magazin für papiertechnik - voith · papiermaschinen wie die für finishing und für service,...
TRANSCRIPT

Magazin für Papiertechnik
Ein Jahr Voith Sulzer Papiertechnik
Märkte und Möglichkeiten
Neue Anlagen, Systemeund Weiterentwicklungen
Forschung und Entwicklungin der Voith Sulzer Papiertechnik
Die Papierfachpresse zu Gastin Heidenheim
Bibliophile Kostbarkeitender Benediktinerabtei Neresheim1
1
Verehrte Kunden, liebe Leserinnen und Leser!
Vor Ihnen liegt „twogether 1“, das neue Kundenmagazin der Voith SulzerPapiertechnik. Ein Großteil der Papierindustrie lebt vom klassischenInformationsmittel Zeitung und Zeitschrift. Wir leben von der Papier-industrie, als Hersteller ihrer gesamten Technik. Somit ist es für uns ganzselbstverständlich, alles, was wir darüber mitzuteilen haben, in gedruckterForm auf Papier näherzubringen, wenngleich diese Art der Kommunikationim Bildschirm- und Satellitenzeitalter auf den ersten Blick auch etwaskonventionell erscheinen mag.
Modernste Technik ja, überall dort, wo sie Sinn macht! Das gedruckteWort, schwarz auf weiß in Händen, wird seine besondere Informations-qualität dennoch behalten. Davon sind wir überzeugt. Henry Ford hateinmal bekannt, alle wichtigen Geschäftserfolge verdanke er seinereisernen Gewohnheit, jedes Angebot, jede Brancheninformation aufmerk-sam nachzulesen. Machen Sie sich das Erfolgsprinzip eines Henry Fordzu eigen! Wir halten eine Menge vorteilhafter Innovationen bereit. Unsertwogether-Magazin wird sie regelmäßig vorstellen, sowie über inter-essante Tendenzen im Papiermarkt und mehr berichten.
twogether – zwei zusammen! Unter diesem Schlagwort sind Voith undSulzer vor einem Jahr als neues Gemeinschaftsunternehmen in derPapierindustrie angetreten. Die Resonanz auf diesen Schritt war überauspositiv. Für die weltweit erfahrene Ermutigung und das Vertrauen andieser Stelle ganz herzlichen Dank.
twogether – zwei zusammen! Die Papierindustrie und Voith SulzerPapiertechnik. Unter diesem Leitmotiv werden wir das entgegengebrachteVertrauen rechtfertigen. Kompetent für fortschrittliche Technik wollen wirder Papierindustrie verläßlicher Partner sein auf dem Weg zum Erfolg.
In diesem Sinne auf gute Zusammenarbeit, Ihr
Hans Müller
Hans Müller,Vorsitzender der GeschäftsführungVoith Sulzer Papiertechnik GmbH
EIN JAHR „VSPT“Das „twogether“ der beiden Papiertechniksparten von Voith und Sulzerwurde vom Markt, den Kunden wie der Fachpresse aufmerksambeobachtet und hinterfragt. Warum der Zusammenschluß? Würden zweitraditionelle Konkurrenten zueinanderfinden? Wenn ja, wie schnell und mit welchem Ergebnis? – Am 30. September 1995 endete das erste Geschäftsjahr der Voith Sulzer Papiertechnik. Gelegenheit fürschlüssige Antworten, zu Rückblick und Ausblick.
2

3Aus dem Unternehmen
Um es gleich vorwegzunehmen: Aus dem„twogether“ ist ein Ganzes geworden. DieDivisions der VSPT, wie Voith SulzerPapiertechnik inzwischen im Branchen-kürzel heißt, verstehen sich ebenso alsein zusammengehöriges Unternehmen wiedie „Centers of Competence“, wie dieWerke und Vertriebsgesellschaften. ImSelbstverständnis des Unternehmens istder Begriff „twogether“ längst umfunktio-niert: Voith Sulzer Papiertechnik ist dereine, die Kunden sind der andere Teil.Beide zusammen als Partner, twogetherfür noch besseres Papier.
Natürlich war der Weg hin zu diesemSelbstverständnis eine gewaltige Auf-
gabe. Nur ein Beispiel dazu: Allein in derDivision Stoffaufbereitung mußten rund260 Voith-Produkte und 170 Sulzer-Escher-Wyss-Erzeugnisse, die zu 80%für dieselbe technische Problemlösungin Konkurrenz standen, in ein neueshomogenes Produktangebot überführtwerden. Das ist gelungen! Teilweisedurch Verbindung der jeweils bestenDetails zu einer neuen, noch besserenLösung. Teilweise durch Entscheidungfür das vorteilhaftere Prinzip nach derbewährten Methode, daß das Besserestets des guten Feind ist.
Auch die weiteren Divisions, die fürPapiermaschinen wie die für Finishing
und für Service, waren in ähnlicheSituationen gestellt. Daß die Zusammen-führung der Erzeugnisse und Leistungen,das Zusammenwachsen zu einem Unter-nehmen, dennoch in so erstaunlichkurzer Zeit realisiert wurden, ist einebeachtliche Leistung aller Mitarbeiter.Von jedem einzelnen in seiner Verant-wortungsebene an seinem Platz. Sicherhaben dabei auch im positiven Sinneder Respekt vor dem ehemals ernsthaftenKonkurrenten und die Anerkennungseiner Leistungen mitgeholfen. Vorran-gig war jedoch die Erkenntnis, daß dieglobal im Wandel begriffenen Markt-bedingungen Anpassung erfordern. Jefrüher, desto besser.
4
Zellstoffaufbereitung
Kons
tant
er T
eil
Bespan-nungen St
reic
hen
Glä
tten
Wic
keln
Lufttechnik
Stre
iche
n
Supe
rkal
ande
rSo
ftka
land
er
Rol
lens
chne
iden
Verp
acke
n,Tr
ansp
ortie
ren,
Lag
ern
Altpapier-Stoffaufbereitung
CTMP, TMP
Holzschliff
Zellstoff-Fabrik
Hol
zpla
tz Alt-papierHolz
Stoffaufbereitung Papiermaschine Papierveredelung
Service
Voith Sulzer Papiertechnik
Andritz
Voith
Die Wettbewerbsverhältnisse rund um diePapierwirtschaft haben sich in den letztenJahren dramatisch verschärft. Besondersaugenfällig sind die Konzentrationspro-zesse innerhalb der Herstellerindustrie.Mehr und mehr Firmen schließen sich zuinternational operierenden Konzernenzusammen. Ihre Anlagen- und Maschi-nentechnik erwarten sie zunehmend auseiner Hand, von einem leistungsstarkenPartner. Die Voith Sulzer Papiertechnikträgt dieser Tendenz Rechnung. Durchden Zusammenschluß ist eine wesent-liche Verstärkung im umfassenden Pro-gramm-Angebot, in der Leistungsfähig-keit beim Service und in der weltweitenMarktpräsenz erreicht. Nicht zuletzt aberwurde damit ein beträchtlicher Innovati-onsschub in Gang gesetzt.
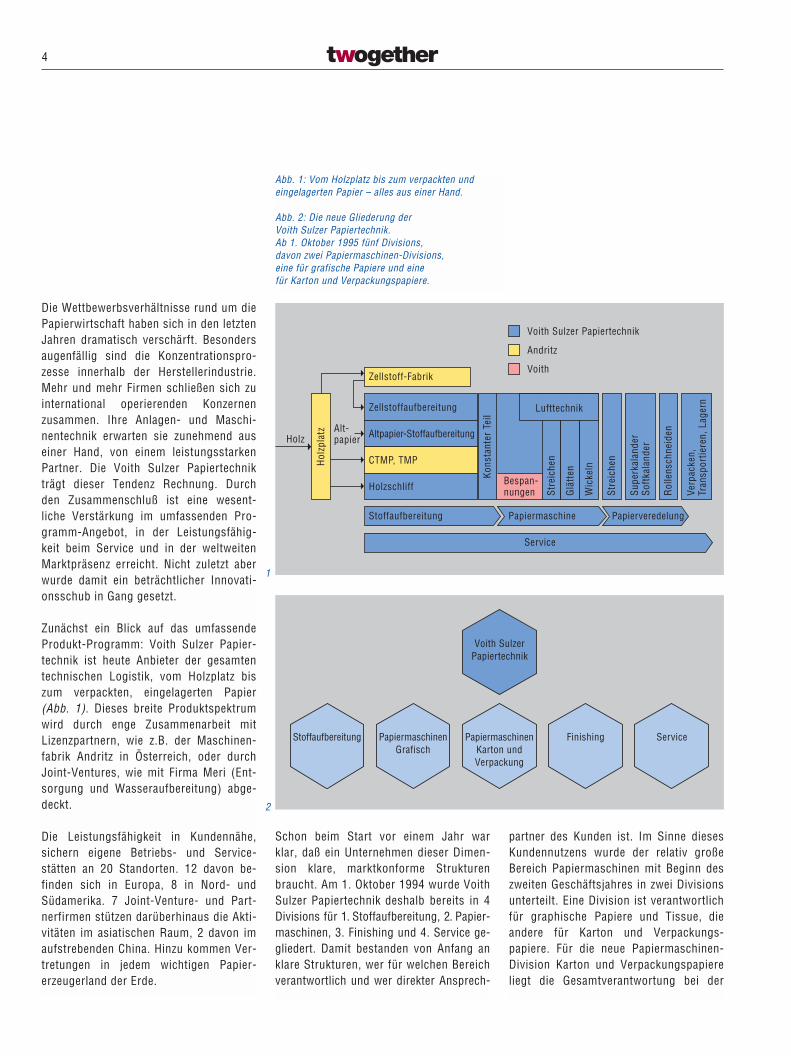
Zunächst ein Blick auf das umfassendeProdukt-Programm: Voith Sulzer Papier-technik ist heute Anbieter der gesamtentechnischen Logistik, vom Holzplatz biszum verpackten, eingelagerten Papier(Abb. 1). Dieses breite Produktspektrumwird durch enge Zusammenarbeit mitLizenzpartnern, wie z.B. der Maschinen-fabrik Andritz in Österreich, oder durchJoint-Ventures, wie mit Firma Meri (Ent-sorgung und Wasseraufbereitung) abge-deckt.
Die Leistungsfähigkeit in Kundennähe,sichern eigene Betriebs- und Service-stätten an 20 Standorten. 12 davon be-finden sich in Europa, 8 in Nord- undSüdamerika. 7 Joint-Venture- und Part-nerfirmen stützen darüberhinaus die Akti-vitäten im asiatischen Raum, 2 davon imaufstrebenden China. Hinzu kommen Ver-tretungen in jedem wichtigen Papier-erzeugerland der Erde.
Schon beim Start vor einem Jahr warklar, daß ein Unternehmen dieser Dimen-sion klare, marktkonforme Strukturenbraucht. Am 1. Oktober 1994 wurde VoithSulzer Papiertechnik deshalb bereits in 4Divisions für 1. Stoffaufbereitung, 2. Papier-maschinen, 3. Finishing und 4. Service ge-gliedert. Damit bestanden von Anfang anklare Strukturen, wer für welchen Bereichverantwortlich und wer direkter Ansprech-
partner des Kunden ist. Im Sinne diesesKundennutzens wurde der relativ großeBereich Papiermaschinen mit Beginn deszweiten Geschäftsjahres in zwei Divisionsunterteilt. Eine Division ist verantwortlichfür graphische Papiere und Tissue, dieandere für Karton und Verpackungs-papiere. Für die neue Papiermaschinen-Division Karton und Verpackungspapiereliegt die Gesamtverantwortung bei der
Voith SulzerPapiertechnik
Stoffaufbereitung PapiermaschinenGrafisch
Finishing ServicePapiermaschinenKarton und Verpackung
1
2
Abb. 1: Vom Holzplatz bis zum verpackten undeingelagerten Papier – alles aus einer Hand.
Abb. 2: Die neue Gliederung der Voith Sulzer Papiertechnik. Ab 1. Oktober 1995 fünf Divisions, davon zwei Papiermaschinen-Divisions, eine für grafische Papiere und eine für Karton und Verpackungspapiere.

5
J. M. Voith AG, an den StandortenSt. Pölten in Österreich und Ravensburg,Deutschland. In Konsequenz dieser Neu-gliederung hat die Voith Sulzer Papier-technik GmbH eine direkte Beteiligungvon 51% an der J.M. Voith AG in St. Pöl-ten übernommen.
Voith Sulzer Papiertechnik ist vom Markt,von der Papierindustrie, weltweit positivaufgenommen worden. Alle Divisionskonnten zusammen mit ihren weltweitoperativen Gesellschaften die Ziele imAuftragseingang für das erste Geschäfts-jahr erreichen, sogar übertreffen.
Die Papiermaschinen-Division hat 21komplette Papiermaschinen mit einerGesamtproduktion von 3,2 Mio.t/a imAuftragsbestand. Davon kommen 5 inEuropa, 4 in Amerika, 11 in Asien und
1 in Australien zum Einsatz. Die Stoffauf-bereitung-Division hat 35 Großaufträgevon Systemen und Subsystemen zur Auf-bereitung von Altpapier und Neustoff vonzusammen 5,2 Mio.t/a Produktionska-pazität im Auftragseingang seit Oktober1994. 15 davon werden in Europa, 6 inAmerika, 11 in Asien, 2 in Australien undeine in Südafrika zur Aufstellung kom-men. Die Finishing-Division konnte imersten Jahr Aufträge für 11 Superkalan-der, 24 Softkalander, 6 Glättwerke sowie4 Rollen-Transport-Systeme verbuchen.Die folgenden Seiten 6 und 7 gebenÜbersicht über die wichtigsten „High-lights“ bei Auftragsbestand und Inbe-triebnahmen. Mit der gewonnenen Akzep-tanz und ihrem respektablen Auftrags-bestand geht die VSPT optimistisch nunihr zweites Geschäftsjahr an. Alle Anzei-chen versprechen einen guten Verlauf.
Die Geschäftsführung der Voith SulzerPapiertechnik. Von links nach rechts:
Prof. Dr. F. Silbermayr (Division Papiermaschinen Karton und Verpackungspapiere)
Dr. H.-P. Sollinger (Division Papiermaschinen grafische Papiere)
Dr. D. Kurth (Division Finishing)
Dr. H. Jung (Finanzen und Controlling)
Hans Müller (Vors. der Geschäftsführung)
R. Hall (Division Service)
Dr. L. Pfalzer (Division Stoffaufbereitung)
3
Aus dem Unternehmen

6
INBETRIEBNAHMEN, AUFTRAGSBESTAND
INBETRIEBNAHMEN
Altpapieraufbereitungssystemeund -subsysteme für grafischePapiere945.000 Tonnen pro Jahr
ANM Albury, AustralienStora Feldmühle, Langerbrugge,BelgienPapierfabrik Utzenstorf, SchweizHann. Papierfabriken, Alfeld,DeutschlandStora Feldmühle, Kabel,DeutschlandMD Papier, DeutschlandSCA Aylesford, GroßbritannienGeorgia Pacific, Kalamazoo, USA
Altpapieraufbereitungssystemeund - subsysteme für Karton-und Verpackungspapiere550.000 Tonnen pro Jahr
Visy Paper, AustralienPapierfabrik Lenk, Kappelrodeck,DeutschlandTownsend Hook, Snodland,GroßbritannienP.T. Indah Kiat, IndonesienBoard AB, Fiskeby, SchwedenHansol-Paper, SüdkoreaShin Poong, SüdkoreaVisy Paper, Conyers, USA
Altpapieraufbereitungssysteme und-subsysteme für Tissue-Papiere148.000 Tonnen pro Jahr
Thrace, Griechenland
Stoffaufbereitung Apizaco, MexikoAS Sunland Eker Papirfabrikker,SchwedenPope and Talbot, Wisconsin, USAScott, Owensboro, USA
Altpapieraufbereitungssysteme und-subsysteme für sonstige Papiere110.000 Tonnen pro Jahr
Kemsley, UK Paper, GroßbritannienAuburn VPS, USA
ZellstoffaufbereitungssystemeMD-Papier, Dachau, DeutschlandStora Billerud, Baienfurt,DeutschlandPapierfabrik Weißenborn,Deutschland
264.000 Tonnen/Jahr
Grafische PapiereTamil Nadu Newsprint and PapersLtd., Indien
Karton und VerpackungspapiereVisy Paper, AustralienWillamette Ind. Inc., USAHansol Paper Co. Ltd. Korea
UmbautenVisy Paper Conyers, USAHaindl Papier GmbH, Walsum,DeutschlandCartiere Burgo SpA, ItalienStora Billerud GmbH, Deutschland
Holmen Paper AB, SchwedenHaindl Papier GmbH, Schongau,DeutschlandMD Papier GmbH, DeutschlandPWA Grafische Papiere GmbH,DeutschlandPapierfabrik Albbruck, DeutschlandKanzan Spezialpapiere AG,DeutschlandSmurfit Newsprint Co., USAStora Grycksbo AB, SchwedenStora Langerbrugge N.V., BelgienSteinbeis Temming, DeutschlandNorske Hönefoss, NorwegenStora Feldmühle, Hillegossen,DeutschlandStora Forest Industries, Kanada
StreichtechnikVotorantim Celulose e Papel SimaoJacarei, BrasilienKanzan Spezialpapiere GmbH,DeutschlandInternational Paper, PolenConsolidated Papers Inc. Biron Mill,USAMD-Papier, DeutschlandPapierfabrik Albbruck, DeutschlandZaklady Celulozowa PapierniczeS.A., PolenSaica Zaragoza, SpanienRipasa S.A. Celulose e Papel,Limeira, S.P., BrasilienKostryznsie Zaklady PapiernieczeS.A., PolenPapierfabrik Scheufelen,Deutschland
Die nachfolgende Übersicht gibt interessante Inbetriebnah-men zwischen dem 1. Oktober 1994 und dem 30. September1995 wieder und nennt bedeutende Aufträge aus dem aktuellenBestand.
Wickeltechnik- DuoreelHaindl Papier GmbH, Walsum,Deutschland- RollenschneidmaschinenTamil Nadu Newsprint and PapersLtd., Madras, IndienHaindl Papier GmbH, Schongau,DeutschlandSmurfit Newsprint Corp., USAVisy Paper, AustralienVisy Paper Conyers, USAKostrzynskie Zaklady Papierniczesa,Polen
SuperkalanderBurgo Ardennes, BelgienPTS, DeutschlandJiangnan Paper Mill, China
SoftkalanderHenry Cooke Makin, GroßbritannienPap. de Gascogne, FrankreichNN, DeutschlandJang Chun, KoreaGeorgia Pacific, USAPortals, GroßbritannienShandong, ChinaHannover Papier, DeutschlandPap. Calparsoro, SpanienLongview Fibre, USAInland Empire Spokane, USAVisy Board, AustralienTai Shan, ChinaZhu Hai, ChinaSappi Specialities, Großbritannien
Papiermaschinen
HIGHLIGHTS
Finishing

St. Petersburger Kartonkombinat,GUSCorenso United Ltd., Finnland
Zellstoffaufbereitungssysteme597.000 Tonnen pro Jahr
Neidenfels/Blue Star,Deutschland/ChinaTronchetti, ItalienHiang Seng, Thailand
Stofflöser-ZuführsystemeStora Feldmühle, BelgienVPK Oudegem, BelgienNingbo Zhonghua Paper, ChinaSt. Petersburger Kartonkombinat,GUSCorenso United Ltd., Finnland
3.198.000 Tonnen/Jahr
Grafische PapiereConsolidated Papers Stevens Point,USAHolmen Paper Mill, Braviken,SchwedenSCA Ortviken AB, SchwedenSinar Mas Pulp & Paper Ltd, IndienHalla Paper Co. Ltd., KoreaMazandaran Wood and PaperIndustries, Iran
Karton und VerpackungspapiereVisy Paper, USAZülpich Papier GmbH & Co. KG,DeutschlandVictorgo Industries Guangzhou,ChinaVPK Oudegem, BelgienNingbo Zhonghua Paper Co. Ltd.,ChinaThai Kraft Paper Industry Co. Ltd.,ThailandVisy Paper Brisbane, AustralienMazandaran Wood and PaperIndustries, IranPT Indah Kiat Pulp & Paper Corp.,IndonesienCMPC-Cia. Manufacturera dePapeles y Cartones S.A., Chile
TissueBacraft, BrasilienAl Keena Hygienic Papermill Co.
Papelera De Castilla Duenas, SpanienSam Poong, KoreaSuzano, BrasilienPapierfabrik Perlen, SchweizSNIA f. Krasnokamsk, RußlandLong You Paper, China
GlättwerkeCrown Packaging, KanadaAustralien Paper Botany Mill, AustralienZhu Hai, ChinaCrane Byron Mill, USA
Weyerhaeuser, USA
UmbautenArjo Wiggins, FrankreichKoehler, DeutschlandPudumjee, Indien
Rollen-Transport-SystemeBruckmann, DeutschlandMaul Belser, DeutschlandBurgo Ardennes, BelgienKNP Leykam, Niederlande
7
AUFTRAGSBESTAND
Altpapieraufbereitungssystemeund -subsysteme für grafischePapiere1.466.000 Tonnen pro Jahr
Papierfabrik Hermes, DeutschlandParenco B.V, NiederlandeTrust International Paper Corp.,PhilippinenHolmen Paper Mill, Braviken,SchwedenAustralian Newsprint Mills,AustralienJiangmen, ChinaStora Kabel GmbH, DeutschlandPaper Industries Corp., PhilippinenHalla Engineering & HeavyIndustries Ltd., SüdkoreaHansol Paper Co. Ltd., SüdkoreaGeorgia Pacific, USADae Han Paper, SüdkoreaGenting Newsprint Sdn. Bhd.,Malaysien
Altpapieraufbereitungssystemeund -subsysteme für Kartonund Verpackungspapiere2.479.000 Tonnen pro Jahr
Ningbo Zhonghua Paper, ChinaCMPC Procart, ChileZülpich Papier GmbH&Co. KG,DeutschlandSCA De Hoop, NiederlandeVSDN Cape Kraft, SüdafrikaCheng Loong Co. Ltd., TaiwanThai Kraft Paper Industries Co. Ltd.,ThailandGeorgia Pacific, USAPort Townsend, USAPT Indah Kiat, Indonesien
Altpapieraufbereitungssysteme und-subsysteme für Tissue-Papiere93.000 Tonnen pro Jahr
A/S Sunland Eker/Papirfabrikker,NorwegenCrisoba Industrial, Mexiko
Altpapieraufbereitungssysteme und-subsysteme für sonstige Papiere478.000 Tonnen pro Jahr
Australia Paper Manufactures,Fairfield Mill, Australien
Ltd., JordanienTien Long Paper Mill, TaiwanIndustria Cartaria Tronchetti Burgo a Mozzano, Italien
UmbautenVisy Paper, AustralienBataan Pulp and Paper Mills Inc.,PhilippinenCMPC, Santiago, ChileThomas Tait & Sons Ltd.,GroßbritannienTentok Paper Co. Ltd., JapanDavidson & Sons, GroßbritannienUnited Paper Mills Ltd., FinnlandFederal Paperboard Co., USAConsolidated Paper Inc., USARigesa-Celulose, Papel eEmbalagens Ltda., BrasilienAssidoman Kraftliner, SchwedenWestvaco Corporation, USAStone Container Corporation, USA
StreichtechnikNippon Paper, JapanPapierfabrik Koehler GmbH,DeutschlandFederal Paper Board Comp. Inc.,USASCA Ortviken AB, SchwedenHansol Paper Co. Ltd., KoreaHalla Paper Co. Ltd., KoreaHong Won Paper, KoreaConsolidated Paper Inc. StevensPoint, USAKymi Paper Mill, Finnland
Wickeltechnik- DuoreelSCA Ortviken AB, SchwedenPapierfabrik Koehler, DeutschlandHolmen Paper AB, SchwedenIndustria de Papel Arapoti SA,Brasilien- RollenschneidmaschinenHalla Engineering & HeavyIndustries Ltd., KoreaPapeles Bio Bio SA, ChileHolmen Paper AB, SchwedenGenting Newsprint Sdn. Bhd.,MalaysienFabricadora de Papel de CeluloseS.A., BrasilienTownsend & Hook Ltd.,GroßbritannienGuangzhou Victorgo Industries Co.Ltd., China
Stoffaufbereitung
Papiermaschinen
Companhia Suzano de Papel eCelulose, BrasilienInternational Tendering CompanyCNTIC, China
SuperkalanderKNP Leykam, NiederlandeYuen Foong Yu, TaiwanBosso, ItalienUPM Tervasaari, FinnlandMarubeni für Daishowa, JapanHansol Paper, Korea
SoftkalanderGenting Newsprint, MalaysienCMPC Procart, ChileBallarshah, IndienSiam Paper, ThailandPap. del Aralar, SpanienMiliani f. UngarnAssi Domän, SchwedenKymmene Wisaforest, FinnlandSimao, BrasilienHenry Cooke Makin, GroßbritannienIP Kwidzyn, PolenJ.R. Crompton, GroßbritannienPortals, GroßbritannienNingbo PM3, ChinaNingbo PM2, ChinaHalla Paper, KoreaHolmen Paper Braviken Mill,SchwedenSCA Ortviken, Schweden
GlättwerkeAustralien Paper, AustralienNingbo, ChinaTownsend Hook, GroßbritannienCrown Packaging, KanadaSCA Ortviken, Schweden
UmbautenStora Kabel, DeutschlandStora Reisholz, DeutschlandCart. Toscolano, Italien
Rollen-Transport-SystemeKNP Leykam, NiederlandePapierfabrik Scheufelen,DeutschlandNDI, NiederlandeHalla, KoreaGenting Newsprint, Malaysien
Finishing
18
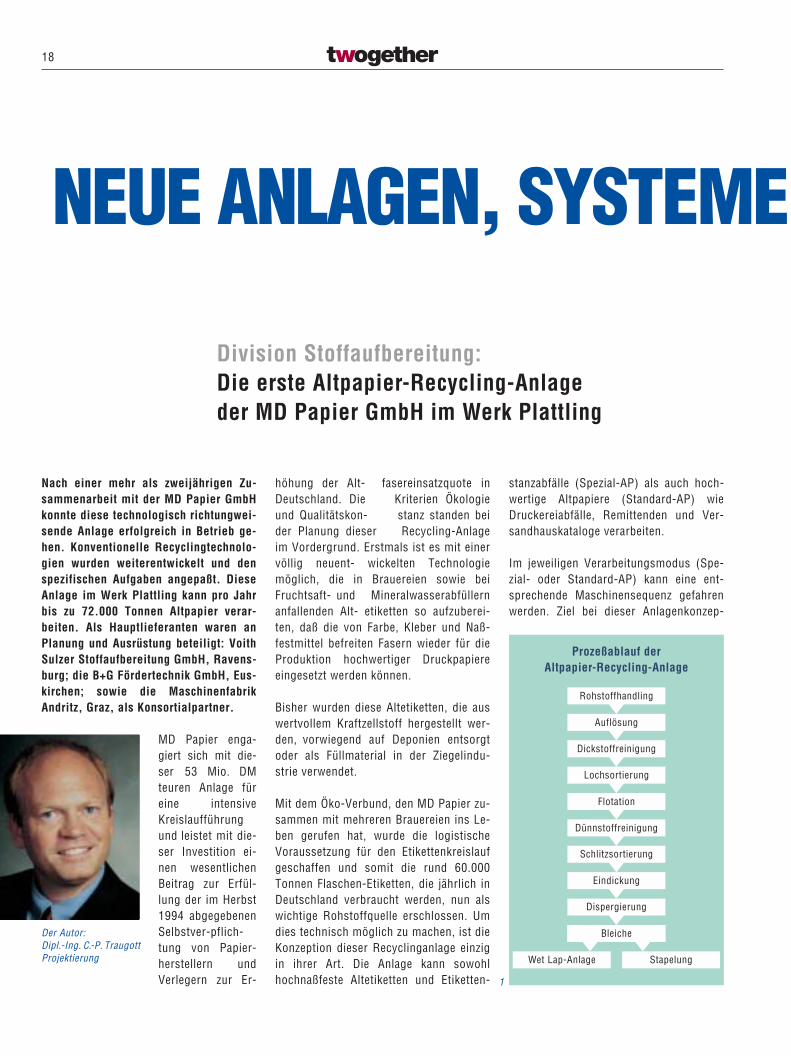
Nach einer mehr als zweijährigen Zu-sammenarbeit mit der MD Papier GmbHkonnte diese technologisch richtungwei-sende Anlage erfolgreich in Betrieb ge-hen. Konventionelle Recyclingtechnolo-gien wurden weiterentwickelt und denspezifischen Aufgaben angepaßt. DieseAnlage im Werk Plattling kann pro Jahrbis zu 72.000 Tonnen Altpapier verar-beiten. Als Hauptlieferanten waren anPlanung und Ausrüstung beteiligt: VoithSulzer Stoffaufbereitung GmbH, Ravens-burg; die B+G Fördertechnik GmbH, Eus-kirchen; sowie die MaschinenfabrikAndritz, Graz, als Konsortialpartner.
MD Papier enga-giert sich mit die-ser 53 Mio. DMteuren Anlage füreine intensiveKreislaufführungund leistet mit die-ser Investition ei-nen wesentlichenBeitrag zur Erfül-lung der im Herbst1994 abgegebenenSelbstver-pflich-tung von Papier-herstellern undVerlegern zur Er-
höhung der Alt- fasereinsatzquote inDeutschland. Die Kriterien Ökologieund Qualitätskon- stanz standen beider Planung dieser Recycling-Anlageim Vordergrund. Erstmals ist es mit einervöllig neuent- wickelten Technologiemöglich, die in Brauereien sowie beiFruchtsaft- und Mineralwasserabfüllernanfallenden Alt- etiketten so aufzuberei-ten, daß die von Farbe, Kleber und Naß-festmittel befreiten Fasern wieder für dieProduktion hochwertiger Druckpapiereeingesetzt werden können.
Bisher wurden diese Altetiketten, die auswertvollem Kraftzellstoff hergestellt wer-den, vorwiegend auf Deponien entsorgtoder als Füllmaterial in der Ziegelindu-strie verwendet.
Mit dem Öko-Verbund, den MD Papier zu-sammen mit mehreren Brauereien ins Le-ben gerufen hat, wurde die logistischeVoraussetzung für den Etikettenkreislaufgeschaffen und somit die rund 60.000Tonnen Flaschen-Etiketten, die jährlich inDeutschland verbraucht werden, nun alswichtige Rohstoffquelle erschlossen. Umdies technisch möglich zu machen, ist dieKonzeption dieser Recyclinganlage einzigin ihrer Art. Die Anlage kann sowohlhochnaßfeste Altetiketten und Etiketten-
NEUE ANLAGEN, SYSTEME
Division Stoffaufbereitung: Die erste Altpapier-Recycling-Anlageder MD Papier GmbH im Werk Plattling
Der Autor:Dipl.-Ing. C.-P. TraugottProjektierung
Rohstoffhandling
Auflösung
Dickstoffreinigung
Lochsortierung
Flotation
Dünnstoffreinigung
Schlitzsortierung
Eindickung
Dispergierung
Bleiche
Wet Lap-Anlage Stapelung
Prozeßablauf derAltpapier-Recycling-Anlage
1
stanzabfälle (Spezial-AP) als auch hoch-wertige Altpapiere (Standard-AP) wieDruckereiabfälle, Remittenden und Ver-sandhauskataloge verarbeiten.
Im jeweiligen Verarbeitungsmodus (Spe-zial- oder Standard-AP) kann eine ent-sprechende Maschinensequenz gefahrenwerden. Ziel bei dieser Anlagenkonzep-

19
tion war, möglichst viele Maschinen fürbeide Verarbeitungsmodi einsetzen zukönnen. Die Recyclinganlage hat eine täg-liche Verarbeitungskapazität von bis zu220 Tonnen Altpapier.
RohstoffhandlingDas Altpapier wird lose oder als Ballen-ware angeliefert. Die Ballen werden mitder automatischen Ballenentdrahtungs-maschine (B+G Fördertechnik) entdrahtet.Die entdrahteten Ballen fallen als loseWare auf das Plattenförderband (B+G
Fördertechnik) und werden in den Pulpereingetragen.
Die eingebaute Wiegeeinrichtung stopptdas Förderband immer dann automatisch,wenn die notwendige Menge Altpapier inden Stoffauflöser eingetragen ist.
Auflösung und DickstoffreinigungDie Auflösung des Altpapiers erfolgt beieiner Stoffdichte von 15-17% in einemperiodisch arbeitenden Hochkonsistenz-auflöser, welcher eine schonende Defi-
brierung und eine effektive Druckfarben-ablösung gewährleistet.
Alle für das Ablösen und Austragen derDruckfarben notwendigen Hilfsstoffe wer-den mit in den Stoffauflöser eingetragen.
Der Stoffauflöser wird über ein PreClean-Ableersystem entsorgt. Dieses Systemermöglicht die Pulperableerung in mög-lichst kurzer Zeit, ein gleichmäßiges Ein-mischen des Verdünnungswassers wäh-rend des Ableervorganges sowie eine wir-kungsvolle Grobschmutzausscheidung.
, WEITERENTWICKLUNGEN
Stoffaufbereitung
2
Abb. 1:Verfahrensablauf für Standard-AP
Abb. 2:Die Förderanlage mit Altpapier-Ballen-Entdrahtung, geplant und gebaut von der B+GFördertechnik GmbH, Euskirchen im Unternehmender Voith Sulzer Papiertechnik.
20
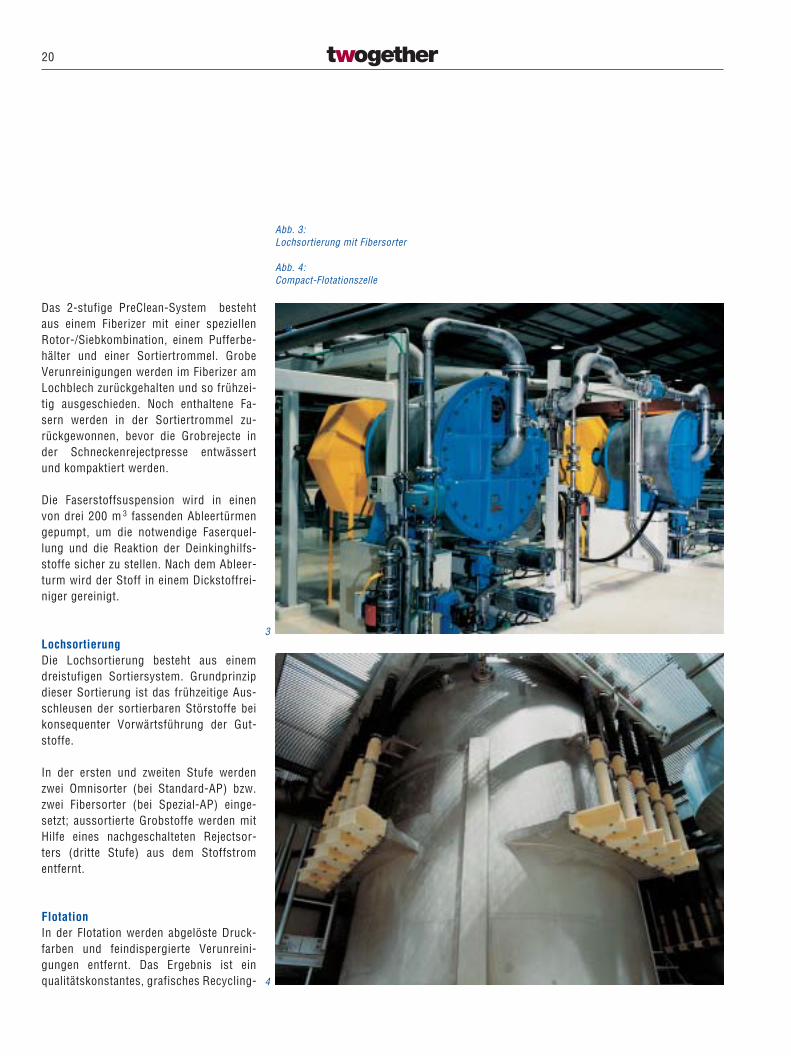
Das 2-stufige PreClean-System bestehtaus einem Fiberizer mit einer speziellenRotor-/Siebkombination, einem Pufferbe-hälter und einer Sortiertrommel. GrobeVerunreinigungen werden im Fiberizer amLochblech zurückgehalten und so frühzei-tig ausgeschieden. Noch enthaltene Fa-sern werden in der Sortiertrommel zu-rückgewonnen, bevor die Grobrejecte inder Schneckenrejectpresse entwässertund kompaktiert werden.
Die Faserstoffsuspension wird in einenvon drei 200 m 3 fassenden Ableertürmengepumpt, um die notwendige Faserquel-lung und die Reaktion der Deinkinghilfs-stoffe sicher zu stellen. Nach dem Ableer-turm wird der Stoff in einem Dickstoffrei-niger gereinigt.
LochsortierungDie Lochsortierung besteht aus einemdreistufigen Sortiersystem. Grundprinzipdieser Sortierung ist das frühzeitige Aus-schleusen der sortierbaren Störstoffe beikonsequenter Vorwärtsführung der Gut-stoffe.
In der ersten und zweiten Stufe werdenzwei Omnisorter (bei Standard-AP) bzw.zwei Fibersorter (bei Spezial-AP) einge-setzt; aussortierte Grobstoffe werden mitHilfe eines nachgeschalteten Rejectsor-ters (dritte Stufe) aus dem Stoffstromentfernt.
FlotationIn der Flotation werden abgelöste Druck-farben und feindispergierte Verunreini-gungen entfernt. Das Ergebnis ist einqualitätskonstantes, grafisches Recycling-
3
4
Abb. 3:Lochsortierung mit Fibersorter
Abb. 4:Compact-Flotationszelle

papier, welches höchsten Anforderungenentspricht.
Die Flotation besteht aus fünf Deinking-zellen in der Primär- und einer Zelle inder Sekundärstufe. Die Zellen, je 2 über-einandergestellt, sind vollkommen ge-schlossen. Die Belüftung des Stoffes er-folgt über Stufendiffusoren, die selbstan-saugend arbeiten. Eine hohe Prozeßluft-beladung (bis zu 60 %) sowie ein weitesLuftblasenspektrum gewährleisten einegleichbleibend gute Entfernung abgelö-ster Druckfarbenpartikel über ein Größen-spektrum von 10 - 500 µm. Die Prozeß-luft wird im Kreislauf geführt und gelangtnicht in die Umgebung.
In der Sekundärzelle werden nochbrauchbare Fasern zurückgewonnen. Demübrigbleibenden Schlamm wird durch denVorseihtisch möglichst viel Wasser ent-zogen, bevor er der Schlammbehandlung(Andritzequipment) zugeführt wird.
Dünnstoffreinigung und SchlitzsortierungKleinere Schwerteile, Sand und Plastik-teilchen werden in einer vierstufigenSchwerteilcleaneranlage aus der Suspen-sion entfernt.
Die ausgetragenen Rückstände werdender Schlammbehandlung zugeführt, derGutstoff wird in einer Maschine zurLeichtteilabscheidung weiterverarbeitet.
In einer dreistufigen Schlitzsortierungwird der Stoff noch einmal feinsortiert.Dabei werden vor allem kubischeSchmutzteilchen und klebende Verunrei-nigungen abgeschieden.
Stoffaufbereitung
5
Abb. 5:Stoffeindickung mit der Doppelsiebpresse
Abb. 6:Disperger mit Heizschnecke
6
21

22
Wäsche und Wet Lap-AnlageBei der Verarbeitung von Spezial-AP wirdder Stoff nach der Dünnstoffschlitzsortie-rung mit einem VarioSplit gewaschen undanschließend mit einer Wet Lap-Anlageversandfertig auf Paletten abgelegt.
Stapelung Konventionelles Altpapier wird nach derDispergerbleiche im Mittelkonsistenz-bereich zum Stapelturm gefördert.
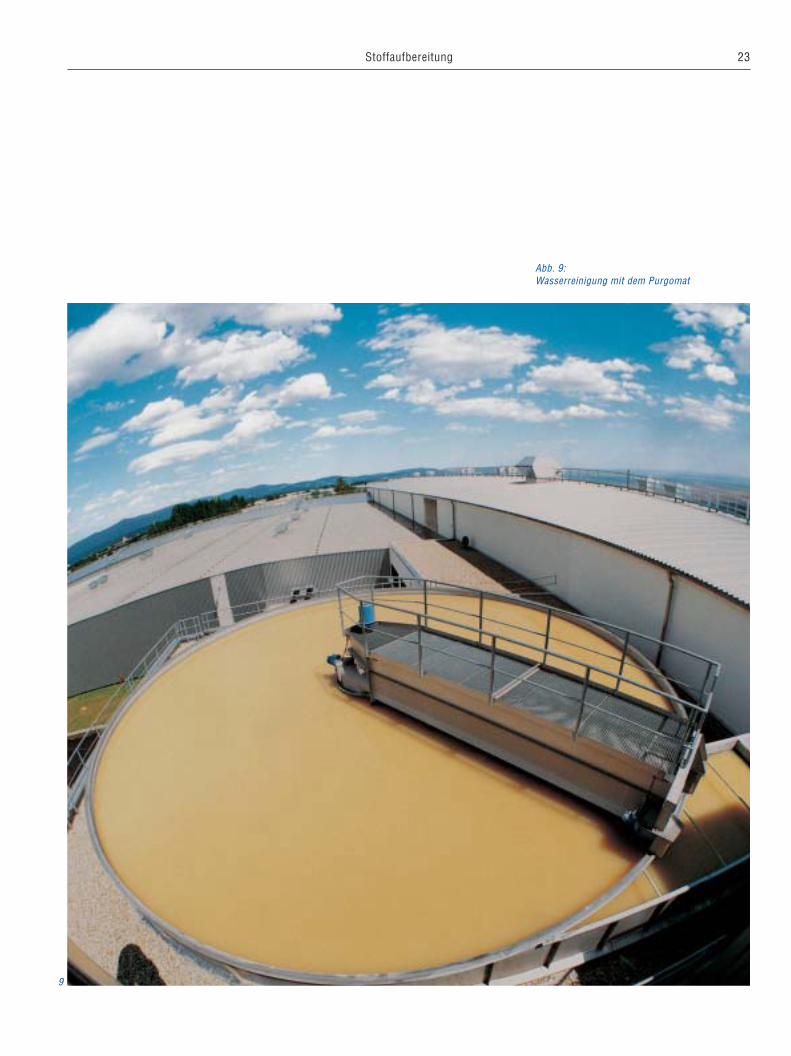
WasserkreislaufIn der Stoffaufbereitung ist der Wasser-kreislauf weitgehend geschlossen, d.h. eswird mit Ausnahme der Hilfsmittelauflö-sung und Sperrwässer kein Frischwassereingesetzt. Filtrate aus der Schlamment-wässerung werden mittels einer Microflo-
Eindickung, Dispergierung und BleicheDie so gereinigte Fasersuspension wirdzu einem Scheibenfilter gefördert und an-schließend in einer Doppelsiebpresse(Andritzequipment) entwässert.
Danach wird der eingedickte Stoff überein Schneckensystem, bestehend ausZerreiß-, Steig-, Förder- und Heiz-schnecke mit Dampfaufheizung, einemDisperger mit einer Gußgarnitur zuge-führt. Der Dispergiereffekt beruht aufdem Prinzip der intensiven Faser-Faser-Reibung. Dadurch wird der Stoff homo-genisiert und sichtbare Schmutzpunktewerden drastisch reduziert.
Um eine höhere Weiße zu erzielen, wirdder Faserstoff mittels einer Dispergerblei-che durch den Einsatz einer reduzieren-den Bleichchemikalie aufgehellt.
tation (Purgomat) gereinigt und gelangenzurück in den Prozeßwasserkreislauf derStoffaufbereitung. Das VarioSplit-Filtratwird ebenfalls mit einer Microflotationgereinigt.
RejectkompaktierungDie Entwässerung und Kompaktierungder Grobrejecte aus dem PreClean-Ab-leersystem und der Lochsortierung er-folgt in einer Schneckenrejectpresse.
Die Rejecte aus der Dickstoff- und Dünn-stoffreinigung werden zusammen mitdem Reject aus der Schneckenrejectpres-se mittels Container zur Deponie trans-portiert.
Abb. 7:Wäsche mit dem VarioSplit
Abb. 8:Blick zum Stapelturm
7 8
23Stoffaufbereitung
Abb. 9:Wasserreinigung mit dem Purgomat
9

24
Es gibt einen alten Papiermacherspruch:„Das Papier wird im Holländer ge-macht.“ Obwohl häufig die Meinung vor-herrscht, eine Papierfabrik bestehe nuraus der Papiermaschine, so hat dennochdieser Spruch nichts an Aktualität verlo-ren, wenn man den Begriff „Holländer“heutzutage richtigerweise durch „Stoff-
aufbereitung“ er-setzen muß.
Die Stoffaufberei-tung – die Fabrikvor der Papier-maschine – hatdie Aufgabe, denGrundstoff für Pa-pier, also die Fa-sern, so zu präpa-rieren, daß hierausPapier der ge-wünschten Sorteund Qualität herge-stellt werden kann.
Die „Sortierung“ war schon immer einsehr wichtiger Baustein bei der Verfah-renstechnik zur Herstellung von Papier-stoff, und ihre Bedeutung hat sich durchden Einsatz von Altpapier noch erhöht.
Während bei den traditionellen Primär-Faserstoffen wie Holzschliff und Zellstoffhauptsächlich formstabile Bestandteile,wie beispielsweise Splitter auszusortierensind, hat sich die Aufgabe durch den ver-mehrten und weiter zunehmenden Einsatzvon Altpapier stark in Richtung Abschei-dung flexibler, verformbarer Bestandteile,wie Kleber, Folien, Styropor und sonstigeVerunreinigungen verschoben, was sehrviel schwieriger ist als die Abtrennungformstabiler Teilchen.
Die große Bedeutung der Sortiertechnikist jedoch nicht nur im Hinblick auf dieQualität des Fertigproduktes Papier zusehen, sondern vor allem im Bezug aufdie Wirtschaftlichkeit des gesamtenPapierherstellungs- und Verarbeitungs-prozesses, d.h. der Papiermaschinenlaufund die störungsfreie Weiterverarbeitungdes Papiers.
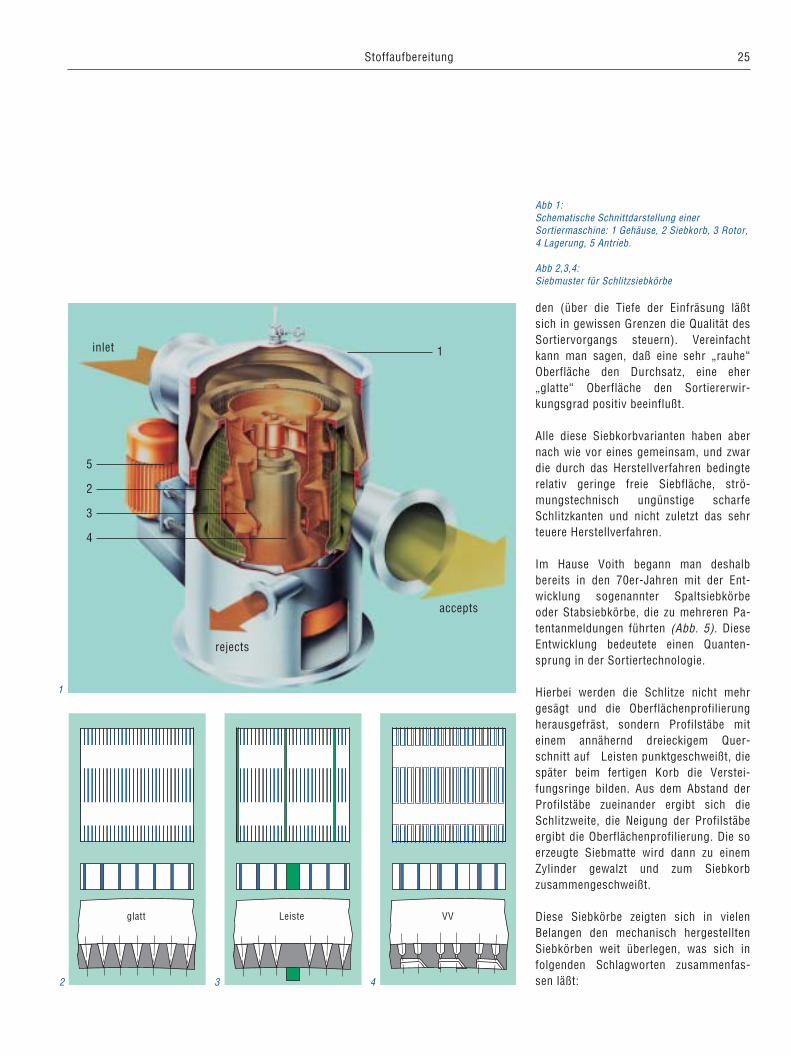
Sortiermaschinen sind heute in der Regeldruckbeaufschlagte Maschinen, denen dieFasersuspension zugepumpt wird (Abb. 1Sortiermaschine). In dem geschlossenenGehäuse befindet sich ein Rotor und einfeststehender zylindrischer Siebkorb, dersowohl mit Löchern wie auch mit Schlit-zen versehen sein kann.
Dies ist abhängig von der Form der abzu-scheidenden Störstoffe. Dabei gilt dieFaustformel: flächiger Störstoff (Bsp. Fo-lien) – Lochsiebe und kubische Partikel(Bsp. Styropor) – Schlitzsiebe. Die Faserntreten durch das Sieb und verlassendurch den Gutstoffauslaß die Maschine,während die Störstoffe am Sieb zurück-gehalten und aus der Maschine ab-gezogen werden.
Es ist unschwer zu erkennen, daß hierbeineben anderen Parametern vor allem derLoch- oder Schlitzweite des Siebes eineüberragende Bedeutung zukommt.
Die Forderung nach saubereren Gutstof-fen bei gleichzeitig vermehrtem Einsatzvon schmutziger werdendem Altpapierverlangt den Einsatz feinster Sieböffnun-gen, wobei sich die Gewichtung zwangs-läufig in Richtung Schlitzsiebe mit engenSchlitzweiten verschob und noch ver-schiebt.
Schlitzsiebe sind zwar keine neue Erfin-dung, sondern spielten eine, wenn auchuntergeordnete, Rolle, seit es Sortierergibt. Es handelte sich dabei in der Ver-gangenheit um glatte Siebbleche, in diemit viel Aufwand Schlitze gesägt wurden(Abb. 2). Die Schlitzweiten lagen in derRegel im Bereich ≥ 0,8 mm. Allerdingskamen in ganz speziellen Einsatzfällengelegentlich auch Schlitzkörbe bis zu0,45 mm zum Einsatz.
Ihre Grenzen ergaben sich zum einendurch die vom Herstellungsverfahrenbedingte relativ geringe freie Siebflächeund die von der glatten Oberflächeherrührende geringe Rotorwirksamkeit.Beides Faktoren, die zu Lasten desDurchsatzes gingen und den Einsatz vonSchlitzsieben – von Ausnahmen abge-sehen – relativ unwirtschaftlich machten.
Mitte bis Ende der 70er-Jahre wurde dieForderung der Anwender nach verstärk-tem Einsatz von Schlitzsieben und gleich-zeitig engeren Schlitzen immer lauter. Diedamalige Herstellungsart der Siebe er-laubte weder die Strömungsverhältnisseam Sieb zu verändern noch die freie Sieb-fläche zu erhöhen. So blieb nur die Mög-lichkeit, durch das Aufbringen von Lei-sten auf die dem Rotor zugewandte Seitedes Siebkorbes (Abb. 3) die Turbulenzund damit den Durchsatz bei engenSchlitzen zu steigern.
Als Weiterentwicklung dieser hochturbu-lenten Leistensiebkörbe entstanden eineVielfalt von feineren Oberflächenprofilie-rungen. Ein Beispiel zeigt den sogenann-ten VV-Korb (Abb. 4), wo durch Einfrä-sungen auf der Siebkorboberfläche eineVielzahl von „Mini-Leisten“ erzeugt wur-
Division Stoffaufbereitung:Der C-Bar-Siebkorb – ein High-Tech-Produkt
Der Autor:R. RieneckerProduktgruppe Sortierung
25
den (über die Tiefe der Einfräsung läßtsich in gewissen Grenzen die Qualität desSortiervorgangs steuern). Vereinfachtkann man sagen, daß eine sehr „rauhe“Oberfläche den Durchsatz, eine eher„glatte“ Oberfläche den Sortiererwir-kungsgrad positiv beeinflußt.
Alle diese Siebkorbvarianten haben abernach wie vor eines gemeinsam, und zwardie durch das Herstellverfahren bedingterelativ geringe freie Siebfläche, strö-mungstechnisch ungünstige scharfeSchlitzkanten und nicht zuletzt das sehrteuere Herstellverfahren.
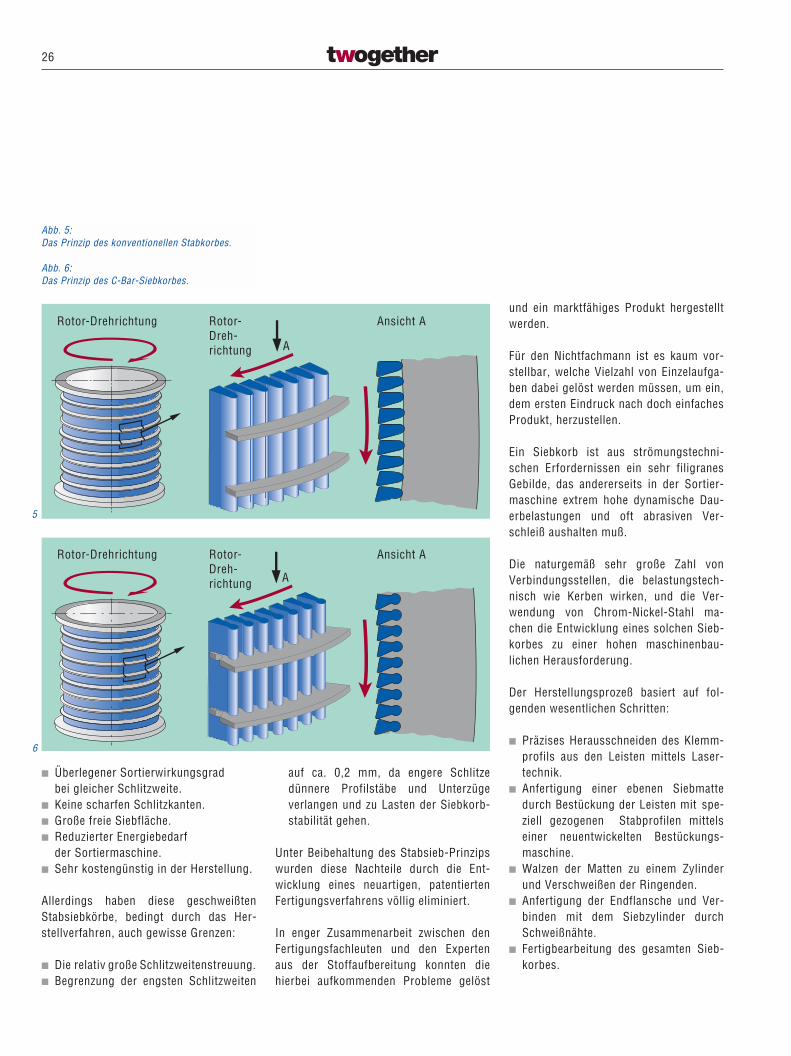
Im Hause Voith begann man deshalbbereits in den 70er-Jahren mit der Ent-wicklung sogenannter Spaltsiebkörbeoder Stabsiebkörbe, die zu mehreren Pa-tentanmeldungen führten (Abb. 5). DieseEntwicklung bedeutete einen Quanten-sprung in der Sortiertechnologie.
Hierbei werden die Schlitze nicht mehrgesägt und die Oberflächenprofilierungherausgefräst, sondern Profilstäbe miteinem annähernd dreieckigem Quer-schnitt auf Leisten punktgeschweißt, diespäter beim fertigen Korb die Verstei-fungsringe bilden. Aus dem Abstand derProfilstäbe zueinander ergibt sich dieSchlitzweite, die Neigung der Profilstäbeergibt die Oberflächenprofilierung. Die soerzeugte Siebmatte wird dann zu einemZylinder gewalzt und zum Siebkorbzusammengeschweißt.
Diese Siebkörbe zeigten sich in vielenBelangen den mechanisch hergestelltenSiebkörben weit überlegen, was sich infolgenden Schlagworten zusammenfas-sen läßt:
Abb 1: Schematische Schnittdarstellung einerSortiermaschine: 1 Gehäuse, 2 Siebkorb, 3 Rotor,4 Lagerung, 5 Antrieb.
Abb 2,3,4:Siebmuster für Schlitzsiebkörbe
2 3 4
1
Stoffaufbereitung
glatt Leiste VV
inlet
5
2
3
4
rejects
accepts
1
26
� Überlegener Sortierwirkungsgradbei gleicher Schlitzweite.
� Keine scharfen Schlitzkanten.� Große freie Siebfläche.� Reduzierter Energiebedarf
der Sortiermaschine.� Sehr kostengünstig in der Herstellung.
Allerdings haben diese geschweißtenStabsiebkörbe, bedingt durch das Her-stellverfahren, auch gewisse Grenzen:
� Die relativ große Schlitzweitenstreuung.� Begrenzung der engsten Schlitzweiten
auf ca. 0,2 mm, da engere Schlitzedünnere Profilstäbe und Unterzügeverlangen und zu Lasten der Siebkorb-stabilität gehen.
Unter Beibehaltung des Stabsieb-Prinzipswurden diese Nachteile durch die Ent-wicklung eines neuartigen, patentiertenFertigungsverfahrens völlig eliminiert.
In enger Zusammenarbeit zwischen denFertigungsfachleuten und den Expertenaus der Stoffaufbereitung konnten diehierbei aufkommenden Probleme gelöst
und ein marktfähiges Produkt hergestelltwerden.
Für den Nichtfachmann ist es kaum vor-stellbar, welche Vielzahl von Einzelaufga-ben dabei gelöst werden müssen, um ein,dem ersten Eindruck nach doch einfachesProdukt, herzustellen.
Ein Siebkorb ist aus strömungstechni-schen Erfordernissen ein sehr filigranesGebilde, das andererseits in der Sortier-maschine extrem hohe dynamische Dau-erbelastungen und oft abrasiven Ver-schleiß aushalten muß.
Die naturgemäß sehr große Zahl vonVerbindungsstellen, die belastungstech-nisch wie Kerben wirken, und die Ver-wendung von Chrom-Nickel-Stahl ma-chen die Entwicklung eines solchen Sieb-korbes zu einer hohen maschinenbau-lichen Herausforderung.
Der Herstellungsprozeß basiert auf fol-genden wesentlichen Schritten:
� Präzises Herausschneiden des Klemm-profils aus den Leisten mittels Laser-technik.
� Anfertigung einer ebenen Siebmattedurch Bestückung der Leisten mit spe-ziell gezogenen Stabprofilen mittelseiner neuentwickelten Bestückungs-maschine.
� Walzen der Matten zu einem Zylinderund Verschweißen der Ringenden.
� Anfertigung der Endflansche und Ver-binden mit dem Siebzylinder durchSchweißnähte.
� Fertigbearbeitung des gesamten Sieb-korbes.
Rotor-Drehrichtung Rotor-Dreh-richtung A
Ansicht A
Rotor-Drehrichtung Rotor-Dreh-richtung A
Ansicht A
5
6
Abb. 5: Das Prinzip des konventionellen Stabkorbes.
Abb. 6: Das Prinzip des C-Bar-Siebkorbes.
27
Jeder Fertigungsschritt, insbesondere dieSchweiß- und Walztechnik, erfordertnicht nur eine genaue Planung derArbeitsschritte, sondern auch hochquali-fizierte Mitarbeiter in der Fertigung. Allediese Aufgaben konnten gelöst werden,und der C-Bar-Korb stellt heute ein hoch-rangiges Präzisionsprodukt dar.
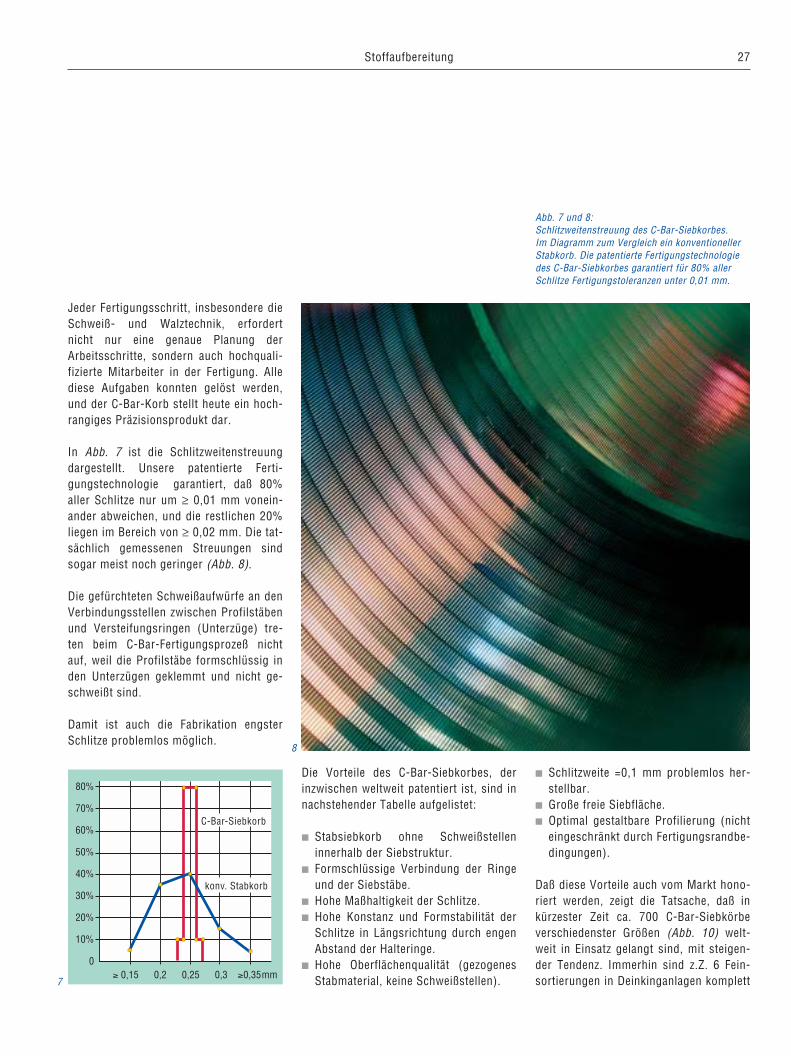
In Abb. 7 ist die Schlitzweitenstreuungdargestellt. Unsere patentierte Ferti-gungstechnologie garantiert, daß 80%aller Schlitze nur um ≥ 0,01 mm vonein-ander abweichen, und die restlichen 20%liegen im Bereich von ≥ 0,02 mm. Die tat-sächlich gemessenen Streuungen sindsogar meist noch geringer (Abb. 8).
Die gefürchteten Schweißaufwürfe an denVerbindungsstellen zwischen Profilstäbenund Versteifungsringen (Unterzüge) tre-ten beim C-Bar-Fertigungsprozeß nichtauf, weil die Profilstäbe formschlüssig inden Unterzügen geklemmt und nicht ge-schweißt sind.
Damit ist auch die Fabrikation engsterSchlitze problemlos möglich.
Die Vorteile des C-Bar-Siebkorbes, derinzwischen weltweit patentiert ist, sind innachstehender Tabelle aufgelistet:
� Stabsiebkorb ohne Schweißstelleninnerhalb der Siebstruktur.
� Formschlüssige Verbindung der Ringeund der Siebstäbe.
� Hohe Maßhaltigkeit der Schlitze.� Hohe Konstanz und Formstabilität der
Schlitze in Längsrichtung durch engenAbstand der Halteringe.
� Hohe Oberflächenqualität (gezogenesStabmaterial, keine Schweißstellen).
� Schlitzweite =0,1 mm problemlos her-stellbar.
� Große freie Siebfläche.� Optimal gestaltbare Profilierung (nicht
eingeschränkt durch Fertigungsrandbe-dingungen).
Daß diese Vorteile auch vom Markt hono-riert werden, zeigt die Tatsache, daß inkürzester Zeit ca. 700 C-Bar-Siebkörbeverschiedenster Größen (Abb. 10) welt-weit in Einsatz gelangt sind, mit steigen-der Tendenz. Immerhin sind z.Z. 6 Fein-sortierungen in Deinkinganlagen komplett
Abb. 7 und 8:Schlitzweitenstreuung des C-Bar-Siebkorbes. Im Diagramm zum Vergleich ein konventionellerStabkorb. Die patentierte Fertigungstechnologiedes C-Bar-Siebkorbes garantiert für 80% allerSchlitze Fertigungstoleranzen unter 0,01 mm.
80%
70%
60%
50%
40%
30%
20%
10%
0≥ 0,15 0,2 0,25 0,3 ≥0,35 mm
C-Bar-Siebkorb
konv. Stabkorb
7
8
Stoffaufbereitung
28
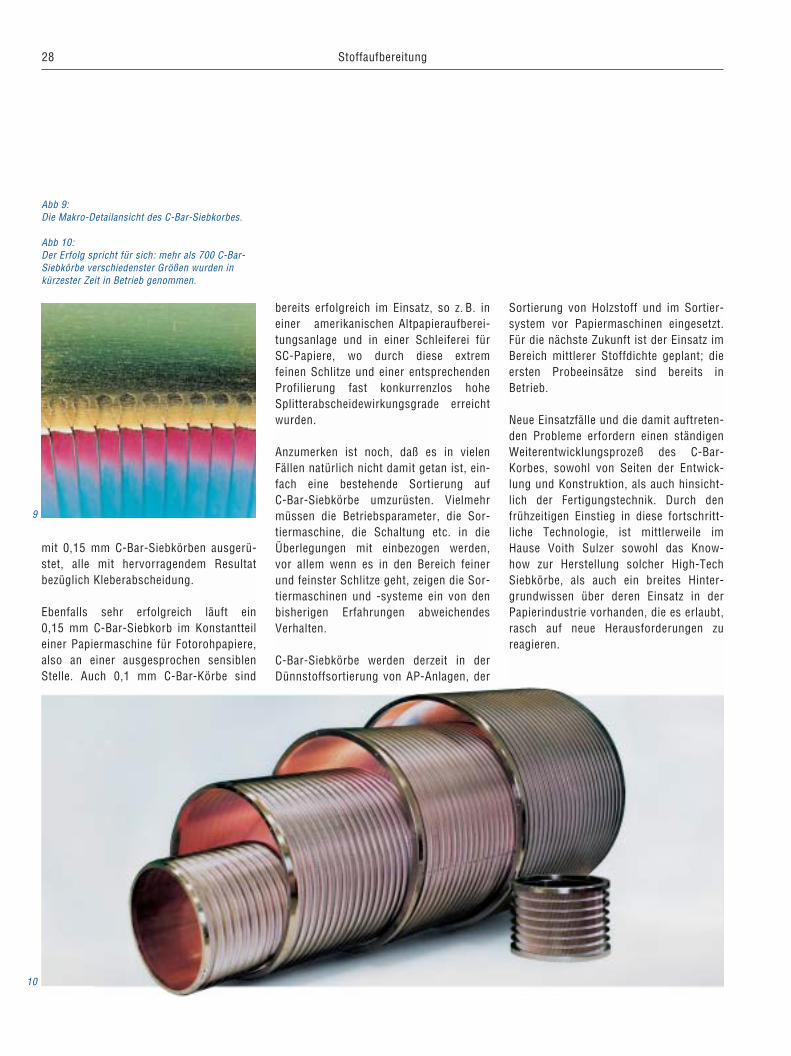
mit 0,15 mm C-Bar-Siebkörben ausgerü-stet, alle mit hervorragendem Resultatbezüglich Kleberabscheidung.
Ebenfalls sehr erfolgreich läuft ein0,15 mm C-Bar-Siebkorb im Konstantteileiner Papiermaschine für Fotorohpapiere,also an einer ausgesprochen sensiblenStelle. Auch 0,1 mm C-Bar-Körbe sind
bereits erfolgreich im Einsatz, so z. B. ineiner amerikanischen Altpapieraufberei-tungsanlage und in einer Schleiferei fürSC-Papiere, wo durch diese extremfeinen Schlitze und einer entsprechendenProfilierung fast konkurrenzlos hoheSplitterabscheidewirkungsgrade erreichtwurden.
Anzumerken ist noch, daß es in vielenFällen natürlich nicht damit getan ist, ein-fach eine bestehende Sortierung aufC-Bar-Siebkörbe umzurüsten. Vielmehrmüssen die Betriebsparameter, die Sor-tiermaschine, die Schaltung etc. in dieÜberlegungen mit einbezogen werden,vor allem wenn es in den Bereich feinerund feinster Schlitze geht, zeigen die Sor-tiermaschinen und -systeme ein von denbisherigen Erfahrungen abweichendesVerhalten.
C-Bar-Siebkörbe werden derzeit in derDünnstoffsortierung von AP-Anlagen, der
Abb 9: Die Makro-Detailansicht des C-Bar-Siebkorbes.
Abb 10: Der Erfolg spricht für sich: mehr als 700 C-Bar-Siebkörbe verschiedenster Größen wurden inkürzester Zeit in Betrieb genommen.
9
10
Sortierung von Holzstoff und im Sortier-system vor Papiermaschinen eingesetzt.Für die nächste Zukunft ist der Einsatz imBereich mittlerer Stoffdichte geplant; dieersten Probeeinsätze sind bereits inBetrieb.
Neue Einsatzfälle und die damit auftreten-den Probleme erfordern einen ständigenWeiterentwicklungsprozeß des C-Bar-Korbes, sowohl von Seiten der Entwick-lung und Konstruktion, als auch hinsicht-lich der Fertigungstechnik. Durch denfrühzeitigen Einstieg in diese fortschritt-liche Technologie, ist mittlerweile imHause Voith Sulzer sowohl das Know-how zur Herstellung solcher High-TechSiebkörbe, als auch ein breites Hinter-grundwissen über deren Einsatz in derPapierindustrie vorhanden, die es erlaubt,rasch auf neue Herausforderungen zureagieren.
Stoffaufbereitung

29
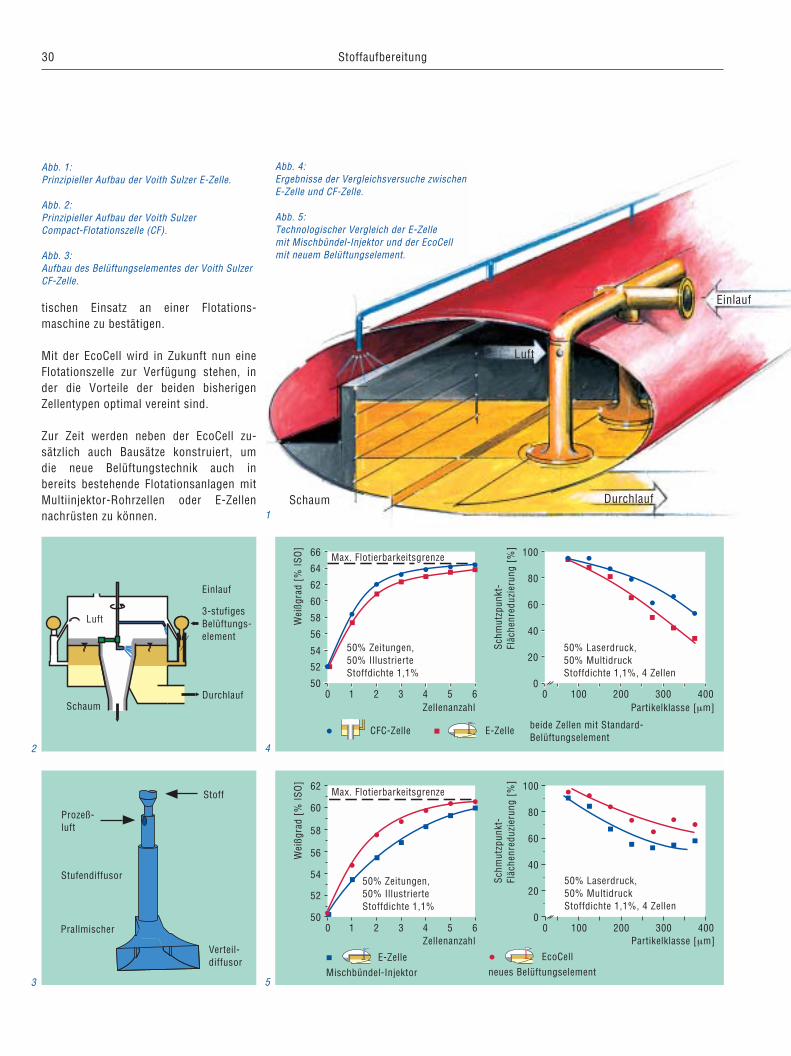
Eingehende Vergleiche zwischen derCF- und der E-Zelle bzgl. Technologie,Konstruktion und Betriebsweise ergabenim wesentlichen folgendes:
Die konstruktiven Vorteile der E-Zelleliegen im Zellenbehälter mit Peripherie(Abb. 1):� einfache lineare Baugrößen-
erweiterung, � keine Baugrößenbeschränkung
(außer evtl. durch Pumpen),� einfache Niveauregelung durch
kommunizierende Behälter, d.h. nurein Niveauregelkreis pro Stufe und
� innenliegendes Belüftungselement, das insbesondere bei geschlossenemProzeßluftkreislauf vorteilhaft ist.
Dagegen hat die CF-Zelle technologischeVorteile durch das Belüftungselement(Abb. 3). Dieses scheidet ein breites Par-tikelgrößenspektrum von Druckfarben ab,insbesondere große Schmutzpunkte.
Vergleichsversuche in der Pilotanlage inRavensburg zeigten, daß die beidenZellentypen bei Standard-Auslegung fürleichter deinkbare Altpapiere (Zeitun-gen/Illustrierte) einen ähnlich guten tech-nologischen Effekt haben.
Bei schwerer deinkbaren Altpapieren wiez.B. Mixed Office Waste/Laserdruck/Multidruck scheidet jedoch die CF-Zellegrößere Partikel (200-400 µm) deutlichbesser ab als die E-Zelle (Abb. 4).
Aufgrund dieser Ergebnisse wurde zu-nächst festgelegt, daß bei leicht deinkba-ren Altpapieren, wie Zeitungen/Illustrier-te, die E-Zelle wegen ihrer konstruktivenVorteile bevorzugt eingesetzt werden soll.
Bei schwerer deinkbaren Altpapierendagegen, wie z.B. Laser- und Multidruck,rechtfertigt sich aufgrund der technologi-schen Vorteile die aufwendigere Technikder CF-Zelle.
Es lag nun nahe, die Vorteile beider Zel-lentypen zu vereinen. Hierzu waren diegrundlegenden Forschungsarbeiten, dievon Sulzer Papertec bei der Weiterent-wicklung der Compact-Flotationszellegeleistet wurden, eine wertvolle Basis.Es wurde festgestellt, daß die erreichteEffektivitätssteigerung, insbesonderebzgl. der Schmutzpunktreduzierung,hauptsächlich durch Modifikationen inder Hydraulik des Belüftungselementserreicht werden konnte.
Somit wurde das Prinzip des CF-Belüf-tungselementes auf den Mischbündel-Injektor der E-Zelle übertragen. Dabeikonnten alle bisherigen konstruktivenVorteile der E-Zelle nicht nur erhalten,sondern sogar noch erweitert werden.Die Luftansaugbohrungen des E-Zellen-Injektors wurden nämlich durch nahezuden kompletten Umfang des Injektorsfreilassende Luftansaugschlitze ersetzt,so daß die Luftansaugöffnungen nochweniger verstopfungsanfällig sind.
Die mit dem neuen Belüftungselementdurchgeführten Vergleichsversuche zei-gen sowohl für leicht deinkbare Altpapie-re (Zeitungen/Illustrierte), als auch fürschwerer deinkbare Altpapiere wie Laser-und Multidruck die technologische Über-legenheit des neuen Belüftungselementsdeutlich (Abb. 5).
Unser nächster Schritt wird sein, dieseüberaus positiven Ergebnisse im prak-
Die EcoCell wird die Vorteile der beidenTypen der Voith Sulzer-Flotationszellen,die E-Zelle und die Compact-Flotations-zelle, in einer Zelle vereinen. Zum einensind dies die konstruktiven Vorteile derE-Zelle (einfache Regelungstechnik, fastunbegrenzte Baugrößen, innenliegendesBelüftungselement), zum anderen dietechnologischen Vorteile der CF-Zelle(Abscheidung eines breiten Partikelgrö-
ßenspektrums vonDruckfarben).
Dabei wurde dasPrinzip des Be-lüftungselementesder CF-Zelle aufdas Belüftungsele-ment der E-Zelleübertragen. ErsteVersuche in derPilotanlage bestä-tigen die hervor-ragende Funktions-weise der neuenVoith Sulzer-Eco-Cell. BestätigendeAnlagentests wer-den folgen.
Mit dem Zusam-menschluß vonSulzer Papertecund Voith auf demGebiet derPapiertechnik stell-te sich auch dieFrage, welche Flo-tationszelle die zu-künftig gemeinsa-me Voith Sulzer-
Flotationszelle werden soll, die E- oder dieCompact-Flotationszelle (Abb. 1/2).
Division Stoffaufbereitung:Die EcoCell, Beispiel für Synergieeffekt bei Weiterentwicklung der Flotationszelle
Die Autoren:Dipl.-Ing. T. Martin und Dipl.-Ing. H. BritzProduktgruppe Flotation
30
Durchlauf
Einlauf
3-stufigesBelüftungs-element
Luft
Schaum
Stufendiffusor
Prallmischer
Verteil-diffusor
Stoff
Prozeß-luft
beide Zellen mit Standard-Belüftungselement
500 1 2 3 4 5 6
Zellenanzahl
52
54
56
58
60
62
64
66
Wei
ßgra
d[%
ISO
]
Max. Flotierbarkeitsgrenze
50% Zeitungen, 50% Illustrierte Stoffdichte 1,1%
00 100 200 300 400
Partikelklasse [µm]
20
40
60
80
100
Schm
utzp
unkt
-Fl
äche
nred
uzie
rung
[%]
50% Laserdruck, 50% Multidruck Stoffdichte 1,1%, 4 Zellen
50
52
54
56
58
60
0 1 2 3 4 5 6Zellenanzahl
62
Wei
ßgra
d[%
ISO
]
Max. Flotierbarkeitsgrenze
50% Zeitungen, 50% Illustrierte Stoffdichte 1,1%
00 100 200 300 400
Partikelklasse [µm]
20
40
60
80
100
50% Laserdruck, 50% Multidruck Stoffdichte 1,1%, 4 Zellen
E-ZelleCFC-Zelle
Mischbündel-Injektor
E-Zelle EcoCell
neues Belüftungselement
Schm
utzp
unkt
-Fl
äche
nred
uzie
rung
[%]
3
2
5
Stoffaufbereitung
4
1
tischen Einsatz an einer Flotations-maschine zu bestätigen.
Mit der EcoCell wird in Zukunft nun eineFlotationszelle zur Verfügung stehen, inder die Vorteile der beiden bisherigenZellentypen optimal vereint sind.
Zur Zeit werden neben der EcoCell zu-sätzlich auch Bausätze konstruiert, umdie neue Belüftungstechnik auch inbereits bestehende Flotationsanlagen mitMultiinjektor-Rohrzellen oder E-Zellennachrüsten zu können.
Abb. 1:Prinzipieller Aufbau der Voith Sulzer E-Zelle.
Abb. 2:Prinzipieller Aufbau der Voith Sulzer Compact-Flotationszelle (CF).
Abb. 3:Aufbau des Belüftungselementes der Voith SulzerCF-Zelle.
Einlauf
Schaum Durchlauf
Luft
Abb. 4:Ergebnisse der Vergleichsversuche zwischen E-Zelle und CF-Zelle.
Abb. 5:Technologischer Vergleich der E-Zelle mit Mischbündel-Injektor und der EcoCell mit neuem Belüftungselement.
31
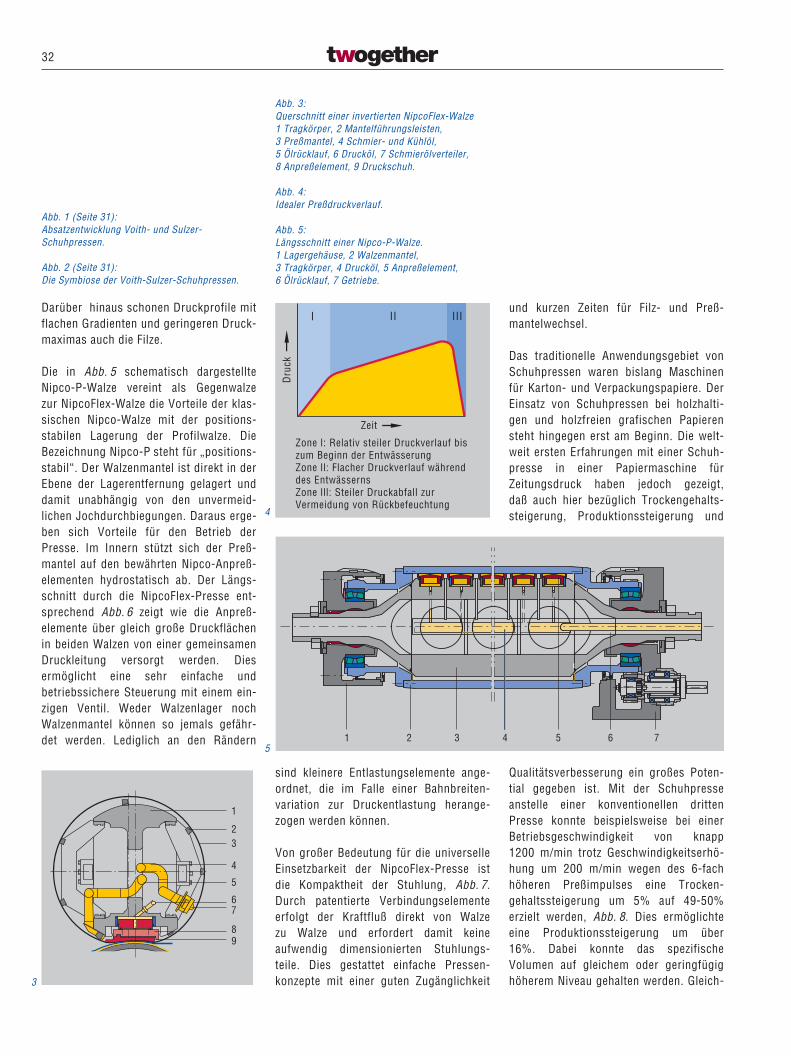
Das vom Druckschuh erzeugte Druck-profil entsprechend Abb. 4 setzt sich ausdrei charakteristischen Zonen zusammen:Einer Zone 1 mit relativ steilem Druck-anstieg bis zum Beginn der Entwässe-rung, einer Zone 2 mit flachem Druck-anstieg während des Entwässerungs-vorganges zur Vermeidung ungleicherVerdichtung und einer Zone 3 mit steilemDruckabfall zur Vermeidung von Rück-befeuchtung. Solche Druckprofile sindfür die schonende Entwässerung bzw. füreine gleichmäßige Blattstruktur beimöglichst hohem Volumen unerläßlich.
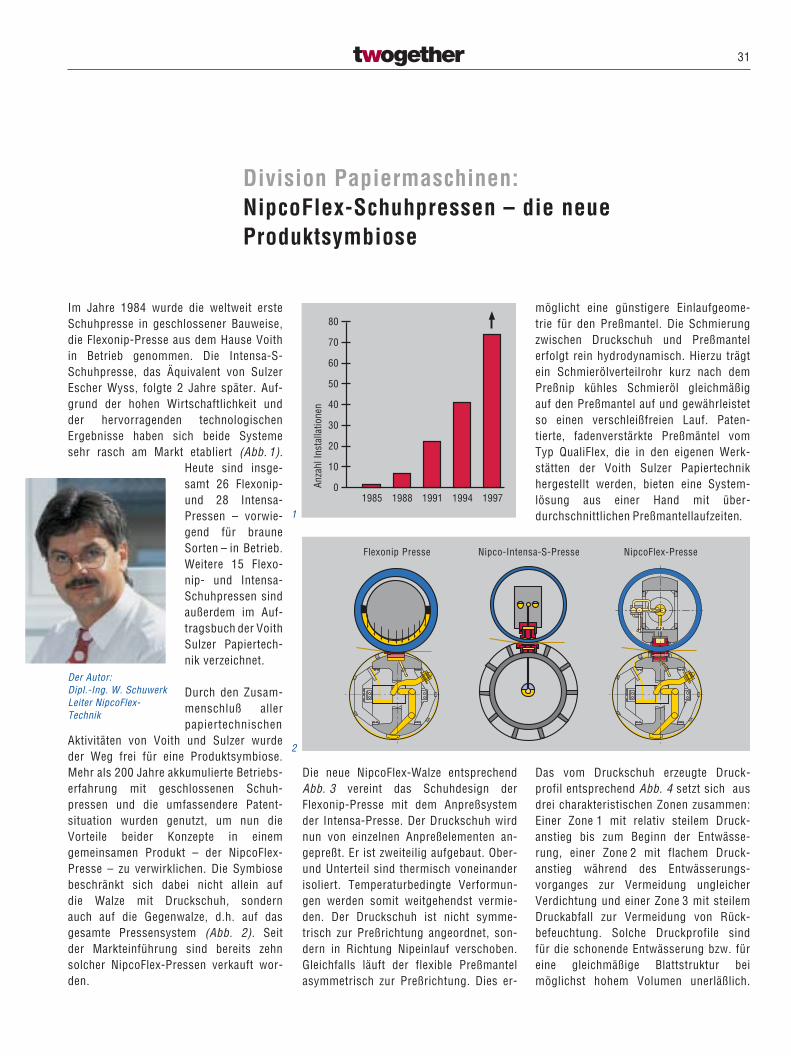
Im Jahre 1984 wurde die weltweit ersteSchuhpresse in geschlossener Bauweise,die Flexonip-Presse aus dem Hause Voithin Betrieb genommen. Die Intensa-S-Schuhpresse, das Äquivalent von SulzerEscher Wyss, folgte 2 Jahre später. Auf-grund der hohen Wirtschaftlichkeit undder hervorragenden technologischenErgebnisse haben sich beide Systemesehr rasch am Markt etabliert (Abb. 1).
Heute sind insge-samt 26 Flexonip-und 28 Intensa-Pressen – vorwie-gend für brauneSorten – in Betrieb.Weitere 15 Flexo-nip- und Intensa-Schuhpressen sindaußerdem im Auf-tragsbuch der VoithSulzer Papiertech-nik verzeichnet.
Durch den Zusam-menschluß allerpapiertechnischen
Aktivitäten von Voith und Sulzer wurdeder Weg frei für eine Produktsymbiose.Mehr als 200 Jahre akkumulierte Betriebs-erfahrung mit geschlossenen Schuh-pressen und die umfassendere Patent-situation wurden genutzt, um nun dieVorteile beider Konzepte in einemgemeinsamen Produkt – der NipcoFlex-Presse – zu verwirklichen. Die Symbiosebeschränkt sich dabei nicht allein aufdie Walze mit Druckschuh, sondernauch auf die Gegenwalze, d.h. auf dasgesamte Pressensystem (Abb. 2). Seitder Markteinführung sind bereits zehnsolcher NipcoFlex-Pressen verkauft wor-den.
Die neue NipcoFlex-Walze entsprechendAbb. 3 vereint das Schuhdesign derFlexonip-Presse mit dem Anpreßsystemder Intensa-Presse. Der Druckschuh wirdnun von einzelnen Anpreßelementen an-gepreßt. Er ist zweiteilig aufgebaut. Ober-und Unterteil sind thermisch voneinanderisoliert. Temperaturbedingte Verformun-gen werden somit weitgehendst vermie-den. Der Druckschuh ist nicht symme-trisch zur Preßrichtung angeordnet, son-dern in Richtung Nipeinlauf verschoben.Gleichfalls läuft der flexible Preßmantelasymmetrisch zur Preßrichtung. Dies er-
möglicht eine günstigere Einlaufgeome-trie für den Preßmantel. Die Schmierungzwischen Druckschuh und Preßmantelerfolgt rein hydrodynamisch. Hierzu trägtein Schmierölverteilrohr kurz nach demPreßnip kühles Schmieröl gleichmäßigauf den Preßmantel auf und gewährleistetso einen verschleißfreien Lauf. Paten-tierte, fadenverstärkte Preßmäntel vomTyp QualiFlex, die in den eigenen Werk-stätten der Voith Sulzer Papiertechnikhergestellt werden, bieten eine System-lösung aus einer Hand mit über-durchschnittlichen Preßmantellaufzeiten.
Division Papiermaschinen:NipcoFlex-Schuhpressen – die neue Produktsymbiose
Der Autor:Dipl.-Ing. W. SchuwerkLeiter NipcoFlex-Technik
1997
Anza
hlIn
stal
latio
nen
0
10
20
30
40
50
60
70
80
1994199119881985
1
2
Flexonip Presse Nipco-Intensa-S-Presse NipcoFlex-Presse
32
Darüber hinaus schonen Druckprofile mitflachen Gradienten und geringeren Druck-maximas auch die Filze.
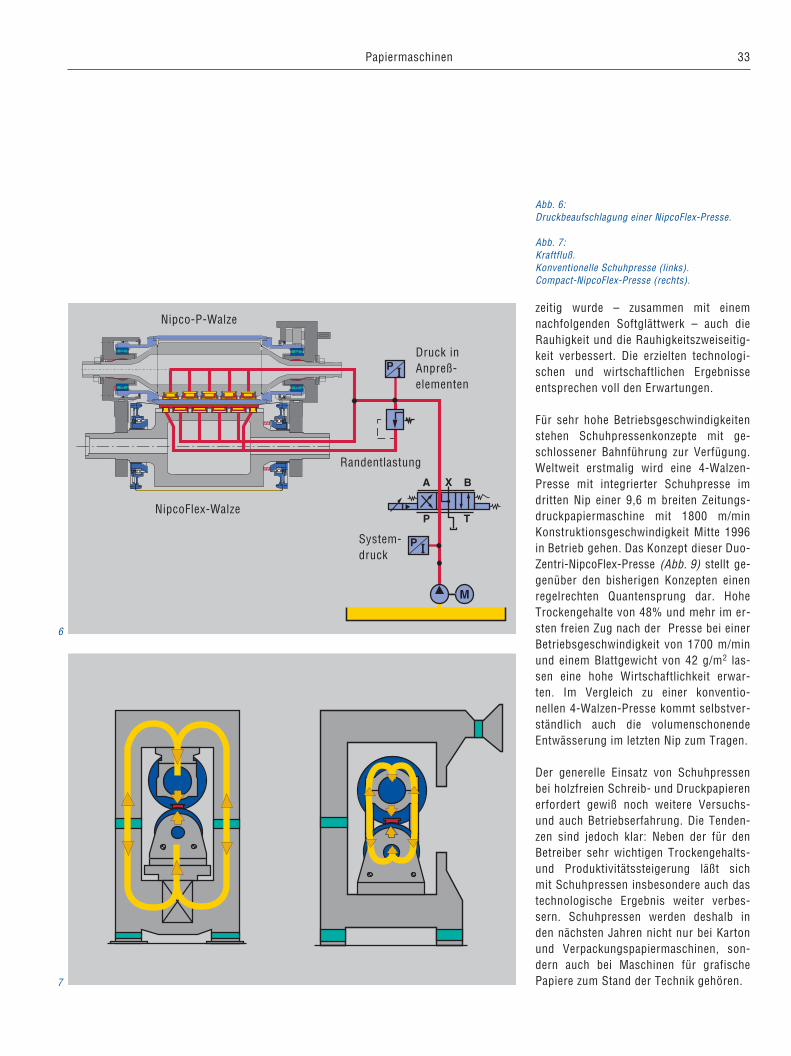
Die in Abb. 5 schematisch dargestellteNipco-P-Walze vereint als Gegenwalzezur NipcoFlex-Walze die Vorteile der klas-sischen Nipco-Walze mit der positions-stabilen Lagerung der Profilwalze. DieBezeichnung Nipco-P steht für „positions-stabil“. Der Walzenmantel ist direkt in derEbene der Lagerentfernung gelagert unddamit unabhängig von den unvermeid-lichen Jochdurchbiegungen. Daraus erge-ben sich Vorteile für den Betrieb derPresse. Im Innern stützt sich der Preß-mantel auf den bewährten Nipco-Anpreß-elementen hydrostatisch ab. Der Längs-schnitt durch die NipcoFlex-Presse ent-sprechend Abb. 6 zeigt wie die Anpreß-elemente über gleich große Druckflächenin beiden Walzen von einer gemeinsamenDruckleitung versorgt werden. Diesermöglicht eine sehr einfache undbetriebssichere Steuerung mit einem ein-zigen Ventil. Weder Walzenlager nochWalzenmantel können so jemals gefähr-det werden. Lediglich an den Rändern
sind kleinere Entlastungselemente ange-ordnet, die im Falle einer Bahnbreiten-variation zur Druckentlastung herange-zogen werden können.
Von großer Bedeutung für die universelleEinsetzbarkeit der NipcoFlex-Presse istdie Kompaktheit der Stuhlung, Abb. 7.Durch patentierte Verbindungselementeerfolgt der Kraftfluß direkt von Walzezu Walze und erfordert damit keineaufwendig dimensionierten Stuhlungs-teile. Dies gestattet einfache Pressen-konzepte mit einer guten Zugänglichkeit
1
23
4
5
67
89
I II III
Zone l: Relativ steiler Druckverlauf biszum Beginn der EntwässerungZone ll: Flacher Druckverlauf währenddes EntwässernsZone lll: Steiler Druckabfall zurVermeidung von Rückbefeuchtung
Dru
ck
Zeit
und kurzen Zeiten für Filz- und Preß-mantelwechsel.
Das traditionelle Anwendungsgebiet vonSchuhpressen waren bislang Maschinenfür Karton- und Verpackungspapiere. DerEinsatz von Schuhpressen bei holzhalti-gen und holzfreien grafischen Papierensteht hingegen erst am Beginn. Die welt-weit ersten Erfahrungen mit einer Schuh-presse in einer Papiermaschine fürZeitungsdruck haben jedoch gezeigt,daß auch hier bezüglich Trockengehalts-steigerung, Produktionssteigerung und
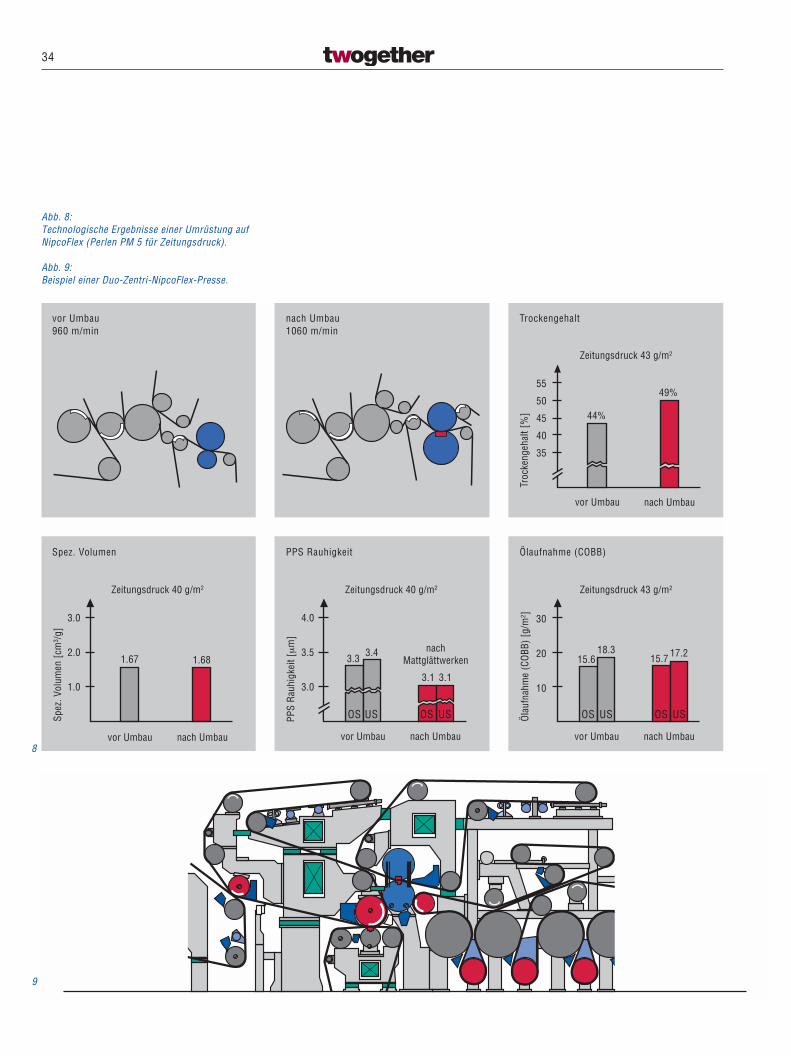
Qualitätsverbesserung ein großes Poten-tial gegeben ist. Mit der Schuhpresseanstelle einer konventionellen drittenPresse konnte beispielsweise bei einerBetriebsgeschwindigkeit von knapp1200 m/min trotz Geschwindigkeitserhö-hung um 200 m/min wegen des 6-fachhöheren Preßimpulses eine Trocken-gehaltssteigerung um 5% auf 49-50%erzielt werden, Abb. 8. Dies ermöglichteeine Produktionssteigerung um über16%. Dabei konnte das spezifischeVolumen auf gleichem oder geringfügighöherem Niveau gehalten werden. Gleich-3
5
4
Abb. 1 (Seite 31):Absatzentwicklung Voith- und Sulzer-Schuhpressen.
Abb. 2 (Seite 31):Die Symbiose der Voith-Sulzer-Schuhpressen.
Abb. 3:Querschnitt einer invertierten NipcoFlex-Walze1 Tragkörper, 2 Mantelführungsleisten, 3 Preßmantel, 4 Schmier- und Kühlöl, 5 Ölrücklauf, 6 Drucköl, 7 Schmierölverteiler, 8 Anpreßelement, 9 Druckschuh.
Abb. 4:Idealer Preßdruckverlauf.
Abb. 5:Längsschnitt einer Nipco-P-Walze.1 Lagergehäuse, 2 Walzenmantel, 3 Tragkörper, 4 Drucköl, 5 Anpreßelement, 6 Ölrücklauf, 7 Getriebe.
1 2 3 4 5 6 7
33
zeitig wurde – zusammen mit einemnachfolgenden Softglättwerk – auch dieRauhigkeit und die Rauhigkeitszweiseitig-keit verbessert. Die erzielten technologi-schen und wirtschaftlichen Ergebnisseentsprechen voll den Erwartungen.
Für sehr hohe Betriebsgeschwindigkeitenstehen Schuhpressenkonzepte mit ge-schlossener Bahnführung zur Verfügung.Weltweit erstmalig wird eine 4-Walzen-Presse mit integrierter Schuhpresse imdritten Nip einer 9,6 m breiten Zeitungs-druckpapiermaschine mit 1800 m/minKonstruktionsgeschwindigkeit Mitte 1996in Betrieb gehen. Das Konzept dieser Duo-Zentri-NipcoFlex-Presse (Abb. 9) stellt ge-genüber den bisherigen Konzepten einenregelrechten Quantensprung dar. HoheTrockengehalte von 48% und mehr im er-sten freien Zug nach der Presse bei einerBetriebsgeschwindigkeit von 1700 m/minund einem Blattgewicht von 42 g/m2 las-sen eine hohe Wirtschaftlichkeit erwar-ten. Im Vergleich zu einer konventio-nellen 4-Walzen-Presse kommt selbstver-ständlich auch die volumenschonendeEntwässerung im letzten Nip zum Tragen.
Der generelle Einsatz von Schuhpressenbei holzfreien Schreib- und Druckpapierenerfordert gewiß noch weitere Versuchs-und auch Betriebserfahrung. Die Tenden-zen sind jedoch klar: Neben der für denBetreiber sehr wichtigen Trockengehalts-und Produktivitätssteigerung läßt sichmit Schuhpressen insbesondere auch dastechnologische Ergebnis weiter verbes-sern. Schuhpressen werden deshalb inden nächsten Jahren nicht nur bei Kartonund Verpackungspapiermaschinen, son-dern auch bei Maschinen für grafischePapiere zum Stand der Technik gehören.
X
Druck inAnpreß-elementen
System-druck
M
Nipco-P-Walze
NipcoFlex-Walze
PI
BA
P T
PI
Randentlastung
6
7
Papiermaschinen
Abb. 6:Druckbeaufschlagung einer NipcoFlex-Presse.
Abb. 7:Kraftfluß.Konventionelle Schuhpresse (links).Compact-NipcoFlex-Presse (rechts).
34
vor Umbau960 m/min
nach Umbau1060 m/min
Trockengehalt
Ölaufnahme (COBB)
vor Umbau nach Umbau
Zeitungsdruck 43 g/m2
15.618.3
15.7 17.2
Öla
ufna
hme
(CO
BB)
[g/m
2 ] 30
20
10
USOS USOS
Troc
keng
ehal
t[%
]
vor Umbau nach Umbau
Zeitungsdruck 43 g/m2
44%
49%55
50
45
40
35
Spez. Volumen
vor Umbau nach Umbau
Zeitungsdruck 40 g/m2
Spez
.Vol
umen
[cm
3 /g]
3.0
2.0
1.0
1.67 1.68
PPS Rauhigkeit
PPS
Rau
higk
eit[µ
m]
3.1 3.1
3.33.4 nach
Mattglättwerken
vor Umbau nach Umbau
USOS USOS
4.0
3.5
3.0
Zeitungsdruck 40 g/m2
8
9
Abb. 8:Technologische Ergebnisse einer Umrüstung aufNipcoFlex (Perlen PM 5 für Zeitungsdruck).
Abb. 9:Beispiel einer Duo-Zentri-NipcoFlex-Presse.
35
ZusammenfassungDie durchschnittliche Produktionsge-schwindigkeit für Druckpapiere liegt der-zeit etwas über 1500 m/min. Neue Ma-schinen werden schon bis zu 1800 m/minausgelegt. Wesentliche Anforderungen anTrockenpartien solcher schnellaufendenPapiermaschinen sind eine hohe Ver-fügbarkeit und eine hohe spezifische
Verdampfungslei-stung bei minima-lem Energieeinsatzund bei der gefor-derten Papierquali-tät. Diese Anforde-rungen erfüllt derTop DuoRun mitseinen obenliegen-den Trockengrup-pen und den Duo-stabilisatoren. DiePapierbahn istwährend des ge-samten Trock-nungsprozessesgestützt. Bei einem
Abriß fällt der Ausschuß auf ein Förder-band und wird in den Pulper transpor-tiert. Durch kurze Trockengruppen amAnfang und am Ende der Trockenpartiekann die Dehnung und der Längs-schrumpf der Bahn kompensiert werden,so daß keine Falten und Abrisse auftre-ten. Mit der Kombina- tion von Duosta-bilisator und gebohrter Trockensiebleit-walze wird die Bahn auf dem Trockensiebfixiert und läuft stabil, bei günstigenBetriebskosten, in der Trockenpartie. Dasseillose Streifenüberführsystem transpor-tiert sicher und problemlos den Streifendurch die Trockenpartie. Mit einerZwischendecke unterhalb der Trockenpar-tie wird das Gebäude besser ausgenützt.
Der DuoCleaner hält Trockensiebe konti-nuierlich sauber und gewährleistet einegute Ausdampfung und weniger Schmutzim Papier. Beim V-Top DuoRun ist dieeinreihige Trockenpartie v-förmig ange-ordnet und dadurch um ca. 20% kürzer.
EinführungIn der Trockenpartieentwicklung war dasErsetzen der unteren Zylinder einer Sla-lomtrockengruppe durch gerillte Trocken-siebleitwalzen der Einstieg in die ein-reihige Papiertrocknung. Vor dem Ein-laufzwickel zwischen gerillter Walze undTrockensieb mußte ein Stabilisator posi-tioniert werden, um das Abheben derBahn durch Lufteinschlüsse zu verhin-dern. Bei dieser Konfiguration bereitetendie Randbereiche Probleme, da dortseitlich Luft einströmen und der Randnicht auf dem Trockensieb fixiert werdenkonnte.
Bei höheren Produktionsgeschwindig-keiten wurden die gerillten Walzen durchSaugleitwalzen ersetzt. Diese fixieren dieBahn über die gesamte Breite auf demTrockensieb und wirken der Zentrifugal-kraft entgegen. Die Vorsaugzone derWalze, durch die die mitgeschleppteLuft abgesaugt wird, ersetzt dabei denBahnstabilisator.
Combi DuoRunDer Voith Sulzer Combi DuoRun, dieKombination von einreihigen Trocken-gruppen im vorderen und zweireihigenTrockengruppen im hinteren Bereich derTrockenpartie, wird heute in Papierma-schinen mit Produktionsgeschwindig-keiten bis 1500 m/min erfolgreich einge-
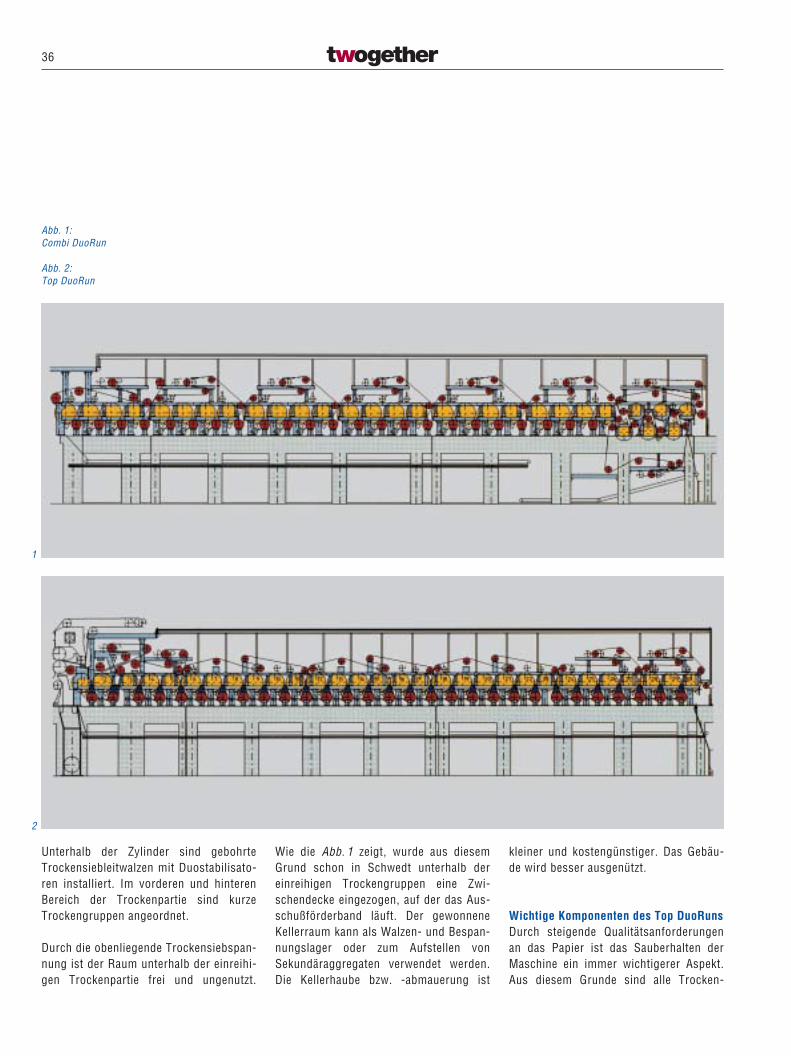
setzt. Mit zunehmender Geschwindigkeithat sich die Anzahl der zweireihigenTrockengruppen und die Zylinderzahl proTrockengruppe verringert, da sich einefeuchte Bahn in den freien Zügen derzweireihigen Trockengruppen als proble-matisch erweist. Die Trockenpartie derPapiermaschine 11 in Schwedt (Abb .1)hat sechs Top DuoRun-Gruppen und amEnde eine zweireihige Gruppe mit sechsZylindern. Diese Maschine war weltweitdie erste mit nur einer zweireihigenTrockengruppe. Sie wurde 1993 inBetrieb genommen und erreicht heuteüber 1500 m/min.
Top DuoRunDie neueste Papiermaschinengenerationfür Druckpapiere wird für Geschwindig-keiten bis zu 1800 m/min ausgelegt. Diesehohen Geschwindigkeiten und die extremangestiegenen Investitionskosten stellenneue und verschärfte Anforderungen andie Trockenpartie.
� Hohe Runnability� Hohe spezifische Verdampfungs-
leistung� Geringer Energiebedarf� Hohe Papierqualität� Niedrige Investitionskosten
Um bei hohen Produktionsgeschwindig-keiten diesen Anforderungen gerecht zuwerden, hat Voith Sulzer den Top DuoRunentwickelt. Im Folgenden wird auf diesesneue Trockenpartiekonzept näher einge-gangen.
Der Top DuoRun (Abb. 2) besteht auseinreihigen Trockengruppen mit obenlie-gend angeordneten Trockenzylindern.
Division Papiermaschinen: Top DuoRun – neues Trockenkonzeptfür schnellaufende Papiermaschinen
Der Autor:Dipl.-Ing. M. OechsleLeiter der Trockentechnik
36
Unterhalb der Zylinder sind gebohrteTrockensiebleitwalzen mit Duostabilisato-ren installiert. Im vorderen und hinterenBereich der Trockenpartie sind kurzeTrockengruppen angeordnet.
Durch die obenliegende Trockensiebspan-nung ist der Raum unterhalb der einreihi-gen Trockenpartie frei und ungenutzt.
Wie die Abb. 1 zeigt, wurde aus diesemGrund schon in Schwedt unterhalb dereinreihigen Trockengruppen eine Zwi-schendecke eingezogen, auf der das Aus-schußförderband läuft. Der gewonneneKellerraum kann als Walzen- und Bespan-nungslager oder zum Aufstellen vonSekundäraggregaten verwendet werden.Die Kellerhaube bzw. -abmauerung ist
kleiner und kostengünstiger. Das Gebäu-de wird besser ausgenützt.
Wichtige Komponenten des Top DuoRunsDurch steigende Qualitätsanforderungenan das Papier ist das Sauberhalten derMaschine ein immer wichtigerer Aspekt.Aus diesem Grunde sind alle Trocken-
Abb. 1: Combi DuoRun
Abb. 2: Top DuoRun
1
2
37
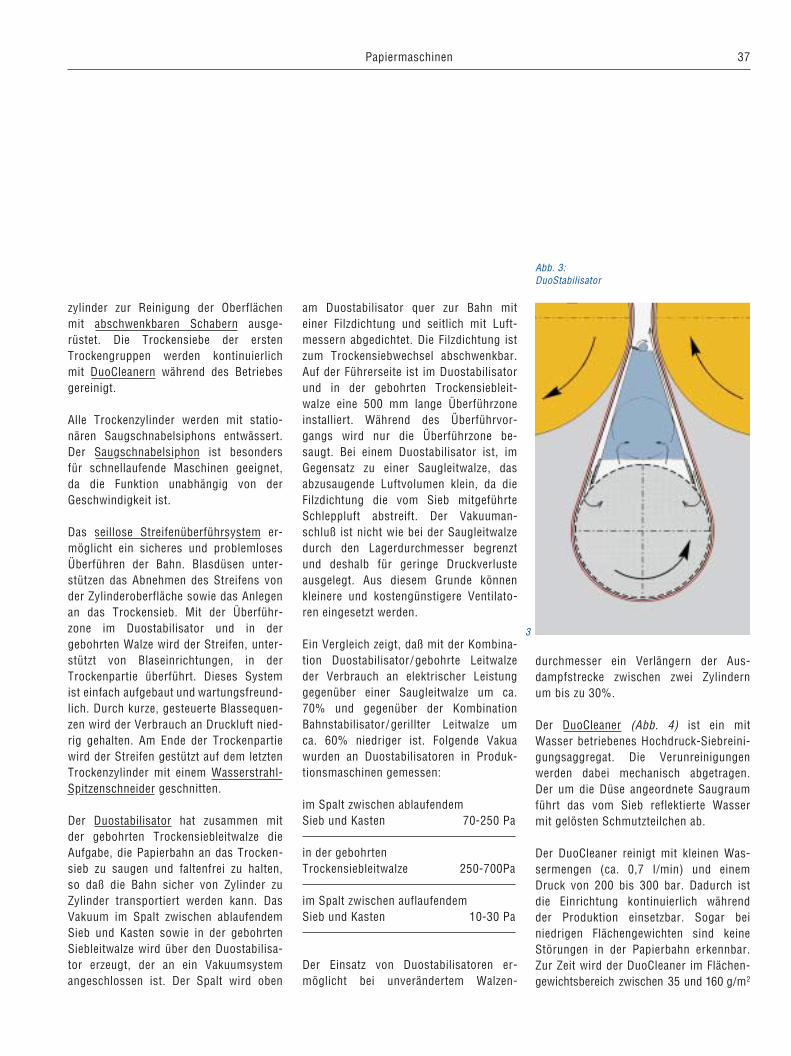
am Duostabilisator quer zur Bahn miteiner Filzdichtung und seitlich mit Luft-messern abgedichtet. Die Filzdichtung istzum Trockensiebwechsel abschwenkbar.Auf der Führerseite ist im Duostabilisatorund in der gebohrten Trockensiebleit-walze eine 500 mm lange Überführzoneinstalliert. Während des Überführvor-gangs wird nur die Überführzone be-saugt. Bei einem Duostabilisator ist, imGegensatz zu einer Saugleitwalze, dasabzusaugende Luftvolumen klein, da dieFilzdichtung die vom Sieb mitgeführteSchleppluft abstreift. Der Vakuuman-schluß ist nicht wie bei der Saugleitwalzedurch den Lagerdurchmesser begrenztund deshalb für geringe Druckverlusteausgelegt. Aus diesem Grunde könnenkleinere und kostengünstigere Ventilato-ren eingesetzt werden.
Ein Vergleich zeigt, daß mit der Kombina-tion Duostabilisator/ gebohrte Leitwalzeder Verbrauch an elektrischer Leistunggegenüber einer Saugleitwalze um ca.70% und gegenüber der KombinationBahnstabilisator/ gerillter Leitwalze umca. 60% niedriger ist. Folgende Vakuawurden an Duostabilisatoren in Produk-tionsmaschinen gemessen:
im Spalt zwischen ablaufendem Sieb und Kasten 70-250 Pa
in der gebohrten Trockensiebleitwalze 250-700Pa
im Spalt zwischen auflaufendem Sieb und Kasten 10-30 Pa
Der Einsatz von Duostabilisatoren er-möglicht bei unverändertem Walzen-
durchmesser ein Verlängern der Aus-dampfstrecke zwischen zwei Zylindernum bis zu 30%.
Der DuoCleaner (Abb. 4) ist ein mitWasser betriebenes Hochdruck-Siebreini-gungsaggregat. Die Verunreinigungenwerden dabei mechanisch abgetragen.Der um die Düse angeordnete Saugraumführt das vom Sieb reflektierte Wassermit gelösten Schmutzteilchen ab.
Der DuoCleaner reinigt mit kleinen Was-sermengen (ca. 0,7 I/min) und einemDruck von 200 bis 300 bar. Dadurch istdie Einrichtung kontinuierlich währendder Produktion einsetzbar. Sogar beiniedrigen Flächengewichten sind keineStörungen in der Papierbahn erkennbar.Zur Zeit wird der DuoCleaner im Flächen-gewichtsbereich zwischen 35 und 160 g/m2
zylinder zur Reinigung der Oberflächenmit abschwenkbaren Schabern ausge-rüstet. Die Trockensiebe der erstenTrockengruppen werden kontinuierlichmit DuoCleanern während des Betriebesgereinigt.
Alle Trockenzylinder werden mit statio-nären Saugschnabelsiphons entwässert.Der Saugschnabelsiphon ist besondersfür schnellaufende Maschinen geeignet,da die Funktion unabhängig von derGeschwindigkeit ist.
Das seillose Streifenüberführsystem er-möglicht ein sicheres und problemlosesÜberführen der Bahn. Blasdüsen unter-stützen das Abnehmen des Streifens vonder Zylinderoberfläche sowie das Anlegenan das Trockensieb. Mit der Überführ-zone im Duostabilisator und in dergebohrten Walze wird der Streifen, unter-stützt von Blaseinrichtungen, in derTrockenpartie überführt. Dieses Systemist einfach aufgebaut und wartungsfreund-lich. Durch kurze, gesteuerte Blassequen-zen wird der Verbrauch an Druckluft nied-rig gehalten. Am Ende der Trockenpartiewird der Streifen gestützt auf dem letztenTrockenzylinder mit einem Wasserstrahl-Spitzenschneider geschnitten.
Der Duostabilisator hat zusammen mitder gebohrten Trockensiebleitwalze dieAufgabe, die Papierbahn an das Trocken-sieb zu saugen und faltenfrei zu halten,so daß die Bahn sicher von Zylinder zuZylinder transportiert werden kann. DasVakuum im Spalt zwischen ablaufendemSieb und Kasten sowie in der gebohrtenSiebleitwalze wird über den Duostabilisa-tor erzeugt, der an ein Vakuumsystemangeschlossen ist. Der Spalt wird oben
3
Abb. 3:DuoStabilisator
Papiermaschinen
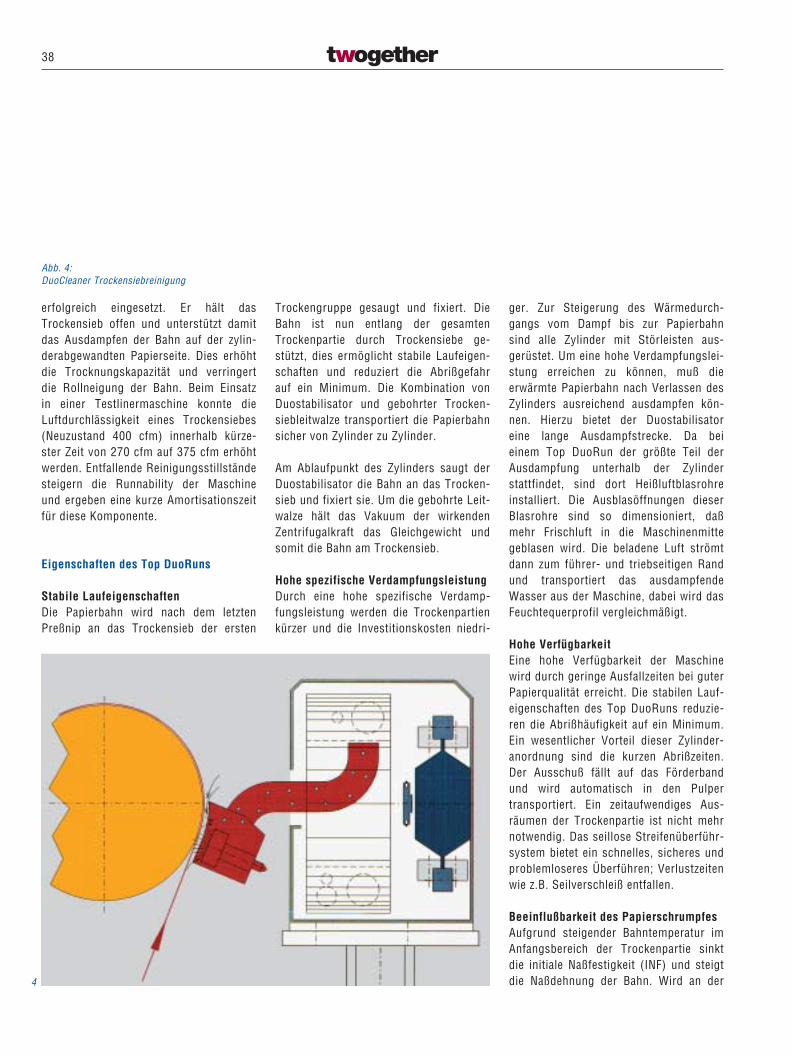
38
erfolgreich eingesetzt. Er hält dasTrockensieb offen und unterstützt damitdas Ausdampfen der Bahn auf der zylin-derabgewandten Papierseite. Dies erhöhtdie Trocknungskapazität und verringertdie Rollneigung der Bahn. Beim Einsatzin einer Testlinermaschine konnte dieLuftdurchlässigkeit eines Trockensiebes(Neuzustand 400 cfm) innerhalb kürze-ster Zeit von 270 cfm auf 375 cfm erhöhtwerden. Entfallende Reinigungsstillständesteigern die Runnability der Maschineund ergeben eine kurze Amortisationszeitfür diese Komponente.
Eigenschaften des Top DuoRuns
Stabile LaufeigenschaftenDie Papierbahn wird nach dem letztenPreßnip an das Trockensieb der ersten
Abb. 4:DuoCleaner Trockensiebreinigung
4
Trockengruppe gesaugt und fixiert. DieBahn ist nun entlang der gesamtenTrockenpartie durch Trockensiebe ge-stützt, dies ermöglicht stabile Laufeigen-schaften und reduziert die Abrißgefahrauf ein Minimum. Die Kombination vonDuostabilisator und gebohrter Trocken-siebleitwalze transportiert die Papierbahnsicher von Zylinder zu Zylinder.
Am Ablaufpunkt des Zylinders saugt derDuostabilisator die Bahn an das Trocken-sieb und fixiert sie. Um die gebohrte Leit-walze hält das Vakuum der wirkendenZentrifugalkraft das Gleichgewicht undsomit die Bahn am Trockensieb.
Hohe spezifische VerdampfungsleistungDurch eine hohe spezifische Verdamp-fungsleistung werden die Trockenpartienkürzer und die Investitionskosten niedri-
ger. Zur Steigerung des Wärmedurch-gangs vom Dampf bis zur Papierbahnsind alle Zylinder mit Störleisten aus-gerüstet. Um eine hohe Verdampfungslei-stung erreichen zu können, muß dieerwärmte Papierbahn nach Verlassen desZylinders ausreichend ausdampfen kön-nen. Hierzu bietet der Duostabilisatoreine lange Ausdampfstrecke. Da beieinem Top DuoRun der größte Teil derAusdampfung unterhalb der Zylinderstattfindet, sind dort Heißluftblasrohreinstalliert. Die Ausblasöffnungen dieserBlasrohre sind so dimensioniert, daßmehr Frischluft in die Maschinenmittegeblasen wird. Die beladene Luft strömtdann zum führer- und triebseitigen Randund transportiert das ausdampfendeWasser aus der Maschine, dabei wird dasFeuchtequerprofil vergleichmäßigt.
Hohe VerfügbarkeitEine hohe Verfügbarkeit der Maschinewird durch geringe Ausfallzeiten bei guterPapierqualität erreicht. Die stabilen Lauf-eigenschaften des Top DuoRuns reduzie-ren die Abrißhäufigkeit auf ein Minimum.Ein wesentlicher Vorteil dieser Zylinder-anordnung sind die kurzen Abrißzeiten.Der Ausschuß fällt auf das Förderbandund wird automatisch in den Pulpertransportiert. Ein zeitaufwendiges Aus-räumen der Trockenpartie ist nicht mehrnotwendig. Das seillose Streifenüberführ-system bietet ein schnelles, sicheres undproblemloseres Überführen; Verlustzeitenwie z.B. Seilverschleiß entfallen.
Beeinflußbarkeit des PapierschrumpfesAufgrund steigender Bahntemperatur imAnfangsbereich der Trockenpartie sinktdie initiale Naßfestigkeit (INF) und steigtdie Naßdehnung der Bahn. Wird an der
39
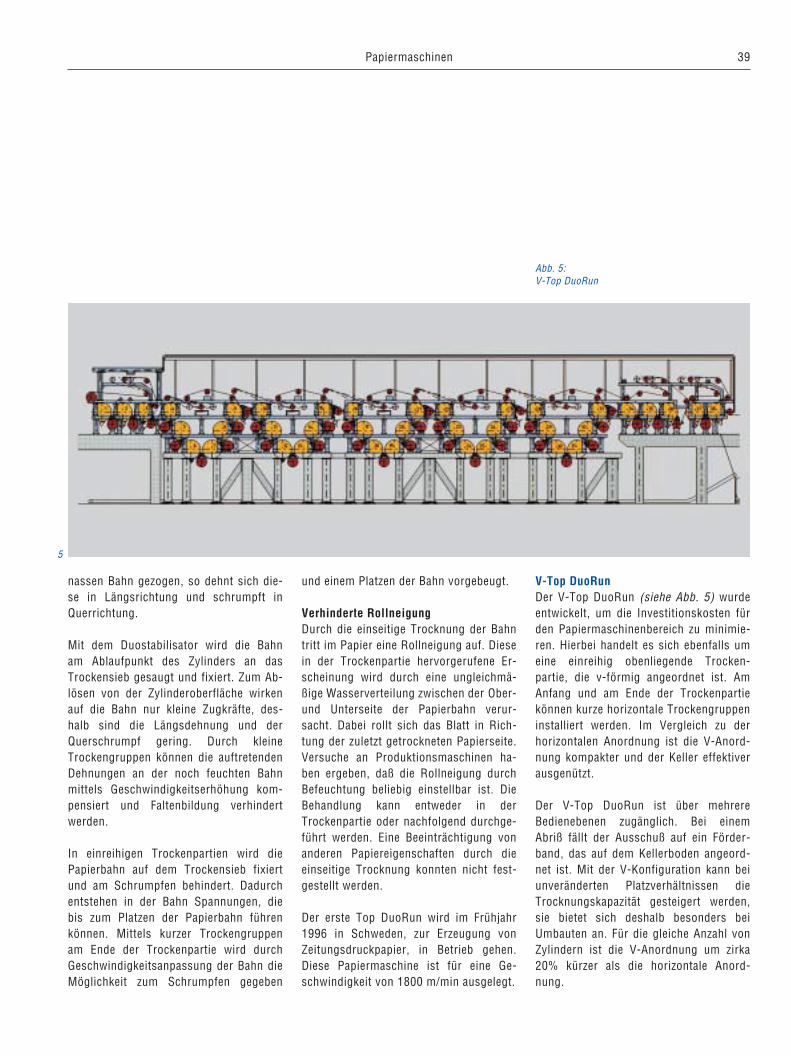
Abb. 5:V-Top DuoRun
nassen Bahn gezogen, so dehnt sich die-se in Längsrichtung und schrumpft inQuerrichtung.
Mit dem Duostabilisator wird die Bahnam Ablaufpunkt des Zylinders an dasTrockensieb gesaugt und fixiert. Zum Ab-lösen von der Zylinderoberfläche wirkenauf die Bahn nur kleine Zugkräfte, des-halb sind die Längsdehnung und derQuerschrumpf gering. Durch kleineTrockengruppen können die auftretendenDehnungen an der noch feuchten Bahnmittels Geschwindigkeitserhöhung kom-pensiert und Faltenbildung verhindertwerden.
In einreihigen Trockenpartien wird diePapierbahn auf dem Trockensieb fixiertund am Schrumpfen behindert. Dadurchentstehen in der Bahn Spannungen, diebis zum Platzen der Papierbahn führenkönnen. Mittels kurzer Trockengruppenam Ende der Trockenpartie wird durchGeschwindigkeitsanpassung der Bahn dieMöglichkeit zum Schrumpfen gegeben
und einem Platzen der Bahn vorgebeugt.
Verhinderte RollneigungDurch die einseitige Trocknung der Bahntritt im Papier eine Rollneigung auf. Diesein der Trockenpartie hervorgerufene Er-scheinung wird durch eine ungleichmä-ßige Wasserverteilung zwischen der Ober-und Unterseite der Papierbahn verur-sacht. Dabei rollt sich das Blatt in Rich-tung der zuletzt getrockneten Papierseite.Versuche an Produktionsmaschinen ha-ben ergeben, daß die Rollneigung durchBefeuchtung beliebig einstellbar ist. DieBehandlung kann entweder in derTrockenpartie oder nachfolgend durchge-führt werden. Eine Beeinträchtigung vonanderen Papiereigenschaften durch dieeinseitige Trocknung konnten nicht fest-gestellt werden.
Der erste Top DuoRun wird im Frühjahr1996 in Schweden, zur Erzeugung vonZeitungsdruckpapier, in Betrieb gehen.Diese Papiermaschine ist für eine Ge-schwindigkeit von 1800 m/min ausgelegt.
V-Top DuoRunDer V-Top DuoRun (siehe Abb. 5) wurdeentwickelt, um die Investitionskosten fürden Papiermaschinenbereich zu minimie-ren. Hierbei handelt es sich ebenfalls umeine einreihig obenliegende Trocken-partie, die v-förmig angeordnet ist. AmAnfang und am Ende der Trockenpartiekönnen kurze horizontale Trockengruppeninstalliert werden. Im Vergleich zu derhorizontalen Anordnung ist die V-Anord-nung kompakter und der Keller effektiverausgenützt.
Der V-Top DuoRun ist über mehrereBedienebenen zugänglich. Bei einemAbriß fällt der Ausschuß auf ein Förder-band, das auf dem Kellerboden angeord-net ist. Mit der V-Konfiguration kann beiunveränderten Platzverhältnissen dieTrocknungskapazität gesteigert werden,sie bietet sich deshalb besonders beiUmbauten an. Für die gleiche Anzahl vonZylindern ist die V-Anordnung um zirka20% kürzer als die horizontale Anord-nung.
5
Papiermaschinen
30
Der Name JetFlow F bezeichnet die neueGeneration der Blade-Coater. In nur dreiJahren hat Voith Sulzer dieses Streich-
aggregat zurSerienreife ge-bracht. Die heuti-gen Praxiserfolgeüberzeugen. Essteckt ein riesigesproduktives undqualitatives Poten-tial im JetFlow F.Dieses Aggregatsetzt Maßstäbe.Würde manolympischeAnforderungen anden JetFlow F stel-len, so hieße es:
schneller, höher, weiter und sauberer.Was kann der JetFlow F hier bieten: �Die Streichmaschine kann schneller
laufen (bessere Runnability).� Die Strichqualität ist höher als mit
Walzenauftragswerk (LDTA).� Das Einsatzgebiet ist weiter als bei
anderen Aggregaten.� Der Freistrahl-Farbauftrag ist die
sauberste Art, Papier zu streichen.
Dieser kurze Abriß soll einen Einblick indie Entwicklung und Technologie diesesneuen Aggregats gewähren. Die Erfah-rung lehrt uns, daß ein Verständnis überdas Prinzip und die Zusammenhängebeim JetFlow F die Voraussetzungen fürdessen Erfolg sind.
1. IdeeVon einem bekannten Papierhersteller inden USA kam Anfang der 90er Jahre dieAnregung, ein Freistrahlauftragwerk zuentwickeln, das einen vordosierten Farb-
film auf das Papier überträgt. Danachegalisiert eine Klinge den Strich. DieseIdee war nicht neu, aber erst ein paarintelligente Einfälle von Papiermachernund Ingenieuren machten die Idee viel-versprechend. Um die Idee zu Papier zubringen (im wörtlichen Sinn!) wurde diePilotmaschine in Heidenheim umgebaut.
2. Die EntwicklungIn zahlreichen Versuchen, Umbauten undOptimierungen wurde der JetFlow F kre-iert. Parameter wie Strahlwinkel, -länge,-geschwindigkeit, -dicke und damit Farb-menge und Druck wurden ermittelt. Einwesentliches Merkmal ist die gekrümmteAuslauflippe (patentiert). Deren Gestaltwurde ebenfalls gefunden. Parallel wurdeein Farbentlüfter zum System entwickelt,der bei allen Freistrahlauftragwerkensinnvoll und z.T. notwendig ist.
3. Die Erprobung
Der Autor:Bernhard Kohl,ProjektierungStreichtechnik
Division Papiermaschinen:Streichen mit dem JetFlow F
Tabelle 1: Referenzen JetFlow F
Kunde Auftrag-System Pu mm vB m/min Papiersorten
Rapids 64 2 JetFlow F Off- 3680 1070 80-200 g/m2
USA SM 1fach + 2fach Strich
Biron PM 24 1 JetFlow F On- 3680 762 LWC USA SM 60-80 g/m2
Plattling SM 11 2 JetFlow F Off- 7610 1550 LWCDeutschland SM 35-70 g/m2
Gratkorn SM 9 2 JetFlow F Off- 6450 1250 80-240 g/m2
Österreich SM 1fach + 2fach Strich
Kuusankoski PM 7 2 JetFlow F On- 4660 900 60-150 g/m2
Finnland SM Vorstrich mit Speedsizer
N.N. 2 JetFlow F On- 7680 1400 LWC + MWCFinnland SM 6-16 g/m2
N.N. (LOI) 2 JetFlow F On- 7560 1500 LWCBrasilien SM 40-70 g/m2
Im Mai 1993 wurden die ersten beidenJetFlow F-Auftragwerke in den USAinstalliert. Sie erreichten von Anfang andie Qualität bei Feinpapier. Dabei warendiese Streichfarben über Jahrzehnte fürdas Walzenauftragwerk entwickelt undoptimiert worden.
Jetzt begann die Arbeit der Papiermacher:Wenn mit diesen Farben der JetFlow Fschon dieselben Qualitäten erreicht, wel-che Qualitäten lassen sich dann erzielen,wenn die Farben für den Freistrahlauftragoptimiert sind? – Bessere!
4. Der ErfolgViele Papierhersteller sind am JetFlow Finteressiert, weil sie Probleme an ihrenvorhandenen Aggregaten haben. In zahl-reichen Versuchen an der Pilotstreich-maschine in Heidenheim wurde die viel-fältige Einsetzbarkeit nachgewiesen. DieKunden sind überzeugt, was sich in
31
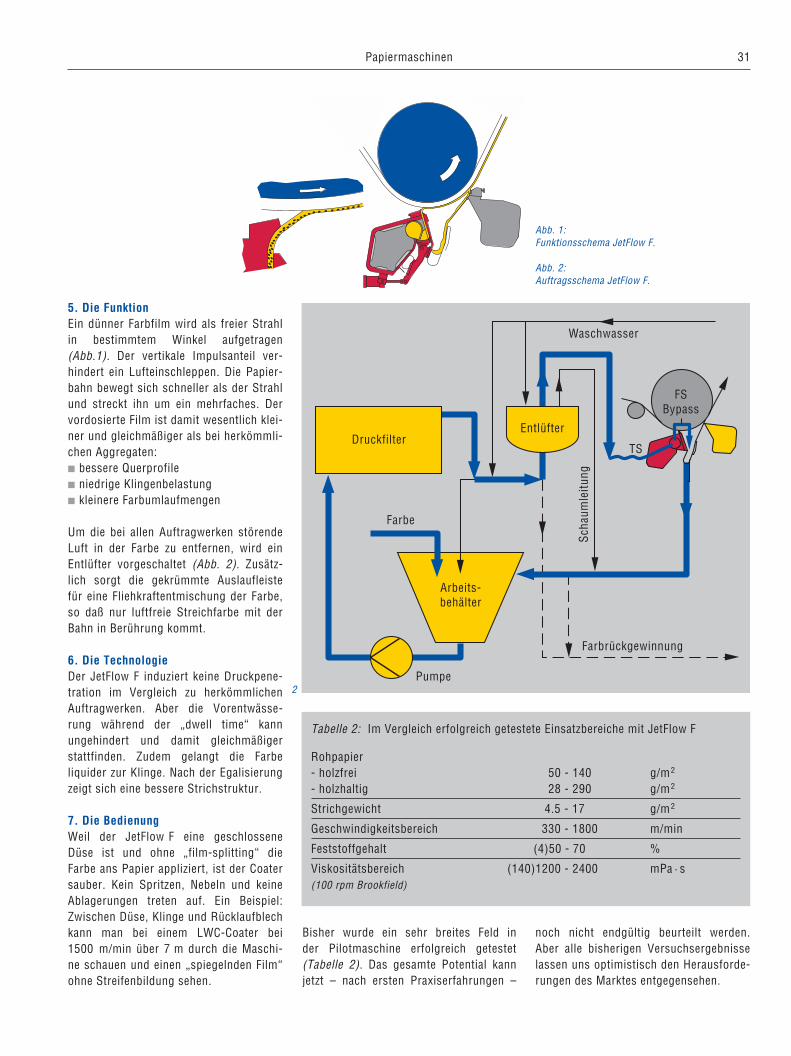
5. Die FunktionEin dünner Farbfilm wird als freier Strahlin bestimmtem Winkel aufgetragen(Abb.1). Der vertikale Impulsanteil ver-hindert ein Lufteinschleppen. Die Papier-bahn bewegt sich schneller als der Strahlund streckt ihn um ein mehrfaches. Dervordosierte Film ist damit wesentlich klei-ner und gleichmäßiger als bei herkömmli-chen Aggregaten:� bessere Querprofile� niedrige Klingenbelastung� kleinere Farbumlaufmengen
Um die bei allen Auftragwerken störendeLuft in der Farbe zu entfernen, wird einEntlüfter vorgeschaltet (Abb. 2). Zusätz-lich sorgt die gekrümmte Auslaufleistefür eine Fliehkraftentmischung der Farbe,so daß nur luftfreie Streichfarbe mit derBahn in Berührung kommt.
6. Die TechnologieDer JetFlow F induziert keine Druckpene-tration im Vergleich zu herkömmlichenAuftragwerken. Aber die Vorentwässe-rung während der „dwell time“ kannungehindert und damit gleichmäßigerstattfinden. Zudem gelangt die Farbeliquider zur Klinge. Nach der Egalisierungzeigt sich eine bessere Strichstruktur.
7. Die BedienungWeil der JetFlow F eine geschlosseneDüse ist und ohne „film-splitting“ dieFarbe ans Papier appliziert, ist der Coatersauber. Kein Spritzen, Nebeln und keineAblagerungen treten auf. Ein Beispiel:Zwischen Düse, Klinge und Rücklaufblechkann man bei einem LWC-Coater bei1500 m/min über 7 m durch die Maschi-ne schauen und einen „spiegelnden Film“ohne Streifenbildung sehen.
Bisher wurde ein sehr breites Feld inder Pilotmaschine erfolgreich getestet(Tabelle 2). Das gesamte Potential kannjetzt – nach ersten Praxiserfahrungen –
noch nicht endgültig beurteilt werden.Aber alle bisherigen Versuchsergebnisselassen uns optimistisch den Herausforde-rungen des Marktes entgegensehen.
2
Abb. 1: Funktionsschema JetFlow F.
Abb. 2: Auftragsschema JetFlow F.
Arbeits-behälter
Waschwasser
FS Bypass
TS
Scha
umle
itung
Farbe
Pumpe
Farbrückgewinnung
DruckfilterEntlüfter
Tabelle 2: Im Vergleich erfolgreich getestete Einsatzbereiche mit JetFlow F
Rohpapier- holzfrei 50 - 140 g/m2
- holzhaltig 28 - 290 g/m2
Strichgewicht 4.5 - 17 g/m2
Geschwindigkeitsbereich 330 - 1800 m/min
Feststoffgehalt (4)50 - 70 %
Viskositätsbereich (140)1200 - 2400 mPa · s(100 rpm Brookfield)
Papiermaschinen

40
Neben den bewährten Superkalandernwerden für die Satinage einer Vielzahlvon ungestrichenen und gestrichenenPapiersorten gegenwärtig auch onlinebzw. offline installierte Softkalander
erfolgreich einge-setzt. Die wesent-lichen Herausfor-derungen für dieZukunft liegen da-rin, die Wirt-schaft- lichkeitdes Herstellungs-prozesses beigleichzeitig stei-genden Quali-tätsanforderungenzu verbessern.Die aus beidenVerfahren vorlie-genden Erfahrun-gen führen zu derNotwendigkeit, fürdiese Marktanfor-derungen voll-kommen neueSatinagekonzeptezu entwickeln. Ineinem Überblickwerden die maß-geblichen Argu-mente für die Ent-wicklung neuerSatinagekonzep-te aufgeführt.Dabei werden dietechnischen undtechnologischenMöglichkeiten
eines neuen, online wie auch offline zuinstallierenden Kalandersystems vorge-stellt: das Janus Concept. Im Vergleichzum klassischen Superkalander liegendie herausragenden Vorteile in der Onli-ne-lntegration für jede Produk-tionsgeschwindigkeit, in der geringeren
Walzenanzahl, in neuartigen Kunst-stoffwalzen sowie der im Vergleich zumSoftkalander deutlich niedrigeren Sati-nagetemperatur und des damit verbun-denen wesentlich geringeren Energiebe-darfs. Ein Vergleich von Janus Conceptund Superkalander bei hochverdichtetenPapieren (LWC-Roto und SC-A) zeigt:Die Laborergebnisse hinsichtlich Glanz-und Glättewerten bzw. Bedruckbarkeitsind für derartige Papiere dem gegen-wärtigen SC-Finish vergleichbar, auchbei PM- bzw. SM-Geschwindigkeit.
EinleitungBis zum Beginn der achtziger Jahre wur-de die Glättung ausschließlich mit Super-kalandern und Maschinenglättwerkendurchgeführt. Während sich der Superka-lander durch seine technologischen Vor-teile, bedingt durch den Einsatz von ela-stischen Walzen, auszeichnet, so liegendie Vorteile des Maschinenglättwerkes inseiner hohen Wirtschaftlichkeit. Die Ver-einigung dieser beiden positiven Eigen-schaften war Grundlage für die Entwick-lung des mittlerweile am Markt etablier-
ten Softkalanders.
Bevor die Entwicklungen beim JanusConcept, einer völlig neuen Satinagetech-nologie, vorgestellt werden, ist es sinn-voll, eine vergleichende Bestandsaufnah-me bei Superkalander und Softkalanderdurchzuführen. Damit wird auch klar auf-gezeigt, welche Argumente für das neueVerfahren ausschlaggebend waren.
In Tabelle 1 sind zunächst die derzeit füreine Vielzahl von Papieren in Frage kom-menden beiden Kalandertypen aufgeführt.Der wesentliche Unterschied liegt dabeiin der größeren Nipanzahl von 8 - 13 imFall des Superkalanders gegenüber 1 - 4individuell regelbaren Einzelspalten beimSoftkalander. Werden diese Kriterien aufden Satinageprozeß übertragen, so ver-fügt der Superkalander über wesentlichmehr Nips zur Umformung des Papiersdurch Druck und Temperatur, während imSoftkalander für ein vergleichbares Sati-nageergebnis zur Papierumformung proNip ein deutlich höherer Energieanteil
Die Autoren:U. Rothfuss,Leiter des JanusTechnologie Zentrumsund U. Gabbusch, Entwicklungs-Ingenieur
Division Finishing:Das Janus Concept – die Zukunft der Papiersatinage
Tabelle 1: Vergleich Superkalander und Softkalander
Superkalander Softkalander
Anzahl der Nips 8 - 13 1 - 4
Walzenbezug Naturfaser/Kunststoff Kunststoff
Bezughärte 85 - 91° ShD 85 - 94° ShD
Max. Streckenlast 350 N/mm 350 N/mm
Max. spezifischer Druck 39 - 50 N/mm2 31 - 40 N/mm2
Max. Oberflächentemperatur 100 °C 200 °C
Walzendurchmesser kleiner größer
Lastwechsel 2 mal je Umdrehung 1 mal je Umdrehung
Geschwindigkeit 450 - 900 m/min PM / SM-Geschw.

Tabelle 3: Vor- und Nachteile bei Softkalander
Vorteile
Online-lnstallation möglich
Individuell einstellbare Einzelnips
Minimierung der Zweiseitigkeit
Breiter Druck- und Temperaturbereich
Hohe Produktivität durch lange Standzeiten der Walzen
Raumeinsparung beiOnline-lnstallation
Kein zusätzliches Personal erforderlich
Tabelle 2: Vor- und Nachteile Superkalander
Vorteile
Viele Walzenspalte mit einem hohen Überdeckungsgrad
Gute Verteilung derSatinagearbeit zwischenDruck und Temperatur
Technische und technologische Prozeßerfahrung seit Jahrzehnten
Alle Papierarten können in hohen Qualitäten veredelt werden
Geringe zu installierendeEnergiemenge
Nachteile
Nicht für alle Papierarten geeignet
Hoher Aufwand bei der zu installierenden Energie
Nur wenige Nips
„compression stripes“ möglich
Finishing 41
zugeführt werden muß. Außerdem ist eswichtig aufzuzeigen, inwieweit sich diebeiden Satinageprozesse zusätzlich von-einander unterscheiden (1).
Die Tabelle 1 verdeutlicht, warum für denSoftkalanderprozeß höhere Satinagetem-peraturen erforderlich sind. Die größerenWalzenabmessungen ergeben eine breite-re Kontaktzone, wodurch bei vergleichba-rer Streckenlast eine geringere Druck-spannung im Vergleich zum Superkalan-der erzeugt wird.
Für eine dem Superkalanderprozeß ver-gleichbare Umformungsenergie sinddaher beim Softkalander wesentlichhöhere Oberflächentemperaturen erfor-derlich.
Ein wichtiger Punkt sind die Energielei-stungen, die für beide Satinageprozesseinstalliert werden müssen. Bei einer 8 mbreiten Anlage beispielsweise muß füreinen 4-Nip-online Kalander mit rund8 Megawatt etwa 50% mehr Energie imVergleich zu 2 Offline-12-Walzen-Super-kalandern installiert werden.
Ein weiterer Unterschied liegt darin, daßim Superkalander in der Mehrzahl nochBezüge aus Baumwolle oder einerMischung aus Baumwolle und Wolle ein-gesetzt werden, wogegen die Ausrüstungdes Softkalanders ausschließlich mitKunststoffwalzen erfolgt. Die Vorteile derKunststoffbezüge sind eine höhere Mar-kierungsresistenz sowie die bessere Ver-schleißfestigkeit, wodurch letztendlichlange Standzeiten garantiert werden.Baumwollwalzen hingegen sind aufgrundder doppelten Lastwechselzahl im Super-
Nachteile
Eingeschränkte Arbeitsgeschwindigkeit
Keine Online-lnstallation möglich
Begrenzter Temperaturbereich
Geringer Einfluß auf die Zweiseitigkeit
Produktivitätsverluste durch Ausfallzeiten für Walzen- undRollenwechsel
Keine individuellen Streckenlasten der Einzelnips
Hohe Anforderungen an Raumbedarf und Personaleinsatz
kalander gegenüber den Kunststoffbezü-gen im Softkalander einer größerenmechanischen Beanspruchung ausge-setzt. Die bisher geringere Belastbarkeit
der Kunststoffwalzen ist ein Argument fürden gegenwärtig immer noch überwie-genden Einsatz von Baumwollbezügen inSuperkalandern.

Der erfolgreiche Einsatz des Softkalan-ders im Fall bestimmter Papiersorten, wiez.B. Hochglanzqualitäten, wurde erstdurch neue maschinenbauliche Entwick-lungen und zusätzlich geschaffene Vor-aussetzungen seitens der Papiermachermöglich. Zu diesen Voraussetzungen ge-hört, neben der Vergleichmäßigung derQuerprofile, in besonderem Maße eineStrichrezeptur, die auf die geändertenBedingungen des Softkalanders abge-stimmt ist.
Die Notwendigkeit, heutige Satinagemög-lichkeiten zu überdenken, wird auch un-terstrichen durch die Ergebnisse umfang-reicher Untersuchungen, angestellt fürein hochverdichtetes SC-A-Papier (3). Diemaßgebliche Aussage war, daß die Be-druckbarkeitseigenschaften eines mit 11Nips superkalandrierten Naturtiefdruck-papieres auch mit nur 4 Nips eines Soft-kalanders erreichbar sind. Dafür müssendie Walzentemperaturen der Hartgußwal-zen mindestens 160°C erreichen und dieDruckspannungen aller Nips in einemBereich liegen, wie sie im untersten Nipeines mit 350 N/mm belasteten Super-kalanders herrschen. Dies gilt jedoch nurfür einen Geschwindigkeitsbereich vonca. 500 - 700 m/min, also der für diesesPapier üblichen Satinagegeschwindigkeitim Superkalander.
Das Janus ConceptGrundlage für die Entwicklung eines neu-en Kalanderkonzeptes war der Anforde-rungskatalog für eine Online-Installationzur Erzeugung eines mit dem Superkalan-der vergleichbaren oder besseren Finishsbei jeder Produktionsgeschwindigkeit.
Diese Aufgabe stellt im Grunde die totale
Synergie zwischen dem Superkalanderund dem Softkalander dar. Wegen dieserzweifachen Anforderung haben wir die-sem Kalander-Konzept den Namen derantiken Gottheit mit den zwei Gesichterngegeben: das Janus Concept. Ein Gesichtbesinnt sich auf die Tradition, den Super-kalander und den Softkalander, das ande-re blickt nach vorne auf die neue Kalan-dertechnologie. Tabelle 4 zeigt die Anfor-derungen an das Janus Concept.
Tabelle 4:Anforderungsprofil Janus Concept
� Finishing aller Papierarten mit hoher Qualität
� Online- und Offline-lnstallation möglich
� hohe Produktivität mit langen Walzen-Standzeiten
� geringer Raumbedarf� kein zusätzlicher Personaleinsatz� geringer Umfang der zu
installierenden Energie� weniger Energieverluste im
Satinageproze� Minimierung der Zweiseitigkeit� breiter Druck- und Temperaturbereich
Das Hauptprinzip des Janus Conceptsliegt darin, daß nur so viele Nips wienötig zur Satinage einer bestimmtenPapierqualität eingesetzt werden. Es wer-den keine fehlenden Nips, die mit mecha-nischer Umformungsenergie gleichzuset-zen sind, durch thermische Energie er-setzt. Die Ergebnisse zahlreicher Analysenzeigten, daß die hohe Anzahl von Nipswie im Superkalander für die eigentlicheSatinage nicht notwendig ist. So ergabsich für das Janus Concept eine maxima-le Anzahl von 8 Walzen in einem Stack.
42
Es ist jedoch nicht zu übersehen, daßzunehmend Kunststoffbezüge in Superka-landern eingesetzt werden, wobei derenEinbaupositionen sich überwiegend imoberen Kalanderbereich befinden. In die-sem Zusammenhang ergibt sich im Hin-blick auf die Umrüstung auf Kunststoff-bezüge ein wichtiger technologischerGesichtspunkt. Die Walkarbeit hat fürBaumwollbezüge aufgrund ihrer größerenHysterese eine höhere Temperaturent-wicklung zur Folge, die gleichermaßenBestandteil der Umformungsenergie ist.Bei Kunststoffbezügen dagegen läßt sicheine deutlich geringere Temperaturent-wicklung fetststellen. Ein mit derartigenWalzen ausgerüsteter Superkalander zeigtdaher unter vergleichbaren Satinagebe-dingungen geringere Glanz- und Glätte-werte.Zur weiteren Verdeutlichung, sind in denTabellen 2 u. 3 die Vor- und Nachteile derbeiden Satinageprozesse dargestellt (2).
Diese Auflistung zeigt deutlich, daß einSuperkalander nicht den gegenwärtigenGeschwindigkeiten moderner Papier- undStreichmaschinen folgen kann. Häufigwird bereits heute die Kapazität der 2standardmäßig vorgesehenen Superka-lander überschritten. Ein notwendigerdritter Superkalander ist mit höherenInvestitionskosten für Gebäude sowiezusätzlichen Personalkosten verbunden.
Zusammengefaßt: Die Hauptvorteile desSoftkalanders liegen in seiner hohen Effi-zienz und Flexibilität. Dabei bezieht sichdie Flexibilität auf die Minimierung derZweiseitigkeit, bedingt durch die indivi-duell beeinflußbaren Einzelnips, sowie aufden breiten zur Verfügung stehendenTemperatur- und Streckenlastbereich.
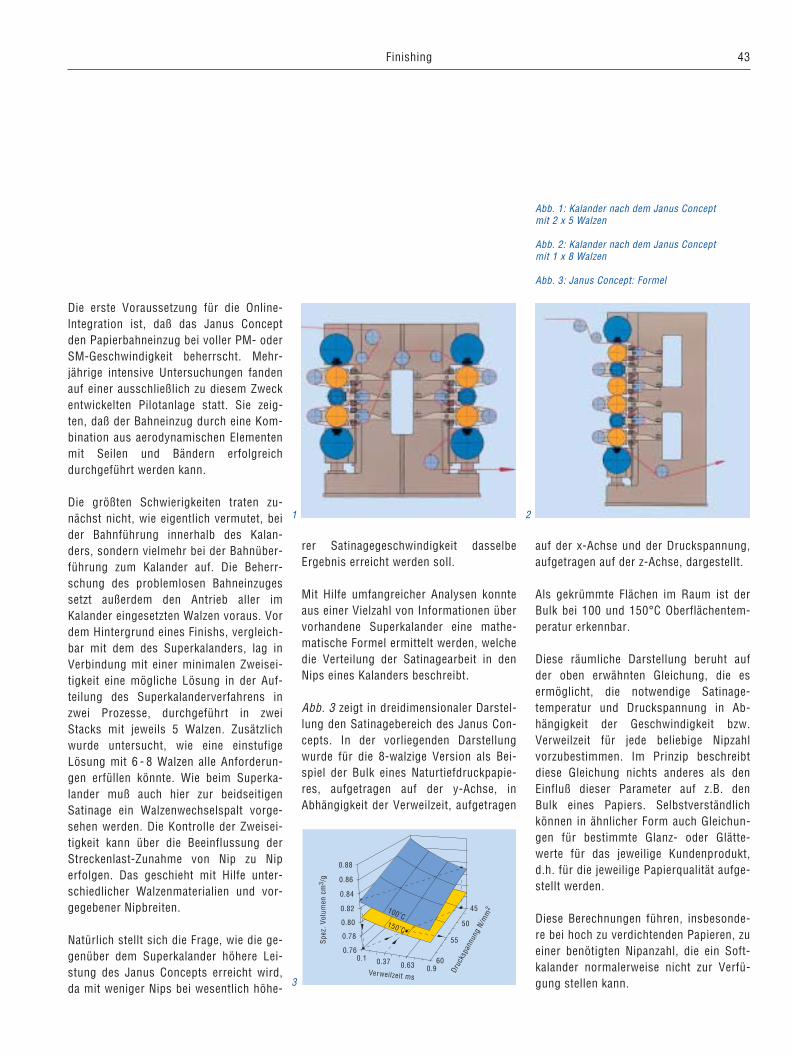
43
Die erste Voraussetzung für die Online-lntegration ist, daß das Janus Conceptden Papierbahneinzug bei voller PM- oderSM-Geschwindigkeit beherrscht. Mehr-jährige intensive Untersuchungen fandenauf einer ausschließlich zu diesem Zweckentwickelten Pilotanlage statt. Sie zeig-ten, daß der Bahneinzug durch eine Kom-bination aus aerodynamischen Elementenmit Seilen und Bändern erfolgreichdurchgeführt werden kann.
Die größten Schwierigkeiten traten zu-nächst nicht, wie eigentlich vermutet, beider Bahnführung innerhalb des Kalan-ders, sondern vielmehr bei der Bahnüber-führung zum Kalander auf. Die Beherr-schung des problemlosen Bahneinzugessetzt außerdem den Antrieb aller imKalander eingesetzten Walzen voraus. Vordem Hintergrund eines Finishs, vergleich-bar mit dem des Superkalanders, lag inVerbindung mit einer minimalen Zweisei-tigkeit eine mögliche Lösung in der Auf-teilung des Superkalanderverfahrens inzwei Prozesse, durchgeführt in zweiStacks mit jeweils 5 Walzen. Zusätzlichwurde untersucht, wie eine einstufigeLösung mit 6 - 8 Walzen alle Anforderun-gen erfüllen könnte. Wie beim Superka-lander muß auch hier zur beidseitigenSatinage ein Walzenwechselspalt vorge-sehen werden. Die Kontrolle der Zweisei-tigkeit kann über die Beeinflussung derStreckenlast-Zunahme von Nip zu Niperfolgen. Das geschieht mit Hilfe unter-schiedlicher Walzenmaterialien und vor-gegebener Nipbreiten.
Natürlich stellt sich die Frage, wie die ge-genüber dem Superkalander höhere Lei-stung des Janus Concepts erreicht wird,da mit weniger Nips bei wesentlich höhe-
Abb. 1: Kalander nach dem Janus Concept mit 2 x 5 Walzen
Abb. 2: Kalander nach dem Janus Concept mit 1 x 8 Walzen
Abb. 3: Janus Concept: Formel
1 2
Spez
.Vol
umen
cm3 /
g
Verweilzeit ms
Druc
kspa
nnun
gN/
mm
2
0.88
0.86
0.84
0.82
0.80
0.78
0.760.1 0.37 0.63 0.9
60
55
50
45100˚C150˚C
3
rer Satinagegeschwindigkeit dasselbeErgebnis erreicht werden soll.
Mit Hilfe umfangreicher Analysen konnteaus einer Vielzahl von Informationen übervorhandene Superkalander eine mathe-matische Formel ermittelt werden, welchedie Verteilung der Satinagearbeit in denNips eines Kalanders beschreibt.
Abb. 3 zeigt in dreidimensionaler Darstel-lung den Satinagebereich des Janus Con-cepts. In der vorliegenden Darstellungwurde für die 8-walzige Version als Bei-spiel der Bulk eines Naturtiefdruckpapie-res, aufgetragen auf der y-Achse, inAbhängigkeit der Verweilzeit, aufgetragen
auf der x-Achse und der Druckspannung,aufgetragen auf der z-Achse, dargestellt.
Als gekrümmte Flächen im Raum ist derBulk bei 100 und 150°C Oberflächentem-peratur erkennbar.
Diese räumliche Darstellung beruht aufder oben erwähnten Gleichung, die esermöglicht, die notwendige Satinage-temperatur und Druckspannung in Ab-hängigkeit der Geschwindigkeit bzw.Verweilzeit für jede beliebige Nipzahlvorzubestimmen. Im Prinzip beschreibtdiese Gleichung nichts anderes als denEinfluß dieser Parameter auf z.B. denBulk eines Papiers. Selbstverständlichkönnen in ähnlicher Form auch Gleichun-gen für bestimmte Glanz- oder Glätte-werte für das jeweilige Kundenprodukt,d.h. für die jeweilige Papierqualität aufge-stellt werden.
Diese Berechnungen führen, insbesonde-re bei hoch zu verdichtenden Papieren, zueiner benötigten Nipanzahl, die ein Soft-kalander normalerweise nicht zur Verfü-gung stellen kann.
Finishing
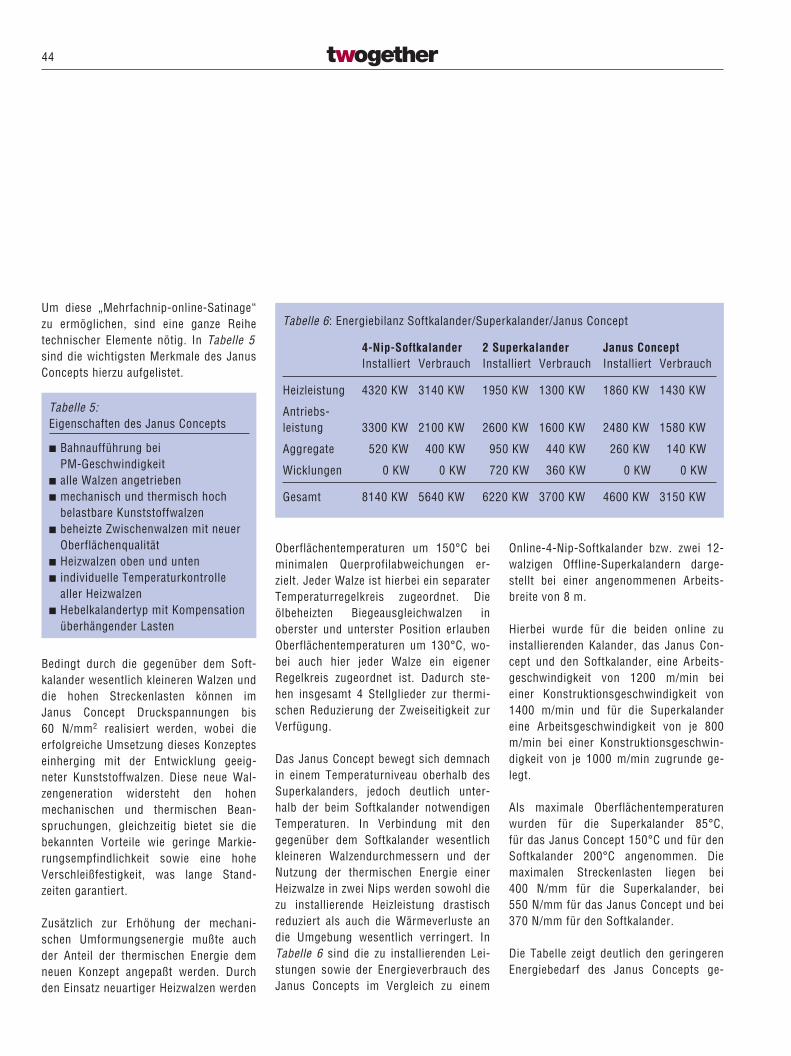
44
Um diese „Mehrfachnip-online-Satinage“zu ermöglichen, sind eine ganze Reihetechnischer Elemente nötig. In Tabelle 5sind die wichtigsten Merkmale des JanusConcepts hierzu aufgelistet.
Tabelle 5:Eigenschaften des Janus Concepts
� Bahnaufführung bei PM-Geschwindigkeit
� alle Walzen angetrieben� mechanisch und thermisch hoch
belastbare Kunststoffwalzen� beheizte Zwischenwalzen mit neuer
Oberflächenqualität� Heizwalzen oben und unten� individuelle Temperaturkontrolle
aller Heizwalzen� Hebelkalandertyp mit Kompensation
überhängender Lasten
Bedingt durch die gegenüber dem Soft-kalander wesentlich kleineren Walzen unddie hohen Streckenlasten können imJanus Concept Druckspannungen bis60 N/mm2 realisiert werden, wobei dieerfolgreiche Umsetzung dieses Konzepteseinherging mit der Entwicklung geeig-neter Kunststoffwalzen. Diese neue Wal-zengeneration widersteht den hohenmechanischen und thermischen Bean-spruchungen, gleichzeitig bietet sie diebekannten Vorteile wie geringe Markie-rungsempfindlichkeit sowie eine hoheVerschleißfestigkeit, was lange Stand-zeiten garantiert.
Zusätzlich zur Erhöhung der mechani-schen Umformungsenergie mußte auchder Anteil der thermischen Energie demneuen Konzept angepaßt werden. Durchden Einsatz neuartiger Heizwalzen werden
Oberflächentemperaturen um 150°C beiminimalen Querprofilabweichungen er-zielt. Jeder Walze ist hierbei ein separaterTemperaturregelkreis zugeordnet. Dieölbeheizten Biegeausgleichwalzen inoberster und unterster Position erlaubenOberflächentemperaturen um 130°C, wo-bei auch hier jeder Walze ein eigenerRegelkreis zugeordnet ist. Dadurch ste-hen insgesamt 4 Stellglieder zur thermi-schen Reduzierung der Zweiseitigkeit zurVerfügung.
Das Janus Concept bewegt sich demnachin einem Temperaturniveau oberhalb desSuperkalanders, jedoch deutlich unter-halb der beim Softkalander notwendigenTemperaturen. In Verbindung mit dengegenüber dem Softkalander wesentlichkleineren Walzendurchmessern und derNutzung der thermischen Energie einerHeizwalze in zwei Nips werden sowohl diezu installierende Heizleistung drastischreduziert als auch die Wärmeverluste andie Umgebung wesentlich verringert. InTabelle 6 sind die zu installierenden Lei-stungen sowie der Energieverbrauch desJanus Concepts im Vergleich zu einem
Online-4-Nip-Softkalander bzw. zwei 12-walzigen Offline-Superkalandern darge-stellt bei einer angenommenen Arbeits-breite von 8 m.
Hierbei wurde für die beiden online zuinstallierenden Kalander, das Janus Con-cept und den Softkalander, eine Arbeits-geschwindigkeit von 1200 m/min beieiner Konstruktionsgeschwindigkeit von1400 m/min und für die Superkalandereine Arbeitsgeschwindigkeit von je 800m/min bei einer Konstruktionsgeschwin-digkeit von je 1000 m/min zugrunde ge-legt.
Als maximale Oberflächentemperaturenwurden für die Superkalander 85°C,für das Janus Concept 150°C und für denSoftkalander 200°C angenommen. Diemaximalen Streckenlasten liegen bei400 N/mm für die Superkalander, bei550 N/mm für das Janus Concept und bei370 N/mm für den Softkalander.
Die Tabelle zeigt deutlich den geringerenEnergiebedarf des Janus Concepts ge-
Tabelle 6: Energiebilanz Softkalander/Superkalander/Janus Concept
4-Nip-Softkalander 2 Superkalander Janus ConceptInstalliert Verbrauch Installiert Verbrauch Installiert Verbrauch
Heizleistung 4320 KW 3140 KW 1950 KW 1300 KW 1860 KW 1430 KW
Antriebs-leistung 3300 KW 2100 KW 2600 KW 1600 KW 2480 KW 1580 KW
Aggregate 520 KW 400 KW 950 KW 440 KW 260 KW 140 KW
Wicklungen 0 KW 0 KW 720 KW 360 KW 0 KW 0 KW
Gesamt 8140 KW 5640 KW 6220 KW 3700 KW 4600 KW 3150 KW
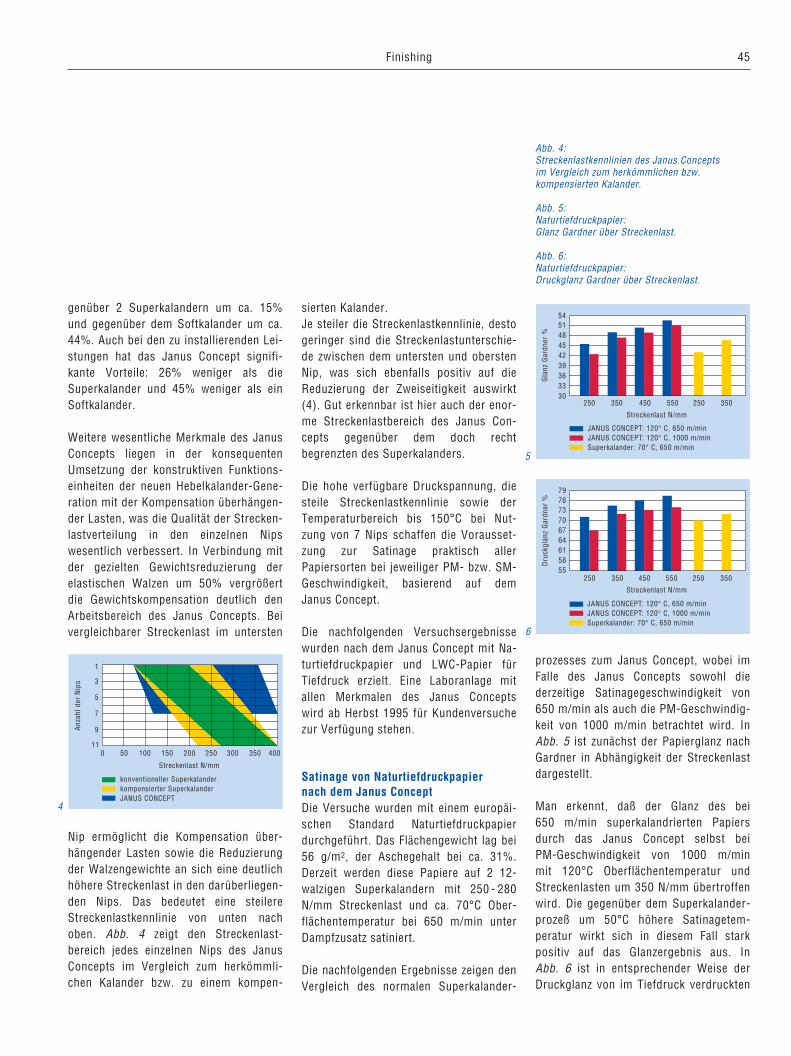
45
genüber 2 Superkalandern um ca. 15%und gegenüber dem Softkalander um ca.44%. Auch bei den zu installierenden Lei-stungen hat das Janus Concept signifi-kante Vorteile: 26% weniger als dieSuperkalander und 45% weniger als einSoftkalander.
Weitere wesentliche Merkmale des JanusConcepts liegen in der konsequentenUmsetzung der konstruktiven Funktions-einheiten der neuen Hebelkalander-Gene-ration mit der Kompensation überhängen-der Lasten, was die Qualität der Strecken-lastverteilung in den einzelnen Nipswesentlich verbessert. In Verbindung mitder gezielten Gewichtsreduzierung derelastischen Walzen um 50% vergrößertdie Gewichtskompensation deutlich denArbeitsbereich des Janus Concepts. Beivergleichbarer Streckenlast im untersten
Nip ermöglicht die Kompensation über-hängender Lasten sowie die Reduzierungder Walzengewichte an sich eine deutlichhöhere Streckenlast in den darüberliegen-den Nips. Das bedeutet eine steilereStreckenlastkennlinie von unten nachoben. Abb. 4 zeigt den Streckenlast-bereich jedes einzelnen Nips des JanusConcepts im Vergleich zum herkömmli-chen Kalander bzw. zu einem kompen-
sierten Kalander.Je steiler die Streckenlastkennlinie, destogeringer sind die Streckenlastunterschie-de zwischen dem untersten und oberstenNip, was sich ebenfalls positiv auf dieReduzierung der Zweiseitigkeit auswirkt(4). Gut erkennbar ist hier auch der enor-me Streckenlastbereich des Janus Con-cepts gegenüber dem doch rechtbegrenzten des Superkalanders.
Die hohe verfügbare Druckspannung, diesteile Streckenlastkennlinie sowie derTemperaturbereich bis 150°C bei Nut-zung von 7 Nips schaffen die Vorausset-zung zur Satinage praktisch allerPapiersorten bei jeweiliger PM- bzw. SM-Geschwindigkeit, basierend auf demJanus Concept.
Die nachfolgenden Versuchsergebnissewurden nach dem Janus Concept mit Na-turtiefdruckpapier und LWC-Papier fürTiefdruck erzielt. Eine Laboranlage mitallen Merkmalen des Janus Conceptswird ab Herbst 1995 für Kundenversuchezur Verfügung stehen.
Satinage von Naturtiefdruckpapier nach dem Janus ConceptDie Versuche wurden mit einem europäi-schen Standard Naturtiefdruckpapierdurchgeführt. Das Flächengewicht lag bei56 g/m2, der Aschegehalt bei ca. 31%.Derzeit werden diese Papiere auf 2 12-walzigen Superkalandern mit 250 - 280N/mm Streckenlast und ca. 70°C Ober-flächentemperatur bei 650 m/min unterDampfzusatz satiniert.
Die nachfolgenden Ergebnisse zeigen denVergleich des normalen Superkalander-
250 350
Streckenlast N/mm
JANUS CONCEPT: 120° C, 650 m/minJANUS CONCEPT: 120° C, 1000 m/minSuperkalander: 70° C, 650 m/min
Gla
nzG
ardn
er%
550 250 350
54
450
5148454239363330
5
79
250 350
Streckenlast N/mm
JANUS CONCEPT: 120° C, 650 m/minJANUS CONCEPT: 120° C, 1000 m/minSuperkalander: 70° C, 650 m/min
Dru
ckgl
anz
Gar
dner
%
450 550
7673706764615855
250 350
6
Abb. 4: Streckenlastkennlinien des Janus Concepts im Vergleich zum herkömmlichen bzw.kompensierten Kalander.
Abb. 5: Naturtiefdruckpapier: Glanz Gardner über Streckenlast.
Abb. 6: Naturtiefdruckpapier: Druckglanz Gardner über Streckenlast.
1
3
5
7
9
0 50 100
Streckenlast N/mm
konventioneller Superkalanderkompensierter SuperkalanderJANUS CONCEPT
Anza
hlde
rN
ips
11 150 200 250 300 350 400
4
prozesses zum Janus Concept, wobei imFalle des Janus Concepts sowohl diederzeitige Satinagegeschwindigkeit von650 m/min als auch die PM-Geschwindig-keit von 1000 m/min betrachtet wird. InAbb. 5 ist zunächst der Papierglanz nachGardner in Abhängigkeit der Streckenlastdargestellt.
Man erkennt, daß der Glanz des bei650 m/min superkalandrierten Papiersdurch das Janus Concept selbst beiPM-Geschwindigkeit von 1000 m/minmit 120°C Oberflächentemperatur undStreckenlasten um 350 N/mm übertroffenwird. Die gegenüber dem Superkalander-prozeß um 50°C höhere Satinagetem-peratur wirkt sich in diesem Fall starkpositiv auf das Glanzergebnis aus. InAbb. 6 ist in entsprechender Weise derDruckglanz von im Tiefdruck verdruckten
Finishing
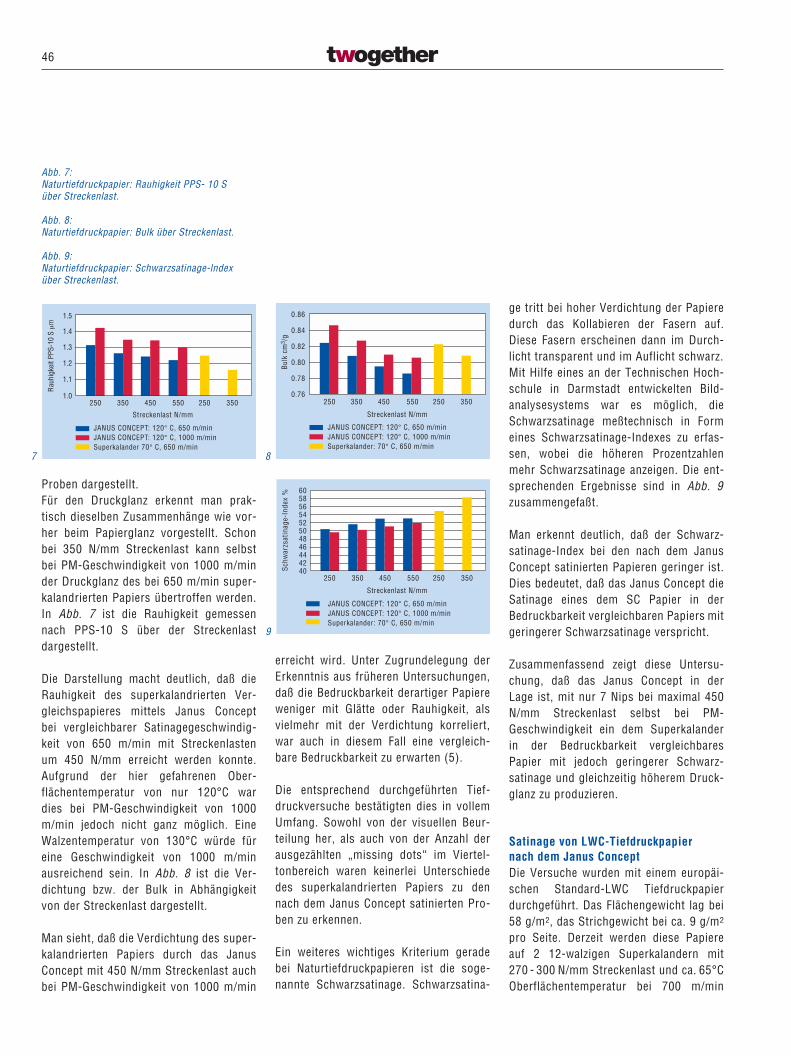
250 350
Streckenlast N/mm
JANUS CONCEPT: 120° C, 650 m/minJANUS CONCEPT: 120° C, 1000 m/minSuperkalander 70° C, 650 m/min
Rau
higk
eitP
PS-1
0Sµ
m
1.0 550 250 350
1.1
1.2
1.3
1.4
1.5
450
7
46
Proben dargestellt.Für den Druckglanz erkennt man prak-tisch dieselben Zusammenhänge wie vor-her beim Papierglanz vorgestellt. Schonbei 350 N/mm Streckenlast kann selbstbei PM-Geschwindigkeit von 1000 m/minder Druckglanz des bei 650 m/min super-kalandrierten Papiers übertroffen werden.In Abb. 7 ist die Rauhigkeit gemessennach PPS-10 S über der Streckenlastdargestellt.
Die Darstellung macht deutlich, daß dieRauhigkeit des superkalandrierten Ver-gleichspapieres mittels Janus Conceptbei vergleichbarer Satinagegeschwindig-keit von 650 m/min mit Streckenlastenum 450 N/mm erreicht werden konnte.Aufgrund der hier gefahrenen Ober-flächentemperatur von nur 120°C wardies bei PM-Geschwindigkeit von 1000m/min jedoch nicht ganz möglich. EineWalzentemperatur von 130°C würde füreine Geschwindigkeit von 1000 m/minausreichend sein. In Abb. 8 ist die Ver-dichtung bzw. der Bulk in Abhängigkeitvon der Streckenlast dargestellt.
Man sieht, daß die Verdichtung des super-kalandrierten Papiers durch das JanusConcept mit 450 N/mm Streckenlast auchbei PM-Geschwindigkeit von 1000 m/min
erreicht wird. Unter Zugrundelegung derErkenntnis aus früheren Untersuchungen,daß die Bedruckbarkeit derartiger Papiereweniger mit Glätte oder Rauhigkeit, alsvielmehr mit der Verdichtung korreliert,war auch in diesem Fall eine vergleich-bare Bedruckbarkeit zu erwarten (5).
Die entsprechend durchgeführten Tief-druckversuche bestätigten dies in vollemUmfang. Sowohl von der visuellen Beur-teilung her, als auch von der Anzahl derausgezählten „missing dots“ im Viertel-tonbereich waren keinerlei Unterschiededes superkalandrierten Papiers zu dennach dem Janus Concept satinierten Pro-ben zu erkennen.
Ein weiteres wichtiges Kriterium geradebei Naturtiefdruckpapieren ist die soge-nannte Schwarzsatinage. Schwarzsatina-
ge tritt bei hoher Verdichtung der Papieredurch das Kollabieren der Fasern auf.Diese Fasern erscheinen dann im Durch-licht transparent und im Auflicht schwarz.Mit Hilfe eines an der Technischen Hoch-schule in Darmstadt entwickelten Bild-analysesystems war es möglich, dieSchwarzsatinage meßtechnisch in Formeines Schwarzsatinage-Indexes zu erfas-sen, wobei die höheren Prozentzahlenmehr Schwarzsatinage anzeigen. Die ent-sprechenden Ergebnisse sind in Abb. 9zusammengefaßt.
Man erkennt deutlich, daß der Schwarz-satinage-Index bei den nach dem JanusConcept satinierten Papieren geringer ist.Dies bedeutet, daß das Janus Concept dieSatinage eines dem SC Papier in derBedruckbarkeit vergleichbaren Papiers mitgeringerer Schwarzsatinage verspricht.
Zusammenfassend zeigt diese Untersu-chung, daß das Janus Concept in derLage ist, mit nur 7 Nips bei maximal 450N/mm Streckenlast selbst bei PM-Geschwindigkeit ein dem Superkalanderin der Bedruckbarkeit vergleichbaresPapier mit jedoch geringerer Schwarz-satinage und gleichzeitig höherem Druck-glanz zu produzieren.
Satinage von LWC-Tiefdruckpapier nach dem Janus ConceptDie Versuche wurden mit einem europäi-schen Standard-LWC Tiefdruckpapierdurchgeführt. Das Flächengewicht lag bei58 g/m2, das Strichgewicht bei ca. 9 g/m2
pro Seite. Derzeit werden diese Papiereauf 2 12-walzigen Superkalandern mit270 - 300 N/mm Streckenlast und ca. 65°COberflächentemperatur bei 700 m/min
Abb. 7: Naturtiefdruckpapier: Rauhigkeit PPS- 10 S über Streckenlast.
Abb. 8: Naturtiefdruckpapier: Bulk über Streckenlast.
Abb. 9: Naturtiefdruckpapier: Schwarzsatinage-lndex über Streckenlast.
250 350
Streckenlast N/mm
JANUS CONCEPT: 120° C, 650 m/minJANUS CONCEPT: 120° C, 1000 m/minSuperkalander: 70° C, 650 m/min
Bulk
cm3 /
g
550 250 350
0.86
450
0.84
0.82
0.80
0.78
0.76
8
250 350
JANUS CONCEPT: 120° C, 650 m/minJANUS CONCEPT: 120° C, 1000 m/minSuperkalander: 70° C, 650 m/min
Schw
arzs
atin
age-
Inde
x%
550 250 350
60
450
58565452504846444240
Streckenlast N/mm
9
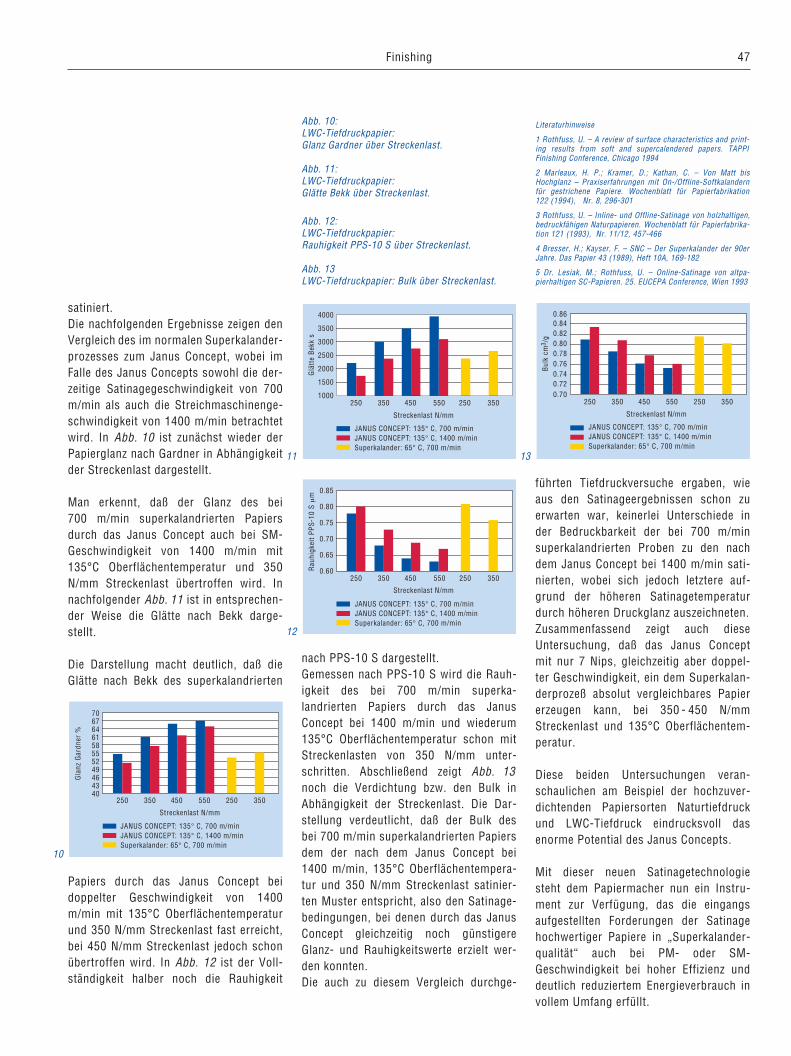
47
satiniert.Die nachfolgenden Ergebnisse zeigen denVergleich des im normalen Superkalander-prozesses zum Janus Concept, wobei imFalle des Janus Concepts sowohl die der-zeitige Satinagegeschwindigkeit von 700m/min als auch die Streichmaschinenge-schwindigkeit von 1400 m/min betrachtetwird. In Abb. 10 ist zunächst wieder derPapierglanz nach Gardner in Abhängigkeitder Streckenlast dargestellt.
Man erkennt, daß der Glanz des bei700 m/min superkalandrierten Papiersdurch das Janus Concept auch bei SM-Geschwindigkeit von 1400 m/min mit135°C Oberflächentemperatur und 350N/mm Streckenlast übertroffen wird. Innachfolgender Abb. 11 ist in entsprechen-der Weise die Glätte nach Bekk darge-stellt.
Die Darstellung macht deutlich, daß dieGlätte nach Bekk des superkalandrierten
Papiers durch das Janus Concept beidoppelter Geschwindigkeit von 1400m/min mit 135°C Oberflächentemperaturund 350 N/mm Streckenlast fast erreicht,bei 450 N/mm Streckenlast jedoch schonübertroffen wird. In Abb. 12 ist der Voll-ständigkeit halber noch die Rauhigkeit
nach PPS-10 S dargestellt.Gemessen nach PPS-10 S wird die Rauh-igkeit des bei 700 m/min superka-landrierten Papiers durch das JanusConcept bei 1400 m/min und wiederum135°C Oberflächentemperatur schon mitStreckenlasten von 350 N/mm unter-schritten. Abschließend zeigt Abb. 13noch die Verdichtung bzw. den Bulk inAbhängigkeit der Streckenlast. Die Dar-stellung verdeutlicht, daß der Bulk desbei 700 m/min superkalandrierten Papiersdem der nach dem Janus Concept bei1400 m/min, 135°C Oberflächentempera-tur und 350 N/mm Streckenlast satinier-ten Muster entspricht, also den Satinage-bedingungen, bei denen durch das JanusConcept gleichzeitig noch günstigereGlanz- und Rauhigkeitswerte erzielt wer-den konnten.Die auch zu diesem Vergleich durchge-
Abb. 10: LWC-Tiefdruckpapier: Glanz Gardner über Streckenlast.
Abb. 11: LWC-Tiefdruckpapier: Glätte Bekk über Streckenlast.
Abb. 12: LWC-Tiefdruckpapier: Rauhigkeit PPS-10 S über Streckenlast.
Abb. 13LWC-Tiefdruckpapier: Bulk über Streckenlast.
250 350
JANUS CONCEPT: 135° C, 700 m/minJANUS CONCEPT: 135° C, 1400 m/minSuperkalander: 65° C, 700 m/min
Gla
nzG
ardn
er%
550 250 350
70
450
67646158555249464340
Streckenlast N/mm
10
250 350
JANUS CONCEPT: 135° C, 700 m/minJANUS CONCEPT: 135° C, 1400 m/minSuperkalander: 65° C, 700 m/min
Glä
tte
Bekk
s
550 250 350
4000
450
Streckenlast N/mm
3500
3000
2500
2000
1500
1000
11
250 350
Streckenlast N/mm
JANUS CONCEPT: 135° C, 700 m/minJANUS CONCEPT: 135° C, 1400 m/minSuperkalander: 65° C, 700 m/min
Rau
higk
eit
PPS-
10Sµ
m
550 250 350
0.85
450
0.80
0.75
0.70
0.65
0.60
12
führten Tiefdruckversuche ergaben, wieaus den Satinageergebnissen schon zuerwarten war, keinerlei Unterschiede inder Bedruckbarkeit der bei 700 m/minsuperkalandrierten Proben zu den nachdem Janus Concept bei 1400 m/min sati-nierten, wobei sich jedoch letztere auf-grund der höheren Satinagetemperaturdurch höheren Druckglanz auszeichneten.Zusammenfassend zeigt auch dieseUntersuchung, daß das Janus Conceptmit nur 7 Nips, gleichzeitig aber doppel-ter Geschwindigkeit, ein dem Superkalan-derprozeß absolut vergleichbares Papiererzeugen kann, bei 350 - 450 N/mmStreckenlast und 135°C Oberflächentem-peratur.
Diese beiden Untersuchungen veran-schaulichen am Beispiel der hochzuver-dichtenden Papiersorten Naturtiefdruckund LWC-Tiefdruck eindrucksvoll dasenorme Potential des Janus Concepts.
Mit dieser neuen Satinagetechnologiesteht dem Papiermacher nun ein Instru-ment zur Verfügung, das die eingangsaufgestellten Forderungen der Satinagehochwertiger Papiere in „Superkalander-qualität“ auch bei PM- oder SM-Geschwindigkeit bei hoher Effizienz unddeutlich reduziertem Energieverbrauch invollem Umfang erfüllt.
250 350
Streckenlast N/mm
JANUS CONCEPT: 135° C, 700 m/minJANUS CONCEPT: 135° C, 1400 m/minSuperkalander: 65° C, 700 m/min
Bulk
cm3 /
g
550 250 350
0.86
450
0.840.820.80
0.74
0.70
0.780.76
0.72
13
Finishing
Literaturhinweise
1 Rothfuss, U. – A review of surface characteristics and print-ing results from soft and supercalendered papers. TAPPIFinishing Conference, Chicago 1994
2 Marleaux, H. P.; Kramer, D.; Kathan, C. – Von Matt bisHochglanz – Praxiserfahrungen mit On-/Offline-Softkalandernfür gestrichene Papiere. Wochenblatt für Papierfabrikation122 (1994), Nr. 8, 296-301
3 Rothfuss, U. – Inline- und Offline-Satinage von holzhaltigen,bedruckfähigen Naturpapieren. Wochenblatt für Papierfabrika-tion 121 (1993), Nr. 11/12, 457-466
4 Bresser, H.; Kayser, F. – SNC – Der Superkalander der 90erJahre. Das Papier 43 (1989), Heft 10A, 169-182
5 Dr. Lesiak, M.; Rothfuss, U. – Online-Satinage von altpa-pierhaltigen SC-Papieren. 25. EUCEPA Conference, Wien 1993
48
Papiermaschinen werden bei der Ausle-gung auf bestimmte Produkte und einebestimmte Produktionskapazität aberauch auf eine bestimmte mechanischeBelastbarkeit sowohl in statischer aberauch in dynamischer Hinsicht optimiert.
Im Laufe einesPapiermaschinen-lebens tritt aberimmer wieder vonSeiten der Betrei-ber der Wunschauf, ältere Maschi-nen nach Möglich-keit zu modernisie-ren und höher aus-zulasten, d.h. dieProduktqualität zuverbessern sowiedie Produktions-geschwindigkeitund damit die Pro-duktionsmenge zuerhöhen. Bevor die
Auslegung hinsichtlich neuer Produkti-onsparameter jedoch in die Endphasegeht, bieten Maschinenzustandsanalysendie effiziente Möglichkeit, eine gründ-liche Bestandsaufnahme im Bereich derPapiermaschine durchzuführen undSchlußfolgerungen auf den Einsatz beste-hender Anlagenteile bezogen auf die neu-en Anforderungen zu ziehen.
Wer ist dazu besser geeignet als ein nam-hafter Papiermaschinenhersteller, dersich sowohl mit dem Papiermachen alsauch mit dem Maschinenbau hervorra-gend auskennt? Vor dem Hintergrundweltweiter Referenzen bietet deshalb derVoith Sulzer Papiertechnik Service inZusammenarbeit mit den Fachabteilungenderartige umfassende Untersuchungen an
Papiermaschinen aller Bauarten, z.B. imRahmen von Vorprojekt-Studien, an.
1. Meßtechnische ZustandsanalyseBevor die Produktionssteigerung bei einerälteren Maschine durchgeführt werdenkann, müssen insbesondere die mechani-schen Grenzen analysiert werden. Selbstfür die Festlegung neuer Produktions-daten und die zugehörige Auslegungeinzelner Aggregate, die selbstverständ-lich auf rechnerischem Wege erfolgenkann, müssen zunächst die aktuellenGrunddaten beschafft werden. Hierzusind teilweise umfangreiche Messungennotwendig, um sich einen Eindruck zuverschaffen, unter welchen Bedingungendie Maschine bisher gelaufen ist undwie hoch das Verbesserungspotential beiminimalen Veränderungen ist.
1.1 Analyse des konstanten TeilsStartpunkt für die meisten Zustands-analysen ist der konstante Teil. Da füreine einwandfreie Produktionsqualität dieSuspension und damit die Fasern überden Stoffauflauf möglichst gleichmäßigauf das Sieb aufgebracht werden sollen,spielen die Druckpulsationen, die u.a.durch die Aggregate im konstanten Teilverursacht werden können, eine entschei-dende Rolle. Die Druckpulsationen wer-den deshalb an mehreren Stellen zwi-schen Cleaner-Anlage und Stoffauflaufmit speziellen in die Rohrleitung einge-setzten Sensoren gemessen und z.B.einer Frequenzanalyse unterzogen, umdominierende Störanteile, die durchMischpumpen oder Sortierer verursachtwerden, erkennen zu können. Werden aufeiner Maschine verschiedene Flächen-
gewichte gefahren, erfolgen diese Mes-sungen üblicherweise auch bei den ver-schiedenen Durchsätzen. Diese Daten unddie gemessenen Absolutdrücke fließendann in die Überprüfung der Auslegungdes konstanten Teils ein. Ergänzend wer-den hierbei auch verschiedene Papier-proben entnommen, um labortechnischdie Auswirkung von Druckpulsationen aufLängs- und Querprofile zu ermitteln.
1.2 Mechanische SchwingungsanalysenIm Bereich der Papiermaschine selbstnehmen mechanische Schwingungsmes-sungen einen großen Raum bei denUntersuchungen ein. Zunächst wird anStoffauflauf, Sieb- und Pressenpartiesowie am Roller der aktuelle Schwin-gungszustand bei laufender Produktionmit maximal möglicher Maschinenge-schwindigkeit registriert. Aufgrund dieserBasismessung lassen sich bereits stören-de Einflüsse erkennen, die durch Sieb-schüttelung, Antriebe, falsche Ausrich-tung von Walzen oder gar konstruktiveMängel verursacht werden und zu einerBeeinträchtigung der Produktqualitätoder des Laufverhaltens von Walzenführen können. Derartige Untersuchun-gen sind auch jederzeit als Bestands-aufnahme und zur Optimierung an Anla-gen möglich, die nicht umgebaut werdensollen.
Im Rahmen der Zustandsanalyse soll abervor allem eine Prognose auf das mecha-nische Laufverhalten bei höheren Maschi-nengeschwindigkeiten gestellt werden.Hier gilt es, zu ermitteln, wo kritischeMaschinenzustände oder gar Resonanz-zustände im Bereich der Walzen, derAntriebsstränge, der Getriebe, der Stuh-
Service-Division:Zustandsanalysen an Papiermaschinen
Der Autor:Andreas Arnhold, Meßtechnik- undDiagnose-ServiceRavensburg
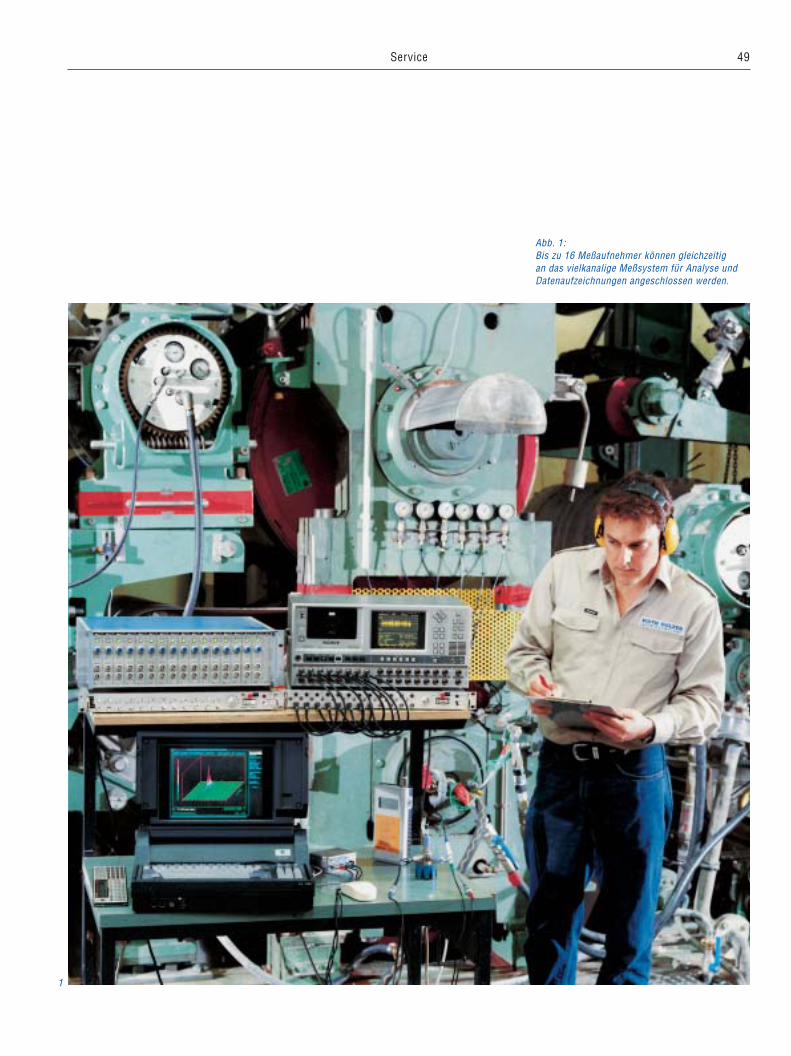
49
Abb. 1: Bis zu 16 Meßaufnehmer können gleichzeitig an das vielkanalige Meßsystem für Analyse undDatenaufzeichnungen angeschlossen werden.
Service
1
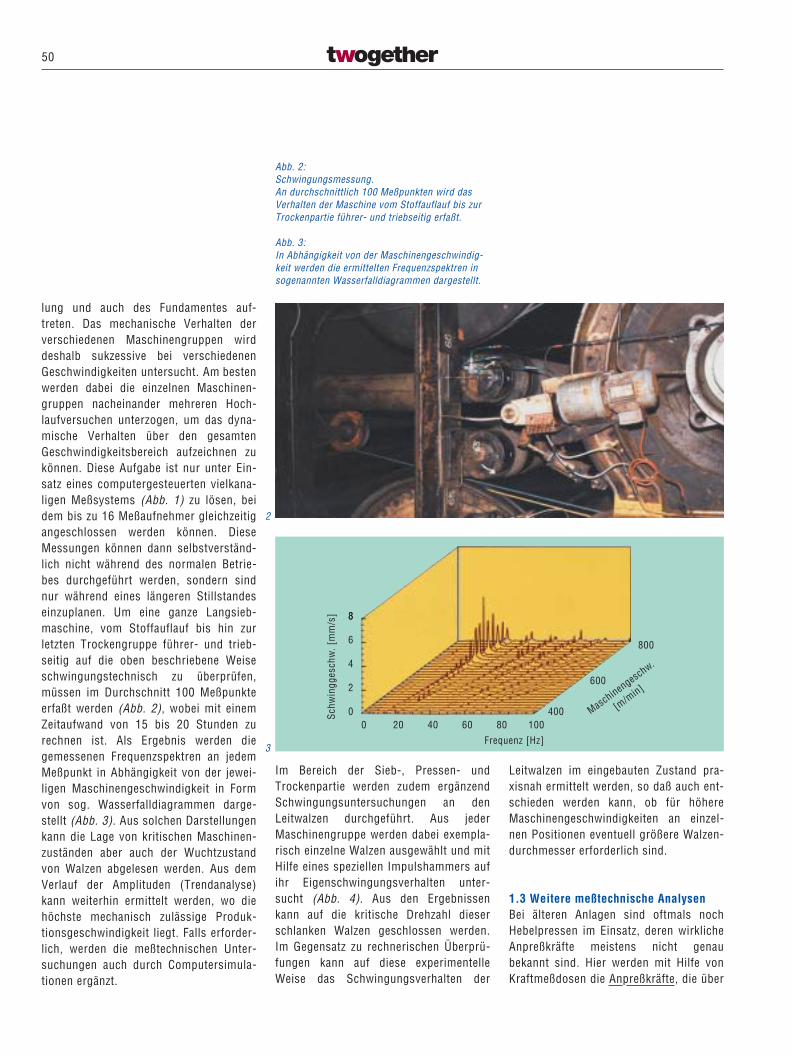
88
6
4
2
00 20 40 60 80 100
400
600
800
Schw
ingg
esch
w.[
mm
/s]
Frequenz [Hz]
Maschinengeschw.
[m/m
in]
50
lung und auch des Fundamentes auf-treten. Das mechanische Verhalten derverschiedenen Maschinengruppen wirddeshalb sukzessive bei verschiedenenGeschwindigkeiten untersucht. Am bestenwerden dabei die einzelnen Maschinen-gruppen nacheinander mehreren Hoch-laufversuchen unterzogen, um das dyna-mische Verhalten über den gesamtenGeschwindigkeitsbereich aufzeichnen zukönnen. Diese Aufgabe ist nur unter Ein-satz eines computergesteuerten vielkana-ligen Meßsystems (Abb. 1) zu lösen, beidem bis zu 16 Meßaufnehmer gleichzeitigangeschlossen werden können. DieseMessungen können dann selbstverständ-lich nicht während des normalen Betrie-bes durchgeführt werden, sondern sindnur während eines längeren Stillstandeseinzuplanen. Um eine ganze Langsieb-maschine, vom Stoffauflauf bis hin zurletzten Trockengruppe führer- und trieb-seitig auf die oben beschriebene Weiseschwingungstechnisch zu überprüfen,müssen im Durchschnitt 100 Meßpunkteerfaßt werden (Abb. 2), wobei mit einemZeitaufwand von 15 bis 20 Stunden zurechnen ist. Als Ergebnis werden diegemessenen Frequenzspektren an jedemMeßpunkt in Abhängigkeit von der jewei-ligen Maschinengeschwindigkeit in Formvon sog. Wasserfalldiagrammen darge-stellt (Abb. 3). Aus solchen Darstellungenkann die Lage von kritischen Maschinen-zuständen aber auch der Wuchtzustandvon Walzen abgelesen werden. Aus demVerlauf der Amplituden (Trendanalyse)kann weiterhin ermittelt werden, wo diehöchste mechanisch zulässige Produk-tionsgeschwindigkeit liegt. Falls erforder-lich, werden die meßtechnischen Unter-suchungen auch durch Computersimula-tionen ergänzt.
Im Bereich der Sieb-, Pressen- undTrockenpartie werden zudem ergänzendSchwingungsuntersuchungen an denLeitwalzen durchgeführt. Aus jederMaschinengruppe werden dabei exempla-risch einzelne Walzen ausgewählt und mitHilfe eines speziellen Impulshammers aufihr Eigenschwingungsverhalten unter-sucht (Abb. 4). Aus den Ergebnissenkann auf die kritische Drehzahl dieserschlanken Walzen geschlossen werden.Im Gegensatz zu rechnerischen Überprü-fungen kann auf diese experimentelleWeise das Schwingungsverhalten der
Leitwalzen im eingebauten Zustand pra-xisnah ermittelt werden, so daß auch ent-schieden werden kann, ob für höhereMaschinengeschwindigkeiten an einzel-nen Positionen eventuell größere Walzen-durchmesser erforderlich sind.
1.3 Weitere meßtechnische AnalysenBei älteren Anlagen sind oftmals nochHebelpressen im Einsatz, deren wirklicheAnpreßkräfte meistens nicht genaubekannt sind. Hier werden mit Hilfe vonKraftmeßdosen die Anpreßkräfte, die über
Abb. 2: Schwingungsmessung. An durchschnittlich 100 Meßpunkten wird dasVerhalten der Maschine vom Stoffauflauf bis zurTrockenpartie führer- und triebseitig erfaßt.
Abb. 3: In Abhängigkeit von der Maschinengeschwindig-keit werden die ermittelten Frequenzspektren insogenannten Wasserfalldiagrammen dargestellt.
2
3

51
den Support übertragen werden, gemes-sen. Die Aufnahme einer Be- und Ent-lastungskurve gibt hier die Möglichkeit,zu erkennen, wie groß der Hystereseanteilund damit die Reibung im Belastungssy-stem ist. Beispielsweise konnte aufgrundeiner solchen Messung ein defekterHydraulikzylinder ermittelt werden. Er-gänzend werden an Pressen zusätzlichPreßstreifen bei verschiedenen Linien-krafteinstellungen ausgewertet, um nebenden Anpreßkräften auch die Gleichmäßig-keit des Linienkraftprofiles beurteilen zukönnen.
Im Rahmen der modernen, computer-gestützten Meßtechnik kann auch dasTemperaturprofil der Papierbahn über dieMaschinenbreite mit Hilfe von speziellenInfrarotkameras erfaßt werden. Derartigethermografische Untersuchungen sindvor allem in der Trockenpartie aber auchbereits in der Pressenpartie von Interes-se, wenn der Trocknungsprozeß derPapierbahn überprüft werden soll. In derRegel sind feuchte Stellen immer kälterals trockene. So kann man nicht nur dasFeuchteprofil von Preßfilzen darstellen,sondern auch noch am fertigen Tambourerkennen, wie gleichmäßig die Trocknungüber die Maschinenbreite ist (Abb. 5).Auch diese Untersuchungen könnenaußer im Rahmen von Zustandsanalysenjederzeit zur Optimierung des Prozesseseingesetzt werden.
1.4 Lufttechnische UntersuchungenDiese Untersuchungen werden im Bereichder Trockenpartie bei der Maschinenzu-und -abluft durchgeführt, um Luft- undWasserbilanzen zu erstellen. Dazu müs-sen in den Rohrleitungen vor oder nach
4
5
Abb. 4: Einzelne Walzen werden exemplarisch mit Hilfeeines speziellen Impulshammers auf ihr Eigen-schwingungsverhalten untersucht.
Abb. 5: Thermografische Untersuchung.Selbst am fertigen Tambour läßt sich noch nach-prüfen, wie gleichmäßig die Trocknung über diegesamte Maschinenbreite verläuft.
Service
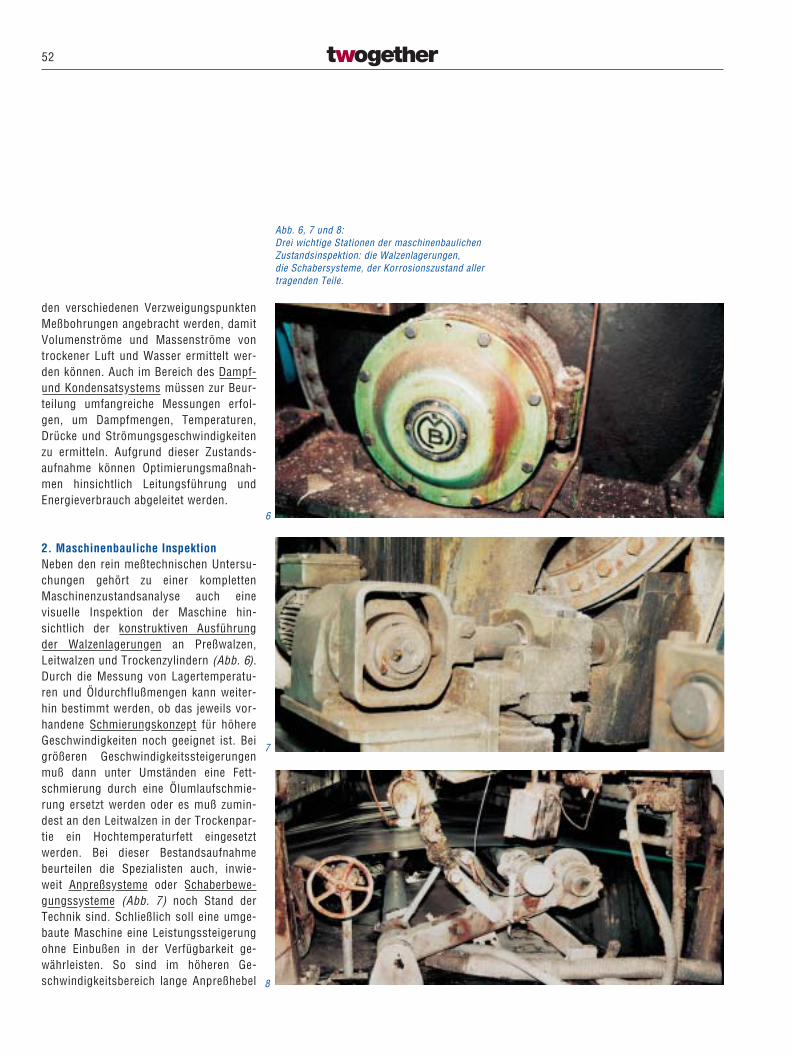
52
den verschiedenen VerzweigungspunktenMeßbohrungen angebracht werden, damitVolumenströme und Massenströme vontrockener Luft und Wasser ermittelt wer-den können. Auch im Bereich des Dampf-und Kondensatsystems müssen zur Beur-teilung umfangreiche Messungen erfol-gen, um Dampfmengen, Temperaturen,Drücke und Strömungsgeschwindigkeitenzu ermitteln. Aufgrund dieser Zustands-aufnahme können Optimierungsmaßnah-men hinsichtlich Leitungsführung undEnergieverbrauch abgeleitet werden.
2. Maschinenbauliche InspektionNeben den rein meßtechnischen Untersu-chungen gehört zu einer komplettenMaschinenzustandsanalyse auch einevisuelle Inspektion der Maschine hin-sichtlich der konstruktiven Ausführungder Walzenlagerungen an Preßwalzen,Leitwalzen und Trockenzylindern (Abb. 6).Durch die Messung von Lagertemperatu-ren und Öldurchflußmengen kann weiter-hin bestimmt werden, ob das jeweils vor-handene Schmierungskonzept für höhereGeschwindigkeiten noch geeignet ist. Beigrößeren Geschwindigkeitssteigerungenmuß dann unter Umständen eine Fett-schmierung durch eine Ölumlaufschmie-rung ersetzt werden oder es muß zumin-dest an den Leitwalzen in der Trockenpar-tie ein Hochtemperaturfett eingesetztwerden. Bei dieser Bestandsaufnahmebeurteilen die Spezialisten auch, inwie-weit Anpreßsysteme oder Schaberbewe-gungssysteme (Abb. 7) noch Stand derTechnik sind. Schließlich soll eine umge-baute Maschine eine Leistungssteigerungohne Einbußen in der Verfügbarkeit ge-währleisten. So sind im höheren Ge-schwindigkeitsbereich lange Anpreßhebel
6
7
8
Abb. 6, 7 und 8:Drei wichtige Stationen der maschinenbaulichenZustandsinspektion: die Walzenlagerungen, die Schabersysteme, der Korrosionszustand allertragenden Teile.

53
Stromaufnahme und die Drehzahlen dereinzelnen Motoren sowie die Motortem-peraturen aufzuzeichnen und mit denAuslegungsdaten zu vergleichen. Bei Be-grenzung durch die Drehzahl kann in denmeisten Fällen mit dem Einsatz andererGetriebeübersetzungen ohne größere wei-tere Eingriffe die Motordrehzahl im Ausle-gungsbereich gehalten werden, währenddie zugehörige Walzendrehzahl erhöhtwird. In Zweifelsfällen und zur Absiche-rung wird von Voith Sulzer aber auch derAntriebslieferant hinzugezogen.
4. Untersuchung des VakuumsystemsEine Erhöhung der Produktionsleistungbedeutet in der Regel auch einen höherenBedarf an Vakuum an den Saugern undden Saugwalzen in der Sieb- und Pres-senpartie. Auch hier bietet Voith Sulzerdie Aufnahme der anliegenden Unter-drücke und Volumenströme an, um dieBetriebsweise des Vakuumsystems unddas Vakuumkonzept zu analysieren. Kern-stück ist die Überprüfung der Leistungs-fähigkeit der Vakuumgebläse gemäß derKennlinien, um zu entscheiden, ob dererhöhte Leistungsbedarf mit den beste-henden Aggregaten erbracht werdenkann. Es werden aber auch Hinweisebezüglich der Ausführung von Filzrohr-saugern (Schlitzanzahl und -breite) gege-ben oder die Verschaltung einzelnerGebläse optimiert.
5. ZusammenfassungMaschinenzustandsanalysen dienen nichtnur zur Optimierung von papiertechni-schen Anlagen, sondern liefern auchunverzichtbare Hinweise auf die Möglich-keit einer Produktionssteigerung, die
meistens mit einer Geschwindigkeitser-höhung der Maschinen verbunden ist.Aufgrund einer Bestandsaufnahme undtechnisch abgesicherter Prognosen wer-den das Verbesserungspotential abge-schätzt sowie die kritischen Bauteile undSchwachstellen ermittelt. Maschinenzu-standsanalysen sind fast immer eineKombination aus umfangreichen meß-technischen Untersuchungen und visuel-len Inspektionen. Schwerpunkt istzunächst die mechanische Belastbarkeitder verschiedenen Maschinenbauteile inden einzelnen Maschinenbereichen. Dieseäußert sich ganz wesentlich im Schwin-gungsverhalten, so daß Schwingungsana-lysen bei einer Beurteilung des Maschi-nenzustandes nicht fehlen dürfen.
Ergänzt werden diese grundlegendenAnalysen durch weiterführende Untersu-chungen im Hinblick auf die Prozeßopti-mierung. Neben den rein mechanischen(meßtechnischen) Untersuchungen bietetVoith Sulzer als Anlagenhersteller mitseiner Kenntnis des Herstellungsprozes-ses aber vor allem auch die Möglichkeit,die gesamte Auslegung des Prozesses zuüberprüfen. Dazu gehört neben der Aus-legung des konstanten Teils auch dieDimensionierung der Vakuum-Systemeund die der elektrischen und mechani-schen Antriebe. Auf diese Weise steht einService aus einer Hand zur Verfügung,mit dessen Hilfe nicht nur Schwachstel-len aufgedeckt werden, sondern vor allemMaßnahmen zur Verbesserung und Opti-mierung der Maschinenverfügbarkeit undder Maschinenproduktivität vorgeschla-gen werden können.
wegen ihrer Schwingungsanfälligkeit oderstehende Schaber ein wesentlicher Nach-teil. Je nach Antriebskonzept müssen ins-besondere im Bereich der Trockenpartiedie Getrieberäder überprüft werden. Teil-weise erhält man hierzu bereits aus dendurchgeführten SchwingungsmessungenHinweise auf die Qualität der Zahnein-griffe, da sich beschädigte Zahnflankendurch ein spezielles Schwingungsmusterbemerkbar machen. Zusätzlich werdenjedoch exemplarisch einzelne Zahnräderauch noch visuell überprüft und dasZahnspiel gemessen. Weiterhin mußbeachtet werden, daß offene Räder beihöheren Geschwindigkeiten auch zu einervermehrten, aber nicht gewünschtenGeräuschentwicklung führen. Bei älterenAnlagen kommt neben den funktionellenÜberprüfungen auch eine Beurteilung desKorrosionszustandes in Betracht. Insbe-sondere in der Naßpartie (Sieb- und Pres-senpartie) können erhebliche Beeinträch-tigungen der Wandstärken tragender Teile(Stuhlung, Hebel) auftreten (Abb. 8).Deshalb müssen an besonders kritischenStellen die Restwandstärken gemessenund auf ihre Zulässigkeit hin beurteiltwerden. Die erforderlichen Messungenwerden hier mit Ultraschallmeßgerätendurchgeführt.
3. Überprüfung der elektrischen AntriebeOftmals ist bei älteren Maschinen dieSteigerung der Produktionsgeschwindig-keit bereits durch das Antriebskonzept(z.B. Transmissionsantrieb) begrenzt. Aberauch wenn schon Einzelantriebe vorhan-den sind, muß überprüft werden, ob dieMotorleistung weiter gesteigert werdenkann. Dazu genügt es im ersten Schrittbei normalem Produktionsbetrieb die
Service

Forschung, Entwicklung54
1
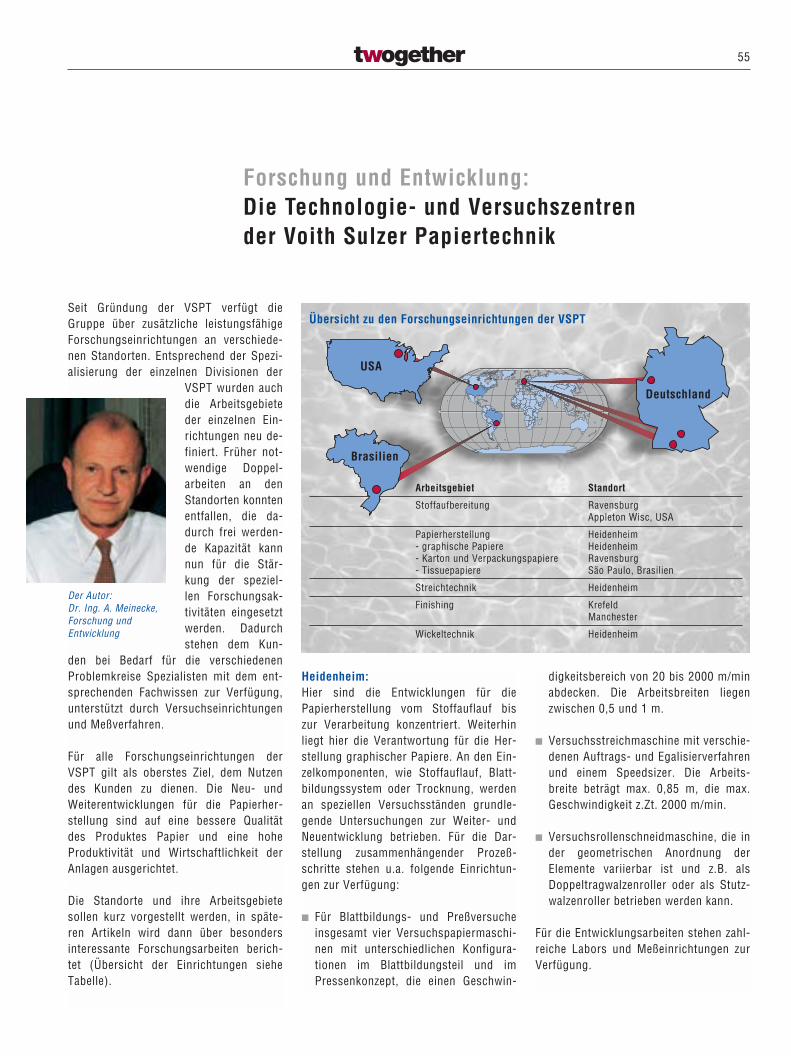
Seit Gründung der VSPT verfügt dieGruppe über zusätzliche leistungsfähigeForschungseinrichtungen an verschiede-nen Standorten. Entsprechend der Spezi-alisierung der einzelnen Divisionen der
VSPT wurden auchdie Arbeitsgebieteder einzelnen Ein-richtungen neu de-finiert. Früher not-wendige Doppel-arbeiten an denStandorten konntenentfallen, die da-durch frei werden-de Kapazität kannnun für die Stär-kung der speziel-len Forschungsak-tivitäten eingesetztwerden. Dadurchstehen dem Kun-
den bei Bedarf für die verschiedenenProblemkreise Spezialisten mit dem ent-sprechenden Fachwissen zur Verfügung,unterstützt durch Versuchseinrichtungenund Meßverfahren.
Für alle Forschungseinrichtungen derVSPT gilt als oberstes Ziel, dem Nutzendes Kunden zu dienen. Die Neu- undWeiterentwicklungen für die Papierher-stellung sind auf eine bessere Qualitätdes Produktes Papier und eine hoheProduktivität und Wirtschaftlichkeit derAnlagen ausgerichtet.
Die Standorte und ihre Arbeitsgebietesollen kurz vorgestellt werden, in späte-ren Artikeln wird dann über besondersinteressante Forschungsarbeiten berich-tet (Übersicht der Einrichtungen sieheTabelle).
Der Autor:Dr. Ing. A. Meinecke,Forschung und Entwicklung
55
Heidenheim: Hier sind die Entwicklungen für diePapierherstellung vom Stoffauflauf biszur Verarbeitung konzentriert. Weiterhinliegt hier die Verantwortung für die Her-stellung graphischer Papiere. An den Ein-zelkomponenten, wie Stoffauflauf, Blatt-bildungssystem oder Trocknung, werdenan speziellen Versuchsständen grundle-gende Untersuchungen zur Weiter- undNeuentwicklung betrieben. Für die Dar-stellung zusammenhängender Prozeß-schritte stehen u.a. folgende Einrichtun-gen zur Verfügung:
� Für Blattbildungs- und Preßversucheinsgesamt vier Versuchspapiermaschi-nen mit unterschiedlichen Konfigura-tionen im Blattbildungsteil und imPressenkonzept, die einen Geschwin-
digkeitsbereich von 20 bis 2000 m/minabdecken. Die Arbeitsbreiten liegenzwischen 0,5 und 1 m.
� Versuchsstreichmaschine mit verschie-denen Auftrags- und Egalisierverfahrenund einem Speedsizer. Die Arbeits-breite beträgt max. 0,85 m, die max.Geschwindigkeit z.Zt. 2000 m/min.
� Versuchsrollenschneidmaschine, die inder geometrischen Anordnung derElemente variierbar ist und z.B. alsDoppeltragwalzenroller oder als Stutz-walzenroller betrieben werden kann.
Für die Entwicklungsarbeiten stehen zahl-reiche Labors und Meßeinrichtungen zurVerfügung.
Forschung und Entwicklung:Die Technologie- und Versuchszentren der Voith Sulzer Papiertechnik
Übersicht zu den Forschungseinrichtungen der VSPT
Arbeitsgebiet Standort
Stoffaufbereitung RavensburgAppleton Wisc, USA
Papierherstellung Heidenheim- graphische Papiere Heidenheim- Karton und Verpackungspapiere Ravensburg- Tissuepapiere São Paulo, Brasilien
Streichtechnik Heidenheim
Finishing KrefeldManchester
Wickeltechnik Heidenheim
USA
Brasilien
Deutschland

56
Ravensburg: Die Forschungsarbeiten auf dem Gebietder Stoffaufbereitung sind hier zusam-mengezogen. Die Neu- und Weiterent-wicklung von Einzelprozessen und-maschinen, beginnend von der Auf-lösung bis hin zur Bleiche, wird an zahl-reichen Versuchseinrichtungen durchge-führt. Das Kernstück der Forschungsein-richtungen ist eine Stoffaufbereitungsan-lage, die alle wesentlichen Prozeßstufen,wie Auflösen, Sortieren und Reinigen,Flotieren, Dispergieren, Mahlen, Bleichenund Eindicken und Kreislaufwasser-Behandlungen enthält. In den Anlagenkönnen verschiedene Gesamtaufberei-tungs-Konzepte oder auch Teilprozesseunter praxisnahen Bedingungen darge-stellt werden. Mit der Einrichtung könnenkundenspezifische Konzepte für die Stoff-aufbereitung überprüft und optimiertwerden. Große Labors gewährleisten eineschnelle Ermittlung der Stoff- und Meß-werte aus den verschiedenen Prozeß-stufen.
Für die Herstellung von Karton und Ver-packungspapieren ist die Versuchspapier-maschine in Ravensburg spezialisiert.Über einen weiten Flächengewichts- undGeschwindigkeitsbereich können ein- undmehrlagige als auch mehrschichtigePapiere und Kartonsorten hergestellt wer-den. Die an den Blattbildungsteil an-schließende Pressenpartie gestattet dieDarstellung verschiedener Pressenanord-nungen unter Einbeziehung der neuestenNipcoFlex-Technik. Vorteilhaft ist dieräumliche Nähe zu der Stoffaufberei-tungsanlage, die es bei Bedarf gestattet,aus speziellen Rohstoffen den Faserstofffür die Blattbildungsversuche praxisnahaufzubereiten.
2
3
Abb. 1 (Seite 54): Heidenheim, Versuchspapiermaschine für graphische Papiere
Abb. 2: Heidenheim, Versuchs-Streichmaschine
Abb. 3: Heidenheim, Versuchs-Rollenschneidmaschine
Abb. 4: Ravensburg, Technologiezentrum Stoffaufbereitung
Abb. 5: Ravensburg, Versuchspapiermaschine für Karton und Verpackungspapiere
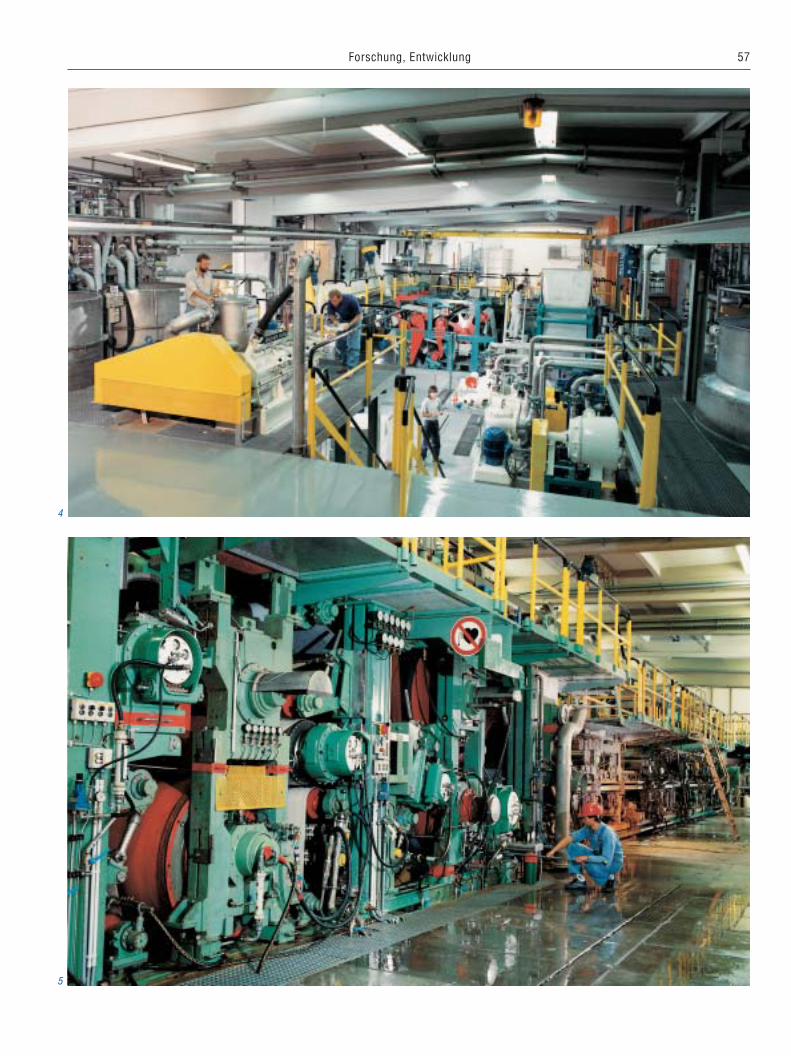
Forschung, Entwicklung 57
4
5

58
Krefeld: Hier, am Sitz der Finishing Division, wer-den die Forschungs- und Entwicklungsar-beiten auf dem Gebiet der Papierglättungdurchgeführt. Die Untersuchungen an denwesentlichen Bauelementen der Glättein-richtungen erfolgen an speziellen Ver-suchsständen, die z.T. mit sehr feinauflö-senden Meßeinrichtungen versehen sind.Anspruchsvolle Berechnungsprogrammegewinnen zunehmend an Bedeutung undkönnen einen Teil der umfangreichenexperimentellen Arbeiten ersetzen, bzw.abkürzen. Für die verschiedenen Glättver-fahren, wie Softglätten oder Satinieren,stehen komplette Einrichtungen zur Ver-fügung, die mit den entsprechendenHilfseinrichtungen – Befeuchten, Vorwär-men etc. – ausgerüstet sind. Sie gestat-ten die Auswahl und Optimierung derGlättverfahren und -parameter für diespeziellen Kundenanforderungen. Alsletzte Neuerung soll die Installation derVersuchsanlage des Janus-Konzeptesgenannt werden. Weitere Versuchsan-lagen für die Papierglättung stehen beiHunt & Moscrop in Manchester für Kun-denversuche zur Verfügung.
Appleton, Wis., USA: Der Altpapiereinsatz steigt auch in dernordamerikanischen Papierindustrie – be-sonders bei den graphischen Papieren –an. Für die Aufbereitung von Faserstof-fen, mit besonderem Schwerpunkt Altpa-pier, steht eine komplette Stoffaufberei-tungsanlage mit den verschiedenen Pro-zeßstufen zur Verfügung. Vom Auflösenüber das Sortieren, Reinigen, Flotieren,Dispergieren, Bleichen, Eindicken, oderKreislaufwasser-Behandlung, etc. könnennahezu alle Prozeßstufen praxisnaherprobt und optimiert werden. Aus Roh-
6
7
Abb. 6: Krefeld, Technologiezentrum der Finishing-Division mit Softnip Kalander
Abb. 7: Krefeld, Versuchs-Kalander für die Satinage
Abb. 8: Appleton, USA, Technologiezentrum mitSchwerpunkt Altpapierrecycling
Abb. 9: Appleton, USA, Versuchs-Deinkinganlage mit Flotationszellen Type E
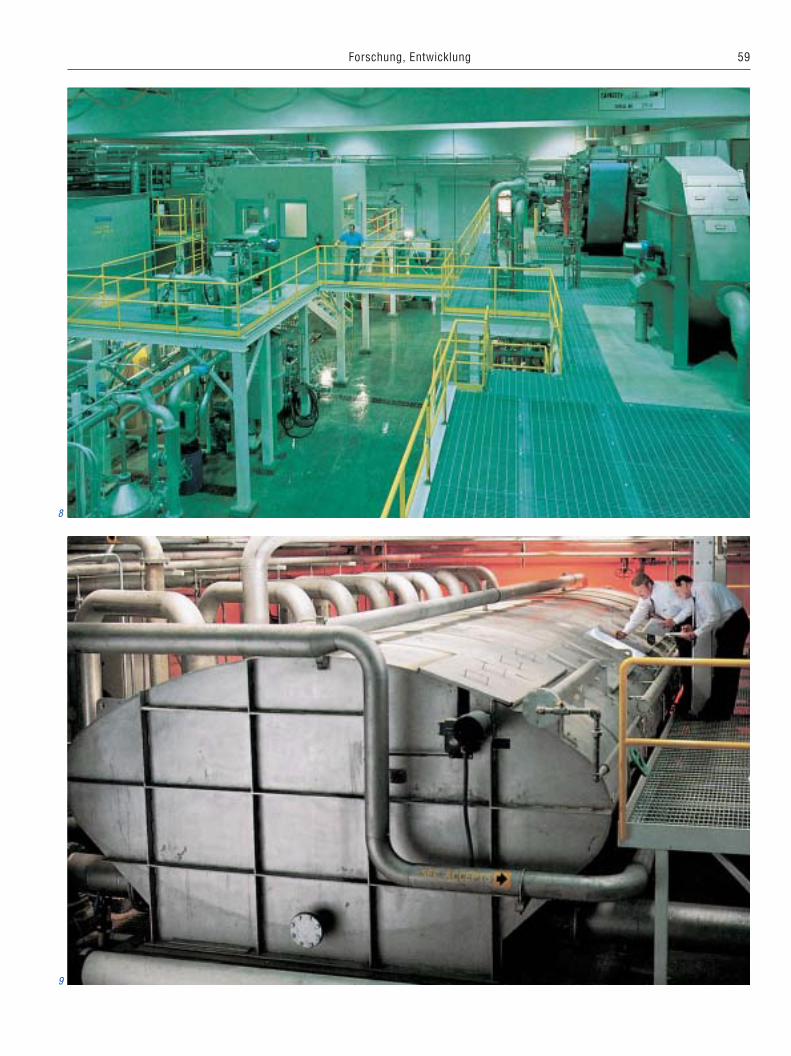
Forschung, Entwicklung
8
9
59
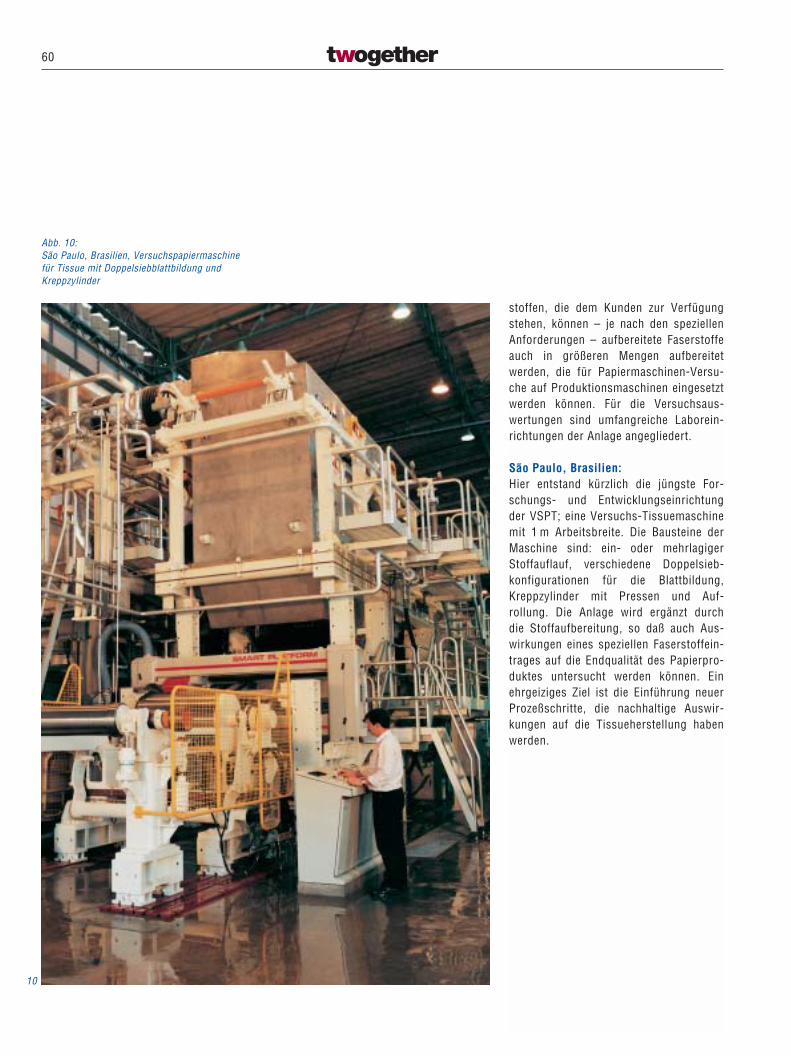
60
stoffen, die dem Kunden zur Verfügungstehen, können – je nach den speziellenAnforderungen – aufbereitete Faserstoffeauch in größeren Mengen aufbereitetwerden, die für Papiermaschinen-Versu-che auf Produktionsmaschinen eingesetztwerden können. Für die Versuchsaus-wertungen sind umfangreiche Laborein-richtungen der Anlage angegliedert.
São Paulo, Brasilien: Hier entstand kürzlich die jüngste For-schungs- und Entwicklungseinrichtungder VSPT; eine Versuchs-Tissuemaschinemit 1 m Arbeitsbreite. Die Bausteine derMaschine sind: ein- oder mehrlagigerStoffauflauf, verschiedene Doppelsieb-konfigurationen für die Blattbildung,Kreppzylinder mit Pressen und Auf-rollung. Die Anlage wird ergänzt durchdie Stoffaufbereitung, so daß auch Aus-wirkungen eines speziellen Faserstoffein-trages auf die Endqualität des Papierpro-duktes untersucht werden können. Einehrgeiziges Ziel ist die Einführung neuerProzeßschritte, die nachhaltige Auswir-kungen auf die Tissueherstellung habenwerden.
10
Abb. 10: São Paulo, Brasilien, Versuchspapiermaschine für Tissue mit Doppelsiebblattbildung undKreppzylinder
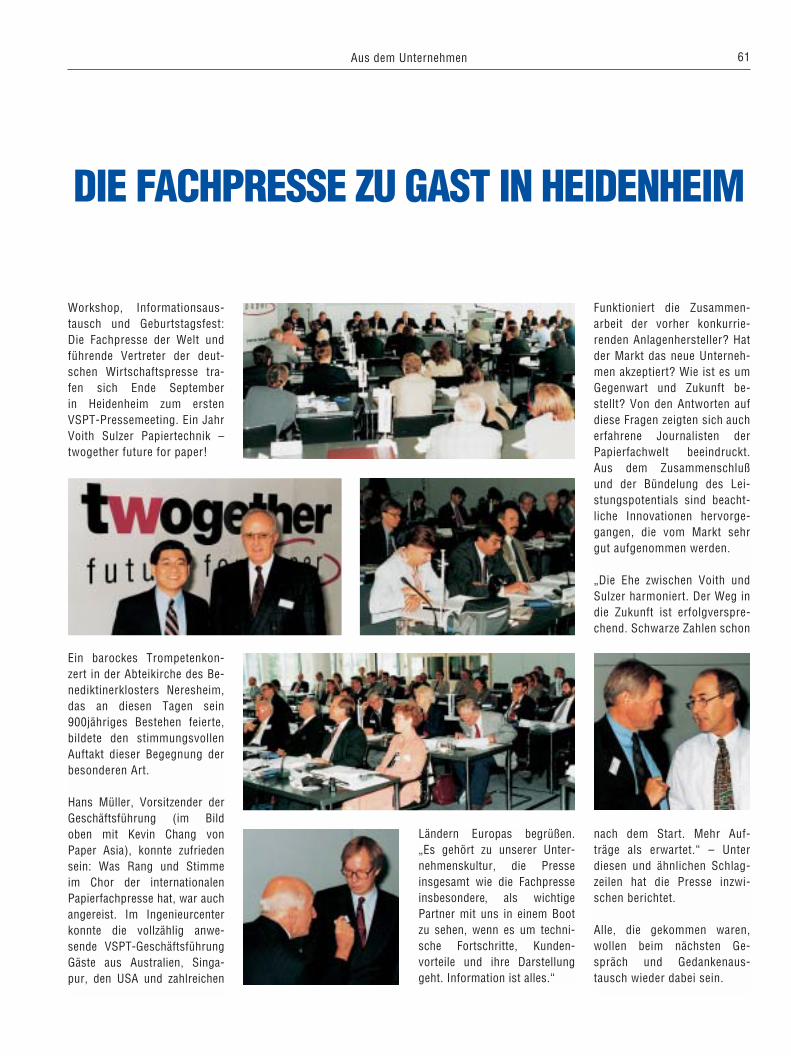
61Aus dem Unternehmen
DIE FACHPRESSE ZU GAST IN HEIDENHEIM
Workshop, Informationsaus-tausch und Geburtstagsfest:Die Fachpresse der Welt undführende Vertreter der deut-schen Wirtschaftspresse tra-fen sich Ende Septemberin Heidenheim zum erstenVSPT-Pressemeeting. Ein JahrVoith Sulzer Papiertechnik –twogether future for paper!
Ein barockes Trompetenkon-zert in der Abteikirche des Be-nediktinerklosters Neresheim,das an diesen Tagen sein900jähriges Bestehen feierte,bildete den stimmungsvollenAuftakt dieser Begegnung derbesonderen Art.
Hans Müller, Vorsitzender derGeschäftsführung (im Bildoben mit Kevin Chang vonPaper Asia), konnte zufriedensein: Was Rang und Stimmeim Chor der internationalenPapierfachpresse hat, war auchangereist. Im Ingenieurcenterkonnte die vollzählig anwe-sende VSPT-GeschäftsführungGäste aus Australien, Singa-pur, den USA und zahlreichen
Ländern Europas begrüßen.„Es gehört zu unserer Unter-nehmenskultur, die Presseinsgesamt wie die Fachpresseinsbesondere, als wichtigePartner mit uns in einem Bootzu sehen, wenn es um techni-sche Fortschritte, Kunden-vorteile und ihre Darstellunggeht. Information ist alles.“
Funktioniert die Zusammen-arbeit der vorher konkurrie-renden Anlagenhersteller? Hatder Markt das neue Unterneh-men akzeptiert? Wie ist es umGegenwart und Zukunft be-stellt? Von den Antworten aufdiese Fragen zeigten sich aucherfahrene Journalisten derPapierfachwelt beeindruckt.Aus dem Zusammenschlußund der Bündelung des Lei-stungspotentials sind beacht-liche Innovationen hervorge-gangen, die vom Markt sehrgut aufgenommen werden.
„Die Ehe zwischen Voith undSulzer harmoniert. Der Weg indie Zukunft ist erfolgverspre-chend. Schwarze Zahlen schon
nach dem Start. Mehr Auf-träge als erwartet.“ – Unterdiesen und ähnlichen Schlag-zeilen hat die Presse inzwi-schen berichtet.
Alle, die gekommen waren,wollen beim nächsten Ge-spräch und Gedankenaus-tausch wieder dabei sein.
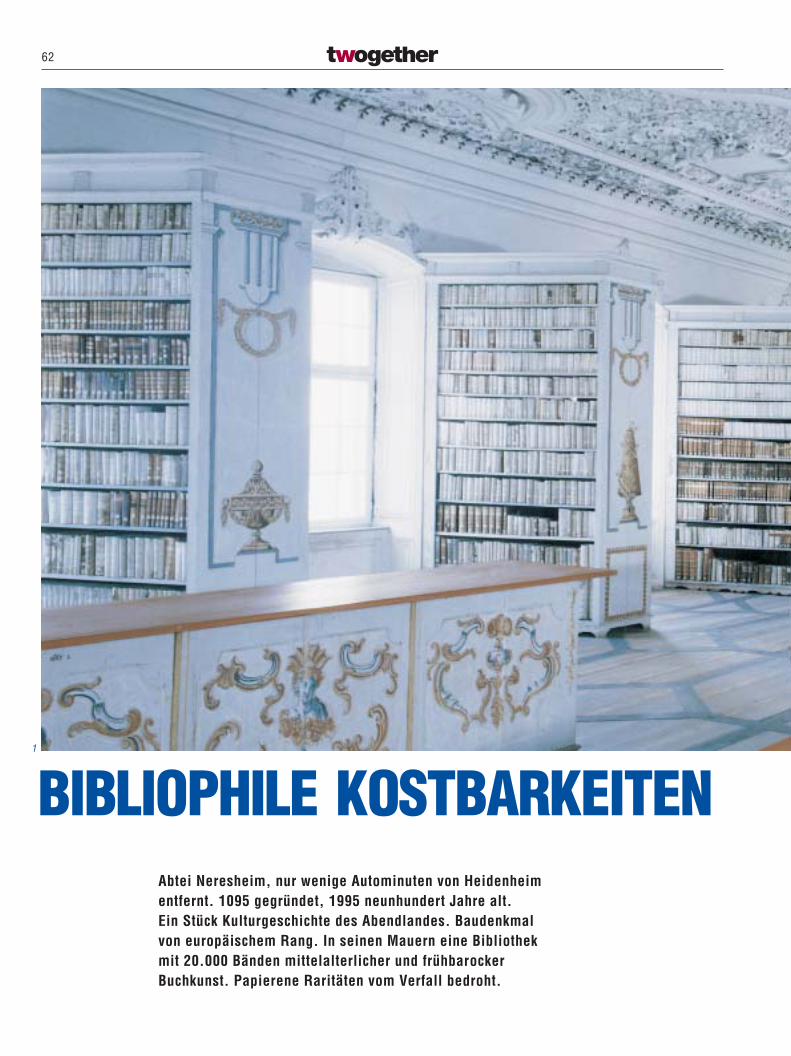
62
BIBLIOPHILE KOSTBARKEITENAbtei Neresheim, nur wenige Autominuten von Heidenheimentfernt. 1095 gegründet, 1995 neunhundert Jahre alt. Ein Stück Kulturgeschichte des Abendlandes. Baudenkmalvon europäischem Rang. In seinen Mauern eine Bibliothekmit 20.000 Bänden mittelalterlicher und frühbarockerBuchkunst. Papierene Raritäten vom Verfall bedroht.
1
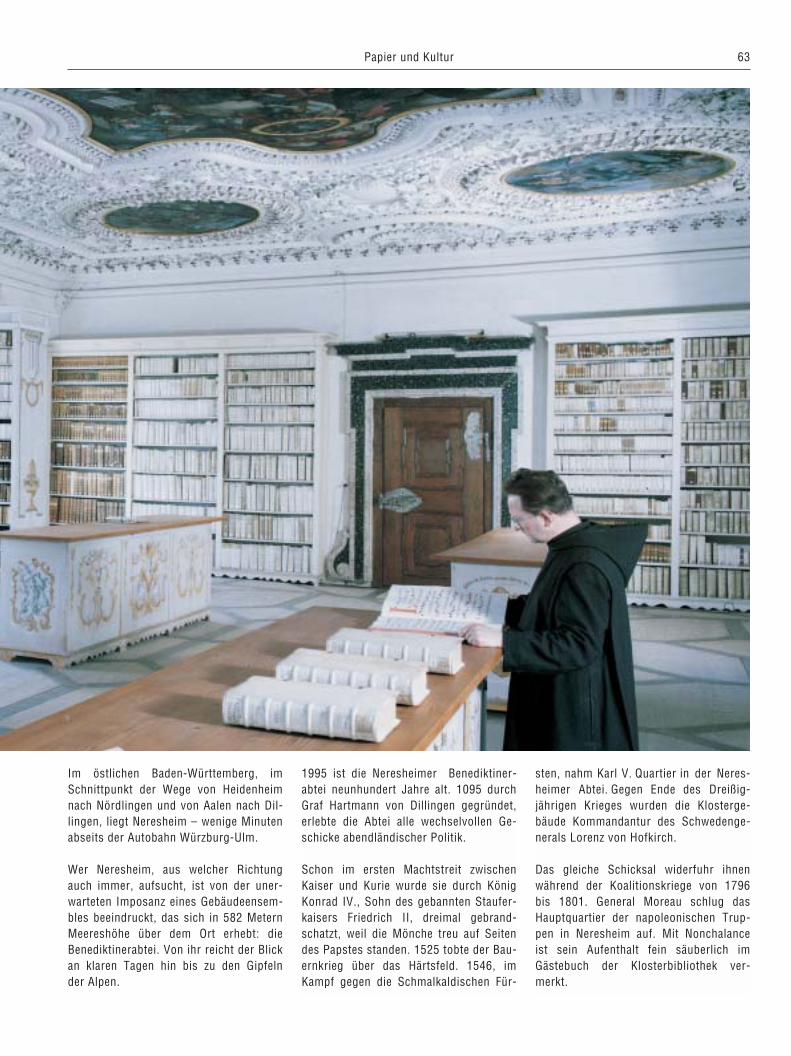
63
Im östlichen Baden-Württemberg, imSchnittpunkt der Wege von Heidenheimnach Nördlingen und von Aalen nach Dil-lingen, liegt Neresheim – wenige Minutenabseits der Autobahn Würzburg-Ulm.
Wer Neresheim, aus welcher Richtungauch immer, aufsucht, ist von der uner-warteten Imposanz eines Gebäudeensem-bles beeindruckt, das sich in 582 MeternMeereshöhe über dem Ort erhebt: dieBenediktinerabtei. Von ihr reicht der Blickan klaren Tagen hin bis zu den Gipfelnder Alpen.
Papier und Kultur
1995 ist die Neresheimer Benediktiner-abtei neunhundert Jahre alt. 1095 durchGraf Hartmann von Dillingen gegründet,erlebte die Abtei alle wechselvollen Ge-schicke abendländischer Politik.
Schon im ersten Machtstreit zwischenKaiser und Kurie wurde sie durch KönigKonrad IV., Sohn des gebannten Staufer-kaisers Friedrich II, dreimal gebrand-schatzt, weil die Mönche treu auf Seitendes Papstes standen. 1525 tobte der Bau-ernkrieg über das Härtsfeld. 1546, imKampf gegen die Schmalkaldischen Für-
sten, nahm Karl V. Quartier in der Neres-heimer Abtei. Gegen Ende des Dreißig-jährigen Krieges wurden die Klosterge-bäude Kommandantur des Schwedenge-nerals Lorenz von Hofkirch.
Das gleiche Schicksal widerfuhr ihnenwährend der Koalitionskriege von 1796bis 1801. General Moreau schlug dasHauptquartier der napoleonischen Trup-pen in Neresheim auf. Mit Nonchalanceist sein Aufenthalt fein säuberlich imGästebuch der Klosterbibliothek ver-merkt.
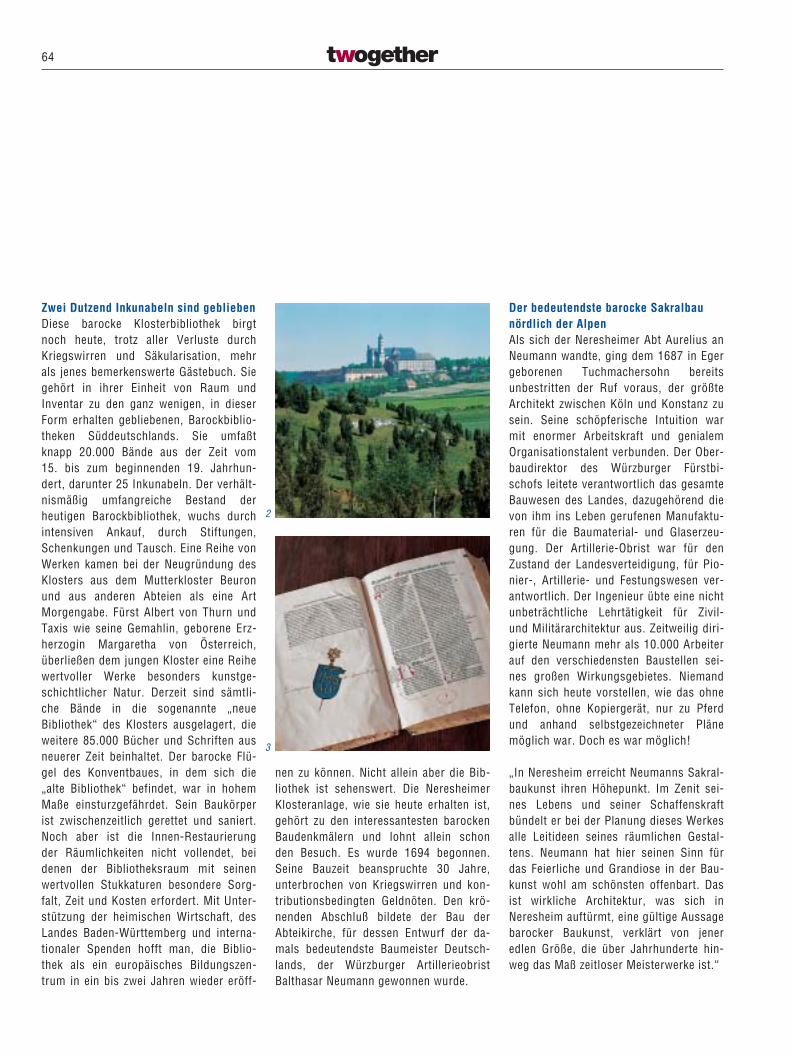
64
nen zu können. Nicht allein aber die Bib-liothek ist sehenswert. Die NeresheimerKlosteranlage, wie sie heute erhalten ist,gehört zu den interessantesten barockenBaudenkmälern und lohnt allein schonden Besuch. Es wurde 1694 begonnen.Seine Bauzeit beanspruchte 30 Jahre,unterbrochen von Kriegswirren und kon-tributionsbedingten Geldnöten. Den krö-nenden Abschluß bildete der Bau derAbteikirche, für dessen Entwurf der da-mals bedeutendste Baumeister Deutsch-lands, der Würzburger ArtillerieobristBalthasar Neumann gewonnen wurde.
Der bedeutendste barocke Sakralbau nördlich der AlpenAls sich der Neresheimer Abt Aurelius anNeumann wandte, ging dem 1687 in Egergeborenen Tuchmachersohn bereitsunbestritten der Ruf voraus, der größteArchitekt zwischen Köln und Konstanz zusein. Seine schöpferische Intuition warmit enormer Arbeitskraft und genialemOrganisationstalent verbunden. Der Ober-baudirektor des Würzburger Fürstbi-schofs leitete verantwortlich das gesamteBauwesen des Landes, dazugehörend dievon ihm ins Leben gerufenen Manufaktu-ren für die Baumaterial- und Glaserzeu-gung. Der Artillerie-Obrist war für denZustand der Landesverteidigung, für Pio-nier-, Artillerie- und Festungswesen ver-antwortlich. Der Ingenieur übte eine nichtunbeträchtliche Lehrtätigkeit für Zivil-und Militärarchitektur aus. Zeitweilig diri-gierte Neumann mehr als 10.000 Arbeiterauf den verschiedensten Baustellen sei-nes großen Wirkungsgebietes. Niemandkann sich heute vorstellen, wie das ohneTelefon, ohne Kopiergerät, nur zu Pferdund anhand selbstgezeichneter Plänemöglich war. Doch es war möglich!
„In Neresheim erreicht Neumanns Sakral-baukunst ihren Höhepunkt. Im Zenit sei-nes Lebens und seiner Schaffenskraftbündelt er bei der Planung dieses Werkesalle Leitideen seines räumlichen Gestal-tens. Neumann hat hier seinen Sinn fürdas Feierliche und Grandiose in der Bau-kunst wohl am schönsten offenbart. Dasist wirkliche Architektur, was sich inNeresheim auftürmt, eine gültige Aussagebarocker Baukunst, verklärt von jeneredlen Größe, die über Jahrhunderte hin-weg das Maß zeitloser Meisterwerke ist.“
Zwei Dutzend Inkunabeln sind gebliebenDiese barocke Klosterbibliothek birgtnoch heute, trotz aller Verluste durchKriegswirren und Säkularisation, mehrals jenes bemerkenswerte Gästebuch. Siegehört in ihrer Einheit von Raum undInventar zu den ganz wenigen, in dieserForm erhalten gebliebenen, Barockbiblio-theken Süddeutschlands. Sie umfaßtknapp 20.000 Bände aus der Zeit vom15. bis zum beginnenden 19. Jahrhun-dert, darunter 25 Inkunabeln. Der verhält-nismäßig umfangreiche Bestand derheutigen Barockbibliothek, wuchs durchintensiven Ankauf, durch Stiftungen,Schenkungen und Tausch. Eine Reihe vonWerken kamen bei der Neugründung desKlosters aus dem Mutterkloster Beuronund aus anderen Abteien als eine ArtMorgengabe. Fürst Albert von Thurn undTaxis wie seine Gemahlin, geborene Erz-herzogin Margaretha von Österreich,überließen dem jungen Kloster eine Reihewertvoller Werke besonders kunstge-schichtlicher Natur. Derzeit sind sämtli-che Bände in die sogenannte „neueBibliothek“ des Klosters ausgelagert, dieweitere 85.000 Bücher und Schriften ausneuerer Zeit beinhaltet. Der barocke Flü-gel des Konventbaues, in dem sich die„alte Bibliothek“ befindet, war in hohemMaße einsturzgefährdet. Sein Baukörperist zwischenzeitlich gerettet und saniert.Noch aber ist die Innen-Restaurierungder Räumlichkeiten nicht vollendet, beidenen der Bibliotheksraum mit seinenwertvollen Stukkaturen besondere Sorg-falt, Zeit und Kosten erfordert. Mit Unter-stützung der heimischen Wirtschaft, desLandes Baden-Württemberg und interna-tionaler Spenden hofft man, die Biblio-thek als ein europäisches Bildungszen-trum in ein bis zwei Jahren wieder eröff-
2
3
Papier und Kultur 65
4
Das twogether-Magazin erscheint zweimaljährlich in deutscher und englischer Ausgabe. Namentlich gekennzeichnete Beiträge externer Autoren sind freieMeinungsäußerungen. Sie geben nicht immerdie Ansicht des Herausgebers wieder.Zuschriften und Bezugswünsche werden an die Zentralredaktion erbeten.
Eine Information fürden weltweiten Kundenkreis,die Partner und Freunde der
Magazin für Papiertechnik
Herausgeber: Voith Sulzer Papiertechnik GmbH
Zentralredaktion:Dr. W. Möhle, Corporate Marketing,Voith Sulzer Papiertechnik GmbH,Telefon (0 73 21) 37 64 05,Telefax (0 73 21) 37 788,Postfach 1970, D-89509 Heidenheim.
Konzeptionelle und inhaltliche Bearbeitung:Manfred Schindler, D-73434 Aalen.
Gestaltung, Layout und Satz:MSW, Postfach 1243, D-73402 Aalen.
Copyright 11/95: Reproduktion und Vervielfältigungen nur nach ausdrücklicher Genehmigung der Zentralredaktion.
11/9
5/10
SDZ.
Das
chlo
rfre
iePa
pier
dies
esM
agaz
ins
ista
ufAn
lage
nun
dM
asch
inen
der
Voith
Sulz
erPa
pier
tech
nik
herg
este
llt.