kristallstruktur und mikrostruktur teil ii vorlesung 3 · die partikel erstarren schnell und bilden...
TRANSCRIPT

Kristallstruktur und Mikrostruktur
Teil II
Vorlesung 3
2
Teil II
1 Erstarrung - Grundlagen
2 Erstarrung/ - Wachstum/ Gefüge (Mikrostruktur)
3 Praktische Beispiele: Schweißen und thermisches Spritzen
4 Texturanalyse
3
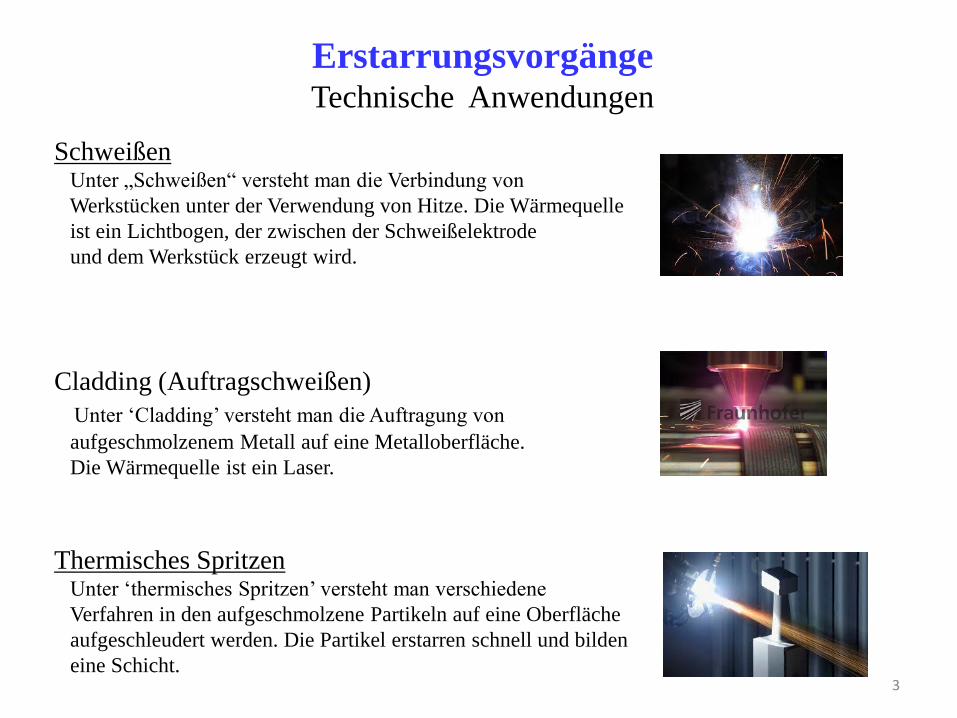
ErstarrungsvorgängeTechnische Anwendungen
SchweißenUnter „Schweißen“ versteht man die Verbindung von
Werkstücken unter der Verwendung von Hitze. Die Wärmequelle
ist ein Lichtbogen, der zwischen der Schweißelektrode
und dem Werkstück erzeugt wird.
Cladding (Auftragschweißen)
Unter ‘Cladding’ versteht man die Auftragung von
aufgeschmolzenem Metall auf eine Metalloberfläche.
Die Wärmequelle ist ein Laser.
Thermisches SpritzenUnter ‘thermisches Spritzen’ versteht man verschiedene
Verfahren in den aufgeschmolzene Partikeln auf eine Oberfläche
aufgeschleudert werden. Die Partikel erstarren schnell und bilden
eine Schicht.
4
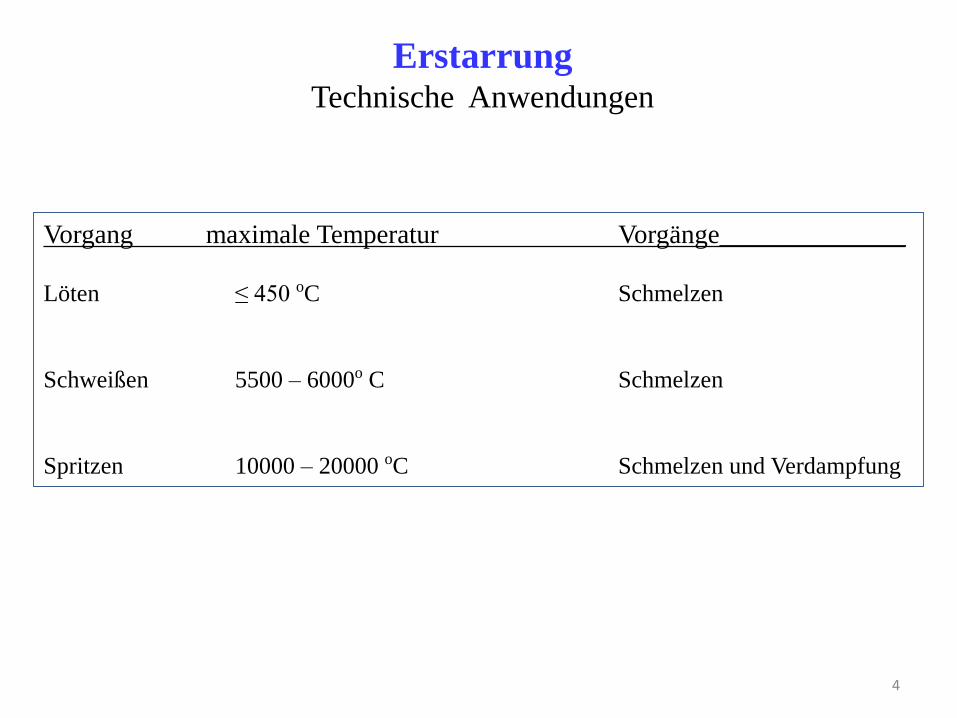
ErstarrungTechnische Anwendungen
Vorgang maximale Temperatur Vorgänge______________
Löten ≤ 450 oC Schmelzen
Schweißen 5500 – 6000o C Schmelzen
Spritzen 10000 – 20000 oC Schmelzen und Verdampfung
5
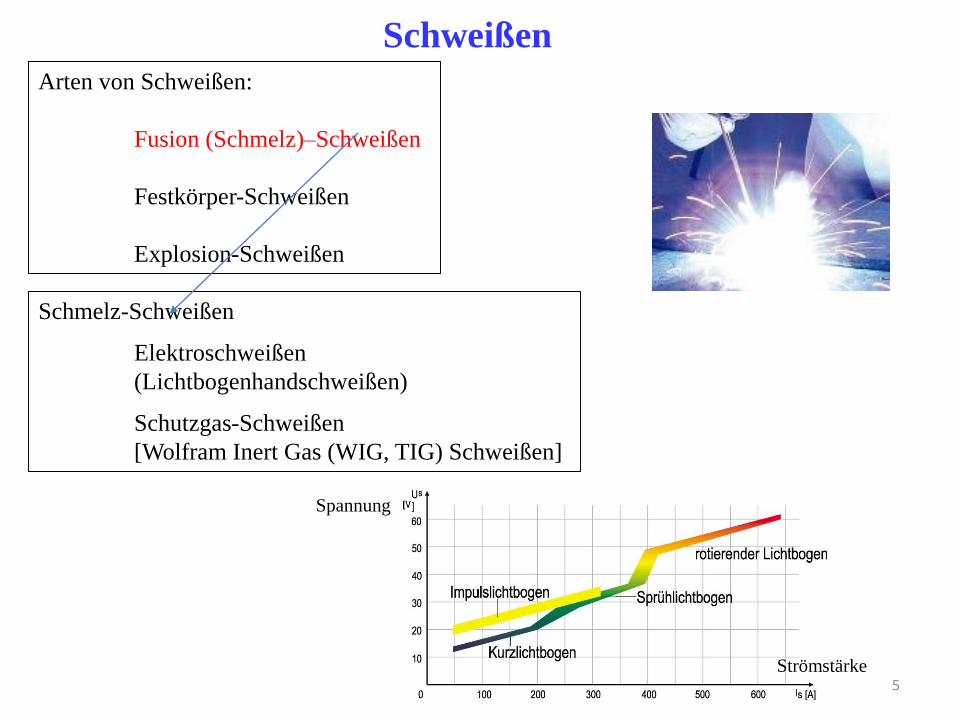
Schweißen
Arten von Schweißen:
Fusion (Schmelz)–Schweißen
Festkörper-Schweißen
Explosion-Schweißen
Schmelz-Schweißen
Elektroschweißen
(Lichtbogenhandschweißen)
Schutzgas-Schweißen
[Wolfram Inert Gas (WIG, TIG) Schweißen]
Strömstärke
Spannung
6
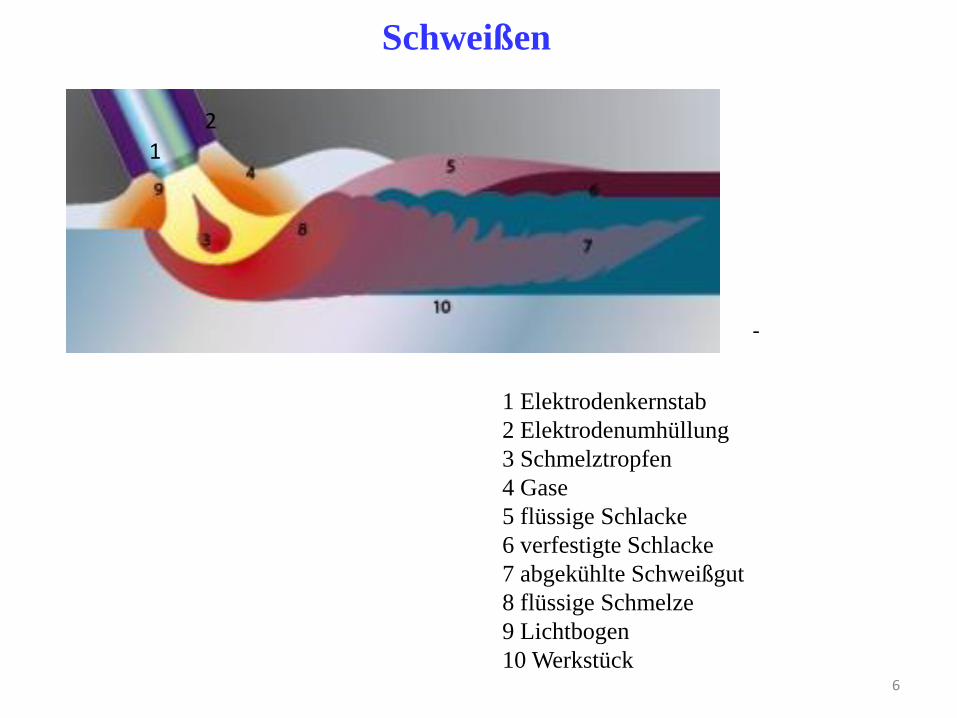
Schweißen
2
1
1 Elektrodenkernstab
2 Elektrodenumhüllung
3 Schmelztropfen
4 Gase
5 flüssige Schlacke
6 verfestigte Schlacke
7 abgekühlte Schweißgut
8 flüssige Schmelze
9 Lichtbogen
10 Werkstück
-
7
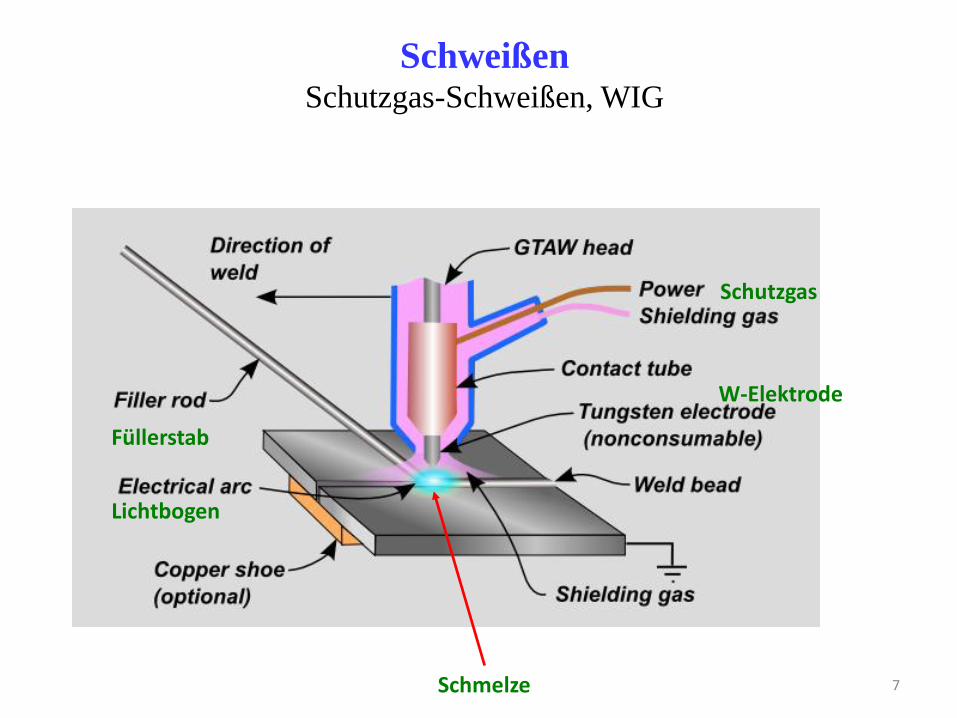
SchweißenSchutzgas-Schweißen, WIG
Füllerstab
Lichtbogen
W-Elektrode
Schutzgas
Schmelze
8
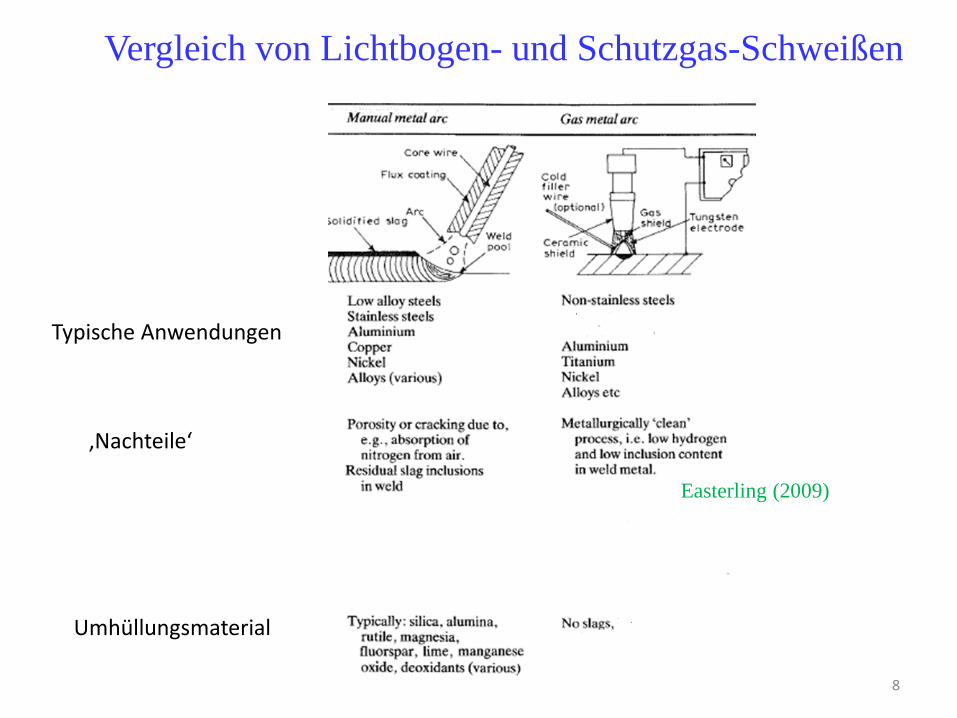
Vergleich von Lichtbogen- und Schutzgas-Schweißen
Typische Anwendungen
‚Nachteile‘
Umhüllungsmaterial
Easterling (2009)
9
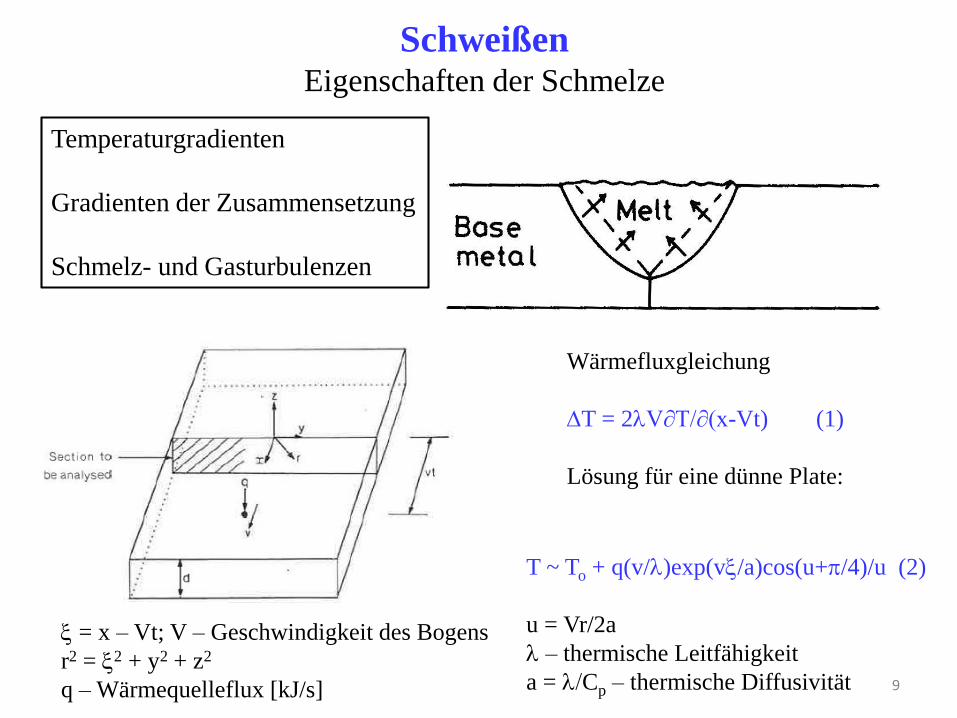
SchweißenEigenschaften der Schmelze
Temperaturgradienten
Gradienten der Zusammensetzung
Schmelz- und Gasturbulenzen
Wärmefluxgleichung
DT = 2lV∂T/∂(x-Vt) (1)
Lösung für eine dünne Plate:
x = x – Vt; V – Geschwindigkeit des Bogens
r2 = x2 + y2 + z2
q – Wärmequelleflux [kJ/s]
T ~ To + q(v/l)exp(vx/a)cos(u+p/4)/u (2)
u = Vr/2a
l – thermische Leitfähigkeit
a = l/Cp – thermische Diffusivität
10
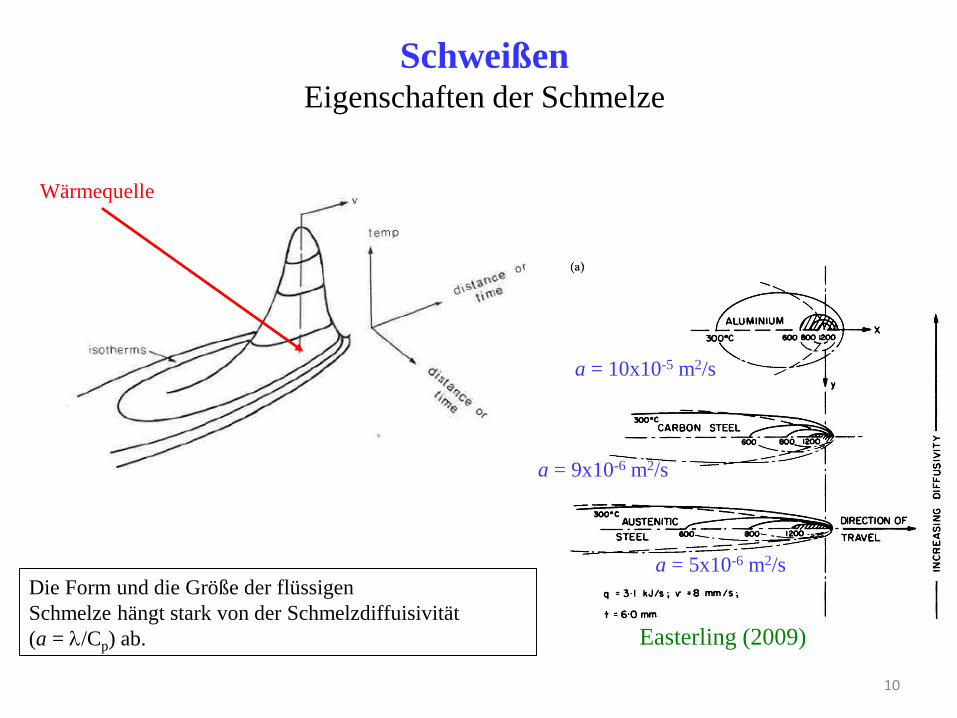
SchweißenEigenschaften der Schmelze
Wärmequelle
Die Form und die Größe der flüssigen
Schmelze hängt stark von der Schmelzdiffuisivität
(a = l/Cp) ab.
a = 10x10-5 m2/s
a = 9x10-6 m2/s
a = 5x10-6 m2/s
Easterling (2009)
11
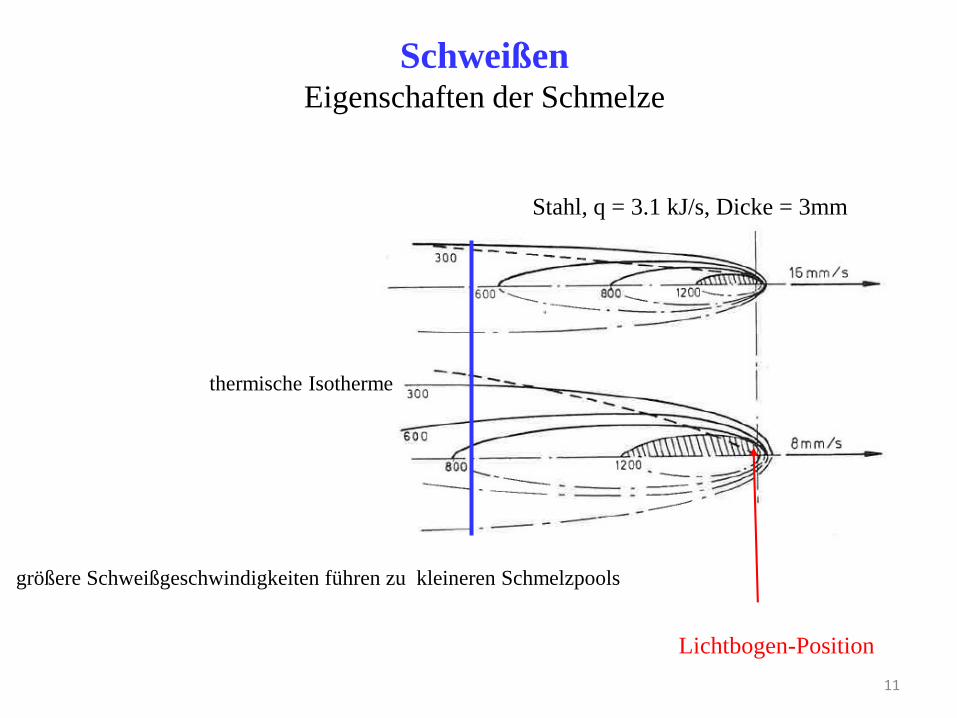
SchweißenEigenschaften der Schmelze
Stahl, q = 3.1 kJ/s, Dicke = 3mm
größere Schweißgeschwindigkeiten führen zu kleineren Schmelzpools
thermische Isotherme
Lichtbogen-Position
12
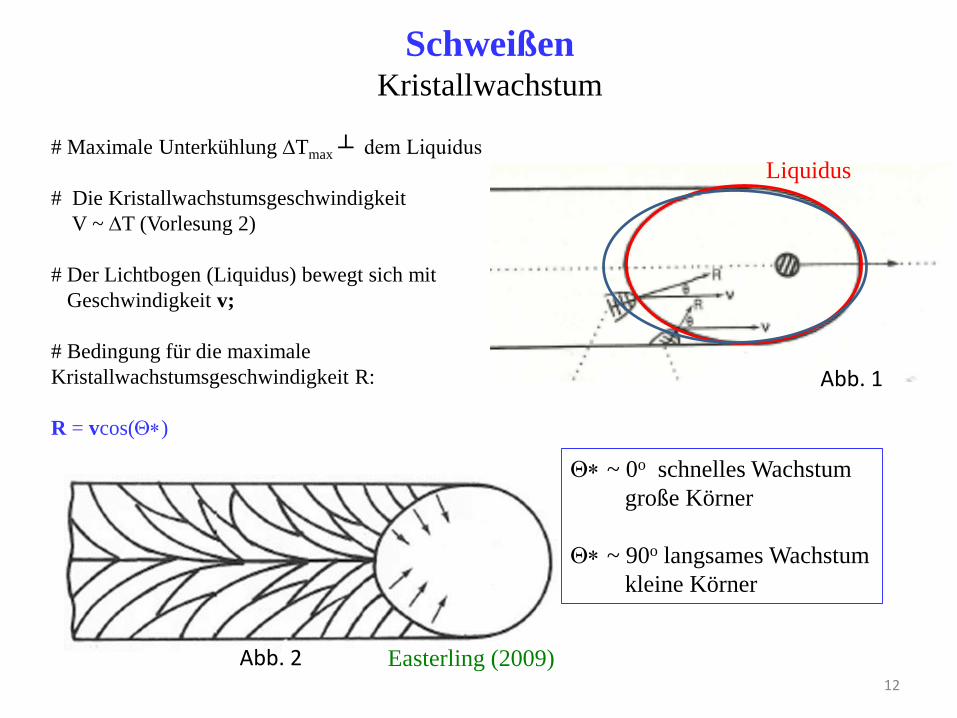
SchweißenKristallwachstum
Liquidus# Maximale Unterkühlung DTmax ┴ dem Liquidus
# Die Kristallwachstumsgeschwindigkeit
V ~ DT (Vorlesung 2)
# Der Lichtbogen (Liquidus) bewegt sich mit
Geschwindigkeit v;
# Bedingung für die maximale
Kristallwachstumsgeschwindigkeit R:
R = vcos(Q*)
Q* ~ 0o schnelles Wachstum
große Körner
Q* ~ 90o langsames Wachstum
kleine Körner
Abb. 2
Abb. 1
Easterling (2009)
13
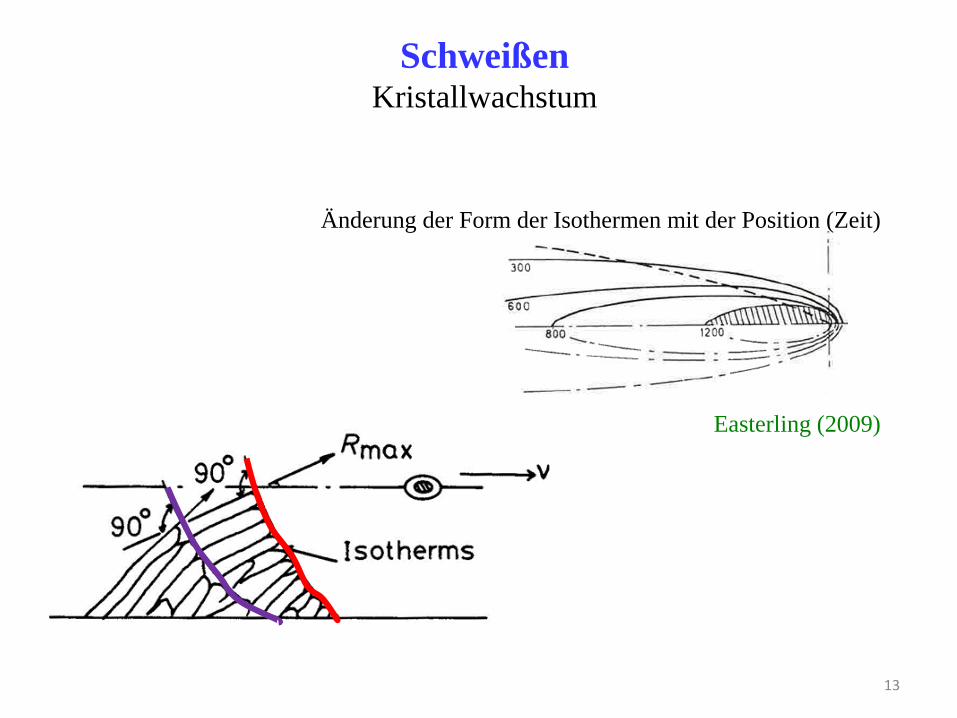
SchweißenKristallwachstum
Änderung der Form der Isothermen mit der Position (Zeit)
Easterling (2009)
14
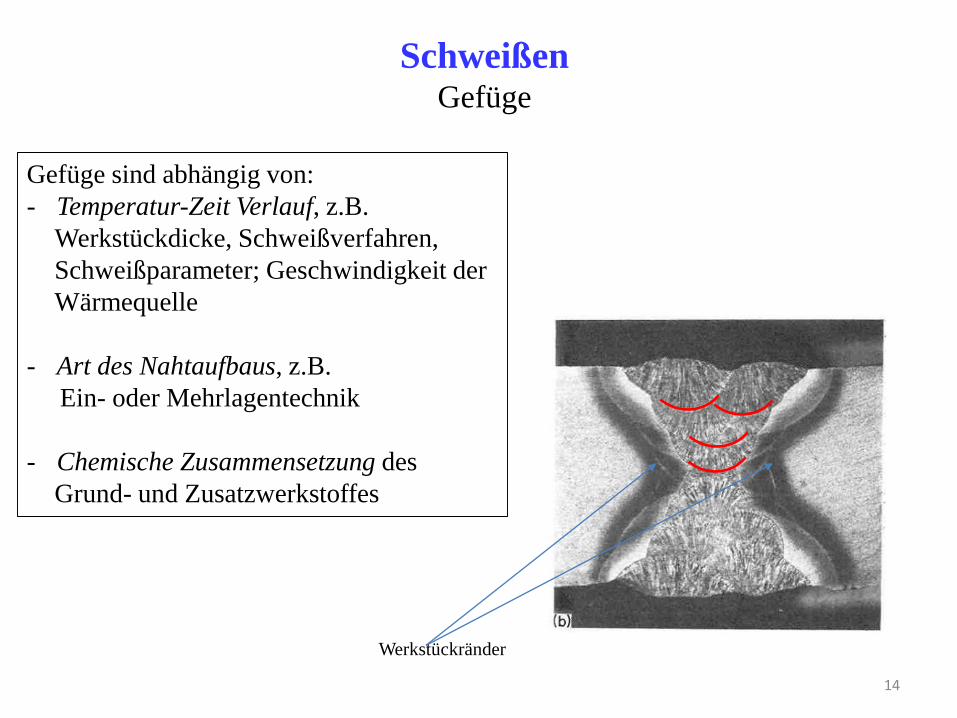
SchweißenGefüge
Gefüge sind abhängig von:
- Temperatur-Zeit Verlauf, z.B.
Werkstückdicke, Schweißverfahren,
Schweißparameter; Geschwindigkeit der
Wärmequelle
- Art des Nahtaufbaus, z.B.
Ein- oder Mehrlagentechnik
- Chemische Zusammensetzung des
Grund- und Zusatzwerkstoffes
Werkstückränder
15
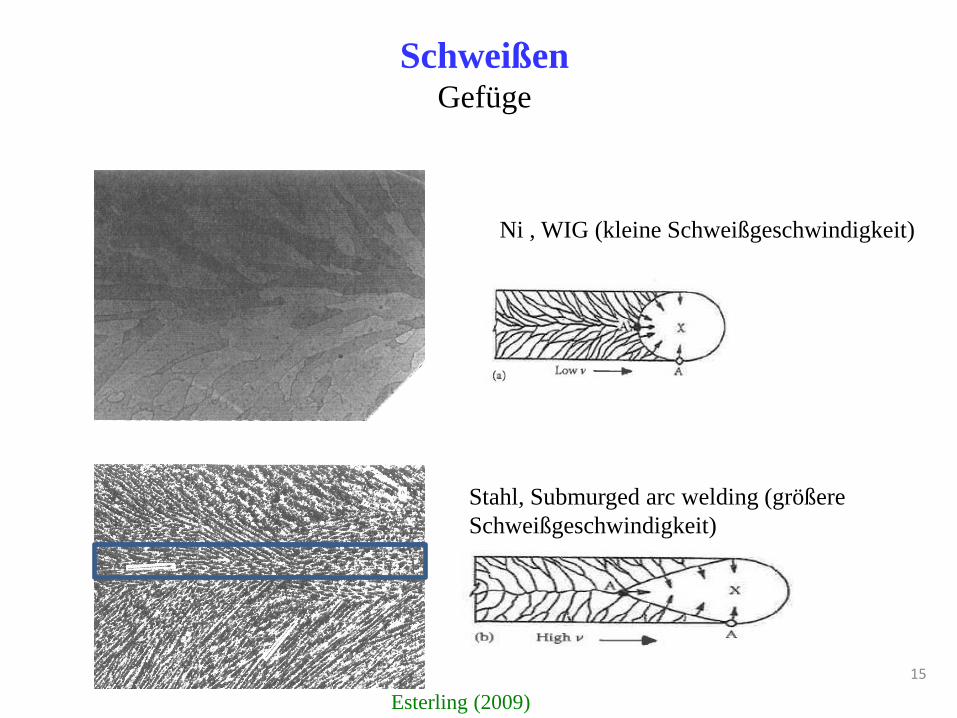
SchweißenGefüge
Ni , WIG (kleine Schweißgeschwindigkeit)
Stahl, Submurged arc welding (größere
Schweißgeschwindigkeit)
Esterling (2009)
16
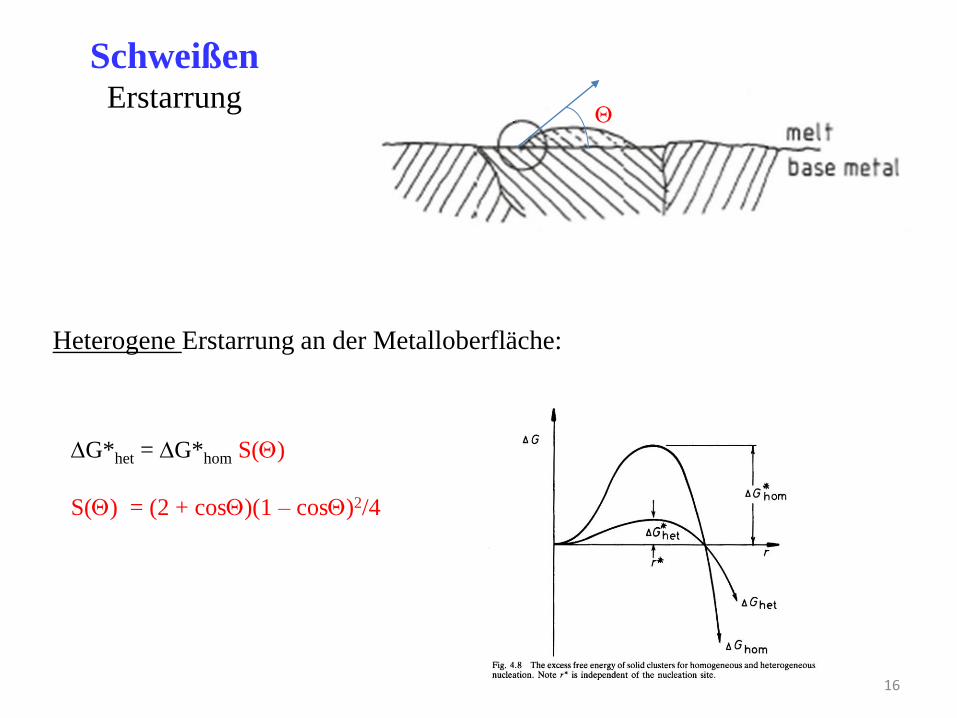
SchweißenErstarrung
Heterogene Erstarrung an der Metalloberfläche:
DG*het = DG*hom S(Q)
S(Q) = (2 + cosQ)(1 – cosQ)2/4
Q
17
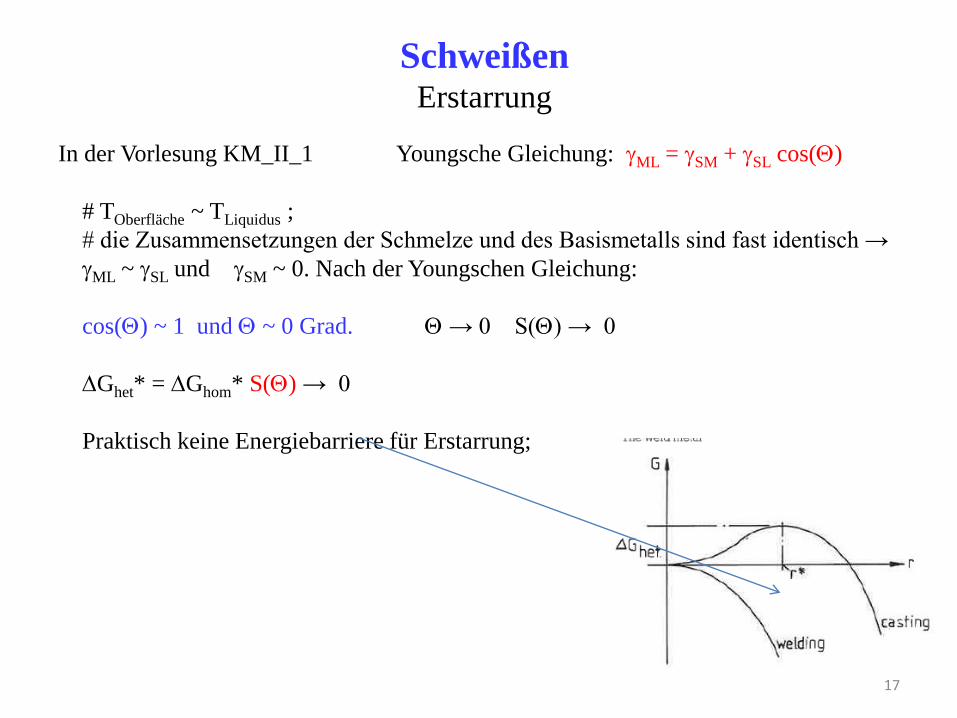
In der Vorlesung KM_II_1 Youngsche Gleichung: gML = gSM + gSL cos(Q)
# TOberfläche ~ TLiquidus ;
# die Zusammensetzungen der Schmelze und des Basismetalls sind fast identisch →
gML ~ gSL und gSM ~ 0. Nach der Youngschen Gleichung:
cos(Q) ~ 1 und Q ~ 0 Grad. Q → 0 S(Q) → 0
DGhet* = DGhom* S(Q) → 0
Praktisch keine Energiebarriere für Erstarrung;
SchweißenErstarrung
18
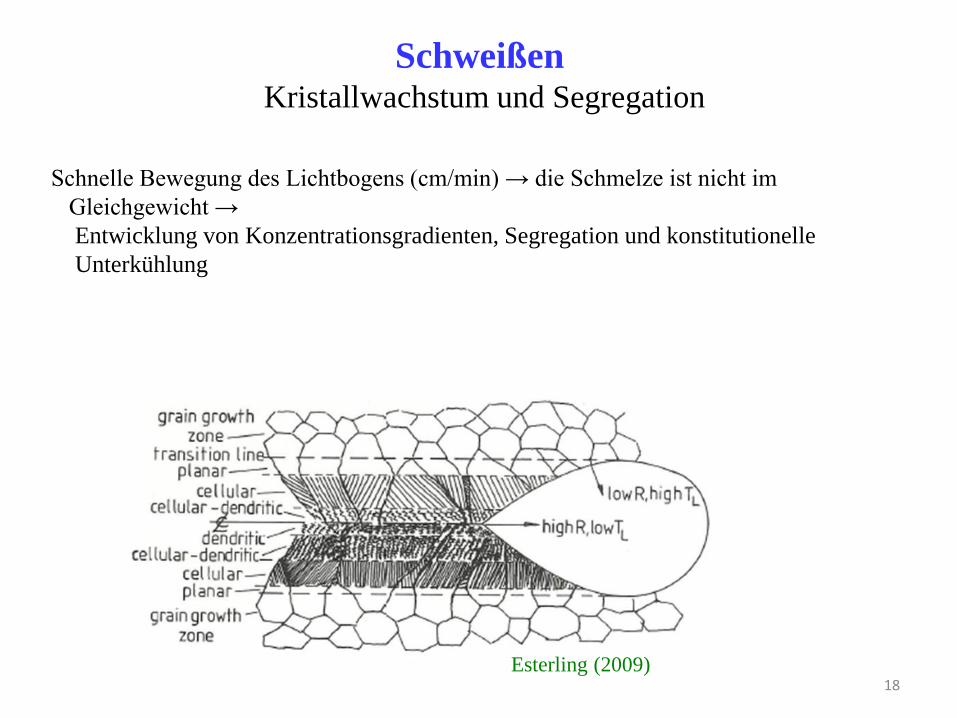
Schweißen Kristallwachstum und Segregation
Schnelle Bewegung des Lichtbogens (cm/min) → die Schmelze ist nicht im
Gleichgewicht →
Entwicklung von Konzentrationsgradienten, Segregation und konstitutionelle
Unterkühlung
Esterling (2009)
19
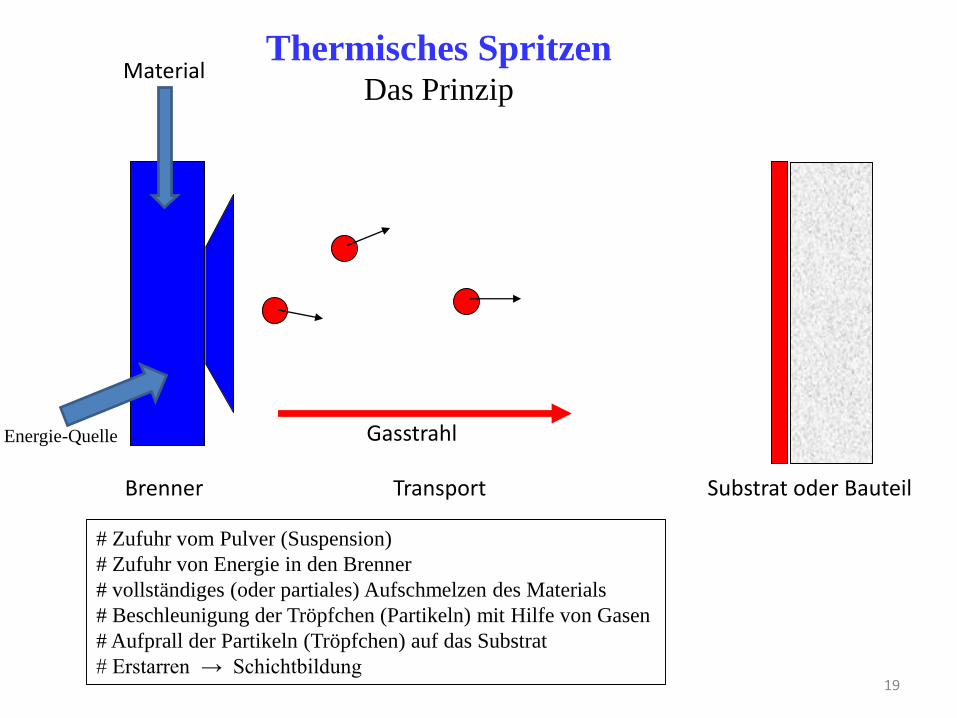
Thermisches SpritzenDas Prinzip
Brenner Transport Substrat oder Bauteil
# Zufuhr vom Pulver (Suspension)
# Zufuhr von Energie in den Brenner
# vollständiges (oder partiales) Aufschmelzen des Materials
# Beschleunigung der Tröpfchen (Partikeln) mit Hilfe von Gasen
# Aufprall der Partikeln (Tröpfchen) auf das Substrat
# Erstarren → Schichtbildung
Gasstrahl
Material
Energie-Quelle
20
Thermisches SpritzenDas Prinzip
Eín TriplexPro 200 APS-Brenner von Sulzer Metco im Betrieb im IEK-1, FZJ
21
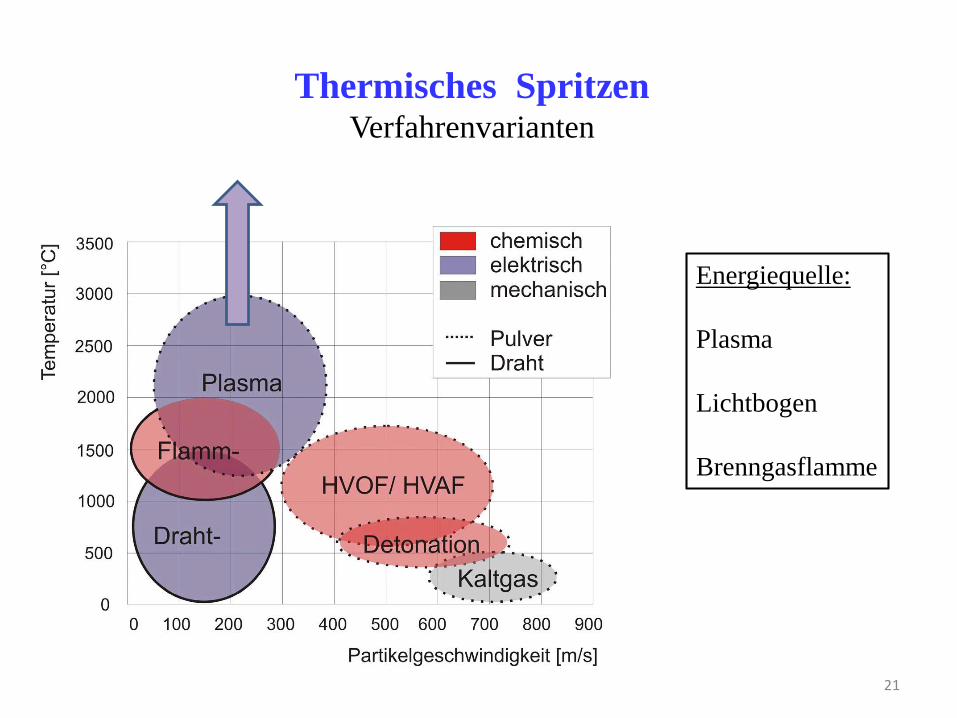
Thermisches SpritzenVerfahrenvarianten
Energiequelle:
Plasma
Lichtbogen
Brenngasflamme

22
Thermisches SpritzenVerfahrenvarianten
Drahtspritzen
• Metalle/Legierungen in Drahtform
• sehr geringe Partikelgeschwindigkeiten
Plasmaspritzen
• hohe Plasma-Temperaturen (> 4500°C)
• hauptsächlich für Oxidkeramiken
• in der Luft oder im Vakuum
Überschall-Flammspritzen
• mittlere Flammtemperaturen (3000°C)
• Überschall-Geschwindigkeiten
• Cermets (Hartstoffe) und Metalle
23
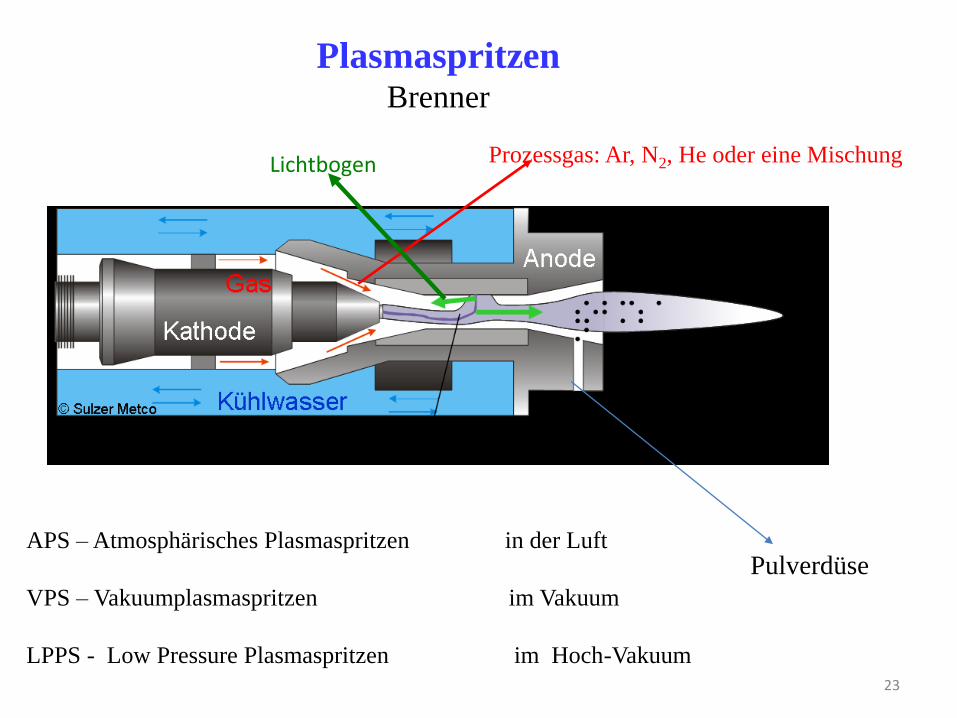
PlasmaspritzenBrenner
APS – Atmosphärisches Plasmaspritzen in der Luft
VPS – Vakuumplasmaspritzen im Vakuum
LPPS - Low Pressure Plasmaspritzen im Hoch-Vakuum
Prozessgas: Ar, N2, He oder eine Mischung
Pulverdüse
Lichtbogen
24
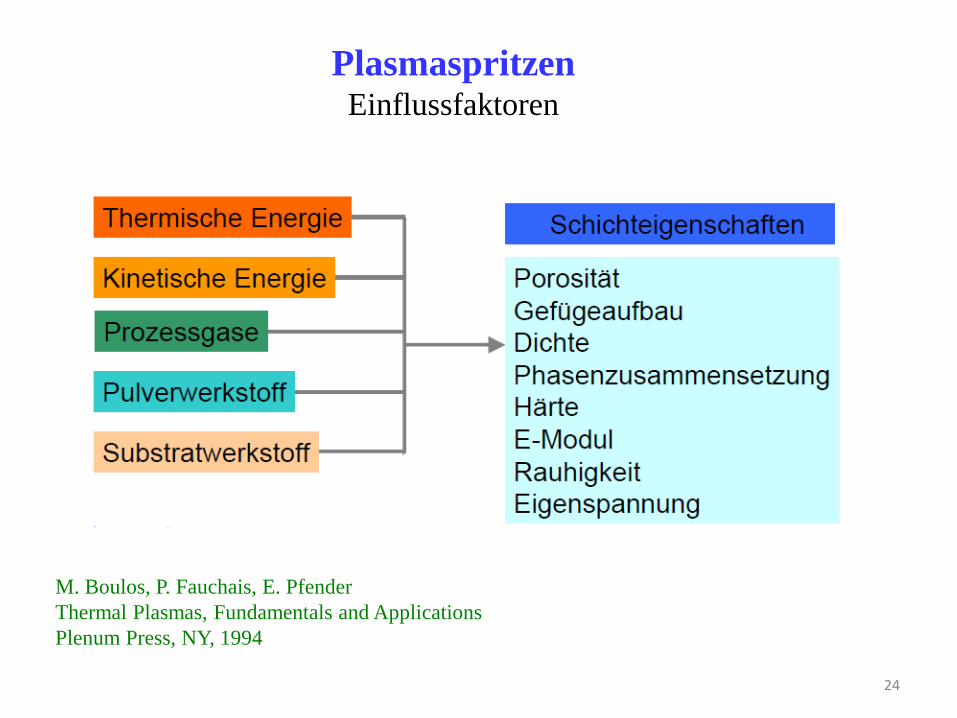
PlasmaspritzenEinflussfaktoren
M. Boulos, P. Fauchais, E. Pfender
Thermal Plasmas, Fundamentals and Applications
Plenum Press, NY, 1994
25
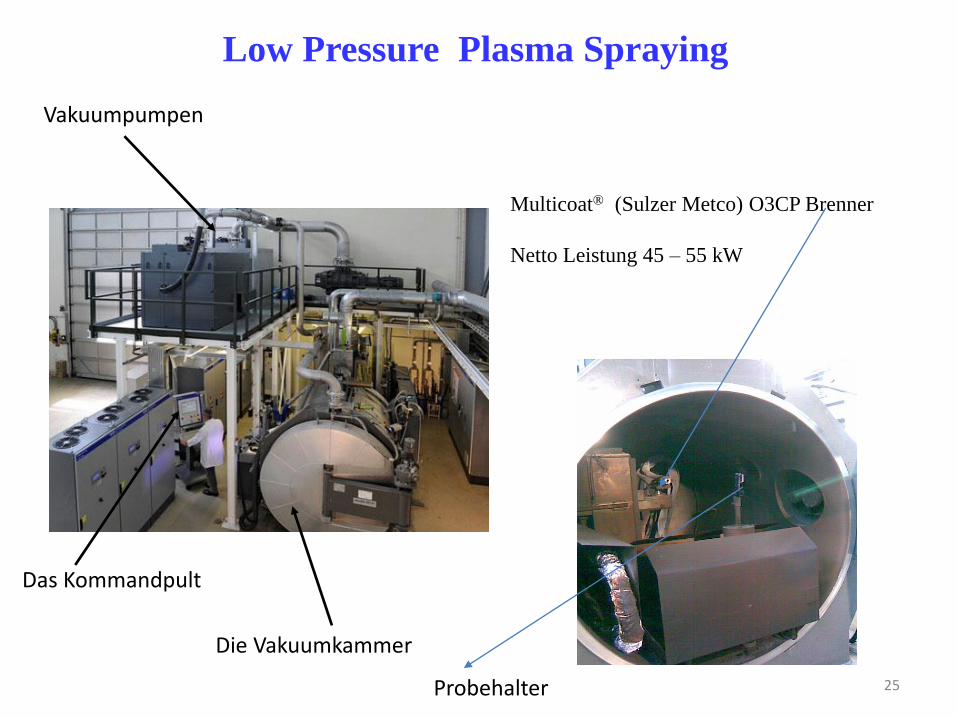
Low Pressure Plasma Spraying
Multicoat® (Sulzer Metco) O3CP Brenner
Netto Leistung 45 – 55 kW
Die Vakuumkammer
Vakuumpumpen
Das Kommandpult
Probehalter
26
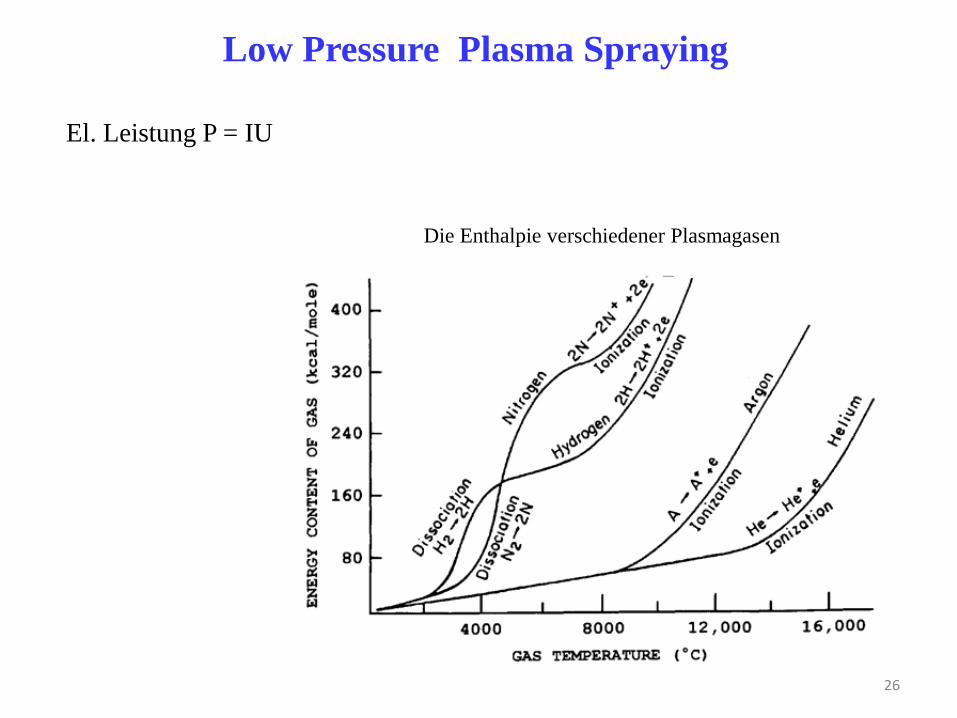
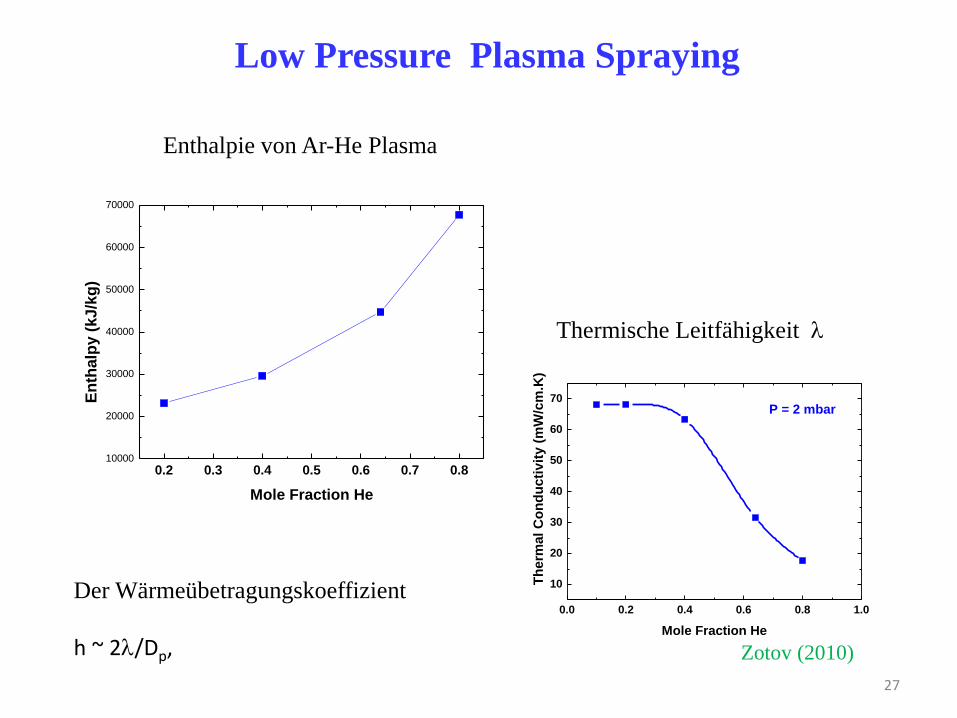
Low Pressure Plasma Spraying
Die Enthalpie verschiedener Plasmagasen
El. Leistung P = IU
27
0.2 0.3 0.4 0.5 0.6 0.7 0.810000
20000
30000
40000
50000
60000
70000
En
thalp
y (
kJ/k
g)
Mole Fraction He
Enthalpie von Ar-He Plasma
Low Pressure Plasma Spraying
0.0 0.2 0.4 0.6 0.8 1.0
10
20
30
40
50
60
70
Th
erm
al
Co
nd
ucti
vit
y (
mW
/cm
.K)
Mole Fraction He
P = 2 mbar
Thermische Leitfähigkeit l
Zotov (2010)
Der Wärmeübetragungskoeffizient
h ~ 2l/Dp,
28
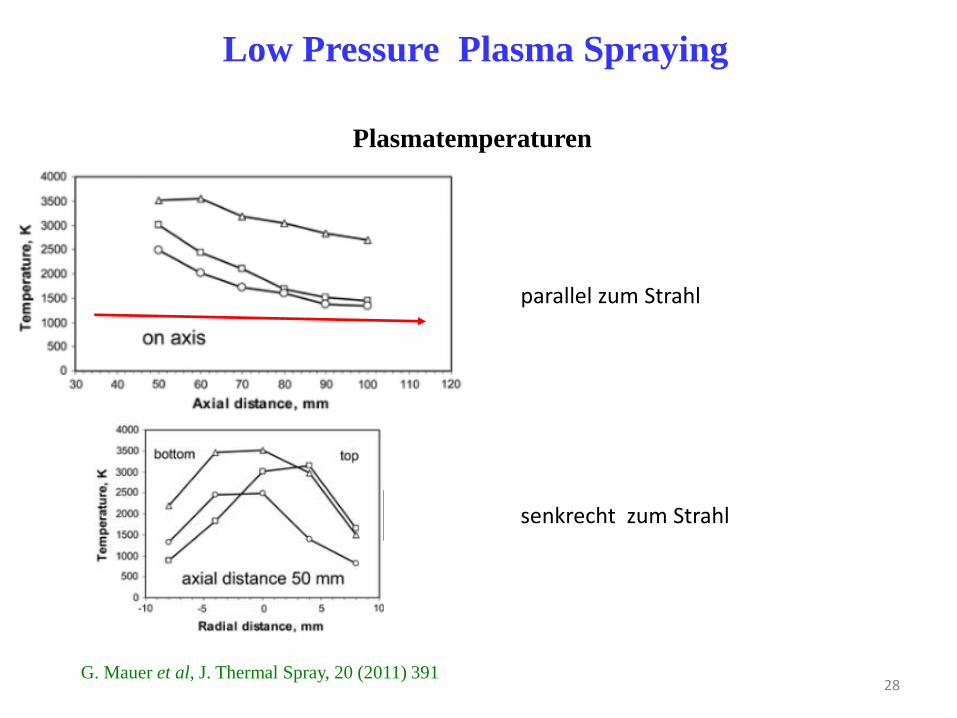
Low Pressure Plasma Spraying
Plasmatemperaturen
parallel zum Strahl
senkrecht zum Strahl
G. Mauer et al, J. Thermal Spray, 20 (2011) 391
29
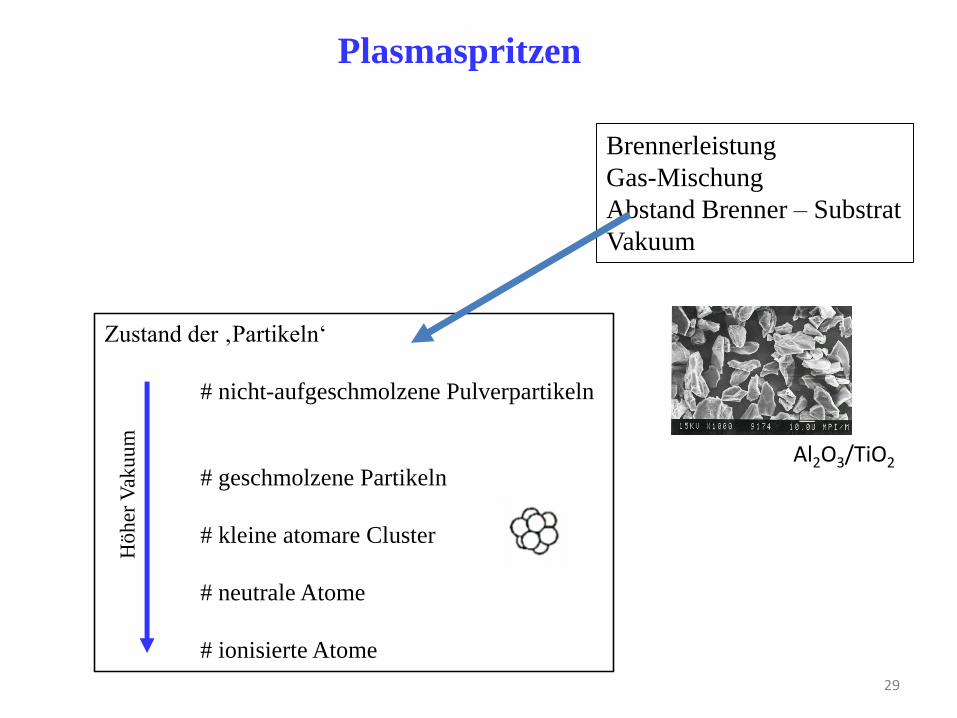
Plasmaspritzen
Zustand der ‚Partikeln‘
# nicht-aufgeschmolzene Pulverpartikeln
# geschmolzene Partikeln
# kleine atomare Cluster
# neutrale Atome
# ionisierte Atome
Brennerleistung
Gas-Mischung
Abstand Brenner – Substrat
Vakuum
Al2O3/TiO2
Hö
her
Vak
uu
m
30
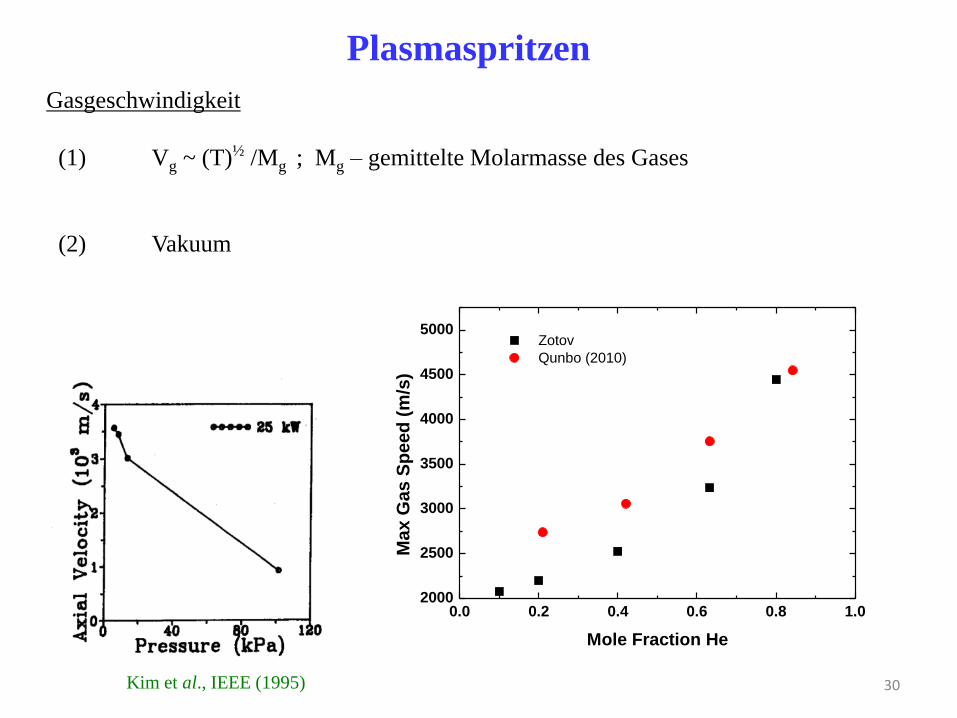
Plasmaspritzen
Gasgeschwindigkeit
(1) Vg ~ (T)½ /Mg ; Mg – gemittelte Molarmasse des Gases
(2) Vakuum
0.0 0.2 0.4 0.6 0.8 1.02000
2500
3000
3500
4000
4500
5000 Zotov
Qunbo (2010)
Max G
as S
peed
(m
/s)
Mole Fraction He
Kim et al., IEEE (1995)
31
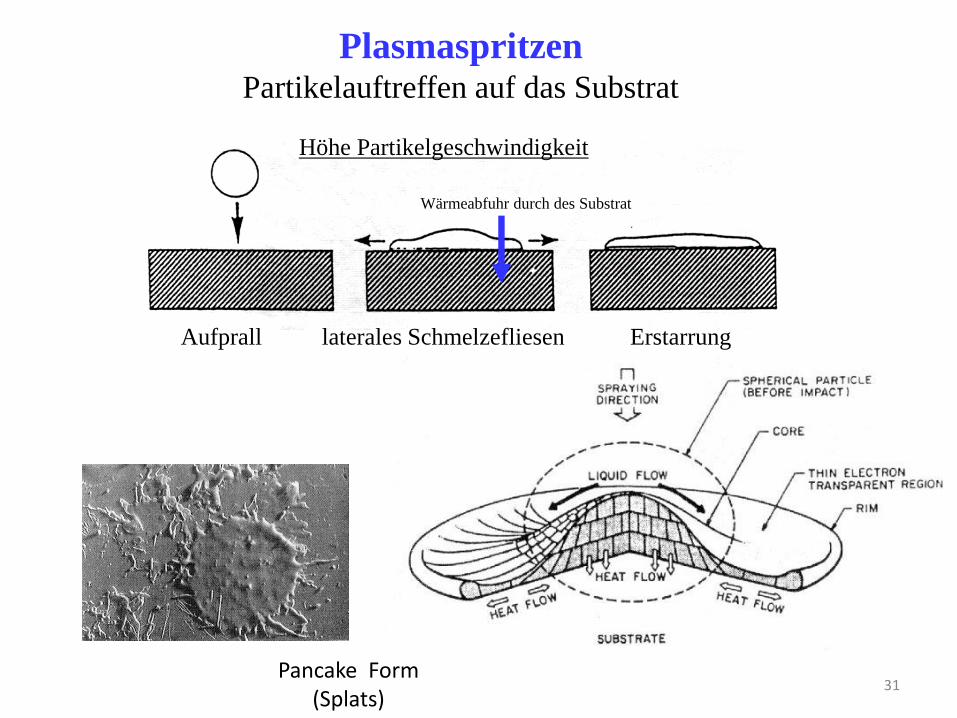
PlasmaspritzenPartikelauftreffen auf das Substrat
Aufprall laterales Schmelzefliesen Erstarrung
Pancake Form(Splats)
Höhe Partikelgeschwindigkeit
Wärmeabfuhr durch des Substrat
32
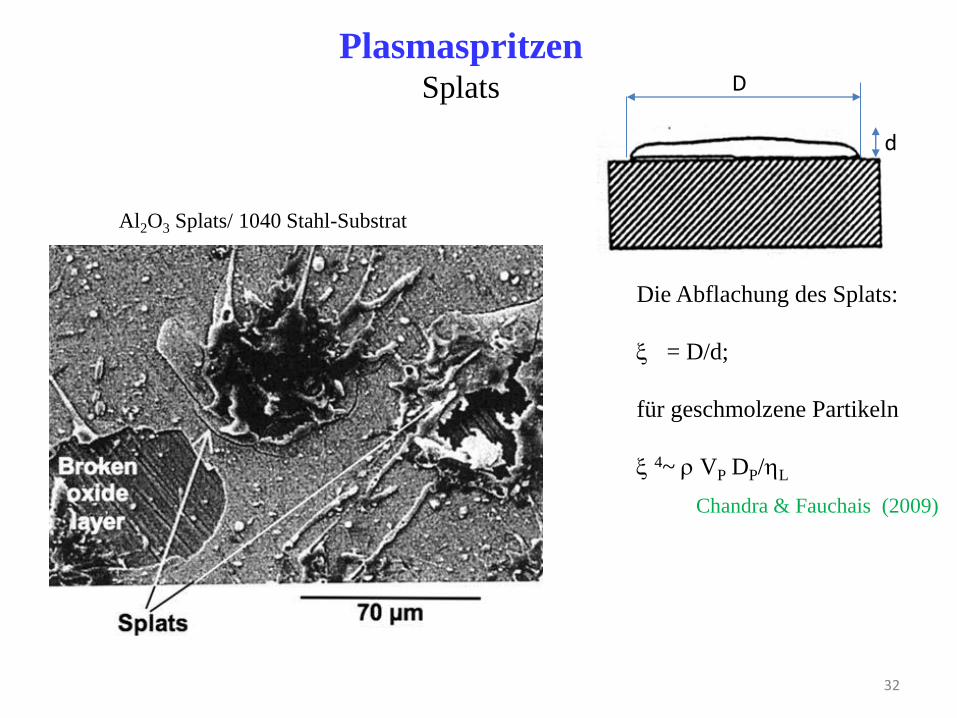
PlasmaspritzenSplats
Al2O3 Splats/ 1040 Stahl-Substrat
Chandra & Fauchais (2009)
D
d
Die Abflachung des Splats:
x = D/d;
für geschmolzene Partikeln
x 4~ r VP DP/hL
33
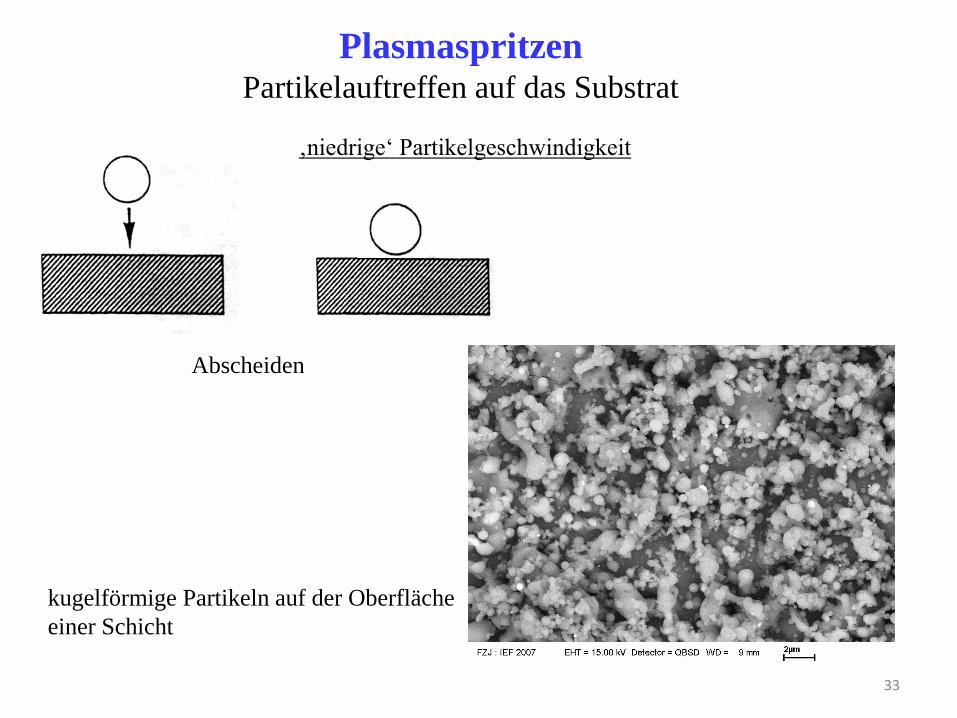
PlasmaspritzenPartikelauftreffen auf das Substrat
‚niedrige‘ Partikelgeschwindigkeit
Abscheiden
kugelförmige Partikeln auf der Oberfläche
einer Schicht
34
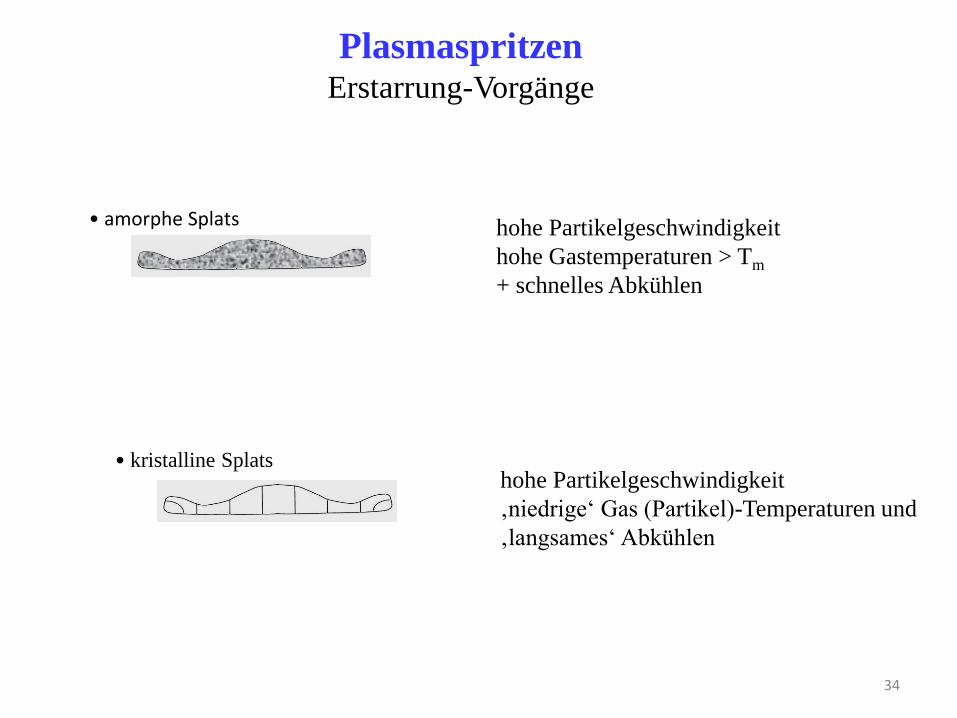
PlasmaspritzenErstarrung-Vorgänge
• amorphe Splats hohe Partikelgeschwindigkeit
hohe Gastemperaturen > Tm
+ schnelles Abkühlen
• kristalline Splatshohe Partikelgeschwindigkeit
‚niedrige‘ Gas (Partikel)-Temperaturen und
‚langsames‘ Abkühlen
35
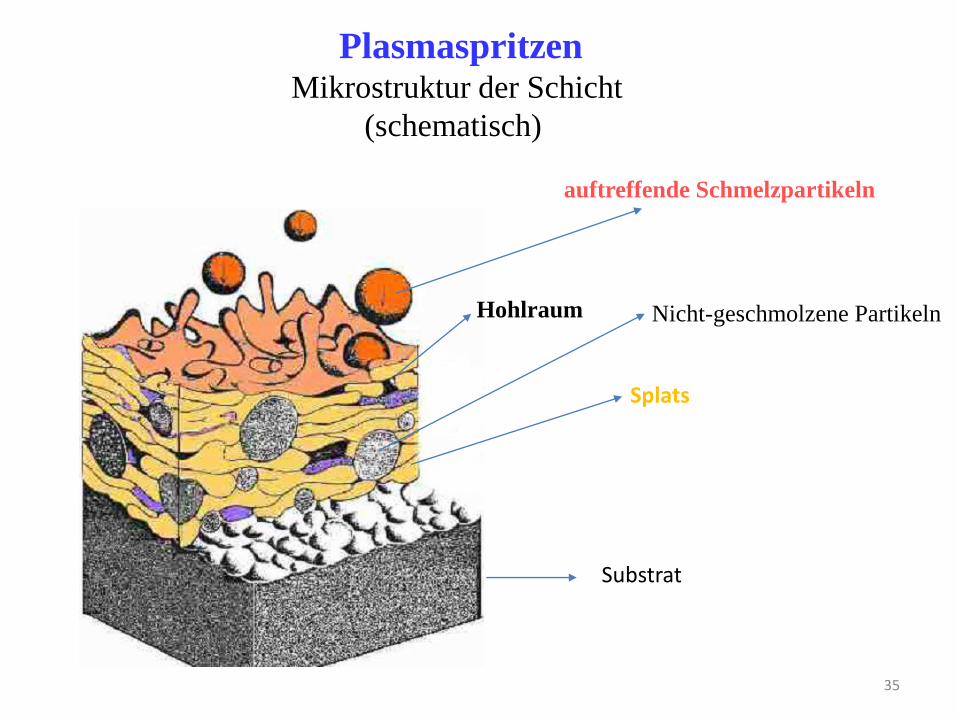
Substrat
Splats
Nicht-geschmolzene Partikeln
auftreffende Schmelzpartikeln
PlasmaspritzenMikrostruktur der Schicht
(schematisch)
Hohlraum
36
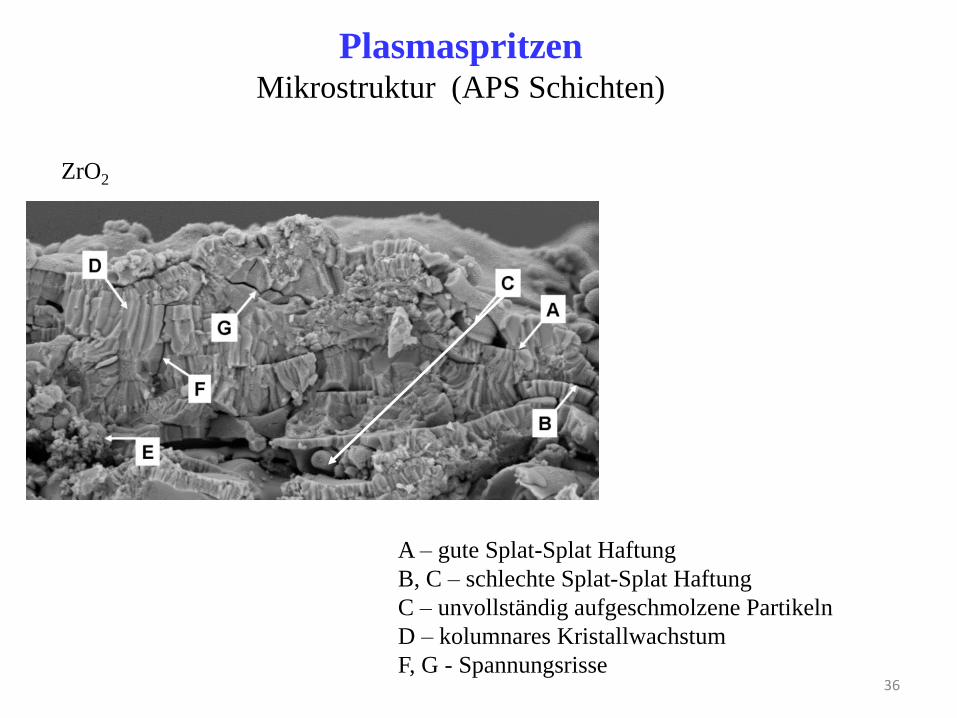
PlasmaspritzenMikrostruktur (APS Schichten)
ZrO2
A – gute Splat-Splat Haftung
B, C – schlechte Splat-Splat Haftung
C – unvollständig aufgeschmolzene Partikeln
D – kolumnares Kristallwachstum
F, G - Spannungsrisse
37
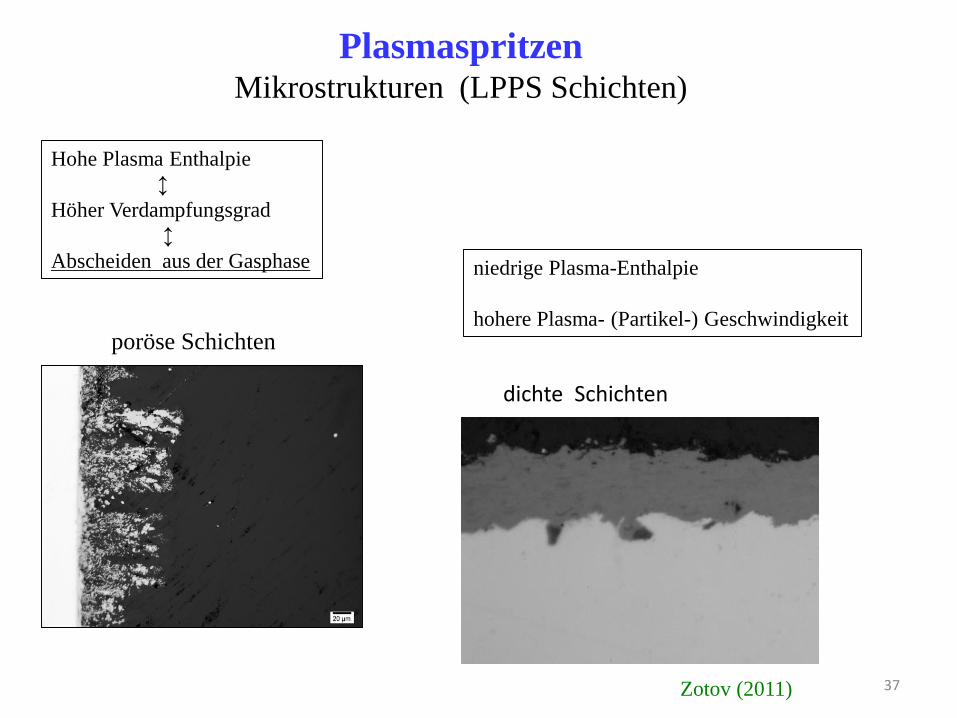
PlasmaspritzenMikrostrukturen (LPPS Schichten)
Hohe Plasma Enthalpie
↕
Höher Verdampfungsgrad
↕
Abscheiden aus der Gasphase
poröse Schichten
niedrige Plasma-Enthalpie
hohere Plasma- (Partikel-) Geschwindigkeit
dichte Schichten
Zotov (2011)
38
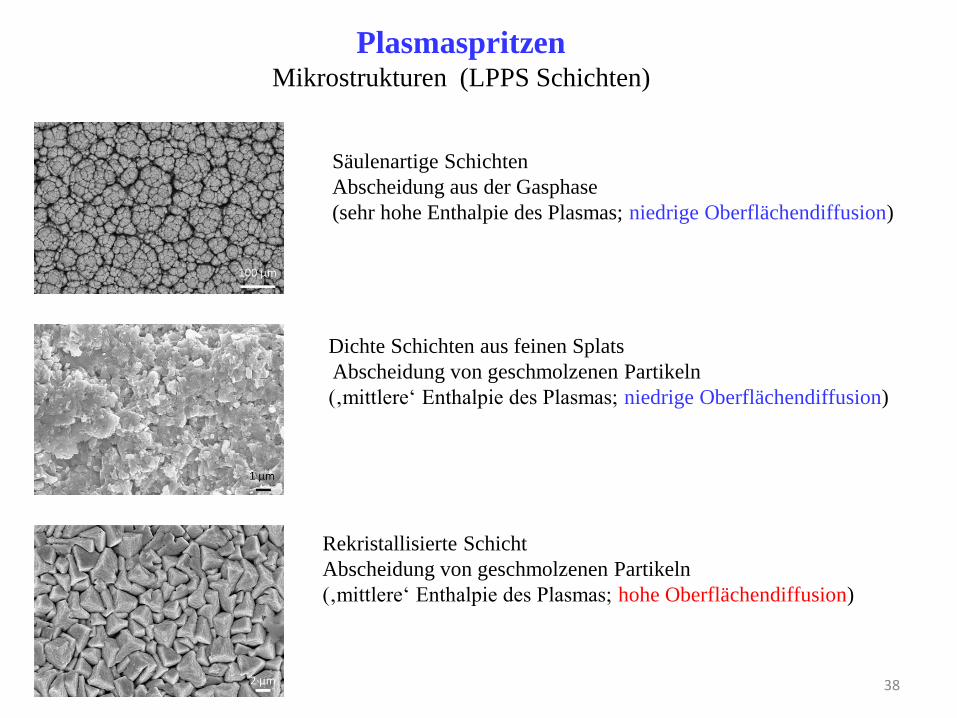
PlasmaspritzenMikrostrukturen (LPPS Schichten)
Säulenartige Schichten
Abscheidung aus der Gasphase
(sehr hohe Enthalpie des Plasmas; niedrige Oberflächendiffusion)
Dichte Schichten aus feinen Splats
Abscheidung von geschmolzenen Partikeln
(‚mittlere‘ Enthalpie des Plasmas; niedrige Oberflächendiffusion)
Rekristallisierte Schicht
Abscheidung von geschmolzenen Partikeln
(‚mittlere‘ Enthalpie des Plasmas; hohe Oberflächendiffusion)