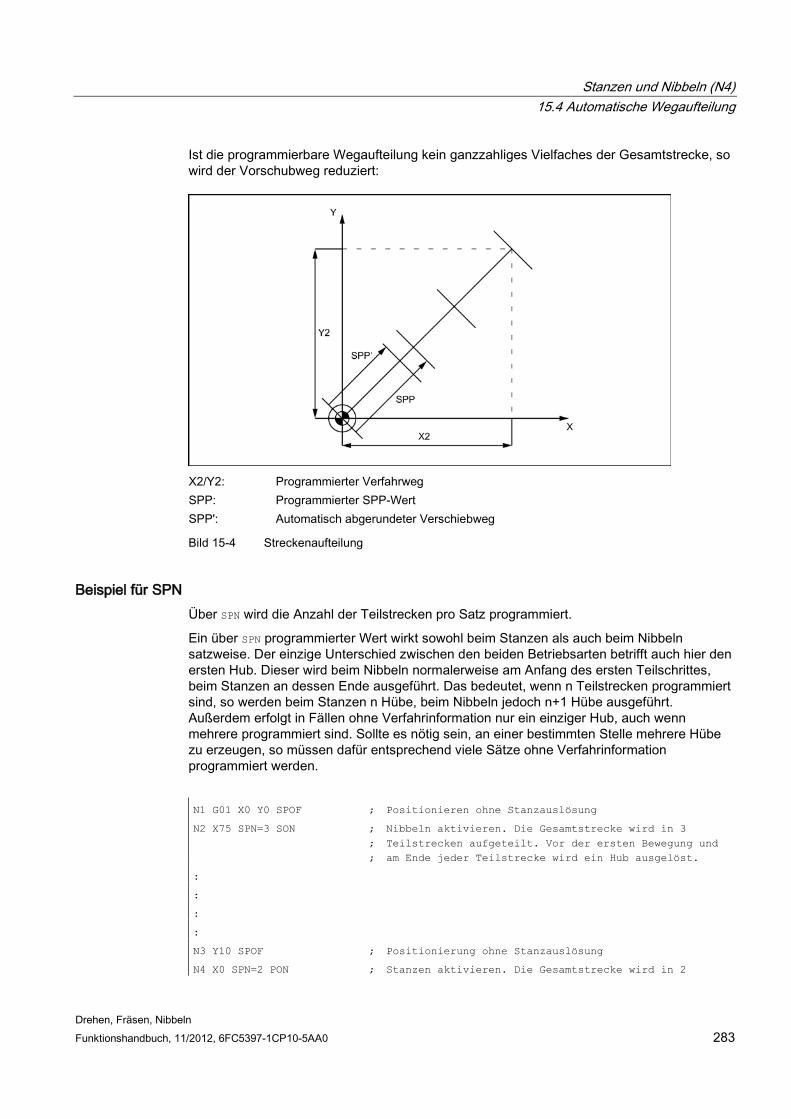
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 283
Ist die programmierbare Wegaufteilung kein ganzzahliges Vielfaches der Gesamtstrecke, so wird der Vorschubweg reduziert:
X2/Y2: Programmierter Verfahrweg SPP: Programmierter SPP-Wert SPP': Automatisch abgerundeter Verschiebweg
Bild 15-4 Streckenaufteilung
Beispiel für SPN Über SPN wird die Anzahl der Teilstrecken pro Satz programmiert.
Ein über SPN programmierter Wert wirkt sowohl beim Stanzen als auch beim Nibbeln satzweise. Der einzige Unterschied zwischen den beiden Betriebsarten betrifft auch hier den ersten Hub. Dieser wird beim Nibbeln normalerweise am Anfang des ersten Teilschrittes, beim Stanzen an dessen Ende ausgeführt. Das bedeutet, wenn n Teilstrecken programmiert sind, so werden beim Stanzen n Hübe, beim Nibbeln jedoch n+1 Hübe ausgeführt. Außerdem erfolgt in Fällen ohne Verfahrinformation nur ein einziger Hub, auch wenn mehrere programmiert sind. Sollte es nötig sein, an einer bestimmten Stelle mehrere Hübe zu erzeugen, so müssen dafür entsprechend viele Sätze ohne Verfahrinformation programmiert werden.
N1 G01 X0 Y0 SPOF ; Positionieren ohne Stanzauslösung
N2 X75 SPN=3 SON ; ; ;
Nibbeln aktivieren. Die Gesamtstrecke wird in 3 Teilstrecken aufgeteilt. Vor der ersten Bewegung und am Ende jeder Teilstrecke wird ein Hub ausgelöst.
:
:
:
:
N3 Y10 SPOF ; Positionierung ohne Stanzauslösung
N4 X0 SPN=2 PON ; Stanzen aktivieren. Die Gesamtstrecke wird in 2
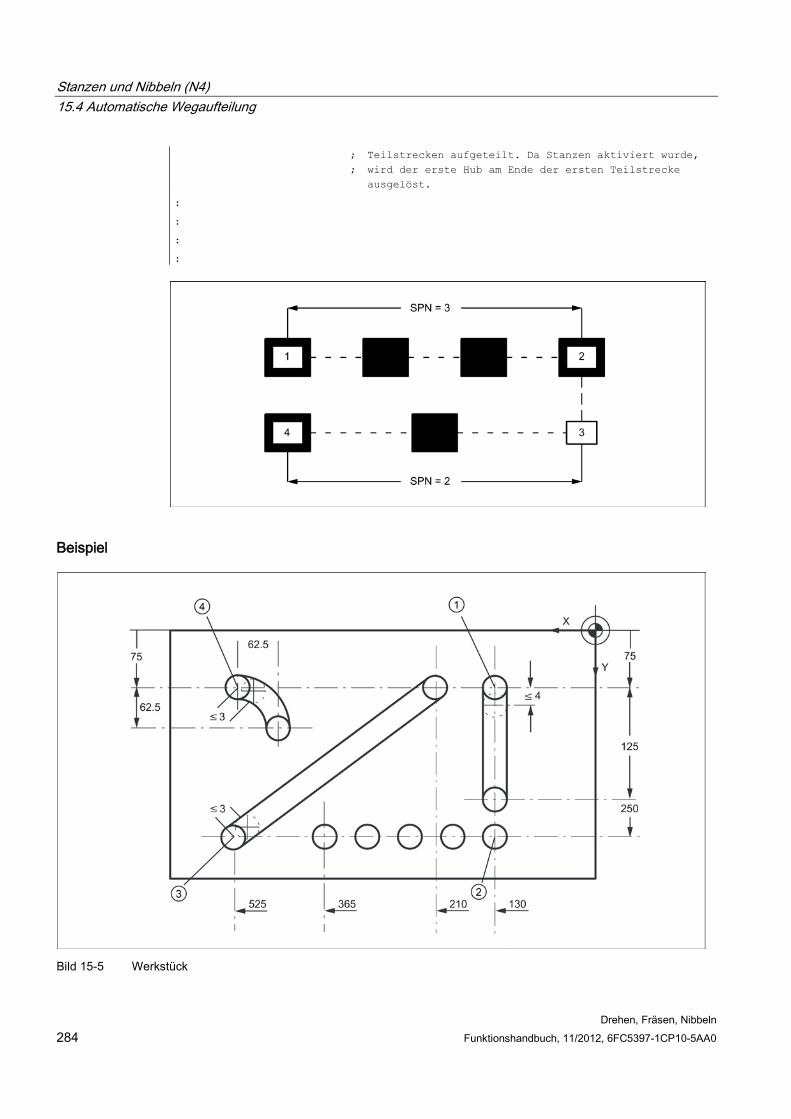
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln 284 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
; ;
Teilstrecken aufgeteilt. Da Stanzen aktiviert wurde, wird der erste Hub am Ende der ersten Teilstrecke ausgelöst.
:
:
:
:
Beispiel
Bild 15-5 Werkstück
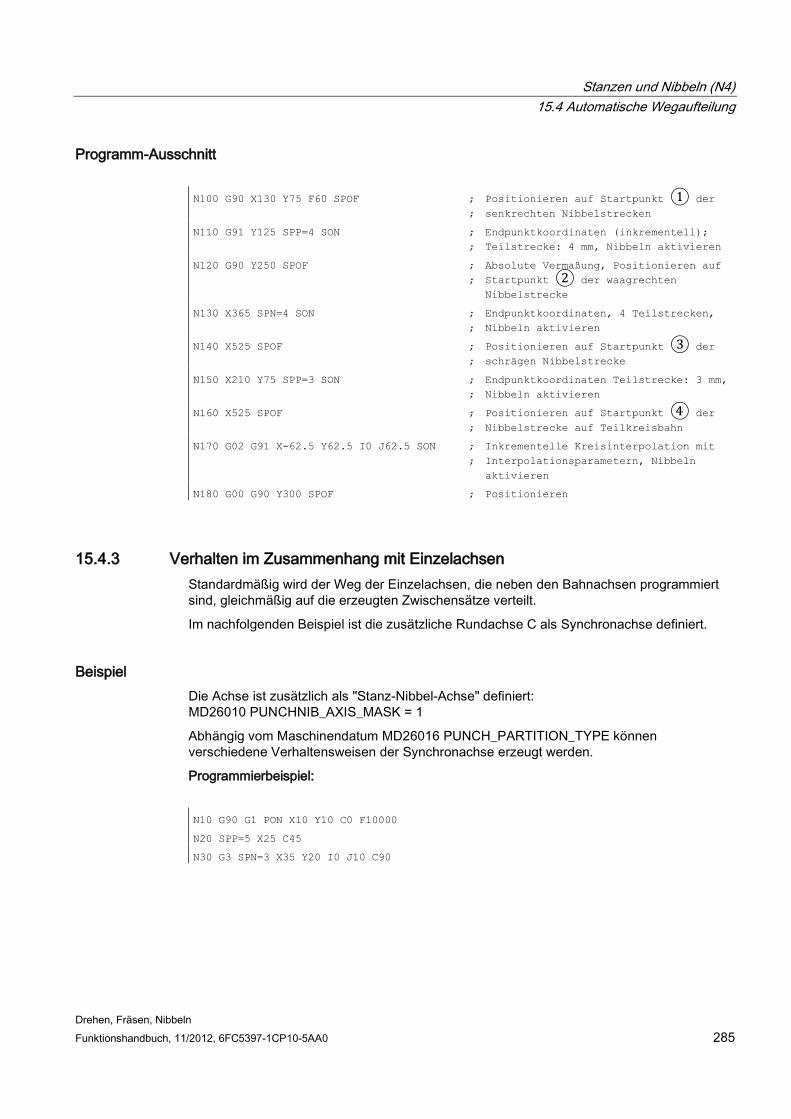
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 285
Programm-Ausschnitt N100 G90 X130 Y75 F60 SPOF ;
; Positionieren auf Startpunkt ① der senkrechten Nibbelstrecken
N110 G91 Y125 SPP=4 SON ; ;
Endpunktkoordinaten (inkrementell); Teilstrecke: 4 mm, Nibbeln aktivieren
N120 G90 Y250 SPOF ; ;
Absolute Vermaßung, Positionieren auf Startpunkt ② der waagrechten Nibbelstrecke
N130 X365 SPN=4 SON ; ;
Endpunktkoordinaten, 4 Teilstrecken, Nibbeln aktivieren
N140 X525 SPOF ; ;
Positionieren auf Startpunkt ③ der schrägen Nibbelstrecke
N150 X210 Y75 SPP=3 SON ; ;
Endpunktkoordinaten Teilstrecke: 3 mm, Nibbeln aktivieren
N160 X525 SPOF ; ;
Positionieren auf Startpunkt ④ der Nibbelstrecke auf Teilkreisbahn
N170 G02 G91 X-62.5 Y62.5 I0 J62.5 SON ; ;
Inkrementelle Kreisinterpolation mit Interpolationsparametern, Nibbeln aktivieren
N180 G00 G90 Y300 SPOF ; Positionieren
15.4.3 Verhalten im Zusammenhang mit Einzelachsen Standardmäßig wird der Weg der Einzelachsen, die neben den Bahnachsen programmiert sind, gleichmäßig auf die erzeugten Zwischensätze verteilt.
Im nachfolgenden Beispiel ist die zusätzliche Rundachse C als Synchronachse definiert.
Beispiel Die Achse ist zusätzlich als "Stanz-Nibbel-Achse" definiert: MD26010 PUNCHNIB_AXIS_MASK = 1
Abhängig vom Maschinendatum MD26016 PUNCH_PARTITION_TYPE können verschiedene Verhaltensweisen der Synchronachse erzeugt werden.
Programmierbeispiel:
N10 G90 G1 PON X10 Y10 C0 F10000
N20 SPP=5 X25 C45
N30 G3 SPN=3 X35 Y20 I0 J10 C90
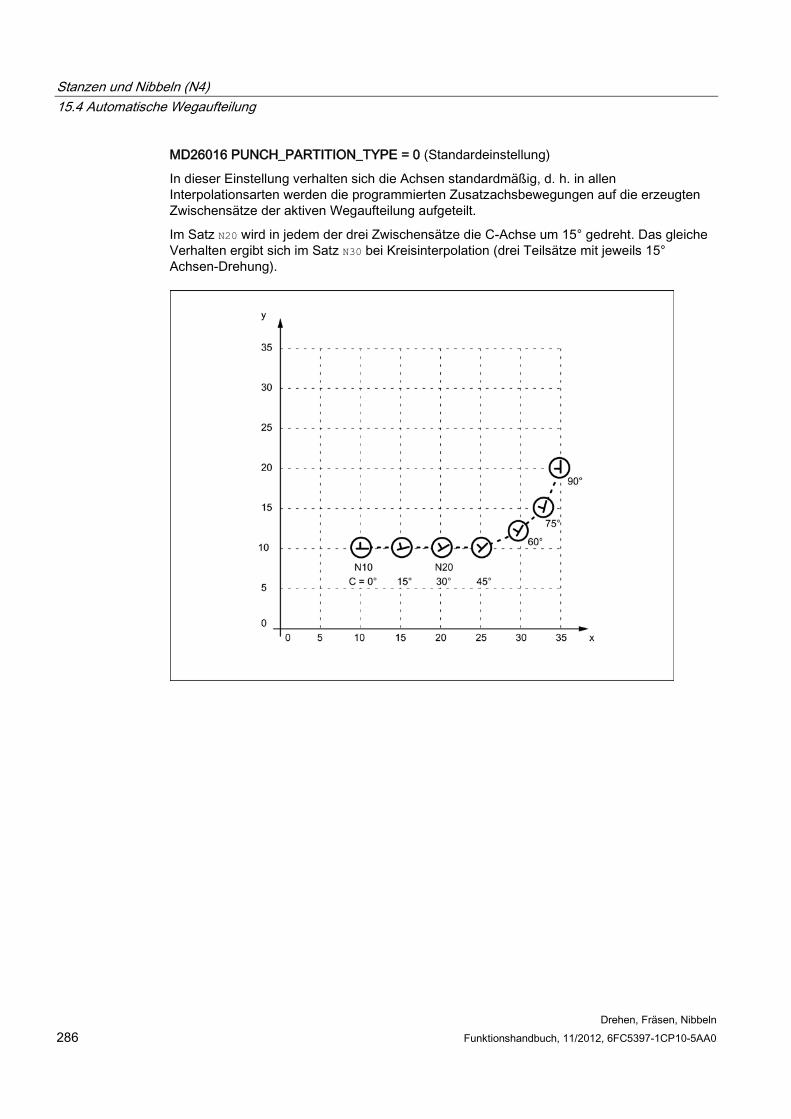
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln 286 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
MD26016 PUNCH_PARTITION_TYPE = 0 (Standardeinstellung)
In dieser Einstellung verhalten sich die Achsen standardmäßig, d. h. in allen Interpolationsarten werden die programmierten Zusatzachsbewegungen auf die erzeugten Zwischensätze der aktiven Wegaufteilung aufgeteilt.
Im Satz N20 wird in jedem der drei Zwischensätze die C-Achse um 15° gedreht. Das gleiche Verhalten ergibt sich im Satz N30 bei Kreisinterpolation (drei Teilsätze mit jeweils 15° Achsen-Drehung).
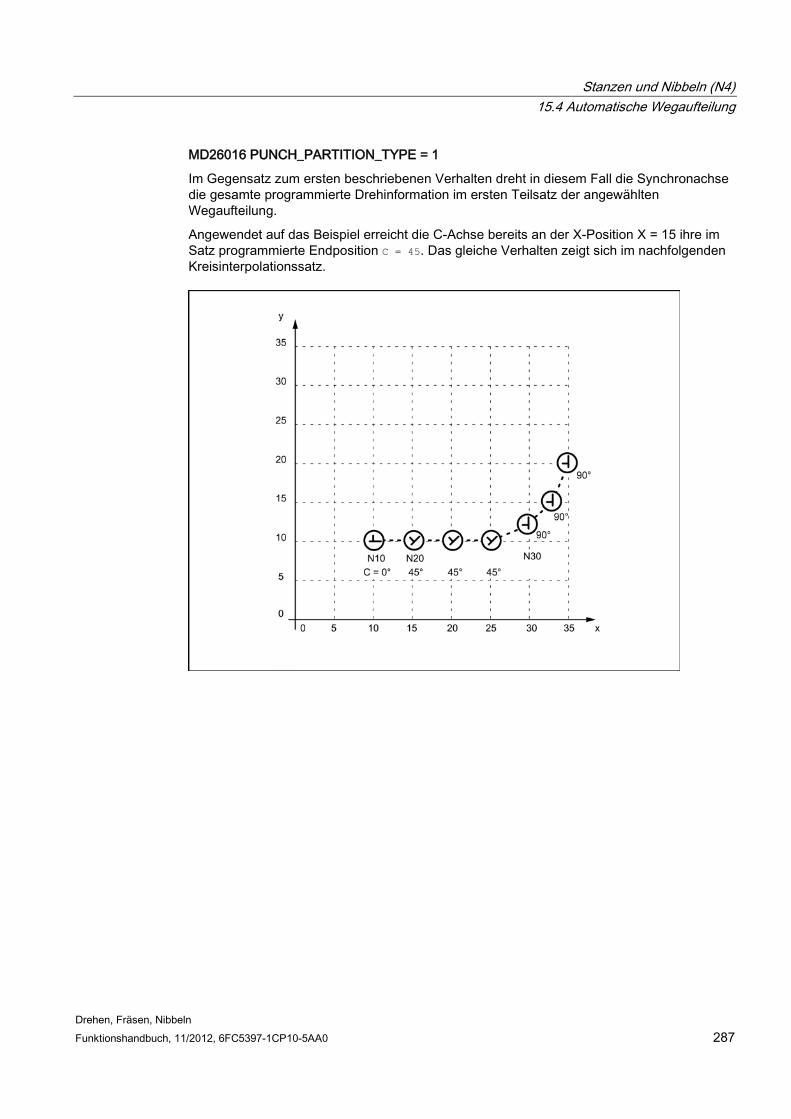
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 287
MD26016 PUNCH_PARTITION_TYPE = 1
Im Gegensatz zum ersten beschriebenen Verhalten dreht in diesem Fall die Synchronachse die gesamte programmierte Drehinformation im ersten Teilsatz der angewählten Wegaufteilung.
Angewendet auf das Beispiel erreicht die C-Achse bereits an der X-Position X = 15 ihre im Satz programmierte Endposition C = 45. Das gleiche Verhalten zeigt sich im nachfolgenden Kreisinterpolationssatz.
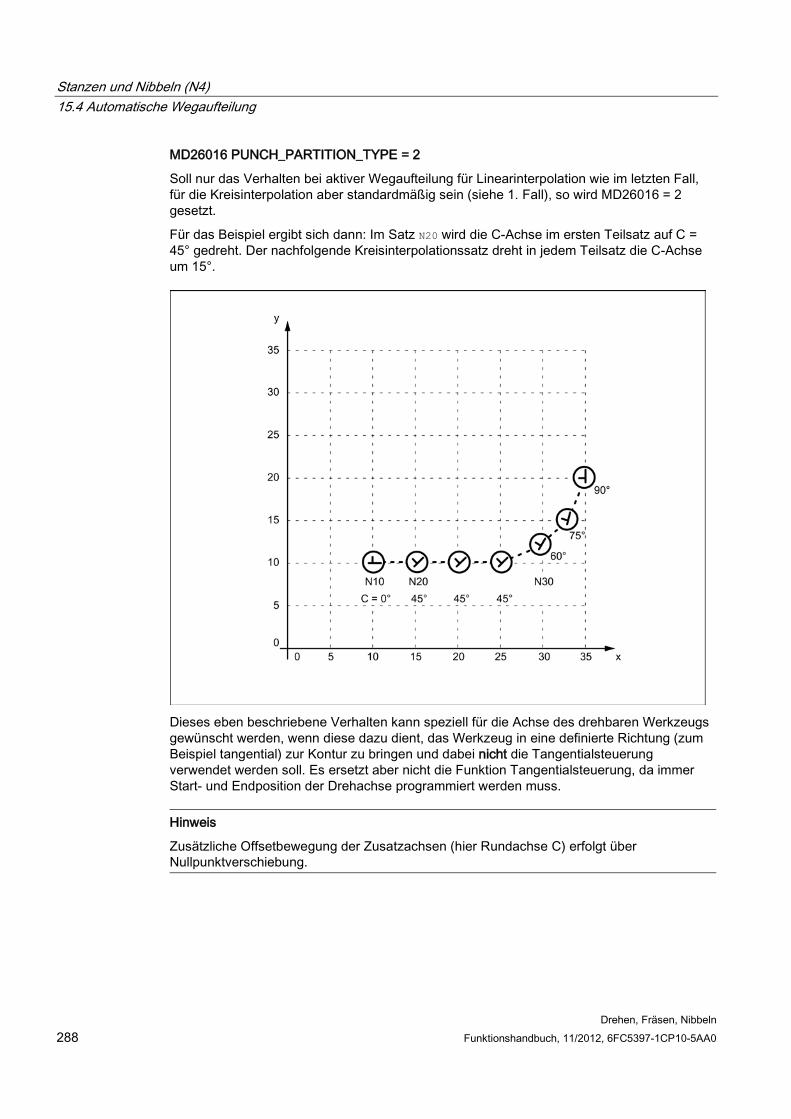
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln 288 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
MD26016 PUNCH_PARTITION_TYPE = 2
Soll nur das Verhalten bei aktiver Wegaufteilung für Linearinterpolation wie im letzten Fall, für die Kreisinterpolation aber standardmäßig sein (siehe 1. Fall), so wird MD26016 = 2 gesetzt.
Für das Beispiel ergibt sich dann: Im Satz N20 wird die C-Achse im ersten Teilsatz auf C = 45° gedreht. Der nachfolgende Kreisinterpolationssatz dreht in jedem Teilsatz die C-Achse um 15°.
Dieses eben beschriebene Verhalten kann speziell für die Achse des drehbaren Werkzeugs gewünscht werden, wenn diese dazu dient, das Werkzeug in eine definierte Richtung (zum Beispiel tangential) zur Kontur zu bringen und dabei nicht die Tangentialsteuerung verwendet werden soll. Es ersetzt aber nicht die Funktion Tangentialsteuerung, da immer Start- und Endposition der Drehachse programmiert werden muss.
Hinweis
Zusätzliche Offsetbewegung der Zusatzachsen (hier Rundachse C) erfolgt über Nullpunktverschiebung.
Stanzen und Nibbeln (N4) 15.4 Automatische Wegaufteilung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 289
Randbedingungen ● Ist die C-Achse nicht als "Stanz-Nibbel-Achse" definiert, so ergeben sich im obigen
Beispiel für Satz N30 keine Wegaufteilung der C-Achsbewegung und auch keine Hubauslösung am Satzende.
● Soll die beschriebene Funktionalität für nicht-nibbeltechnologische Ausprägung aber mit Ausrichtung der Zusatzachse erfolgen, so kann die Hubauslösung durch folgendes PLC-Nahtstellensignal unterdrückt werden:
V3200 0003.2 (Hubunterdrückung)
(Anwendung: z. B. Ausrichtung Elektronenstrahl beim Schweißen)
Ein ähnliches Verhalten ist durch folgende Maschinendatum-Einstellung möglich:
MD26014 PUNCH_PATH_SPLITTING = 1
Damit wird die Wegaufteilung unabhängig von Stanz-/Nibbel-Funktionen vorgenommen.
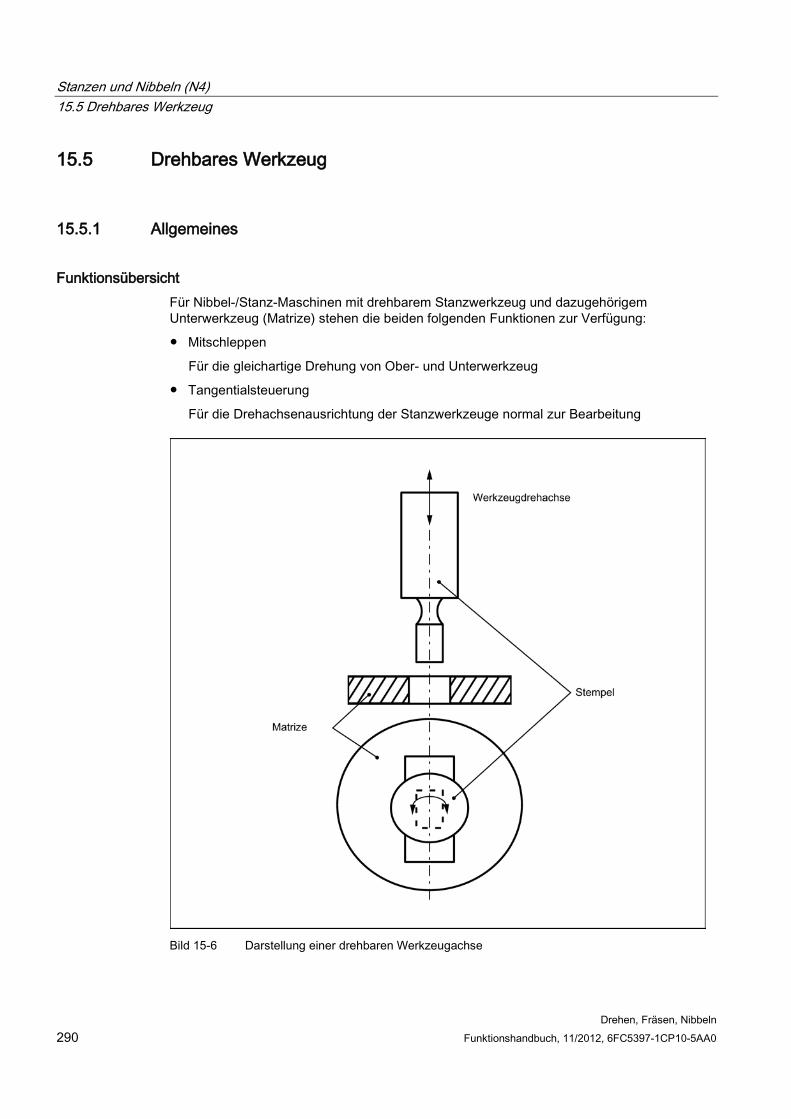
Stanzen und Nibbeln (N4) 15.5 Drehbares Werkzeug
Drehen, Fräsen, Nibbeln 290 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.5 Drehbares Werkzeug
15.5.1 Allgemeines
Funktionsübersicht Für Nibbel-/Stanz-Maschinen mit drehbarem Stanzwerkzeug und dazugehörigem Unterwerkzeug (Matrize) stehen die beiden folgenden Funktionen zur Verfügung:
● Mitschleppen
Für die gleichartige Drehung von Ober- und Unterwerkzeug
● Tangentialsteuerung
Für die Drehachsenausrichtung der Stanzwerkzeuge normal zur Bearbeitung
Bild 15-6 Darstellung einer drehbaren Werkzeugachse
Stanzen und Nibbeln (N4) 15.5 Drehbares Werkzeug
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 291
15.5.2 Mitschleppen Ober- und Unterwerkzeug
Funktion Durch Verwendung der Standardfunktion "Mitschleppen" kann der drehbaren Werkzeugachse des Oberwerkzeugs die Unterwerkzeugachse als Mitschleppachse zugeordnet werden.
Aktivierung Die Funktion Mitschleppen wird mit den Sprachbefehlen TRAILON bzw. TRAILOF aktiviert bzw. deaktiviert.
Literatur: /BPN/ Bedienen und Programmieren Nibbeln
Beispiel Beispiel für eine typische Nibbelmaschine bei drehbaren Stanzwerkzeugen mit C als Ober- und C1 als Unterwerkzeugachse:
:
TRAILON (C1, C, 1) ; Einschalten des Mitschleppverbands
G01 X100 Y100 C0 PON ; Hubauslösung mit C-Achs-/C1-Achs-Position C=0=C1
X150 C45 ; Hubauslösung mit C-Achs-/C1-Achs Position C=45=C1
:
M30
Grundstellung Nach dem Hochlauf sind keine Mitschleppverbände aktiv. Nach Referenzpunktfahren der beiden Werkzeugachsen wird der Mitschleppverband im Normalfall nicht mehr aufgelöst.
15.5.3 Tangentialsteuerung
Funktion Die Ausrichtung der drehbaren Werkzeugachsen bei Stanz-/Nibbel-Maschinen tangential zur programmierten Bahn der Leitachsen wird durch die Funktion "Tangentialsteuerung" erzielt.
Aktivierung Die Funktion "Tangentialsteuerung" wird mit den Sprachbefehlen TANGON bzw. TANGOF aktiviert bzw. deaktiviert.
Literatur: /BPN/ Bedienen und Programmieren Nibbeln
Stanzen und Nibbeln (N4) 15.5 Drehbares Werkzeug
Drehen, Fräsen, Nibbeln 292 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Funktionsweise Die Tangentialachse ist an die Interpolation der Führungsachsen gekoppelt. Eine geschwindigkeitsunabhängige Positionierung tangential zur Bahn auf die jeweilige Stanzposition ist damit nicht möglich. Bei ungünstiger Auslegung der Achsdynamik der Drehachse im Vergleich zu den Führungsachsen kann dies zu einer Verringerung der Bearbeitungsgeschwindigkeit führen. Zusätzliche Offsetwinkel sind direkt über den Sprachbefehl TANGON möglich.
Hinweis
Wird das Werkzeug (Stempel und Matrize) über 2 getrennte Antriebe positioniert, so kann dies über die Funktionen "Tangentialsteuerung" und "Mitschleppen" realisiert werden.
Achtung: Es muss zuerst "Tangentialsteuerung" und dann "Mitschleppen" eingeschaltet werden.
Die Tangentialsteuerung bewirkt ein automatisches Ausrichten des Stanzwerkzeuges senkrecht zum Richtungsvektor der programmierten Bahn. Vor der ersten Stanzung auf der programmierten Strecke wird das Tangentialwerkzeug positioniert. Der Tangentialwinkel ist immer auf die positive X-Achse bezogen. Ein programmierter Zusatzwinkel wird zum errechneten Winkel addiert.
Die Tangentialsteuerung wirkt bei Geraden- und Kreisinterpolation.
Beispiel: Geradeninterpolation Die Stanz-/Nibbel-Maschine hat drehbares Unter- und Oberwerkzeug mit getrennten Antrieben.
Programmierbeispiel:
:
N2 TANG (C, X, Y, 1, "B") ; Definition von Leit- und Folgeachsen, C ist Folgeachse zu X und Y im Basiskoordinatensystem
N5 G0 X10 Y5 ; Start-Position
N8 TRAILON (C1, C, 1) ; Einschalten Mitschleppen der drehbaren Werkzeugachsen C/C1
N10 Y10 C225 PON F60 ; C/C1-Achse dreht auf 225° ↷Hub
N15 X20 Y20 C45 ; C/C1-Achse dreht auf 45° ↷Hub
N20 X50 Y20 C90 SPOF ; C/C1-Achse dreht auf 90°, keine Hubauslösung
N25 X80 Y20 SPP=10 SON ; Wegaufteilung; 4 Hübe werden ausgeführt mit auf 90° gedrehtem WZ
N30 X60 Y40 SPOF ; Positionieren
N32 TANGON (C, 180) ; Tangentialsteuerung einschalten, Offset-Winkel der drehbaren WZ-Achsen 180°
N35 X30 Y70 SPN=3 PON ; Wegaufteilung, 3 Hübe bei aktiver Tangentialsteuerung und einem Offset-Winkel von 180°
N40 G91 C45 X-10 Y-10 ; C/C1 dreht auf 225° (180° + 45° INC) Tangentialsteuerung inaktiv, da keine Wegaufteilung ↷Hub
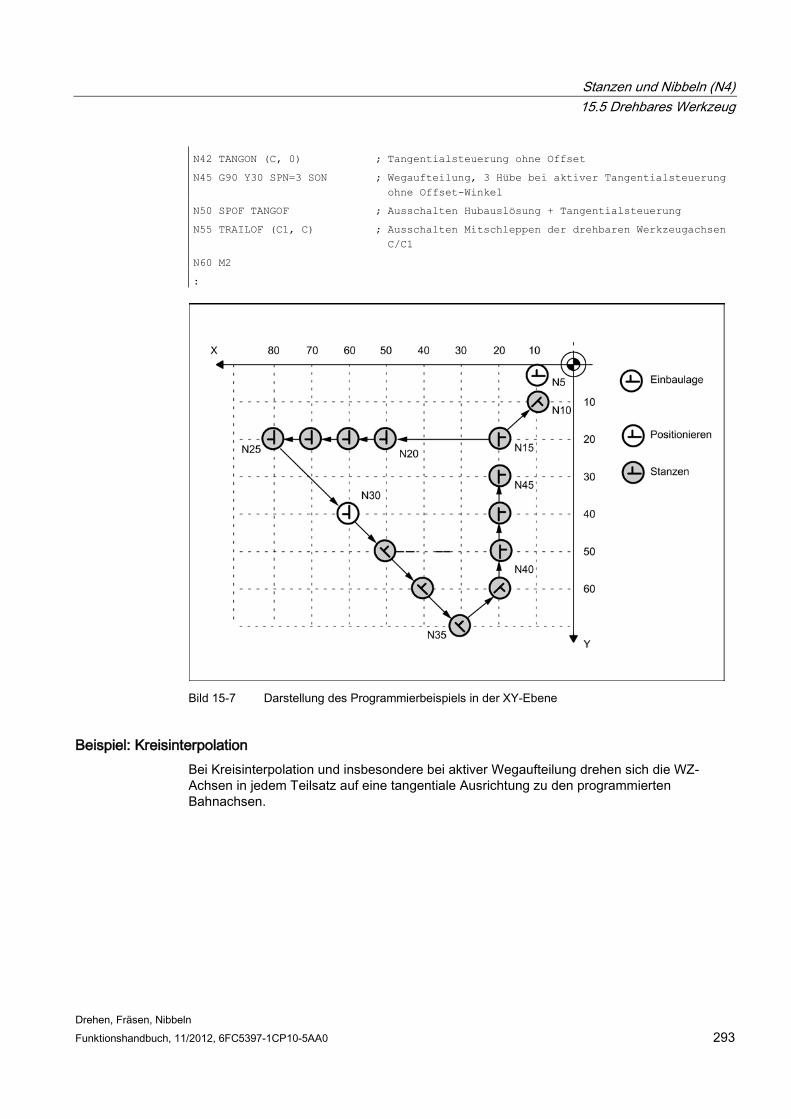
Stanzen und Nibbeln (N4) 15.5 Drehbares Werkzeug
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 293
N42 TANGON (C, 0) ; Tangentialsteuerung ohne Offset
N45 G90 Y30 SPN=3 SON ; Wegaufteilung, 3 Hübe bei aktiver Tangentialsteuerung ohne Offset-Winkel
N50 SPOF TANGOF ; Ausschalten Hubauslösung + Tangentialsteuerung
N55 TRAILOF (C1, C) ; Ausschalten Mitschleppen der drehbaren Werkzeugachsen C/C1
N60 M2
:
Bild 15-7 Darstellung des Programmierbeispiels in der XY-Ebene
Beispiel: Kreisinterpolation Bei Kreisinterpolation und insbesondere bei aktiver Wegaufteilung drehen sich die WZ-Achsen in jedem Teilsatz auf eine tangentiale Ausrichtung zu den programmierten Bahnachsen.
Stanzen und Nibbeln (N4) 15.5 Drehbares Werkzeug
Drehen, Fräsen, Nibbeln 294 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Programmierbeispiel:
:
N2 TANG (C, X, Y, 1, "B") ; Definition von Leit- und Folgeachsen, C ist Folgeachse zu X und Y im Basiskoordinatensystem
N5 G0 F60 X10 Y10 ; Startposition
N8 TRAILON (C1, C, 1) ; Einschalten Mitschleppen der drehbaren Werkzeugachsen C/C1 für Unter- und Oberwerkzeug
N9 TANGON (C, -90) ; Einschalten Tangentialsteuerung mit Offset 270°
N10 G02 X30 Y30 I20 J0 SPN=2 PON ; Kreisinterpolation mit Wegaufteilung, 2 Hübe werden ausgeführt mit 270° Offset-Winkel und tangentialem Ausrichten auf der Kreisbahn
N15 G0 X70 Y10 SPOF ; Positionieren
N17 TANGON (C, 90) ; Einschalten Tangentialsteuerung mit Offset 90°
N20 G03 X35,86 Y24,14 CR=20 SPP=16 SON ; Kreisinterpolation, Wegaufteilung, 4 Hübe werden ausgeführt mit 90° Offset-Winkel und tangentialem Ausrichten auf der Kreisbahn
N25 G0 X74,14 Y35,86 C0 PON ; Drehen der Werkzeugachsen auf 0°, Hub
N27 TANGON (C, 0) ; Einschalten Tangentialsteuerung mit Offset 0°
N30 G03 X40 Y50 I-14,14 J14,14 SPN=5 SON ; Kreisinterpolation, Wegaufteilung, 5 Hübe mit Offset-Winkel 0° und tangentialem Ausrichten auf der Kreisbahn
N35 G0 X30 Y65 C90 SPOF ; Positionieren ohne aktive Tangentialsteuerung
N40 G91 X-10 Y-25 C180 ; Positionierung, C-Achse dreht auf 270°
N43 TANGOF ; Ausschalten Tangentialsteuerung
N45 G90 G02 Y60 I0 J10 SPP=2 PON ; Kreisinterpolation, Wegaufteilung, 2 Hübe ohne Tangentialsteuerung mit C=270°
N50 SPOF ; Stanzen aus
N55 TRAILOF (C1, C) ; Ausschalten Mitschleppen der drehbaren Werkzeugachsen C/C1
N60 M2
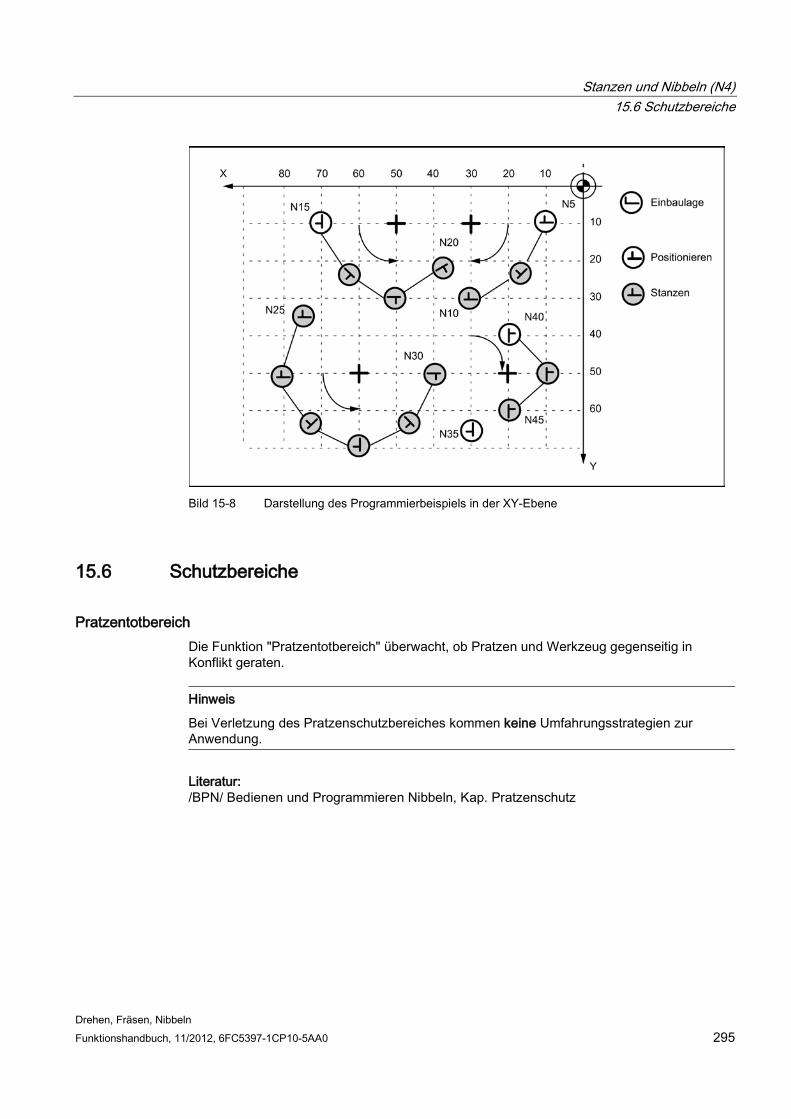
Stanzen und Nibbeln (N4) 15.6 Schutzbereiche
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 295
Bild 15-8 Darstellung des Programmierbeispiels in der XY-Ebene
15.6 Schutzbereiche
Pratzentotbereich Die Funktion "Pratzentotbereich" überwacht, ob Pratzen und Werkzeug gegenseitig in Konflikt geraten.
Hinweis
Bei Verletzung des Pratzenschutzbereiches kommen keine Umfahrungsstrategien zur Anwendung.
Literatur: /BPN/ Bedienen und Programmieren Nibbeln, Kap. Pratzenschutz
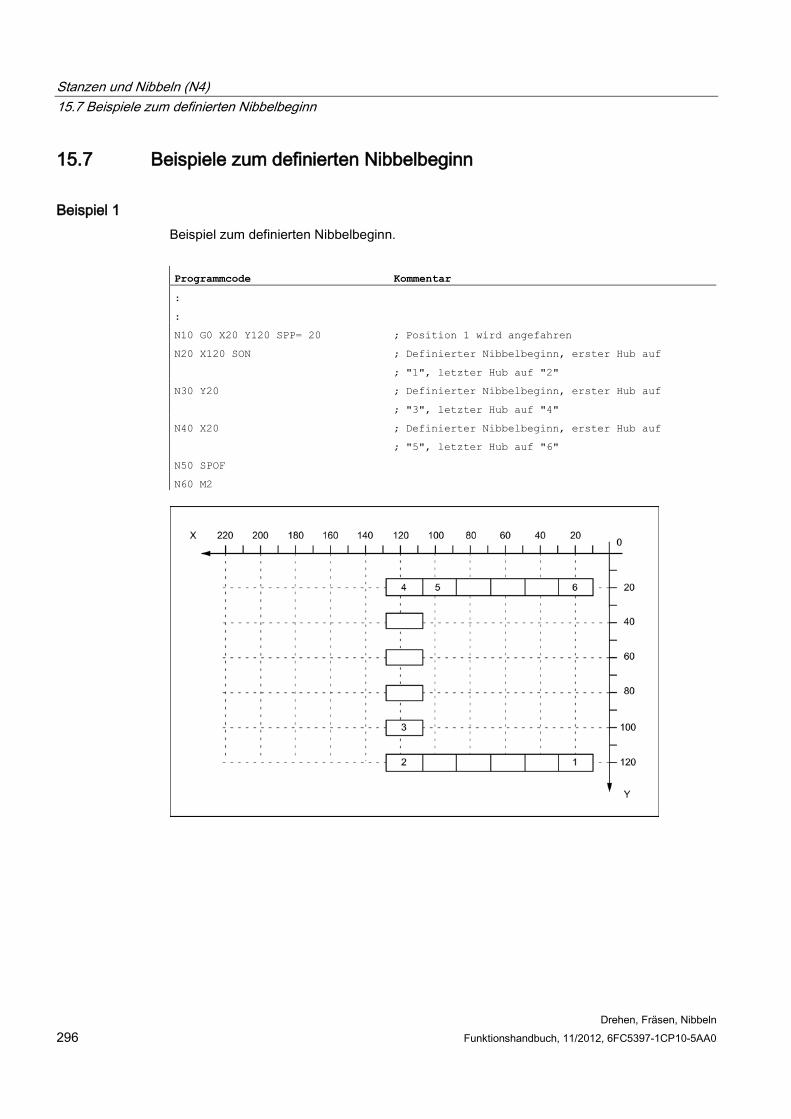
Stanzen und Nibbeln (N4) 15.7 Beispiele zum definierten Nibbelbeginn
Drehen, Fräsen, Nibbeln 296 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
15.7 Beispiele zum definierten Nibbelbeginn
Beispiel 1 Beispiel zum definierten Nibbelbeginn.
Programmcode Kommentar
:
:
N10 G0 X20 Y120 SPP= 20 ; Position 1 wird angefahren
N20 X120 SON ; Definierter Nibbelbeginn, erster Hub auf
; "1", letzter Hub auf "2"
N30 Y20 ; Definierter Nibbelbeginn, erster Hub auf
; "3", letzter Hub auf "4"
N40 X20 ; Definierter Nibbelbeginn, erster Hub auf
; "5", letzter Hub auf "6"
N50 SPOF
N60 M2
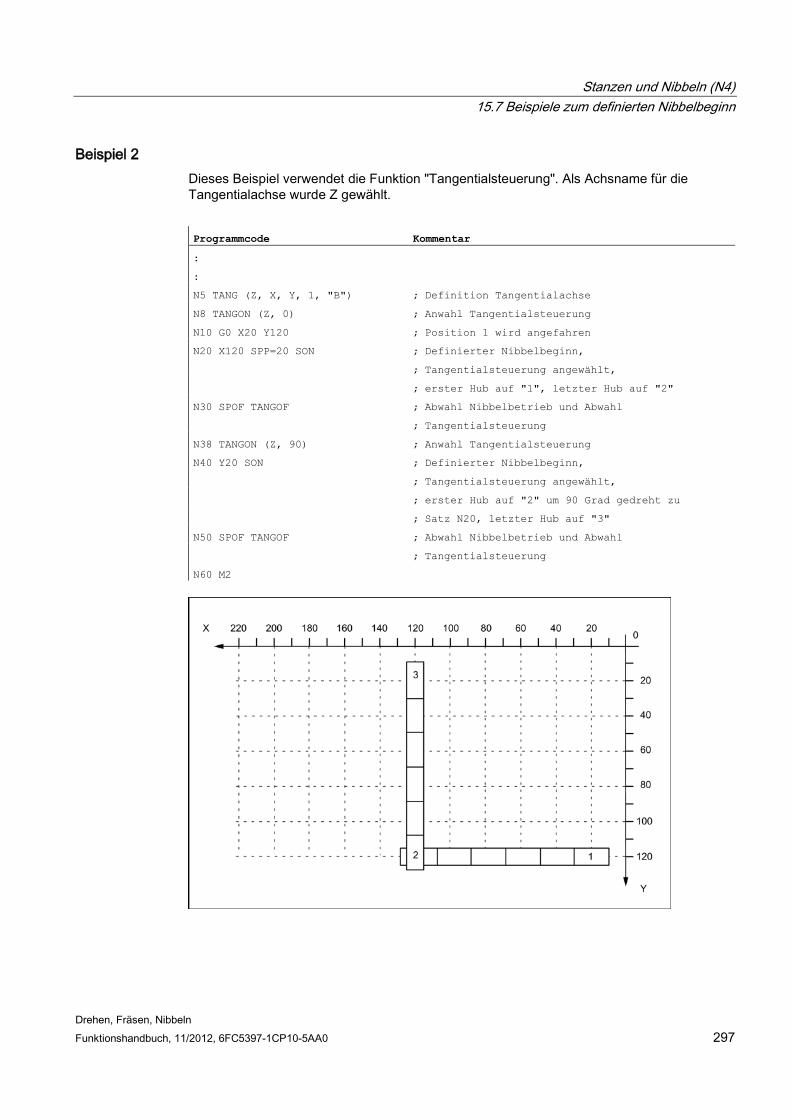
Stanzen und Nibbeln (N4) 15.7 Beispiele zum definierten Nibbelbeginn
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 297
Beispiel 2 Dieses Beispiel verwendet die Funktion "Tangentialsteuerung". Als Achsname für die Tangentialachse wurde Z gewählt.
Programmcode Kommentar
:
:
N5 TANG (Z, X, Y, 1, "B") ; Definition Tangentialachse
N8 TANGON (Z, 0) ; Anwahl Tangentialsteuerung
N10 G0 X20 Y120 ; Position 1 wird angefahren
N20 X120 SPP=20 SON ; Definierter Nibbelbeginn,
; Tangentialsteuerung angewählt,
; erster Hub auf "1", letzter Hub auf "2"
N30 SPOF TANGOF ; Abwahl Nibbelbetrieb und Abwahl
; Tangentialsteuerung
N38 TANGON (Z, 90) ; Anwahl Tangentialsteuerung
N40 Y20 SON ; Definierter Nibbelbeginn,
; Tangentialsteuerung angewählt,
; erster Hub auf "2" um 90 Grad gedreht zu
; Satz N20, letzter Hub auf "3"
N50 SPOF TANGOF ; Abwahl Nibbelbetrieb und Abwahl
; Tangentialsteuerung
N60 M2
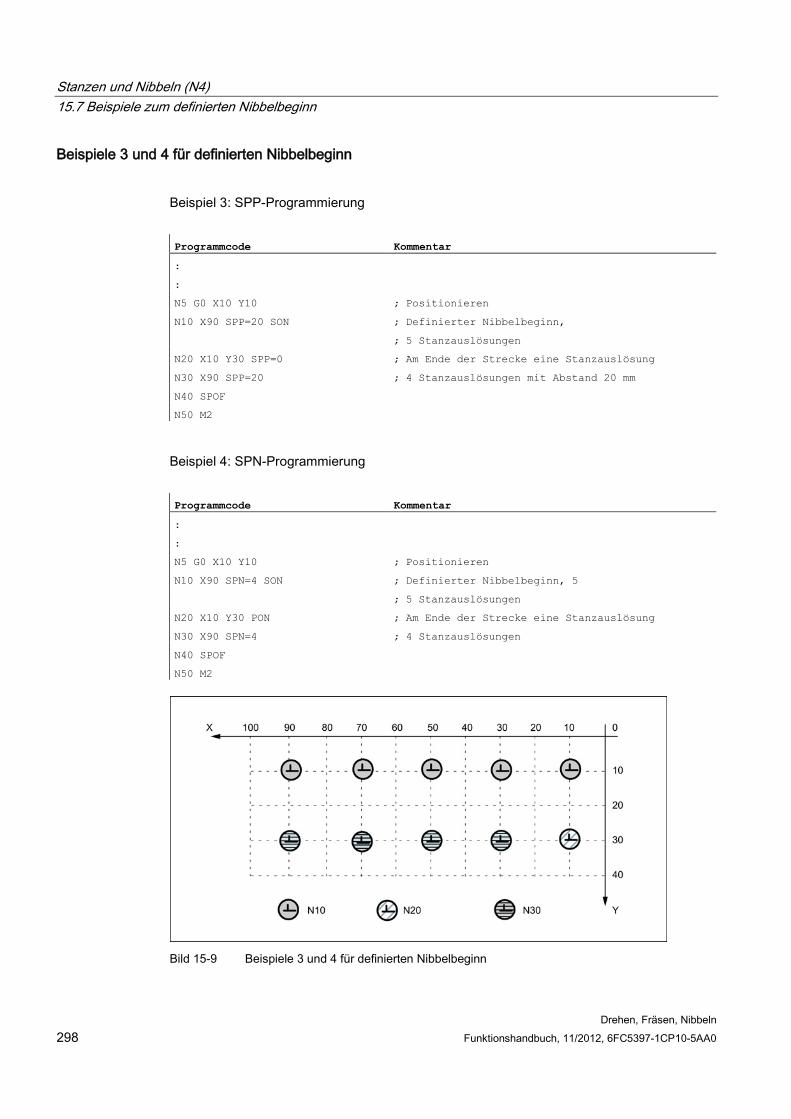
Stanzen und Nibbeln (N4) 15.7 Beispiele zum definierten Nibbelbeginn
Drehen, Fräsen, Nibbeln 298 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Beispiele 3 und 4 für definierten Nibbelbeginn
Beispiel 3: SPP-Programmierung
Programmcode Kommentar
:
:
N5 G0 X10 Y10 ; Positionieren
N10 X90 SPP=20 SON ; Definierter Nibbelbeginn,
; 5 Stanzauslösungen
N20 X10 Y30 SPP=0 ; Am Ende der Strecke eine Stanzauslösung
N30 X90 SPP=20 ; 4 Stanzauslösungen mit Abstand 20 mm
N40 SPOF
N50 M2
Beispiel 4: SPN-Programmierung
Programmcode Kommentar
:
:
N5 G0 X10 Y10 ; Positionieren
N10 X90 SPN=4 SON ; Definierter Nibbelbeginn, 5
; 5 Stanzauslösungen
N20 X10 Y30 PON ; Am Ende der Strecke eine Stanzauslösung
N30 X90 SPN=4 ; 4 Stanzauslösungen
N40 SPOF
N50 M2
Bild 15-9 Beispiele 3 und 4 für definierten Nibbelbeginn
Stanzen und Nibbeln (N4) 15.7 Beispiele zum definierten Nibbelbeginn
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 299
Beispiele 5 und 6 ohne definierten Nibbelbeginn
Beispiel 5: SPP-Programmierung
Programmcode Kommentar
:
:
N5 G0 X10 Y30 ; Positionieren
N10 X90 SPP=20 PON ; Kein definierter Nibbelbeginn,
; 4 Stanzauslösungen
N15 Y10 ; Am Ende der Strecke eine Stanzauslösung
N20 X10 SPP=20 ; 4 Stanzauslösungen mit Abstand 20 mm
N25 SPOF
N30 M2
Beispiel 6: SPN-Programmierung
Programmcode Kommentar
:
:
N5 G0 X10 Y30 ; Positionieren
N10 X90 SPN=4 PON ; Kein definierter Nibbelbeginn,
; 4 Stanzauslösungen
N15 Y10 ; Am Ende der Strecke eine Stanzauslösung
N20 X10 SPN=4 ; 4 Stanzauslösungen
N25 SPOF
N30 M2
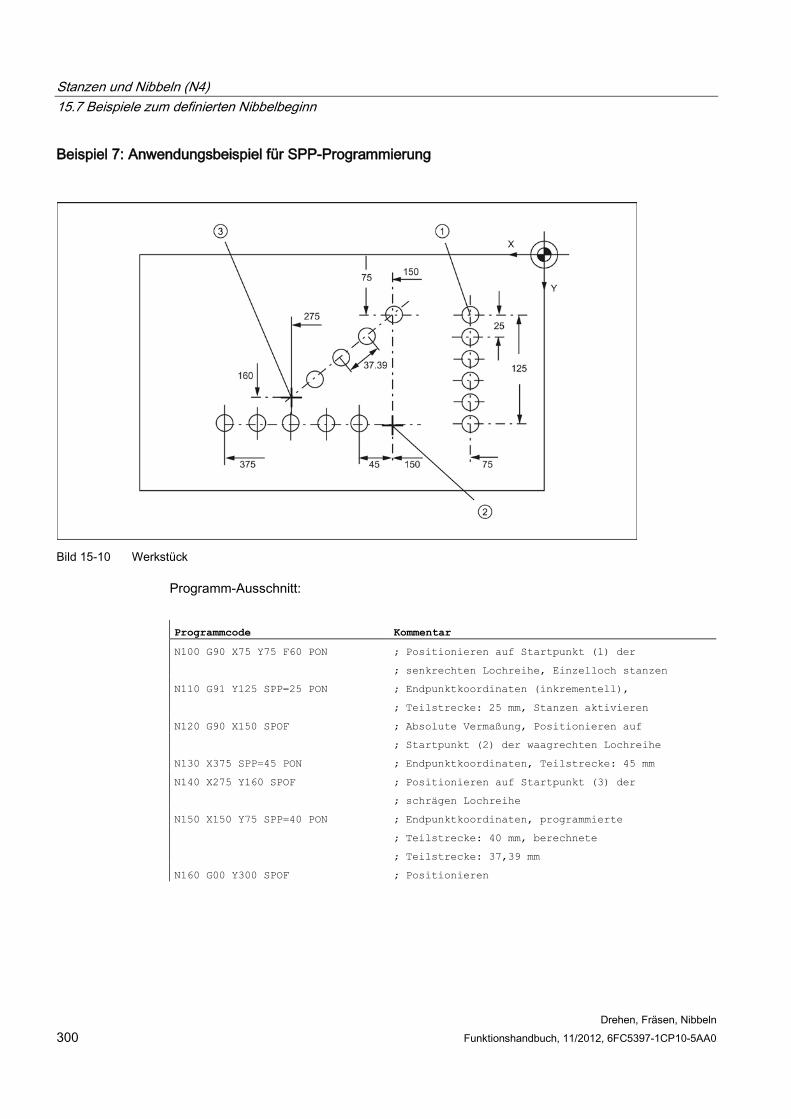
Stanzen und Nibbeln (N4) 15.7 Beispiele zum definierten Nibbelbeginn
Drehen, Fräsen, Nibbeln 300 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Beispiel 7: Anwendungsbeispiel für SPP-Programmierung
Bild 15-10 Werkstück
Programm-Ausschnitt:
Programmcode Kommentar
N100 G90 X75 Y75 F60 PON ; Positionieren auf Startpunkt (1) der
; senkrechten Lochreihe, Einzelloch stanzen
N110 G91 Y125 SPP=25 PON ; Endpunktkoordinaten (inkrementell),
; Teilstrecke: 25 mm, Stanzen aktivieren
N120 G90 X150 SPOF ; Absolute Vermaßung, Positionieren auf
; Startpunkt (2) der waagrechten Lochreihe
N130 X375 SPP=45 PON ; Endpunktkoordinaten, Teilstrecke: 45 mm
N140 X275 Y160 SPOF ; Positionieren auf Startpunkt (3) der
; schrägen Lochreihe
N150 X150 Y75 SPP=40 PON ; Endpunktkoordinaten, programmierte
; Teilstrecke: 40 mm, berechnete
; Teilstrecke: 37,39 mm
N160 G00 Y300 SPOF ; Positionieren
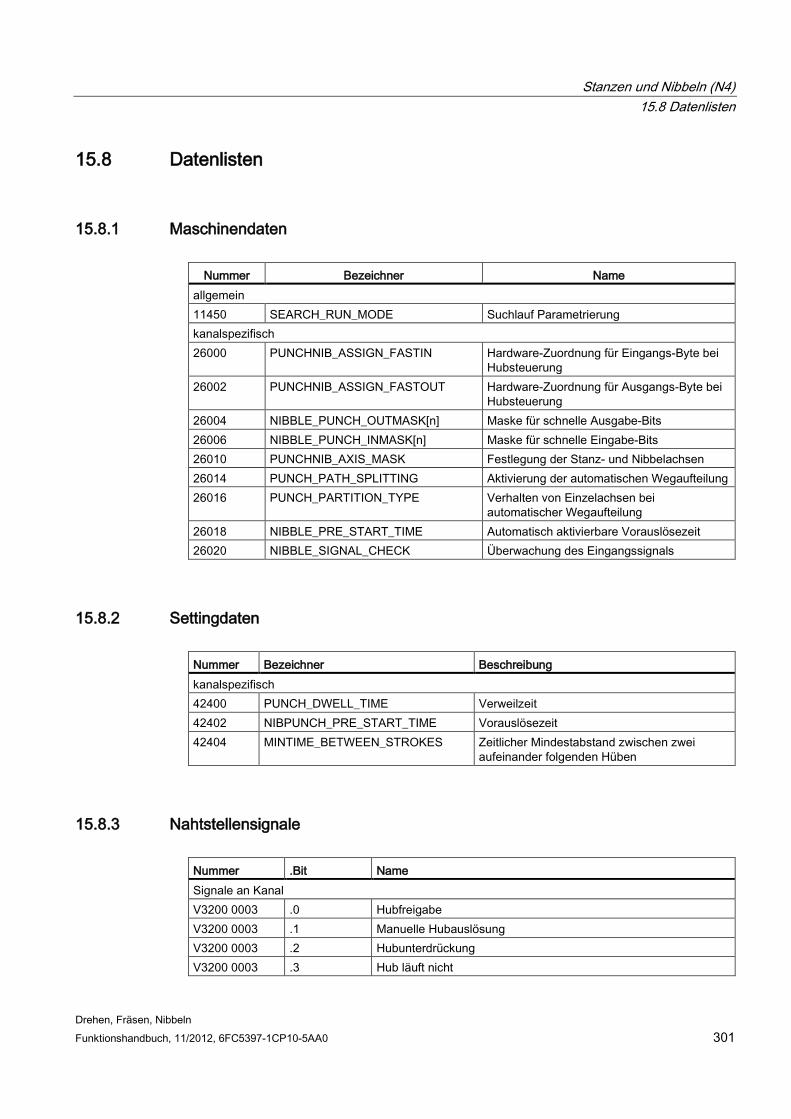
Stanzen und Nibbeln (N4) 15.8 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 301
15.8 Datenlisten
15.8.1 Maschinendaten
Nummer Bezeichner Name allgemein 11450 SEARCH_RUN_MODE Suchlauf Parametrierung kanalspezifisch 26000 PUNCHNIB_ASSIGN_FASTIN Hardware-Zuordnung für Eingangs-Byte bei
Hubsteuerung 26002 PUNCHNIB_ASSIGN_FASTOUT Hardware-Zuordnung für Ausgangs-Byte bei
Hubsteuerung 26004 NIBBLE_PUNCH_OUTMASK[n] Maske für schnelle Ausgabe-Bits 26006 NIBBLE_PUNCH_INMASK[n] Maske für schnelle Eingabe-Bits 26010 PUNCHNIB_AXIS_MASK Festlegung der Stanz- und Nibbelachsen 26014 PUNCH_PATH_SPLITTING Aktivierung der automatischen Wegaufteilung 26016 PUNCH_PARTITION_TYPE Verhalten von Einzelachsen bei
automatischer Wegaufteilung 26018 NIBBLE_PRE_START_TIME Automatisch aktivierbare Vorauslösezeit 26020 NIBBLE_SIGNAL_CHECK Überwachung des Eingangssignals
15.8.2 Settingdaten Nummer Bezeichner Beschreibung kanalspezifisch 42400 PUNCH_DWELL_TIME Verweilzeit 42402 NIBPUNCH_PRE_START_TIME Vorauslösezeit 42404 MINTIME_BETWEEN_STROKES Zeitlicher Mindestabstand zwischen zwei
aufeinander folgenden Hüben
15.8.3 Nahtstellensignale Nummer .Bit Name Signale an Kanal V3200 0003 .0 Hubfreigabe V3200 0003 .1 Manuelle Hubauslösung V3200 0003 .2 Hubunterdrückung V3200 0003 .3 Hub läuft nicht
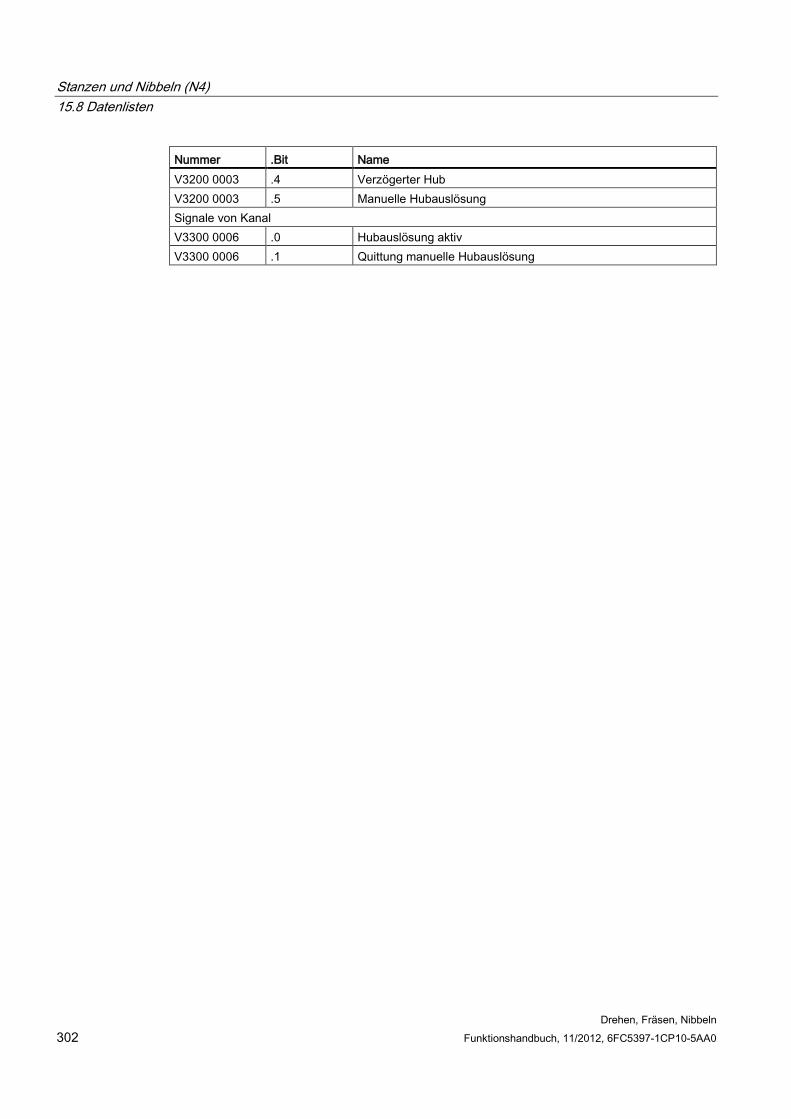
Stanzen und Nibbeln (N4) 15.8 Datenlisten
Drehen, Fräsen, Nibbeln 302 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nummer .Bit Name V3200 0003 .4 Verzögerter Hub V3200 0003 .5 Manuelle Hubauslösung Signale von Kanal V3300 0006 .0 Hubauslösung aktiv V3300 0006 .1 Quittung manuelle Hubauslösung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 303
Planachsen (P1) 16 16.1 Planachsdefinition
Geometrieachse als Planachse Die Geometrieachse X ist als Planachse definiert. Eine Planachse hat für Drehmaschinenfunktionen Bedeutung.
16.2 Durchmesserprogrammierung
Aktivierung und Deaktivierung Planachsen können im Durchmesser oder Radius programmiert werden.
Über die Programmbefehle "DIAMON" bzw. "DIAMOF" kann die Durchmesserprogrammierung einer Planachse eines ein- bzw. ausgeschaltet werden. DIAMON und DIAMOF gehören der G-Gruppe 29 an und sind modal wirksam.
JOG-Betrieb Ist DIAMON aktiv, so werden die für die Maschinenfunktionen INC (Schrittmaß) und Handradfahren in JOG eingegebenen Inkremente der zugehörigen Planachse als Durchmesserwerte interpretiert und verfahren (Fahren im WKS mit dieser Achse).
Sollwert- / Istwertanzeige Ist für eine Planachse die Funktion "DIAMON" aktiv, so erfolgt die Anzeige von Position, Restweg und Repos-Verschiebung bei angewähltem Werkstückkoordinatensystem (WKS) im Durchmesser.
Im Maschinenkoordinatensystem (MKS) erfolgt die Anzeige immer im Radius.
Verschiebungen Alle Verschiebungen (z. B. Werkzeugkorrekturen, programmierbare und einstellbare Nullpunktverschiebungen) werden immer als Radiuswerte eingegeben, programmiert und angezeigt (auch wenn sie in der Planachse wirken und DIAMON aktiv ist).
Arbeitsfeldbegrenzungen, SW-Endschalter, Vorschubwerte Diese Daten werden immer als Radiuswerte eingegeben, programmiert und angezeigt.
Planachsen (P1) 16.3 Konstante Schnittgeschwindigkeit: G96
Drehen, Fräsen, Nibbeln 304 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Umrechnung Durchmesserwerte in interne Radiuswerte Bei aktiver Durchmesserprogrammierung werden in interne Radiuswerte für die Planachse umgerechnet (d. h. Halbierung der programmierten Werte):
● programmierte Endpositionen
● absolute Interpolationsparameter (z. B. I, J, K) für G2/G3-Programmierung. Absolute Interpolationsparameter werden auf den Koordinatennullpunkt des WKS bezogen. Relativ programmierte Interpolationsparameter werden nicht umgerechnet. Literatur: "Bedienen und Programmieren"
Umrechnung interne Radiuswerte in Durchmesserwerte Bei aktiver Durchmesserprogrammierung werden Messergebnisse bei Messen im WKS mit den Funktionen "MEAS", "MEASW" in Durchmesserwerte für die Planachse umgerechnet (d. h. Verdoppelung der internen Radiuswerte) und abgelegt.
Bei Messen oder Lesen im MKS werden die ermittelten Werte als Radiuswerte abgelegt.
16.3 Konstante Schnittgeschwindigkeit: G96
Funktionalität Voraussetzung: Es muss eine gesteuerte Spindel vorhanden sein.
Bei eingeschalteter G96-Funktion wird die Spindeldrehzahl dem augenblicklich bearbeiteten Werkstückdurchmesser (Position der Planachse= Geometrieachse X) derart angepasst, dass eine programmierte Schnittgeschwindigkeit S an der Werkzeugschneide konstant bleibt (Spindeldrehzahl mal Durchmesser = konstant).
Das S-Wort wird ab dem Satz mit G96 als Schnittgeschwindigkeit gewertet. G96 ist modal wirksam bis auf Widerruf durch eine andere G-Funktion der Gruppe (G94, G95, G97).
Programmierung G96 S... LIMS=... F... konstante Schnittgeschwindigkeit EIN G97 konstante Schnittgeschwindigkeit AUS S S Schnittgeschwindigkeit , Maßeinheit m/min LIMS= obere Grenzdrehzahl der Spindel, bei G96, G97 wirksam F Vorschub in der Maßeinheit mm / Umdrehung -wie bei G95
Literatur:
/BP_/ Bedienen und Programmieren
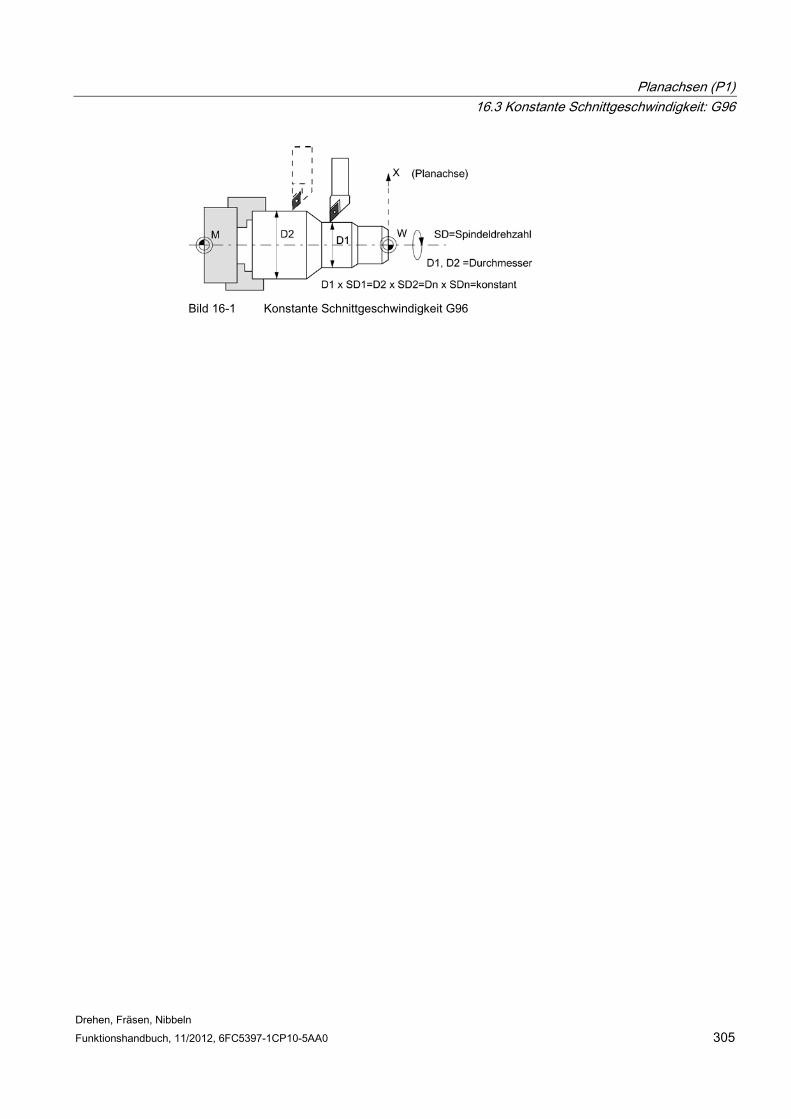
Planachsen (P1) 16.3 Konstante Schnittgeschwindigkeit: G96
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 305
Bild 16-1 Konstante Schnittgeschwindigkeit G96

Planachsen (P1) 16.3 Konstante Schnittgeschwindigkeit: G96
Drehen, Fräsen, Nibbeln 306 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 307
Positionierachsen (P2) 17 17.1 Konkurrierende Positionierachse
Wenn an einer Werkzeugmaschine Achsen für Hilfsbewegungen vorhanden sind, können diese ausschließlich von der PLC während der Bearbeitung angestoßen werden.
Hinweis
Eine von PLC gesteuerte Positionierachse kann auch Teilungsachse sein. Allerdings können in den Versionen G/N plus und pro keine Spindeln gesteuert werden.
Funktion Konkurrierende Positionierachsen sind Positionierachsen mit folgenden Eigenschaften:
● Der Anstoß von der PLC muss nicht an Satzgrenzen erfolgen, sondern ist zu jedem beliebigen Zeitpunkt in jeder Betriebsart möglich (auch während im Kanal schon ein Teileprogramm läuft).
● Das Teileprogramm läuft unbeeinflusst weiter, auch wenn die konkurrierende Positionierachse ihre von der PLC vorgegebene Position noch nicht erreicht hat.
Anstoß von der PLC Von der PLC wird die konkurrierende Positionierachse über die Anwendernahtstelle Bereich 380x 3000 / 390x 3000 angestoßen.
● Vorschub (bei Vorschub = 0 wird der Vorschub aus folgendem Maschinendatum genommen):
MD32060 POS_AX_VELO (Löschstellung für Positionierachsgeschwindigkeit)
● Bezugsmaß (G90), Kettenmaß (G91),
Bezugsmaß auf kürzestem Weg für Rundachsen (Rundachsname = DC(Wert))
Folgende Funktionen sind fest vorgegeben:
● Linearinterpolation (G01)
● Vorschub in mm/min bzw. grad/min (G94)
● Genauhalt (G09)
● aktuell angewählte einstellbare Nullpunktverschiebungen sind gültig
Positionierachsen (P2) 17.2 Fest zugeordnete PLC-Achse
Drehen, Fräsen, Nibbeln 308 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Anwendungsfälle Typische Anwendungen für konkurrierende Positionierachsen sind:
● Werkzeugmagazin mit manuellem Be- und Entladen während der Bearbeitung
● Werkzeugmagazine mit Werkzeugbereitstellung während der Bearbeitung
17.2 Fest zugeordnete PLC-Achse
Funktion Die Möglichkeiten vom PLC eine Achse aus zu kontrollieren, wird über das Maschinendatum MD30460 BASE_FUNCTION_MASK gesteuert.
Inbetriebnahme Die fest zugeordnete PLC Achse wird aktiviert über das Maschinendatum
MD30460 BASE_FUNCTION_MASK auf Bit 5 = 1
Bei Rundachsfunktionalität der PLC-Achse sind zusätzlich zu setzen:
● MD30300 IS_ROT_AX = 1
● MD30310 ROT_IS_MODUL == 1
● MD30320 DISPLAY_IS_MODULO = 1
Die Achse wird beim Hochlauf zur neutralen Achse. Eine Verfahranforderung über die VDI-Nahtstelle wandelt eine neutrale Achse ohne einen vorhergehenden Achstausch automatisch zur konkurrierenden Positionierachse (PLC Achse).
Nach Abschluss der Verfahrbewegung, wenn z. B. der programmierte Endpunkt erreicht wird oder bei abgebrochener Verfahrbewegung, wird die Achse wieder zur neutralen Achse. In diesem Zustand kann die Achse über
JOG mit den Verfahrtasten bzw. Handrad bewegt oder referenziert werden.
Hinweis
Ein Achstausch einer fest zugeordneten PLC-Achse ist nicht möglich.
Für eine fest zugeordnete PLC-Achse sind folgende Funktionen nicht möglich:
● Achstausch zur Kommandoachse
● Achstausch zur Pendelachse
● Zuordnung der Achse zum NC-Programm
Ihre Eigenschaft als fest zugeordnete PLC-Achse meldet die Achse über die VDI-Nahtstelle mit NST V390x 0011.7 (PLC-Achse fest zugeordnet) zum PLC.
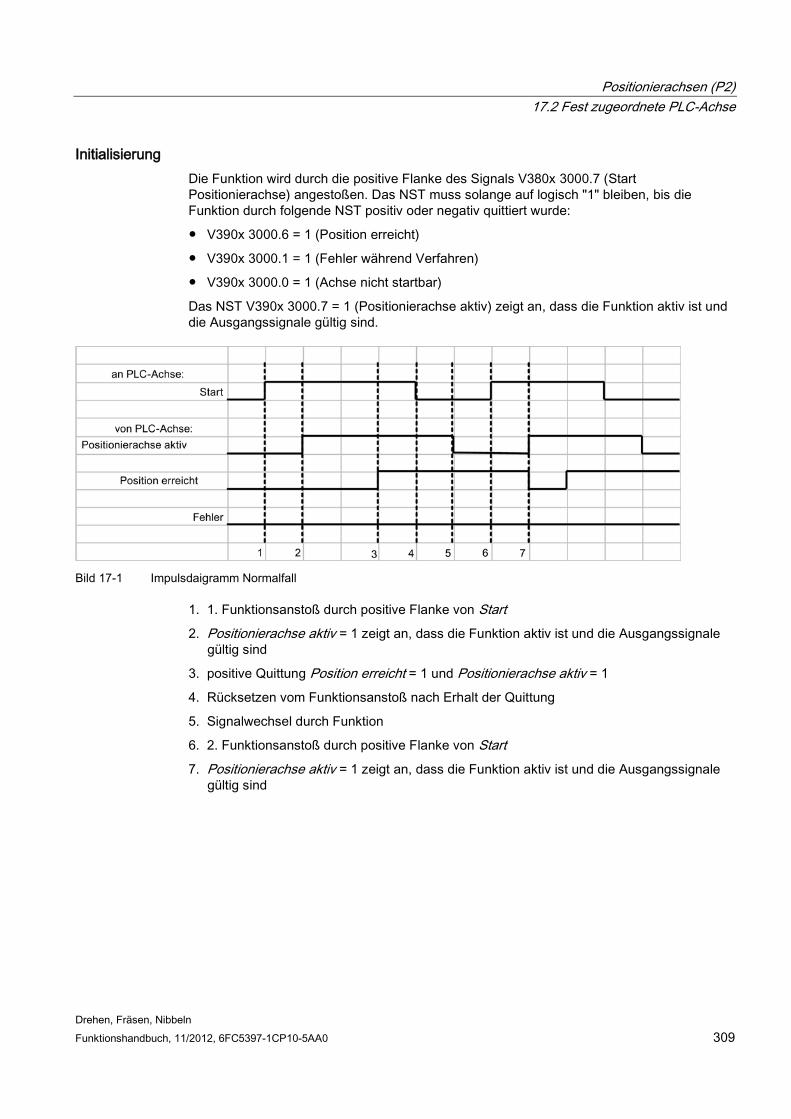
Positionierachsen (P2) 17.2 Fest zugeordnete PLC-Achse
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 309
Initialisierung Die Funktion wird durch die positive Flanke des Signals V380x 3000.7 (Start Positionierachse) angestoßen. Das NST muss solange auf logisch "1" bleiben, bis die Funktion durch folgende NST positiv oder negativ quittiert wurde:
● V390x 3000.6 = 1 (Position erreicht)
● V390x 3000.1 = 1 (Fehler während Verfahren)
● V390x 3000.0 = 1 (Achse nicht startbar)
Das NST V390x 3000.7 = 1 (Positionierachse aktiv) zeigt an, dass die Funktion aktiv ist und die Ausgangssignale gültig sind.
Bild 17-1 Impulsdaigramm Normalfall
1. 1. Funktionsanstoß durch positive Flanke von Start 2. Positionierachse aktiv = 1 zeigt an, dass die Funktion aktiv ist und die Ausgangssignale
gültig sind
3. positive Quittung Position erreicht = 1 und Positionierachse aktiv = 1
4. Rücksetzen vom Funktionsanstoß nach Erhalt der Quittung
5. Signalwechsel durch Funktion
6. 2. Funktionsanstoß durch positive Flanke von Start 7. Positionierachse aktiv = 1 zeigt an, dass die Funktion aktiv ist und die Ausgangssignale
gültig sind
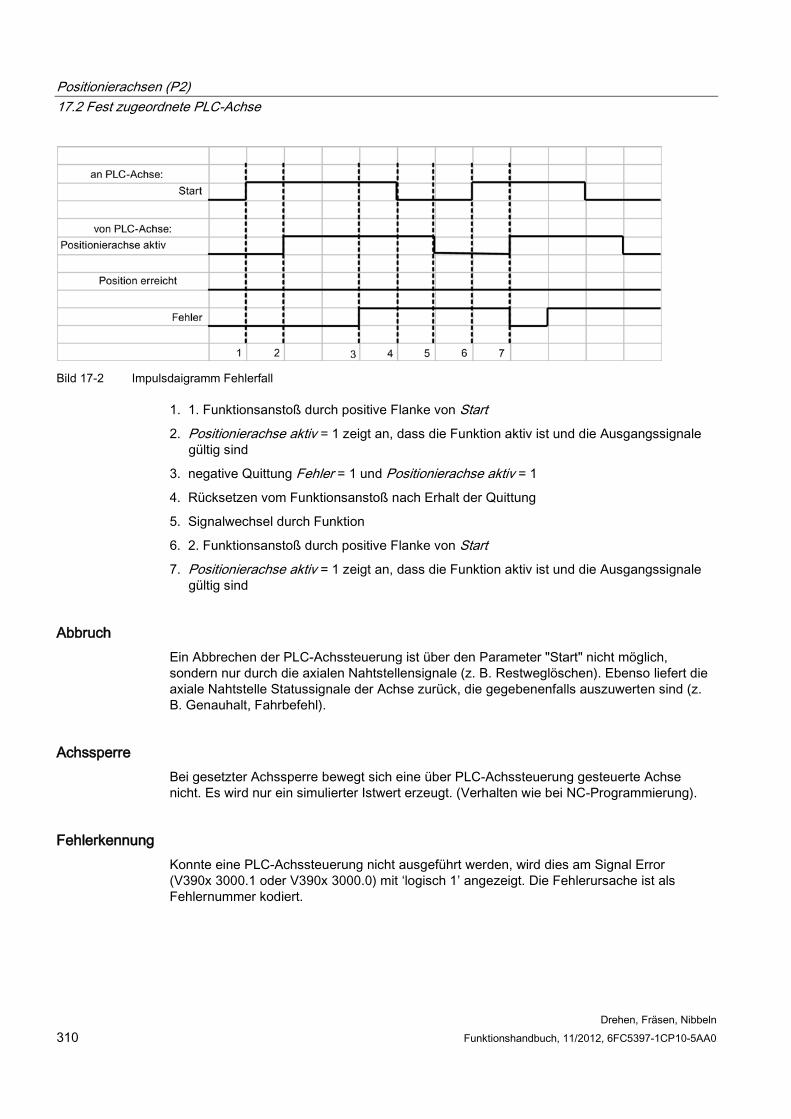
Positionierachsen (P2) 17.2 Fest zugeordnete PLC-Achse
Drehen, Fräsen, Nibbeln 310 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 17-2 Impulsdaigramm Fehlerfall
1. 1. Funktionsanstoß durch positive Flanke von Start 2. Positionierachse aktiv = 1 zeigt an, dass die Funktion aktiv ist und die Ausgangssignale
gültig sind
3. negative Quittung Fehler = 1 und Positionierachse aktiv = 1
4. Rücksetzen vom Funktionsanstoß nach Erhalt der Quittung
5. Signalwechsel durch Funktion
6. 2. Funktionsanstoß durch positive Flanke von Start 7. Positionierachse aktiv = 1 zeigt an, dass die Funktion aktiv ist und die Ausgangssignale
gültig sind
Abbruch Ein Abbrechen der PLC-Achssteuerung ist über den Parameter "Start" nicht möglich, sondern nur durch die axialen Nahtstellensignale (z. B. Restweglöschen). Ebenso liefert die axiale Nahtstelle Statussignale der Achse zurück, die gegebenenfalls auszuwerten sind (z. B. Genauhalt, Fahrbefehl).
Achssperre Bei gesetzter Achssperre bewegt sich eine über PLC-Achssteuerung gesteuerte Achse nicht. Es wird nur ein simulierter Istwert erzeugt. (Verhalten wie bei NC-Programmierung).
Fehlerkennung Konnte eine PLC-Achssteuerung nicht ausgeführt werden, wird dies am Signal Error (V390x 3000.1 oder V390x 3000.0) mit ‘logisch 1’ angezeigt. Die Fehlerursache ist als Fehlernummer kodiert.
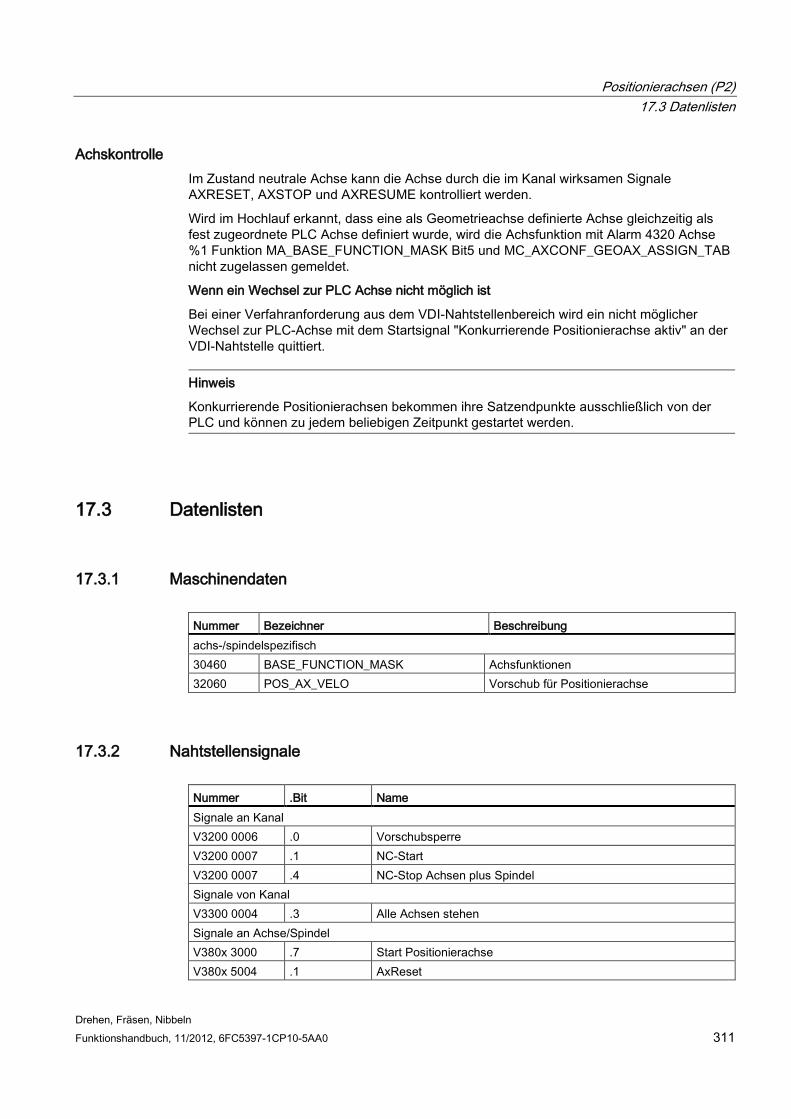
Positionierachsen (P2) 17.3 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 311
Achskontrolle Im Zustand neutrale Achse kann die Achse durch die im Kanal wirksamen Signale AXRESET, AXSTOP und AXRESUME kontrolliert werden.
Wird im Hochlauf erkannt, dass eine als Geometrieachse definierte Achse gleichzeitig als fest zugeordnete PLC Achse definiert wurde, wird die Achsfunktion mit Alarm 4320 Achse %1 Funktion MA_BASE_FUNCTION_MASK Bit5 und MC_AXCONF_GEOAX_ASSIGN_TAB nicht zugelassen gemeldet.
Wenn ein Wechsel zur PLC Achse nicht möglich ist
Bei einer Verfahranforderung aus dem VDI-Nahtstellenbereich wird ein nicht möglicher Wechsel zur PLC-Achse mit dem Startsignal "Konkurrierende Positionierachse aktiv" an der VDI-Nahtstelle quittiert.
Hinweis
Konkurrierende Positionierachsen bekommen ihre Satzendpunkte ausschließlich von der PLC und können zu jedem beliebigen Zeitpunkt gestartet werden.
17.3 Datenlisten
17.3.1 Maschinendaten Nummer Bezeichner Beschreibung achs-/spindelspezifisch 30460 BASE_FUNCTION_MASK Achsfunktionen 32060 POS_AX_VELO Vorschub für Positionierachse
17.3.2 Nahtstellensignale Nummer .Bit Name Signale an Kanal V3200 0006 .0 Vorschubsperre V3200 0007 .1 NC-Start V3200 0007 .4 NC-Stop Achsen plus Spindel Signale von Kanal V3300 0004 .3 Alle Achsen stehen Signale an Achse/Spindel V380x 3000 .7 Start Positionierachse V380x 5004 .1 AxReset
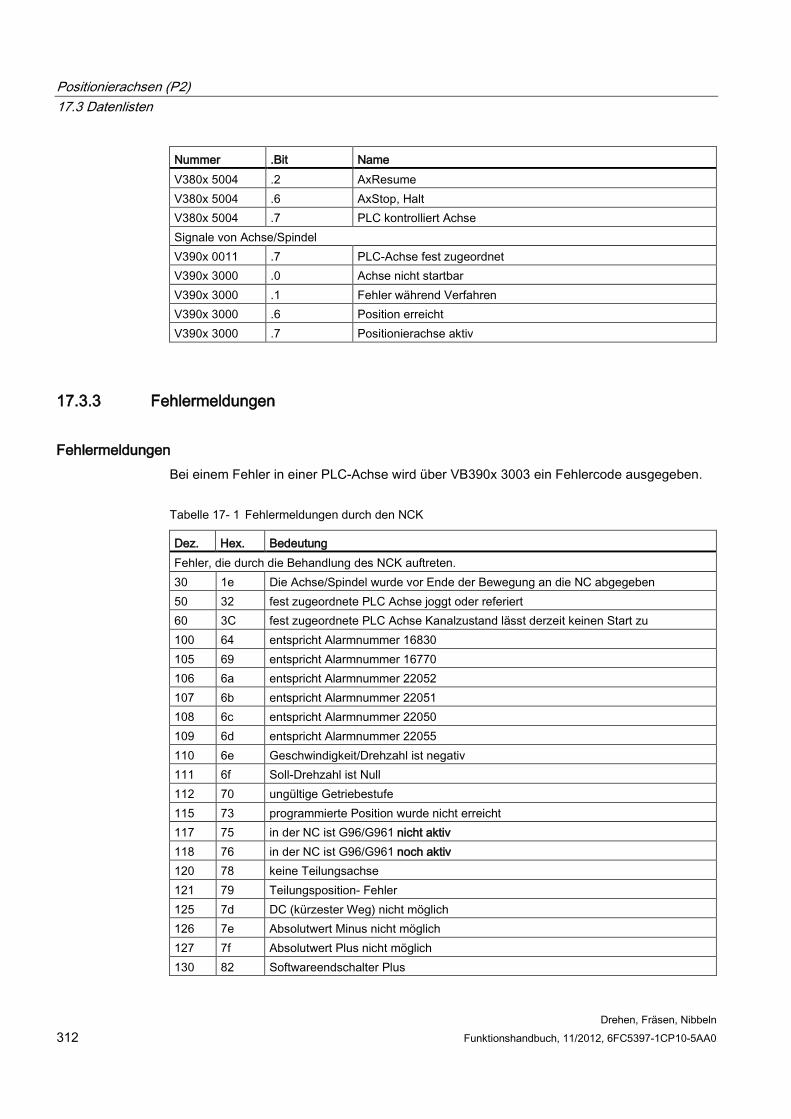
Positionierachsen (P2) 17.3 Datenlisten
Drehen, Fräsen, Nibbeln 312 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nummer .Bit Name V380x 5004 .2 AxResume V380x 5004 .6 AxStop, Halt V380x 5004 .7 PLC kontrolliert Achse Signale von Achse/Spindel V390x 0011 .7 PLC-Achse fest zugeordnet V390x 3000 .0 Achse nicht startbar V390x 3000 .1 Fehler während Verfahren V390x 3000 .6 Position erreicht V390x 3000 .7 Positionierachse aktiv
17.3.3 Fehlermeldungen
Fehlermeldungen Bei einem Fehler in einer PLC-Achse wird über VB390x 3003 ein Fehlercode ausgegeben.
Tabelle 17- 1 Fehlermeldungen durch den NCK
Dez. Hex. Bedeutung Fehler, die durch die Behandlung des NCK auftreten. 30 1e Die Achse/Spindel wurde vor Ende der Bewegung an die NC abgegeben 50 32 fest zugeordnete PLC Achse joggt oder referiert 60 3C fest zugeordnete PLC Achse Kanalzustand lässt derzeit keinen Start zu 100 64 entspricht Alarmnummer 16830 105 69 entspricht Alarmnummer 16770 106 6a entspricht Alarmnummer 22052 107 6b entspricht Alarmnummer 22051 108 6c entspricht Alarmnummer 22050 109 6d entspricht Alarmnummer 22055 110 6e Geschwindigkeit/Drehzahl ist negativ 111 6f Soll-Drehzahl ist Null 112 70 ungültige Getriebestufe 115 73 programmierte Position wurde nicht erreicht 117 75 in der NC ist G96/G961 nicht aktiv 118 76 in der NC ist G96/G961 noch aktiv 120 78 keine Teilungsachse 121 79 Teilungsposition- Fehler 125 7d DC (kürzester Weg) nicht möglich 126 7e Absolutwert Minus nicht möglich 127 7f Absolutwert Plus nicht möglich 130 82 Softwareendschalter Plus

Positionierachsen (P2) 17.3 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 313
Dez. Hex. Bedeutung 131 83 Softwareendschalter Minus 132 84 Arbeitsfeldbegrenzung Plus 133 85 Arbeitsfeldbegrenzung Minus 135 8/ entspricht Alarmnummer 17501 136 88 entspricht Alarmnummer 17503 System- oder andere schwere Alarme 200 c8 entspricht System-Alarmnummer 450007
Literatur Die Alarme sind beschrieben in:
/DIA/ Diagnoseanleitung
Positionierachsen (P2) 17.3 Datenlisten
Drehen, Fräsen, Nibbeln 314 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 315
Referenzpunktfahren (R1) 18 18.1 Grundlagen
Warum Referenzieren? Damit die Steuerung nach dem Einschalten den Maschinennullpunkt exakt kennt, muss die Steuerung mit dem Lagemeßsystem jeder Maschinenachse synchronisiert werden. Diesen Vorgang nennt man Referenzieren.
Der Vorgang für die Spindel (Synchronisieren) ist weitgehend im Kapitel "Spindel" beschrieben.
Lagemeßsysteme Am Motor können für eine Achse folgende Lagemeßsysteme angebaut sein:
● inkrementelles rotatorisches Messsystem
● absolutes rotatorisches Messsystem
Das Referenzieren kann für die angebauten Lagemesssysteme mit dem MD34200 ENC_REFP_MODE (Referenzier-Modus) eingestellt werden.
Nocken Ein Nocken für das Referenzpunktfahren kann für Linearachsen erforderlich sein und hat mit seinem Signal folgende Aufgaben:
● Auswahl der Verfahrrichtung beim Anfahren der Nullmarke (Synchron-Impuls)
● Auswahl der Nullmarke, soweit notwendig
BERO Ein BERO (induktiver Näherungsschalter) kann als Geber für den Synchron-Impuls (statt Nullmarke des Lagegebers) eingesetzt werden (bevorzugt bei Rundachsen, Spindel). Hier erfolgt der Anschluss über die Klemme X20 an der 802D sl. Über die Parametrierung der Makros werden spezielle Eingänge zu BERO-Eingängen geschaltet.
Literatur:
/BE/ Betriebsanleitung 802D sl, Kapitel "Projektierung von SINAMICS S120 mit 802D sl"
NST "Aktive Maschinenfunktion REF" (V3100 0001.2) Das Referenzpunktfahren erfolgt bei aktivierter Maschinenfunktion REF (NST "Aktive Maschinenfunktion REF"). Die Maschinenfunktion REF kann in den Betriebsarten JOG angewählt werden (NST "Maschinenfunktion REF" (V3000 0001.2)).
Referenzpunktfahren (R1) 18.1 Grundlagen
Drehen, Fräsen, Nibbeln 316 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Achsspezifisches Referenzieren Das achsspezifische Referenzieren wird für jede Maschinenachse getrennt mit dem NST "Verfahrtasten plus/minus" (V380x 0004.7/.6) gestartet. Es können alle Achsen gleichzeitig referenzieren. Sollen die Maschinenachsen in einer bestimmten Reihenfolge referenziert werden, gibt es folgende Möglichkeiten:
● Der Bediener muss beim Starten die Reihenfolge selbst einhalten.
● Das PLC-Anwenderprogramm muss die Reihenfolge beim Starten kontrollieren oder selbst festlegen.
● Die Reihenfolge wird über MD34110 REFP_CYCLE_NR festgelegt (siehe kanalspezifisches Referenzieren)
Kanalspezifisches Referenzieren Das kanalspezifische Referenzieren wird mit dem NST "Referenzieren aktivieren" (V3200 0001.0) gestartet. Die Steuerung quittiert den erfolgreichen Start mit dem NST "Referenzieren aktiv" (V3300 0001.0). Mit dem kanalspezifischen Referenzieren kann jede Maschinenachse, die dem Kanal zugeordnet ist, referenziert werden (steuerungsintern werden dazu die Verfahrtasten plus / minus simuliert). Mit dem achsspezifischen MD34110 REFP_CYCLE_NR (Achsreihenfolge beim kanalspez. Referenzieren) kann festgelegt werden, in welcher Reihenfolge die Maschinenachsen referenziert werden. Haben alle in MD34110 REFP_CYCLE_NR eingetragenen Achsen ihren Referenzpunkt erreicht, wird das NST "alle referenzpunktpflichtigen Achsen sind referenziert" (V3300 0004.2) gesetzt.
Besonderheiten ● Mit NST "Reset" (V3000 0000.7) wird das Referenzieren abgebrochen. Alle Achsen, die
bis zu diesem Zeitpunkt ihren Referenzpunkt noch nicht erreicht haben, gelten als nicht referenziert. Das NST "Referenzieren aktiv" wird rückgesetzt und der Alarm 20005 wird gemeldet.
● Arbeitsfeldbegrenzungen und Software-Endschalter sind bei nicht referenzierten Maschinenachsen nicht wirksam.
● Beim Referenzieren werden die vorgegebenen achsspezifischen Beschleunigungen zu jedem Zeitpunkt eingehalten (außer bei auftretenden Alarmen).
● Zum Starten des Referenzpunktfahrens wirkt nur die Richtungstaste für die im MD34010 REFP_CAM_DIR_IS_MINUS hinterlegte Richtung.
Referenzieren im Teileprogramm Es können eine oder mehrere Achsen gleichzeitig referenziert werden, die im Verlauf ihre Referenz verloren haben. Der Ablauf der einzelnen Phasen entspricht dabei vollständig dem achsspezifischen Referenzieren, wobei der Start nicht mit den Verfahrtasten plus/minus, sondern mit dem Befehl G74 und den Maschinenachsbezeichnern erfolgt.
Literatur:
/BP_/ Bedienen und Programmieren
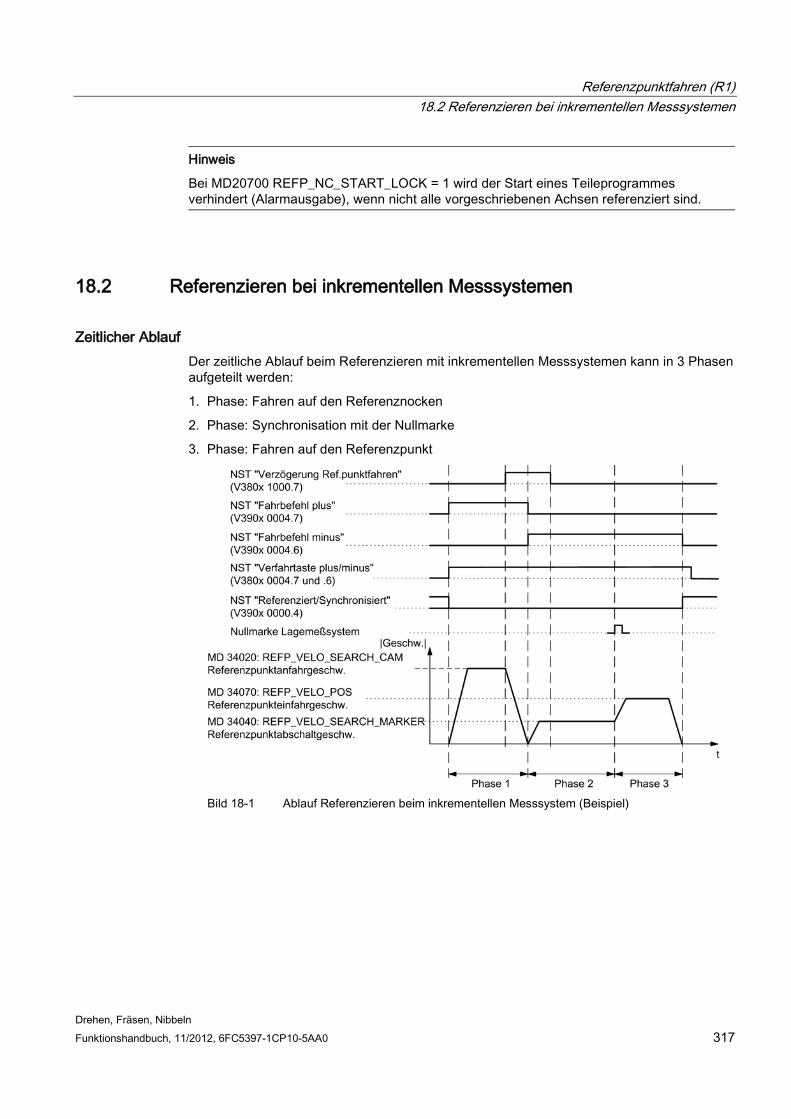
Referenzpunktfahren (R1) 18.2 Referenzieren bei inkrementellen Messsystemen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 317
Hinweis
Bei MD20700 REFP_NC_START_LOCK = 1 wird der Start eines Teileprogrammes verhindert (Alarmausgabe), wenn nicht alle vorgeschriebenen Achsen referenziert sind.
18.2 Referenzieren bei inkrementellen Messsystemen
Zeitlicher Ablauf Der zeitliche Ablauf beim Referenzieren mit inkrementellen Messsystemen kann in 3 Phasen aufgeteilt werden:
1. Phase: Fahren auf den Referenznocken
2. Phase: Synchronisation mit der Nullmarke
3. Phase: Fahren auf den Referenzpunkt
Bild 18-1 Ablauf Referenzieren beim inkrementellen Messsystem (Beispiel)
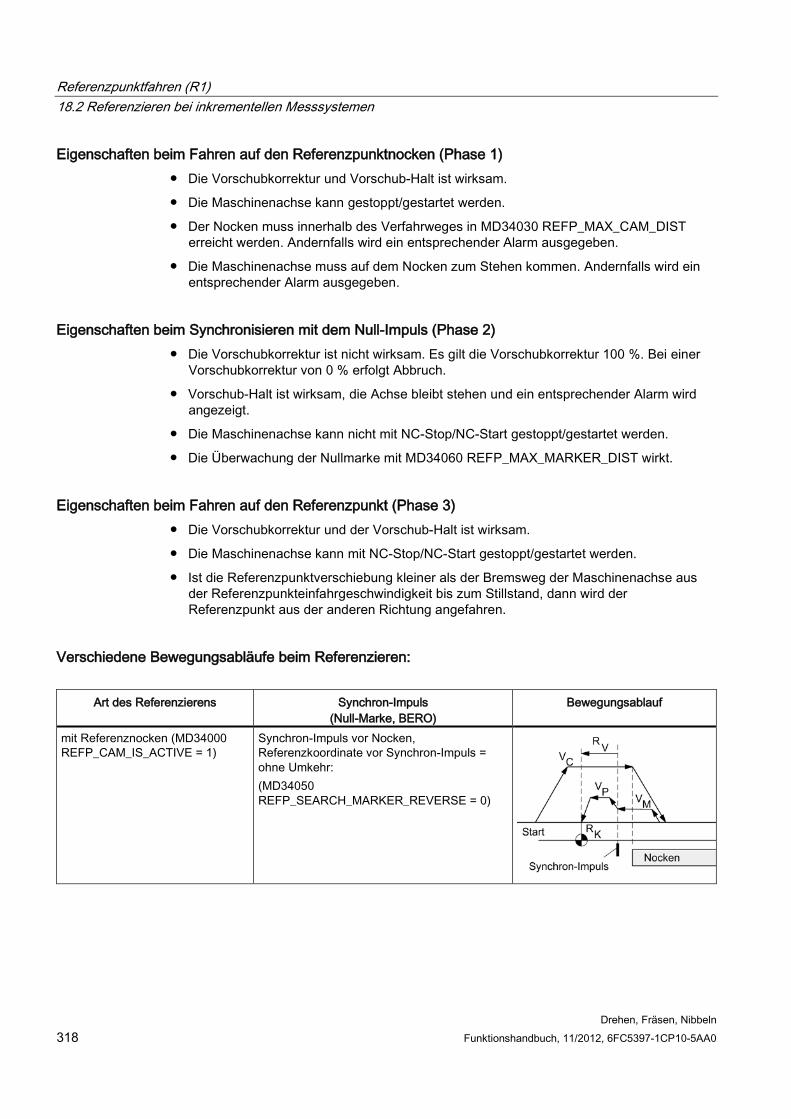
Referenzpunktfahren (R1) 18.2 Referenzieren bei inkrementellen Messsystemen
Drehen, Fräsen, Nibbeln 318 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Eigenschaften beim Fahren auf den Referenzpunktnocken (Phase 1) ● Die Vorschubkorrektur und Vorschub-Halt ist wirksam.
● Die Maschinenachse kann gestoppt/gestartet werden.
● Der Nocken muss innerhalb des Verfahrweges in MD34030 REFP_MAX_CAM_DIST erreicht werden. Andernfalls wird ein entsprechender Alarm ausgegeben.
● Die Maschinenachse muss auf dem Nocken zum Stehen kommen. Andernfalls wird ein entsprechender Alarm ausgegeben.
Eigenschaften beim Synchronisieren mit dem Null-Impuls (Phase 2) ● Die Vorschubkorrektur ist nicht wirksam. Es gilt die Vorschubkorrektur 100 %. Bei einer
Vorschubkorrektur von 0 % erfolgt Abbruch.
● Vorschub-Halt ist wirksam, die Achse bleibt stehen und ein entsprechender Alarm wird angezeigt.
● Die Maschinenachse kann nicht mit NC-Stop/NC-Start gestoppt/gestartet werden.
● Die Überwachung der Nullmarke mit MD34060 REFP_MAX_MARKER_DIST wirkt.
Eigenschaften beim Fahren auf den Referenzpunkt (Phase 3) ● Die Vorschubkorrektur und der Vorschub-Halt ist wirksam.
● Die Maschinenachse kann mit NC-Stop/NC-Start gestoppt/gestartet werden.
● Ist die Referenzpunktverschiebung kleiner als der Bremsweg der Maschinenachse aus der Referenzpunkteinfahrgeschwindigkeit bis zum Stillstand, dann wird der Referenzpunkt aus der anderen Richtung angefahren.
Verschiedene Bewegungsabläufe beim Referenzieren:
Art des Referenzierens Synchron-Impuls (Null-Marke, BERO)
Bewegungsablauf
mit Referenznocken (MD34000 REFP_CAM_IS_ACTIVE = 1)
Synchron-Impuls vor Nocken, Referenzkoordinate vor Synchron-Impuls = ohne Umkehr: (MD34050 REFP_SEARCH_MARKER_REVERSE = 0)
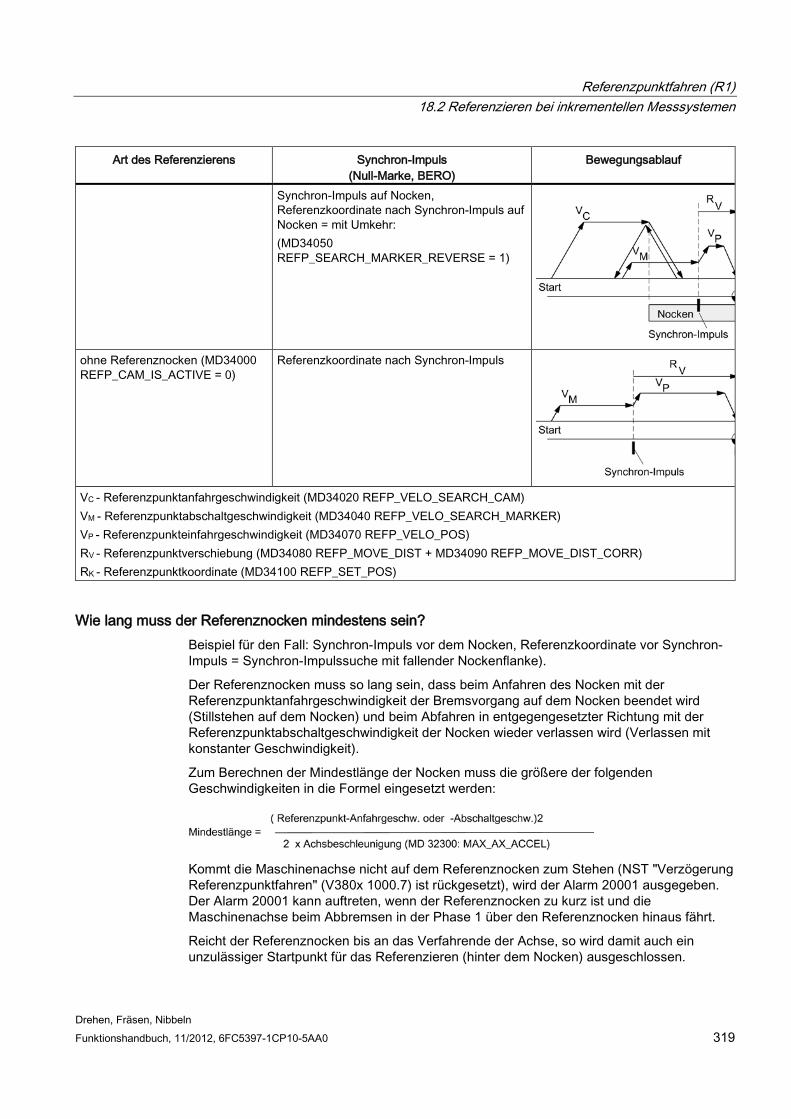
Referenzpunktfahren (R1) 18.2 Referenzieren bei inkrementellen Messsystemen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 319
Art des Referenzierens Synchron-Impuls (Null-Marke, BERO)
Bewegungsablauf
Synchron-Impuls auf Nocken, Referenzkoordinate nach Synchron-Impuls auf Nocken = mit Umkehr: (MD34050 REFP_SEARCH_MARKER_REVERSE = 1)
ohne Referenznocken (MD34000 REFP_CAM_IS_ACTIVE = 0)
Referenzkoordinate nach Synchron-Impuls
VC - Referenzpunktanfahrgeschwindigkeit (MD34020 REFP_VELO_SEARCH_CAM) VM - Referenzpunktabschaltgeschwindigkeit (MD34040 REFP_VELO_SEARCH_MARKER) VP - Referenzpunkteinfahrgeschwindigkeit (MD34070 REFP_VELO_POS) RV - Referenzpunktverschiebung (MD34080 REFP_MOVE_DIST + MD34090 REFP_MOVE_DIST_CORR) RK - Referenzpunktkoordinate (MD34100 REFP_SET_POS)
Wie lang muss der Referenznocken mindestens sein? Beispiel für den Fall: Synchron-Impuls vor dem Nocken, Referenzkoordinate vor Synchron-Impuls = Synchron-Impulssuche mit fallender Nockenflanke).
Der Referenznocken muss so lang sein, dass beim Anfahren des Nocken mit der Referenzpunktanfahrgeschwindigkeit der Bremsvorgang auf dem Nocken beendet wird (Stillstehen auf dem Nocken) und beim Abfahren in entgegengesetzter Richtung mit der Referenzpunktabschaltgeschwindigkeit der Nocken wieder verlassen wird (Verlassen mit konstanter Geschwindigkeit).
Zum Berechnen der Mindestlänge der Nocken muss die größere der folgenden Geschwindigkeiten in die Formel eingesetzt werden:
Kommt die Maschinenachse nicht auf dem Referenznocken zum Stehen (NST "Verzögerung Referenzpunktfahren" (V380x 1000.7) ist rückgesetzt), wird der Alarm 20001 ausgegeben. Der Alarm 20001 kann auftreten, wenn der Referenznocken zu kurz ist und die Maschinenachse beim Abbremsen in der Phase 1 über den Referenznocken hinaus fährt.
Reicht der Referenznocken bis an das Verfahrende der Achse, so wird damit auch ein unzulässiger Startpunkt für das Referenzieren (hinter dem Nocken) ausgeschlossen.
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln 320 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Referenznockenjustage Der Referenznocken muss genau justiert werden. Folgende Faktoren beeinflussen das zeitliche Verhalten zur Erkennung des Referenznockens (NST "Verzögerung Referenzpunktfahren"):
● Schaltgenauigkeit des Referenznockenschalters
● Zeitverzögerung des Referenznockenschalters (Öffner)
● Zeitverzögerung am PLC-Eingang
● PLC-Zykluszeit
● interne Verarbeitungszeit
In der Praxis hat sich bewährt, dass die zur Synchronisation benötigte Flanke des Referenznockens in die Mitte zwischen zwei Synchron-Impulsen (Nullmarken) justiert wird. Dies kann erreicht werden durch:
● MD34080 REFP_MOVE_DIST = MD34090 REFP_MOVE_DIST_CORR = MD 34100 REFP_SET_POS = 0 setzen
● Achse referenzieren
● In der Betriebsart JOG die Achse um die halbe Weglänge zwischen zwei Nullmarken verfahren. Dieser Weg ist abhängig von der Steigung der Kugelrollspindel S und dem Getriebefaktor n (z. B.: S=10 mm/Umdr, n=1:1 ergibt sich 5 mm Weg).
● Nockenschalter so justieren, dass exakt an dieser Position geschaltet wird (NST "Verzögerung Referenzpunktfahren" (V380x 1000.7)
● Alternativ kann statt des Verschiebens des Nockenschalters der Wert von MD34092 REFP_CAM_SHIFT geändert werden.
WARNUNG
Wird der Referenznocken nicht genau justiert, kann ein falscher Sychron-Impuls (Nullmarke) ausgewertet werden. Dadurch nimmt die Steuerung einen falschen Maschinennullpunkt an und fährt die Achsen auf falsche Positionen. Software-Endschalter wirken auf falsche Positionen und können so die Maschine nicht schützen.
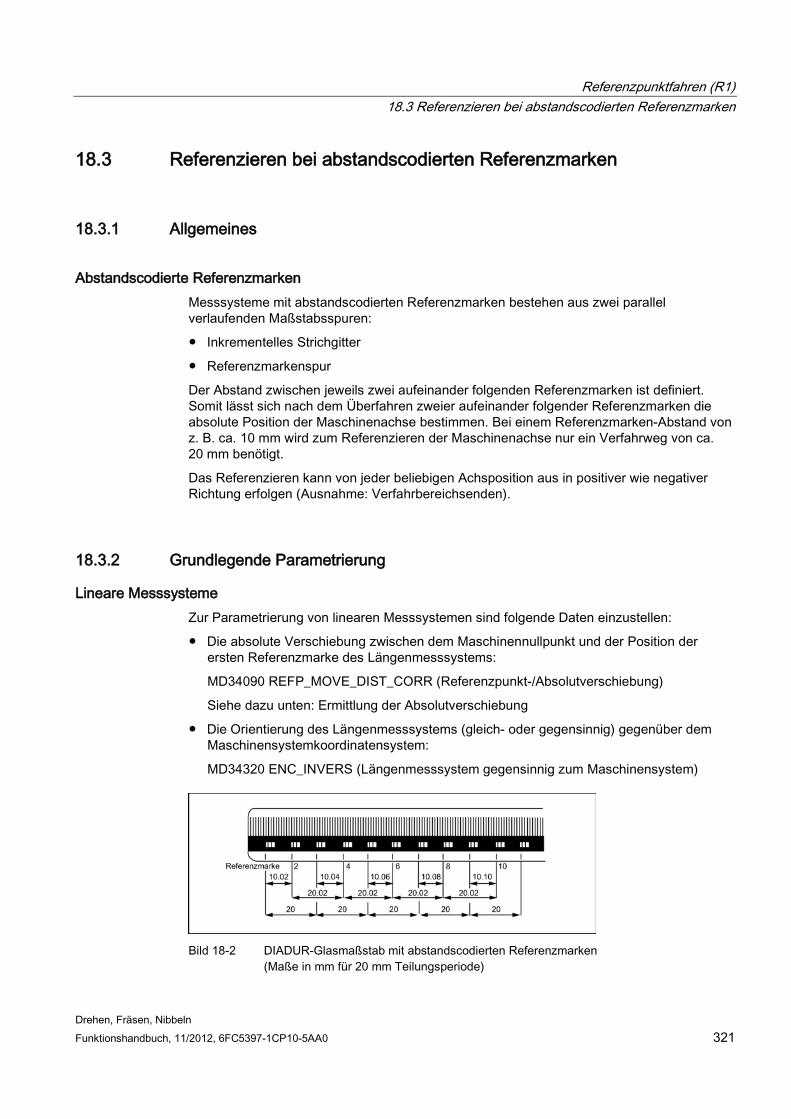
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 321
18.3 Referenzieren bei abstandscodierten Referenzmarken
18.3.1 Allgemeines
Abstandscodierte Referenzmarken Messsysteme mit abstandscodierten Referenzmarken bestehen aus zwei parallel verlaufenden Maßstabsspuren:
● Inkrementelles Strichgitter
● Referenzmarkenspur
Der Abstand zwischen jeweils zwei aufeinander folgenden Referenzmarken ist definiert. Somit lässt sich nach dem Überfahren zweier aufeinander folgender Referenzmarken die absolute Position der Maschinenachse bestimmen. Bei einem Referenzmarken-Abstand von z. B. ca. 10 mm wird zum Referenzieren der Maschinenachse nur ein Verfahrweg von ca. 20 mm benötigt.
Das Referenzieren kann von jeder beliebigen Achsposition aus in positiver wie negativer Richtung erfolgen (Ausnahme: Verfahrbereichsenden).
18.3.2 Grundlegende Parametrierung
Lineare Messsysteme Zur Parametrierung von linearen Messsystemen sind folgende Daten einzustellen:
● Die absolute Verschiebung zwischen dem Maschinennullpunkt und der Position der ersten Referenzmarke des Längenmesssystems:
MD34090 REFP_MOVE_DIST_CORR (Referenzpunkt-/Absolutverschiebung)
Siehe dazu unten: Ermittlung der Absolutverschiebung
● Die Orientierung des Längenmesssystems (gleich- oder gegensinnig) gegenüber dem Maschinensystemkoordinatensystem:
MD34320 ENC_INVERS (Längenmesssystem gegensinnig zum Maschinensystem)
Bild 18-2 DIADUR-Glasmaßstab mit abstandscodierten Referenzmarken
(Maße in mm für 20 mm Teilungsperiode)
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln 322 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Rotatorisches Messsystem Für rotatorische Messsysteme gilt sinngemäß das Gleiche wie für lineare Messsysteme (s. o.).
Ermittlung der Absolutverschiebung Zur Ermittlung der Absolutverschiebung zwischen dem Maschinennullpunkt und der Position der ersten Referenzmarke einer Maschinenachse wird folgendes Vorgehen empfohlen:
1. Für die Absolutverschiebung den Wert Null eingeben:
MD34090 REFP_MOVE_DIST_CORR = 0
2. Referenzpunktfahren durchführen.
Hinweis
Das Referenzpunktfahren sollte an einer Stelle in der Maschine durchgeführt werden, an der z. B. mittels eines Laserinterferometers die genaue Position der Maschinenachse bezüglich des Maschinennullpunkts einfach ermittelt werden kann.
3. Über die Bedienoberfläche die Istposition der Maschinenachse ermitteln.
4. Aktuelle Position der Maschinenachse bezüglich des Maschinennullpunkts messen.
5. Absolutverschiebung berechnen und im MD34090 eintragen.
Die Absolutverschiebung berechnet sich, abhängig von der Orientierung des Messsystems (gleich- oder gegensinnig) gegenüber dem Maschinensystemkoordinatensystem, zu:
Orientierung des Messsystems Absolutverschiebung gleichsinnig Gemessene Position + Angezeigte Istposition gegensinnig Gemessene Position - Angezeigte Istposition
WARNUNG
Nach der Ermittlung der Absolutverschiebung und dem Eintrag im MD34090 muss das Referenzpunktfahren für die Maschinenachse erneut durchgeführt werden.
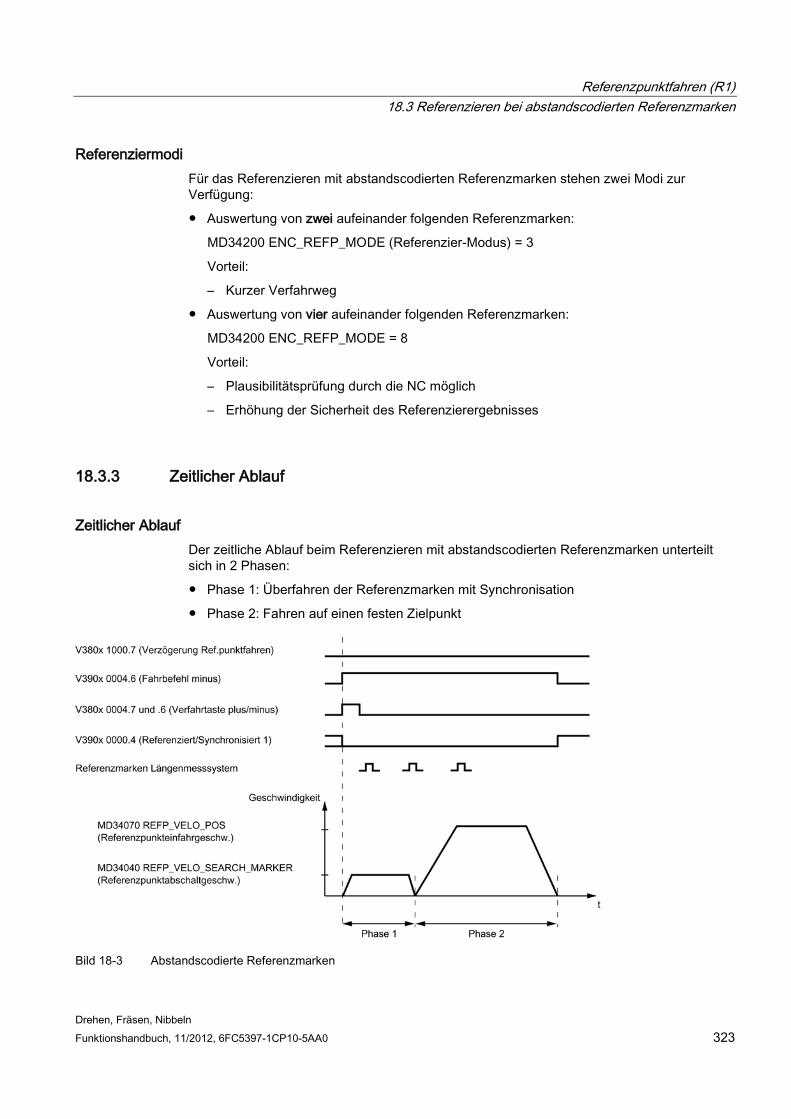
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 323
Referenziermodi Für das Referenzieren mit abstandscodierten Referenzmarken stehen zwei Modi zur Verfügung:
● Auswertung von zwei aufeinander folgenden Referenzmarken:
MD34200 ENC_REFP_MODE (Referenzier-Modus) = 3
Vorteil:
– Kurzer Verfahrweg
● Auswertung von vier aufeinander folgenden Referenzmarken:
MD34200 ENC_REFP_MODE = 8
Vorteil:
– Plausibilitätsprüfung durch die NC möglich
– Erhöhung der Sicherheit des Referenzierergebnisses
18.3.3 Zeitlicher Ablauf
Zeitlicher Ablauf Der zeitliche Ablauf beim Referenzieren mit abstandscodierten Referenzmarken unterteilt sich in 2 Phasen:
● Phase 1: Überfahren der Referenzmarken mit Synchronisation
● Phase 2: Fahren auf einen festen Zielpunkt
Bild 18-3 Abstandscodierte Referenzmarken
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln 324 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
18.3.4 Phase 1: Überfahren der Referenzmarken mit Synchronisation
Phase 1: Start Zum Starten des Referenzpunktfahrens siehe Themen "Achsspezifisches Referenzieren" und "Kanalspezifisches Referenzieren".
Referenznocken Bei Messsystemen mit abstandscodierten Referenzmarken ist für das eigentliche Referenzieren kein Referenznocken erforderlich. Aus funktionalen Gründen wird aber für das kanalspezifische Referenzpunktfahren und beim Referenzpunktfahren aus dem Teileprogramm (G74) vor einem Verfahrbereichsende der Maschinenachse ein Referenznocken benötigt.
Phase 1: Ablauf Ablauf ohne Berührung eines Referenznockens
Nach dem Start des Referenzpunktfahrens beschleunigt die Maschinenachse auf die parametrierte Referenzpunktabschaltgeschwindigkeit:
MD34040 REFP_VELO_SEARCH_MARKER (Referenzpunktabschaltgeschwindigkeit)
Nach dem Überfahren der parametrierten Anzahl von Referenzmarken wird die Maschinenachse wieder angehalten und das Istwertsystem der Maschinenachse auf die von der NC ermittelte Absolutposition synchronisiert.
Ablauf bei Start auf dem Referenznocken
Steht die Maschinenachse beim Start des Referenzpunktfahrens auf dem Referenznocken, beschleunigt sie auf die parametrierte Referenzpunktabschaltgeschwindigkeit entgegen der parametrierten Referenzpunktanfahrrichtung:
MD34040 REFP_VELO_SEARCH_MARKER (Referenzpunktabschaltgeschwindigkeit)
MD34010 CAM_DIR_IS_MINUS (Referenzpunktanfahren in Minusrichtung)
Somit ist sichergestellt, dass die Maschinenachse nicht vor dem Überfahren der parametrierten Anzahl von Referenzmarken an die Verfahrbereichsgrenze stößt.
Nach dem Überfahren der parametrierten Anzahl von Referenzmarken wird die Maschinenachse wieder angehalten und das Istwertsystem der Maschinenachse auf die von der NC ermittelte Absolutposition synchronisiert.
Ablauf bei Berührung des Referenznockens während des Referenzierens
Nach dem Start des Referenzpunktfahrens beschleunigt die Maschinenachse auf die parametrierte Referenzpunktabschaltgeschwindigkeit:
MD34040 REFP_VELO_SEARCH_MARKER (Referenzpunktabschaltgeschwindigkeit)
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 325
Vor dem Überfahren der parametrierten Anzahl von Referenzmarken berührt die Maschinenachse den Referenznocken. Daraufhin wird sie reversiert und die Referenzmarkensuche in entgegengesetzter Richtung erneut gestartet.
Nach dem Überfahren der parametrierten Anzahl von Referenzmarken wird die Maschinenachse wieder angehalten und das Istwertsystem der Maschinenachse auf die von der NC ermittelte Absolutposition synchronisiert.
Plausibilitätsprüfung des Referenzmarkenabstands Ein Fehler liegt vor, wenn die NC beim Referenzpunktfahren für zwei aufeinander folgende Referenzmarken einen größeren Abstand als dem Doppelten des parametrierten Referenzmarkenabstandes ermittelt:
MD34300 ENC_REFP_MARKER_DIST (Referenzmarkenabstand)
Die Maschinenachse wird daraufhin mit der halben parametrierten Referenzpunktabschaltgeschwindigkeit (MD34040) in entgegengesetzter Richtung verfahren und die Referenzmarkensuche erneut gestartet.
Wird erneut ein fehlerhafter Referenzmarkenabstand ermittelt, wird die Maschinenachse angehalten und das Referenzpunktfahren abgebrochen (Alarm 20003 "Fehler im Messsystem").
Abbruchkriterium Wird nicht innerhalb der parametrierten Wegstrecke die parametrierte Anzahl von Referenzmarken erkannt, wird die Maschinenachse angehalten und das Referenzpunktfahren abgebrochen:
MD34060 REFP_MAX_ MARKER_DIST (max. Wegstrecke zur Referenzmarke)
Eigenschaften der Phase 1 Nach erfolgreichem Abschluss der Phase 1 ist das Istwertsystem der Maschinenachse synchronisiert.
18.3.5 Phase 2: Fahren auf Zielpunkt
Phase 2: Start Phase 2 wird automatisch gestartet, sobald Phase 1 ohne Alarm beendet wurde.
Ausgangssituation:
● Die Maschinenachse steht unmittelbar nach der letzten der parametrierten Anzahl von Referenzmarken.
● Das Istwertsystem der Maschinenachse ist synchronisiert.
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln 326 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Phase 2: Ablauf In Phase 2 wird die Maschinenachse zum Abschluss des Referenzpunktfahrens auf eine definierte Zielposition (Referenzpunkt) gefahren. Dieses Verhalten kann zur Abkürzung des Referenzpunktfahrens auch unterdrückt werden:
MD34330 STOP_AT_ABS_MARKER
Wert Bedeutung 0 Fahren auf Zielposition 1 Kein Fahren auf Zielposition
Fahren auf Zielposition (Normalfall)
Die Maschinenachse beschleunigt auf die parametrierte Referenzpunkteinfahrgeschwindigkeit und fährt auf den parametrierten Zielpunkt (Referenzpunkt):
MD34070 REFP_VELO_POS (Referenzpunkteinfahrgeschwindigkeit)
MD34100 REFP_SET_POS (Referenzpunktwert)
Die Maschinenachse ist referenziert. Als Kennung setzt die NC das entsprechende Nahtstellensignal: V390x 0000.4 = 1 (Referenziert/Synchronisiert 1)
Kein Fahren auf Zielposition
Die Maschinenachse ist jetzt referenziert. Als Kennung setzt die NC das entsprechende Nahtstellensignal: V390x 0000.4 = 1 (Referenziert/Synchronisiert 1)
Eigenschaften der Phase 2 Abhängig davon, ob für die Maschinenachse ein Referenzpunktnocken parametriert ist, weist die Phase 2 unterschiedliche Eigenschaften auf.
Maschinenachse ohne Referenzpunktnocken
MD34000 REFP_CAM_IS_ACTIVE (Achse mit Referenzpunktnocken) = 0
Eigenschaften:
● Vorschubkorrektur ist wirksam.
● Vorschubhalt (kanalspezifisch und achsspezifisch) ist wirksam.
● NC-STOP und NC-START sind wirksam.
Maschinenachse mit Referenzpunktnocken
MD34000 REFP_CAM_IS_ACTIVE (Achse mit Referenzpunktnocken) = 1
Referenzpunktfahren (R1) 18.3 Referenzieren bei abstandscodierten Referenzmarken
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 327
Eigenschaften:
● Vorschubkorrektur ist nicht wirksam.
Intern wird mit Vorschubkorrektur = 100% verfahren.
Bei einer vorgegebenen Vorschubkorrektur von 0% erfolgt Abbruch.
● Vorschubhalt (kanalspezifisch und achsspezifisch) ist wirksam.
● NC-STOP und NC-START sind nicht wirksam.
● Wird nach dem Verlassen des Referenznockens nicht innerhalb der parametrierten Wegstrecke die parametrierte Anzahl von Referenzmarken erkannt, wird die Maschinenachse angehalten:
MD34060 REFP_MAX_ MARKER_DIST (max. Wegstrecke zur Referenzmarke)
Besonderheiten bei rotatorischen Messsystemen Bei rotatorischen, abstandscodierten Messsystemen ist die absolute Position nur innerhalb einer Umdrehung eindeutig bestimmbar. Abhängig vom mechanischen Anbau des Gebers stimmt der Hardware-seitige Überlauf der Absolutposition nicht immer mit dem Verfahrbereich der Rundachse überein.
Besonderheiten bei Modulo-Rundachsen Bei Modulo-Rundachsen wird die Referenzpunktposition auf den parametrierten Modulo-Bereich abgebildet:
MD30330 MODULO_RANGE (Größe des Modulobereichs)
MD30340 MODULO_RANGE_START (Startposition des Modulobereichs)
Hinweis
Die Abbildung der Referenzpunktposition auf den parametrierten (fiktiven) Modulo-Bereich erfolgt auch bei Achsfunktion "Bestimmung der Referenzpunktposition rotatorischer, abstandscodierter Geber innerhalb des projektierten Modulobereiches":
MD30455 MISC_FUNCTION_MASK (Achsfunktionen), Bit1 = 1
Referenzpunktfahren (R1) 18.4 Referenzieren bei Absolutwertgebern
Drehen, Fräsen, Nibbeln 328 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
18.4 Referenzieren bei Absolutwertgebern
18.4.1 Allgemeines
Voraussetzungen Das Referenzieren einer Achse mit Absolutwertgebern geschieht beim Einschalten der Steuerung automatisch, wenn die entsprechende Achse als justiert erkannt wird. Diese Übernahme des Absolutwertes geschieht ohne Achsbewegung, z. B. bei POWER ON. Für das automatische Referenzieren gelten zwei Voraussetzungen:
● die Achse hat einen Absolutwertgeber, mit dem die Lageregelung arbeitet
● der Absolutwertgeber ist justiert (MD34210 ENC_REFP_STATE = 2)
Justage Bei Achsen mit Absolutwertgebern wird das Messsystem nicht über das Anfahren eines Referenznockens synchronisiert. Es wird stattdessen justiert. Dabei wird der Istwert des Absolutwertgebers einmalig bei der Inbetriebnahme gesetzt und von der Steuerung übernommen.
18.4.2 Bedienerunterstützte Justage
Prinzipielles Vorgehen Die zu justierende Achse wird an eine definierte Position bewegt, und dann wird der entsprechende Istwert gesetzt.
Chronologisches Vorgehen 1. MD34200 ENC_REFP_MODE und MD34210 ENC_REFP_STATE auf 0 setzen und durch
POWER ON wirksam setzen. Der Parameter ENC_REFP_MODE = 0 bedeutet, dass der Istwert der Achse einmalig gesetzt wird.
2. Achse in JOG von Hand auf eine bekannte Position fahren. Die Richtung, mit der die Position angefahren wird, muss der im MD34010 REFP_CAM_DIR_IS_MINUS hinterlegten Richtung entsprechen (0 = positive Richtung, 1 = negative Richtung).
Hinweis
Das Anfahren dieser bekannten Position muss mit geringer Geschwindigkeit und immer aus einer definierten Richtung geschehen, damit diese Position nicht durch die im Antriebsstrang vorhandene Lose verfälscht wird.
Referenzpunktfahren (R1) 18.5 Randbedingungen für Absolutgeber
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 329
3. In das MD34100 REFP_SET_POS den der angefahrenen Position entsprechenden Istwert eingeben. Dieser Wert kann ein konstruktiv vorgegebener Wert sein (z. B. Festanschlag), oder kann jetzt mit einem Messgerät ermittelt werden.
4. MD34210 ENC_REFP_STATE auf "1" setzen. Damit wird die Funktion "Justage" freigegeben.
5. Die veränderten Maschinendaten werden durch RESET wirksam gesetzt.
6. In Betriebsart JOG-REF wechseln.
7. Durch das Betätigen der bereits in Schritt 2 benutzten Verfahrtaste wird die aktuelle Verschiebung in das MD34090 REFP_MOVE_DIST_CORR eingetragen und MD34210 ENC_REFP_STATE wechselt auf "2", d. h. die Achse gilt als justiert (Der Bildschirm wird durch Betätigen der Verfahrtasten aktualisiert.).
Hinweis
Beim Betätigen der korrekten Verfahrtaste bewegt sich die Achse nicht! In der Istwertanzeige der Achsposition wird der in MD34100 REFP_SET_POS eingetragene Wert sichtbar.
8. Betriebsart JOG-REF verlassen, die Justage dieser Achse ist beendet.
18.5 Randbedingungen für Absolutgeber
18.5.1 Justage von Absolutgeber
Justagezeitpunkt Durch die Justage wird die Verschiebung zwischen dem Maschinennullpunkt und dem Gebernullpunkt ermittelt und nichtflüchtig abgespeichert. Normalerweise muss dies nur einmal bei der Erstinbetriebnahme geschehen. Danach kennt die Steuerung den Wert und kann jederzeit aus dem Geber-Absolutwert die absolute Maschinenposition errechnen. Dieser Zustand ist durch MD34210 ENC_REFP_STATE=2 gekennzeichnet.
Die Verschiebung wird in MD34090 REFP_MOVE_DIST_CORR abgespeichert.
Eine Wiederholung der Justage ist erforderlich:
● nach Ab-/Anbau oder Tausch des Gebers oder des Motors samt angebautem Geber
● nach Umschalten eines eventuell vorhandenen Getriebes zwischen Motor (mit Absolutgeber) und Last
● ganz allgemein immer dann, wenn die mechanische Verbindung zwischen Geber und Last aufgetrennt und nicht exakt genauso wieder zusammengefügt wurde.
Referenzpunktfahren (R1) 18.6 Datenlisten
Drehen, Fräsen, Nibbeln 330 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Hinweis
Die Steuerung kann nicht alle Fälle erkennen, in denen eine Neu-Justage erforderlich wird! Wenn sie es erkennt, vermerkt sie dies durch Setzen des MD34210 auf den Wert 0 oder 1. Erkannt wird: Umschalten auf eine Getriebestufe mit anderer Übersetzung zwischen Geber und Last.
In allen anderen Fällen muss der Anwender selbst das MD34210 überschreiben.
Datensicherung Beim Sichern von Maschinendaten wird der Zustand von MD34210 ENC_REFP_STATE mitgesichert.
Durch das Laden eines solchen Datensatzes erklärt man die Achse daher automatisch als justiert!
WARNUNG
Wenn der Datensatz von einer anderen Maschine stammt (z. B. bei Serien-Inbetriebnahme) muss nach dem Laden und Aktivieren der Daten eine Justage durchgeführt werden.
18.6 Datenlisten
18.6.1 Maschinendaten
Nummer Bezeichner Name kanalspezifisch 20700 REFP_NC_START_LOCK NC-Startsperre ohne Referenzpunkt achsspezifisch 30200 NUM_ENCS Anzahl der Geber 30240 ENC_TYP[0] Istwert Gebertyp 30330 MODULO_RANGE Größe des Modulo-Bereiches 30340 MODULO_RANGE_START Startposition Modulo-Bereich 31122 BERO_DELAY_TIME_PLUS[0] BERO-Verzögerungszeit in Plus-Richtung 31123 BERO_DELAY_TIME_MINUS[0] BERO-Verzögerungszeit in Minus-Richtung 34000 REFP_CAM_IS_ACTIVE Achse mit Referenznocken 34010 REFP_CAM_DIR_IS_MINUS Referenzpunktanfahren in Minusrichtung 34020 REFP_VELO_SEARCH_CAM Referenzpunktanfahrgeschwindigkeit 34030 REFP_MAX_CAM_DIST max. Wegstrecke zum Referenznocken
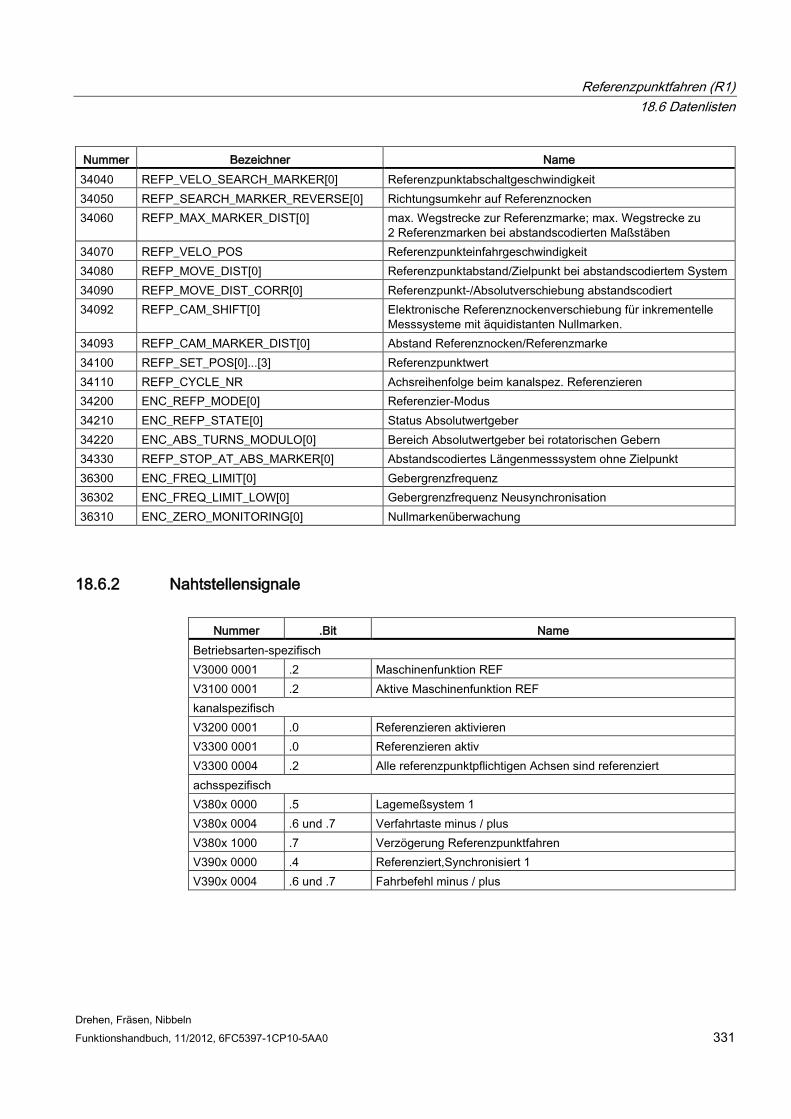
Referenzpunktfahren (R1) 18.6 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 331
Nummer Bezeichner Name 34040 REFP_VELO_SEARCH_MARKER[0] Referenzpunktabschaltgeschwindigkeit 34050 REFP_SEARCH_MARKER_REVERSE[0] Richtungsumkehr auf Referenznocken 34060 REFP_MAX_MARKER_DIST[0] max. Wegstrecke zur Referenzmarke; max. Wegstrecke zu
2 Referenzmarken bei abstandscodierten Maßstäben 34070 REFP_VELO_POS Referenzpunkteinfahrgeschwindigkeit 34080 REFP_MOVE_DIST[0] Referenzpunktabstand/Zielpunkt bei abstandscodiertem System 34090 REFP_MOVE_DIST_CORR[0] Referenzpunkt-/Absolutverschiebung abstandscodiert 34092 REFP_CAM_SHIFT[0] Elektronische Referenznockenverschiebung für inkrementelle
Messsysteme mit äquidistanten Nullmarken. 34093 REFP_CAM_MARKER_DIST[0] Abstand Referenznocken/Referenzmarke 34100 REFP_SET_POS[0]...[3] Referenzpunktwert 34110 REFP_CYCLE_NR Achsreihenfolge beim kanalspez. Referenzieren 34200 ENC_REFP_MODE[0] Referenzier-Modus 34210 ENC_REFP_STATE[0] Status Absolutwertgeber 34220 ENC_ABS_TURNS_MODULO[0] Bereich Absolutwertgeber bei rotatorischen Gebern 34330 REFP_STOP_AT_ABS_MARKER[0] Abstandscodiertes Längenmesssystem ohne Zielpunkt 36300 ENC_FREQ_LIMIT[0] Gebergrenzfrequenz 36302 ENC_FREQ_LIMIT_LOW[0] Gebergrenzfrequenz Neusynchronisation 36310 ENC_ZERO_MONITORING[0] Nullmarkenüberwachung
18.6.2 Nahtstellensignale
Nummer .Bit Name Betriebsarten-spezifisch V3000 0001 .2 Maschinenfunktion REF V3100 0001 .2 Aktive Maschinenfunktion REF kanalspezifisch V3200 0001 .0 Referenzieren aktivieren V3300 0001 .0 Referenzieren aktiv V3300 0004 .2 Alle referenzpunktpflichtigen Achsen sind referenziert achsspezifisch V380x 0000 .5 Lagemeßsystem 1 V380x 0004 .6 und .7 Verfahrtaste minus / plus V380x 1000 .7 Verzögerung Referenzpunktfahren V390x 0000 .4 Referenziert,Synchronisiert 1 V390x 0004 .6 und .7 Fahrbefehl minus / plus

Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 333
Rundachsen (R2) 19 19.1 Allgemeines
Merkmale einer Rundachse Rundachsen werden grundsätzlich in Grad programmiert. Sie zeichnen sich in der Regel dadurch aus, dass sie nach genau 1 Umdrehung die gleiche Position wieder einnehmen (Modulo 360°). Abhängig vom Anwendungsfall kann der Verfahrbereich der Rundachse auf kleiner 360° beschränkt (z. B. bei Schwenkachsen für Werkzeughalter) oder endlos (z. B. bei Drehbewegungen des Werkzeugs oder Werkstücks) sein.
Definition der Rundachse Eine Achse wird mit Hilfe des MD30300 IS_ROT_AX = 1 als Rundachse deklariert.
Hinweis
Die Geometrieachsen (X, Y, Z) sind nicht als Rundachsen oder Spindel einsetzbar. Das MD20050 AXCONF_GEOAX_ASSIGN_TAB (Zuordnung Geometrieachse - Kanalachse) legt diese Geometrieachsen fest.
Achsadressen, Achsbezeichner, Richtung
Bild 19-1 Achsbezeichnungen und positive Bewegungsrichtung von Rundachsen
Für Achsen/Rundachsen kann auch die erweiterte Adressierung (z. B.: C2=) oder ein Achsname über Projektierung in folgenden Maschinendaten festgelegt werden:
MD10000 AXCONF_MACHAX_NAME_TAB bzw.
MD20080 AXCONF_CHANAX_NAME_TAB.
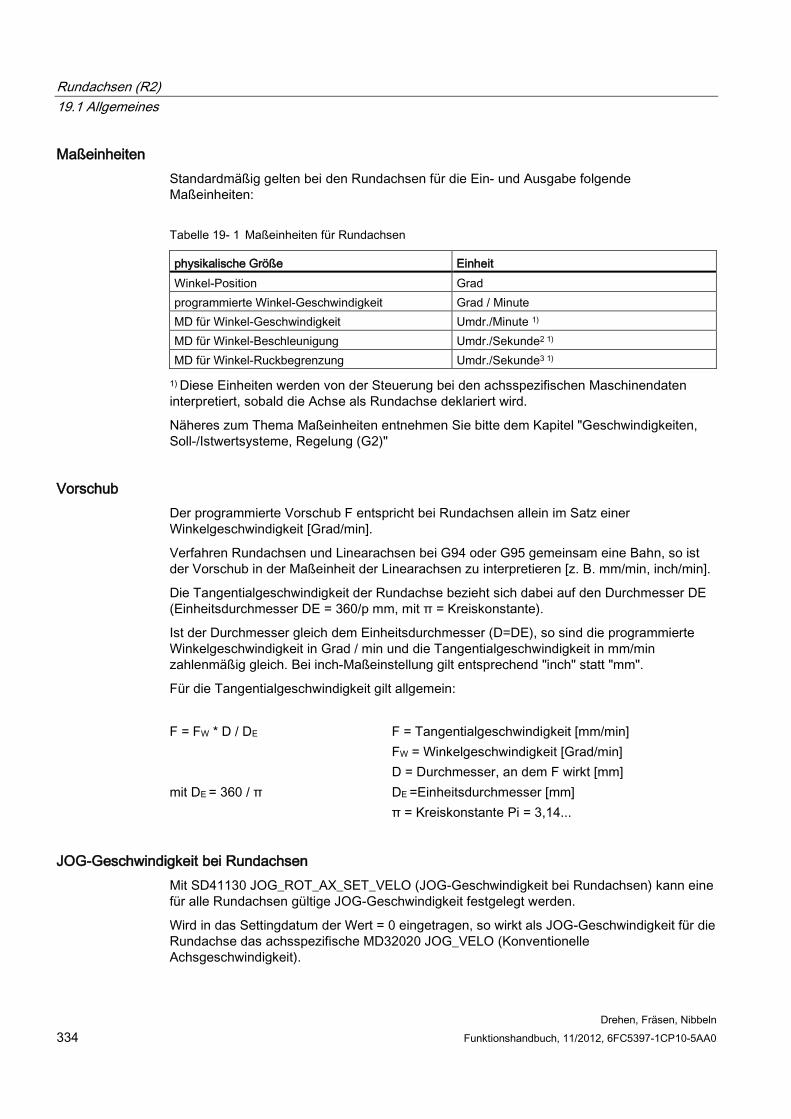
Rundachsen (R2) 19.1 Allgemeines
Drehen, Fräsen, Nibbeln 334 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Maßeinheiten Standardmäßig gelten bei den Rundachsen für die Ein- und Ausgabe folgende Maßeinheiten:
Tabelle 19- 1 Maßeinheiten für Rundachsen
physikalische Größe Einheit Winkel-Position Grad programmierte Winkel-Geschwindigkeit Grad / Minute MD für Winkel-Geschwindigkeit Umdr./Minute 1) MD für Winkel-Beschleunigung Umdr./Sekunde2 1) MD für Winkel-Ruckbegrenzung Umdr./Sekunde3 1)
1) Diese Einheiten werden von der Steuerung bei den achsspezifischen Maschinendaten interpretiert, sobald die Achse als Rundachse deklariert wird.
Näheres zum Thema Maßeinheiten entnehmen Sie bitte dem Kapitel "Geschwindigkeiten, Soll-/Istwertsysteme, Regelung (G2)"
Vorschub Der programmierte Vorschub F entspricht bei Rundachsen allein im Satz einer Winkelgeschwindigkeit [Grad/min].
Verfahren Rundachsen und Linearachsen bei G94 oder G95 gemeinsam eine Bahn, so ist der Vorschub in der Maßeinheit der Linearachsen zu interpretieren [z. B. mm/min, inch/min].
Die Tangentialgeschwindigkeit der Rundachse bezieht sich dabei auf den Durchmesser DE (Einheitsdurchmesser DE = 360/p mm, mit π = Kreiskonstante).
Ist der Durchmesser gleich dem Einheitsdurchmesser (D=DE), so sind die programmierte Winkelgeschwindigkeit in Grad / min und die Tangentialgeschwindigkeit in mm/min zahlenmäßig gleich. Bei inch-Maßeinstellung gilt entsprechend "inch" statt "mm".
Für die Tangentialgeschwindigkeit gilt allgemein:
F = FW * D / DE F = Tangentialgeschwindigkeit [mm/min] FW = Winkelgeschwindigkeit [Grad/min] D = Durchmesser, an dem F wirkt [mm] mit DE = 360 / π DE =Einheitsdurchmesser [mm] π = Kreiskonstante Pi = 3,14...
JOG-Geschwindigkeit bei Rundachsen Mit SD41130 JOG_ROT_AX_SET_VELO (JOG-Geschwindigkeit bei Rundachsen) kann eine für alle Rundachsen gültige JOG-Geschwindigkeit festgelegt werden.
Wird in das Settingdatum der Wert = 0 eingetragen, so wirkt als JOG-Geschwindigkeit für die Rundachse das achsspezifische MD32020 JOG_VELO (Konventionelle Achsgeschwindigkeit).
Rundachsen (R2) 19.2 Modulo 360 Grad
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 335
Software-Endschalter Die Software-Endschalter und Arbeitsfeldbegrenzungen sind wirksam und werden bei Schwenk-achsen mit einem begrenzten Arbeitsbereich benötigt. Dagegen werden bei endlosdrehenden Rundachsen mit MD30310 ROT_IS_MODULO=1 die Software-Endschalter und Arbeitsfeldbegrenzungen achsspezifisch inaktiv geschaltet.
19.2 Modulo 360 Grad
Begriff "Modulo 360 Grad" Unter dem Begriff "Modulo" bei einer Rundachse versteht man eine steuerungsinterne Abbildung der Position der Rundachse im Bereich von 0 bis 359,999 Grad. Bei Wegvorgaben > 360° (z. B. bei Kettenmaßprogrammierung G91) wird die Position durch steuerungsinterne Umrechnung in den Wertebereich zwischen 0 bis < 360° abgebildet. Die Abbildung findet sowohl in der Betriebsart JOG als auch in AUTOMATIK statt. Ausnahme: Service-Anzeige.
Maschinendateneinstellungen Mit Hilfe von Maschinendaten kann je nach Maschinenanforderung für jede Rundachse die Programmierung und Positionierung (MD30310 ROT_IS_MODULO) sowie die Positionsanzeige (MD30320 DISPLAY_IS_MODULO) in Modulo 360° einzeln festgelegt werden.
Achse ist Modulo MD30310 ROT_IS_MODULO = 1:
Bei Aktivierung des Maschinendatums kommt das spezielle Rundachsverhalten zum Tragen. Damit wird das Positionierverhalten der Rundachse bei der Programmierung (G90, AC, ACP, ACN oder DC) festgelegt. Dabei wird steuerungsintern nach der Einberechnung der aktuellen Nullpunktverschiebungen eine Modulo360°-Darstellung durchgeführt. Anschließend wird die so ermittelte Zielposition innerhalb einer Umdrehung angefahren.
Die Software-Endschalter und die Arbeitsfeldbegrenzungen sind unwirksam und der Arbeitsbereich ist somit unendlich.
Für eine Modulo-Achse sollte auch immer die Positionsanzeige Modulo 360° angewählt sein:
MD30320 DISPLAY_IS_MODULO = 1
Positionsanzeige Modulo MD30320 DISPLAY_IS_MODULO = 1:
Bei Rundachsen wird die Positionsanzeige häufig mit "Modulo 360°" (1 Umdrehung) benötigt; d. h. die Anzeige wird bei positiver Drehrichtung steuerungsintern nach 359,999° periodisch wieder auf 0,000° zurückgesetzt; bei negativer Drehrichtung werden die Positionen ebenfalls im Bereich von 0°...359,999° angezeigt.
Rundachsen (R2) 19.3 Programmierung von Rundachsen
Drehen, Fräsen, Nibbeln 336 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
MD30320 DISPLAY_IS_MODULO = 0:
Im Gegensatz zur Anzeige Modulo 360° werden bei der Absolutpositionsanzeige, z. B. bei positiver Drehrichtung nach 1 Umdrehung +360°, nach 2 Umdrehungen +720° usw., angezeigt. Hier ist der Anzeigebereich entsprechend den Linearachsen von der Steuerung begrenzt.
19.3 Programmierung von Rundachsen
Hinweis
Allgemeine Informationen zur Programmierung entnehmen Sie bitte:
Literatur:
/BP_/ Bedienen und Programmieren
19.3.1 Rundachse bei aktiver Modulowandlung
Absolutmaßprogrammierung (AC, ACP, ACN, G90) Beispiel mit ACP: C=ACP(5.33), allgemein: Achsname=ACP(Wert)
● Der Wert bezeichnet die Zielposition der Rundachse in einem Bereich von 0 ... 359,999°. Bei Werten mit negativem Vorzeichen oder ≥ 360° wird der Alarm 16830 "Falsche Modulo-Position programmiert" gemeldet.
● Mit ACP (positiv) und ACN (negativ) wird die Verfahrrichtung der Rundachse eindeutig festgelegt (unabhängig von der Istposition).
● Bei Programmierung von AC bzw. mit G90 ist die Verfahrrichtung abhängig von der Istposition der Rundachse. Ist die Zielposition größer als die Istposition, so fährt die Achse in positiver Drehrichtung ansonsten in negativer Drehrichtung.
● Anwendung von ACP und ACN: Bei unsymmetrischen Werkstücken muss die Verfahrrichtung definiert vorgegeben werden können, um Kollisionen bei der Drehbewegung auszuschließen.
Absolutmaßprogrammierung auf kürzestem Weg (DC) Beispiel mit DC: C=DC(25.3), allgemein: Achsname=DC(Wert)
● Der Wert bezeichnet die Zielposition der Rundachse in einem Bereich von 0 ... 359,999 Grad. Bei Werten mit negativem Vorzeichen oder ≥ 360° wird der Alarm 16830 "falsche Modulo-Position programmiert" gemeldet.
● Mit DC (Direct Control) fährt die Rundachse auf kürzestem Weg die programmierte absolute Position innerhalb einer Umdrehung an (Verfahrbewegung max. ±180°).
Rundachsen (R2) 19.3 Programmierung von Rundachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 337
● Abhängig von der aktuellen Istposition ermittelt die Steuerung die Drehrichtung und den Verfahrweg. Ist der abzufahrende Weg in beiden Richtungen gleich (180°), erhält die positive Drehrichtung den Vorzug.
● Anwendungsbeispiel von DC: Der Rundtisch soll in kürzester Zeit (damit kürzesten Weg) die Wechselposition anfahren.
Hinweis
Wird bei einer Linearachse DC programmiert, so erfolgt die Alarmmeldung 16800 "Verfahranweisung DC kann nicht angewendet werden".
Kettenmaß-Programmierung (IC, G91) ● Der Wert bezeichnet die Verfahrdistanz der Rundachse. Der Wert kann negativ und auch
≥ 360° sein.
● Das Vorzeichen des Wertes gibt die Verfahrrichtung der Rundachse zwingend vor.
Beispiel:
C=IC(720) ;C-Achse verfährt inkrementell in positiver Richtung um 720°
C=IC(-180) ;C-Achse verfährt inkrementell in negativer Richtung um 180°
Endloser Verfahrbereich Sobald die Modulofunktion aktiv ist, wird der Verfahrbereich nicht begrenzt (Software-Endschalter sind nicht aktiv). Durch entsprechende Programmierung kann die Rundachse endlos verfahren werden.
Beispiel:
N10 LOOP: C=IC(7200)
N20 GOTOB LOOP
19.3.2 Rundachse ohne Modulowandlung
Absolutmaß-Programmierung (AC, G90) Beispiel für AC: C=AC(-410), allgemein: Achsname=AC (+/-Wert)
● Der Wert und dessen Vorzeichen bezeichnen eindeutig die Zielposition der Rundachse. Der Wert kann über +/- 360° sein. Der Positionswert wird durch die Software-Endschalter begrenzt.
● Die Verfahrrichtung wird von der Steuerung abhängig von der vorzeichenbehafteten Istposition der Rundachse ermittelt.
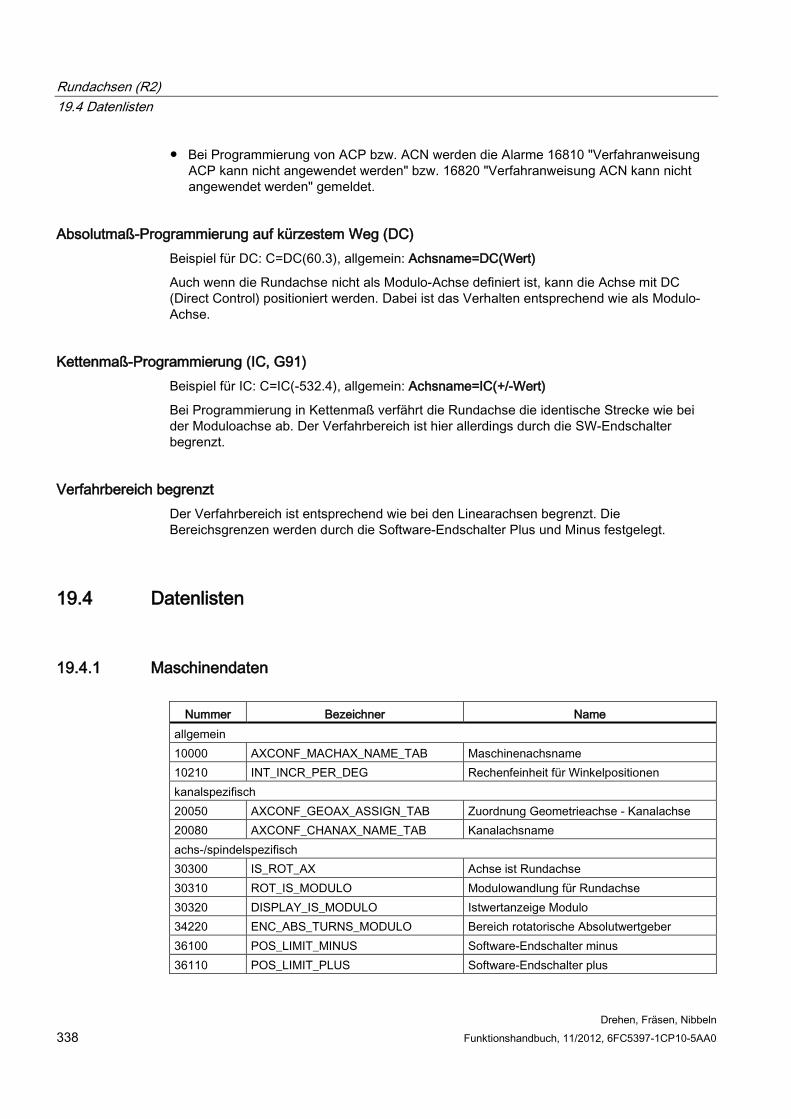
Rundachsen (R2) 19.4 Datenlisten
Drehen, Fräsen, Nibbeln 338 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● Bei Programmierung von ACP bzw. ACN werden die Alarme 16810 "Verfahranweisung ACP kann nicht angewendet werden" bzw. 16820 "Verfahranweisung ACN kann nicht angewendet werden" gemeldet.
Absolutmaß-Programmierung auf kürzestem Weg (DC) Beispiel für DC: C=DC(60.3), allgemein: Achsname=DC(Wert)
Auch wenn die Rundachse nicht als Modulo-Achse definiert ist, kann die Achse mit DC (Direct Control) positioniert werden. Dabei ist das Verhalten entsprechend wie als Modulo-Achse.
Kettenmaß-Programmierung (IC, G91) Beispiel für IC: C=IC(-532.4), allgemein: Achsname=IC(+/-Wert)
Bei Programmierung in Kettenmaß verfährt die Rundachse die identische Strecke wie bei der Moduloachse ab. Der Verfahrbereich ist hier allerdings durch die SW-Endschalter begrenzt.
Verfahrbereich begrenzt Der Verfahrbereich ist entsprechend wie bei den Linearachsen begrenzt. Die Bereichsgrenzen werden durch die Software-Endschalter Plus und Minus festgelegt.
19.4 Datenlisten
19.4.1 Maschinendaten
Nummer Bezeichner Name allgemein 10000 AXCONF_MACHAX_NAME_TAB Maschinenachsname 10210 INT_INCR_PER_DEG Rechenfeinheit für Winkelpositionen kanalspezifisch 20050 AXCONF_GEOAX_ASSIGN_TAB Zuordnung Geometrieachse - Kanalachse 20080 AXCONF_CHANAX_NAME_TAB Kanalachsname achs-/spindelspezifisch 30300 IS_ROT_AX Achse ist Rundachse 30310 ROT_IS_MODULO Modulowandlung für Rundachse 30320 DISPLAY_IS_MODULO Istwertanzeige Modulo 34220 ENC_ABS_TURNS_MODULO Bereich rotatorische Absolutwertgeber 36100 POS_LIMIT_MINUS Software-Endschalter minus 36110 POS_LIMIT_PLUS Software-Endschalter plus
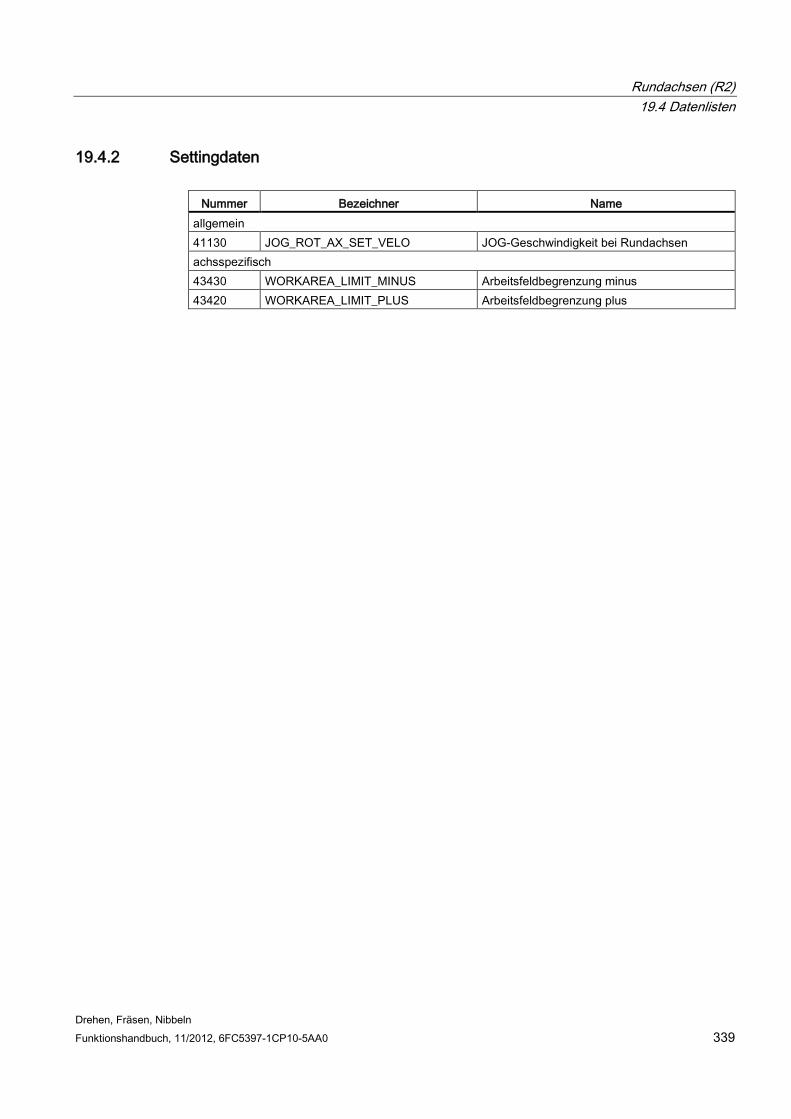
Rundachsen (R2) 19.4 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 339
19.4.2 Settingdaten
Nummer Bezeichner Name allgemein 41130 JOG_ROT_AX_SET_VELO JOG-Geschwindigkeit bei Rundachsen achsspezifisch 43430 WORKAREA_LIMIT_MINUS Arbeitsfeldbegrenzung minus 43420 WORKAREA_LIMIT_PLUS Arbeitsfeldbegrenzung plus

Rundachsen (R2) 19.4 Datenlisten
Drehen, Fräsen, Nibbeln 340 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 341
Spindel (S1) 20 20.1 Kurzbeschreibung
Spindelanwendung Für eine Spindel, gesteuert durch die NC, sind folgende Funktionen je nach Typ der Maschine möglich:
● Vorgabe einer Spindeldrehrichtung (M3, M4)
● Vorgabe einer Spindeldrehzahl (S)
● Spindel Halt, ohne Orientierung (M5)
● Spindelpositionierung (SPOS=)
(lagegeregelte Spindel erforderlich)
● Getriebestufenumschaltung (M40 bis M45)
● Gewindeschneiden/-bohren (G33, G34, G35, G331, G332, G63)
● Umdrehungsvorschub (G95)
● konstante Schnittgeschwindigkeit (G96)
● programmierbare Spindeldrehzahlbegrenzungen (G25, G26, LIMS=)
● Lagemessgeber an der Spindel oder am Spindelmotor montierbar
● Spindelüberwachungen auf min. und max. Drehzahl.
● Verweilzeit in Umdrehungen der Spindel (G4 S)
Anstatt der gesteuerten Spindel kann eine "geschaltete" Spindel betrieben werden. Hierbei erfolgt die Vorgabe einer Spindeldrehzahl (S) nicht über das Programm, sondern z. B. per Handbedienung (Getriebe) an der Maschine. Damit sind auch keine Drehzahlbegrenzungen programmierbar. Über das Programm sind möglich:
● Vorgabe einer Spindeldrehrichtung (M3, M4)
● Spindel Halt, ohne Orientierung (M5)
● Gewindebohren (G63)
Verfügt diese Spindel über einen Lagemessgeber, so sind noch weitere Funktionen möglich:
● Gewindeschneiden/-bohren (G33, G34, G35)
● Umdrehungsvorschub (G95)
Bei einer geschalteten Spindel ist die Sollwertausgabe für die Spindel über MD30130 CTRLOUT_TYPE = 0 zu unterdrücken.
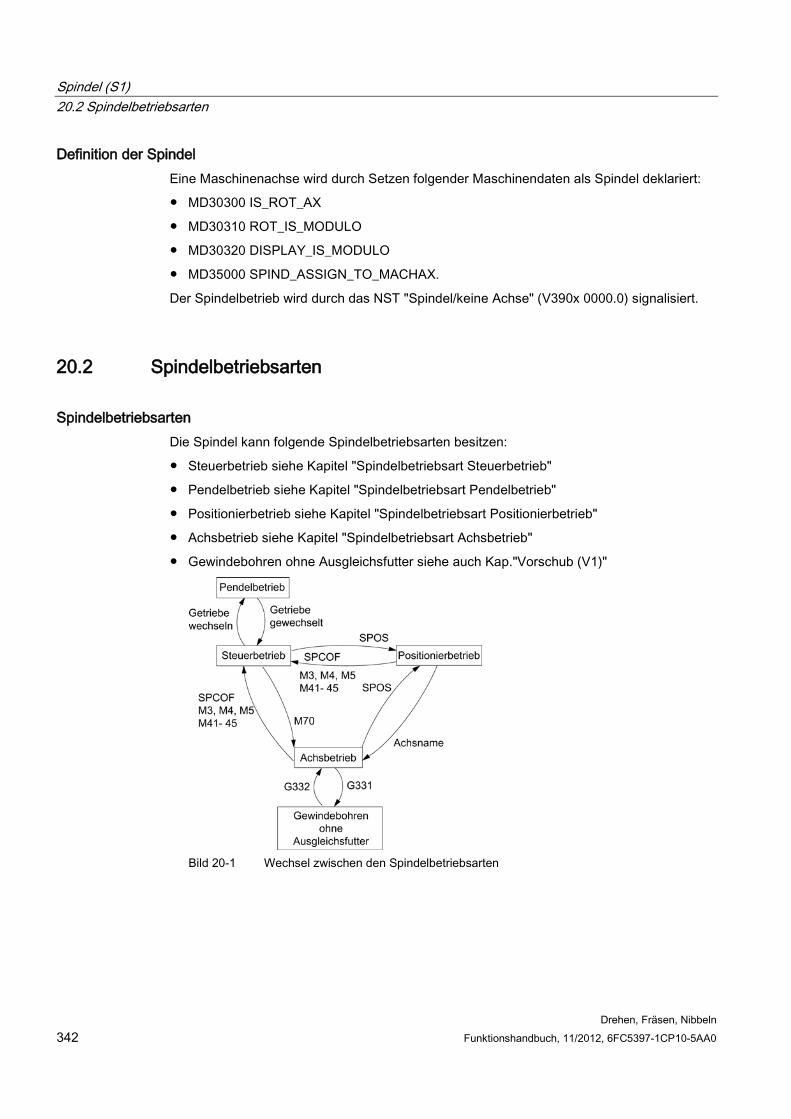
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln 342 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Definition der Spindel Eine Maschinenachse wird durch Setzen folgender Maschinendaten als Spindel deklariert:
● MD30300 IS_ROT_AX
● MD30310 ROT_IS_MODULO
● MD30320 DISPLAY_IS_MODULO
● MD35000 SPIND_ASSIGN_TO_MACHAX.
Der Spindelbetrieb wird durch das NST "Spindel/keine Achse" (V390x 0000.0) signalisiert.
20.2 Spindelbetriebsarten
Spindelbetriebsarten Die Spindel kann folgende Spindelbetriebsarten besitzen:
● Steuerbetrieb siehe Kapitel "Spindelbetriebsart Steuerbetrieb"
● Pendelbetrieb siehe Kapitel "Spindelbetriebsart Pendelbetrieb"
● Positionierbetrieb siehe Kapitel "Spindelbetriebsart Positionierbetrieb"
● Achsbetrieb siehe Kapitel "Spindelbetriebsart Achsbetrieb"
● Gewindebohren ohne Ausgleichsfutter siehe auch Kap."Vorschub (V1)"
Bild 20-1 Wechsel zwischen den Spindelbetriebsarten
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 343
Spindelbetriebsartenwechsel ● Steuerbetrieb ---> Pendelbetrieb
Die Spindel wechselt in den Pendelbetrieb, wenn durch die automatische Getriebestufenauswahl (M40) in Verbindung mit einem neuen S-Wert oder durch M41 bis M45 eine neue Getriebestufe vorgegeben wurde. Die Spindel wechselt nur dann in den Pendelbetrieb, wenn die neue Getriebestufe ungleich der aktuellen Istgetriebestufe ist.
● Pendelbetrieb ---> Steuerbetrieb
Ist die neue Getriebestufe eingelegt, wird das NST "Pendelbetrieb" (V390x 2002.6) rückgesetzt und mit dem NST "Getriebe ist umgeschaltet" (V380x 2000.3) in den Steuerbetrieb gewechselt. Die letzte programmierte Spindeldrehzahl (S-Wert) ist wieder wirksam.
● Steuerbetrieb ---> Positionierbetrieb
Soll die Spindel aus der Drehung (M3 oder M4) mit Orientierung angehalten oder aus dem Stillstand (M5) neu orientiert werden, wird mit SPOS in den Positionierbetrieb gewechselt.
● Positionierbetrieb ---> Steuerbetrieb
Soll die Orientierung der Spindel beendet werden, wird mit M3, M4 oder M5 in den Steuerbetrieb gewechselt. Die letzte programmierte Spindeldrehzahl (S-Wert) ist wieder wirksam.
● Positionierbetrieb ---> Pendelbetrieb
Soll die Orientierung der Spindel beendet werden, kann mit M41 bis M45 in den Pendelbetrieb gewechselt werden. Ist der Getriebestufenwechsel beendet, wird die letzte programmierte Spindeldrehzahl (S-Wert) und M5 (Steuerbetrieb) wieder wirksam.
● Positionierbetrieb ---> Gewindebohren ohne Ausgleichsfutter
Das Gewindebohren ohne Ausgleichsfutter (Gewindeinterpolation) wird über G331/G332 eingeschaltet. Zuvor ist die Spindel mit SPOS in den lagegeregelten Betrieb zu bringen.
20.2.1 Spindelbetriebsart Steuerbetrieb
Wann Steuerbetrieb? Bei folgenden Funktionen befindet sich die Spindel im Steuerbetrieb:
● konstante Spindeldrehzahl S, M3/M4/M5 und G94, G95, G97, G33, G63
● konstante Schnittgeschwindigkeit G96 S, M3/M4/M5
Voraussetzungen Ein Spindellageistwertgeber ist zwingend erforderlich für M3/M4/M5 in Verbindung mit Umdrehungsvorschub (G95, F in mm/Umdrehung bzw. inch/Umdrehung), konstante Schnittgeschwindigkeit (G96, G97), Gewindeschneiden (G33).
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln 344 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
eigener Spindel-Reset Mit dem MD35040 SPIND_ACTIVE_AFTER_RESET wird eingestellt, wie sich die Spindel nach Reset oder Programmende (M2, M30) verhält:
● Ist MD-Wert=0, wird die Spindel sofort mit der gültigen Beschleunigung auf Stillstand abgebremst. Die letzte programmierte Spindeldrehzahl und Spindeldrehrichtung werden gelöscht.
● Ist MD-Wert=1 (eigener Spindel-Reset), bleibt die letzte programmierte Spindeldrehzahl (S-Funktion) und die letzte programmierte Spindeldrehrichtung (M3, M4, M5) erhalten. Ist vor Reset bzw. Programmende die konstante Schnittgeschwindigkeit (G96) aktiv, wird die aktuelle Spindeldrehzahl (bezogen auf 100 % Spindelkorrektur) intern als letzte programmierte Spindeldrehzahl übernommen.
Hinweis
Die Spindel kann immer mit dem NST "Restweg löschen/Spindel-Reset" abgebremst werden. Aber Vorsicht: Programm läuft weiter bei G94! Bei G95 kommen Achsen zum Stehen infolge fehlenden Vorschubes und damit der Programmlauf, wenn G1, G2, ... aktiv ist.
20.2.2 Spindelbetriebsart Pendelbetrieb
Hinweis
Pendeln durch die PLC ist bei den Versionen G/N plus und pro nicht verfügbar.
Start des Pendelbetriebes Durch diese Pendelbewegung wird das leichte Einrücken einer neuen Getriebestufe unterstützt. Prinzipiell kann auch ohne Pendelvorgang die neue Getriebestufe eingelegt werden.
Die Spindel befindet sich im Pendelbetrieb, wenn durch die automatische Getriebestufenauswahl (M40) oder durch M41 bis M45 eine neue Getriebestufe vorgegeben wurde (NST "Getriebe umschalten" (V390x 2000.3) ist gesetzt). Das NST "Getriebe umschalten" wird nur gesetzt, wenn eine neue Getriebestufe vorgeben wird, die ungleich der aktuellen Istgetriebestufe ist. Das Pendeln der Spindel wird mit dem NST "Pendeldrehzahl" (V380x 202.5) gestartet.
Wird nur das NST "Pendeldrehzahl" gesetzt, ohne dass eine neue Getriebstufe vorgegeben wurde, erfolgt keinWechsel in den Pendelbetrieb.
Das Pendeln wird mit dem NST "Pendeldrehzahl" gestartet. Beim Funktionsablauf wird je nach NST "Pendeln durch die PLC" (V380x 2002.4) unterschieden in:
● Pendeln durch die NCK
● Pendeln durch die PLC
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 345
Pendelzeit Für jede Drehrichtung lässt sich beim Pendeln die Pendelzeit in einem Maschinendatum festlegen:
● Pendelzeit in M3-Richtung (im folgenden t1 genannt) in
MD35440 SPIND_OSCILL_TIME_CW
● Pendelzeit in M4-Richtung (im folgenden t2 genannt) in
MD35450 SPIND_OSCILL_TIME_CCW
Pendeln durch die NCK Phase 1: Mit dem NST "Pendeldrehzahl" (V380x 2002.5) beschleunigt der Spindelmotor auf die im MD35400 SPIND_OSCILL_DES_VELO (Pendeldrehzahl) festgelegte Geschwindigkeit (mit Pendelbeschleunigung). Die Startrichtung wird durch MD35430 SPIND_OSCILL_START_DIR (Startrichtung beim Pendeln) festgelegt.
Phase 2: Ist die Zeit t1 (t2) abgelaufen, beschleunigt der Spindelmotor in die entgegengesetzte Richtung auf die im MD35400 SPIND_OSCILL_DES_VELO (Pendeldrehzahl) festgelegte Geschwindigkeit. Die Zeit t2 (t1) wird gestartet.
Phase 3: Ist die Zeit t2 (t1) abgelaufen, beschleunigt der Spindelmotor in die entgegengesetzte Richtung (gleiche Richtung wie in Phase 1), usw.
Pendeln durch die PLC Mit dem NST "Pendeldrehzahl" (V380x 2002.5) beschleunigt der Spindelmotor auf die im MD35400 SPIND_OSCILL_DES_VELO (Pendeldrehzahl) festgelegte Geschwindigkeit (mit Pendelbeschleunigung).
Die Drehrichtung wird durch das NST "Solldrehrichtung links" oder NST "Solldrehrichtung rechts" (V380x 2002.7 oder .6) festgelegt.
Das Pendeln (die Pendelbewegung) und die zwei Zeiten t1 und t2 (Zeit für Drehrichtung im und entgegen dem Uhrzeigersinn) müssen in der PLC nachgebildet werden.
Ende des Pendelbetriebes Mit dem NST "Getriebe ist umgeschaltet" (V380x 2000.3) wird der NCK mitgeteilt, dass die neue Getriebestufe (NST "Istgetriebestufe" (V380x 2000.0 bis .2)) gültig ist und der Pendelbetrieb beendet wird. Die Istgetriebestufe sollte der Sollgetriebestufe entsprechen. Der Pendelbetrieb wird auch beendet, wenn des NST "Pendeldrehzahl" (V380x 2002.5) noch gesetzt ist. Die letzte programmierte Spindeldrehzahl (S-Funktion) und Spindeldrehrichtung (M3, M4 oder M5) sind wieder wirksam.
Die Spindel befindet sich nach Beendigung des Pendelbetriebes wieder im Steuerbetrieb.
Alle getriebespezifischen Grenzwerte (min./max. Drehzahl der Getriebestufe, etc.) entsprechen den vorgegebenen Werten der Istgetriebestufe werden bei Spindelstillstand ausgeschaltet.
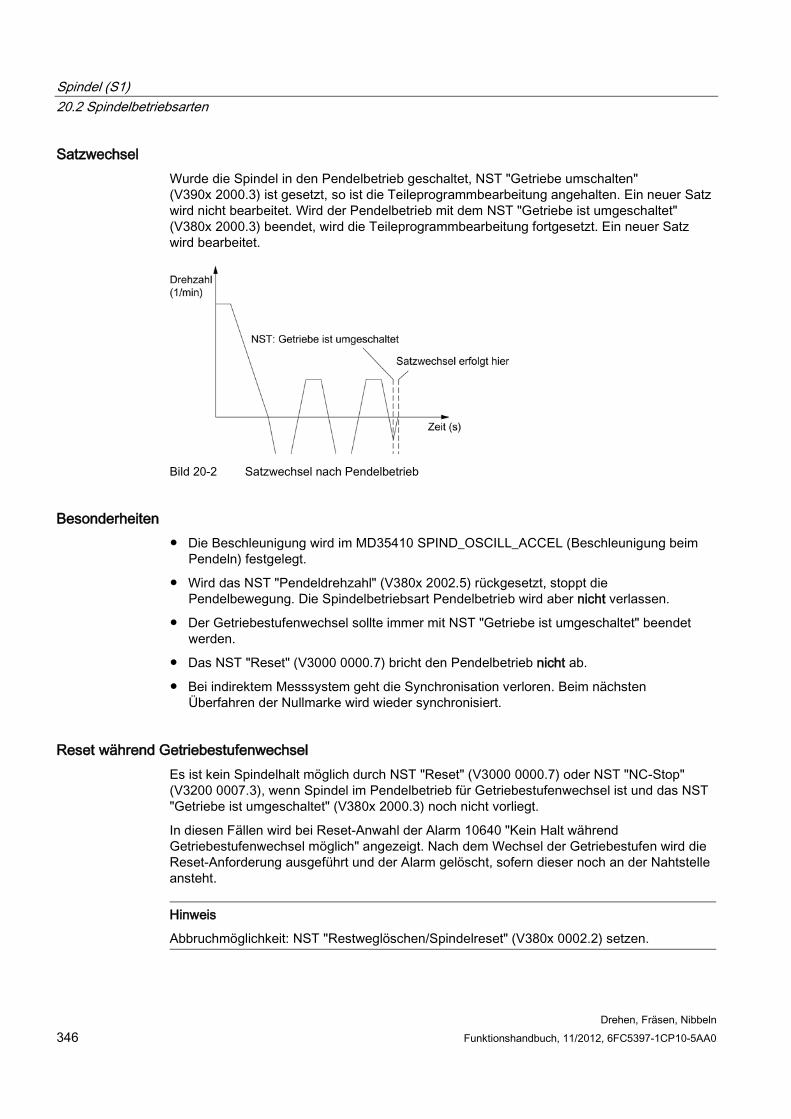
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln 346 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Satzwechsel Wurde die Spindel in den Pendelbetrieb geschaltet, NST "Getriebe umschalten" (V390x 2000.3) ist gesetzt, so ist die Teileprogrammbearbeitung angehalten. Ein neuer Satz wird nicht bearbeitet. Wird der Pendelbetrieb mit dem NST "Getriebe ist umgeschaltet" (V380x 2000.3) beendet, wird die Teileprogrammbearbeitung fortgesetzt. Ein neuer Satz wird bearbeitet.
Bild 20-2 Satzwechsel nach Pendelbetrieb
Besonderheiten ● Die Beschleunigung wird im MD35410 SPIND_OSCILL_ACCEL (Beschleunigung beim
Pendeln) festgelegt.
● Wird das NST "Pendeldrehzahl" (V380x 2002.5) rückgesetzt, stoppt die Pendelbewegung. Die Spindelbetriebsart Pendelbetrieb wird aber nicht verlassen.
● Der Getriebestufenwechsel sollte immer mit NST "Getriebe ist umgeschaltet" beendet werden.
● Das NST "Reset" (V3000 0000.7) bricht den Pendelbetrieb nicht ab.
● Bei indirektem Messsystem geht die Synchronisation verloren. Beim nächsten Überfahren der Nullmarke wird wieder synchronisiert.
Reset während Getriebestufenwechsel Es ist kein Spindelhalt möglich durch NST "Reset" (V3000 0000.7) oder NST "NC-Stop" (V3200 0007.3), wenn Spindel im Pendelbetrieb für Getriebestufenwechsel ist und das NST "Getriebe ist umgeschaltet" (V380x 2000.3) noch nicht vorliegt.
In diesen Fällen wird bei Reset-Anwahl der Alarm 10640 "Kein Halt während Getriebestufenwechsel möglich" angezeigt. Nach dem Wechsel der Getriebestufen wird die Reset-Anforderung ausgeführt und der Alarm gelöscht, sofern dieser noch an der Nahtstelle ansteht.
Hinweis
Abbruchmöglichkeit: NST "Restweglöschen/Spindelreset" (V380x 0002.2) setzen.
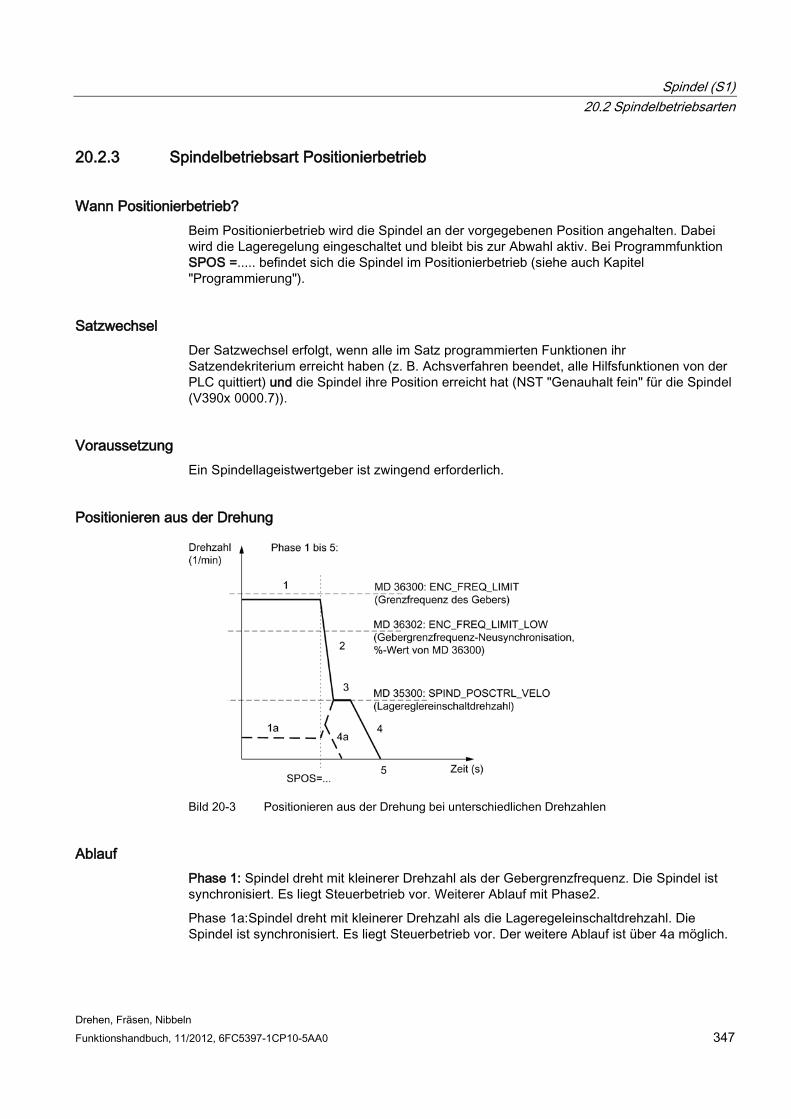
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 347
20.2.3 Spindelbetriebsart Positionierbetrieb
Wann Positionierbetrieb? Beim Positionierbetrieb wird die Spindel an der vorgegebenen Position angehalten. Dabei wird die Lageregelung eingeschaltet und bleibt bis zur Abwahl aktiv. Bei Programmfunktion SPOS =..... befindet sich die Spindel im Positionierbetrieb (siehe auch Kapitel "Programmierung").
Satzwechsel Der Satzwechsel erfolgt, wenn alle im Satz programmierten Funktionen ihr Satzendekriterium erreicht haben (z. B. Achsverfahren beendet, alle Hilfsfunktionen von der PLC quittiert) und die Spindel ihre Position erreicht hat (NST "Genauhalt fein" für die Spindel (V390x 0000.7)).
Voraussetzung Ein Spindellageistwertgeber ist zwingend erforderlich.
Positionieren aus der Drehung
Bild 20-3 Positionieren aus der Drehung bei unterschiedlichen Drehzahlen
Ablauf Phase 1: Spindel dreht mit kleinerer Drehzahl als der Gebergrenzfrequenz. Die Spindel ist synchronisiert. Es liegt Steuerbetrieb vor. Weiterer Ablauf mit Phase2.
Phase 1a:Spindel dreht mit kleinerer Drehzahl als die Lageregeleinschaltdrehzahl. Die Spindel ist synchronisiert. Es liegt Steuerbetrieb vor. Der weitere Ablauf ist über 4a möglich.
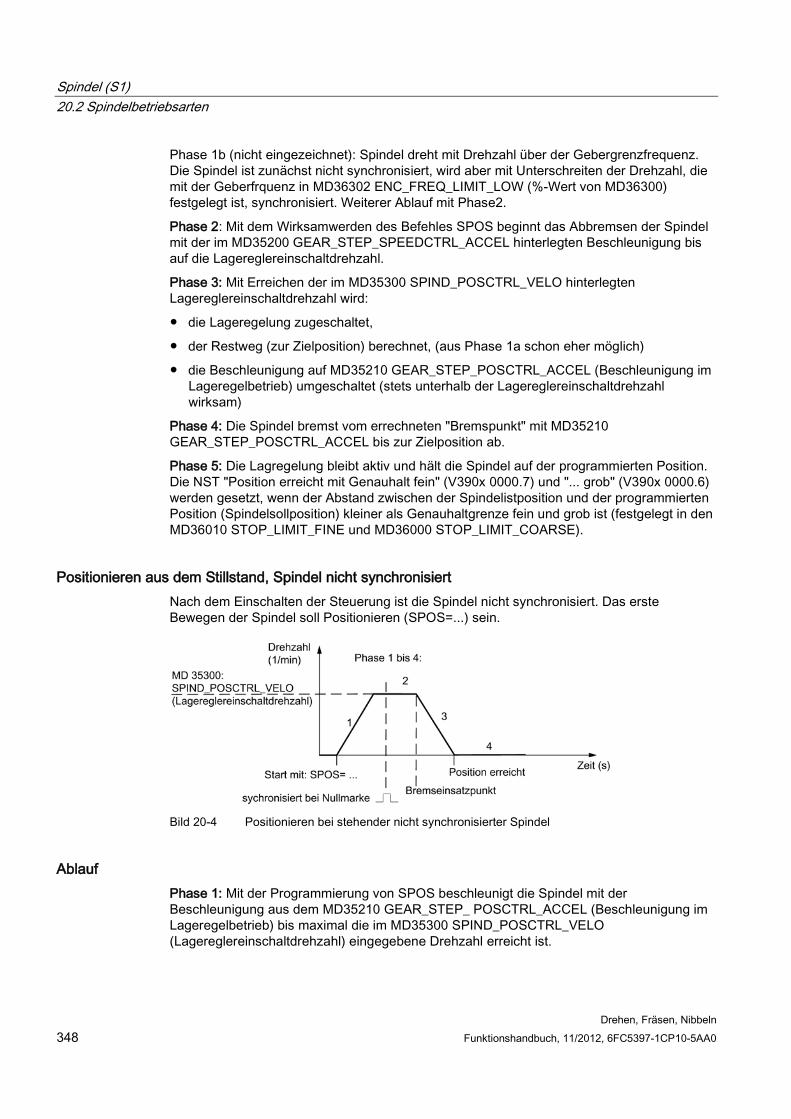
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln 348 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Phase 1b (nicht eingezeichnet): Spindel dreht mit Drehzahl über der Gebergrenzfrequenz. Die Spindel ist zunächst nicht synchronisiert, wird aber mit Unterschreiten der Drehzahl, die mit der Geberfrquenz in MD36302 ENC_FREQ_LIMIT_LOW (%-Wert von MD36300) festgelegt ist, synchronisiert. Weiterer Ablauf mit Phase2.
Phase 2: Mit dem Wirksamwerden des Befehles SPOS beginnt das Abbremsen der Spindel mit der im MD35200 GEAR_STEP_SPEEDCTRL_ACCEL hinterlegten Beschleunigung bis auf die Lagereglereinschaltdrehzahl.
Phase 3: Mit Erreichen der im MD35300 SPIND_POSCTRL_VELO hinterlegten Lagereglereinschaltdrehzahl wird:
● die Lageregelung zugeschaltet,
● der Restweg (zur Zielposition) berechnet, (aus Phase 1a schon eher möglich)
● die Beschleunigung auf MD35210 GEAR_STEP_POSCTRL_ACCEL (Beschleunigung im Lageregelbetrieb) umgeschaltet (stets unterhalb der Lagereglereinschaltdrehzahl wirksam)
Phase 4: Die Spindel bremst vom errechneten "Bremspunkt" mit MD35210 GEAR_STEP_POSCTRL_ACCEL bis zur Zielposition ab.
Phase 5: Die Lagregelung bleibt aktiv und hält die Spindel auf der programmierten Position. Die NST "Position erreicht mit Genauhalt fein" (V390x 0000.7) und "... grob" (V390x 0000.6) werden gesetzt, wenn der Abstand zwischen der Spindelistposition und der programmierten Position (Spindelsollposition) kleiner als Genauhaltgrenze fein und grob ist (festgelegt in den MD36010 STOP_LIMIT_FINE und MD36000 STOP_LIMIT_COARSE).
Positionieren aus dem Stillstand, Spindel nicht synchronisiert Nach dem Einschalten der Steuerung ist die Spindel nicht synchronisiert. Das erste Bewegen der Spindel soll Positionieren (SPOS=...) sein.
Bild 20-4 Positionieren bei stehender nicht synchronisierter Spindel
Ablauf Phase 1: Mit der Programmierung von SPOS beschleunigt die Spindel mit der Beschleunigung aus dem MD35210 GEAR_STEP_ POSCTRL_ACCEL (Beschleunigung im Lageregelbetrieb) bis maximal die im MD35300 SPIND_POSCTRL_VELO (Lagereglereinschaltdrehzahl) eingegebene Drehzahl erreicht ist.
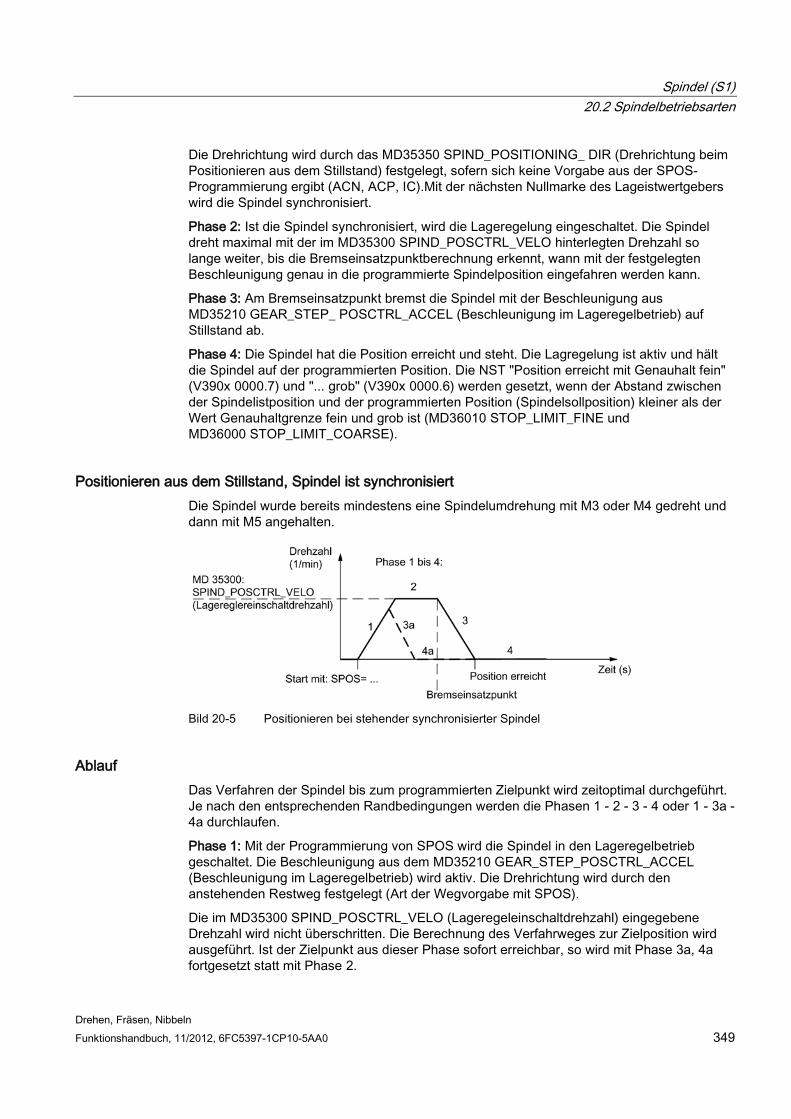
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 349
Die Drehrichtung wird durch das MD35350 SPIND_POSITIONING_ DIR (Drehrichtung beim Positionieren aus dem Stillstand) festgelegt, sofern sich keine Vorgabe aus der SPOS-Programmierung ergibt (ACN, ACP, IC).Mit der nächsten Nullmarke des Lageistwertgebers wird die Spindel synchronisiert.
Phase 2: Ist die Spindel synchronisiert, wird die Lageregelung eingeschaltet. Die Spindel dreht maximal mit der im MD35300 SPIND_POSCTRL_VELO hinterlegten Drehzahl so lange weiter, bis die Bremseinsatzpunktberechnung erkennt, wann mit der festgelegten Beschleunigung genau in die programmierte Spindelposition eingefahren werden kann.
Phase 3: Am Bremseinsatzpunkt bremst die Spindel mit der Beschleunigung aus MD35210 GEAR_STEP_ POSCTRL_ACCEL (Beschleunigung im Lageregelbetrieb) auf Stillstand ab.
Phase 4: Die Spindel hat die Position erreicht und steht. Die Lagregelung ist aktiv und hält die Spindel auf der programmierten Position. Die NST "Position erreicht mit Genauhalt fein" (V390x 0000.7) und "... grob" (V390x 0000.6) werden gesetzt, wenn der Abstand zwischen der Spindelistposition und der programmierten Position (Spindelsollposition) kleiner als der Wert Genauhaltgrenze fein und grob ist (MD36010 STOP_LIMIT_FINE und MD36000 STOP_LIMIT_COARSE).
Positionieren aus dem Stillstand, Spindel ist synchronisiert Die Spindel wurde bereits mindestens eine Spindelumdrehung mit M3 oder M4 gedreht und dann mit M5 angehalten.
Bild 20-5 Positionieren bei stehender synchronisierter Spindel
Ablauf Das Verfahren der Spindel bis zum programmierten Zielpunkt wird zeitoptimal durchgeführt. Je nach den entsprechenden Randbedingungen werden die Phasen 1 - 2 - 3 - 4 oder 1 - 3a - 4a durchlaufen.
Phase 1: Mit der Programmierung von SPOS wird die Spindel in den Lageregelbetrieb geschaltet. Die Beschleunigung aus dem MD35210 GEAR_STEP_POSCTRL_ACCEL (Beschleunigung im Lageregelbetrieb) wird aktiv. Die Drehrichtung wird durch den anstehenden Restweg festgelegt (Art der Wegvorgabe mit SPOS).
Die im MD35300 SPIND_POSCTRL_VELO (Lageregeleinschaltdrehzahl) eingegebene Drehzahl wird nicht überschritten. Die Berechnung des Verfahrweges zur Zielposition wird ausgeführt. Ist der Zielpunkt aus dieser Phase sofort erreichbar, so wird mit Phase 3a, 4a fortgesetzt statt mit Phase 2.
Spindel (S1) 20.2 Spindelbetriebsarten
Drehen, Fräsen, Nibbeln 350 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Phase 2: Es wurde bis auf die im MD35300 SPIND_POSCTRL_VELO (Lagereglereinschalt-drehzahl) eingegebene Drehzahl beschleunigt. Die Bremseinsatzpunktberechnung erkennt, wann mit der Beschleunigung in MD35210 GEAR_STEP_POSCTRL_ACCEL die programmierte Spindelposition (SPOS=...) angefahren werden kann.
Phase 3 und Phase 4: "Abbremsen" und "Position erreicht" haben den gleichen Ablauf wie bei nicht synchronisierter Spindel.
Spindel-Reset Der Positioniervorgang kann mit dem NST "Restweglöschen/Spindel-Reset" (V380x 0002.2) abgebrochen werden. Die Spindel bleibt jedoch im Positionierbetrieb.
Hinweise ● Bei Positionierbetrieb ist weiterhin der Spindelkorrekturschalter gültig.
● Die Positionierung (SPOS) wird mit "Reset" oder "NC-STOP" abgebrochen.
20.2.4 Spindelbetriebsart Achsbetrieb
Wann Achsbetrieb? Für bestimmte Bearbeitungsaufgaben an Drehmaschinen: Stirnflächenbearbeitung mit TRANSMIT oder Mantelflächenbearbeitung mit TRACYL muss die Spindel als Rundachse betrieben werden.
Außerhalb von TRANSMIT, TRACYL können normale Rundachsfunktionen ausgeführt werden. Hierbei erfolgt die Programmierung unter der Rundachsadresse, z. B.: C.
Voraussetzungen Die Spindel kann vom Spindelbetrieb in den Achsbetrieb (Rundachse) geschaltet werden, wenn für Spindel und Achsbetrieb ein gemeinsamer Motor verwendet wird.
Für den Achsbetrieb ist zwingend ein Lage-Istwertgeber erforderlich.
Ein-/Ausschalten ● Spindel in den lagegeregelten Betrieb (Positionierbetrieb) setzen:
N10 SPOS=0
● Ist die Spindel synchronisiert, kann dies auch durch M70 oder SPCON erfolgen. Im Programm ist nun ein Verfahren als Rundachse möglich:
N20 G94 G1 C124.4 F4000; Vorschub F: 4000 Grad/min
● Zurückschalten in den drehzahlgeregelten Spindel-Betrieb erfolgt mit:
N100 M3; oder M4, M5, M41 ... M45 oder SPCOF
Spindel (S1) 20.3 Synchronisieren
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 351
Besonderheiten ● Der Vorschubkorrekturschalter ist gültig.
● RESET beendet standardmäßig den Achsbetrieb nicht.
● Das NST "Spindel/Keine Achse" (V390x 0000.0) ist null gesetzt.
● Der Achsbetrieb kann in jeder Getriebestufe eingeschaltet werden.
● Ist der Achsbetrieb aktiv, kann die Getriebestufe nicht gewechselt werden.
● Im Achsbetrieb wirken die MD des Parametersatzes mit dem Index Null, um Anpassungen in dieser Betriebsart vornehmen zu können.
20.3 Synchronisieren
Warum Synchronisieren? Damit nach dem Einschalten die Steuerung die 0 Grad-Position exakt kennt, muss die Steuerung mit dem Lagemesssystem der Spindel synchronisiert werden. Erst eine synchronisierte Spindel kann Gewindeschneiden oder Positionieren.
Bei Achsen wird dieser Vorgang Referenzieren genannt, siehe Kapitel "Referenzpunktfahren (R1)".
Montageorte der Lagemesssysteme ● direkt am Motor plus BERO-Schalter an der Spindel (Nullmarkengeber)
● direkt an der Spindel
● an der Spindel über Messgetriebe plus BERO-Schalter an der Spindel
Synchronisiermöglichkeiten Nach dem Einschalten der Steuerung kann die Spindel wie folgt synchronisiert werden:
● Die Spindel wird mit einer Spindeldrehzahl (S-Funktion) und einer Spindeldrehrichtung (M3 oder M4) gestartet und synchronisiert sich mit der nächsten Nullmarke des Lagemesssystems oder BERO-Signals. Die 0-Grad-Position wird um
MD34080 REFP_MOVE_DIST + MD34090 REFP_MOVE_DIST_CORR -
MD34100 REFP_SET_POS verschoben.
Hinweis
Verwenden Sie für die Verschiebung der 0-Grad-Position nur MD34080. Die Überwachung mit MD34060 REFP_MAX_MARKER_DIST sollte auf zwei Spindelumdrehungen (720 Grad) eingestellt werden.
● Mit Programmierung von SPOS=... aus verschieden Zuständen heraus (siehe Kapitel "Spindelbetriebsart Positionierbetrieb")
Spindel (S1) 20.3 Synchronisieren
Drehen, Fräsen, Nibbeln 352 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
● In der Betriebsart JOG wird die Spindel mittels Richtungstasten im Drehzahlsteuerbetrieb gestartet und synchronisiert sich mit der nächsten Nullmarke des Lagemesssystems oder BERO-Signals.
Wertübernahme Beim Synchronisieren der Spindel wird der zugehörige Referenzpunktwert aus MD34100 REFP_SET_POS[0] (Standardwert = 0) übernommen und eine evt. Verschiebung des Referenzpunktes. Diese Verschiebungen (Maschinendaten) wirken abhängig vom angeschlossenen Messsystem und sind beschrieben: Kapitel "Referenzpunktfahren (R1)".
max. Geberfrequenz überschritten Erreicht die Spindel in der Spindelbetriebsart Steuerbetrieb eine Drehzahl (großer S-Wert programmiert), die über der max. Gebergrenzfrequenz MD36300 ENC_FREQ_LIMIT liegt (die max. Drehzahl des Gebers darf dabei nicht überschritten sein), geht die Synchronisation verloren. Die Spindel dreht weiter, jedoch mit verminderter Funktionalität.
Wird danach eine Drehzahl erreicht, die unterhalb der Gebergrenzfrequenz in MD36302 ENC_FREQ_LIMIT_LOW (%-Wert von MD36300) liegt, synchronisiert sich die Spindel automatisch mit dem nächsten Nullmarkensignal. Dies kann erreicht werden: kleinerer S-Wert programmiert, Spindelkorrekturschalter verändert, etc.
neu synchronisieren Im folgenden Fall muss das Lagemesssystem der Spindel jedoch neu synchronisiert werden: Der Lagemessgeber ist am Motor, ein Bero (Abstandsensors für Synchronisationssignal) ist an der Spindel montiert und es erfolgt ein Getriebestufenwechsel. Die Synchronisation wird intern angestoßen, wenn sich die Spindel in der neuen Getriebestufe dreht.
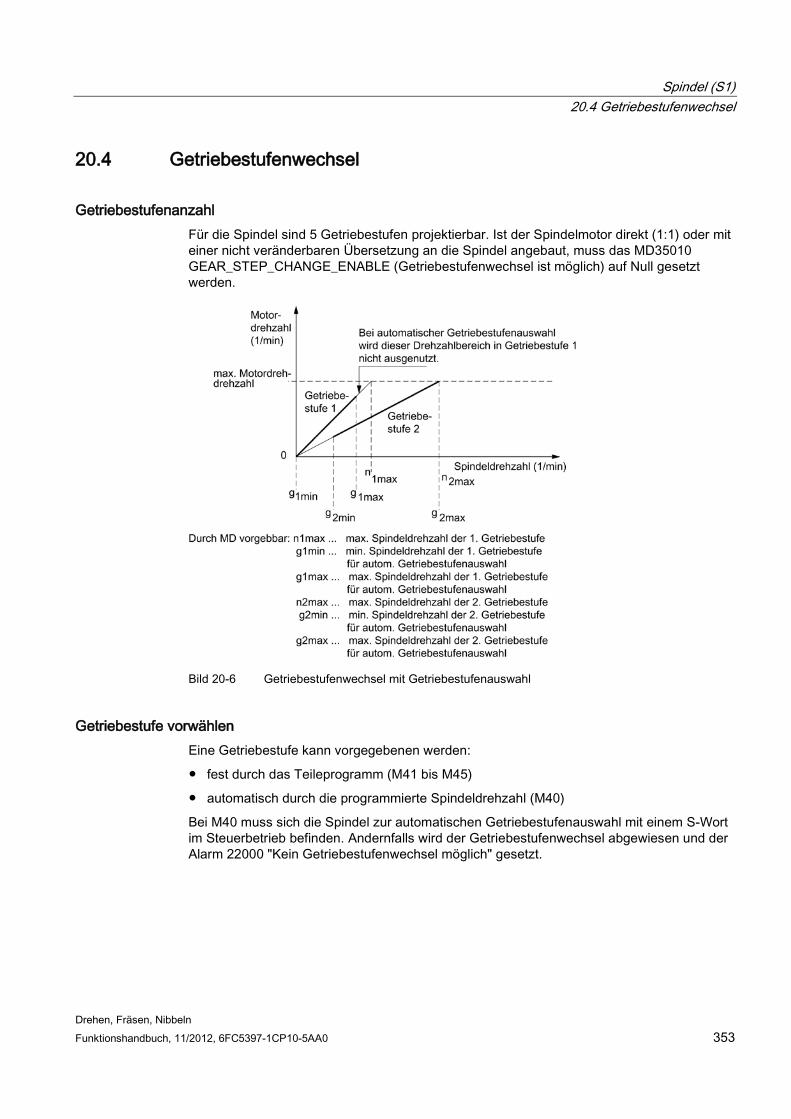
Spindel (S1) 20.4 Getriebestufenwechsel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 353
20.4 Getriebestufenwechsel
Getriebestufenanzahl Für die Spindel sind 5 Getriebestufen projektierbar. Ist der Spindelmotor direkt (1:1) oder mit einer nicht veränderbaren Übersetzung an die Spindel angebaut, muss das MD35010 GEAR_STEP_CHANGE_ENABLE (Getriebestufenwechsel ist möglich) auf Null gesetzt werden.
Bild 20-6 Getriebestufenwechsel mit Getriebestufenauswahl
Getriebestufe vorwählen Eine Getriebestufe kann vorgegebenen werden:
● fest durch das Teileprogramm (M41 bis M45)
● automatisch durch die programmierte Spindeldrehzahl (M40)
Bei M40 muss sich die Spindel zur automatischen Getriebestufenauswahl mit einem S-Wort im Steuerbetrieb befinden. Andernfalls wird der Getriebestufenwechsel abgewiesen und der Alarm 22000 "Kein Getriebestufenwechsel möglich" gesetzt.
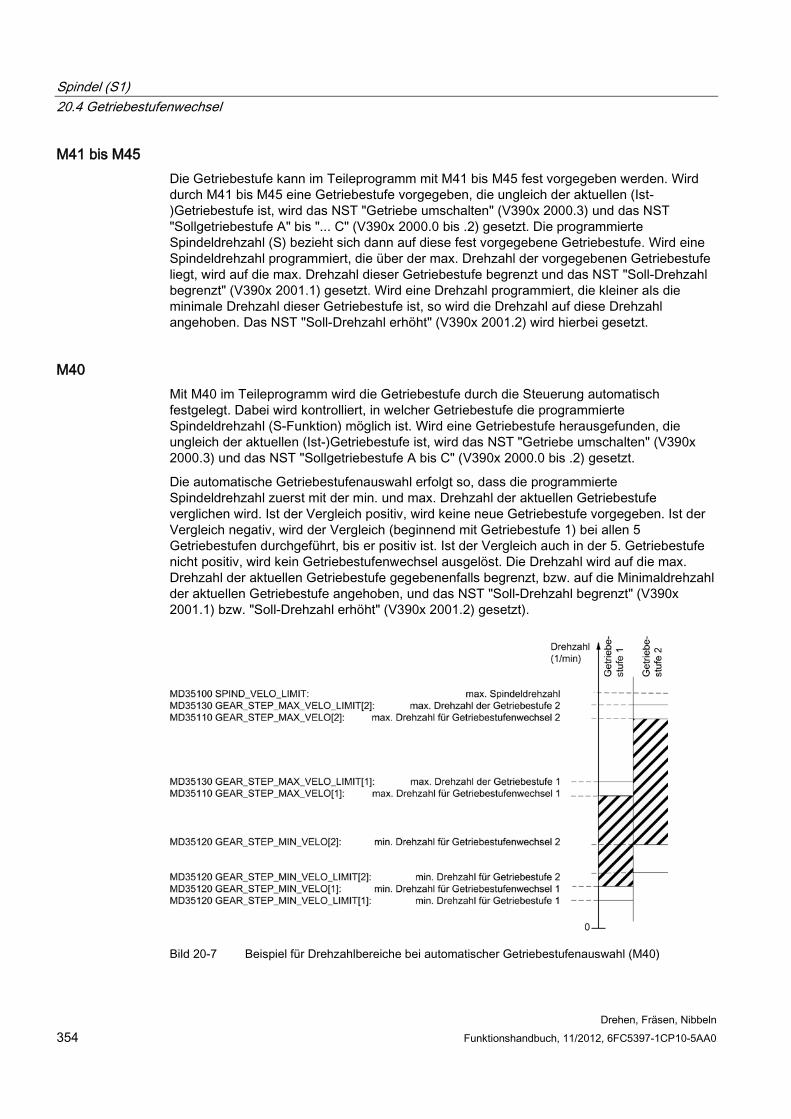
Spindel (S1) 20.4 Getriebestufenwechsel
Drehen, Fräsen, Nibbeln 354 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
M41 bis M45 Die Getriebestufe kann im Teileprogramm mit M41 bis M45 fest vorgegeben werden. Wird durch M41 bis M45 eine Getriebestufe vorgegeben, die ungleich der aktuellen (Ist-)Getriebestufe ist, wird das NST "Getriebe umschalten" (V390x 2000.3) und das NST "Sollgetriebestufe A" bis "... C" (V390x 2000.0 bis .2) gesetzt. Die programmierte Spindeldrehzahl (S) bezieht sich dann auf diese fest vorgegebene Getriebestufe. Wird eine Spindeldrehzahl programmiert, die über der max. Drehzahl der vorgegebenen Getriebestufe liegt, wird auf die max. Drehzahl dieser Getriebestufe begrenzt und das NST "Soll-Drehzahl begrenzt" (V390x 2001.1) gesetzt. Wird eine Drehzahl programmiert, die kleiner als die minimale Drehzahl dieser Getriebestufe ist, so wird die Drehzahl auf diese Drehzahl angehoben. Das NST "Soll-Drehzahl erhöht" (V390x 2001.2) wird hierbei gesetzt.
M40 Mit M40 im Teileprogramm wird die Getriebestufe durch die Steuerung automatisch festgelegt. Dabei wird kontrolliert, in welcher Getriebestufe die programmierte Spindeldrehzahl (S-Funktion) möglich ist. Wird eine Getriebestufe herausgefunden, die ungleich der aktuellen (Ist-)Getriebestufe ist, wird das NST "Getriebe umschalten" (V390x 2000.3) und das NST "Sollgetriebestufe A bis C" (V390x 2000.0 bis .2) gesetzt.
Die automatische Getriebestufenauswahl erfolgt so, dass die programmierte Spindeldrehzahl zuerst mit der min. und max. Drehzahl der aktuellen Getriebestufe verglichen wird. Ist der Vergleich positiv, wird keine neue Getriebestufe vorgegeben. Ist der Vergleich negativ, wird der Vergleich (beginnend mit Getriebestufe 1) bei allen 5 Getriebestufen durchgeführt, bis er positiv ist. Ist der Vergleich auch in der 5. Getriebestufe nicht positiv, wird kein Getriebestufenwechsel ausgelöst. Die Drehzahl wird auf die max. Drehzahl der aktuellen Getriebestufe gegebenenfalls begrenzt, bzw. auf die Minimaldrehzahl der aktuellen Getriebestufe angehoben, und das NST "Soll-Drehzahl begrenzt" (V390x 2001.1) bzw. "Soll-Drehzahl erhöht" (V390x 2001.2) gesetzt).
Bild 20-7 Beispiel für Drehzahlbereiche bei automatischer Getriebestufenauswahl (M40)
Spindel (S1) 20.4 Getriebestufenwechsel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 355
Getriebestufenwechsel Eine neue Getriebstufe kann nur bei stehender Spindel gewechselt werden. Die Spindel wird steuerungsintern stillgesetzt, wenn ein Getriebestufenwechsel angefordert wird. Ist die neue Getriebestufe durch M40 und Spindeldrehzahl oder M41 bis M45 vorgewählt, werden die NST "Sollgetriebestufe A" bis "...C" (V390x 2000.0 bis .2) und NST "Getriebe umschalten" (V390x 2000.4) gesetzt. Je nachdem, zu welchem Zeitpunkt das NST "Pendeldrehzahl" (V380x 2002.5) gesetzt wird, bremst die Spindel mit der Beschleunigung für Pendeln oder mit der Beschleunigung für Drehzahlregelbetrieb/Lageregelbetrieb auf Stillstand ab.
Der nächste Satz im Teileprogramm nach der Getriebestufenumschaltung durch M40 und S-Wert oder M41 bis M45 kommt nicht zur Ausführung (gleiche Wirkung, als wäre das NST "Einlesesperre" (V3200 0006.1) gesetzt).
Im Stillstand der Spindel (NST "Achse/Spindel steht" (V390x 0001.4) ) kann mit dem NST "Pendeldrehzahl" (V380x 2002.5) das Pendeln eingeschaltet werden (siehe Kapitel "Spindelbetriebsart Pendelbetrieb"). Ist die neue Getriebestufe eingelegt, werden vom PLC-Anwender die NST "Istgetriebestufe" (V380x 2000.0 bis .2) und NST "Getriebe ist umgeschaltet" (V380x 2000.3) gesetzt. Der Getriebestufenwechsel gilt als beendet (Spindelbetriebsart "Pendelbetrieb" ist abgewählt) und es wird auf den Parametersatz der neuen Istgetriebestufe umgeschaltet. Die Spindel dreht in der neuen Getriebestufe auf die letzte programmierte Spindeldrehzahl hoch (sofern M3 oder M4 aktiv). Das NST "Getriebe umschalten" (V390x 2000.3) wird durch die NCK rückgesetzt, worauf der PLC-Anwender das NST "Getriebe ist umgeschaltet" (V380x 2000.3) rücksetzen muss. Der nächste Satz im Teileprogramm kann zur Ausführung kommen.
Typischer zeitlicher Ablauf für den Getriebestufenwechsel:
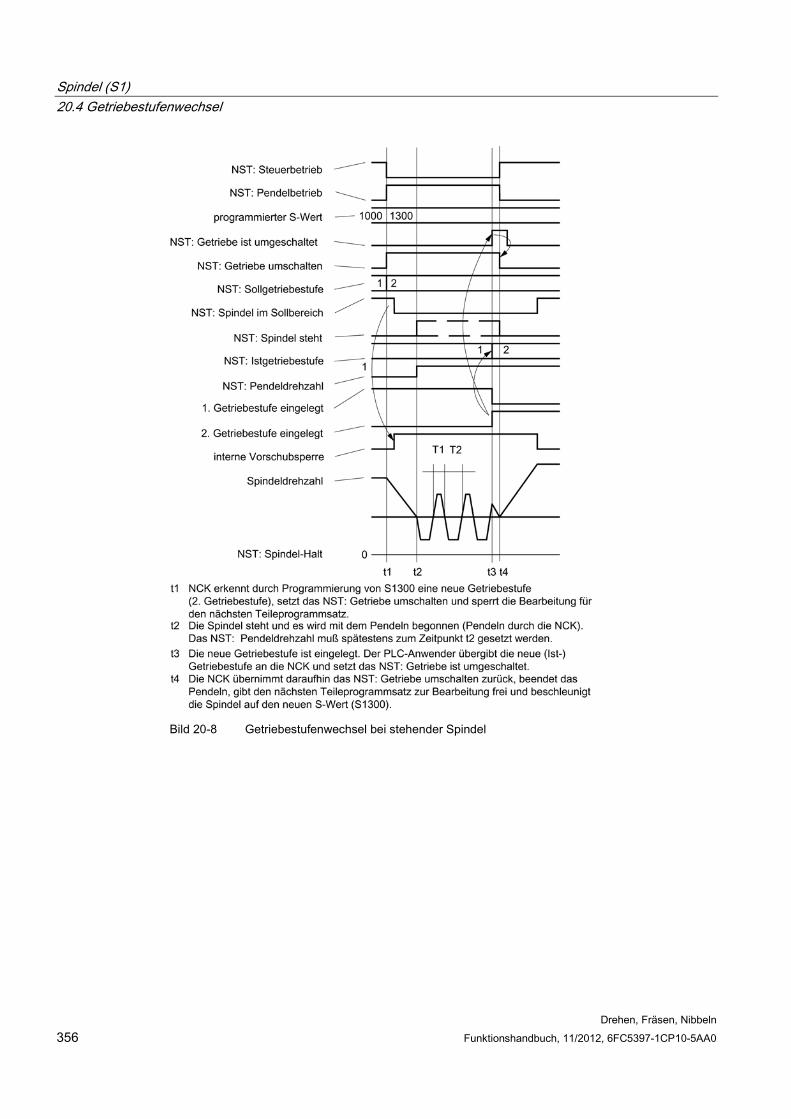
Spindel (S1) 20.4 Getriebestufenwechsel
Drehen, Fräsen, Nibbeln 356 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 20-8 Getriebestufenwechsel bei stehender Spindel
Spindel (S1) 20.5 Programmierung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 357
Parametersatz Für jede der 5 Getriebestufen gibt es einen Parametersatz. Der entsprechende Paramersatz wird durch die NST "Ist-Getriebestufe A" bis "... C" (V380x 2000.0 bis .2) aktiviert. Er ist folgendermaßen zugeordnet:
Index n PLC-Nahtstelle,
Codierung CBA Daten des Datensatzes Inhalt
0 - Daten für Achsbetrieb
Kv-Faktor, Überwachungen, Drehzahl, Beschleunigungen usw.
1 000 001
Daten für 1. Getriebestufe
2 010 Daten für 2. Getriebestufe 3 011 Daten für 3. Getriebestufe 4 100 Daten für 4. Getriebestufe 5 101 Daten für 5. Getriebestufe
Im Kapitel "Maschinendaten" sind die Maschinendaten extra gekennzeichnet, die in einem Parametersatz enthalten sind. Je Getriebestufe kommen folgende Maschinendaten für jeden Parametersatz Index n hinzu (n=1 -> 1. Getriebestufe der Spindel, usw.):
● MD35110 GEAR_STEP_MAX_VELO[n]
● MD35120 GEAR_STEP_MIN_VELO[n]
● MD35130 GEAR_STEP_MAX_VELO_LIMIT[n]
● MD35140 GEAR_STEP_MIN_VELO_LIMIT[n]
● MD35200 GEAR_STEP_SPEEDCTRL_ACCEL[n]
● MD35210 GEAR_STEP_POSCTRL_ACCEL[n]
● MD35310 SPIND_POSIT_DELAY_TIME[n]
20.5 Programmierung
Funktionen Die Spindel kann für folgende Funktionen ausgelegt werden:
● G95 Umdrehungsvorschub
● G96 S... LIMS=... konstante Schnittgeschwindigkeit in m/min, obere Grenzdrehzahl
● G97 G96 aufheben und letzte Spindeldrehzahl einfrieren
● G33, G331, G332 Gewindeschneiden, Gewindebohren
● G4 S... Verweilzeit in Spindelumdrehungen
M3 Spindeldrehrichtung rechts M4 Spindeldrehrichtung links M5 Spindel Halt, ohne Orientierung
Spindel (S1) 20.5 Programmierung
Drehen, Fräsen, Nibbeln 358 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
S... Spindeldrehzahl in 1/min , z.B.: S300 SPOS=... Spindelpositionierung, z. B.: SPOS=270 -> auf Position 270 Grad.
Der Satzwechsel erfolgt erst, wenn die Spindel in Position ist. SPOS=DC(Pos) Die Bewegungsrichtung wird beim Positionieren aus der Bewegung
beibehalten und die Position angefahren. Beim Positionieren aus dem Stillstand wird auf kürzestem Weg die Position angefahren
SPOS=ACN(Pos) Die Position wird immer mit negativer Bewegungsrichtung angefahren. Gegebenfalls wird vor dem Positionieren die Bewegungsrichtung invertiert.
SPOS=ACP(Pos) Die Position wird immer mit positiver Bewegungsrichtung angefahren. Gegebenfalls wird vor dem Positionieren die Bewegungsrichtung invertiert.
SPOS=IC(Pos) Es wird der Verfahrweg vorgegeben. Die Verfahrrichtung ergibt sich aus dem Vorzeichen des Verfahrweges. Ist die Spindel bereits in Bewegung, dann wird gegebenenfalls die Verfahrrichtung invertiert, um in die programmierte Richtung verfahren zu können
M40 automatische Getriebestufenauswahl für die Spindel M41 bis M45 Getriebestufe 1 bis 5 auswählen für die Spindel SPCON Lageregelung ein SPCOF Lageregelung aus M70 Lageregelung ein G25 S... programmierbare untere Spindeldrehzahlbegrenzung, z. B.: G25 S8 G26 S... programmierbare obere Spindeldrehzahlbegrenzung, z. B.: G26 S1200 LIMS=... programmierbare maximale Spindeldrehzahl bei G96
Literatur:
/BP_/ Bedienen und Programmieren
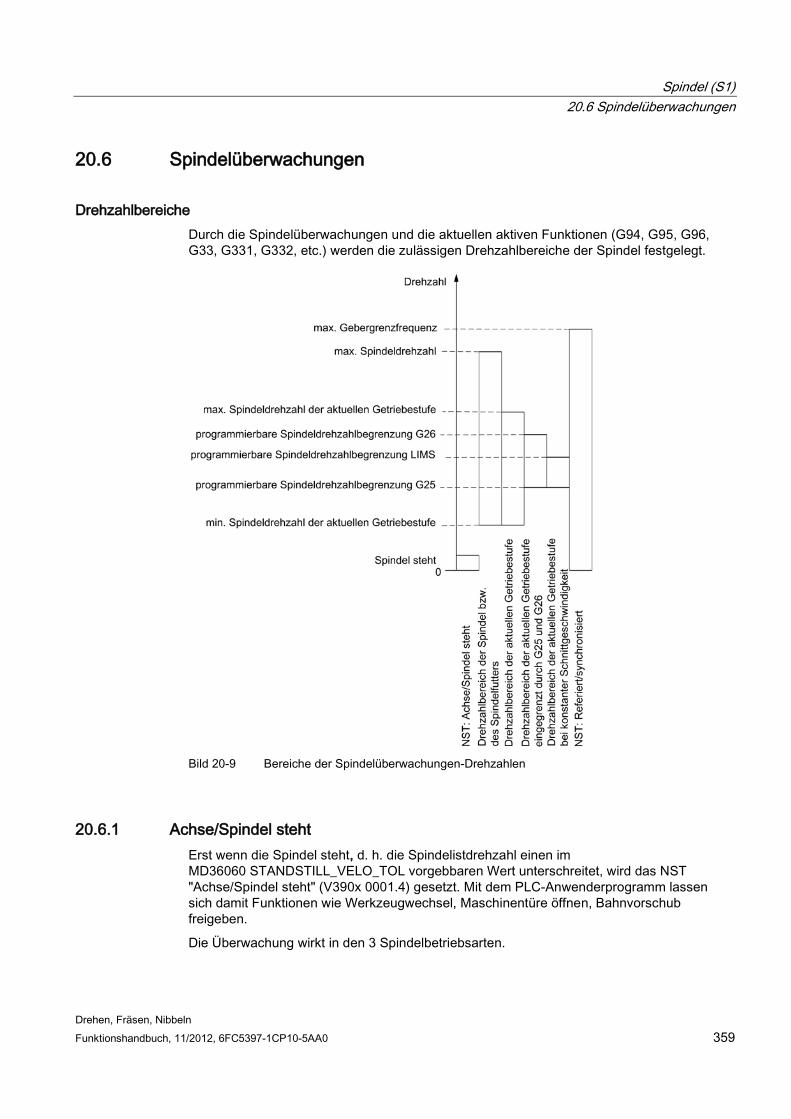
Spindel (S1) 20.6 Spindelüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 359
20.6 Spindelüberwachungen
Drehzahlbereiche Durch die Spindelüberwachungen und die aktuellen aktiven Funktionen (G94, G95, G96, G33, G331, G332, etc.) werden die zulässigen Drehzahlbereiche der Spindel festgelegt.
Bild 20-9 Bereiche der Spindelüberwachungen-Drehzahlen
20.6.1 Achse/Spindel steht Erst wenn die Spindel steht, d. h. die Spindelistdrehzahl einen im MD36060 STANDSTILL_VELO_TOL vorgebbaren Wert unterschreitet, wird das NST "Achse/Spindel steht" (V390x 0001.4) gesetzt. Mit dem PLC-Anwenderprogramm lassen sich damit Funktionen wie Werkzeugwechsel, Maschinentüre öffnen, Bahnvorschub freigeben.
Die Überwachung wirkt in den 3 Spindelbetriebsarten.
Spindel (S1) 20.6 Spindelüberwachungen
Drehen, Fräsen, Nibbeln 360 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
20.6.2 Spindel im Sollbereich Die Spindelüberwachung "Spindel im Sollbereich" kontrolliert, ob die programmierte Spindeldrehzahl erreicht ist, ob die Spindel steht (NST "Achse/Spindel steht") oder sich noch in der Beschleunigungsphase befindet.
In der Spindelbetriebsart "Steuerbetrieb" wird die Solldrehzahl (programmierte Drehzahl mit Spindelkorrektur unter Einbeziehung der aktiven Begrenzungen) mit der Istdrehzahl verglichen. Weicht die Istdrehzahl um mehr als die Spindeldrehzahltoleranz, wie in MD35150 SPIND_DES_VELO_TOL hinterlegt, von der Solldrehzahl ab, wird:
● das NST "Spindel im Sollbereich" (V390x 2001.5) auf Null gesetzt.
● der nächste Bearbeitungssatz nicht freigegeben, wenn das
MD35500 SPIND_ON_SPEED_AT_IPO_START gesetzt ist.
20.6.3 Max. Spindeldrehzahl
max. Spindeldrehzahl Für die Spindelüberwachung "max. Spindeldrehzahl" wird eine max. Drehzahl definiert, die die Spindel nicht überschreiten darf.
Die max. Spindeldrehzahl wird in das MD35100 SPIND_VELO_LIMIT eingegeben.
Die Steuerung begrenzt eine zu große Spindelsolldrehzahl auf diesen Wert. Überschreitet die Spindelistdrehzahl die max. Spindeldrehzahl unter Einrechnung der Spindeldrehzahltoleranz (MD35150 SPIND_DES_VELO_TOL) trotzdem, liegt ein Antriebsfehler vor und das NST "Drehzahlgrenze überschritten" (V390x 2002.0) wird gesetzt. Außerdem wird der Alarm 22100 ausgegeben und alle Achsen und die Spindel abgebremst.
Drehzahlbegrenzung von PLC Die Spindeldrehzahl lässt sich über PLC auf einen bestimmten Wert begrenzen. Dieser Wert steht im MD35160 SPIND_EXTERN_VELO_UNIT und wird über das NST "Geschwindigkeits-/Spindeldrehzahl-Begrenzung" (V380x 0003.6) aktiviert.
20.6.4 Min./max. Drehzahl der Getriebestufe
max. Drehzahl Im MD35130 GEAR_STEP_MAX_VELO_LIMIT wird die maximale Drehzahl der Getriebestufe eingegeben. Diese (Soll-)Drehzahl kann in der eingelegten Getriebestufe nie überschritten werden. Bei Begrenzung der programmierten Spindeldrehzahl wird das NST "Soll-Drehzahl begrenzt" (V390x 2001.1) gesetzt.
Spindel (S1) 20.6 Spindelüberwachungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 361
min. Drehzahl Im MD35140 GEAR_STEP_MIN_VELO_LIMIT wird die minimale Drehzahl der Getriebestufe eingegeben. Diese (Soll-)Drehzahl kann durch Programmierung eines zu kleinen S-Wertes nicht unterschritten werden. Dabei wird das Nahtstellensignal "Soll-Drehzahl erhöht" (V390x 2001.2) gesetzt.
Die min. Drehzahl der Getriebestufe wirkt nur im Steuerbetrieb der Spindel und kann nur unterschritten werden durch:
● Spindelkorrektur 0 %
● M5
● S0
● NST "Spindel Halt"
● NST "Reglerfreigabe" wegnehmen
● NST "Reset"
● NST "Spindel-Reset"
● NST "Pendeldrehzahl"
● NST "NC-STOP Achse und Spindel"
● NST "Achs-/Spindelsperre"
20.6.5 Max. Gebergrenzfrequenz
WARNUNG
Die max. Gebergrenzfrequenz des Spindellageistwertgebers wird von der Steuerung überwacht (Überschreiten möglich). Der Werkzeugmaschinenhersteller muss durch die Auslegung der Komponenten Spindelmotor, Getriebe, Messgetriebe und Geber und der dazugehörigen Maschinendaten sicherstellen, dass die max. Drehzahl (mechanische Grenzdrehzahl) des Spindellageistwertgebers nicht überschritten werden kann.
max. Gebergrenzfrequenz überschritten Erreicht die Spindel in der Spindelbetriebsart "Steuerbetrieb" eine Drehzahl (großer S-Wert programmiert), die über der max. Gebergrenzfrequenz liegt (die max. mechanische Grenzdrehzahl des Gebers darf dabei nicht überschritten sein), geht die Synchronisation verloren. Die Spindel dreht jedoch weiter.
Wird eine der Funktionen Gewindeschneiden (G33), Umdrehungsvorschub (G95), konstante Schnittgeschwindigkeit (G96, G97) programmiert, dann wird die Spindeldrehzahl automatisch so weit abgesenkt, bis das aktive Messsystem wieder sicher arbeitet.
In der Spindelbetriebsart "Positionierbetrieb" und bei lagegeregeltem Gewinde (G331, G332) wird die max. Gebergrenzfrequenz nicht überschritten.
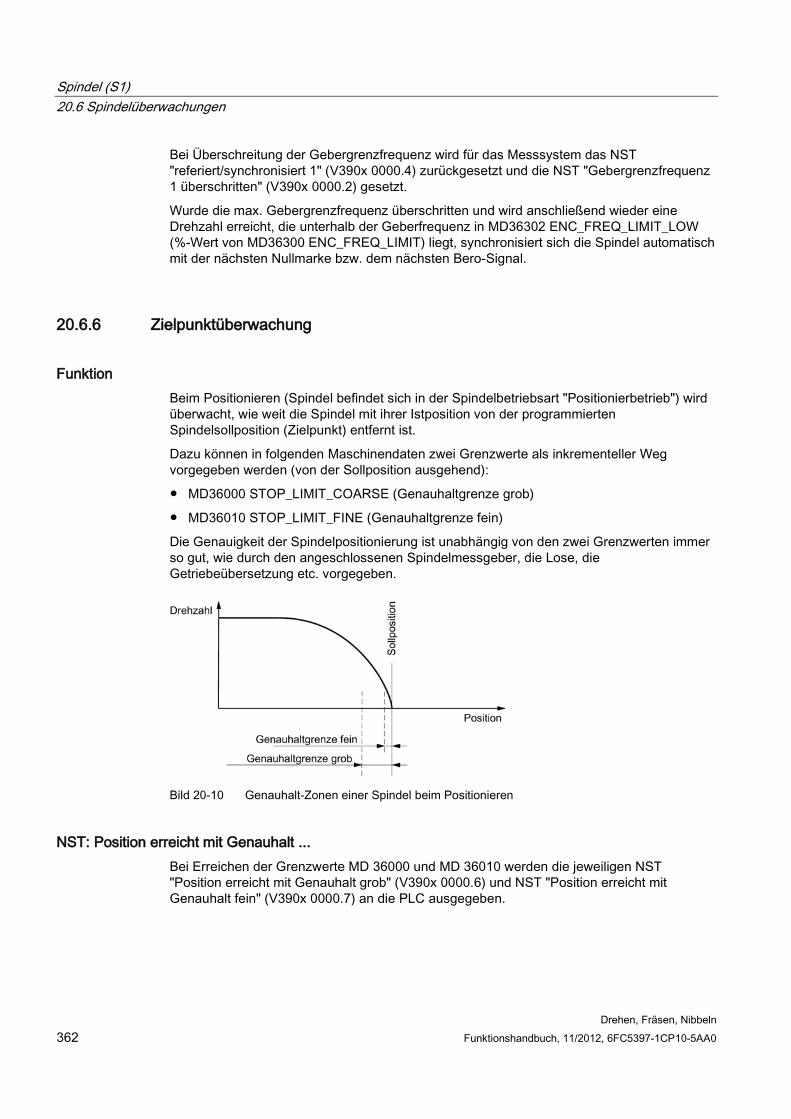
Spindel (S1) 20.6 Spindelüberwachungen
Drehen, Fräsen, Nibbeln 362 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bei Überschreitung der Gebergrenzfrequenz wird für das Messsystem das NST "referiert/synchronisiert 1" (V390x 0000.4) zurückgesetzt und die NST "Gebergrenzfrequenz 1 überschritten" (V390x 0000.2) gesetzt.
Wurde die max. Gebergrenzfrequenz überschritten und wird anschließend wieder eine Drehzahl erreicht, die unterhalb der Geberfrequenz in MD36302 ENC_FREQ_LIMIT_LOW (%-Wert von MD36300 ENC_FREQ_LIMIT) liegt, synchronisiert sich die Spindel automatisch mit der nächsten Nullmarke bzw. dem nächsten Bero-Signal.
20.6.6 Zielpunktüberwachung
Funktion Beim Positionieren (Spindel befindet sich in der Spindelbetriebsart "Positionierbetrieb") wird überwacht, wie weit die Spindel mit ihrer Istposition von der programmierten Spindelsollposition (Zielpunkt) entfernt ist.
Dazu können in folgenden Maschinendaten zwei Grenzwerte als inkrementeller Weg vorgegeben werden (von der Sollposition ausgehend):
● MD36000 STOP_LIMIT_COARSE (Genauhaltgrenze grob)
● MD36010 STOP_LIMIT_FINE (Genauhaltgrenze fein)
Die Genauigkeit der Spindelpositionierung ist unabhängig von den zwei Grenzwerten immer so gut, wie durch den angeschlossenen Spindelmessgeber, die Lose, die Getriebeübersetzung etc. vorgegeben.
Bild 20-10 Genauhalt-Zonen einer Spindel beim Positionieren
NST: Position erreicht mit Genauhalt ... Bei Erreichen der Grenzwerte MD 36000 und MD 36010 werden die jeweiligen NST "Position erreicht mit Genauhalt grob" (V390x 0000.6) und NST "Position erreicht mit Genauhalt fein" (V390x 0000.7) an die PLC ausgegeben.
Spindel (S1) 20.7 2. Spindel/Masterspindel
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 363
Satzwechsel bei SPOS Beim Positionieren der Spindel mit SPOS erfolgt der Satzwechsel abhängig von der Zielpunktüberwachung mit dem NST "Position erreicht mit Genauhalt fein". Dabei müssen auch alle anderen im Satz programmierten Funktionen ihr Satzendekriterium erreicht haben (z. B. Achsen fertig, alle Hilfsfunktionen von der PLC quittiert).
20.7 2. Spindel/Masterspindel
Hinweis
Diese Funktion ist bei 802D sl value nicht verfügbar.
Funktion Es sind die kinematischen Transformations-Funktionen TRANSMIT und TRACYL zur Fräsbearbeitung auf Drehmaschinen möglich. Diese Funktionen bedingen eine 2. Spindel für das angetriebene Fräswerkzeug. Die Hauptspindel wird in diesen Funktionen als Rundachse betrieben.
Masterspindel Mit der Masterspindel sind eine Reihe von Funktion verbunden, die nur bei dieser Spindel möglich sind:
G95 Umdrehungsvorschub G96, G97 konstante Schnittgeschwindigkeit LIMS obere Grenzdrehzahl bei G96, G97 G33, G34, G35, G331, G332 Gewindeschneiden, Gewindeinterpolation M3, M4, M5, S... einfache Angaben für Drehrichtung, Halt und Drehzahl
Die Masterspindel ist über Projektierung (Maschinendatum) festgelegt. In der Regel ist es die Hauptspindel (Spindel 1).
Im Programm ist eine andere Spindel als Masterspindel festlegbar: SETMS(n) Spindel n (= 1 oder 2) ist ab jetzt Masterspindel
Ein Zurückschalten kann auch erfolgen über: SETMS projektierte Masterspindel ist ab jetzt wieder Masterspindel oder SETMS(1) Spindel 1 ist ab jetzt wieder Masterspindel
Spindel (S1) 20.8 Analoge Spindel
Drehen, Fräsen, Nibbeln 364 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die im Programm geänderte Festlegung der Masterspindel gilt nur bis Programmende/Programm-Abbruch. Danach ist die projektierte Masterspindel wieder wirksam.
Programmierung über Spindelnummer Einige Spindelfunktionen können auch über die Spindelnummer angewählt werden:
S1=..., S2=... Spindeldrehzahl für Spindel 1 bzw. 2 M1=3, M1=4, M1=5 Angaben für Drehrichtung, Halt für Spindel 1 M2=3, M2=4, M2=5 Angaben für Drehrichtung, Halt für Spindel 2 M1=40, ..., M1=45 Getriebestufen für Spindel 1 (sofern vorhanden) M2=40, ..., M2=45 Getriebestufen für Spindel 2 (sofern vorhanden) SPOS[ n ] Spindel n positionieren SPI (n) Konvertiert Spindelnummer n in Achsbezeichner, z. B. "SP1" oder "CC" n muss eine gültige Spindelnummer sein (1 oder 2) Die Spindelbezeichner SPI(n) und Sn sind funktionell identisch P_S[ n ] zuletzt programmierte Drehzahl der Spindel n $AA_S[ n ] Istdrehzahl der Spindel n $P_SDIR[ n ] zuletzt programmierte Drehrichtung der Spindel n $AC_SDIR[ n ] aktuelle Drehrichtung der Spindel n
zwei Spindeln vorhanden Über Systemvariable kann im Programm erfragt werden:
$P_NUM_SPINDLES Anzahl der projektierten Spindeln (im Kanal) $P_MSNUM Nummer der programmierten Masterspindel $AC_MSNUM Nummer der aktiven Masterspindel
20.8 Analoge Spindel
Funktion Bei der Funktion analoge Spindel wird die MCPA-Optionsbaugruppe als Sollwertausgang und eine freie DRIVE-QLiQ-Geberschnittstelle als Istwerteingang genutzt.
Näheres siehe Datei "adi4.ini", die Bestandteil der Toolbox ist und sich im Verzeichnis: "...\Toolbox 802D_sl\V01040000\Special\ADI4" befindet.
Bei der analogen Spindel ohne Geber ist MD30240 ENC_TYPE[n] auf Null zu setzen.
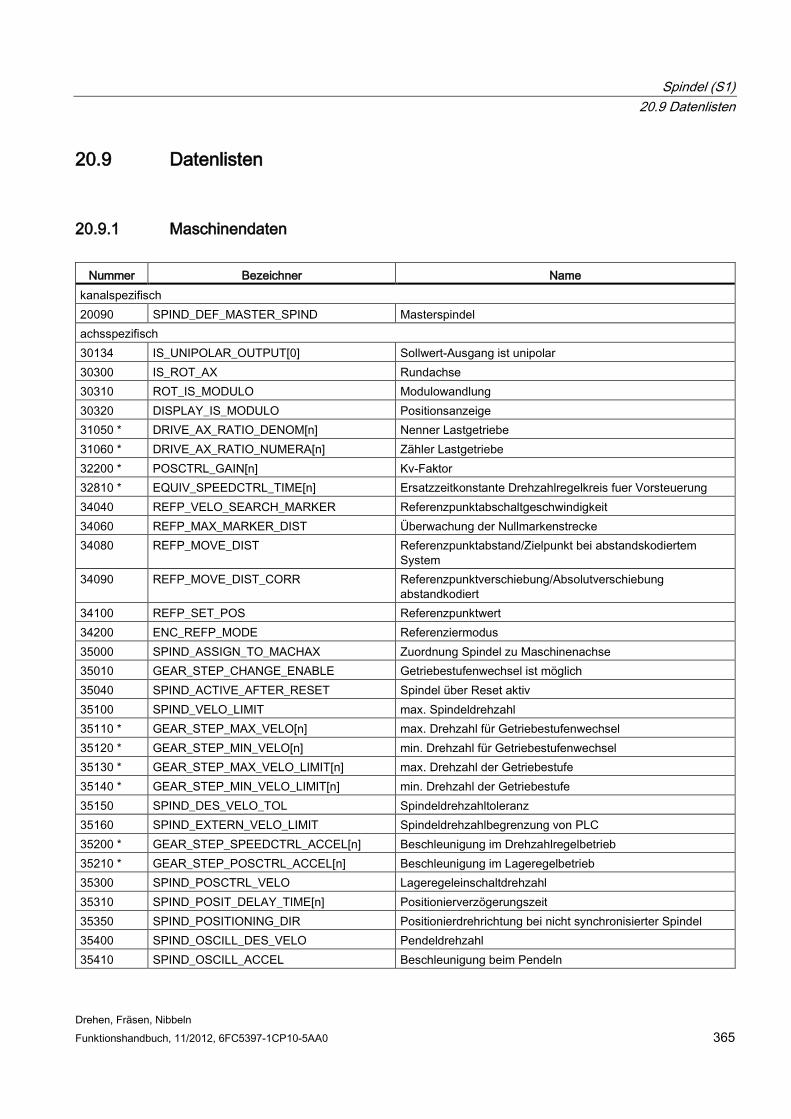
Spindel (S1) 20.9 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 365
20.9 Datenlisten
20.9.1 Maschinendaten
Nummer Bezeichner Name kanalspezifisch 20090 SPIND_DEF_MASTER_SPIND Masterspindel achsspezifisch 30134 IS_UNIPOLAR_OUTPUT[0] Sollwert-Ausgang ist unipolar 30300 IS_ROT_AX Rundachse 30310 ROT_IS_MODULO Modulowandlung 30320 DISPLAY_IS_MODULO Positionsanzeige 31050 * DRIVE_AX_RATIO_DENOM[n] Nenner Lastgetriebe 31060 * DRIVE_AX_RATIO_NUMERA[n] Zähler Lastgetriebe 32200 * POSCTRL_GAIN[n] Kv-Faktor 32810 * EQUIV_SPEEDCTRL_TIME[n] Ersatzzeitkonstante Drehzahlregelkreis fuer Vorsteuerung 34040 REFP_VELO_SEARCH_MARKER Referenzpunktabschaltgeschwindigkeit 34060 REFP_MAX_MARKER_DIST Überwachung der Nullmarkenstrecke 34080 REFP_MOVE_DIST Referenzpunktabstand/Zielpunkt bei abstandskodiertem
System 34090 REFP_MOVE_DIST_CORR Referenzpunktverschiebung/Absolutverschiebung
abstandkodiert 34100 REFP_SET_POS Referenzpunktwert 34200 ENC_REFP_MODE Referenziermodus 35000 SPIND_ASSIGN_TO_MACHAX Zuordnung Spindel zu Maschinenachse 35010 GEAR_STEP_CHANGE_ENABLE Getriebestufenwechsel ist möglich 35040 SPIND_ACTIVE_AFTER_RESET Spindel über Reset aktiv 35100 SPIND_VELO_LIMIT max. Spindeldrehzahl 35110 * GEAR_STEP_MAX_VELO[n] max. Drehzahl für Getriebestufenwechsel 35120 * GEAR_STEP_MIN_VELO[n] min. Drehzahl für Getriebestufenwechsel 35130 * GEAR_STEP_MAX_VELO_LIMIT[n] max. Drehzahl der Getriebestufe 35140 * GEAR_STEP_MIN_VELO_LIMIT[n] min. Drehzahl der Getriebestufe 35150 SPIND_DES_VELO_TOL Spindeldrehzahltoleranz 35160 SPIND_EXTERN_VELO_LIMIT Spindeldrehzahlbegrenzung von PLC 35200 * GEAR_STEP_SPEEDCTRL_ACCEL[n] Beschleunigung im Drehzahlregelbetrieb 35210 * GEAR_STEP_POSCTRL_ACCEL[n] Beschleunigung im Lageregelbetrieb 35300 SPIND_POSCTRL_VELO Lageregeleinschaltdrehzahl 35310 SPIND_POSIT_DELAY_TIME[n] Positionierverzögerungszeit 35350 SPIND_POSITIONING_DIR Positionierdrehrichtung bei nicht synchronisierter Spindel 35400 SPIND_OSCILL_DES_VELO Pendeldrehzahl 35410 SPIND_OSCILL_ACCEL Beschleunigung beim Pendeln
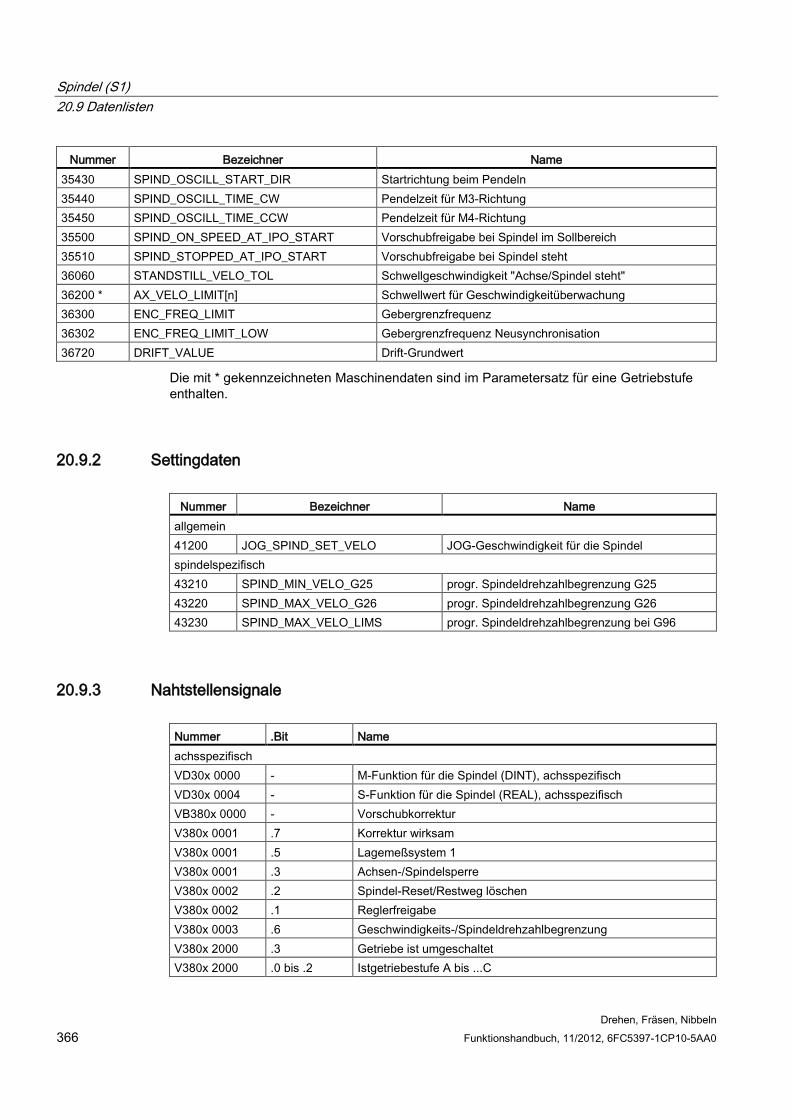
Spindel (S1) 20.9 Datenlisten
Drehen, Fräsen, Nibbeln 366 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nummer Bezeichner Name 35430 SPIND_OSCILL_START_DIR Startrichtung beim Pendeln 35440 SPIND_OSCILL_TIME_CW Pendelzeit für M3-Richtung 35450 SPIND_OSCILL_TIME_CCW Pendelzeit für M4-Richtung 35500 SPIND_ON_SPEED_AT_IPO_START Vorschubfreigabe bei Spindel im Sollbereich 35510 SPIND_STOPPED_AT_IPO_START Vorschubfreigabe bei Spindel steht 36060 STANDSTILL_VELO_TOL Schwellgeschwindigkeit "Achse/Spindel steht" 36200 * AX_VELO_LIMIT[n] Schwellwert für Geschwindigkeitüberwachung 36300 ENC_FREQ_LIMIT Gebergrenzfrequenz 36302 ENC_FREQ_LIMIT_LOW Gebergrenzfrequenz Neusynchronisation 36720 DRIFT_VALUE Drift-Grundwert
Die mit * gekennzeichneten Maschinendaten sind im Parametersatz für eine Getriebstufe enthalten.
20.9.2 Settingdaten
Nummer Bezeichner Name allgemein 41200 JOG_SPIND_SET_VELO JOG-Geschwindigkeit für die Spindel spindelspezifisch 43210 SPIND_MIN_VELO_G25 progr. Spindeldrehzahlbegrenzung G25 43220 SPIND_MAX_VELO_G26 progr. Spindeldrehzahlbegrenzung G26 43230 SPIND_MAX_VELO_LIMS progr. Spindeldrehzahlbegrenzung bei G96
20.9.3 Nahtstellensignale Nummer .Bit Name achsspezifisch VD30x 0000 - M-Funktion für die Spindel (DINT), achsspezifisch VD30x 0004 - S-Funktion für die Spindel (REAL), achsspezifisch VB380x 0000 - Vorschubkorrektur V380x 0001 .7 Korrektur wirksam V380x 0001 .5 Lagemeßsystem 1 V380x 0001 .3 Achsen-/Spindelsperre V380x 0002 .2 Spindel-Reset/Restweg löschen V380x 0002 .1 Reglerfreigabe V380x 0003 .6 Geschwindigkeits-/Spindeldrehzahlbegrenzung V380x 2000 .3 Getriebe ist umgeschaltet V380x 2000 .0 bis .2 Istgetriebestufe A bis ...C
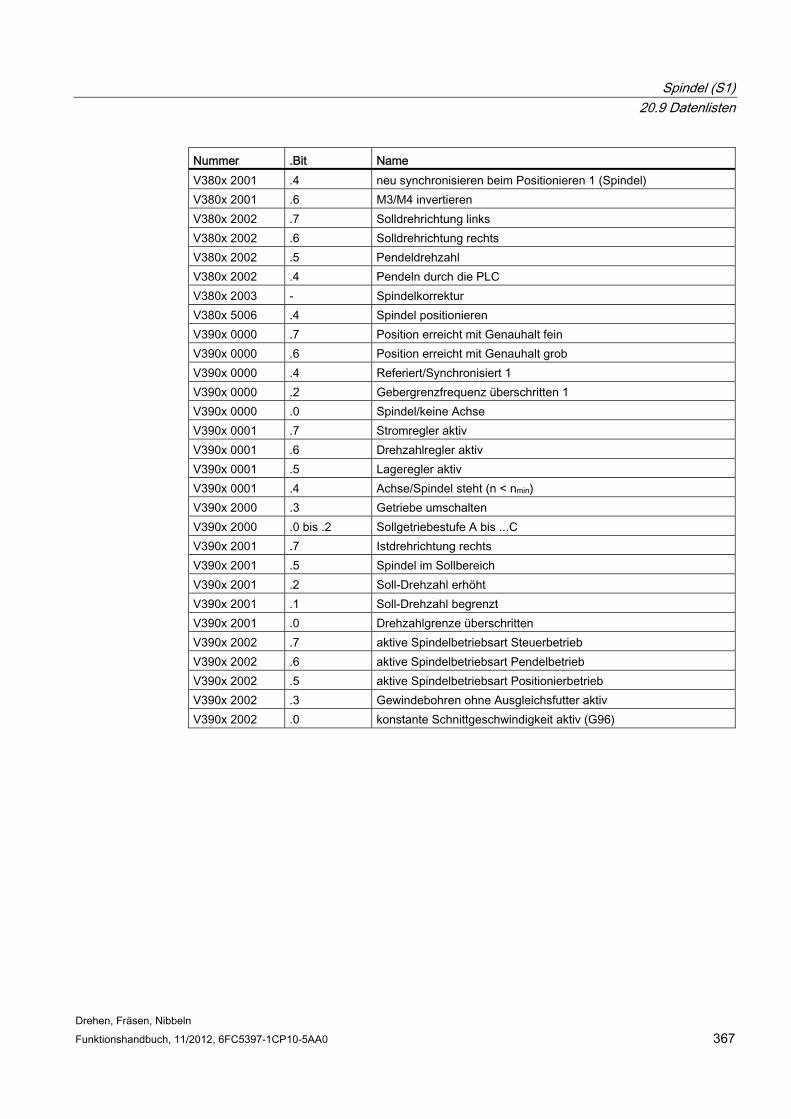
Spindel (S1) 20.9 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 367
Nummer .Bit NameV380x 2001 .4 neu synchronisieren beim Positionieren 1 (Spindel) V380x 2001 .6 M3/M4 invertieren V380x 2002 .7 Solldrehrichtung links V380x 2002 .6 Solldrehrichtung rechts V380x 2002 .5 Pendeldrehzahl V380x 2002 .4 Pendeln durch die PLC V380x 2003 - Spindelkorrektur V380x 5006 .4 Spindel positionieren V390x 0000 .7 Position erreicht mit Genauhalt fein V390x 0000 .6 Position erreicht mit Genauhalt grob V390x 0000 .4 Referiert/Synchronisiert 1 V390x 0000 .2 Gebergrenzfrequenz überschritten 1 V390x 0000 .0 Spindel/keine Achse V390x 0001 .7 Stromregler aktiv V390x 0001 .6 Drehzahlregler aktiv V390x 0001 .5 Lageregler aktiv V390x 0001 .4 Achse/Spindel steht (n < nmin) V390x 2000 .3 Getriebe umschalten V390x 2000 .0 bis .2 Sollgetriebestufe A bis ...C V390x 2001 .7 Istdrehrichtung rechts V390x 2001 .5 Spindel im Sollbereich V390x 2001 .2 Soll-Drehzahl erhöht V390x 2001 .1 Soll-Drehzahl begrenzt V390x 2001 .0 Drehzahlgrenze überschritten V390x 2002 .7 aktive Spindelbetriebsart Steuerbetrieb V390x 2002 .6 aktive Spindelbetriebsart Pendelbetrieb V390x 2002 .5 aktive Spindelbetriebsart Positionierbetrieb V390x 2002 .3 Gewindebohren ohne Ausgleichsfutter aktiv V390x 2002 .0 konstante Schnittgeschwindigkeit aktiv (G96)

Spindel (S1) 20.9 Datenlisten
Drehen, Fräsen, Nibbeln 368 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 369
Teilungsachsen (T1) 21 21.1 Kurzbeschreibung
Hinweis
Diese Funktion ist bei Version T/M value nicht verfügbar.
Teilungsachsen in Werkzeugmaschinen Bei einigen Anwendungsfällen soll eine Achse immer nur ganz bestimmte Rasterpunkte (z. B. Platznummern) anfahren. Das Anfahren der festgelegten Rasterpositionen, den Teilungen, soll dabei sowohl in der Betriebsart AUTOMATIK als auch in den Einrichte-Betriebsarten erfolgen.
Die betreffenden Achsen werden als "Teilungsachsen" bezeichnet. Die festgelegten Positionen der Teilungsachsen werden als "codierte Positionen" bzw. als "Teilungspositionen" bezeichnet.
Anwendungen Die häufigsten Anwendungen von Teilungsachsen findet man bei Werkzeugmagazinen in Form von Werkzeug-Revolvern, Werkzeug-Kettenmagazinen oder Werkzeug-Kassettenmagazinen. Hierbei sind die codierten Positionen die einzelnen Magazinplätze der Werkzeuge. Bei einem Werkzeugwechsel wird das Magazin auf den Platz positioniert, auf dem sich das einzuwechselnde Werkzeug befindet.
Teilung anzeigen Über Systemvariablen können folgende Daten abgefragt werden:
● die Nummer der aktuellen Teilungsposition:
– beim Erreichen des "Genauhalt fein"-Fensters der Teilungsposition
– beim Überschreiten des halben Weges zur nächsten Teilungsposition
● die programmierte Teilungsposition
Teilungsachsen (T1) 21.2 Teilungsachsen
Drehen, Fräsen, Nibbeln 370 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
21.2 Teilungsachsen
21.2.1 Allgemeines
Allgemeine Regeln Teilungsachsen können von Hand in den Einrichtebetriebsarten JOG und INC, aus einem Teileprogramm heraus mit speziellen Anweisungen für "Codierte Positionen" und von PLC verfahren werden.
Bei Erreichen der Teilungsposition wird an die PLC folgendes Nahtstellensignal ausgegeben:
V390x 1002.6 (Teilungsachse in Position)
Vor dem Referenzpunktfahren können Hirth-Teilungsachsen nicht in JOG verfahren werden.
21.2.2 Verfahren von Teilungsachsen beim Handfahren in JOG
Referenzpunktfahren Das Referenzpunktfahren einer Teilungsachse erfolgt wie bei anderen Achsen. Eine Übereinstimmung des Referenzpunktes mit einer Teilungsposition ist nicht erforderlich.
V390x 0000.4 (Referiert/Synchronisiert 1) = 1 Erst nach Erreichen des Referenzpunktes fährt die Teilungsachse in der Betriebsart JOG beim konventionellen und beim inkrementellen Verfahren nur noch Teilungspositionen an.
Ausnahme: Bei Verfahren über Handrad werden keine Teilungspositionen angefahren.
V390x 0000.4 (Referiert/Synchronisiert 1) = 0 Ist die Achse nicht referiert, werden die Teilungspositionen beim Handfahren in JOG nicht berücksichtigt!
Kontinuierliches Verfahren bei JOG Nach Betätigung einer Verfahrtaste "+" oder "-" wird die Teilungsachse entsprechend wie beim normalen Fahren im JOG-Betrieb bewegt. Nach Loslassen der Fahrtaste fährt die Teilungsachse auf die nächste erreichbare Teilungsposition in Fahrtrichtung.
Wird vor Erreichen der Teilungsposition vom Bediener ein Richtungswechsel vorgenommen, so positioniert die Teilungsachse auf die nächste in Fahrtrichtung liegende Teilungsposition. Anschließend ist die Verfahrbewegung in Gegenrichtung erneut zu starten.
Weitere Informationen bzgl. "Kontinuierliches Verfahren im Tippbetrieb" siehe: Handfahren und Handradfahren (H1)
Teilungsachsen (T1) 21.2 Teilungsachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 371
Inkrementelles Verfahren bei JOG (INC) Unabhängig von dem aktuell eingestellten Inkrementwert (INC1, ... ,INCvar) fährt die Teilungsachse nach Betätigung einer Verfahrtaste "+" oder "-" inkrementell immer um 1 Teilungsposition in die angewählte Richtung.
Im Tippbetrieb wird die Verfahrbewegung nach Loslassen der Verfahrtaste unterbrochen. Die Teilungsposition kann durch erneutes Drücken der Verfahrtaste angefahren werden.
Zwischen-Teilungsposition Steht eine Teilungsachse zwischen 2 Teilungspositionen, so wird in der Betriebsart JOG-INC mit Betätigung einer Verfahrtaste "+" die nächsthöhere Teilungsposition angefahren. Analog wird mit Betätigung der Verfahrtaste "-" die nächstniedrigere Teilungsposition angefahren.
Verfahren mit Handrad Beim Verfahren der Teilungsachse mit dem Handrad in JOG werden die Teilungspositionen nicht berücksichtigt. Mit Verdrehen des Handrades wird die Teilungsachse entsprechend dem eingestellten Grundsystem in mm, inch oder Grad auf jede beliebige Position verfahren.
Falls ein Verfahren der Teilungsachse mit dem Handrad verriegelt werden soll, kann dies durch das PLC-Anwenderprogramm erfolgen.
Meldung von PLC "Teilungsachse in Position" Bei Verfahrbewegungen der Teilungsachse in der Betriebsart JOG wird das Erreichen der Teilungsposition mit der Meldung V390x 1002.6 (Teilungsachse in Position) an die PLC-Nahtstelle angezeigt.
Voraussetzung ist, dass die Teilungsachse referiert ist: V390x 0000.4 (Referiert/Synchronisiert 1) = 1
Alarme bei JOG Wird beim Verfahren der Teilungsachse in JOG der mit Hilfe der Teilungspositionstabelle definierte gültige Verfahrbereich verlassen, so wird der Alarm 20054 "Falscher Index für Teilungsachse in JOG" gemeldet.
Teilungsachsen (T1) 21.2 Teilungsachsen
Drehen, Fräsen, Nibbeln 372 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
21.2.3 Verfahren von Teilungsachsen bei den Automatikbetriebsarten
Verfahren auf beliebige Positionen Mit einer als Teilungsachse definierten Achse kann mit Hilfe des NC-Teileprogramms in der Betriebsart Automatik jede beliebige Position angefahren werden. Hierbei sind auch Positionen zwischen den festgelegten Teilungspositionen anfahrbar. Diese Positionen werden wie üblich in der für die Achse gültigen Maßeinheit (mm/inch oder Grad) programmiert. Diese dafür allgemein gültigen Programmieranweisungen (G90, G91, AC, IC, ...) können der Programmieranleitung entnommen werden.
Verfahren auf "Codierte Positionen" Zusätzlich können Teilungsachsen mit speziellen Anweisungen im Teileprogramm auf die unten angegebene Weise verfahren werden:
Anweisung Wirkung CAC Codierte Position absolut anfahren CACP Codierte Position absolut anfahren in positiver Richtung CACN Codierte Position absolut anfahren in negativer Richtung CIC Codierte Position inkrementell anfahren CDC Codierte Position auf direktem (kürzestem) Weg anfahren
Dabei ist bei Absolutpositionierung die anzufahrende Teilungsposition bzw. bei Bezugsmaßpositionierung die Anzahl der zu verfahrenden Teilungen in "+"- oder "-"-Richtung zu programmieren.
Bei Rundachsen besteht die Möglichkeit, die Teilungsposition direkt auf kürzestem Weg (CDC) oder mit eindeutiger Drehrichtung (CACP, CACN) anzufahren.
V390x 1002.6 Wenn das Fenster "Genauhalt fein" erreicht wird und die Teilungsachse auf einer Teilungsposition steht, wird NST "Teilungsachse in Position" (V390x 1002.6) gesetzt, unabhängig davon, wie die Teilungsposition erreicht wurde.
21.2.4 Verfahren von Teilungsachsen von PLC Teilungsachsen können auch vom PLC-Anwenderprogramm verfahren werden.
Dafür gibt es folgende Möglichkeit:
Konkurrierende Positionierachsen: Hier kann die anzufahrende Teilungsposition von der PLC vorgegeben werden. Siehe Kapitel "Positionierachsen (P2)".
Teilungsachsen (T1) 21.3 Parametrierung der Teilungsachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 373
21.3 Parametrierung der Teilungsachsen
Definition der Teilungsachse Eine Achse (Linear- oder Rundachse) kann mit Hilfe des axialen Maschinendatums MD30500 INDEX_AX_ASSIGN_POS_TAB als Teilungsachse definiert werden. Dabei ist in dem Maschinendatum die Nummer der zugehörigen Teilungspositionstabelle (1 oder 2) einzutragen
Einer Teilungspositionstabelle können auch mehrere Achsen zugeordnet werden. Voraussetzung dafür ist, dass diese Teilungsachsen vom gleichen Typ (Linearachse, Rundachse, Modulo-360°-Funktion) sind. Ansonsten wird der Alarm 4080 "Fehlerhafte Konfiguration für Teilungsachse in MD [Name]" beim Hochlauf gemeldet.
Teilungspositionstabellen Für jede Teilungsachse müssen die zu den jeweiligen Teilungen gehörigen Achspositionen (in mm oder Grad) in Form einer Tabelle als Maschinendaten hinterlegt sein. Damit kann die Distanz zwischen den einzelnen Teilungspositionen beliebige unterschiedliche Werte haben.
Hinweis
Es sind bis zu 2 Teilungspositionstabellen möglich:
MD10910 INDEX_AX_POS_TAB_1 [n]
MD10930 INDEX_AX_POS_TAB_2 [n]
Die Teilungspositionen sind metrisch.
Anzahl Einträge je Tabelle In jede Teilungspositionstabelle können bis zu 60 Positionen eingetragen werden:
[n = 0 ... 59]
Die tatsächlich verwendete Anzahl von Einträgen muss mit den Maschinendaten für Tabelle 1 bzw. 2 festgelegt werden: MD10900 INDEX_AX_LENGTH_POS_TAB_1
MD10920 INDEX_AX_LENGTH_POS_TAB_2
Alle Einträge der Tabelle für Positionen größer der mit diesem Maschinendatum festgelegten Anzahl sind unwirksam.
Teilungsachsen (T1) 21.3 Parametrierung der Teilungsachsen
Drehen, Fräsen, Nibbeln 374 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Inch/Metrisch-Umschaltung Die Teilungspositionen beziehen sich auf das projektierte Maßsystem:
● MD10270 POS_TAB_SCALING_SYSTEM = 0: metrisch
● MD10270 POS_TAB_SCALING_SYSTEM = 1: inch
Hinweis
MD10270 legt für folgende Maschinendaten das Maßsystem der Positionsangaben fest: MD10910 INDEX_AX_POS_TAB_1 MD10930 INDEX_AX_POS_TAB_2
MD10270 wirkt sich auch auf folgende Settingdaten aus: SD41500 SW_CAM_MINUS_POS_TAB_1 bis SD41507 SW_CAM_PLUS_POS_TAB_4
Im Expertenmodus ist MD10270 nicht sichtbar!
Form der Einträge ● Die Teilungspositionen sind in aufsteigender Reihenfolge (beginnend vom negativen zum
positiven Verfahrbereich) ohne Lücken in die Tabelle einzutragen. Aufeinanderfolgende Positionswerte dürfen nicht identisch sein.
● Die Achspositionen sind im Basiskoordinatensystem einzutragen.
● Ist die Teilungsachse als Rundachse mit Modulo 360° definiert (MD30300 IS_ROT_AX=1 und MD30310 ROT_IS_MODULO=1), so sind für die Teilungspositionen folgende Punkte zusätzlich zu beachten:
– Die Teilungspositionen sind in dem Bereich zwischen 0° ⋜ Pos < 360°zulässig. Bei Positionen außerhalb dieses Bereiches wird der Alarm 4080 beim Hochlauf gemeldet.
– Da die Teilungsachse als endlos drehende Rundachse definiert ist, wird beispielsweise nach Erreichen der höchstgültigen Teilungsposition der Tabelle und anschließendem Weiterfahren mit INC in positive Drehrichtung wieder die Teilungsposition 1 angefahren. Analog wird bei negativer Drehrichtung mit INC von Teilungsposition 1 auf die höchstgültige Teilungsposition verfahren.
Teilungsachsen (T1) 21.4 Programmierung von Teilungsachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 375
21.4 Programmierung von Teilungsachsen
Codierte Position Für das Positionieren der Teilungsachsen vom NC-Teileprogramm gibt es spezielle Anweisungen (sog. Codierte Position), bei denen anstelle von Achspositionen in mm oder Grad die Teilungsnummern (z. B. Platznummern) programmiert werden.
Abhängig, ob die Teilungsachse als Linear- oder Rundachse definiert ist, sind folgende codierte Positionsanweisungen möglich:
Teilungsachse ist Linearachse: CAC(i), CIC(i) Teilungsachse ist Rundachse: CAC(i), CIC(i), CACP(i), CACN(i), CDC(i) i = Codierte Position; Wertebereich 0 ... 59, ganzzahlig (bei CIC sind pos. und neg. Werte möglich)
Absolut POS[B]=CAC(20) Die Teilungsachse B fährt die codierte Position (Teilung) 20 absolut an. Die Verfahrrichtung ist abhängig von der aktuellen Istposition.
Absolut mit positiver Drehrichtung POS[B]=CACP(10) Die Teilungsachse B fährt die codierte Position (Teilungsposition) 10 absolut mit positiver Drehrichtung an (nur bei Rundachsen möglich).
Absolut mit negativer Drehrichtung POS[B]=CACN(10) Die Teilungsachse B fährt die codierte Position (Teilungsposition) 10 absolut mit negativer Drehrichtung an (nur bei Rundachsen möglich).
Direkt absolut POS[B]=CDC(50) Die Teilungsachse B fährt die Teilungsposition 50 direkt auf kürzestem Wegan (nur bei Rundachsen möglich).
Inkrementell POS[B]=CIC(-4) Die Teilungsachse B fährt von der momentanen Teilungsposition inkrementell um 4 Teilungspositionen in negativer Richtung.
POS[B]=CIC(35) Die Teilungsachse B fährt von der momentanen Teilungsposition inkrementell um 35 Teilungspositionen in positiver Richtung.
Teilungsachsen (T1) 21.5 Inbetriebnahme von Teilungsachsen
Drehen, Fräsen, Nibbeln 376 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Das Vorzeichen legt die Anfahrrichtung fest.
Hinweis
Bei Modulo-Rundachsen werden die Teilungspositionen direkt angefahren und Vielfache von 360° abgeschnitten.
Zwischen-Teilungsposition Steht eine Teilungsachse zwischen 2 Teilungspositionen, haben die Programmbefehle in der Betriebsart Automatik folgende Wirkung:
Programmbefehl Wirkung POS[B]=CIC(1) Die nächsthöhere Teilungsposition wird angefahren. POS[B]=CIC(-1) Die nächstniedrigere Teilungsposition wird angefahren. POS[B]=CIC(0) Die Teilungsachse wird nicht verfahren.
21.5 Inbetriebnahme von Teilungsachsen
Vorgehen Die Inbetriebnahme von Teilungsachsen erfolgt entsprechend wie bei normalen NC-Achsen (Linear- bzw. Rundachsen).
Rundachse Falls die Teilungsachse als Rundachse (MD30300 IS_ROT_AX = 1) mit Modulo 360°-Wandlung (MD30310 ROT_IS_MODULO = 1) definiert ist, werden auch die Teilungspositionen mit Modulo 360o verfahren. In der Teilungspositionstabelle dürfen dann nur Positionen im Bereich 0° bis 359,999° eingetragen werden. Ansonsten wird beim Hochlauf der Alarm 4080 "fehlerhafte Konfiguration für Teilungsachse in MD [Name]" gemeldet.
Die Positionsanzeige kann folgendermaßen auf Modulo 360° eingestellt werden: MD30320 DISPLAY_IS_MODULO = 1
Spezielle Maschinendaten Zusätzlich sind die folgenden Maschinendaten einzustellen:
Allgemeine Maschinendaten MD10900 INDEX_AX_LENGTH_POS_TAB_1 Anzahl der Positionen für Teilungsachstabelle 1 MD10920 INDEX_AX_LENGTH_POS_TAB_2 Anzahl der Positionen für Teilungsachstabelle 2
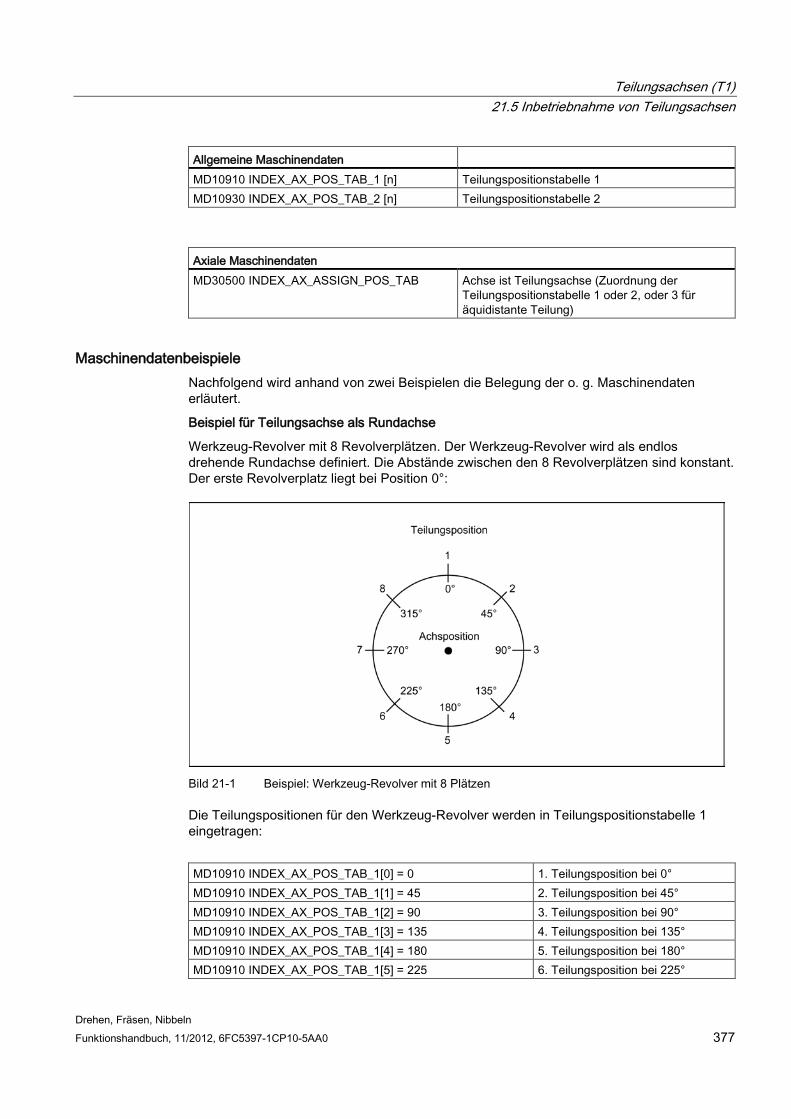
Teilungsachsen (T1) 21.5 Inbetriebnahme von Teilungsachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 377
Allgemeine Maschinendaten MD10910 INDEX_AX_POS_TAB_1 [n] Teilungspositionstabelle 1 MD10930 INDEX_AX_POS_TAB_2 [n] Teilungspositionstabelle 2
Axiale Maschinendaten MD30500 INDEX_AX_ASSIGN_POS_TAB Achse ist Teilungsachse (Zuordnung der
Teilungspositionstabelle 1 oder 2, oder 3 für äquidistante Teilung)
Maschinendatenbeispiele Nachfolgend wird anhand von zwei Beispielen die Belegung der o. g. Maschinendaten erläutert.
Beispiel für Teilungsachse als Rundachse
Werkzeug-Revolver mit 8 Revolverplätzen. Der Werkzeug-Revolver wird als endlos drehende Rundachse definiert. Die Abstände zwischen den 8 Revolverplätzen sind konstant. Der erste Revolverplatz liegt bei Position 0°:
Bild 21-1 Beispiel: Werkzeug-Revolver mit 8 Plätzen
Die Teilungspositionen für den Werkzeug-Revolver werden in Teilungspositionstabelle 1 eingetragen:
MD10910 INDEX_AX_POS_TAB_1[0] = 0 1. Teilungsposition bei 0° MD10910 INDEX_AX_POS_TAB_1[1] = 45 2. Teilungsposition bei 45° MD10910 INDEX_AX_POS_TAB_1[2] = 90 3. Teilungsposition bei 90° MD10910 INDEX_AX_POS_TAB_1[3] = 135 4. Teilungsposition bei 135° MD10910 INDEX_AX_POS_TAB_1[4] = 180 5. Teilungsposition bei 180° MD10910 INDEX_AX_POS_TAB_1[5] = 225 6. Teilungsposition bei 225°
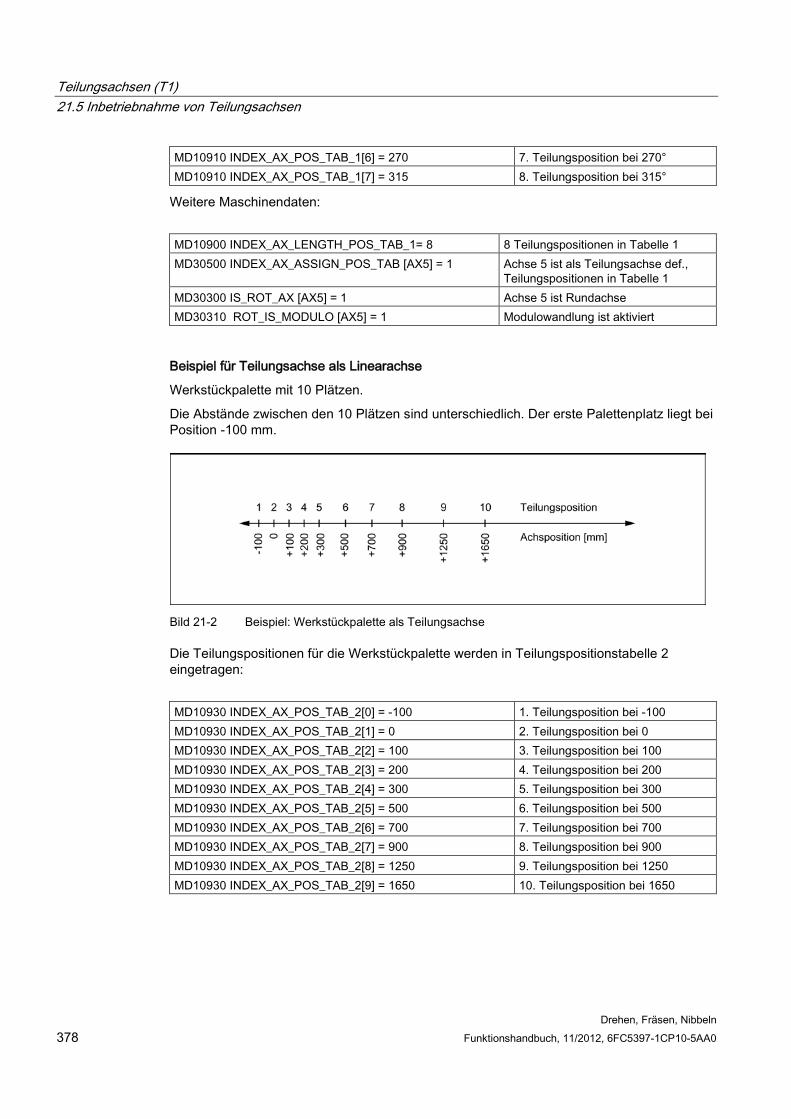
Teilungsachsen (T1) 21.5 Inbetriebnahme von Teilungsachsen
Drehen, Fräsen, Nibbeln 378 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
MD10910 INDEX_AX_POS_TAB_1[6] = 270 7. Teilungsposition bei 270° MD10910 INDEX_AX_POS_TAB_1[7] = 315 8. Teilungsposition bei 315°
Weitere Maschinendaten:
MD10900 INDEX_AX_LENGTH_POS_TAB_1= 8 8 Teilungspositionen in Tabelle 1 MD30500 INDEX_AX_ASSIGN_POS_TAB [AX5] = 1 Achse 5 ist als Teilungsachse def.,
Teilungspositionen in Tabelle 1 MD30300 IS_ROT_AX [AX5] = 1 Achse 5 ist Rundachse MD30310 ROT_IS_MODULO [AX5] = 1 Modulowandlung ist aktiviert
Beispiel für Teilungsachse als Linearachse
Werkstückpalette mit 10 Plätzen.
Die Abstände zwischen den 10 Plätzen sind unterschiedlich. Der erste Palettenplatz liegt bei Position -100 mm.
Bild 21-2 Beispiel: Werkstückpalette als Teilungsachse
Die Teilungspositionen für die Werkstückpalette werden in Teilungspositionstabelle 2 eingetragen:
MD10930 INDEX_AX_POS_TAB_2[0] = -100 1. Teilungsposition bei -100 MD10930 INDEX_AX_POS_TAB_2[1] = 0 2. Teilungsposition bei 0 MD10930 INDEX_AX_POS_TAB_2[2] = 100 3. Teilungsposition bei 100 MD10930 INDEX_AX_POS_TAB_2[3] = 200 4. Teilungsposition bei 200 MD10930 INDEX_AX_POS_TAB_2[4] = 300 5. Teilungsposition bei 300 MD10930 INDEX_AX_POS_TAB_2[5] = 500 6. Teilungsposition bei 500 MD10930 INDEX_AX_POS_TAB_2[6] = 700 7. Teilungsposition bei 700 MD10930 INDEX_AX_POS_TAB_2[7] = 900 8. Teilungsposition bei 900 MD10930 INDEX_AX_POS_TAB_2[8] = 1250 9. Teilungsposition bei 1250 MD10930 INDEX_AX_POS_TAB_2[9] = 1650 10. Teilungsposition bei 1650
Teilungsachsen (T1) 21.6 Besonderheiten von Teilungsachsen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 379
Weitere Maschinendaten
MD10920 INDEX_AX_LENGTH_POS_TAB_2 = 10 10 Teilungspositionen in Tabelle 2 MD30500 INDEX_AX_ASSIGN_POS_TAB [AX6] = 2 Achse 6 ist als Teilungsachse def.,
Teilungspositionen in Tabelle2
21.6 Besonderheiten von Teilungsachsen
Software-Endschalter Nachdem die Teilungsachse referiert ist, sind bei Verfahrbewegungen auch die Software-Endschalter wirksam.
Beim Handfahren mit JOG-kontinuierlich oder JOG-inkrementell bleibt die Teilungsachse an der Teilungsposition stehen, die vor dem Software-Endschalter liegt.
Achspositionen Da die in den Teilungspositionstabellen hinterlegten Achspositionen nur bei einer referierten Achse mit den zugehörigen Maschinenpositionen übereinstimmen, muss ein NC-Start verriegelt werden, solange die Teilungsachse nicht referiert ist.
Positionsanzeige Die Positionsanzeigen von Teilungsachsen erfolgen in den achstypischen Maßeinheiten (mm, inch oder Grad).
Abbruch durch RESET Mit RESET wird die Verfahrbewegung einer Teilungsachse abgebrochen und die Achse stillgesetzt. Die Teilungsachse positioniert dabei nicht mehr auf eine Teilungsposition.
Teilungsachsen (T1) 21.7 Datenlisten
Drehen, Fräsen, Nibbeln 380 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
21.7 Datenlisten
21.7.1 Maschinendaten Nummer Bezeichner Name allgemein 10900 INDEX_AX_LENGTH_POS_TAB_1 Anzahl der Positionen für Teilungsachstabelle 1 10910 INDEX_AX_POS_TAB_1[n] Teilungspositionstabelle 1 10920 INDEX_AX_LENGTH_POS_TAB_2 Anzahl der Positionen für Teilungsachstabelle 2 10930 INDEX_AX_POS_TAB_2[n] Teilungspositionstabelle 2 achs-/spindelspezifisch 30300 IS_ROT_AX Rundachse 30310 ROT_IS_MODULO Modulowandlung für Rundachse 30320 DISPLAY_IS_MODULO Positionsanzeige ist Modulo 360° 30500 INDEX_AX_ASSIGN_POS_TAB Achse ist Teilungsachse
21.7.2 Nahtstellensignale Nummer .Bit Name achsspezifisch V390x 0000 .4 Referiert/Synchronisiert 1 V390x 1002 .6 Teilungsachse in Position
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 381
Tangentialsteuerung (T3) 22
Hinweis
Diese Funktion ist nur bei den Versionen T/M pro und G/N pro verfügbar.
22.1 Kurzbeschreibung
Funktion Die Funktion "Tangentialsteuerung" gehört zur Kategorie der NC-Funktionen mit gekoppelten Achsen. Die Funktion hat folgende Merkmale:
● Es gibt zwei führende Achsen (Leitachsen), welche über normale Verfahranweisungen bewegt werden und somit eine Bahn verfahren. Dazu existiert eine Folgeachse, deren Bewegung abhängig von diesem Bahnverlauf ist (von der Richtung der Tangente im momentanen Bahnpunkt).
● Die Leitachsen müssen Geometrieachsen sein, die Folgeachse eine Rundachse.
● Die gekoppelten Achsen sind Achsen des gleichen NC-Kanals.
● Die Position der nachgeführten Achse kann Eingangswert für eine Transformation sein.
● Die Tangentialsteuerung ist nur in den Betriebsarten AUTOMATIK oder MDA möglich.
Anwendungsbeispiele ● Anstellen und tangentiales Nachführen eines drehbaren Werkzeugs beim Nibbeln
● Nachführen der Werkstückausrichtung bei einer Bandsäge
● Anstellen und tangentiales Nachführen eines Abrichtwerkzeugs an einer Schleifscheibe
● Tangentiales Nachführen eines Schneidrädchens bei der Glas- oder Papierverarbeitung
● Tangentiale Zuführung eines Drahts beim 5-achsigen Schweißen
Definieren, Einschalten, Ausschalten der Achskopplung Die Definition einer tangentialen Achskopplung wird im Programm mit einer Anweisung festgelegt. Weitere Programmanweisungen existieren zum Ein- und Ausschalten.
Löschen der Achskopplung Die Definition einer tangentialen Achskopplung kann im Programm mit einer Anweisung gelöscht werden. Danach ist eine Achskopplung mit dieser Folgeachse wieder definierbar.
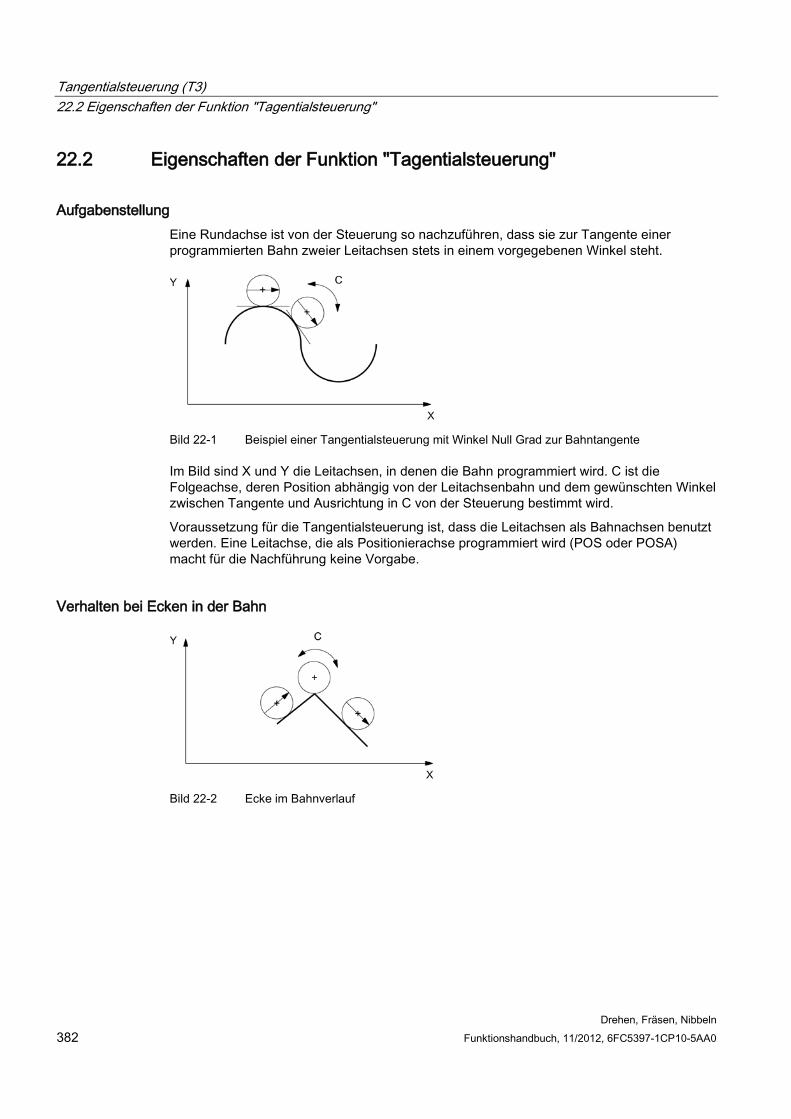
Tangentialsteuerung (T3) 22.2 Eigenschaften der Funktion "Tagentialsteuerung"
Drehen, Fräsen, Nibbeln 382 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
22.2 Eigenschaften der Funktion "Tagentialsteuerung"
Aufgabenstellung Eine Rundachse ist von der Steuerung so nachzuführen, dass sie zur Tangente einer programmierten Bahn zweier Leitachsen stets in einem vorgegebenen Winkel steht.
Bild 22-1 Beispiel einer Tangentialsteuerung mit Winkel Null Grad zur Bahntangente
Im Bild sind X und Y die Leitachsen, in denen die Bahn programmiert wird. C ist die Folgeachse, deren Position abhängig von der Leitachsenbahn und dem gewünschten Winkel zwischen Tangente und Ausrichtung in C von der Steuerung bestimmt wird.
Voraussetzung für die Tangentialsteuerung ist, dass die Leitachsen als Bahnachsen benutzt werden. Eine Leitachse, die als Positionierachse programmiert wird (POS oder POSA) macht für die Nachführung keine Vorgabe.
Verhalten bei Ecken in der Bahn
Bild 22-2 Ecke im Bahnverlauf
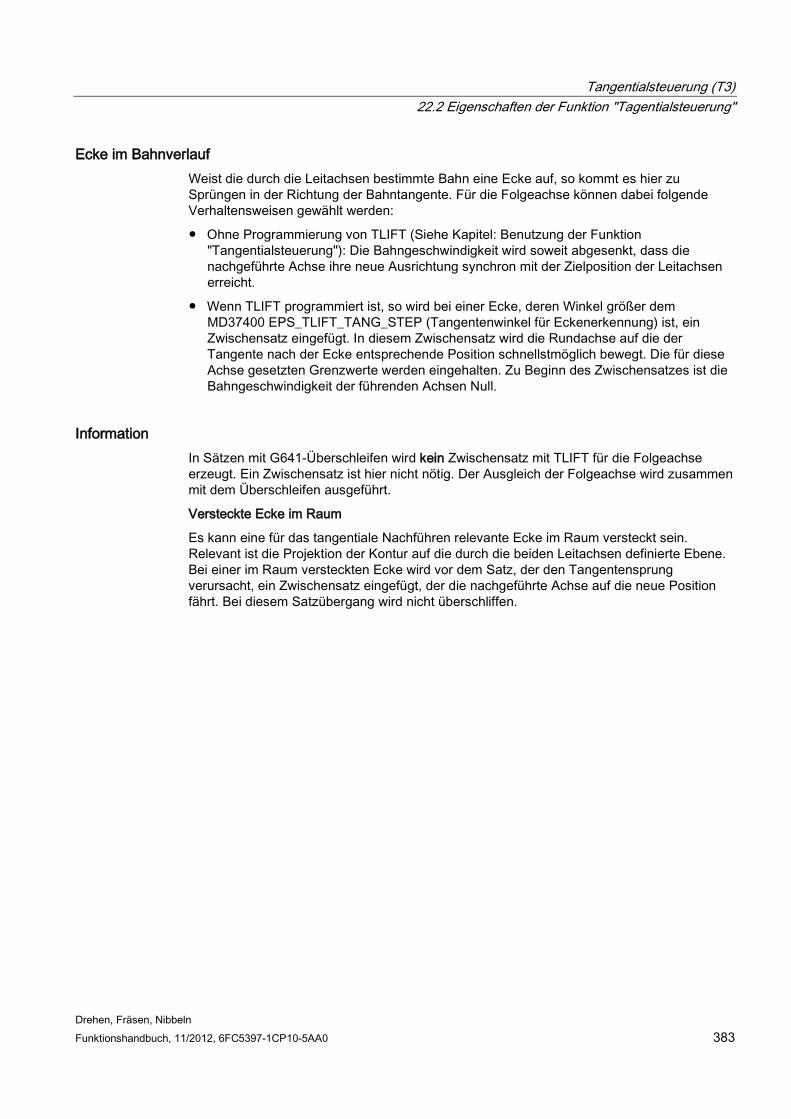
Tangentialsteuerung (T3) 22.2 Eigenschaften der Funktion "Tagentialsteuerung"
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 383
Ecke im Bahnverlauf Weist die durch die Leitachsen bestimmte Bahn eine Ecke auf, so kommt es hier zu Sprüngen in der Richtung der Bahntangente. Für die Folgeachse können dabei folgende Verhaltensweisen gewählt werden:
● Ohne Programmierung von TLIFT (Siehe Kapitel: Benutzung der Funktion "Tangentialsteuerung"): Die Bahngeschwindigkeit wird soweit abgesenkt, dass die nachgeführte Achse ihre neue Ausrichtung synchron mit der Zielposition der Leitachsen erreicht.
● Wenn TLIFT programmiert ist, so wird bei einer Ecke, deren Winkel größer dem MD37400 EPS_TLIFT_TANG_STEP (Tangentenwinkel für Eckenerkennung) ist, ein Zwischensatz eingefügt. In diesem Zwischensatz wird die Rundachse auf die der Tangente nach der Ecke entsprechende Position schnellstmöglich bewegt. Die für diese Achse gesetzten Grenzwerte werden eingehalten. Zu Beginn des Zwischensatzes ist die Bahngeschwindigkeit der führenden Achsen Null.
Information In Sätzen mit G641-Überschleifen wird kein Zwischensatz mit TLIFT für die Folgeachse erzeugt. Ein Zwischensatz ist hier nicht nötig. Der Ausgleich der Folgeachse wird zusammen mit dem Überschleifen ausgeführt.
Versteckte Ecke im Raum
Es kann eine für das tangentiale Nachführen relevante Ecke im Raum versteckt sein. Relevant ist die Projektion der Kontur auf die durch die beiden Leitachsen definierte Ebene. Bei einer im Raum versteckten Ecke wird vor dem Satz, der den Tangentensprung verursacht, ein Zwischensatz eingefügt, der die nachgeführte Achse auf die neue Position fährt. Bei diesem Satzübergang wird nicht überschliffen.
Tangentialsteuerung (T3) 22.3 Benutzung der Funktion "Tangentialsteuerung"
Drehen, Fräsen, Nibbeln 384 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
22.3 Benutzung der Funktion "Tangentialsteuerung"
22.3.1 Übersicht
Definition, Einschalten Die Funktion "Tangentialsteuerung" erfordert folgenden Ablauf im Programm:
● Zuordnung von Leitachsen und Folgeachse definieren mit TANG( ).
● Das Verhalten an Bahnecken angegeben, bei Bedarf TLIFT( ) programmieren.
● Die definierte Kopplung einschalten mit TANGON( ).
Eckenverhalten ändern, Ausschalten, Definition löschen Bei Bedarf:
● Ändern des Verhaltens an Bahnecken (TANG ohne folgendes TLIFT)
● Ausschalten der Kopplung mit TANGOF( )
● Löschen der Definition mit TANGDEL( ).
Einfluss auf Transformationen Die Position der nachgeführten Rundachse kann Eingangswert für eine Transformation sein.
Siehe Kinematische Transformation (M1), Kapitel "TRANSMIT"
Hinweis
Dem Anwender wird empfohlen, TLIFT zu programmieren, wenn die Tangentialsteuerung zusammen mit einer Transformation verwendet wird. TLIFT verhindert einen Nachlauf der nachgeführten Achse und schützt vor heftigen Ausgleichsbewegungen.
Explizite Programmierung der Folgeachse in einer aktiven Kopplung Wird die Folgeachse direkt programmiert, so wirkt die Positionsangabe additiv zum Offsetwinkel, der in der Aktivierungsanweisung TANGON angegeben wurde. Hierbei sind Positionsangaben mit AC, IC, DC, POS für die Folgeachse zulässig.
Referenzpunktfahren Die Achskopplung wird beim Referenzpunktfahren ausgeschaltet.
Ausführliche Anleitung zur Programmierung Literatur:
/BPN/ Bedienen und Programmieren - Nibbeln
Tangentialsteuerung (T3) 22.3 Benutzung der Funktion "Tangentialsteuerung"
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 385
22.3.2 Definition der Achskopplung: TANG
Programmierung Die Programmierung erfolgt über das vordefinierte Unterprogramm TANG( ). Folgende Paramter werden hiermit übergeben:
Parameter Wert Folgeachse (Rundachse) Beispiel: C Leitachse1 (Geometrieachse) Beispiel: X Leitachse2 (Geometrieachse) Beispiel: Y Koppelfaktor default 1 Kennung des Koordinatensystems "B"->Basiskoordinatensystem, optional Optimierung "S" = Standard (default) oder
"P" = automatische Anpassung des Zeitverlaufes von Folge- und Leitachse
Für die Angabe der Achsen werden die entsprechenden Achsbezeichner verwendet. Der Koppelfaktor ist in der Regel 1. Der Koppelfaktor 1 kann entfallen, ebenso "B".
Beispiel verkürzter Aufruf: TANG(C, X, Y) Beispiele mögliche Aufrufe: TANG(C, X, Y,1)
TANG(C, X, Y,1,"B") Beispiel vollständiger Aufruf: TANG(C, X, Y, 1, "B","S")
22.3.3 Einschalten der Achskopplung: TANGON
Programmierung Das Einschalten erfolgt über das vordefinierte Unterprogramm TANGON( ).Dabei wird die nachzuführende Folgeachse angegeben. Die Angabe bezieht sich auf die zuvor mit TANG getroffene Definition von Leitachsen und Folgeachse.
Wahlweise kann bei der Aktivierung ein Offsetwinkel zwischen Tangente und Position der nachgeführten Achse angegeben werden. Dieser wird von der Steuerung so lange eingehalten, wie die Folgeachse nachgeführt wird. Der Winkel addiert sich zu dem im Maschinendatum MD37402 TANG_OFFSET hinterlegten Winkel. Ist der Winkel sowohl in TANGON als auch im MD gleich Null, so nimmt die nachgeführte Achse die Tangentenrichtung ein.
Beispiel ohne Offsetwinklel: TANGON(C)
Beispiel mit Offsetwinklel 90 Grad: TANGON(C, 90).
Tangentialsteuerung (T3) 22.3 Benutzung der Funktion "Tangentialsteuerung"
Drehen, Fräsen, Nibbeln 386 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
22.3.4 Eckenverhalten, Einschalten "mit Zwischensatz": TLIFT
Programmierung Im Anschluss an die Definition mit TANG( ) muss die TLIFT-Anweisung mit der Folgeachse geschrieben werden, wenn das Eckenverhalten "mit Zwischensatz" gewünscht wird.
TLIFT (C)
Die Steuerung betrachtet für die tangential nachgeführte Rundachse C das zugehörige Maschinendatum MD37400 EPS_TLIFT_TANG_STEP. Ist der Sprung des Tangentenwinkels größer als der im MD eingestellte Winkel (Betrag), so wird auf "Ecke" erkannt und die neue Position der nachgeführten Achse über einen eingefügten Zwischensatz angefahren.
22.3.5 Ausschalten der Achskopplung: TANGOF
Programmierung Das Ausschalten erfolgt über das vordefinierte Unterprogramm TANGOF( ). Dabei wird die Folgeachse angegeben. Die Angabe bezieht sich auf die zuvor mit TANG getroffene Definition von Leitachsen und Folgeachse. Mit Bezug auf das Beispiel oben lautet die Beendigung:
TANGOF(C)
Der mit TANGON begonnene Nachführvorgang wird beendet. Die Beendigung der Nachführung löst einen Stop der steuerungsinternen Vorbearbeitung aus. (Vorlaufstopp).
Informationen Die mit TANG( ... ) getroffene Definition der Leitachsen und Folgeachse wird durch TANGOF nicht aufgehoben.
Nach RESET/Teileprogrammende ist keine Tangentialsteuerung aktiv (Standardeinstellung).
22.3.6 Ausschalten des Eckenverhaltens "mit Zwischensatz"
Programmierung Um das Erzeugen des Zwischensatzes an Ecken bei aktiver tangentialer Nachführung wieder zu unterbinden, muss der Definitionssatz TANG(...) ohne folgendes TLIFT( ) wiederholt werden.
Tangentialsteuerung (T3) 22.3 Benutzung der Funktion "Tangentialsteuerung"
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 387
22.3.7 Löschen der Definition der Achskopplung: TANGDEL
Programmierung Eine mit TANG(...) getroffene Definition der Achskopplung bleibt über TANGOF hinaus bestehen. Dies verhindert ggf. den Ebenenwechsel bzw. eine Geometrieachsumschaltung. Mit dem vordefinierten Unterprogramm TANGDEL( ) wird die Definition der Achskopplung gelöscht. Danach können andere Achskopplungen mit dieser Folgeachse definiert werden.
Beispiel:
TANGDEL(C): Die bisherige Festlegung von TANG(C,X,Y) wird aufgehoben.
22.3.8 Programmierbeispiele
Beispiel mit Einfügen eines Zwischensatzes für die Positionierung der Rundachse N10 TANG (C, X, Y, 1) ; Definition der Tangentialsteuerung
N20 TLIFT (C) ; Zwischensatz einfügen an Ecken - aktivieren
N30 G1 G641 X0 Y0 F1000
N40 TANGON (C) ; Tangentialsteuerung einschalten
N50 X10
N60 Y10 ; Vor Abarbeiten dieses Satzes wird die Rundachse C in ; einem Zwischensatz neu positioniert.
N70 M2
Beispiel mit Ebenenwechsel für die Leitachsen N10 TANG(A, X, Y, 1) ; Definition, Folgeachse ist Rundachse A
N20 TANGON(A) ; Einschalten
N30 X10 Y20
......
N80 TANGOF(A) ; Ausschalten
N90 TANGDEL(A) ; Definierte Kopplung von A zu X und Y als Leitachsen löschen
......
N120 TANG(A, X, Z) ; Neue Definition, A kann an neue Leitachsen gekoppelt werden
N130 TANGON(A) ; Neue Kopplung Einschalten
......
N200 M2
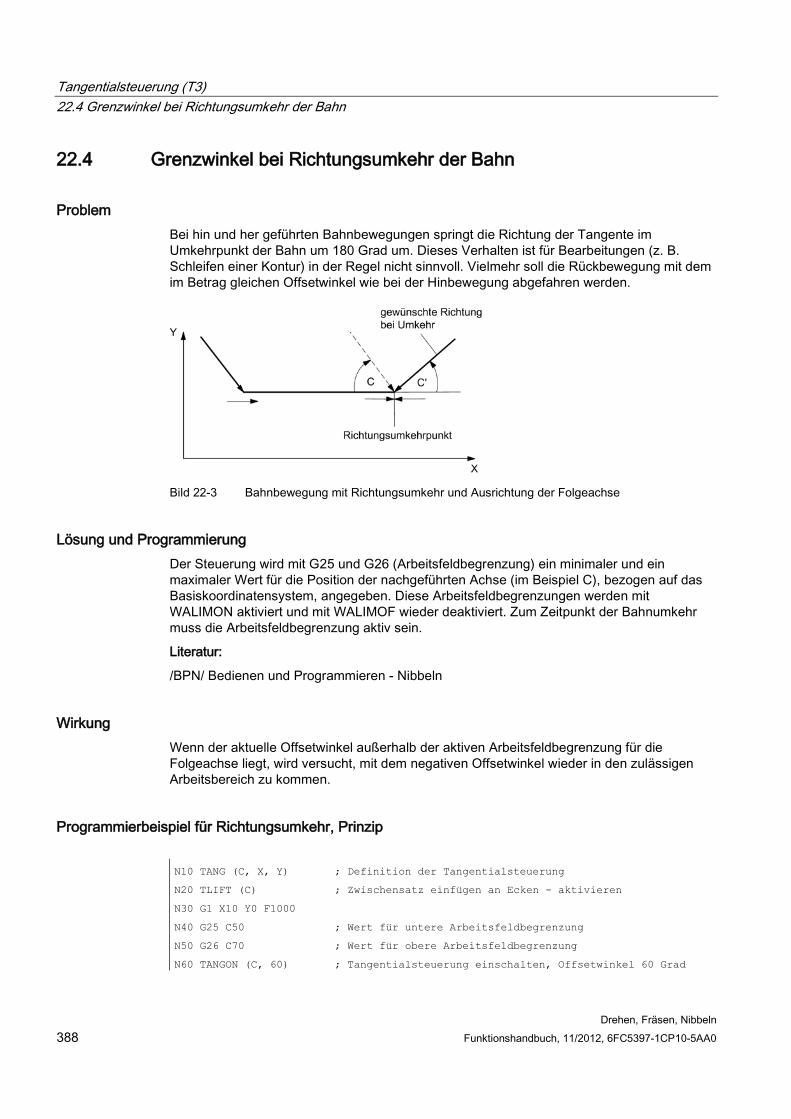
Tangentialsteuerung (T3) 22.4 Grenzwinkel bei Richtungsumkehr der Bahn
Drehen, Fräsen, Nibbeln 388 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
22.4 Grenzwinkel bei Richtungsumkehr der Bahn
Problem Bei hin und her geführten Bahnbewegungen springt die Richtung der Tangente im Umkehrpunkt der Bahn um 180 Grad um. Dieses Verhalten ist für Bearbeitungen (z. B. Schleifen einer Kontur) in der Regel nicht sinnvoll. Vielmehr soll die Rückbewegung mit dem im Betrag gleichen Offsetwinkel wie bei der Hinbewegung abgefahren werden.
Bild 22-3 Bahnbewegung mit Richtungsumkehr und Ausrichtung der Folgeachse
Lösung und Programmierung Der Steuerung wird mit G25 und G26 (Arbeitsfeldbegrenzung) ein minimaler und ein maximaler Wert für die Position der nachgeführten Achse (im Beispiel C), bezogen auf das Basiskoordinatensystem, angegeben. Diese Arbeitsfeldbegrenzungen werden mit WALIMON aktiviert und mit WALIMOF wieder deaktiviert. Zum Zeitpunkt der Bahnumkehr muss die Arbeitsfeldbegrenzung aktiv sein.
Literatur:
/BPN/ Bedienen und Programmieren - Nibbeln
Wirkung Wenn der aktuelle Offsetwinkel außerhalb der aktiven Arbeitsfeldbegrenzung für die Folgeachse liegt, wird versucht, mit dem negativen Offsetwinkel wieder in den zulässigen Arbeitsbereich zu kommen.
Programmierbeispiel für Richtungsumkehr, Prinzip N10 TANG (C, X, Y) ; Definition der Tangentialsteuerung
N20 TLIFT (C) ; Zwischensatz einfügen an Ecken - aktivieren
N30 G1 X10 Y0 F1000
N40 G25 C50 ; Wert für untere Arbeitsfeldbegrenzung
N50 G26 C70 ; Wert für obere Arbeitsfeldbegrenzung
N60 TANGON (C, 60) ; Tangentialsteuerung einschalten, Offsetwinkel 60 Grad
Tangentialsteuerung (T3) 22.5 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 389
N70 WALIMON ; Arbeitsfeldbegrenzung einschalten
N80 X100
N90 X10 ; Vor Abarbeiten dieses Satzes wird die Rundachse C in einem ; Zwischensatz neu positioniert, C' = -60 Grad.
N200 M2
22.5 Datenlisten
Maschinendaten Nummer Bezeichner Name achsspezifisch 37400 EPS_TLIFT_TANG_STEP Tangentenwinkel für Eckenerkennung 37402 TANG_OFFSET Voreinstellwinkel für tangentiale Nachführung

Tangentialsteuerung (T3) 22.5 Datenlisten
Drehen, Fräsen, Nibbeln 390 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
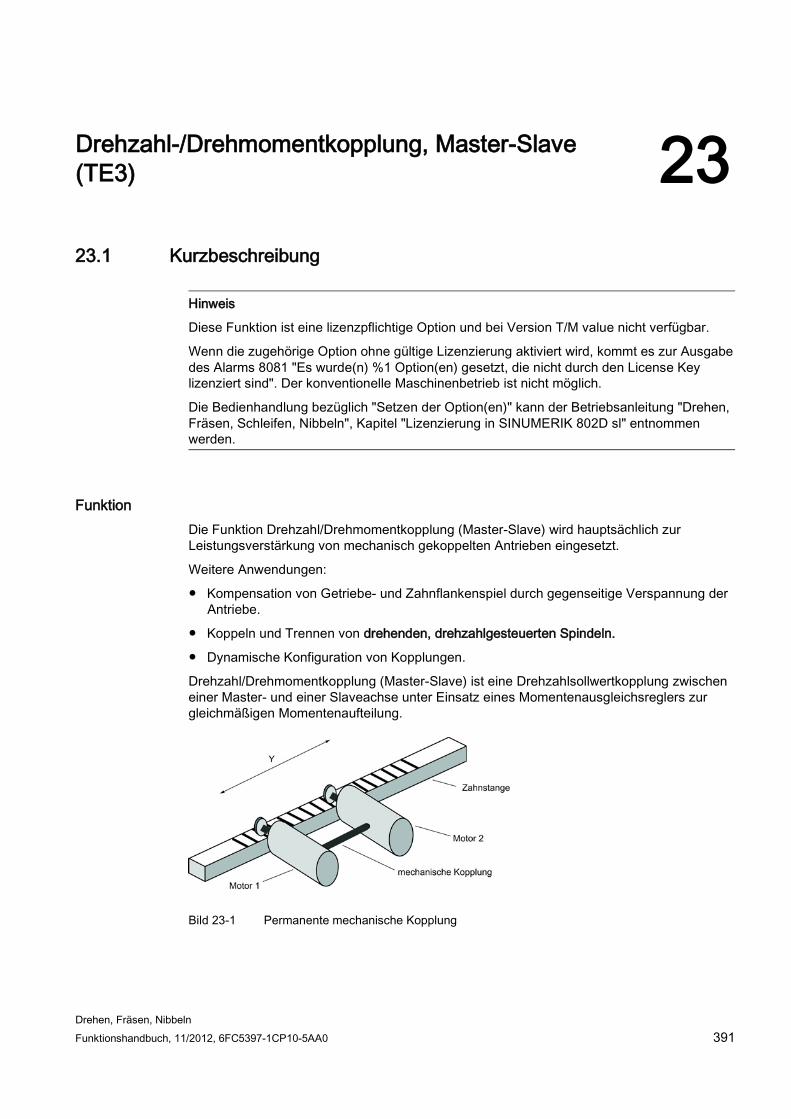
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 391
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23 23.1 Kurzbeschreibung
Hinweis
Diese Funktion ist eine lizenzpflichtige Option und bei Version T/M value nicht verfügbar.
Wenn die zugehörige Option ohne gültige Lizenzierung aktiviert wird, kommt es zur Ausgabe des Alarms 8081 "Es wurde(n) %1 Option(en) gesetzt, die nicht durch den License Key lizenziert sind". Der konventionelle Maschinenbetrieb ist nicht möglich.
Die Bedienhandlung bezüglich "Setzen der Option(en)" kann der Betriebsanleitung "Drehen, Fräsen, Schleifen, Nibbeln", Kapitel "Lizenzierung in SINUMERIK 802D sl" entnommen werden.
Funktion Die Funktion Drehzahl/Drehmomentkopplung (Master-Slave) wird hauptsächlich zur Leistungsverstärkung von mechanisch gekoppelten Antrieben eingesetzt.
Weitere Anwendungen:
● Kompensation von Getriebe- und Zahnflankenspiel durch gegenseitige Verspannung der Antriebe.
● Koppeln und Trennen von drehenden, drehzahlgesteuerten Spindeln.
● Dynamische Konfiguration von Kopplungen.
Drehzahl/Drehmomentkopplung (Master-Slave) ist eine Drehzahlsollwertkopplung zwischen einer Master- und einer Slaveachse unter Einsatz eines Momentenausgleichsreglers zur gleichmäßigen Momentenaufteilung.
Bild 23-1 Permanente mechanische Kopplung
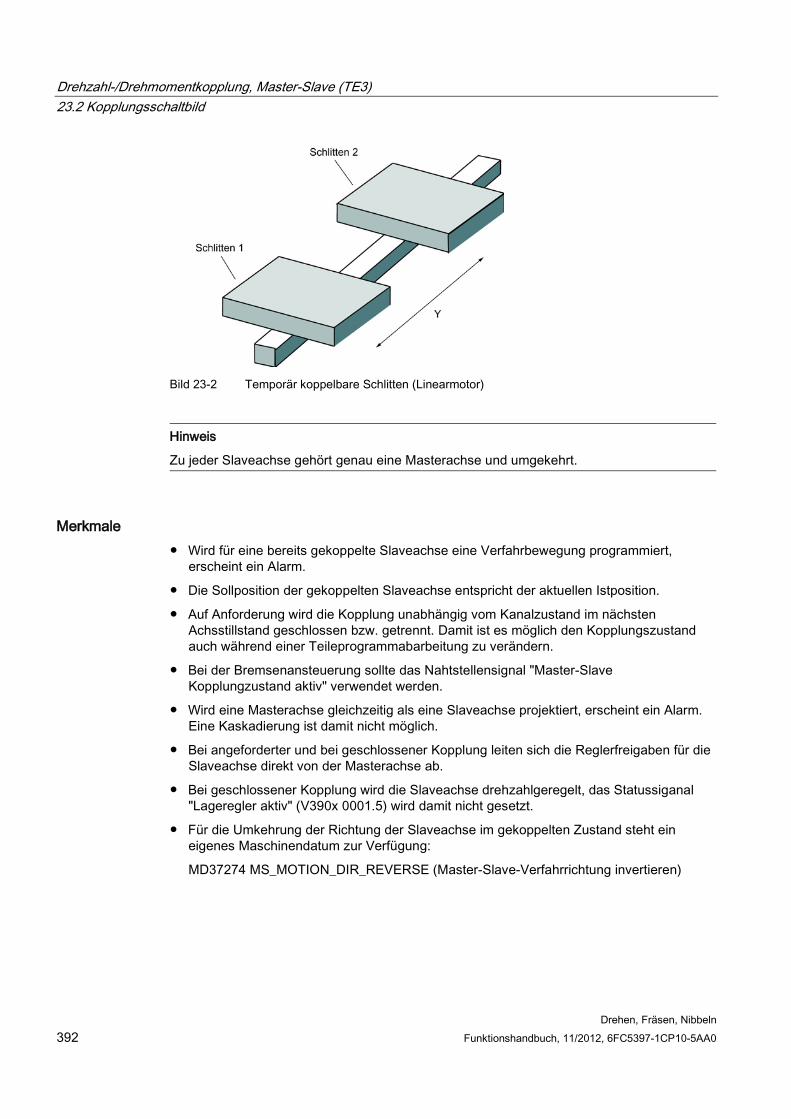
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.2 Kopplungsschaltbild
Drehen, Fräsen, Nibbeln 392 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bild 23-2 Temporär koppelbare Schlitten (Linearmotor)
Hinweis
Zu jeder Slaveachse gehört genau eine Masterachse und umgekehrt.
Merkmale ● Wird für eine bereits gekoppelte Slaveachse eine Verfahrbewegung programmiert,
erscheint ein Alarm.
● Die Sollposition der gekoppelten Slaveachse entspricht der aktuellen Istposition.
● Auf Anforderung wird die Kopplung unabhängig vom Kanalzustand im nächsten Achsstillstand geschlossen bzw. getrennt. Damit ist es möglich den Kopplungszustand auch während einer Teileprogrammabarbeitung zu verändern.
● Bei der Bremsenansteuerung sollte das Nahtstellensignal "Master-Slave Kopplungzustand aktiv" verwendet werden.
● Wird eine Masterachse gleichzeitig als eine Slaveachse projektiert, erscheint ein Alarm. Eine Kaskadierung ist damit nicht möglich.
● Bei angeforderter und bei geschlossener Kopplung leiten sich die Reglerfreigaben für die Slaveachse direkt von der Masterachse ab.
● Bei geschlossener Kopplung wird die Slaveachse drehzahlgeregelt, das Statussiganal "Lageregler aktiv" (V390x 0001.5) wird damit nicht gesetzt.
● Für die Umkehrung der Richtung der Slaveachse im gekoppelten Zustand steht ein eigenes Maschinendatum zur Verfügung:
MD37274 MS_MOTION_DIR_REVERSE (Master-Slave-Verfahrrichtung invertieren)
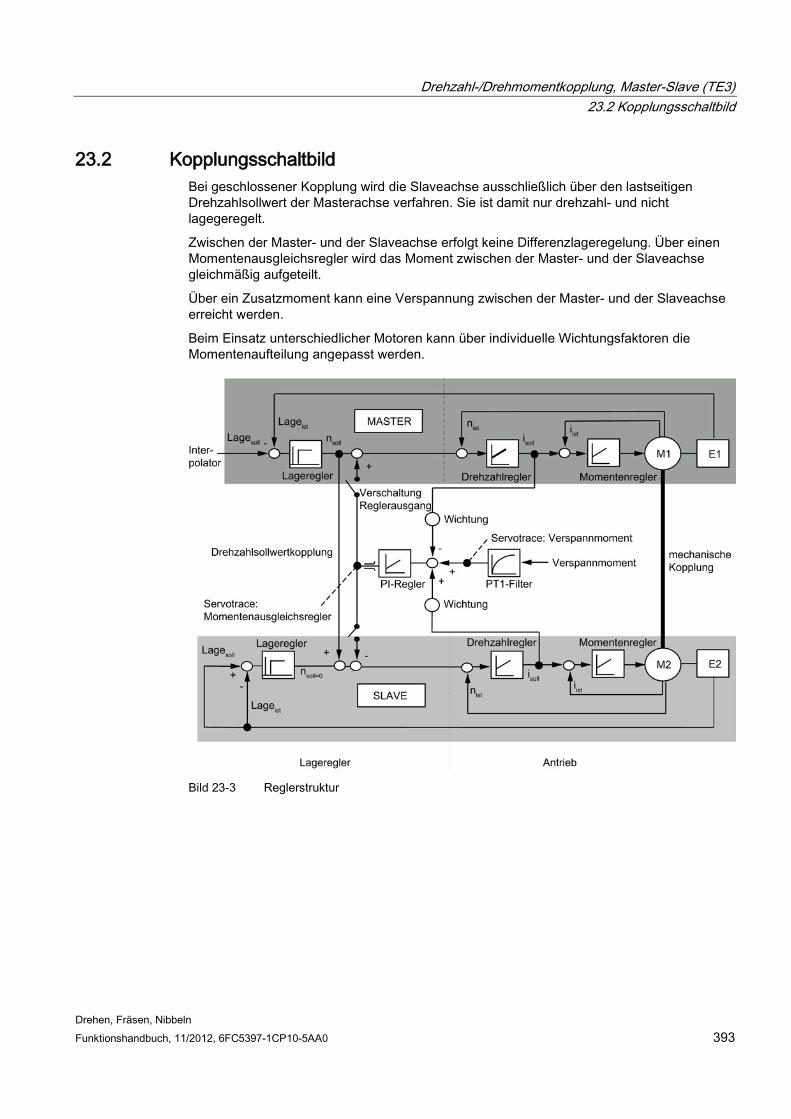
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.2 Kopplungsschaltbild
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 393
23.2 Kopplungsschaltbild Bei geschlossener Kopplung wird die Slaveachse ausschließlich über den lastseitigen Drehzahlsollwert der Masterachse verfahren. Sie ist damit nur drehzahl- und nicht lagegeregelt.
Zwischen der Master- und der Slaveachse erfolgt keine Differenzlageregelung. Über einen Momentenausgleichsregler wird das Moment zwischen der Master- und der Slaveachse gleichmäßig aufgeteilt.
Über ein Zusatzmoment kann eine Verspannung zwischen der Master- und der Slaveachse erreicht werden.
Beim Einsatz unterschiedlicher Motoren kann über individuelle Wichtungsfaktoren die Momentenaufteilung angepasst werden.
Bild 23-3 Reglerstruktur
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.3 Konfiguration einer Kopplung
Drehen, Fräsen, Nibbeln 394 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
23.3 Konfiguration einer Kopplung
Statisch Eine Master-Slave-Kopplung wird nur in der Slaveachse projektiert.
Jeder Slaveachse wird eine Masterachse für die Drehzahlsollwertkopplung und für die Momentenausgleichsregelung zugeordnet (Standardvoreinstellung).
Die in den folgenden Maschinendaten durchgeführte Zuordnung wird automatisch in jedem Steuerungshochlauf wirksam:
MD37252 MS_ASSIGN_MASTER_TORQUE_CTR
MD37250 MS_ASSIGN_MASTER_SPEED_CMD
23.4 Momentenausgleichsregler Ein PI-Regler berechnet aus der Momentendifferenz zwischen der Master- und der Slaveachse einen lastseitigen Zusatzdrehzahlsollwert. Dieser wird standardmäßig in der Master- und in der Slaveachse mit jeweils unterschiedlichen Vorzeichen auf den Führungsdrehzahlsollwert aufgeschaltet.
Die für die Momentenausgleichsregelung verwendeten Momentensollwerte werden im Antrieb geglättet (r0079). Die Glättungszeitkonstante wird in den Antriebsparameter p0045 eingetragen. Der Wert sollte in der Master- und der Slaveachse gleich eingestellt sein.
Der Verstärkungsfaktor MD37256 MS_TORQUE_CTRL_P_GAIN entspricht dem prozentualen Verhältnis der maximalen Achsgeschwindigkeit MD32000 MAX_AX_VELO zum Antriebsbezugsmoment (p2003) der Slaveachse.
In der Standardeinstellung ist der I-Anteil abgeschaltet.
Die Nachstellzeit MD37258 MS_TORQUE_CTRL_I_TIME wird in Sekunden eingegeben.
Der Ausgang des Momentenausgleichsreglers wird auf MD37260 MS_MAX_CTRL_VELO aktiv begrenzt.
Bei folgenden Einstellungen ist der Momentenausgleichsregler inaktiv:
● MD37254 MS_TORQUE_CTRL_MODE = 3
● MD37256 MS_TORQUE_CTRL_P_GAIN = 0.
Die Momentenaufteilung ist über die Eingangsgrößen des Momentenausgleichsreglers parametrierbar. Gewichtung der Antriebsmomente:
● Slaveachse: MD37268 MS_TORQUE_WEIGHT_SLAVE
● Masterachse: 100 - MD37268
Werden Motoren mit unterschiedlichen Nennmomenten eingesetzt, muss die 50% zu 50 % Standardaufteilung entsprechend angepasst werden.
Eine mechanische Kopplung ist beim Einsatz des Momentenausgleichsreglers unbedingt erforderlich. Anderenfalls könnten die beteiligten Antriebe aus dem Stillstand beschleunigen.
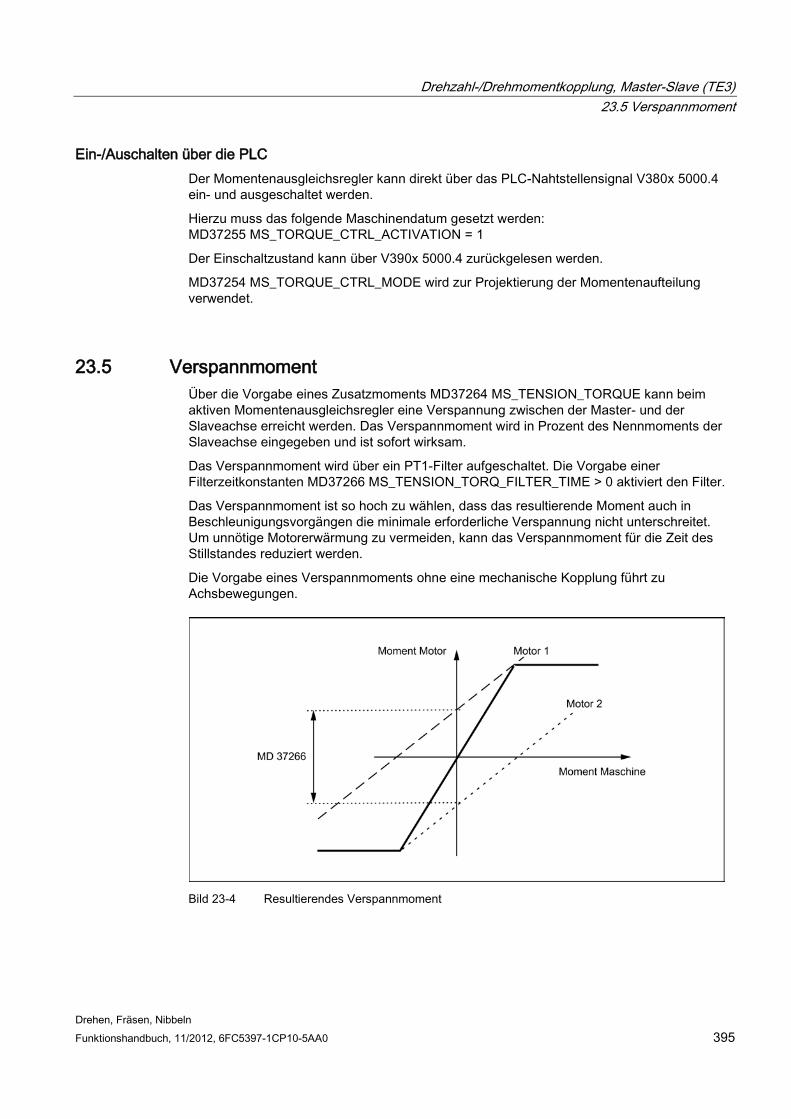
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.5 Verspannmoment
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 395
Ein-/Auschalten über die PLC Der Momentenausgleichsregler kann direkt über das PLC-Nahtstellensignal V380x 5000.4 ein- und ausgeschaltet werden.
Hierzu muss das folgende Maschinendatum gesetzt werden: MD37255 MS_TORQUE_CTRL_ACTIVATION = 1
Der Einschaltzustand kann über V390x 5000.4 zurückgelesen werden.
MD37254 MS_TORQUE_CTRL_MODE wird zur Projektierung der Momentenaufteilung verwendet.
23.5 Verspannmoment Über die Vorgabe eines Zusatzmoments MD37264 MS_TENSION_TORQUE kann beim aktiven Momentenausgleichsregler eine Verspannung zwischen der Master- und der Slaveachse erreicht werden. Das Verspannmoment wird in Prozent des Nennmoments der Slaveachse eingegeben und ist sofort wirksam.
Das Verspannmoment wird über ein PT1-Filter aufgeschaltet. Die Vorgabe einer Filterzeitkonstanten MD37266 MS_TENSION_TORQ_FILTER_TIME > 0 aktiviert den Filter.
Das Verspannmoment ist so hoch zu wählen, dass das resultierende Moment auch in Beschleunigungsvorgängen die minimale erforderliche Verspannung nicht unterschreitet. Um unnötige Motorerwärmung zu vermeiden, kann das Verspannmoment für die Zeit des Stillstandes reduziert werden.
Die Vorgabe eines Verspannmoments ohne eine mechanische Kopplung führt zu Achsbewegungen.
Bild 23-4 Resultierendes Verspannmoment
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.6 Aktivierung einer Kopplung
Drehen, Fräsen, Nibbeln 396 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
23.6 Aktivierung einer Kopplung Die Art der Aktivierung einer Master-Slave-Kopplung wird im folgenden Maschinendatum festgelegt:
MD37262 MS_COUPLING_ALWAYS_ACTIVE
Abhängig vom Maschinenaufbau unterscheidet man zwischen einer permanenten und einer temporären Master-Slave-Kopplung.
Nur über eine projektierte temporäre Master-Slave-Kopplung (MD37262 = 0) kann mit dem axialen PLC-Nahtstellensignal "Master/Slave Ein" (V380x 5000.7) und innerhalb eines Teileprogramms auch mit den folgenden Sprachbefehlen geschlossen und getrennt werden:
● MASLON(Slaveachse1)
● MASLOF(Slaveachse1)
Der Sollzustand der Kopplung entspricht immer der letzten Anforderung.
Der aktuelle Koppelzustand kann über das PLC-Nahtstellensignal "Master-Slave-Kopplung aktiv" (V390x 5000.7) in der Slaveachse ausgelesen werden.
Im Teileprogramm und aus den Synchronaktionen kann der aktuelle Koppelzustand über die Systemvariable der Slaveachse $AA_MASL_STAT ausgelesen werden.
Spindelkopplung Mit der Anweisung MASLOFS(Slv1) kann die Kopplung analog zu MASLOF getrennt und die Slavespindel automatisch abgebremst werden.
Hinweis
Eine permanente Kopplung (MD37262 = 1) bedarf keiner expliziten Aktivierung.
Steuerungsverhalten Die Steuerung verhält sich bei POWER ON, Betriebsartenwechsel, RESET, Satzsuchlauf und REPOS folgendermaßen:
● Eine über die PLC bzw. über die MASLON-Anweisung aktivierte Master-Slave-Kopplung bleibt über einen Betriebsartenwechsel, ein RESET oder Teileprogrammende erhalten.
● MASLON/MASLOF/MASLOFS wird beim Satzsuchlauf wirksam. Die Positionsänderungen einer gekoppelten Slaveachse und die Spindeldrehzahl müssen gesondert vom Anwender berechnet werden.
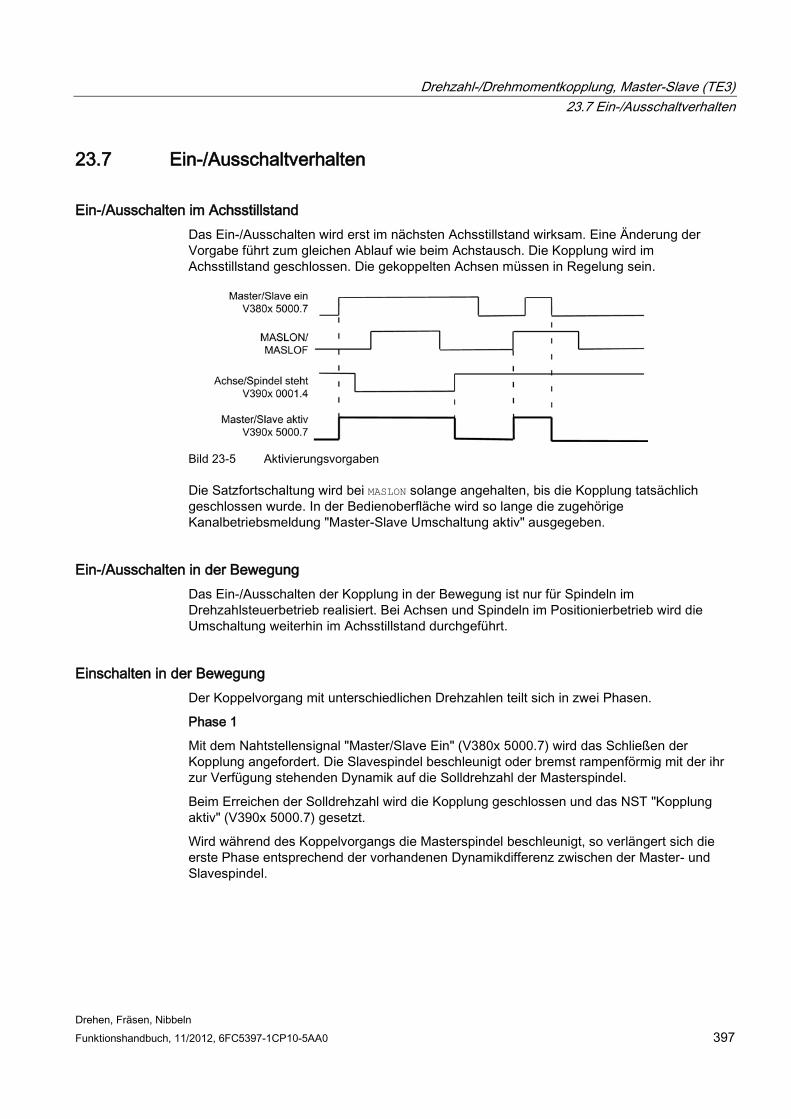
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.7 Ein-/Ausschaltverhalten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 397
23.7 Ein-/Ausschaltverhalten
Ein-/Ausschalten im Achsstillstand Das Ein-/Ausschalten wird erst im nächsten Achsstillstand wirksam. Eine Änderung der Vorgabe führt zum gleichen Ablauf wie beim Achstausch. Die Kopplung wird im Achsstillstand geschlossen. Die gekoppelten Achsen müssen in Regelung sein.
Bild 23-5 Aktivierungsvorgaben
Die Satzfortschaltung wird bei MASLON solange angehalten, bis die Kopplung tatsächlich geschlossen wurde. In der Bedienoberfläche wird so lange die zugehörige Kanalbetriebsmeldung "Master-Slave Umschaltung aktiv" ausgegeben.
Ein-/Ausschalten in der Bewegung Das Ein-/Ausschalten der Kopplung in der Bewegung ist nur für Spindeln im Drehzahlsteuerbetrieb realisiert. Bei Achsen und Spindeln im Positionierbetrieb wird die Umschaltung weiterhin im Achsstillstand durchgeführt.
Einschalten in der Bewegung Der Koppelvorgang mit unterschiedlichen Drehzahlen teilt sich in zwei Phasen.
Phase 1
Mit dem Nahtstellensignal "Master/Slave Ein" (V380x 5000.7) wird das Schließen der Kopplung angefordert. Die Slavespindel beschleunigt oder bremst rampenförmig mit der ihr zur Verfügung stehenden Dynamik auf die Solldrehzahl der Masterspindel.
Beim Erreichen der Solldrehzahl wird die Kopplung geschlossen und das NST "Kopplung aktiv" (V390x 5000.7) gesetzt.
Wird während des Koppelvorgangs die Masterspindel beschleunigt, so verlängert sich die erste Phase entsprechend der vorhandenen Dynamikdifferenz zwischen der Master- und Slavespindel.
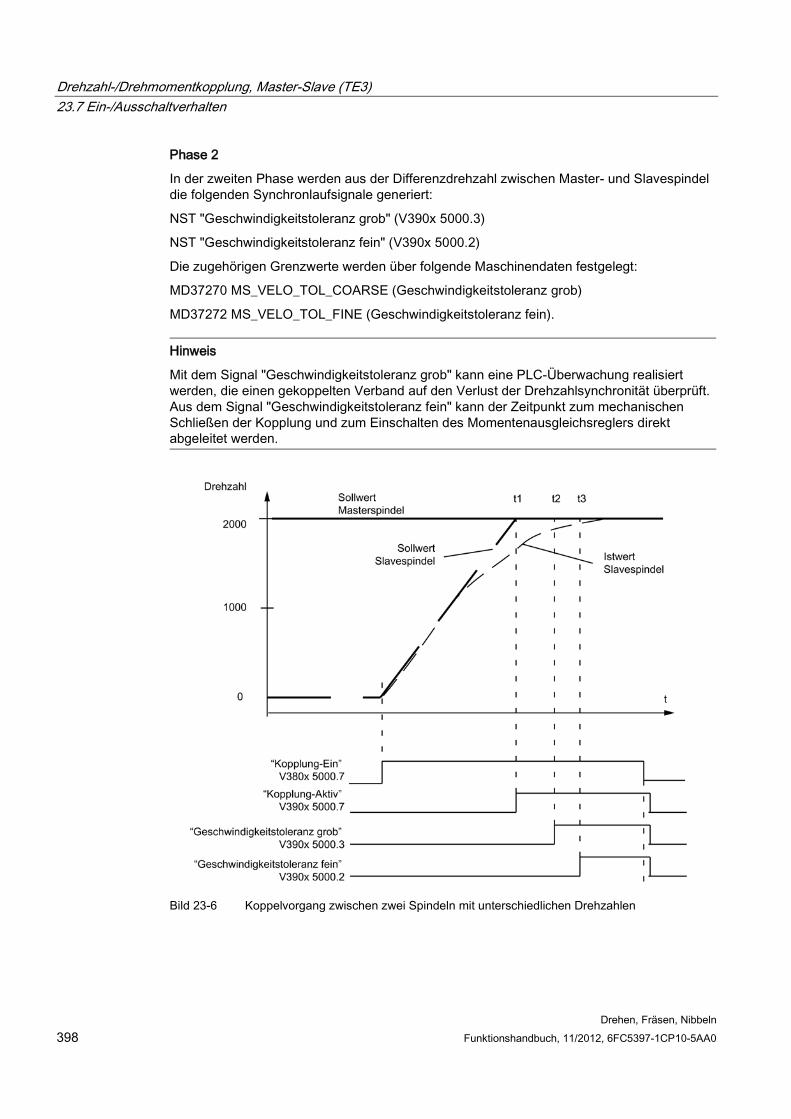
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.7 Ein-/Ausschaltverhalten
Drehen, Fräsen, Nibbeln 398 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Phase 2
In der zweiten Phase werden aus der Differenzdrehzahl zwischen Master- und Slavespindel die folgenden Synchronlaufsignale generiert:
NST "Geschwindigkeitstoleranz grob" (V390x 5000.3)
NST "Geschwindigkeitstoleranz fein" (V390x 5000.2)
Die zugehörigen Grenzwerte werden über folgende Maschinendaten festgelegt:
MD37270 MS_VELO_TOL_COARSE (Geschwindigkeitstoleranz grob)
MD37272 MS_VELO_TOL_FINE (Geschwindigkeitstoleranz fein).
Hinweis
Mit dem Signal "Geschwindigkeitstoleranz grob" kann eine PLC-Überwachung realisiert werden, die einen gekoppelten Verband auf den Verlust der Drehzahlsynchronität überprüft. Aus dem Signal "Geschwindigkeitstoleranz fein" kann der Zeitpunkt zum mechanischen Schließen der Kopplung und zum Einschalten des Momentenausgleichsreglers direkt abgeleitet werden.
Bild 23-6 Koppelvorgang zwischen zwei Spindeln mit unterschiedlichen Drehzahlen
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.7 Ein-/Ausschaltverhalten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 399
Ausschalten in der Bewegung Eine aktive Kopplung wird mit der MASLOF Anweisung getrennt.
Bei einer Spindel im Drehzahlsteuerbetrieb wird diese Anweisung unmittelbar ausgeführt. Die zu diesem Zeitpunkt drehende Slavespindel behält Ihre letzten Drehzahlen bis zur erneuten Drehzahlprogrammierung bei.
Um Slavespindeln beim Trennen der Kopplung automatisch abzubremsen kann die Anweisung MASLOFS verwendet werden. Bei Achsen und Spindeln im Positionierbetrieb wird die Kopplung weiterhin nur im Stillstand getrennt.
Hinweis
Bei MASLON und MASLOF entfällt der implizite Vorlaufstop. Bedingt durch den fehlenden Vorlaufstop liefern die $P-Systemvariablen der Slavespindel bis zum Zeitpunkt erneuter Programmierung keine aktualisierten Werte.
Koppelverhalten Bei Spindeln im Drehzahlsteuerbetrieb wird das Koppelverhalten von den Anweisungen MASLON, MASLOF, MASLOFS, MASLDEL und PLC mit dem NST "Master/Slave Ein" (V380x 5000.7) explizit über das folgende Maschinendatum festgelegt:
MD37263 MS_SPIND_COUPLING_MODE
MD37263 = 0
Das Koppeln und Trennen erfolgt ausschließlich im Stillstand.
Der aktuelle Kopplungszustand bleibt bis zum tatsächlichen Stillstand aller beteiligten Spindeln erhalten. Die MASLOFS Anweisung ist der MASLOF gleichwertig, ein automatisches Abbremsen der Slavespindel entfällt.
MD37263 = 1
Koppeln und Trennen erfolgt unmittelbar und damit auch in der Bewegung.
Beim Koppeln werden die Slavespindel automatisch auf die aktuelle Drehzahl der Masterspindel beschleunigt.
Beim Trennen behalten die zu diesem Zeitpunkt drehende Slavespindel ihre Drehzahl bis zur erneuten Drehzahlprogrammierung bei. Dagegen bremst eine mit MASLOFS getrennte Slavespindel automatisch ab.
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.8 Axiale Nahtstellensignale
Drehen, Fräsen, Nibbeln 400 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
23.8 Axiale Nahtstellensignale Bei angeforderter Master-Slave-Kopplung leiten sich die PLC-Achsfreigaben "Reglerfreigabe" (V380x 0002.1) und "Impulsfreigabe" (V380x 4001.7) der Slaveachse direkt aus den Vorgaben der Masterachse ab. Die eigenen PLC-Achsfreigaben der Slaveachse haben keine Auswirkung.
Die Wegnahme der Reglerfreigabe in der Masterachse führt innerhalb der projektierten Zeit von MD36610 auch zum interpolatorischen Abbremsen der Slaveachse. Die zugehörigen Drehzahl- und Stromreglerfreigaben einzelner Achsen werden erst nach Ablauf der Zeit von MD36620 weggenommen.
Um gleiches Bremsverhalten weiterhin sicherzustellen, sollte die im folgenden Maschinendatum eingestellte Zeit nach Möglichkeit in allen gekoppelten Achsen gleich eingestellt sein: MD36620 SERVO_DISABLE_DELAY_TIME
Ähnliches gilt für diese Antriebsparameter:
● p9560 (Impulslöschung Abschaltgeschwindigkeit)
● p1228 (Impulslöschung Verzögerungszeit)
Beim Fehlen der Antriebsstatussignale "Stromregler aktiv" (V390x 0001.7) oder "Drehzahlregler aktiv" (V390x 0001.6) in der Master- oder Slaveachse wird das PLC-Nahtstellensignal "Master/Slave aktiv" (V390x 5000.7) in der Slaveachse im Stillstand zurückgesetzt. Sind die Master- und die Slaveachse wieder in Regelung, wird das NST "Master/Slave aktiv" der Slaveachse gesetzt.
Mit folgendem NST wird der Momentenausgleichsregler durch die PLC eingeschaltet: V380x 5000.4. Im NST "Master/Slave Ausgleichr. aktiv" (V390x 5000.4) kann der Status des Momentenausgleichsreglers gelesen werden.
Hinweis
Bei geschlossener Kopplung wird die Slaveachse drehzahlgeregelt; das Statussignal "Lageregler aktiv" (V390x 0001.5) wird nicht gesetzt.
23.9 Axiale Überwachungen Bis auf die Drehzahlsollwert- und Istgeschwindigkeitsüberwachung sind axiale Überwachungen wie die Kontur- und die Stillstandsüberwachung in der Slaveachse wegen des fehlenden Lagereglers inaktiv. Die Lageregelkreisparameter wie Verstärkungsfaktor, Vorsteuerung, Symmetrierung können damit in der Master- und Slaveachse unterschiedlich eingestellt sein, ohne dass die Überwachungen ansprechen.
Um im Fehlerfall ein gleiches Bremsverhalten aller gekoppelten Achsen zu erreichen, wird bei aktiver Kopplung der gesamte Kopplungsverband mit der gleichen Alarmreaktion beaufschlagt.
Beim Aufheben von Fehlerzuständen wird ein Repositionieren von Slaveachsen auf die Unterbrechungsstelle unterdrückt.
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.10 Verhalten im Zusammenhang mit anderen Funktionen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 401
23.10 Verhalten im Zusammenhang mit anderen Funktionen
Funktionsgenerator Für die Vermessung des Drehzahlregelkreises bei geschlossener Master-Slave-Kopplung sollte in der Slaveachse MD37268 MS_TORQUE_WEIGHT_SLAVE auf einen kleinen Wert gesetzt werden. Eine mechanisch mitgeschleppte Slaveachse wird in solchem Fall nicht vom Momentenausgleichsregler am Verfahren gehindert.
Referenzpunktfahren Bei geschlossener Kopplung ist nur die Masterachse referenzierbar. Das Referenzieren von Slaveachsen wird unterdrückt. Die Slaveachse muss dafür nicht explizit aus der Referenzpflicht genommen werden. Der Referenzierstatus von gekoppelten Slaveachsen bleibt unverändert. Die Slaveachsposition ist im Regelfall ungleich der Masterachsposition. Diese Positionsdifferenz ist nicht von Bedeutung. Bei getrennter Kopplung kann jede der Achsen wie gewohnt einzeln referenziert werden.
Kompensationen Positionskorrekturen der Slaveachse wie Spindelsteigungsfehler-, Lose-, Temperatur- und Durchhangkompensation werden zwar gerechnet; der berechnete Kompensationswert wird aufgrund des fehlenden Lagereglers aber nicht wirksam.
Eine korrekte Verrechnung der Losekompensation setzt voraus, dass die Lose der Slaveachse im gekoppelten Zustand immer durch die Bewegung der Masterachse überfahren wird. Ein Aufheben der Kopplung innerhalb der Lose führt zum falschen Istwert der Slaveachse.
Dynamic Stiffness Control Der Kv-Faktor der Masterachse wird bei bestehender Kopplung in die Slaveachse kopiert und damit auch im Slaveantrieb wirksam. Es wird damit versucht, ein möglichst gleiches Regelverhalten im Antrieb der Master- und Slaveachse zu erreichen. MD32640 muss in allen gekoppelten Achsen gleich projektiert sein.
Drehzahlvorsteuerung Die Vorsteuerung in der Slaveachse muss nicht explizit aktiviert werden. Es gelten die aktuellen Einstellungen der Masterachse. Der Drehzahlvorsteuerwert der Masterachse ist bereits im Drehzahlsollwert der Slaveachse eingerechnet.
Im gekoppelten Zustand verändern sich die mechanischen Verhältnisse. Axial vorgenommene Einstellungen müssen entsprechend angepasst werden. Alle gekoppelten Antriebe sollten die gleiche Drehzahlreglerdynamik aufweisen.
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.10 Verhalten im Zusammenhang mit anderen Funktionen
Drehen, Fräsen, Nibbeln 402 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Gantry Wird zur Leistungsverstärkung auf jeder Seite des Gantry-Verbundes jeweils eine Master-Slave-Beziehung definiert, so dürfen nur die Leit- bzw. die Folgeachse als eine Masterachse betrieben werden.
Fahren auf Festanschlag Die Funktion Fahren auf Festanschlag ist bei aktiver Kopplung nur in der Masterachse programmierbar und wirkt sich auf die Master- und Slaveachse unterschiedlich aus:
● Der programmierte Wert wird in Prozent des Antriebsbezugsmoments der Masterachse ausgedrückt. Das Erreichen des Festanschlags wird von der Masterachse erkannt.
● Der programmierte Wert wird ebenfalls in der Slaveachse wirksam, bezieht sich aber auf das eigene Antriebsbezugsmoment der Slaveachse.
Bei unterschiedlichen Bezugsmomenten der Master- und der Slaveachse kann eine Angleichung über das folgende Maschinendatum der Slaveachse vorgenommen werden:
MD37014 FIXED_STOP_TORQUE_FACTOR
Die Vorgabe vom Faktor < 1 reduziert entsprechend das programmierte Klemmmoment in der Slaveachse.
Folgende Randbedingungen sind zu beachten:
● Eine Momentenaufteilung zwischen der Master- und der Slaveachse ist während der Klemmung nicht möglich, weil der Momentenausgleichsregler hierbei abgeschaltet wird.
● Zustandsänderungen der Master-Slave-Kopplung sind während Fahren auf Festanschlag unwirksam. Erst nach Abschluss der Funktion wird die Vorgabe eines neuen Zustands übernommen.
Gewichtsausgleich Das Zusatzmoment für den elektronischen Gewichtsausgleich (MD32460) wird unabhängig vom Kopplungszustand auch in der Slaveachse verrechnet.
Getriebestufenwechsel bei aktiver Master/Slave Kopplung Ein automatischer Getriebestufenwechsel in einer gekoppelten Slavespindel ist nicht möglich und kann nur indirekt mit Hilfe der Masterspindel realisiert werden. Der Zeitpunkt für den Getriebestufenwechsel leitet sich dann von der Mastespindel ab. Die Pendelbewegung der gekoppelten Slavespindel wird implizit durch die Pendelbewegung der Masterspindel erzeugt.
Im Gegensatz zur Masterspindel muss in der gekoppelten Slavespindel explizit der dazugehörige Parametersatz angewählt werden. Um die Parametersatzvorgabe zu ermöglichen, muss das folgende Maschinendatum auf den Wert 2 gesetzt sein:
MD35590 PARAMSET_CHANGE_ENABLE (Parametersatzwechsel möglich)
Bei Getriebestufenwechsel für die Master/Slave Spindel kann der dazugehörige Parametersatz-Index durch die PLC über die VDI-Nahtstelle aktiviert werden.
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.11 Randbedingungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 403
Hardware- und Software-Endschalter Die Überschreitung von Hard- und Software-Endschaltern wird in den gekoppelten Achsen erkannt; bei Slaveachsen wird der Software-Endschalter in der Regel überfahren. Die Alarmausgabe erfolgt jeweils in der Slaveachse, die Bremsung über die Masterachse.
Der nach dem Ansprechen des Slave-Software-Endschalters zurückgelegte Weg entspricht der Strecke, die von der Masterachse für die Bremsung benötigt wird.
Das Freifahren vom Endschalter erfolgt über die Masterachse, da die Kopplung erst dann getrennt werden kann, wenn die Ursache nicht mehr ansteht.
23.11 Randbedingungen
Hinweis
Die Funktion Master-Slave setzt voraus, dass die Master- und die Slaveachse auf derselben Steuerung 802D sl betrieben werden. Sie dürfen keine PLC-Achsen sein.
● Das Schließen und Trennen der Master-Slave Kopplung erfolgt im Achsstillstand.
● Verfahren von Slaveachsen bei geschlossener Kopplung ist nur über die Masterachse möglich.
● Beim Schließen der Kopplung über die Slaveachse wird die Masterachse automatisch abgebremst. Das führt zu asymmetrischem Verhalten beim Schließen und Trennen der Kopplung. Im Gegensatz zum Schließen findet beim Trennen kein automatisches Abbremsen statt.
● Wird für eine bereits gekoppelte Slaveachse eine Verfahrbewegung programmiert, erscheint der Alarm "14092 Kanal %1 Satz %2 Achse %3 ist falscher Achstyp".
● Die Sollposition der gekoppelten Slaveachse entspricht der aktuellen Istposition.
● Auf Anforderung wird die Kopplung unabhängig vom Kanalzustand im nächsten Achsstillstand geschlossen bzw. getrennt. Damit ist es möglich den Kopplungszustand auch während einer Teileprogrammabarbeitung zu verändern.
● In der Bremsenansteuerungslogik darf bei der Slaveachse das PLC-Nahtstellensignal V390x 0001.5 "Lageregler aktiv" nicht mehr ausgewertet werden. Dieses wird bei aktiver Kopplung nicht mehr gesetzt. Stattdessen sollte das Nahtstellensignal V390x 5000.7 "Master-Slave Kopplungzustand aktiv" verwendet werden.
● Wird eine Masterachse gleichzeitig als eine Slaveachse projektiert, erscheint der Alarm "26031 Achse %1 Konfigurationsfehler Master-Slave". Eine Kaskadierung ist damit nicht möglich.
● Bei angeforderter und bei geschlossener Kopplung leiten sich die Reglerfreigaben für die Slaveachse direkt von der Masterachse ab.
● Vor einem Getriebewechsel oder einer Stern-Dreieck Umschaltung ist die Master/Slave Kopplung auszuschalten.
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.12 Beispiele
Drehen, Fräsen, Nibbeln 404 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Rundachsen Modulo ● Bei der Slaveachse läuft der Istwert im Menü "System" Softkey "Service Anzeige" über
360° hinaus, auch wenn mit dem folgenden Maschinendatum für die Achse Modulo-Betrieb eingestellt wurde: MD30310 ROT_IS_MODULO
● Erst wenn die Kopplung deaktiviert wird, zeigen das Automatik-Grundbild und die Serviceanzeige den Istwert "Modulo 360°" an.
Spindeln ● Wird eine Master-Slave-Kopplung mit Spindeln aktiviert, so ist die Slave Achse im
Drehzahlsteuerbetrieb. Auch hierbei läuft der Istwert der Slaveachse in der Serviceanzeige über 360° hinaus. Es ist keine Modulorechnung aktiv. Im Automatikgrundbild wird der Wert jedoch "Modulo 360°" angezeigt.
● Beschleunigen von Spindeln an der Stromgrenze bietet im gekoppelten Zustand möglicherweise keine Stellreserve für den Momentenausgleichsregler mehr, um die gewünschte Momentenaufteilung zwischen Master und Slave einzuhalten.
● Die maximale Futterdrehzahl der Masterspindel ist kleiner bzw. gleich der von den Slavespindeln zu projektieren: MD35100 SPIND_VELO_LIMIT
● Die axiale Geschwindigkeitsüberwachung sollte der Futterdrehzahl angepasst werden: MD36200 AX_VELO_LIMIT
23.12 Beispiele
23.12.1 Master-Slave-Kopplung zwischen AX1=Master und AX2=Slave
Konfiguration 1. Maschinenachsnummer der Masterachse bei Drehzahlsollwertkopplung
MD37250 MS_ASSIGN_MASTER_SPEED_CMD[AX2] = 1
2. Masterachse bei Momentenaufteilung gleich der Masterachse bei Drehzahlsollwertkopplung
MD37252 MS_ASSIGN_MASTER_TORQUE_CTR[AX2] = 0
3. Parametrierung der Master-Slave Kopplung
MD37253 MS_FUNCTION_MASK = 1
4. Permanente Kopplung
MD37262 MS_COUPLING_ALWAYS_ACTIVE[AX2] = 1
5. Momentenaufschaltung erfolgt sowohl in der Master- wie in der Slaveachse
MD37254 MS_TORQUE_CTRL_MODE[AX2] = 0
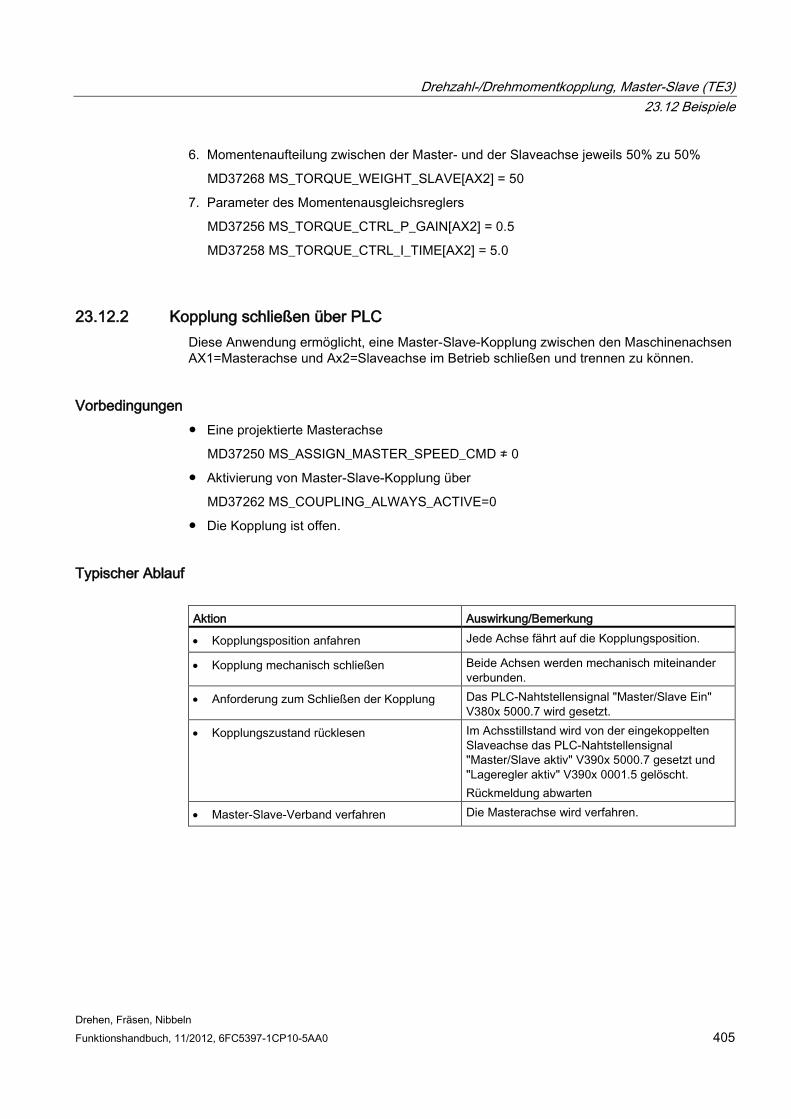
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.12 Beispiele
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 405
6. Momentenaufteilung zwischen der Master- und der Slaveachse jeweils 50% zu 50%
MD37268 MS_TORQUE_WEIGHT_SLAVE[AX2] = 50
7. Parameter des Momentenausgleichsreglers
MD37256 MS_TORQUE_CTRL_P_GAIN[AX2] = 0.5
MD37258 MS_TORQUE_CTRL_I_TIME[AX2] = 5.0
23.12.2 Kopplung schließen über PLC Diese Anwendung ermöglicht, eine Master-Slave-Kopplung zwischen den Maschinenachsen AX1=Masterachse und Ax2=Slaveachse im Betrieb schließen und trennen zu können.
Vorbedingungen ● Eine projektierte Masterachse
MD37250 MS_ASSIGN_MASTER_SPEED_CMD ≠ 0
● Aktivierung von Master-Slave-Kopplung über
MD37262 MS_COUPLING_ALWAYS_ACTIVE=0
● Die Kopplung ist offen.
Typischer Ablauf Aktion Auswirkung/Bemerkung
• Kopplungsposition anfahren Jede Achse fährt auf die Kopplungsposition.
• Kopplung mechanisch schließen Beide Achsen werden mechanisch miteinander verbunden.
• Anforderung zum Schließen der Kopplung Das PLC-Nahtstellensignal "Master/Slave Ein" V380x 5000.7 wird gesetzt.
• Kopplungszustand rücklesen Im Achsstillstand wird von der eingekoppelten Slaveachse das PLC-Nahtstellensignal "Master/Slave aktiv" V390x 5000.7 gesetzt und "Lageregler aktiv" V390x 0001.5 gelöscht. Rückmeldung abwarten
• Master-Slave-Verband verfahren Die Masterachse wird verfahren.
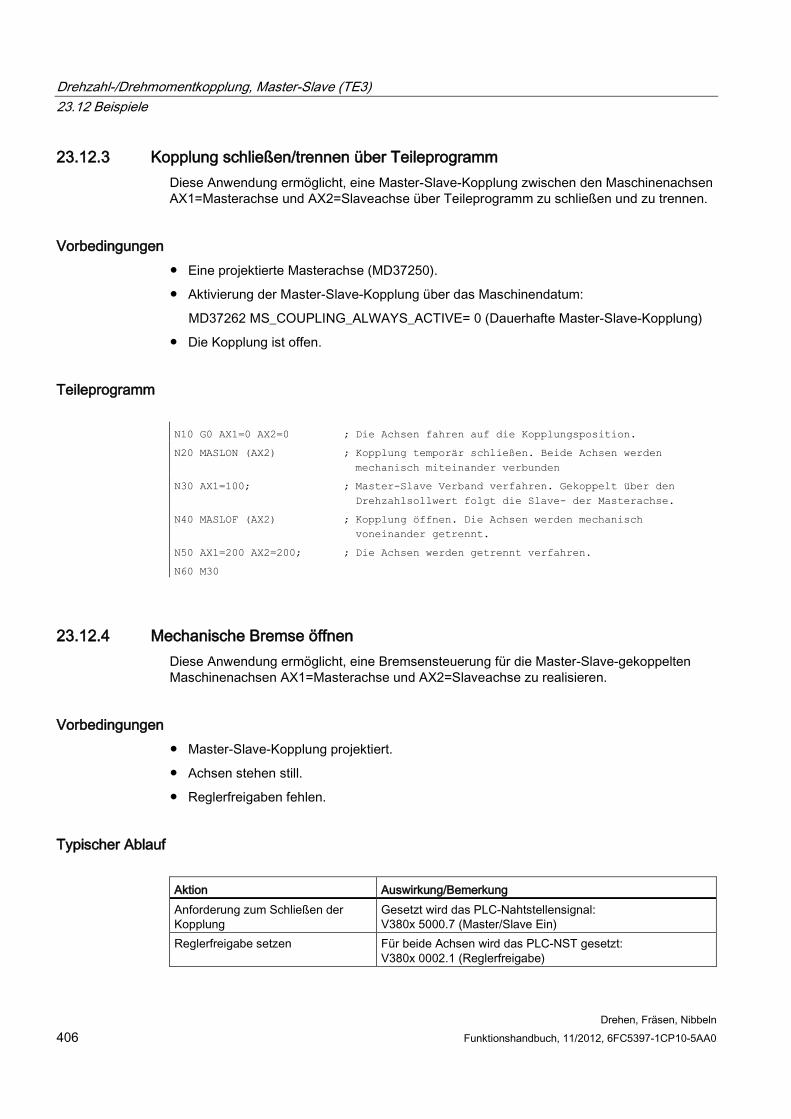
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.12 Beispiele
Drehen, Fräsen, Nibbeln 406 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
23.12.3 Kopplung schließen/trennen über Teileprogramm Diese Anwendung ermöglicht, eine Master-Slave-Kopplung zwischen den Maschinenachsen AX1=Masterachse und AX2=Slaveachse über Teileprogramm zu schließen und zu trennen.
Vorbedingungen ● Eine projektierte Masterachse (MD37250).
● Aktivierung der Master-Slave-Kopplung über das Maschinendatum:
MD37262 MS_COUPLING_ALWAYS_ACTIVE= 0 (Dauerhafte Master-Slave-Kopplung)
● Die Kopplung ist offen.
Teileprogramm N10 G0 AX1=0 AX2=0 ; Die Achsen fahren auf die Kopplungsposition.
N20 MASLON (AX2) ; Kopplung temporär schließen. Beide Achsen werden mechanisch miteinander verbunden
N30 AX1=100; ; Master-Slave Verband verfahren. Gekoppelt über den Drehzahlsollwert folgt die Slave- der Masterachse.
N40 MASLOF (AX2) ; Kopplung öffnen. Die Achsen werden mechanisch voneinander getrennt.
N50 AX1=200 AX2=200; ; Die Achsen werden getrennt verfahren.
N60 M30
23.12.4 Mechanische Bremse öffnen Diese Anwendung ermöglicht, eine Bremsensteuerung für die Master-Slave-gekoppelten Maschinenachsen AX1=Masterachse und AX2=Slaveachse zu realisieren.
Vorbedingungen ● Master-Slave-Kopplung projektiert.
● Achsen stehen still.
● Reglerfreigaben fehlen.
Typischer Ablauf Aktion Auswirkung/Bemerkung Anforderung zum Schließen der Kopplung
Gesetzt wird das PLC-Nahtstellensignal: V380x 5000.7 (Master/Slave Ein)
Reglerfreigabe setzen Für beide Achsen wird das PLC-NST gesetzt: V380x 0002.1 (Reglerfreigabe)
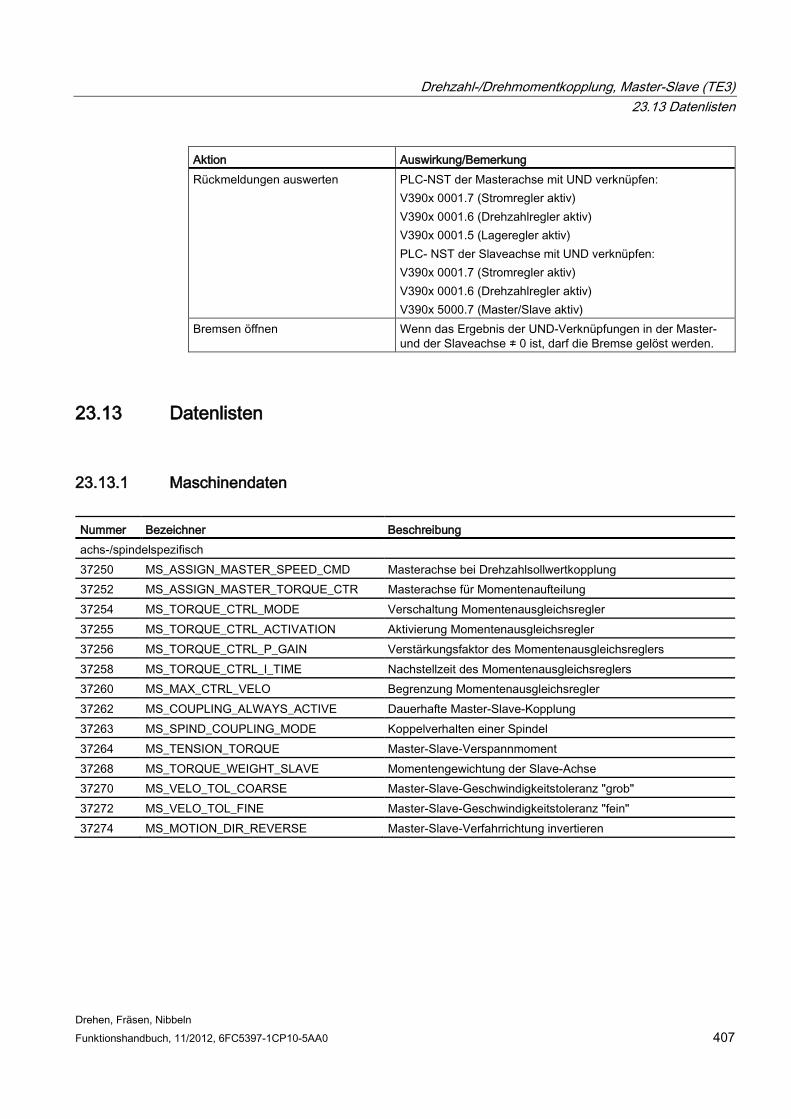
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.13 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 407
Aktion Auswirkung/Bemerkung Rückmeldungen auswerten PLC-NST der Masterachse mit UND verknüpfen:
V390x 0001.7 (Stromregler aktiv) V390x 0001.6 (Drehzahlregler aktiv) V390x 0001.5 (Lageregler aktiv) PLC- NST der Slaveachse mit UND verknüpfen: V390x 0001.7 (Stromregler aktiv) V390x 0001.6 (Drehzahlregler aktiv) V390x 5000.7 (Master/Slave aktiv)
Bremsen öffnen Wenn das Ergebnis der UND-Verknüpfungen in der Master- und der Slaveachse ≠ 0 ist, darf die Bremse gelöst werden.
23.13 Datenlisten
23.13.1 Maschinendaten
Nummer Bezeichner Beschreibung achs-/spindelspezifisch 37250 MS_ASSIGN_MASTER_SPEED_CMD Masterachse bei Drehzahlsollwertkopplung 37252 MS_ASSIGN_MASTER_TORQUE_CTR Masterachse für Momentenaufteilung 37254 MS_TORQUE_CTRL_MODE Verschaltung Momentenausgleichsregler 37255 MS_TORQUE_CTRL_ACTIVATION Aktivierung Momentenausgleichsregler 37256 MS_TORQUE_CTRL_P_GAIN Verstärkungsfaktor des Momentenausgleichsreglers 37258 MS_TORQUE_CTRL_I_TIME Nachstellzeit des Momentenausgleichsreglers 37260 MS_MAX_CTRL_VELO Begrenzung Momentenausgleichsregler 37262 MS_COUPLING_ALWAYS_ACTIVE Dauerhafte Master-Slave-Kopplung 37263 MS_SPIND_COUPLING_MODE Koppelverhalten einer Spindel 37264 MS_TENSION_TORQUE Master-Slave-Verspannmoment 37268 MS_TORQUE_WEIGHT_SLAVE Momentengewichtung der Slave-Achse 37270 MS_VELO_TOL_COARSE Master-Slave-Geschwindigkeitstoleranz "grob" 37272 MS_VELO_TOL_FINE Master-Slave-Geschwindigkeitstoleranz "fein" 37274 MS_MOTION_DIR_REVERSE Master-Slave-Verfahrrichtung invertieren
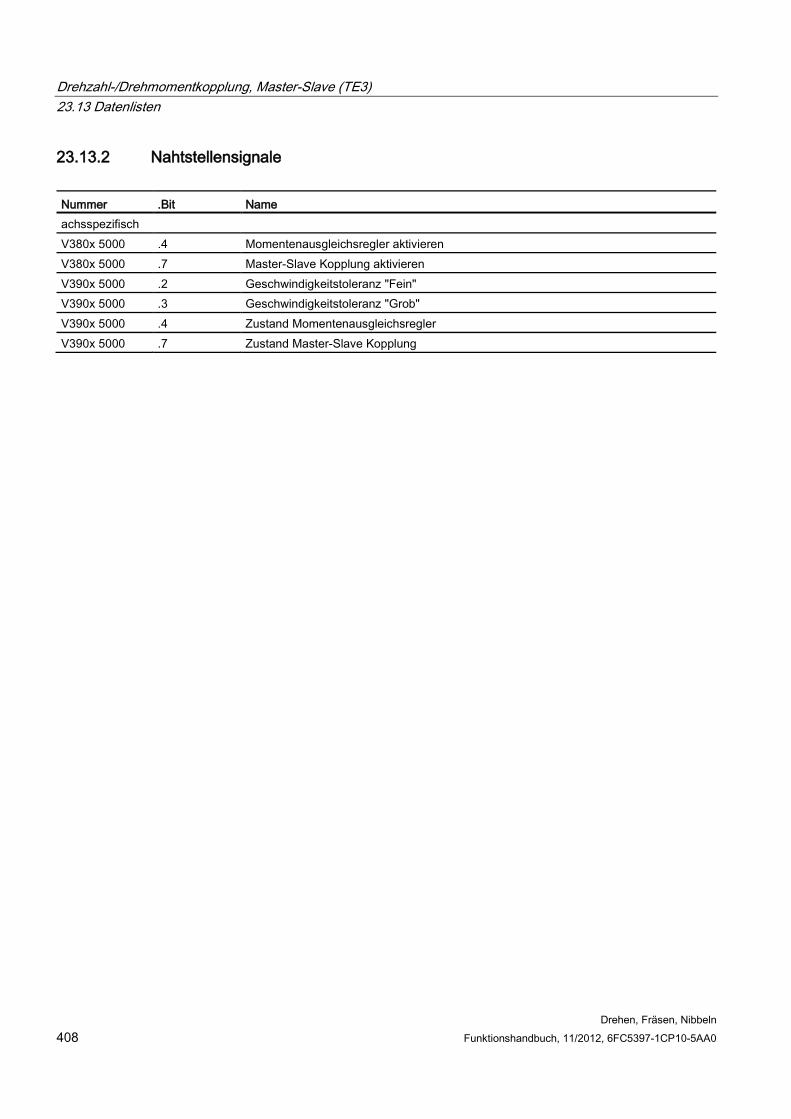
Drehzahl-/Drehmomentkopplung, Master-Slave (TE3) 23.13 Datenlisten
Drehen, Fräsen, Nibbeln 408 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
23.13.2 Nahtstellensignale
Nummer .Bit Name achsspezifisch V380x 5000 .4 Momentenausgleichsregler aktivieren V380x 5000 .7 Master-Slave Kopplung aktivieren V390x 5000 .2 Geschwindigkeitstoleranz "Fein" V390x 5000 .3 Geschwindigkeitstoleranz "Grob" V390x 5000 .4 Zustand Momentenausgleichsregler V390x 5000 .7 Zustand Master-Slave Kopplung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 409
Vorschub (V1) 24 24.1 Bahnvorschub F
Funktionalität Der Vorschub F ist die Bahngeschwindigkeit des Werkzeuges entlang der programmierten Werkstückkontur. Die einzelnen Achsgeschwindigkeiten ergeben sich hierbei aus dem Anteil des Achsweges am Bahnweg.
Der Vorschub F wirkt bei den Interpolationsarten G1, G2, G3, CIP, CT und bleibt solange in einem Programm erhalten, bis ein neues F-Wort geschrieben wird.
Literatur:
/BP_/ Bedienen und Programmieren
Maßeinheit für F: G94, G95 Die Maßeinheit des F-Wortes wird von G-Funktionen bestimmt:
● G94 F als Vorschub in mm/min bzw. inch/min
● G95 F als Vorschub in mm/Umdrehung der Spindel bzw. inch/Umdrehung
(nur sinnvoll, wenn Spindel läuft!)
Das inch-Maßsystem gilt bei G700 oder Systemeinstellung "inch" mit MD10240 SCALING_SYSTEM_IS_METRIC=0.
Maßeinheit für F bei G96, G97 Für Drehmaschinen ist die Gruppe mit G94, G95 noch um die Funktionen G96, G97 für die konstante Schnittgeschwindigkeit (EIN/AUS) erweitert. Diese Funktionen haben zusätzlich noch Einfluss auf das S-Wort.
Bei eingeschalteter G96-Funktion wird die Spindeldrehzahl dem augenblicklich bearbeiteten Werkstückdurchmesser (Planachse) derart angepasst, dass eine programmierte Schnittgeschwindigkeit S an der Werkzeugschneide konstant bleibt (Spindeldrehzahl mal Durchmesser = konstant).
Das S-Wort wird ab dem Satz mit G96 als Schnittgeschwindigkeit gewertet. G96 ist modal wirksam bis auf Widerruf durch eine andere G-Funktion der Gruppe (G94, G95, G97).
Der Vorschub F wird hierbei stets in der Maßeinheit mm/Umdrehung bzw. inch/Umdrehung gewertet (wie bei G95).
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln 410 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Maximale Bahngeschwindigkeit Die maximale Bahngeschwindigkeit ergibt sich aus den Maximalgeschwindigkeiten der beteiligten Achsen (MD32000 MAX_AX_VELO) und ihrem Anteil am Bahnweg. Die im Maschinendatum hinterlegte Maximalgeschwindigkeit einer Achse kann nicht überschritten werden.
Vorschubkorrektur bei Kreisen CFC Beim Bearbeiten von Kreiskonturen mit Fräswerkzeugen und eingeschalteter Werkzeugradiuskorrektur (G41/G42) ist es notwendig, den Vorschub am Fräsermittelpunkt zu korrigieren, wenn der programmierte F-Wert an der Kreiskontur wirken soll. Bei eingeschalteter Vorschubkorrektur CFC wird Innen- und Außenkreisbearbeitung automatisch erkannt.
Mit CFTCP ist die Vorschubkorrektur ausschaltbar.
Literatur:
/BP_/ Bedienen und Programmieren
Nahtstellensignale Bei aktivem Umdrehungsvorschub ist NST "Umdrehungsvorschub aktiv" (V3300 0001.2) gesetzt.
Bei aktiver G96-Funktion ist NST "Konstante Schnittgeschwindigkeit aktiv" (V390x 2002.0) für die Spindel gesetzt.
Alarme ● Ist kein F-Wort bei G1, G2, G3, ... programmiert, so wird der Alarm 10860 ausgegeben.
Es kann keine Achsbewegung erfolgen. Beachten Sie jedoch: SD42110 DEFAULT_FEED!
● Bei Programmierung von F0 wird der Alarm 14800 ausgegeben.
● Steht die Spindel bei aktivem G95, so kann keine Achsbewegung erfolgen. Es wird kein Alarm ausgegeben.
Hinweise ● Bei aktivierter Funktion "Probelaufvorschub" und Starten des Programms werden die
Vorschübe, die in Verbindung mit G1, G2, G3, CIP, CT programmiert sind, durch den im SD42100 DRY_RUN_FEED hinterlegten Vorschubwert ersetzt, siehe Kapitel "Programmbearbeitung mit Probelaufvorschub (DRY)(K1)"
● Die Geschwindigkeit der Verfahrbewegung einer Achse bei JOG wird durch Maschinendaten/Settingdaten festgelegt. Die ausführliche Beschreibung der Geschwindigkeiten einschließlich der möglichen "Eilgangüberlagerung" finden Sie im Kapitel "Handfahren und Handradfahren (H1)"
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 411
24.1.1 Vorschub bei G33, G34, G35 (Gewindeschneiden)
Hinweis
Gewindeschneiden mit G33, G34, G35 ist bei den Versionen G/N plus und pro nicht verfügbar.
Arten des Gewindeschneidens G33 - Gewinde mit konstanter Steigung
G34 - Gewinde mit (linear) zunehmender Steigung
G35 - Gewinde mit (linear) abnehmender Steigung
Geschwindigkeit der Achsen Bei G33-, G34- oder G35-Gewinden ergibt sich die Geschwindigkeit der Achsen für die Gewindelänge aus der eingestellten Spindeldrehzahl und der programmierten Gewindesteigung. Die im MD32000 MAX_AX_VELO festgelegte maximale Achsgeschwindigkeit kann jedoch nicht überschritten werden.
Der Vorschub F ist nicht relevant. Er bleibt jedoch gespeichert.
Aus der eingestellten Spindeldrehzahl (S) und der programmierten Gewindesteigung (K) ergibt sich die Geschwindigkeit der Achse, z. B., bei einem Zylindergewinde:
Fz [mm/min] = Drehzahl S [U/min] * Gewindesteigung K [mm/U]
Hinweis
Bei G34 und G35 wird unter der Adresse F die Steigungsänderung in mm/U2 programmiert.
Literatur:
/BP_/ Bedienen und Programmieren
Minimale Spindeldrehzahl Um einen Rundlauf bei geringen Drehzahlen sicher zu stellen, darf eine minimale Spindeldrehzahl nicht unterschritten werden. Diese Drehzahl ist über das SD43210 SPIND_MIN_VELO_G25 (Minimale Spindeldrehzahl) und je Getriebestufe mit MD35140 GEAR_STEP_MIN_VELO_LIMIT (Minimaldrehzahl für Getriebestufenwechsel) einstellbar. Die minimale Spindeldrehzahl kann im Teileprogramm mit G25 verändert werden.
NC-STOP, Einzelsatz NC-STOP und Einzelsatz wirkt erst am Ende einer Gewindekettung.
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln 412 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Informationen ● Der Spindeldrehzahlkorrekturschalter (Override-Spindel) sollte bei Gewindebearbeitung
unverändert bleiben.
● Der Vorschubkorrekturschalter hat in einem Satz mit G33, G34, G35 keine Bedeutung.
Programmierbarer Ein- und Auslaufweg: DITS, DITE Der Ein- und Auslaufweg ist zum benötigten Gewinde zusätzlich zu verfahren. In diesen Bereichen findet der Hochlauf bzw. das Bremsen der Achse (bei Kegelgewinde beider Achsen) statt. Dieser Weg ist abhängig von der Gewindesteigung, Spindeldrehzahl und der Dynamik der Achse (Projektierung).
Ist der zur Verfügung stehende Weg für Einlauf oder Auslauf begrenzt, dann ist gegebenenfalls die Spindeldrehzahl so zu reduzieren, dass dieser Weg ausreicht. Um in diesen Fällen dennoch günstige Schnittwerte und kurze Bearbeitungszeiten zu erzielen bzw. die Problematik einfacher zu handhaben, kann der Ein- und Auslaufweg im Programm extra angegeben werden.
Ohne Angabe wirken Werte aus Settindaten (SD). Die Angaben im Programm werden in das SD42010 THREAD_RAMP_DISP[0] ... [1] geschrieben.
Reicht dieser Weg zum Verfahren mit der projektierten Achsbeschleunigung nicht aus, wird die Achse beschleunigungsmäßig überlastet. Für den Gewindeeinlauf wird dann der Alarm 22280 "Programmierter Einlaufweg zu kurz" gemeldet. Der Alarm ist rein informativ und hat keine Auswirkungen auf die Teileprogramm-Abarbeitung.
Der Auslaufweg wirkt am Gewinde-Ende als Überschleifabstand. Damit wird eine stoßfreie Änderung der Achsbewegung beim Abheben erreicht.
Programmierung DITS= ...: Einlaufweg des Gewindes
DITE= ...: Auslaufweg des Gewindes
Literatur:
/BP_/ Bedienen und Programmieren
SD42010 Unter DITS und DITE werden ausschließlich Wege - jedoch keine Positionen programmiert.
Mit den Teileprogrammanweisungen korrespondiert das Settingdatum SD42010 THREAD_RAMP_DISP[0], ...[1], welches folgendes Beschleunigungsverhalten der Achse beim Gewindeschneiden festlegt ([0]- Einlauf, [1]- Auslauf):
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 413
● SD42010 = < 0 bis -1:
Start/Bremsen der Vorschubachse erfolgt mit projektierter Beschleunigung. Der Ruck wirkt entsprechend der aktuellen Programmierung BRISK/SOFT.
● SD42010 = 0:
Start/Bremsen der Vorschubachse beim Gewindeschneiden erfolgt sprungförmig.
● SD42010 = > 0:
Es wird der Gewindehochlauf-/Bremsweg vorgegeben. Zur Vermeidung des Technologiealarms 22280 sind bei sehr kleinen Einlauf- bzw. Auslaufwegen die Beschleunigungsgrenzen der Achse zu beachten.
Hinweis
DITE wirkt am Gewinde-Ende als Überschleifabstand. Damit wird eine stoßfreie Änderung der Achsbewegung erreicht.
Gewindesteigungsänderung F bei G34, G35 Ist die Anfangs- und Endsteigung eines Gewindes bekannt, dann kann die zu programmierende Gewindesteigungsänderung F nach folgender Gleichung berechnet werden:
Dabei bedeuten: Ke Gewindesteigung der Achszielpunktkoordinate [mm/U] Ka Gewindeanfangssteigung (unter I, K progr.) [mm/U] LG Gewindelänge in [mm]
24.1.2 Vorschub bei G63 (Gewindebohren mit Ausgleichsfutter)
Hinweis
Gewindebohren mit Ausgleichsfutter ist bei den Versionen G/N plus und pro nicht verfügbar.
Vorschub F Bei G63 muss ein Vorschub F programmiert werden. Er muss zur gewählten Spindeldrehzahl S (programmiert oder eingestellt) und zur Gewindesteigung des Bohrers passen:
Vorschub F[mm/min] = Drehzahl S [U/min] x Gewindesteigung [mm/U]
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln 414 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Das Ausgleichsfutter nimmt hierbei auftretende Wegdifferenzen der Bohrachse in beschränktem Maße auf.
Literatur /BP_/ Bedienen und Programmieren
24.1.3 Vorschub bei G331, G332 (Gewindebohren ohne Ausgl.-futter)
Hinweis
Gewindebohren ohne Ausgleichsfutter ist bei den Versionen G/N plus und pro nicht verfügbar.
Geschwindigkeit der Achse Bei G331/G332-Gewindebohren ergibt sich die Geschwindigkeit der Achse für die Gewindelänge aus der wirksamen Spindeldrehzahl S und der programmierten Gewindesteigung. Die im MD32000 MAX_AX_VELO festgelegte maximale Achsgeschwindigkeit kann jedoch nicht überschritten werden.
Der Vorschub F ist nicht relevant. Er bleibt jedoch gespeichert.
Nahtstellensignal Bei aktiver G331/G332-Funktion ist NST "Gewindebohren ohne Ausgleichsfutter aktiv" (V390x 2002.3) für die Spindel gesetzt.
Hinweis
Auf ein Ausgleichsfutter beim Gewindebohren kann nur verzichtet werden, wenn eine exakte dynamische Abstimmung von Spindel und beteiligter Achse vorgenommen wurde. Bei G331/G332 wird automatisch der Parametersatz n (0...5) der Achse wirksam, der auch für die aktuelle Getriebestufe der Spindel wirkt (M40, M41 bis M45 - siehe auch Kapitel "Spindel (S1)").
Allgemein wird die Achse der trägeren Spindel angepasst.
Literatur /BP_/ Bedienen und Programmieren
Vorschub (V1) 24.1 Bahnvorschub F
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 415
24.1.4 Vorschub bei Fase/Rundung: FRC, FRCM
Fase/Rundung In eine Konturecke können Sie die Elemente Fase (CHF bzw. CHR) oder Rundung (RND) einfügen. Wollen Sie mehrere Konturecken hintereinander gleichartig verrunden, so erreichen Sie dies mit "Modales Verrunden" (RNDM)
Den Vorschub für die Fase/Rundung können Sie mit FRC=... (satzweise) oder FRCM= ... (modal) programmieren. Sind FRC/FRCM nicht programmiert, gilt der normale Vorschub F.
Programmierung FRC=... Satzweiser Vorschub für Fase/Rundung Wert > 0: Vorschub in mm/min bei G94 bzw. mm/Umdr. bei G95 FRCM=... Modaler Vorschub für Fase/Rundung Wert > 0: Vorschub in mm/min (G94) bzw. mm/Umdr (G95) Modaler Vorschub für Fase/Rundung EIN Wert = 0: Modaler Vorschub für Fase/Rundung AUS Für die Fase/Rundung gilt der Vorschub F
Hinweise ● F, FRC, FRCM wirkt nicht, wenn eine Fase mit G0 verfahren wird. Wirkt bei
Fase/Rundung der Vorschub F, so gilt standardmäßig der Wert aus dem Satz, der von der Ecke wegführt. Andere Einstellungen sind über Maschinendatum MD20201 CHFRND_MODE_MASK projektierbar.
● Zwischen zwei Sätzen mit Verfahrinformationen für Fase/Rundung (Achsen der Ebene) dürfen maximal 3 Sätze ohne entsprechende Informationen stehen. Bei mehr Sätzen ohne Achsangaben in der Ebene und bestehender Anweisung zum Einfügen von Fase oder Rundung, wird ein Alarm ausgelöst.
Vorschub (V1) 24.2 Eilgang G0
Drehen, Fräsen, Nibbeln 416 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
24.2 Eilgang G0
Anwendung Die Eilgangsbewegung G0 wird zum schnellen Positionieren des Werkzeuges benutzt, jedoch nicht zur direkten Werkstückbearbeitung. Es können alle Achsen gleichzeitig verfahren werden. Hierbei ergibt sich eine gerade Bahn.
Für jede Achse ist die maximale Geschwindigkeit (Eilgang) im Maschinendatum MD32000 MAX_AX_VELO festgelegt. Verfährt nur eine Achse, so verfährt sie mit ihrem Eilgang. Werden z. B. zwei Bahnachsen gleichzeitig verfahren, so wird die Bahngeschwindigkeit (resultierende Geschwindigkeit) so gewählt, dass sich die größtmögliche Bahngeschwindigkeit unter Berücksichtigung beider Achsen ergibt.
Haben z. B. zwei Achsen die gleiche maximale Geschwindigkeit und auch den gleichen Bahnweg zurückzulegen, so beträgt die Bahngeschwindigkeit = 1,41 * max. Achsgeschwindigkeit.
Der Vorschub F ist bei G0 nicht relevant. Er bleibt jedoch gespeichert.
Korrektur Eilgang Über Bedienbereich "Position" ->Softkey "Programmbeeinflussung" kann in der Betriebsart AUTOMATIK aktiviert werden, dass der Korrekturschalter für den Vorschub auch für den Eilgang wirkt. Die aktive Funktion wird in der Statuszeile mit ROV angezeigt. Hierbei wird von HMI an PLC das NST "Vorschubkorrektur für Eilgang angwählt" (V1700 0001.3) gesetzt. Vom PLC-Anwenderprogramm muss dieses Signal auf das NST "Eilgangskorrektur wirksam" (V3200 0006.6) gelegt werden.
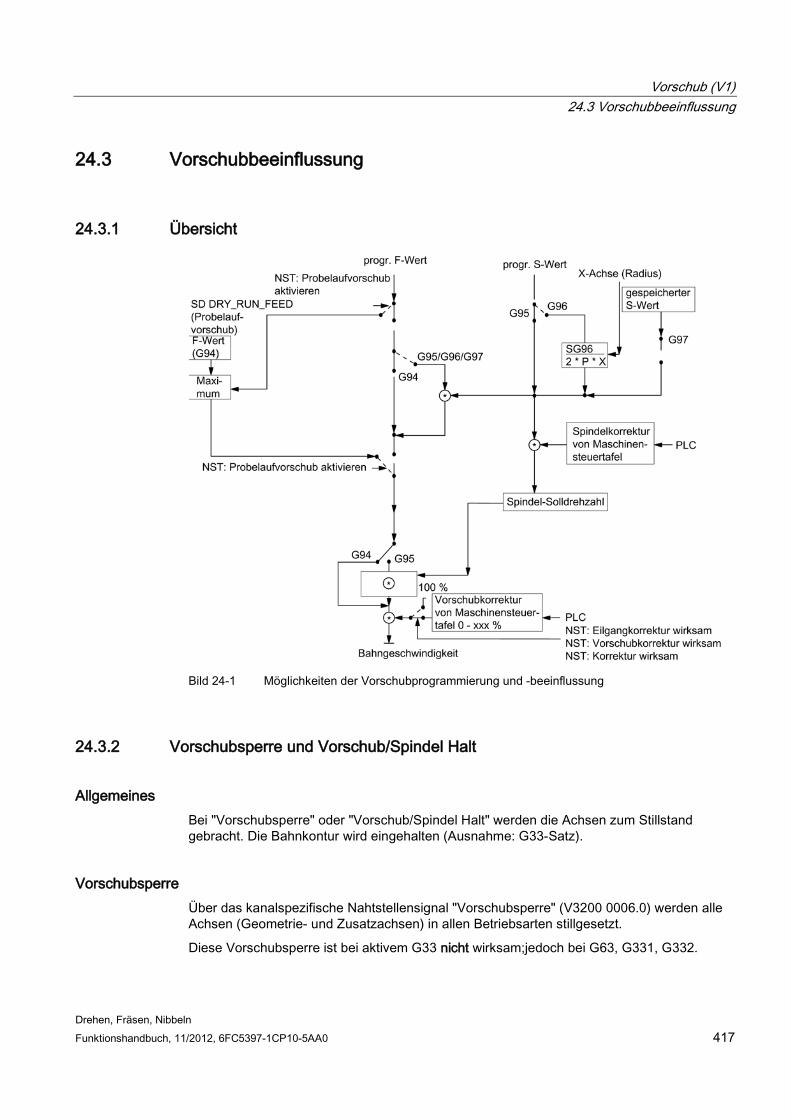
Vorschub (V1) 24.3 Vorschubbeeinflussung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 417
24.3 Vorschubbeeinflussung
24.3.1 Übersicht
Bild 24-1 Möglichkeiten der Vorschubprogrammierung und -beeinflussung
24.3.2 Vorschubsperre und Vorschub/Spindel Halt
Allgemeines Bei "Vorschubsperre" oder "Vorschub/Spindel Halt" werden die Achsen zum Stillstand gebracht. Die Bahnkontur wird eingehalten (Ausnahme: G33-Satz).
Vorschubsperre Über das kanalspezifische Nahtstellensignal "Vorschubsperre" (V3200 0006.0) werden alle Achsen (Geometrie- und Zusatzachsen) in allen Betriebsarten stillgesetzt.
Diese Vorschubsperre ist bei aktivem G33 nicht wirksam;jedoch bei G63, G331, G332.
Vorschub (V1) 24.3 Vorschubbeeinflussung
Drehen, Fräsen, Nibbeln 418 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Vorschub Halt für Achsen im WKS Über die Nahtstellensignale "Vorschub Halt" (V3200 1000.3, V32001 004.3 und V3200 1008.3) werden die Geometrieachsen (Achsen im WKS) beim Verfahren im Werkstückkoordinatensystem (WKS) im JOG-Betrieb stillgesetzt.
Achsspezifischer Vorschub Halt Über das achsspezifische Nahtstellensignal "Vorschub Halt" (V380x 0004.3) wird die jeweilige Maschinenachse stillgesetzt.
Bei Automatikbetrieb gilt: Erfolgt "Vorschub Halt" für eine Bahnachse, so werden alle im aktuellen Satz bewegten und am Bahnverbund beteiligten Achsen stillgesetzt.
Bei JOG-Betrieb wird nur die jeweilige Achse stillgesetzt.
Der achsspezifische Vorschub Halt ist bei aktivem G33 wirksam (aber: hierbei entstehen Konturabweichungen = Gewindefehler!).
Spindel Halt Über das Nahtstellensignal "Spindel Halt" (V380x 0004.3) wird die Spindel stillgesetzt.
"Spindel Halt" ist bei G33, G63 wirksam.
Hinweis
Hierbei entstehen Konturabweichungen = Gewindefehler!
24.3.3 Vorschubkorrektur über eine Maschinensteuertafel
Allgemeines Mit dem Vorschub-Korrekturschalter kann der Bediener vor Ort und mit sofortiger Wirkung den gefahrenen Bahnvorschub relativ zum programmierten Vorschub prozentual verringern bzw. erhöhen. Die Vorschübe werden mit den Korrekturwerten multipliziert.
Die für den Bahnvorschub F mögliche Korrektur beträgt 0 bis 120 %.
Der Eilgang-Korrekturschalter wird benutzt, um beim Einfahren der Teileprogramme den Verfahrvorgang langsamer ablaufen zu lassen.
Die für den Eilgang mögliche Korrektur beträgt 0 bis 100 %.
Mit der Spindelkorrektur kann die Spindeldrehzahl und die Schnittgeschwindigkeit (bei G96) verändert werden. Die mögliche Korrektur beträgt 50 bis 120 %.
Eine Änderung erfolgt unter Wahrung der maschinenspezifischen Beschleunigungs- und Geschwindigkeitsgrenzen sowie ohne Konturfehler.
Die Korrekturen wirken auf die programmierten Werte, bevor Begrenzungen (z. B. G26) eingreifen.
Vorschub (V1) 24.3 Vorschubbeeinflussung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 419
Kanalspezifische Vorschub- und Eilgang-Korrektur Für Vorschub und Eilgang stehen in der PLC-Nahtstelle jeweils ein Freigabesignal und ein Byte für den Korrekturfaktor in Prozent zur Verfügung:
● NST "Vorschubkorrektur" (VB3200 0004)
● NST "Vorschubkorrektur wirksam (V3200 0006.7)
● NST "Eilgangkorrektur" (VB3200 0005)
● NST "Eilgangkorrektur wirksam" (V3200 0006.6)
Die Nahtstelle für die Korrektur (Wert) wird von einer Maschinensteuertafel über die PLC zur NC hin graycodiert versorgt.
Eine wirksame Vorschubkorrektur wirkt auf alle Bahnachsen. Eine wirksame Eilgangkorrektur wirkt auf alle Achsen, die mit Eilgang verfahren.
Ist kein eigener Eilgangkorrekturschalter vorhanden, so kann der Vorschubkorrekturschalter verwendet werden, wobei Vorschubkorrekturen von über 100 % auf 100 %-Eilgangkorrektur begrenzt werden.
Welche Korrektur wirksam sein soll, kann über PLC oder Bedientafel angewählt werden.
Bei Anwahl über die Bedientafel (Anzeige:ROV) wird das NST "Vorschubkorrektur für Eilgang angewählt" (V1700 0001.3) gesetzt und muss vom PLC-Anwenderprogramm auf das NST "Eilgangskorrektur wirksam" (V3200 0006.6) übertragen werden. Der Wert selbst ist von einer Maschinensteuertafel auf das NST "Eilgangskorrektur" (VB3200 0005) vom PLC-Anwenderprogramm zu übertragen.
Die kanalspezifische Vorschub- und Eilgangkorrektur ist bei aktivem G33, G63 G331 und G332 unwirksam.
Achsspezifische Vorschubkorrektur Für jede Achse steht in der PLC-Nahtstelle ein Freigabesignal und ein Byte für den Vorschubkorrekturfaktor in Prozent zur Verfügung:
● NST "Vorschubkorrektur" (VB380x 0000)
● NST "Korrektur wirksam" (V380x 0001.7)
Die achsspezifische Vorschubkorrerktur hat bei aktivem G33, G331, G331, G63 keinen Einfluss (intern fest auf 100 % gesetzt).
Spindelkorrektur Für jede Spindel steht in der PLC-Nahtstelle jeweils ein Freigabesignal und ein Byte für den Spindelkorrekturfaktor in Prozent zur Verfügung:
● NST "Spindelkorrektur" (VB380x 2003)
● NST "Korrektur wirksam" (V380x 0001.7)
Über ein weiteres Signal NST "Vorschubkorrektur bei Spindel gültig" (V380x 2001.0) kann das PLC-Anwenderprogramm vorgeben, dass der Wert von NST "Vorschubkorrektur" (VB380x 0000) gelten soll.
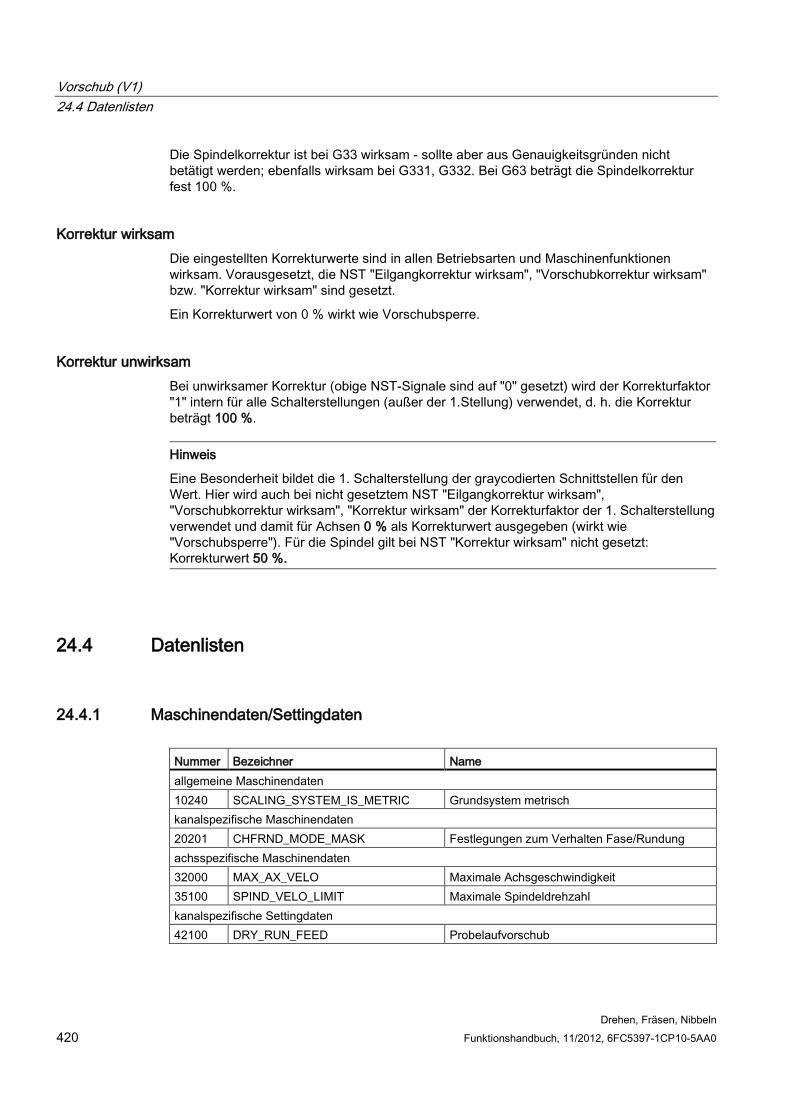
Vorschub (V1) 24.4 Datenlisten
Drehen, Fräsen, Nibbeln 420 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Spindelkorrektur ist bei G33 wirksam - sollte aber aus Genauigkeitsgründen nicht betätigt werden; ebenfalls wirksam bei G331, G332. Bei G63 beträgt die Spindelkorrektur fest 100 %.
Korrektur wirksam Die eingestellten Korrekturwerte sind in allen Betriebsarten und Maschinenfunktionen wirksam. Vorausgesetzt, die NST "Eilgangkorrektur wirksam", "Vorschubkorrektur wirksam" bzw. "Korrektur wirksam" sind gesetzt.
Ein Korrekturwert von 0 % wirkt wie Vorschubsperre.
Korrektur unwirksam Bei unwirksamer Korrektur (obige NST-Signale sind auf "0" gesetzt) wird der Korrekturfaktor "1" intern für alle Schalterstellungen (außer der 1.Stellung) verwendet, d. h. die Korrektur beträgt 100 %.
Hinweis
Eine Besonderheit bildet die 1. Schalterstellung der graycodierten Schnittstellen für den Wert. Hier wird auch bei nicht gesetztem NST "Eilgangkorrektur wirksam", "Vorschubkorrektur wirksam", "Korrektur wirksam" der Korrekturfaktor der 1. Schalterstellung verwendet und damit für Achsen 0 % als Korrekturwert ausgegeben (wirkt wie "Vorschubsperre"). Für die Spindel gilt bei NST "Korrektur wirksam" nicht gesetzt: Korrekturwert 50 %.
24.4 Datenlisten
24.4.1 Maschinendaten/Settingdaten Nummer Bezeichner Name allgemeine Maschinendaten 10240 SCALING_SYSTEM_IS_METRIC Grundsystem metrisch kanalspezifische Maschinendaten 20201 CHFRND_MODE_MASK Festlegungen zum Verhalten Fase/Rundung achsspezifische Maschinendaten 32000 MAX_AX_VELO Maximale Achsgeschwindigkeit 35100 SPIND_VELO_LIMIT Maximale Spindeldrehzahl kanalspezifische Settingdaten 42100 DRY_RUN_FEED Probelaufvorschub
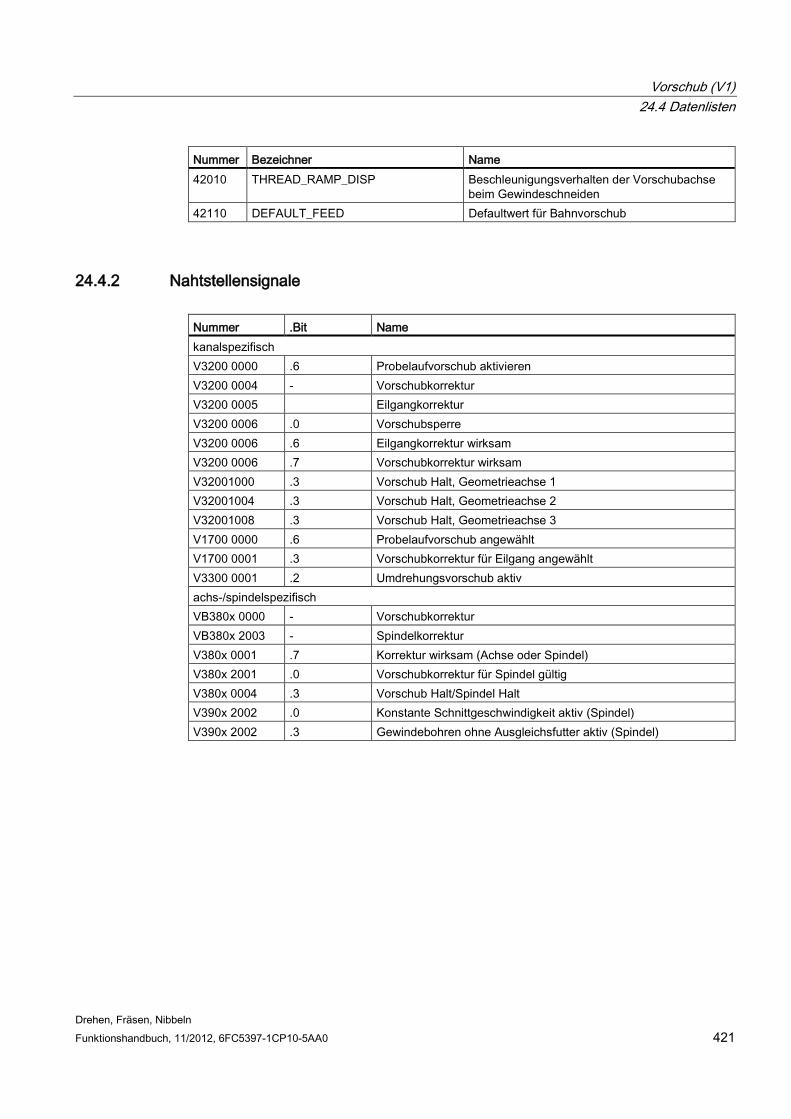
Vorschub (V1) 24.4 Datenlisten
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 421
Nummer Bezeichner Name 42010 THREAD_RAMP_DISP Beschleunigungsverhalten der Vorschubachse
beim Gewindeschneiden 42110 DEFAULT_FEED Defaultwert für Bahnvorschub
24.4.2 Nahtstellensignale Nummer .Bit Name kanalspezifisch V3200 0000 .6 Probelaufvorschub aktivieren V3200 0004 - Vorschubkorrektur V3200 0005 Eilgangkorrektur V3200 0006 .0 Vorschubsperre V3200 0006 .6 Eilgangkorrektur wirksam V3200 0006 .7 Vorschubkorrektur wirksam V32001000 .3 Vorschub Halt, Geometrieachse 1 V32001004 .3 Vorschub Halt, Geometrieachse 2 V32001008 .3 Vorschub Halt, Geometrieachse 3 V1700 0000 .6 Probelaufvorschub angewählt V1700 0001 .3 Vorschubkorrektur für Eilgang angewählt V3300 0001 .2 Umdrehungsvorschub aktiv achs-/spindelspezifisch VB380x 0000 - Vorschubkorrektur VB380x 2003 - Spindelkorrektur V380x 0001 .7 Korrektur wirksam (Achse oder Spindel) V380x 2001 .0 Vorschubkorrektur für Spindel gültig V380x 0004 .3 Vorschub Halt/Spindel Halt V390x 2002 .0 Konstante Schnittgeschwindigkeit aktiv (Spindel) V390x 2002 .3 Gewindebohren ohne Ausgleichsfutter aktiv (Spindel)

Vorschub (V1) 24.4 Datenlisten
Drehen, Fräsen, Nibbeln 422 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 423
Werkzeug: Korrektur und Überwachung (W1) 25 25.1 Übersicht Werkzeug und Werkzeugkorrektur
Charakteristik Die Steuerung SINUMERIK 802D sl ermöglicht eine Verrechnung der Werkzeugkorrekturdaten für verschiedene Werkzeugtypen (Bohrer, Fräser, Drehmeißel, ...).
● Längenkorrektur
● Radiuskorrektur
● Ablage der Werkzeugkorrekturdaten im Werkzeugkorrekturspeicher
– Werkzeug-Kennzeichnung durch T-Nummern von 0 bis 32000
– Definition eines Werkzeugs mit maximal 9 Schneiden (Korrektursätze) durch D-Nummer
– Schneide wird durch Werkzeugparameter beschrieben:
Werkzeug-Typ
Geometrie: Länge/Radius
Verschleiß: Länge/Radius
Schneidenlage (bei Drehwerkzeugen)
● Werkzeugwechsel wählbar: Sofort mit T-Befehl oder über M6
● Werkzeug-Radiuskorrektur
– Korrektur wirkt für alle Interpolationsarten: Linear und Kreis
– Korrektur an Außenecken wählbar: Übergangskreis (G450) oder Schnittpunkt der Äquidistanten (G451)
– automatische Erkennung von Außen-/Innenecken
Ausführliche Darlegung:
Literatur:
/BP_/Bedienen und Programmieren
Werkzeug: Korrektur und Überwachung (W1) 25.2 Werkzeug
Drehen, Fräsen, Nibbeln 424 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
25.2 Werkzeug
Werkzeug anwählen Ein Werkzeug wird im Programm mit der T-Funktion angewählt. Ob mit der T-Funktion sofort das neue Werkzeug eingewechselt wird oder mit M6, hängt von der Einstellung im MD22550 TOOL_CHANGE_MODE (neue Werkzeugkorrektur bei M-Funktion) ab.
Wertebereich von T Die T-Funktion kann ganzzahlige Werte von T0 (kein Werkzeug) bis T32000 (Werkzeug mit der Nummer 32000) annehmen.
Maximal sind in der Steuerung gleichzeitig speicherbar:
● SINUMERIK 802D sl value: 32 Werkzeuge
● SINUMERIK 802D sl plus: 64Werkzeuge
● SINUMERIK 802D sl pro:128 Werkzeuge.
25.3 Werkzeugkorrektur
Werkzeugkorrektur über D-Funktion Ein Werkzeug kann bis zu 9 WZ-Schneiden besitzen. Die 9 WZ-Schneiden sind den D-Funktionen D1 bis D9 zugeordnet.
Maximal sind folgende Werkzeugkorrektursätze in der Steuerung gleichzeitig speicherbar:
● SINUMERIK 802D sl value: 32 Datenfelder (D-Nummern)
● SINUMERIK 802D sl plus: 64Datenfelder (D-Nummern)
● SINUMERIK 802D sl pro:128 Datenfelder (D-Nummern)
Die Werkzeugschneide wird mit D1 (Schneide 1) bis D9 (Schneide 9) programmiert. Die Werkzeugschneide bezieht sich immer auf das gerade aktive Werkzeug. Eine aktive Werkzeugschneide (D1 bis D9) ohne aktives Werkzeug (T0) ist unwirksam. Eine Werkzeugschneide D0 wählt alle Werkzeugkorrekturen des aktiven Werkzeugs ab.
Anwahl der Schneide bei WZ-Wechsel Nach der Programmierung eines neuen Werkzeugs (neue T-Nummer) und dem Einwechseln dieses WZ gibt es folgende Möglichkeiten zur Anwahl der Schneide:
● die Schneidennummer wird programmiert
● die Schneidennummer wird nicht programmiert. Es ist automatisch D1 wirksam.
Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 425
Aktivieren der Werkzeugkorrektur Mit D1 bis D9 wird die Werkzeugkorrektur einer WZ-Schneide für das aktive Werkzeug aktiviert. Die Werkzeuglängenkorrektur und die Werkzeugradiuskorrektur werden jedoch zu unterschiedlichen Zeitpunkten wirksam:
● Die Werkzeuglängenkorrektur (WLK) wird mit der ersten Verfahrbewegung der Achse, in der die WLK wirken soll, herausgefahren. Diese Verfahrbewegung muß eine Linearinterpolation (G0, G1) sein.
● Die Werkzeugradiuskorrektur (WRK) wird durch Programmierung von G41/G42 in der aktiven Ebene (G17, G18 oder G19) wirksam. Die Anwahl der WRK mit G41/G42 darf nur in einem Programmsatz mit G0 (Eilgang) oder G1 (Linearinterpolation) erfolgen.
Ausführliche Darlegung der Werkzeugkorrektur einschließlich Werkzeugradiuskorrektur:
Literatur:
/BP_/ Bedienen und Programmieren, Kap. "Werkzeug und Werkzeugkorrektur"
25.4 Werkzeugüberwachung
Hinweis
Diese Funktion ist bei T/M value nicht verfügbar.
25.4.1 Übersicht Werkzeugüberwachung
Allgemeines Die Werkzeugüberwachung wird über folgende Maschinendaten aktiviert:
● MD18080 MM_TOOL_MANAGEMENT_MASK: Bit 1=1
● MD20310 TOOL_MANAGEMENT_MASK: Bit 1=1
Die Funktion "Werkzeugüberwachung" arbeitet ohne aktive Werkzeugverwaltung und ermöglicht bei SINUMERIK 802D sl folgende Überwachungsarten der aktiven Schneide des aktiven Werkzeuges:
● Überwachung der Standzeit
● Überwachung der Stückzahl
Für ein Werkzeug können die genannten Überwachungen gleichzeitig aktiviert werden.
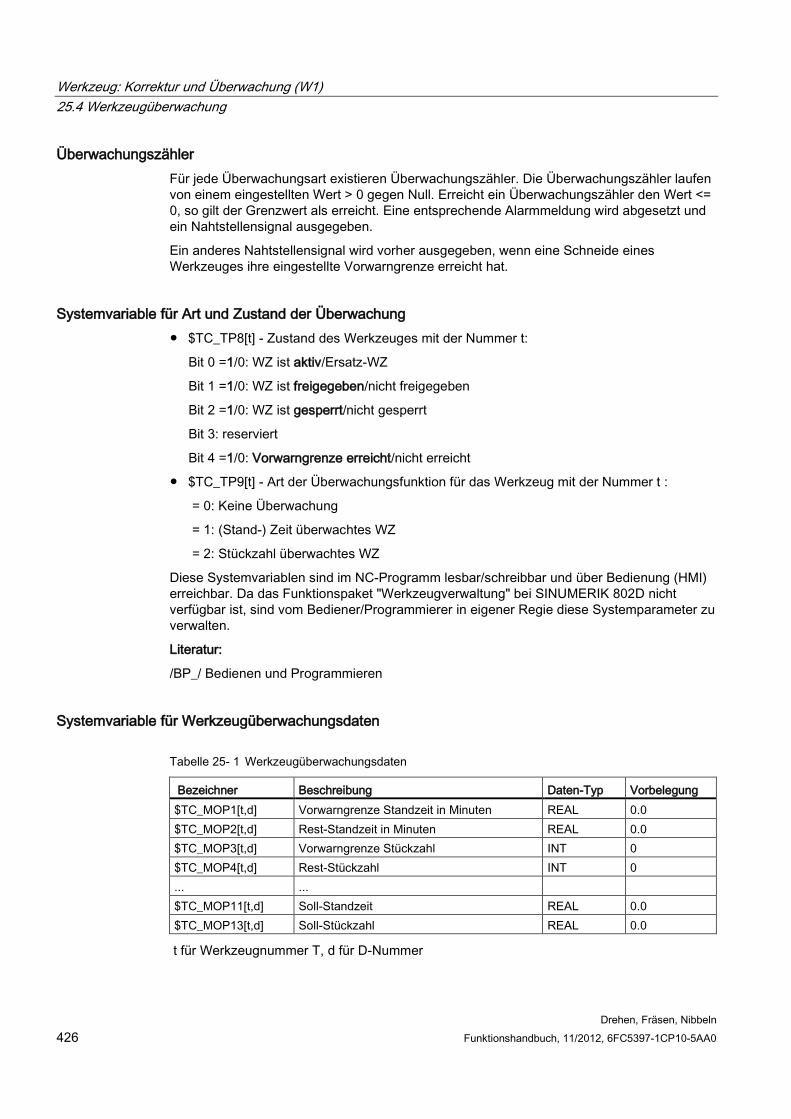
Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln 426 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Überwachungszähler Für jede Überwachungsart existieren Überwachungszähler. Die Überwachungszähler laufen von einem eingestellten Wert > 0 gegen Null. Erreicht ein Überwachungszähler den Wert <= 0, so gilt der Grenzwert als erreicht. Eine entsprechende Alarmmeldung wird abgesetzt und ein Nahtstellensignal ausgegeben.
Ein anderes Nahtstellensignal wird vorher ausgegeben, wenn eine Schneide eines Werkzeuges ihre eingestellte Vorwarngrenze erreicht hat.
Systemvariable für Art und Zustand der Überwachung ● $TC_TP8[t] - Zustand des Werkzeuges mit der Nummer t:
Bit 0 =1/0: WZ ist aktiv/Ersatz-WZ
Bit 1 =1/0: WZ ist freigegeben/nicht freigegeben
Bit 2 =1/0: WZ ist gesperrt/nicht gesperrt
Bit 3: reserviert
Bit 4 =1/0: Vorwarngrenze erreicht/nicht erreicht
● $TC_TP9[t] - Art der Überwachungsfunktion für das Werkzeug mit der Nummer t :
= 0: Keine Überwachung
= 1: (Stand-) Zeit überwachtes WZ
= 2: Stückzahl überwachtes WZ
Diese Systemvariablen sind im NC-Programm lesbar/schreibbar und über Bedienung (HMI) erreichbar. Da das Funktionspaket "Werkzeugverwaltung" bei SINUMERIK 802D nicht verfügbar ist, sind vom Bediener/Programmierer in eigener Regie diese Systemparameter zu verwalten.
Literatur:
/BP_/ Bedienen und Programmieren
Systemvariable für Werkzeugüberwachungsdaten
Tabelle 25- 1 Werkzeugüberwachungsdaten
Bezeichner Beschreibung Daten-Typ Vorbelegung $TC_MOP1[t,d] Vorwarngrenze Standzeit in Minuten REAL 0.0 $TC_MOP2[t,d] Rest-Standzeit in Minuten REAL 0.0 $TC_MOP3[t,d] Vorwarngrenze Stückzahl INT 0 $TC_MOP4[t,d] Rest-Stückzahl INT 0 ... ... $TC_MOP11[t,d] Soll-Standzeit REAL 0.0 $TC_MOP13[t,d] Soll-Stückzahl REAL 0.0
t für Werkzeugnummer T, d für D-Nummer
Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 427
Systemvariable für aktives Werkzeug Im NC-Programm ist über Systemvariable lesbar:
● $P_TOOLNO: Nummer des aktiven Werkzeuges T
● $P_TOOL: aktive D-Nummer des aktiven Werkzeuges
Nahtstellensignale Einige Zustände der Überwachung werden der PLC bereitgestellt:
● "WZ-Vorwarngrenze erreicht" (V5300 0000.0)
● "WZ-Grenzwert erreicht" (V5300 0000.1)
● "T-Nummer für WZ-Vorwarngrenze" (VD5300 1000)
● "T-Nummer für WZ-Grenzwert" (VD5300 1004)
Von der PLC kann der Stückzähler abgeschaltet werden:
● "Stückzähler abschalten" (V3200 0013.5)
25.4.2 Standzeitüberwachung Die Überwachung der Standzeit erfolgt für die Werkzeugschneide, die sich gerade im Einsatz befindet (aktive Schneide D des aktiven Werkzeuges T).
Sobald die Bahnachsen verfahren (G1, G2, G3, ... aber nicht bei G0), wird die Rest-Standzeit ($TC_MOP2[t,d]) dieser Werkzeugschneide aktualisiert. Läuft während einer Bearbeitung die Rest-Standzeit einer Schneide eines Werkzeugs unter dem Wert von "Vorwarngrenze Standzeit" ($TC_MOP1[t,d]), so wird das NST "WZ-Vorwarngrenze erreicht" (V5300 0000.0) und NST "T-Nummer für WZ-Vorwarngrenze" gesetzt (VD5300 1000).
Ist die Rest-Standzeit <= 0, so wird ein Alarm ausgegeben und das NST "WZ-Grenzwert erreicht" (V5300 000.1) sowie NST "T-Nummer für WZ-Grenzwert" (VD5300 1004) gesetzt. Das Werkzeug nimmt darauf den Zustand "gesperrt" ein und kann nun solange nicht mehr erneut programmiert werden, wie der Zustand "gesperrt" ansteht. Der Bediener muss einschreiten und dafür Sorge tragen, dass er wieder ein einsatzfähiges Werkzeug zur Bearbeitung hat.
Systemvariable $A_MONIFACT Die Systemvariable $A_MONIFACT (Daten-Typ REAL) erlaubt es, die Uhr für die Überwachung langsamer oder schneller laufen zu lassen. Dieser Faktor kann vor dem Einsatz des Werkzeuges gesetzt werden, um z. B. den unterschiedlichen Verschleiß entsprechend des verwendeten Werkstück-Materials zu berücksichtigen.
Nach Steuerungshochlauf, Reset/Programmende hat der Faktor $A_MONIFACT den Wert 1.0. Es wirkt Echtzeit. Beispiele für die Verrechnung:
● $A_MONIFACT=1: 1 Minute Echtzeit = 1 Minute Standzeit, die dekrementiert wird
● $A_MONIFACT=0.1: 1 Minute Echtzeit = 0.1 Minute Standzeit, die dekrementiert wird
● $A_MONIFACT=5: 1 Minute Echtzeit = 5 Minuten Standzeit, die dekrementiert werden

Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln 428 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Sollwertaktualisierung mit RESETMON( ) Die Funktion RESETMON(state, t, d, mon) setzt den Istwert auf den Sollwert:
● für alle oder nur für eine bestimmte Schneide eines bestimmten Werkzeuges
● für alle oder nur für eine bestimmte Überwachungsart.
Übergabeparameter: INT state Status der Befehlsausführung: = 0 Erfolgreiche Ausführung. = -1 Die Schneide mit der genannten D-Nummer d existiert nicht. = -2 Das WZ mit der genannten T-Nummer t existiert nicht. = -3 Das genannte WZ t hat keine definierte Überwachungsfunktion. = -4 Die Überwachungsfunktion ist nicht aktiviert, d. h., der Befehl wird nicht
ausgeführt. INT t Interne T-Nummer: = 0 für alle Werkzeuge <> 0 für dieses Werkzeug (t < 0: Betragsbildung |t|) INT d optional: D-Nummer des Werkzeuges mit der Nummer t: > 0 für diese D-Nummer = 0 alle Schneiden des Werkzeuges t INT mon optional: bitcodierter Parameter für die Überwachungsart (Werte analog
$TC_TP9): = 1 Standzeit = 2 Stückzahl = 0 Alle Istwerte der für das Werkzeug t aktiven Überwachungen werden auf
die Sollwerte gesetzt.
Hinweis Bitte beachten Sie Folgendes: • RESETMON( ) wirkt nicht bei gesetztem Nahtstellensignal "Programmtest aktiv". • Die Variable für die Status-Rückmeldung state ist am Anfang des Programms mittels
DEF-Anweisung zu definieren: DEF INT state Es kann auch ein anderer Name für die Variable definiert werden (statt state, jedoch max. 15 Zeichen, beginnend mit 2 Buchstaben). Die Variable steht nur in dem Programm zur Verfügung, in dem sie definiert wurde. Geiches gilt für mon. Sofern hierfür überhaupt eine Angabe erforderlich ist, kann diese auch direkt als Zahl (1 oder 2) übergeben werden.
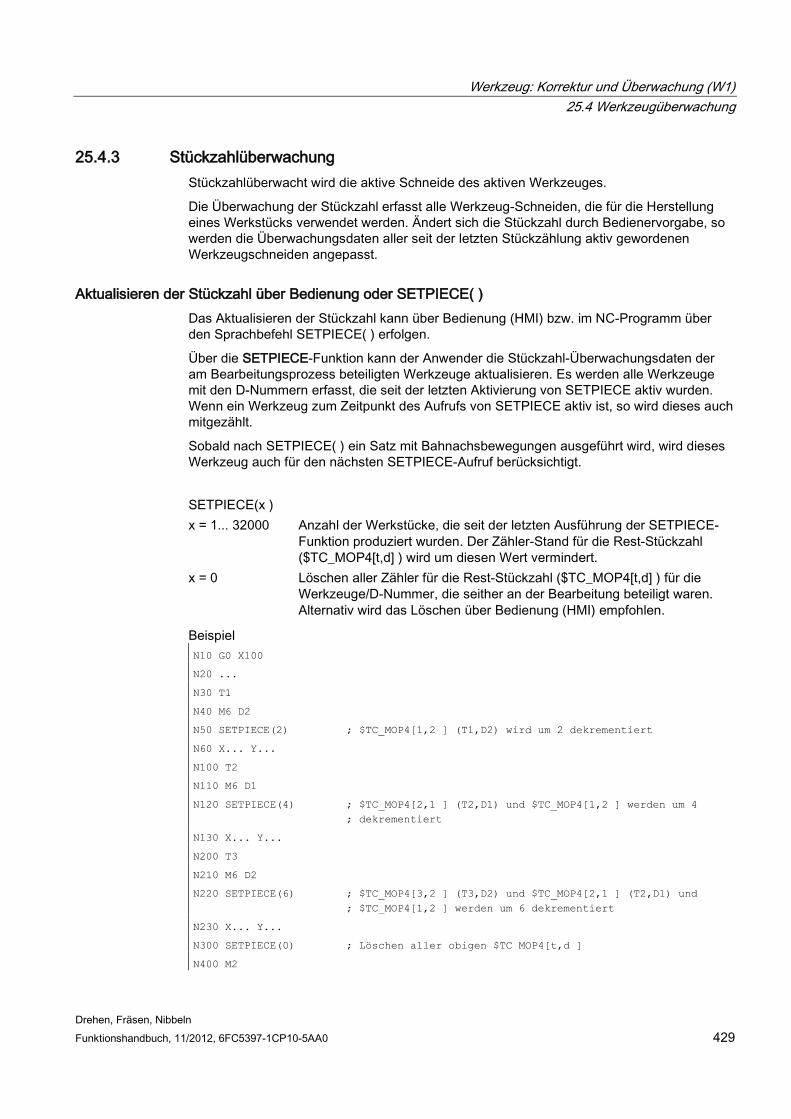
Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 429
25.4.3 Stückzahlüberwachung Stückzahlüberwacht wird die aktive Schneide des aktiven Werkzeuges.
Die Überwachung der Stückzahl erfasst alle Werkzeug-Schneiden, die für die Herstellung eines Werkstücks verwendet werden. Ändert sich die Stückzahl durch Bedienervorgabe, so werden die Überwachungsdaten aller seit der letzten Stückzählung aktiv gewordenen Werkzeugschneiden angepasst.
Aktualisieren der Stückzahl über Bedienung oder SETPIECE( ) Das Aktualisieren der Stückzahl kann über Bedienung (HMI) bzw. im NC-Programm über den Sprachbefehl SETPIECE( ) erfolgen.
Über die SETPIECE-Funktion kann der Anwender die Stückzahl-Überwachungsdaten der am Bearbeitungsprozess beteiligten Werkzeuge aktualisieren. Es werden alle Werkzeuge mit den D-Nummern erfasst, die seit der letzten Aktivierung von SETPIECE aktiv wurden. Wenn ein Werkzeug zum Zeitpunkt des Aufrufs von SETPIECE aktiv ist, so wird dieses auch mitgezählt.
Sobald nach SETPIECE( ) ein Satz mit Bahnachsbewegungen ausgeführt wird, wird dieses Werkzeug auch für den nächsten SETPIECE-Aufruf berücksichtigt.
SETPIECE(x ) x = 1... 32000 Anzahl der Werkstücke, die seit der letzten Ausführung der SETPIECE-
Funktion produziert wurden. Der Zähler-Stand für die Rest-Stückzahl ($TC_MOP4[t,d] ) wird um diesen Wert vermindert.
x = 0 Löschen aller Zähler für die Rest-Stückzahl ($TC_MOP4[t,d] ) für die Werkzeuge/D-Nummer, die seither an der Bearbeitung beteiligt waren. Alternativ wird das Löschen über Bedienung (HMI) empfohlen.
Beispiel N10 G0 X100
N20 ...
N30 T1
N40 M6 D2
N50 SETPIECE(2) ; $TC_MOP4[1,2 ] (T1,D2) wird um 2 dekrementiert
N60 X... Y...
N100 T2
N110 M6 D1
N120 SETPIECE(4) ; $TC_MOP4[2,1 ] (T2,D1) und $TC_MOP4[1,2 ] werden um 4 ; dekrementiert
N130 X... Y...
N200 T3
N210 M6 D2
N220 SETPIECE(6) ; $TC_MOP4[3,2 ] (T3,D2) und $TC_MOP4[2,1 ] (T2,D1) und ; $TC_MOP4[1,2 ] werden um 6 dekrementiert
N230 X... Y...
N300 SETPIECE(0) ; Löschen aller obigen $TC_MOP4[t,d ]
N400 M2
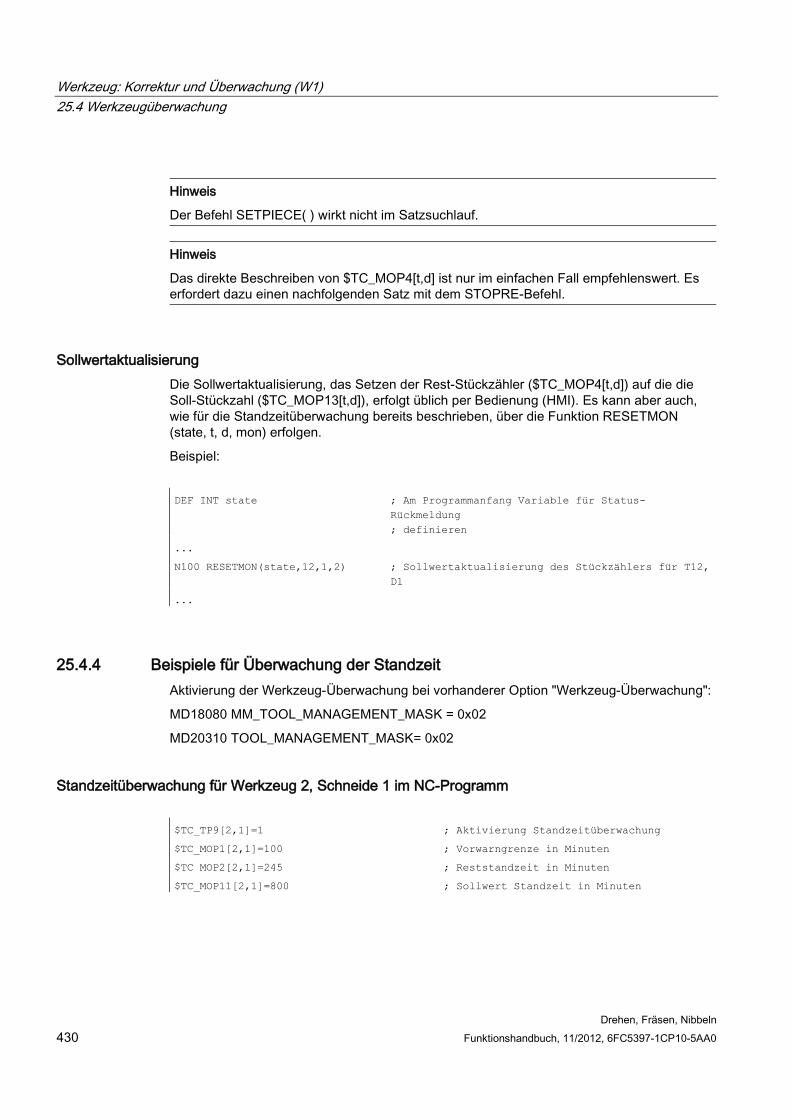
Werkzeug: Korrektur und Überwachung (W1) 25.4 Werkzeugüberwachung
Drehen, Fräsen, Nibbeln 430 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Hinweis
Der Befehl SETPIECE( ) wirkt nicht im Satzsuchlauf.
Hinweis
Das direkte Beschreiben von $TC_MOP4[t,d] ist nur im einfachen Fall empfehlenswert. Es erfordert dazu einen nachfolgenden Satz mit dem STOPRE-Befehl.
Sollwertaktualisierung Die Sollwertaktualisierung, das Setzen der Rest-Stückzähler ($TC_MOP4[t,d]) auf die die Soll-Stückzahl ($TC_MOP13[t,d]), erfolgt üblich per Bedienung (HMI). Es kann aber auch, wie für die Standzeitüberwachung bereits beschrieben, über die Funktion RESETMON (state, t, d, mon) erfolgen.
Beispiel:
DEF INT state ; Am Programmanfang Variable für Status-
Rückmeldung ; definieren
...
N100 RESETMON(state,12,1,2) ; Sollwertaktualisierung des Stückzählers für T12, D1
...
25.4.4 Beispiele für Überwachung der Standzeit Aktivierung der Werkzeug-Überwachung bei vorhanderer Option "Werkzeug-Überwachung":
MD18080 MM_TOOL_MANAGEMENT_MASK = 0x02
MD20310 TOOL_MANAGEMENT_MASK= 0x02
Standzeitüberwachung für Werkzeug 2, Schneide 1 im NC-Programm $TC_TP9[2,1]=1 ; Aktivierung Standzeitüberwachung
$TC_MOP1[2,1]=100 ; Vorwarngrenze in Minuten
$TC_MOP2[2,1]=245 ; Reststandzeit in Minuten
$TC_MOP11[2,1]=800 ; Sollwert Standzeit in Minuten
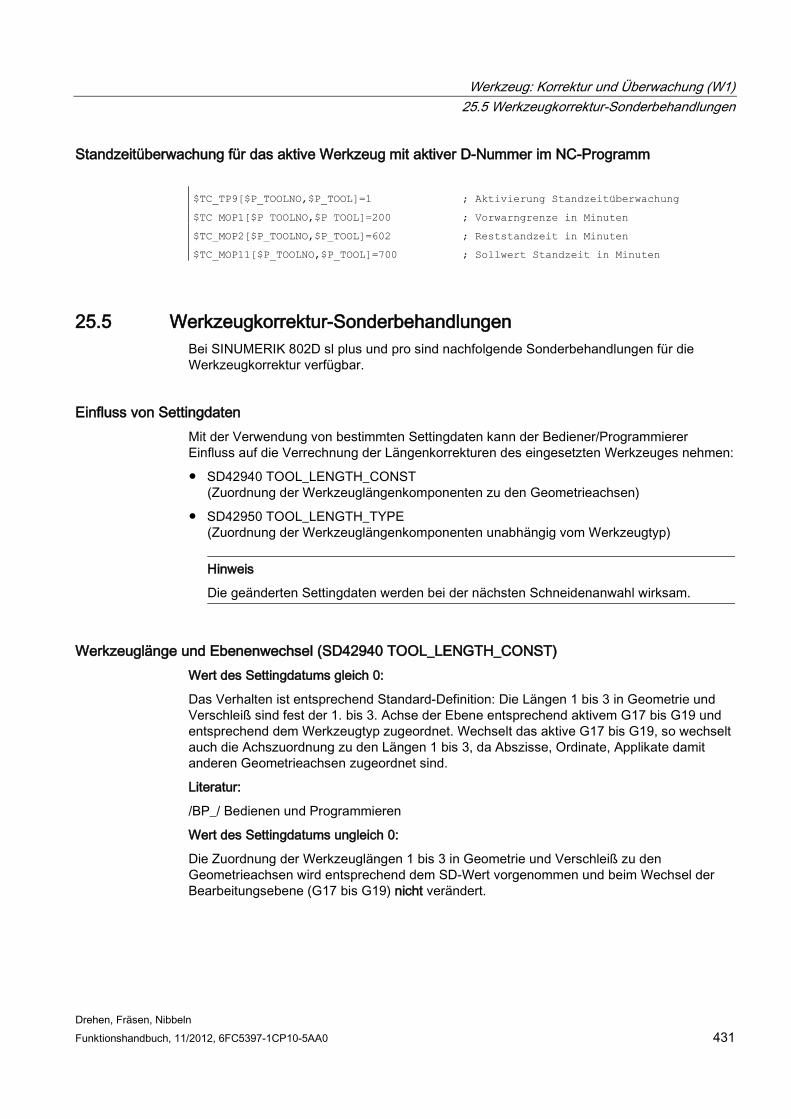
Werkzeug: Korrektur und Überwachung (W1) 25.5 Werkzeugkorrektur-Sonderbehandlungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 431
Standzeitüberwachung für das aktive Werkzeug mit aktiver D-Nummer im NC-Programm $TC_TP9[$P_TOOLNO,$P_TOOL]=1 ; Aktivierung Standzeitüberwachung
$TC_MOP1[$P_TOOLNO,$P_TOOL]=200 ; Vorwarngrenze in Minuten
$TC_MOP2[$P_TOOLNO,$P_TOOL]=602 ; Reststandzeit in Minuten
$TC_MOP11[$P_TOOLNO,$P_TOOL]=700 ; Sollwert Standzeit in Minuten
25.5 Werkzeugkorrektur-Sonderbehandlungen Bei SINUMERIK 802D sl plus und pro sind nachfolgende Sonderbehandlungen für die Werkzeugkorrektur verfügbar.
Einfluss von Settingdaten Mit der Verwendung von bestimmten Settingdaten kann der Bediener/Programmierer Einfluss auf die Verrechnung der Längenkorrekturen des eingesetzten Werkzeuges nehmen:
● SD42940 TOOL_LENGTH_CONST (Zuordnung der Werkzeuglängenkomponenten zu den Geometrieachsen)
● SD42950 TOOL_LENGTH_TYPE (Zuordnung der Werkzeuglängenkomponenten unabhängig vom Werkzeugtyp)
Hinweis
Die geänderten Settingdaten werden bei der nächsten Schneidenanwahl wirksam.
Werkzeuglänge und Ebenenwechsel (SD42940 TOOL_LENGTH_CONST) Wert des Settingdatums gleich 0:
Das Verhalten ist entsprechend Standard-Definition: Die Längen 1 bis 3 in Geometrie und Verschleiß sind fest der 1. bis 3. Achse der Ebene entsprechend aktivem G17 bis G19 und entsprechend dem Werkzeugtyp zugeordnet. Wechselt das aktive G17 bis G19, so wechselt auch die Achszuordnung zu den Längen 1 bis 3, da Abszisse, Ordinate, Applikate damit anderen Geometrieachsen zugeordnet sind.
Literatur:
/BP_/ Bedienen und Programmieren
Wert des Settingdatums ungleich 0:
Die Zuordnung der Werkzeuglängen 1 bis 3 in Geometrie und Verschleiß zu den Geometrieachsen wird entsprechend dem SD-Wert vorgenommen und beim Wechsel der Bearbeitungsebene (G17 bis G19) nicht verändert.
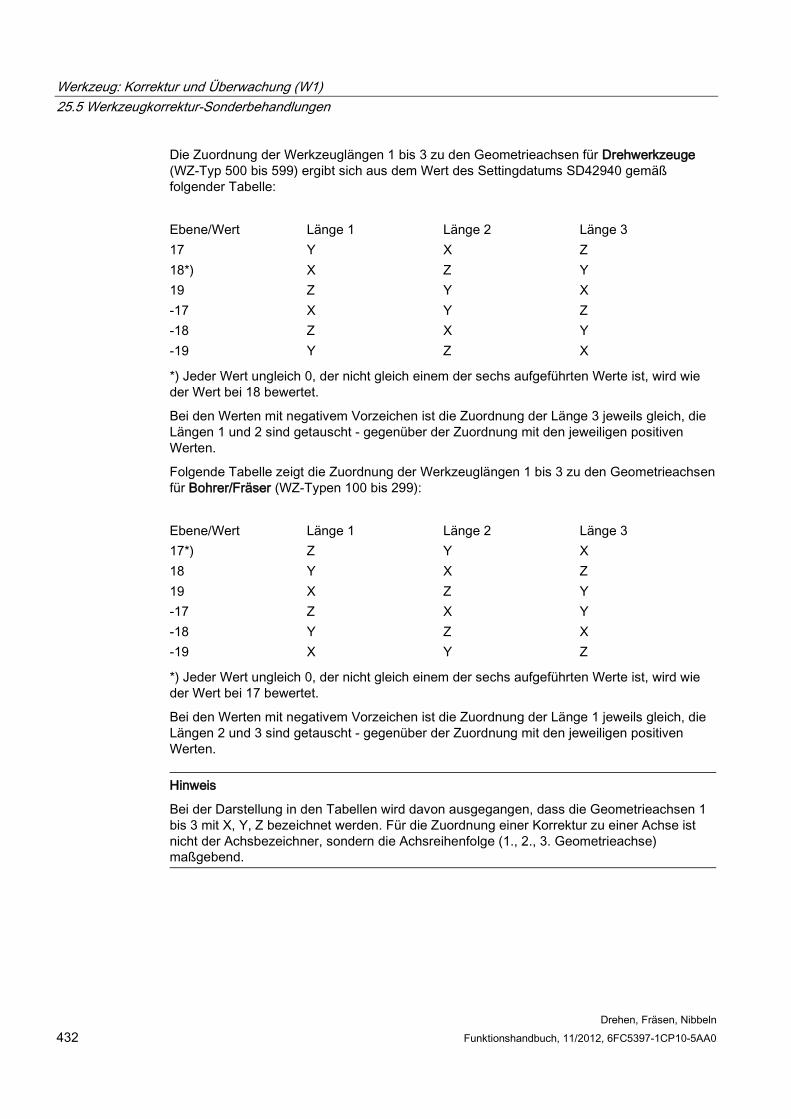
Werkzeug: Korrektur und Überwachung (W1) 25.5 Werkzeugkorrektur-Sonderbehandlungen
Drehen, Fräsen, Nibbeln 432 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Die Zuordnung der Werkzeuglängen 1 bis 3 zu den Geometrieachsen für Drehwerkzeuge (WZ-Typ 500 bis 599) ergibt sich aus dem Wert des Settingdatums SD42940 gemäß folgender Tabelle:
Ebene/Wert Länge 1 Länge 2 Länge 3 17 Y X Z 18*) X Z Y 19 Z Y X -17 X Y Z -18 Z X Y -19 Y Z X
*) Jeder Wert ungleich 0, der nicht gleich einem der sechs aufgeführten Werte ist, wird wie der Wert bei 18 bewertet.
Bei den Werten mit negativem Vorzeichen ist die Zuordnung der Länge 3 jeweils gleich, die Längen 1 und 2 sind getauscht - gegenüber der Zuordnung mit den jeweiligen positiven Werten.
Folgende Tabelle zeigt die Zuordnung der Werkzeuglängen 1 bis 3 zu den Geometrieachsen für Bohrer/Fräser (WZ-Typen 100 bis 299):
Ebene/Wert Länge 1 Länge 2 Länge 3 17*) Z Y X 18 Y X Z 19 X Z Y -17 Z X Y -18 Y Z X -19 X Y Z
*) Jeder Wert ungleich 0, der nicht gleich einem der sechs aufgeführten Werte ist, wird wie der Wert bei 17 bewertet.
Bei den Werten mit negativem Vorzeichen ist die Zuordnung der Länge 1 jeweils gleich, die Längen 2 und 3 sind getauscht - gegenüber der Zuordnung mit den jeweiligen positiven Werten.
Hinweis
Bei der Darstellung in den Tabellen wird davon ausgegangen, dass die Geometrieachsen 1 bis 3 mit X, Y, Z bezeichnet werden. Für die Zuordnung einer Korrektur zu einer Achse ist nicht der Achsbezeichner, sondern die Achsreihenfolge (1., 2., 3. Geometrieachse) maßgebend.
Werkzeug: Korrektur und Überwachung (W1) 25.5 Werkzeugkorrektur-Sonderbehandlungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 433
Längenkorrektur für Werkzeugtyp (SD42950 TOOL_LENGTH_TYPE) Wert des Settingdatums gleich 0:
Das Verhalten ist entsprechend Standard-Definition: Die Längen 1 bis 3 in Geometrie und Verschleiß werden dem tatsächlichen Werkzeugtyp (Fräser/Bohrer oder Drehwerkzeug) zugeordnet.
Literatur:
/BP_/ Bedienen und Programmieren
Wert des Settingdatums ungleich 0:
Die Zuordnung der Werkzeuglängen erfolgt unabhängig vom tatsächlichen Werkzeugtyp. Wert 1: Längenzuordnung immer wie bei Fräswerkzeugen. Wert 2: Längenzuordnung immer wie bei Drehwerkzeugen.
Hinweise ● Der Einfluss dieser beiden Settingdaten bezieht sich nur auf Werkzeuglängen. Der
Werkzeugradius ist nicht betroffen.
● Ist das SD42940 TOOL_LENGTH_CONST ungleich 0 gesetzt und in SD42950 TOOL_LENGTH_TYPE der Wert gleich 1 oder 2, so gilt in SD42940 die zugehörige Tabelle für den jetzt zugeordneten Werkzeugtyp (Fräs- oder Drehwerkzeug).
Beispiel SD42940 TOOL_LENGTH_CONST =18 SD42950 TOOL_LENGTH_TYPE =2
Erläuterung:
Das aktive Werkzeug mit der aktiven D-Nummer verhält sich in der Längenkorrektur stets wie ein Drehwerkzeug (-> SD42950 =2).
Die Längenzuordnung erfolgt in allen Ebenen G17 bis G19 wie bei G18 (-> SD42940=18): Länge 1 -> X-Achse Länge 2 -> Z-Achse wenn Y-Achse existent: Länge 3 -> Y-Achse
Der Werkzeugradius wirkt entsprechend dem tatsächlichen Werkzeugtyp und der aktiven Ebene.
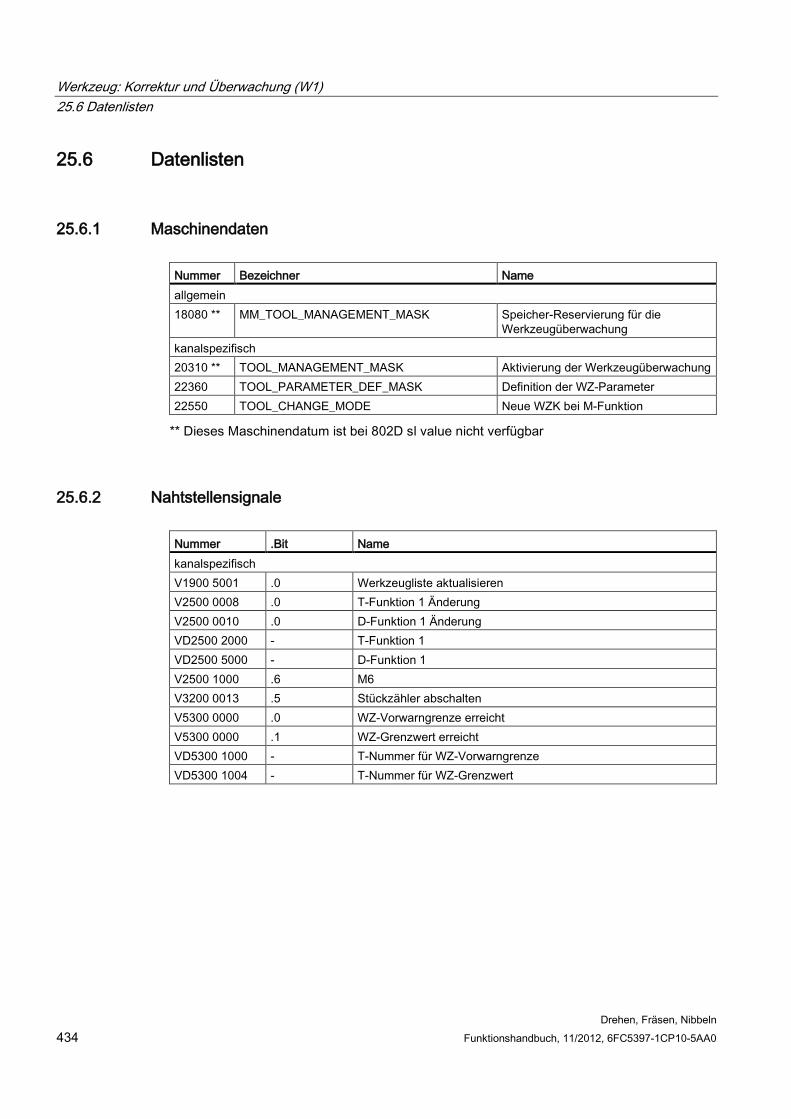
Werkzeug: Korrektur und Überwachung (W1) 25.6 Datenlisten
Drehen, Fräsen, Nibbeln 434 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
25.6 Datenlisten
25.6.1 Maschinendaten Nummer Bezeichner Name allgemein 18080 ** MM_TOOL_MANAGEMENT_MASK Speicher-Reservierung für die
Werkzeugüberwachung kanalspezifisch 20310 ** TOOL_MANAGEMENT_MASK Aktivierung der Werkzeugüberwachung 22360 TOOL_PARAMETER_DEF_MASK Definition der WZ-Parameter 22550 TOOL_CHANGE_MODE Neue WZK bei M-Funktion
** Dieses Maschinendatum ist bei 802D sl value nicht verfügbar
25.6.2 Nahtstellensignale Nummer .Bit Name kanalspezifisch V1900 5001 .0 Werkzeugliste aktualisieren V2500 0008 .0 T-Funktion 1 Änderung V2500 0010 .0 D-Funktion 1 Änderung VD2500 2000 - T-Funktion 1 VD2500 5000 - D-Funktion 1 V2500 1000 .6 M6 V3200 0013 .5 Stückzähler abschalten V5300 0000 .0 WZ-Vorwarngrenze erreicht V5300 0000 .1 WZ-Grenzwert erreicht VD5300 1000 - T-Nummer für WZ-Vorwarngrenze VD5300 1004 - T-Nummer für WZ-Grenzwert
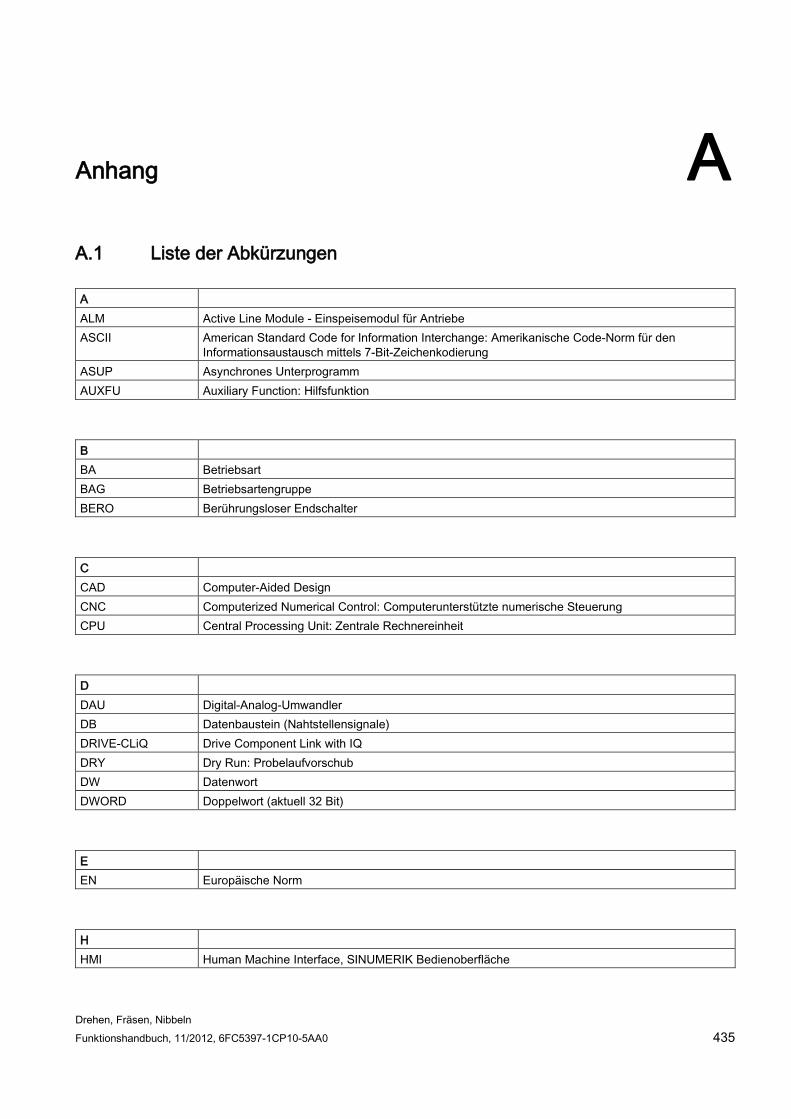
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 435
Anhang A A.1 Liste der Abkürzungen A ALM Active Line Module - Einspeisemodul für Antriebe ASCII American Standard Code for Information Interchange: Amerikanische Code-Norm für den
Informationsaustausch mittels 7-Bit-Zeichenkodierung ASUP Asynchrones Unterprogramm AUXFU Auxiliary Function: Hilfsfunktion
B BA Betriebsart BAG Betriebsartengruppe BERO Berührungsloser Endschalter
C CAD Computer-Aided Design CNC Computerized Numerical Control: Computerunterstützte numerische Steuerung CPU Central Processing Unit: Zentrale Rechnereinheit
D DAU Digital-Analog-Umwandler DB Datenbaustein (Nahtstellensignale) DRIVE-CLiQ Drive Component Link with IQ DRY Dry Run: Probelaufvorschub DW Datenwort DWORD Doppelwort (aktuell 32 Bit)
E EN Europäische Norm
H HMI Human Machine Interface, SINUMERIK Bedienoberfläche
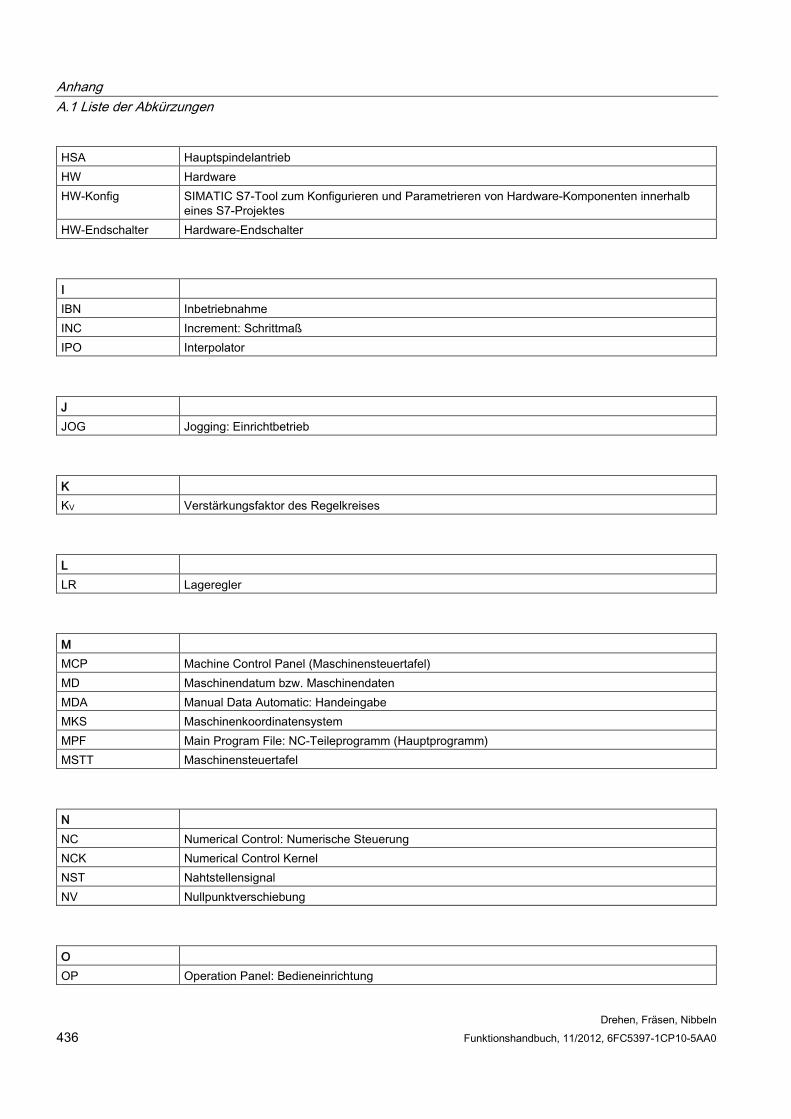
Anhang A.1 Liste der Abkürzungen
Drehen, Fräsen, Nibbeln 436 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
HSA Hauptspindelantrieb HW Hardware HW-Konfig SIMATIC S7-Tool zum Konfigurieren und Parametrieren von Hardware-Komponenten innerhalb
eines S7-Projektes HW-Endschalter Hardware-Endschalter
I IBN Inbetriebnahme INC Increment: Schrittmaß IPO Interpolator
J JOG Jogging: Einrichtbetrieb
K KV Verstärkungsfaktor des Regelkreises
L LR Lageregler
M MCP Machine Control Panel (Maschinensteuertafel) MD Maschinendatum bzw. Maschinendaten MDA Manual Data Automatic: Handeingabe MKS Maschinenkoordinatensystem MPF Main Program File: NC-Teileprogramm (Hauptprogramm) MSTT Maschinensteuertafel
N NC Numerical Control: Numerische Steuerung NCK Numerical Control Kernel NST Nahtstellensignal NV Nullpunktverschiebung
O OP Operation Panel: Bedieneinrichtung
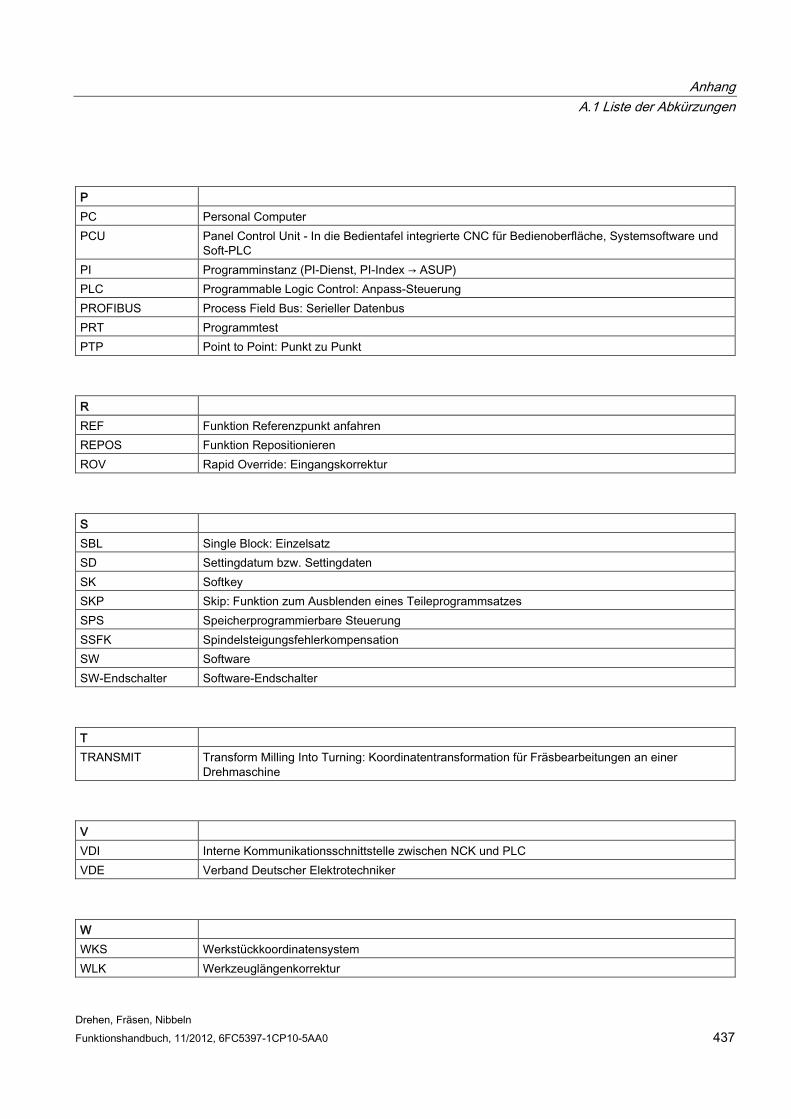
Anhang A.1 Liste der Abkürzungen
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 437
P PC Personal Computer PCU Panel Control Unit - In die Bedientafel integrierte CNC für Bedienoberfläche, Systemsoftware und
Soft-PLC PI Programminstanz (PI-Dienst, PI-Index → ASUP) PLC Programmable Logic Control: Anpass-Steuerung PROFIBUS Process Field Bus: Serieller Datenbus PRT Programmtest PTP Point to Point: Punkt zu Punkt
R REF Funktion Referenzpunkt anfahren REPOS Funktion Repositionieren ROV Rapid Override: Eingangskorrektur
S SBL Single Block: Einzelsatz SD Settingdatum bzw. Settingdaten SK Softkey SKP Skip: Funktion zum Ausblenden eines Teileprogrammsatzes SPS Speicherprogrammierbare Steuerung SSFK Spindelsteigungsfehlerkompensation SW Software SW-Endschalter Software-Endschalter
T TRANSMIT Transform Milling Into Turning: Koordinatentransformation für Fräsbearbeitungen an einer
Drehmaschine
V VDI Interne Kommunikationsschnittstelle zwischen NCK und PLC VDE Verband Deutscher Elektrotechniker
W WKS Werkstückkoordinatensystem WLK Werkzeuglängenkorrektur
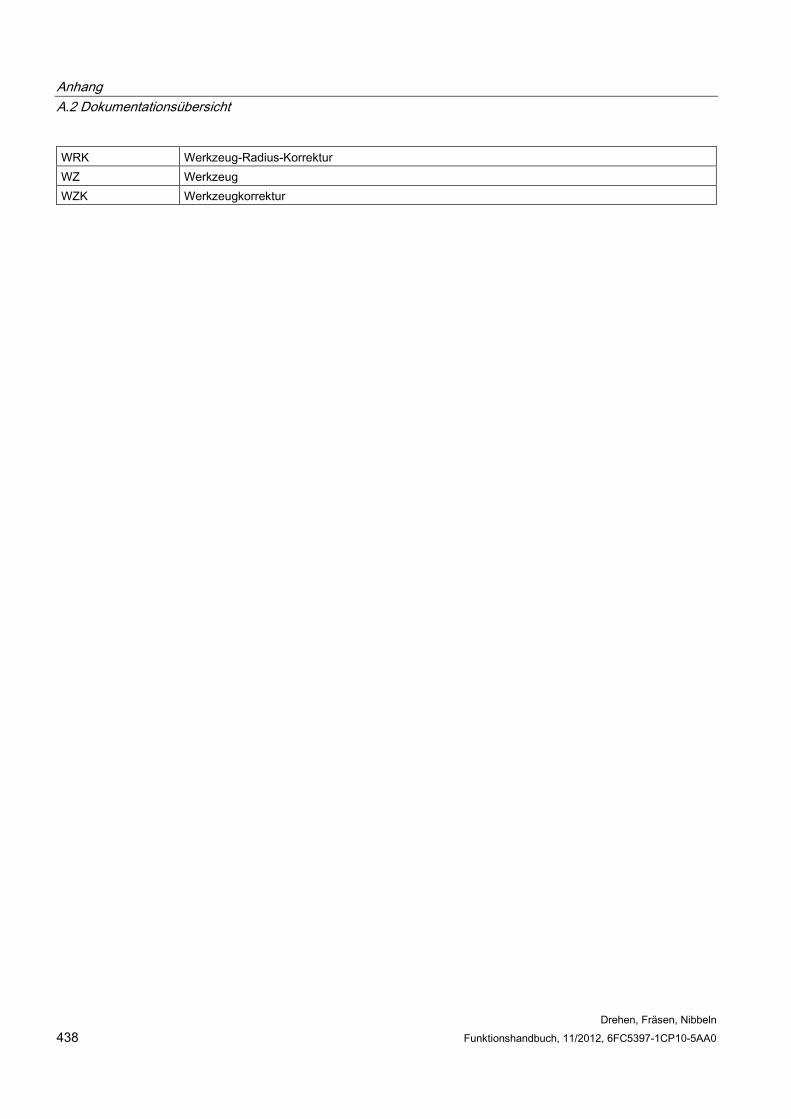
Anhang A.2 Dokumentationsübersicht
Drehen, Fräsen, Nibbeln 438 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
WRK Werkzeug-Radius-Korrektur WZ Werkzeug WZK Werkzeugkorrektur
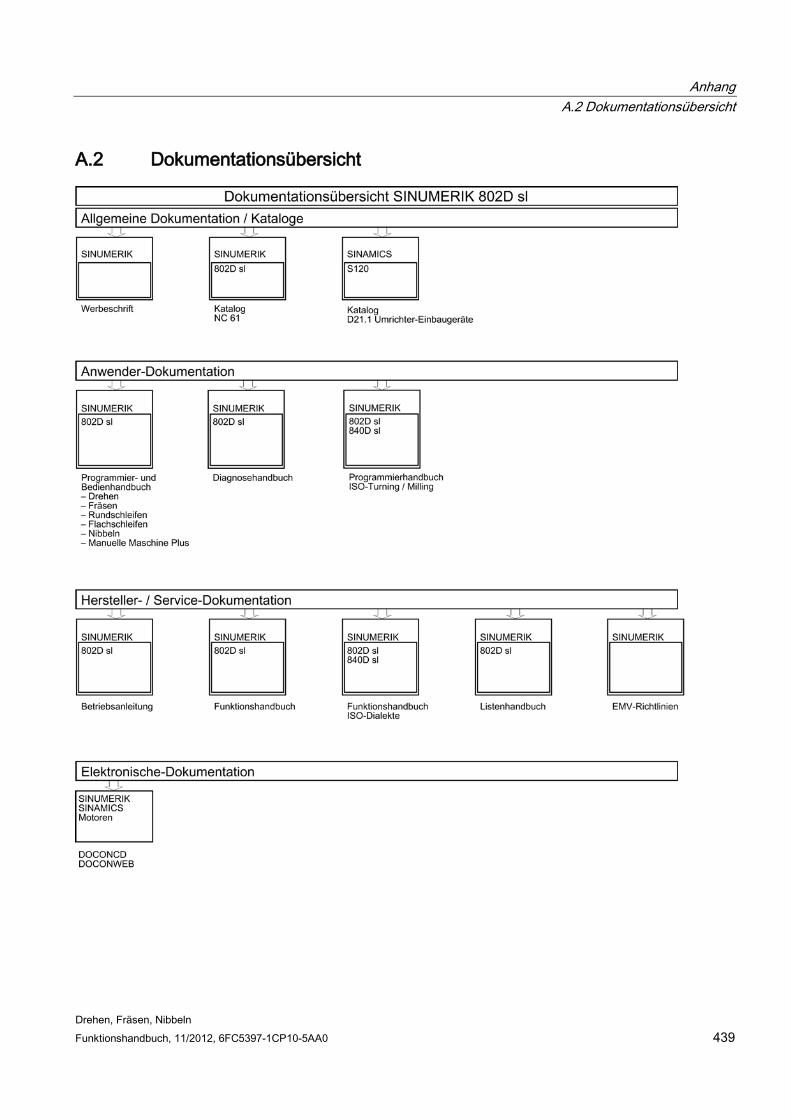
Anhang A.2 Dokumentationsübersicht
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 439
A.2 Dokumentationsübersicht

Anhang A.2 Dokumentationsübersicht
Drehen, Fräsen, Nibbeln 440 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 441
Glossar
Absolutmaß Angabe des Bewegungsziels einer Achsbewegung durch ein Maß, das sich auf den Nullpunkt des momentan gültigen Koordinatensystems bezieht. Siehe → Kettenmaß.
Achsbezeichner Achsen werden nach DIN 66217 für ein rechtsdrehendes, rechtwinkliges → Koordinatensystem bezeichnet mit X, Y, Z.
Um X, Y, Z drehende → Rundachsen erhalten die Bezeichner A, B, C. Zusätzliche Achsen, parallel zu den angegebenen, können mit weiteren Adressbuchstaben gekennzeichnet werden.
Achsen Die CNC-Achsen werden entsprechend ihres Funktionsumfangs abgestuft in:
● Achsen: interpolierende Bahnachsen
● Hilfsachsen: nicht interpolierende Zustell- und Positionierachsen mit achsspezifischem Vorschub. Hilfsachsen sind an der eigentlichen Bearbeitung nicht beteiligt, z. B. Werkzeugzubringer, Werkzeugmagazin.
Achsname Siehe → Achsbezeichner
Adresse Eine Adresse ist die Kennzeichnung für einen bestimmten Operanden oder Operandenbereich, z. B. Eingang, Ausgang usw.
Glossar
Drehen, Fräsen, Nibbeln 442 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Alarme Alle → Meldungen und Alarme werden auf der Bedientafel im Klartext mit Datum und Uhrzeit und dem entsprechenden Symbol für das Löschkriterium angezeigt. Die Anzeige erfolgt getrennt nach Alarmen und Meldungen.
1. Alarme und Meldungen im Teileprogramm
Alarme und Meldungen können direkt aus dem Teileprogramm im Klartext zur Anzeige gebracht werden.
2. Alarme und Meldungen von PLC
Alarme- und Meldungen der Maschine können aus dem PLC-Programm im Klartext zur Anzeige gebracht werden. Dazu sind keine zusätzlichen Funktionsbaustein-Pakete notwendig.
Antrieb Der Antrieb ist diejenige Einheit der CNC, welche die Drehzahl- und Momentenregelung aufgrund der Vorgaben der NC ausführt.
Anwenderdefinierte Variable Anwender können für beliebige Nutzung im → Teileprogramm oder Datenbaustein (globale Anwenderdaten) anwenderdefinierte Variablen vereinbaren. Eine Definition enthält eine Datentypangabe und den Variablennamen. Siehe → Systemvariable.
Anwenderprogramm Anwenderprogramme für Automatisierungssysteme S7-300 werden mit der Programmiersprache STEP 7 erstellt. Das Anwenderprogramm ist modular aufgebaut und besteht aus einzelnen Bausteinen.
Die grundlegenden Bausteintypen sind:
● Code-Bausteine
Diese Bausteine enthalten die STEP 7-Befehle.
● Datenbausteine
Diese Bausteine enthalten Konstanten und Variablen für das STEP 7-Programm.
Anwenderspeicher Alle Programme und Daten wie Teileprogramme, Unterprogramme, Kommentare, Werkzeugkorrekturen, Nullpunktverschiebungen/Frames sowie Kanal- und Programmanwenderdaten können in den gemeinsamen CNC-Anwenderspeicher abgelegt werden.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 443
Arbeitsfeldbegrenzung Mit der Arbeitsfeldbegrenzung kann der Verfahrbereich der Achsen zusätzlich zu den Endschaltern eingeschränkt werden. Je Achse ist ein Wertepaar zur Beschreibung des geschützten Arbeitsraumes möglich.
Arbeitsraum Dreidimensionaler Raum, in den die Werkzeugspitze aufgrund der Konstruktion der Werkzeugmaschine hineinfahren kann. Siehe → Schutzraum.
Arbeitsspeicher Der Arbeitsspeicher ist ein RAM-Speicher in der → CPU, auf den der Prozessor während der Programmbearbeitung auf das Anwenderprogramm zugreift.
Archivieren Auslesen von Dateien und/oder Verzeichnissen auf ein externes Speichergerät.
Asynchrones Unterprogramm Teileprogramm, das asynchron (unabhängig) zum aktuellen Programmzustand durch ein Interruptsignal (z. B. Signal "schneller NC-Eingang") gestartet werden kann.
Automatik Betriebsart der Steuerung (Satzfolgebetrieb nach DIN): Betriebsart bei NC-Systemen, in der ein → Teileprogramm angewählt und kontinuierlich abgearbeitet wird.
Bahnachse Bahnachsen sind alle Bearbeitungsachsen des → Kanals, die vom → Interpolator so geführt werden, dass sie gleichzeitig starten, beschleunigen, stoppen und den Endpunkt erreichen.
Bahngeschwindigkeit Die maximal programmierbare Bahngeschwindigkeit ist abhängig von der Eingabefeinheit. Bei einer Auflösung von beispielsweise 0,1 mm beträgt die maximal programmierbare Bahngeschwindigkeit 1000 m/min.
Bahnsteuerbetrieb Ziel des Bahnsteuerbetriebes ist es, ein größeres Abbremsen der → Bahnachsen an den Teileprogramm-Satzgrenzen zu vermeiden und mit möglichst gleicher Bahngeschwindigkeit in den nächsten Satz zu wechseln.
Glossar
Drehen, Fräsen, Nibbeln 444 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Bahnvorschub Bahnvorschub wirkt auf → Bahnachsen. Er stellt die geometrische Summe der Vorschübe der beteiligten → Geometrieachsen dar.
Basisachse Achse, deren Soll- oder Istwert für die Berechnung eines Kompensationswertes herangezogen wird.
Basiskoordinatensystem Kartesisches Koordinatensystem, wird durch Transformation auf das Maschinenkoordinatensystem abgebildet.
Im → Teileprogramm verwendet der Programmierer Achsnamen des Basiskoordinatensystems. Es besteht, wenn keine → Transformation aktiv ist, parallel zum → Maschinenkoordinatensystem. Der Unterschied zu diesem liegt in den → Achsbezeichnern.
Baudrate Geschwindigkeit bei der Datenübertragung (Bit/s).
Baustein Als Bausteine werden alle Dateien bezeichnet, die für die Programmerstellung und Programmverarbeitung benötigt werden.
Bedienoberfläche Die von der Software auf dem Monitor ausgegebenen Menüs und Masken, mit deren Hilfe der Anwender in der Programmbedienung geführt wird. Sie ist mit horizontalen und vertikalen Softkeys gestaltet.
Beschleunigung mit Ruckbegrenzung Zur Erzielung eines optimalen Beschleunigungsverhaltens an der Maschine bei gleichzeitiger Schonung der Mechanik kann im Bearbeitungsprogramm zwischen sprunghafter Beschleunigung und stetiger (ruckfreier) Beschleunigung umgeschaltet werden.
Betriebsart Ablaufkonzept für den Betrieb einer SINUMERIK-Steuerung. Es sind die Betriebsarten → Jog, → MDA, → Automatik definiert.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 445
Bezeichner Die Wörter nach DIN 66025 werden durch Bezeichner (Namen) für Variable (Rechenvariable, Systemvariable, Anwendervariable), für Unterprogramme, für Schlüsselwörter und Wörter mit mehreren Adressbuchstaben ergänzt. Diese Ergänzungen kommen in der Bedeutung den Wörtern beim Satzaufbau gleich. Bezeichner müssen eindeutig sein. Derselbe Bezeichner darf nicht für verschiedene Objekte verwendet werden.
Booten Laden des Systemprogramms nach POWER ON.
C-Achse Achse, um die eine gesteuerte Drehbewegung und Positionierung mit der Werkstückspindel erfolgt.
CNC Siehe → NC
COM Komponente der NC-Steuerung zur Durchführung und Koordination von Kommunikation.
CPU Central Processing Unit, siehe → Speicherprogrammierbare Steuerung
Datenbaustein Dateneinheit der → NC: Datenbausteine enthalten Datendefinitionen für globale Anwenderdaten. Die Daten können bei der Definition direkt initialisiert werden.
Datenwort Zwei Byte große Dateneinheit innerhalb eines → Datenbausteins.
Diagnose Die Steuerung besitzt sowohl ein Selbstdiagnose-Programm als auch Testhilfen für den Service: Status-, Alarm- und Serviceanzeigen
Editor Der Editor ermöglicht das Erstellen, Ändern, Ergänzen, Zusammenschieben und Einfügen von Programmen/Texten/Programmsätzen.
Glossar
Drehen, Fräsen, Nibbeln 446 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Eilgang Schnellste Verfahrgeschwindigkeit einer Achse. Sie wird z. B. verwendet, wenn das Werkzeug aus einer Ruhestellung an die → Werkstückkontur herangefahren oder von der Werkstückkontur zurückgezogen wird. Die Eilganggeschwindigkeit wird maschinenspezifisch über Maschinendatum eingestellt.
Externe Nullpunktverschiebung Von der → PLC vorgegebene Nullpunktverschiebung.
Festpunkt-Anfahren Werkzeugmaschinen können feste Punkte wie Werkzeugwechselpunkt, Beladepunkt, Palettenwechselpunkt etc. definiert anfahren. Die Koordinaten dieser Punkte sind in der Steuerung hinterlegt. Die Steuerung verfährt die betroffenen Achsen, wenn möglich, im → Eilgang.
Frame Ein Frame stellt eine Rechenvorschrift dar, die ein kartesisches Koordinatensystem in ein anderes kartesisches Koordinatensystem überführt. Ein Frame enthält die Komponenten → Nullpunktverschiebung, → Rotation, → Skalierung, → Spiegelung.
Genauhalt Bei programmierter Genauhalt-Anweisung wird die in einem Satz angegebene Position genau und ggf. sehr langsam angefahren. Zur Reduktion der Annäherungszeit werden für Eilgang und Vorschub → Genauhaltsgrenzen definiert.
Genauhaltgrenze Erreichen alle Bahnachsen ihre Genauhaltgrenze, so verhält sich die Steuerung als habe sie einen Zielpunkt exakt erreicht. Es erfolgt Satzweiterschaltung des → Teileprogramms.
Geometrie Beschreibung eines → Werkstücks im → Werkstückkoordinatensystem.
Geometrieachse Geometrieachsen dienen der Beschreibung eines 2- oder 3-dimensionalen Bereichs im Werkstückkoordinatensystem.
Geradeninterpolation Das Werkzeug wird auf einer Geraden zum Zielpunkt verfahren und dabei das Werkstück bearbeitet.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 447
Geschwindigkeitsführung Um bei Verfahrbewegungen um sehr kleine Beträge je Satz eine akzeptable Verfahrgeschwindigkeit erreichen zu können, kann vorausschauende Auswertung über mehrere Sätze (→ Look Ahead) eingestellt werden.
Gewindebohren ohne Ausgleichsfutter Mit dieser Funktion können Gewinde ohne Ausgleichsfutter gebohrt werden. Durch das interpolierende Verfahren der Spindel als Rundachse und der Bohrachse werden Gewinde exakt auf Endbohrtiefe geschnitten, z. B. Sacklochgewinde (Voraussetzung: Achsbetrieb der Spindel).
Grenzdrehzahl Maximale/minimale (Spindel-)Drehzahl: Durch Vorgaben von Maschinendaten, der → PLC oder → Settingdaten kann die maximale Drehzahl einer Spindel begrenzt sein.
Hauptprogramm Mit Nummer oder Bezeichner gekennzeichnetes → Teileprogramm, in dem weitere Hauptprogramme, Unterprogramme oder → Zyklen aufgerufen werden können.
Hauptsatz Durch ":" eingeleiteter Satz, der alle Angaben enthält, um den Arbeitsablauf in einem → Teileprogramm starten zu können.
Hilfsfunktionen Mit Hilfsfunktionen können in → Teileprogrammen → Parameter an die → PLC übergeben werden, die dort vom Maschinenhersteller definierte Reaktionen auslösen.
Hochsprache CNC Die Hochsprache bietet: → Anwenderdefinierte Variable, → Systemvariable, → Makrotechnik.
Interpolator Logische Einheit des → NCK, die nach Angaben von Zielpositionen im Teileprogramm Zwischenwerte für die in den einzelnen Achsen zu fahrenden Bewegungen bestimmt.
Interpolatorische Kompensation Mit Hilfe der interpolatorischen Kompensation können fertigungsbedingte Spindelsteigungsfehler und Messsystemfehler kompensiert werden (SSFK, MSFK).
Glossar
Drehen, Fräsen, Nibbeln 448 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Interruptroutine Interruptroutinen sind spezielle → Unterprogramme, die durch Ereignisse (externe Signale) vom Bearbeitungsprozess gestartet werden können. Ein in Abarbeitung befindlicher Teileprogrammsatz wird abgebrochen, die Unterbrechungsposition der Achsen wird automatisch gespeichert.
JOG Betriebsart der Steuerung (Einrichtebetrieb): In der Betriebsart JOG kann die Maschine eingerichtet werden. Einzelne Achsen und Spindeln können über die Richtungstasten im Tippbetrieb verfahren werden. Weitere Funktionen in der Betriebsart JOG sind das → Referenzpunktfahren, → Repos sowie Preset (Istwert setzen).
Kanal Ein Kanal ist dadurch gekennzeichnet, dass er ein → Teileprogramm abarbeiten kann. Ein Kanal steuert exklusiv die ihm zugeordneten Achsen und Spindeln.
Kettenmaß Auch Inkrementmaß: Angabe eines Bewegungsziels einer Achse durch eine zu verfahrende Wegstrecke und Richtung bezogen auf einen bereits erreichten Punkt. Siehe → Absolutmaß.
Kompensationsachse Achse, deren Soll- oder Istwert durch den Kompensationswert modifiziert wird.
Kompensationstabelle Tabelle von Stützpunkten. Sie liefert für ausgewählte Positionen der Basisachse die Kompensationswerte der Kompensationsachse.
Kompensationswert Differenz zwischen der durch den Messgeber gemessenen Achsposition und der gewünschten, programmierten Achsposition.
Kontaktplan Ein Kontaktplan ist eine graphische Programmiersprache (→ STEP 7), die elektrische Schaltpläne darstellt.
Kontur Umriss des → Werkstücks
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 449
Konturüberwachung Als Maß für die Konturtreue wird der Schleppfehler innerhalb eines definierbaren Toleranzbandes überwacht. Ein unzulässig hoher Schleppfehler kann sich z. B. durch Überlastung des Antriebs ergeben. In diesem Fall kommt es zu einem Alarm und die Achsen werden stillgesetzt.
Koordinatensystem Siehe → Maschinenkoordinatensystem, → Werkstückkoordinatensystem
Korrekturspeicher Datenbereich in der Steuerung, in dem Werkzeugkorrekturdaten hinterlegt sind.
Kreisinterpolation Das → Werkzeug soll zwischen festgelegten Punkten der Kontur mit einem gegebenen Vorschub auf einem Kreis fahren und dabei das Werkstück bearbeiten.
Kü Übersetzungsverhältnis
Kv Kreisverstärkungsfaktor, regelungstechnische Größe eines Regelkreises
Ladespeicher Der Ladespeicher ist der permanente Speicher der → PLC.
Linearachse Die Linearachse ist eine Achse, welche im Gegensatz zur Rundachse eine Gerade beschreibt.
Look Ahead Mit der Funktion Look Ahead wird durch das "Vorausschauen" über eine parametrierbare Anzahl von Verfahrsätzen ein Optimum an Bearbeitungsgeschwindigkeit erzielt.
Losekompensation Ausgleich einer mechanischen Maschinenlose, z. B. Umkehrlose bei Kugelrollspindeln. Für jede Achse kann die Losekompensation getrennt eingegeben werden.
Glossar
Drehen, Fräsen, Nibbeln 450 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Makrotechnik Zusammenfassung einer Menge von Anweisungen unter einem Bezeichner. Der Bezeichner repräsentiert im Programm die Menge der zusammengefassten Anweisungen.
Maschinenachsen In der Werkzeugmaschine physikalisch existierende Achsen.
Maschinenfestpunkt Durch die Werkzeugmaschine eindeutig definierter Punkt, z. B. Maschinen-Referenzpunkt.
Maschinenkoordinatensystem Koordinatensystem, das auf die Achsen der Werkzeugmaschine bezogen ist.
Maschinennullpunkt Fester Punkt der Werkzeugmaschine, auf den sich alle (abgeleiteten) Messsysteme zurückführen lassen.
Maschinensteuertafel Bedientafel der Werkzeugmaschine mit den Bedienelementen Tasten, Drehschalter usw. und einfachen Anzeigeelementen wie LEDs. Sie dient der unmittelbaren Beeinflussung der Werkzeugmaschine über die PLC.
Maßangabe metrisch und inch Im Bearbeitungsprogramm können Positions- und Steigungswerte in inch programmiert werden. Unabhängig von der programmierbaren Maßangabe (G70/G71) wird die Steuerung auf ein Grundsystem eingestellt.
Masse Als Masse gilt die Gesamtheit aller untereinander verbundenen inaktiven Teile eines Betriebsmittels, die auch im Fehlerfall keine gefährliche Berührungsspannung annehmen können.
MDA Betriebsart der Steuerung: Manual Data Automatic. In der Betriebsart MDA können einzelne Programmsätze oder Satzfolgen ohne Bezug auf ein Haupt- oder Unterprogramm eingegeben und anschließend über die Taste NC-Start sofort ausgeführt werden.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 451
Meldungen Alle im Teileprogramm programmierten Meldungen und vom System erkannte → Alarme werden auf der Bedientafel im Klartext mit Datum und Uhrzeit und dem entsprechenden Symbol für das Löschkriterium angezeigt. Die Anzeige erfolgt getrennt nach Alarmen und Meldungen.
Metrisches Messsystem Genormtes System von Einheiten: für Längen z. B. mm (Millimeter), m (Meter).
NC Numerical Control: NC-Steuerung umfasst alle Komponenten der Werkzeugmaschinensteuerung: → NCK, → PLC, HMI, → COM.
Hinweis
Für die Steuerung SINUMERIK 802D sl wäre CNC-Steuerung korrekter: Computerized Numerical Control.
NCK Numerical Control Kernel: Komponente der NC-Steuerung, die → Teileprogramme abarbeitet und im Wesentlichen die Bewegungsvorgänge für die Werkzeugmaschine koordiniert.
Nebensatz Durch "N" eingeleiteter Satz mit Informationen für einen Arbeitsschritt, z. B. eine Positionsangabe.
Netzwerk Durch den integrierten Netzwerkadapter ist die Steuerung netzwerkfähig. Folgende Verbindungen sind möglich:
● Peer-to-Peer: Direktverbindung zwischen Steuerung und PC unter Verwendung eines Crossoverkabels
● Twisted-Pair: Einbindung der Steuerung in ein bestehendes, lokales Netzwerk unter Verwendung eines Patchkabels.
Glossar
Drehen, Fräsen, Nibbeln 452 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Nullpunktverschiebung Vorgabe eines neuen Bezugspunktes für ein Koordinatensystem durch Bezug auf einen bestehenden Nullpunkt und ein → Frame.
1. Einstellbar
Es steht eine projektierbare Anzahl von einstellbaren Nullpunktverschiebungen für jede CNC-Achse zur Verfügung. Die über G-Funktionen anwählbaren Verschiebungen sind alternativ wirksam.
2. Programmierbar
Mit der Anweisung TRANS sind für alle Bahn- und Positionierachsen Nullpunktverschiebungen programmierbar.
OEM Für Maschinenhersteller, die ihre eigene Bedienoberfläche erstellen oder technologiespezifische Funktionen in die Steuerung einbringen wollen, sind Freiräume für individuelle Lösungen (OEM-Applikationen) für SINUMERIK 802D sl vorgesehen.
Override Manuelle bzw. programmierbare Eingriffsmöglichkeit, die es dem Bediener gestattet, programmierte Vorschübe oder Drehzahlen zu überlagern, um sie einem bestimmten Werkstück oder Werkstoff anzupassen.
Peripheriebaugruppe Peripheriebaugruppen stellen die Verbindung zwischen CPU und Prozess her.
Peripheriebaugruppen sind:
● → Digital-Ein-/Ausgabebaugruppen
● → Analog-Ein-/Ausgabebaugruppen
PLC Programmable Logic Control: → Speicherprogrammierbare Steuerung. Komponente der → NC: Anpass-Steuerung zur Bearbeitung der Kontroll-Logik der Werkzeugmaschine.
PLC-Programmierung Die PLC wird mit der STEP 7 programmiert. STEP 7 ist die aktuelle Programmiersoftware der SIMATIC S7 SPS-Familie und ist der Nachfolger von STEP 5. Das Anwenderprogramm kann nur mit dem Programming Tool PLC 802 ab Version 3.1 in → Kontaktplan (Ladder Diagramm) erstellt werden.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 453
Polarkoordinaten Koordinatensystem, das die Lage eines Punktes in einer Ebene durch seinen Abstand vom Nullpunkt und den Winkel festlegt, den der Radiusvektor mit einer festgelegten Achse bildet.
Positionierachse Achse, die eine Hilfsbewegung an einer Werkzeugmaschine ausführt. (z. B. Werkzeugmagazin, Palettentransport). Positionierachsen sind Achsen, die nicht mit den → Bahnachsen interpolieren.
Programmbaustein Programmbausteine enthalten die Haupt- und Unterprogramme der → Teileprogramme.
Programmierbare Arbeitsfeldbegrenzung Begrenzung des Bewegungsraumes des Werkzeugs auf einen durch programmierte Begrenzungen definierten Raum.
Programmierbare Frames Mit programmierbaren → Frames können dynamisch im Zuge der Teileprogramm-Abarbeitung neue Koordinatensystem-Ausgangspunkte definiert werden. Es wird unterschieden nach absoluter Festlegung anhand eines neuen Frames und additiver Festlegung unter Bezug auf einen bestehenden Ausgangspunkt.
Referenzpunkt Punkt der Werkzeugmaschine, auf den sich das Messsystem der → Maschinenachsen bezieht.
Rohteil Teil, mit dem die Bearbeitung eines Werkstücks begonnen wird.
Rotation Komponente eines → Frames, die eine Drehung des Koordinatensystems um einen bestimmten Winkel definiert.
R-Parameter Rechenparameter, kann vom Programmierer des → Teileprogramms für beliebige Zwecke im Programm gesetzt oder abgefragt werden.
Glossar
Drehen, Fräsen, Nibbeln 454 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Rundachse Rundachsen bewirken eine Werkstück- oder Werkzeugdrehung in eine vorgegebene Winkellage.
Satzsuchlauf Zum Austesten von Teileprogrammen oder nach einem Abbruch der Bearbeitung kann über die Funktion "Satzsuchlauf" eine beliebige Stelle im Teileprogramm angewählt werden, an der die Bearbeitung gestartet oder fortgesetzt werden soll.
Schlüsselwörter Wörter mit festgelegter Schreibweise, die in der Programmiersprache für → Teileprogramme eine definierte Bedeutung haben.
Schneidenradiuskorrektur Bei der Programmierung einer Kontur wird von einem spitzen Werkzeug ausgegangen. Da dies in der Praxis nicht realisierbar ist, wird der Krümmungsradius des eingesetzten Werkzeugs der Steuerung angegeben und von dieser berücksichtigt. Dabei wird der Krümmungsmittelpunkt um den Krümmungsradius verschoben äquidistant um die Kontur geführt.
Schnelle digitale Ein-/Ausgänge Über die digitalen Eingänge können z. B. schnelle CNC-Programmroutinen (Interruptroutinen) gestartet werden. Über die digitalen CNC-Ausgänge können schnelle, programmgesteuerte Schaltfunktionen ausgelöst werden.
Schnellstopp Schnellstopp ist eine Funktion der NC im Zusammenhang mit Fehlerzuständen. Wird ein Fehlzustand erkannt, wird dieser mit einem Alarm angezeigt. Als Alarmreaktion kann unter anderem ein Schnellstop parametriert werden. Für eine betroffene Maschinenachse wird dabei sofort, ohne Bremsrampe, als Drehzahlsollwert "0" vorgegeben. Die entsprechenden Antriebe bremsen daraufhin maximal, d. h. an ihrer jeweiligen Stromgrenze bis zum Stillstand ab.
Schraubenlinien-Interpolation Die Schraubenlinien-Interpolation eignet sich besonders zum einfachen Herstellen von Innen- oder Außengewinden mit Formfräsern und zum Fräsen von Schmiernuten.
Dabei setzt sich die Schraubenlinie aus zwei Bewegungen zusammen:
● Kreisbewegung in einer Ebene
● Linearbewegung senkrecht zu dieser Ebene
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 455
Schrittmaß Verfahrweglängenangabe über Inkrementanzahl (Schrittmaß). Inkrementanzahl kann als → Settingdatum hinterlegt sein bzw. durch entsprechend beschriftete Tasten 10, 100, 1000, 10000 gewählt werden.
Schutzraum Dreidimensionaler Raum innerhalb des → Arbeitsraumes, in den die Werkzeugspitze nicht hineinreichen darf.
Serielle Schnittstelle V.24 Für die Dateneingabe/-ausgabe ist auf der PCU eine serielle V.24-Schnittstelle (RS232) vorhanden. Über diese Schnittstelle können Bearbeitungsprogramme sowie Hersteller- und Anwenderdaten geladen und gesichert werden.
Settingdaten Daten, die Eigenschaften der Werkzeugmaschine auf durch die Systemsoftware definierte Weise der NC-Steuerung mitteilen.
Sicherheitsfunktionen Die Steuerung enthält ständig aktive Überwachungen, die Störungen in der → CNC, der Anpass-Steuerung (→ PLC) und der Maschine so frühzeitig erkennen, dass Schäden an Werkstück, Werkzeug oder Maschine weitgehend ausgeschlossen werden. Im Störungsfall wird der Bearbeitungsablauf unterbrochen und die Antriebe werden stillgesetzt, die Störungsursache gespeichert und als Alarm angezeigt. Gleichzeitig wird der PLC mitgeteilt, dass ein CNC-Alarm ansteht.
Skalierung Komponente eines → Frames, die achsspezifische Maßstabsveränderungen bewirkt.
Softkey Taste, deren Beschriftung durch ein Feld im Bildschirm repräsentiert wird, das sich dynamisch der aktuellen Bediensituation anpasst. Die frei belegbaren Funktionstasten (Softkeys) werden softwaremäßig definierten Funktionen zugeordnet.
Software-Endschalter Software-Endschalter begrenzen den Verfahrbereich einer Achse und verhindern ein Auffahren des Schlittens auf die Hardware-Endschalter. Je Achse sind 2 Wertepaare vorgebbar, die getrennt über die → PLC aktiviert werden können.
Glossar
Drehen, Fräsen, Nibbeln 456 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Speicherprogrammierbare Steuerung Speicherprogrammierbare Steuerungen (SPS) sind elektronische Steuerungen, deren Funktion als Programm im Steuerungsgerät gespeichert ist. Aufbau und Verdrahtung des Gerätes hängen also nicht von der Funktion der Steuerung ab. Die speicherprogrammierbare Steuerung hat die Struktur eines Rechners; sie besteht aus CPU (Zentralbaugruppe) mit Speicher, Ein-/Ausgabebaugruppen und internem Bus-System. Die Peripherie und die Programmiersprache sind auf die Belange der Steuerungstechnik ausgerichtet.
Spiegelung Bei Spiegelung werden die Vorzeichen der Koordinatenwerte einer Kontur bezüglich einer Achse vertauscht. Es kann bezüglich mehrerer Achsen zugleich gespiegelt werden.
Spindelsteigungsfehler-Kompensation Ausgleich mechanischer Ungenauigkeiten einer am Vorschub beteiligten Kugelrollspindel durch die Steuerung anhand von hinterlegten Messwerten der Abweichungen.
Spline-Interpolation Mit der Spline-Interpolation kann die Steuerung aus nur wenigen vorgegebenen Stützpunkten einer Sollkontur einen glatten Kurvenverlauf erzeugen.
Standardzyklen Für häufig wiederkehrende Bearbeitungsaufgaben stehen Standardzyklen zur Verfügung:
● für die Technologie Bohren/Fräsen
● für die Technologie Drehen
● für die Technologie Schleifen
Im Bedienbereich "Programm" werden unter dem Menü <Technologie> die zur Verfügung stehenden Zyklen aufgelistet. Nach Anwahl des gewünschten Bearbeitungszyklus werden die notwendigen Parameter für die Wertzuweisung im Klartext angezeigt.
Synchronisation Anweisungen in → Teileprogrammen zur Koordination der Abläufe an bestimmten Bearbeitungsstellen.
Systemvariable Ohne Zutun des Programmierers eines → Teileprogramms existierende Variable. Sie ist definiert durch einen Datentyp und dem Variablennamen, der durch das Zeichen $ eingeleitet wird. Siehe → Anwenderdefinierte Variable.
Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 457
Teileprogramm Folge von Anweisungen an die NC-Steuerung, die insgesamt die Erzeugung eines bestimmten → Werkstücks bewirken. Ebenso Vornahme einer bestimmten Bearbeitung an einem gegebenen → Rohteil.
Teileprogrammsatz Teil eines → Teileprogramms, durch Line Feed abgegrenzt. Es werden → Hauptsätze und → Nebensätze unterschieden.
Text-Editor Die Steuerung bietet eine Funktion zum Editieren chinesischer Schriftzeichen im Programmeditor und im PLC-Alarmtexteditor an.
Diese Funktion ist nur in der chinesischen Sprachversion verfügbar.
Transformation Additive oder absolute Nullpunktsverschiebung einer Achse.
Unterprogramm Folge von Anweisungen eines → Teileprogramms, die mit unterschiedlichen Versorgungsparametern wiederholt aufgerufen werden kann. Der Aufruf des Unterprogramms erfolgt aus einem Hauptprogramm. Jedes Unterprogramm kann gegen nicht autorisiertes Auslesen und Anzeigen gesperrt werden. → Zyklen sind eine Form von Unterprogrammen.
Urlöschen Beim Urlöschen werden folgende Speicher der → CPU gelöscht:
● → Arbeitsspeicher
● Schreib-/Lesebereich des → Ladespeichers
● → Systemspeicher
Variablendefinition Eine Variablendefinition umfasst die Festlegung eines Datentyps und eines Variablennamens. Mit dem Variablennamen kann der Wert der Variablen angesprochen werden.
Verfahrbereich Der maximal zulässige Verfahrbereich bei Linearachsen beträgt ± 9 Dekaden. Der absolute Wert ist abhängig von der gewählten Eingabe- und Lageregelfeinheit und dem Einheitensystem (inch oder metrisch).
Glossar
Drehen, Fräsen, Nibbeln 458 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Vorschub-Override Der programmierten Geschwindigkeit wird die aktuelle Geschwindigkeitseinstellung über → Maschinensteuertafel oder von der → PLC überlagert (0-120%). Die Vorschubgeschwindigkeit kann zusätzlich im Bearbeitungsprogramm durch einen programmierbaren Prozentfaktor (1-100%) korrigiert werden.
Vorsteuerung, dynamisch Ungenauigkeiten der → Kontur, bedingt durch Schleppfehler, lassen sich durch die dynamische, beschleunigungsabhängige Vorsteuerung nahezu eliminieren. Dadurch ergibt sich auch bei hohen → Bahngeschwindigkeiten eine hervorragende Bearbeitungsgenauigkeit. Die Vorsteuerung kann achsspezifisch über das → Teileprogramm an- und abgewählt werden.
Werkstück Von der Werkzeugmaschine zu erstellendes/zu bearbeitendes Teil.
Werkstückkontur Sollkontur des zu erstellenden/bearbeitenden → Werkstücks.
Werkstückkoordinatensystem Das Werkstückkoordinatensystem hat seinen Ausgangspunkt im → Werkstücknullpunkt. Bei Programmierung im Werkstückkoordinatensystem beziehen sich Maße und Richtungen auf dieses System.
Werkstücknullpunkt Der Werkstücknullpunkt bildet den Ausgangspunkt für das → Werkstückkoordinatensystem. Er ist durch Abstände zum → Maschinennullpunkt definiert.
Werkzeug An der Werkzeugmaschine wirksames Teil, das die Bearbeitung bewirkt (z. B. Drehmeißel, Fräser, Bohrer ...).
Werkzeugkorrektur Berücksichtigung der Werkzeug-Abmessungen bei der Berechnung der Bahn.
Werkzeugradiuskorrektur Um eine gewünschte → Werkstückkontur direkt programmieren zu können, muss die Steuerung unter Berücksichtigung des Radius des eingesetzten Werkzeugs eine äquidistante Bahn zur programmierten Kontur verfahren (G41/G42).

Glossar
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 459
Zoll-Maßsystem Maßsystem, das Entfernungen in "inch" und Bruchteilen davon definiert.
Zwischensätze Verfahrbewegungen mit angewählter → Werkzeugkorrektur (G41/G42) dürfen durch eine begrenzte Anzahl Zwischensätze (Sätze ohne Achsbewegungen in der Korrekturebene) unterbrochen werden, wobei die Werkzeugkorrektur noch korrekt verrechnet werden kann. Die zulässige Anzahl Zwischensätze, die die Steuerung vorausliest, ist über Systemparameter einstellbar.
Zyklen Geschützte Unterprogramme zur Ausführung eines wiederholt auftretenden Bearbeitungsvorganges am → Werkstück.
Glossar
Drehen, Fräsen, Nibbeln 460 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 461
Index
A Achsbezogene Ruckbegrenzung, 70 Achsüberwachungen
Drehzahlsollwert, 46 Istgeschwindigkeit, 47 Klemmung, 45 Positionierüberwachung, 42 Stillstand, 44
Antriebsgrößen, 131 Anwendungen, 369 Anzeigefeinheit, 117 Arbeitsfeldbegrenzung, 53, 335 ASUP
initialisieren, 32 starten, 186
B Bahnachsen, 59 Bahnbezogene Ruckbegrenzung, 69 Bahnvorschub F, 409
Alarme, 410 Vorschub bei G33 (Gewindeschneiden), 411 Vorschub bei G63 (Gewindebohren mit Ausgleichsfutter), 413 Wertebereich, 116
Befehle MEAS, MEAW, 251 Beschleunigung, 141 Beschleunigungskennlinie, 278 Beschleunigungsprofile, 69
Ruckbegrenzte Beschleunigung, 69 Sprungförmige Beschleunigung, 69
Betriebsarten BA-Wechselsperre, 169 Fehler bei BA-Wechsel, 169 Überwachungen, 171 Verriegelungen, 172
Betriebsartenwechsel, 169 Bewegungsüberwachungen, 41
D D-Funktionen, 424 Drehzahlregelkreis, 133
Durchhangkompensation, 214
E Eilgang-Korrekturschalter, 418 Eilgangüberlagerung, 141 Eingabefeinheit, 117 Einzelsatzbetrieb, 192 Ereignisgesteuerte Programmabläufe
Bedientafel-Reset, 182 Teileprogrammstart und Teileprogrammende, 181
F Fest zugeordnete PLC-Achse, 308 Festanschlag, 73 Festpunkt anfahren
in JOG, 148 mit G75, 148
Festpunktpositionen, 151 Folgesatzgeschwindigkeit, 67 Führungsachse, 87
G Gantry
Referenzieren und Synchronisieren, 90 Gantry-Achsen
Begriffe, 86 Geberüberwachungen
Geberfrequenz, 48 Nullmarken, 49
Genauhalt, 60 Genauhaltkriterien, 61 Geschwindigkeiten, 115 Geschwindigkeitsabsenkung, 64 Geschwindigkeitsabsenkung gemäß Überlastfaktor, 63 Getriebestufenwechsel bei Master/Slave, 402 Gleichlaufachse, 87 Grundsystem
manuelle Umschaltung, 120 Umrechnung, 119
H Handrad
Index
Drehen, Fräsen, Nibbeln 462 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
Fahren im JOG, 145 Verfahren der Achsen, 139
Hardware-Endschalter, 142 Hilfsfunktionen, 157 Hilfsfunktionen gruppieren, 160 Hilfsfunktionsausgabe
Satzsuchlauf, 162 Satzwechsel, 159
I Impliziter Genauhalt, 62 Impulssperre, 79 INC, 371 Inkrementelles Verfahren, 144 Interpolator-Ende, 61 Interpolatorische Kompensation
Kompensationstabelle, 209 Linearinterpolation, 210
Istwertauflösung, 129 Istwertverarbeitung, 129
J JOG
Festpunkt anfahren, 148
K Kanal, 167 Kanalzustand, 177 Kompensationstabelle, 211 Konkurrierende Positionierachsen, 307 Kontinuierliches Verfahren, 143 Konturverletzung, 52 Kv-Faktor, 134
L Lageregelkreis, 133 Lageregelung, 134 Lagereglerverstärkung, 44 Linearachse
Endschalterüberwachung, 50 mit rotatorischem Geber am Motor, 130 Verfahrbereich, 116
LookAhead, 62, 66 Losekompensation,
M Master-Slave, 391 Messergebnisse lesen im TP, 252 Messgenauigkeit, 253 Messsystemfehlerkompensation (SSFK), 210 Messtaster, 249 Messtasteranschluß, 251 Messtaster-Funktionsprüfung, 253 Mitschleppen, 291
N Nahtstelle PLC/NCK, 19 NOT AUS
Ablauf, 262 Nahtstelle, 262 Quittierung, 263
NOT AUS-Taster, Nuten, 237
O Offsetwinkel, 385
P Parametersätze des Lagereglers, 134 Physikalische Größen, 118 PI-Dienste, 30 Planachsen
Durchmesserprogrammierung, 303 Geometrieachsen, 303
Plausibilitätsprüfung, 325 PLC-Achse, 307 PLC-Service-Anzeige, 252 Positionierachse starten, 309 Positionierfester, 44 Positionsanzeige, 207 Pratzentotbereich, 295 Probelaufvorschub, 193 Prog Event, 178 Programmbeeinflussung, 176 Programmbetrieb, 167
Programmzustand, 176 RESET-Kommando, 175 Starten des Teileprogramms bzw. Teileprogrammsatzes, 173 Teileprogrammanwahl, 173 Teileprogrammunterbrechung, 174
Programmtest
Index
Drehen, Fräsen, Nibbeln Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0 463
Bearbeitung bestimmter Programmabschnitte, 194 Programmbearbeitung im Einzelsatzbetrieb, 192 Satzsuchlauf, 194 Teileprogrammsätze ausblenden, 197
Programmzustand, 176 PUNCHACC, 278
R Rechenfeinheit, 117 Referenzieren
achsspezifisch, 316 bei inkrementellen Meßsystem, 317 kanalspezifisch, 316
Referenzieren bei Absolutwertgebern, 328 Referenzpunktfahren, 370 Regelung, Reset, 264 Richtungsumkehr, 388 Ruckbegrenzung, 64 Ruckgrenze, 64 Rundachse
Definition, 333 mit rotatorischem Geber am Motor, 130
Rundachsen Absolutmaßprogrammierung, 336 Absolutmaß-Programmierung, 337 Achsadressen, 333 Kettenmaß-Programmierung, 337 Maßeinheiten, 334 Modulo 360, 335 Software-Endschalter, 335 Verfahrbereich, 116 Vorschub, 334
S Satzsuchlauf, 162, 194, 279 Schleppfehler-Kompensation, 226 Signale von PLC an NCK, 20 Simulationsachsen, 123 Software-Endschalter, 142, 335, 379 Sollwertausgabe, 123 Spindel
Getriebestufenwechsel, 353 Spindelüberwachungen, 359 synchronisieren, 351
Spindelbetriebsarten, 342 Spindeldrehzahl, 116 Spindelkorrekturfaktor, 419 Spindelsteigungsfehler-Kompensation (SSFK), 210
Sprachbefehl SPN, 281, 283 SPP, 280, 282
T Tachoabgleich, 47 Tangentenwinkel, 383 Tangentialsteuerung, 291 TEACH IN, 168 Teileprogrammsätze ausblenden, 197 Teileprogrammunterbrechung, 174 Teilungsachsen
Codierte Position, 375 Codierte Positionen, 372 Handrad, 371 Inbetriebnahme, 376 inkrementelles Verfahren (INC), 371 kontinuierliches Verfahren, 370 Parametrierung, 373 Programmierung, 375 Referenzpunktfahren, 370 Verfahren von PLC, 372
T-Funktion, 163
U Überlastfaktor, 64 Überwachung des Eingangssignals, 277 Umschaltbares Interface, 276
V Verfahrbereiche, 116 Verminderung der Rucke, 64 Vorauslösezeit, 277 Vorschub/Spindel Halt, 417 Vorschübe
Achsspezifische Vorschubkorrektur, 419 Bahnvorschub F, 409 Gewindebohren mit Ausgleichsfutter G63, 413 Gewindeschneiden G33, 411 Spindelkorrektur, 419 Vorschub/Spindel Halt, 417 Vorschubbeinflussung, 416 Vorschubkorrektur, 418 Vorschubsperre, 417
Vorschub-Korrektur, 141 Vorschub-Korrekturschalter, 418 Vorschubsperre, 417
Index
Drehen, Fräsen, Nibbeln 464 Funktionshandbuch, 11/2012, 6FC5397-1CP10-5AA0
W Wegaufteilung, 280 Werkzeug, 424
Aktivieren der WZK, 425 Anwahl der Schneide bei WZ-Wechsel, 424 anwählen, 424 Werkzeugkorrektur, 424 Wertebereich von T, 424
Werkzeugüberwachung, 425 Winkligkeitsfehlerkompensation, 214
Z Zyklischer Signalaustausch, 20