s. 14 durch kunststoff zum multitalent - plastverarbeiter.de · robotik/greifer 26 pv_2016_06__01...
TRANSCRIPT

www.plastverarbeiter.de
Neue TechNologieN · kosTeNeffizieNz · erhöhTe MarkTchaNceN 06/16
Durch Kunststoff zum Multitalent
TiTelTheMa s. 14
iNTerviewDr. Eberhard Duffner: Noch viel Spielraum beim Freeformer20
heisskaNalsysTeMePlädoyer für den Einsatz von Etagenwerkzeugen36
cad-sofTwareEntwicklungszeit halbieren durch 3D-Visualisierung56
Juni 201667. Jahrgang
D 5614 unverb. Preisempfehlung
19,50 Euro
MarkTÜBersichT
Robotik
/Greifer
26
PV_2016_06__01 Titel.indd 2 14.06.2016 08:13:33
Warum Grenzen setzen, wenn die Zukunft offen ist?Unsere Kunststoffl ösungen helfen schon heute dabei, viele inno-vative E & E Anwendungen umzusetzen. Mit ALBIS können Design und Handling noch weiter optimiert werden. Lassen Sie uns die Branche gemeinsam inspirieren und begleiten Sie uns in die Zukunft.
www.albis.com
Vielleicht werden sich E-Papers eines Tages wie echte Zeitungen anfühlen.
IN TOUCH WITH PLASTICS
12_01_257_Az_EundE_A4_RZ.indd 1 24.06.15 14:59PV_2016_06__02_US 2.indd 2 10.06.2016 08:43:23

www.plastverarbeiter.de
EDITORIAL 3
2016 ist das Jahr der Großereignisse: Im Juni/Juli kämpfen 24 Fußball-Nationalmannschaften um die Europameisterschaft. Im August geht es dann mit den Olympischen Sommerspielen in Brasilien um Gold-, Silber- und Bronzemedallien.
Das dritte Groß ereignis ist Mitte Oktober die K in Düsseldorf.Alle drei Ereignisse haben gemeinsam, dass Kunststoff im Rampenlicht steht. Immerhin besteht die Ausstattung der Fußballer, von den Schuhen über das Trikot bis zu Tornetz und Ball, aus Kunststoff. Auch bei Olympia steht Kunst-stoff im Zentrum: angefangen bei der Bekleidung, über die Kunststoffbälle bei Badminton, Tischtennis oder Basketball, bis hin zu den Geräten, wie Ruderboote oder Turnmatten.Viel wichtiger aber ist, dass die Kunststoffbranche bei der Fußball EM und den Olympischen Spielen gleichermaßen wie auf der K ihre Neuentwick-lungen hinsichtlich Material und Verarbeitungsverfahren präsentiert. So ver-leihen PA, PP, PU und weitere Werkstoffe der Kleidung die für die jeweilige Sportart optimalen Eigenschaften. Sie machen sie reißfest, wärmend, oder kühlend. TPU und Co. kommen beispielsweise für die Sohlen der Fußball-, Rad,- und Laufschuhe zum Einsatz, damit sie leicht und dennoch je nach Bedarf flexibel und stoßdämpfend oder stabil sind. Ein ähnliches Bild ergibt sich bei einem Blick auf die Verarbeitungsverfahren: Am augenfälligsten sind hier additive Verfahren für die Sohlenherstellung von individuellen Sport-schuhen. Ebenso erwähnenswert sind die Verfahrensentwicklungen hinsicht-lich CFK-Verarbeitung, worüber sich etwa Radfahrer und Golfer freuen. All das sind Gründe, warum sich die Branche bei den ersten beiden Großereig-nissen genüsslich zurücklehnen und zufrieden das eigene Werk betrachten kann. Im Oktober wird es zwar (inter-)aktiver, aber auch spannender. Schließ-lich geht es dann um die Neuentwicklungen, deren Erfolge erst in der Zukunft öffentlich zu sehen sein werden. Ich freue mich auf alle drei Groß ereignisse des Kunststoffs.
Drei Kunststoff-Großereignisse
David Löh, Redakteur
Ich freue mich auf Ihre [email protected]
PV_2016_06__03 Editorial.indd 3 14.06.2016 12:31:37
www.plastverarbeiter.de 06 · 2016 · Plastverarbeiter
Produktion / AutomAtion
20 Noch viel SpielraumMit der Kampagne „Freiheit muss man erleben“ hat Arburg auf der K 2013 eine neue Ära der Kunststoffverarbeitung an-gekündigt. Der Bereichsleiter Entwicklung von Arburg spricht über das weitere Entwicklungspotenzial des Freeformer.
06/16 Vor-Ort-Reportage/Titelstory Im DetailTrendscout Checkliste ServiceLegende:
Werkzeuge und Formen
36 Plädoyer für EtagenwerkzeugeEs gibt viele gute Argumente für Etagenwerkzeuge. Ob sich ein solches für eine konkrete Anwendung eignet, muss aller-dings schon in einer frühen Projektphase geklärt werden. Dann werden aber große Rentabilitätspotenziale sichtbar.
BrAnche
3 Editorial Drei Kunststoff-Großereignisse14 titElStory
Kunststoff macht Kabel zum Tausendsassa
mArkt
6 NachrichtEN12 Plastverarbeiter-trendbarometer
Erfreulicher Jahresauftakt
Produktion / AutomAtion
20 Noch viel SpielraumInterview mit Dr. Eberhard Duffner, Arburg
32 trocknungszeit gewinnenGranulate energieeffizient behandeln
34 Beschnitt-technik für höchste ansprüche5-Achs-CNC-Technologie für Faserverbund-komponenten
23 KurzBErichtE
mArktüBersicht
26 30 anbieter von robotern, 29 anbieter von Greifern
Werkzeuge und Formen
36 Plädoyer für EtagenwerkzeugeHeißkanalsysteme in Etagenwerkzeugen
42 Speziell auf die Belange abgestimmtOptimal konfiguriertes Temperiersystem
41 KurzBErichtE
rohstoFFe
44 Silikongele schützen Elektronik-KomponentenVergussmaterialien für Leistungselektronik
48 EMi-abschirmdichtungen für alle anforderungen
Lösung mit hoher Leistungsfähigkeit in jeder Umgebung
50 KurzBErichtE
INHALT4
PV_2016_06__04-05 Inhalt.indd 4 14.06.2016 12:38:19

www.plastverarbeiter.de
Service
58 Wegweiser 59 Markt und Kontakt 66 Veranstaltungen 66 Impressum
Bildquelle Titel: Lapp
ULTRA FAST AUTOMATION1µs REAKTIONSZEIT
< Ersetzt dedizierte Hardware< Frei programmierbar< IEC 61131, Function Block Diagram< Reduziert CPU-Last< Reduziert Maschinen-Taktzeiten
TECHNOLOGYreACTION
www.br-automation.com/reACTION
rohSToffe
48 EMI-Abschirmdichtungen für allesDie Anwendungskriterien für industrielle EMI-Abschirmdich-tungen konnten bislang nur selten mit einer Lösung kom-plett abgedeckt werden. Die jüngste Generation auf Silikon-Elastomerbasis erfüllt nun die wichtigsten Anforderungen.
QuaLiTäTSSicherung / MeSSTechnik
52 100-Prozent-Kontrolle statt visuelles PrüfenInline-Prüfung von Carbonfaser-Gelegen
54 KurzbErIchtE
proDukTenTWickLung
56 Entwicklungszeit halbiert durch 3D-Visualisierung
CAD-Software für die Konstruktion von Kontaktlinsen
PV_2016_06__04-05 Inhalt.indd 5 14.06.2016 12:38:21

www.plastverarbeiter.de
MARKT6
06 · 2016 · Plastverarbeiter
Top TenDie Idee für eine Verfahrenslösung eines Verbund-Forschungsprojekts basiert auf der Kombination eines speziellen Granu-latextruders mit einem Knickarm-Robo-ter. Verschiedene Materialien, wie PP, PS, ABS, PC, TPE konnten bereits erfolg-reich extrudiert und erste großformatige Prototypen gebaut werden. Außerdem ließen sich die Materialien untereinander kombinieren. Damit ermöglicht das Ver-fahren neue Wege für den 3D-Druck.
Sachsen investiert im Rahmen des Bun-desexzellenzclusters „Technologiefusion für multifunktionale Leichtbaustruktu-ren“ der TU Chemnitz in Leichtbautech-nologien. Herzstück des neuen Leicht-bauzentrums ist die Spritzgießmaschine MXW 2500 von Krauss Maffei, die auf-grund vieler technischer Optionen eine hohe Flexibilität für Forschung und seri-ennahe Prototypenherstellung in Origi-nalgröße ermöglicht.
Das zunehmende Umweltbewusstsein der Anwender, aber auch die gute Wärmeübertragung von Wasser sorgen dafür, dass dieses Medium das Öl in Temperiergeräten nach und nach ersetzt. Der wachsende Funk tionsumfang durch intelligente Regler, Schnittstellen und Frequenzumrichter erhöhen zudem die Produktions- und Energieeffizienz der Geräte. Alle 33 Anbieter sind Teil der Marktübersicht auf plastverarbeiter.de.
1Großformatige Kunststoffbauteile mit großer Materialvielfalt drucken Mannshoch 3D-gedrucktwww.plastverarbeiter.de/72231
6ÜbernahmeBayer und BASF angeblich an Monsanto interessiertwww.plastverarbeiter.de/84790
3Generative Verfahren in SerieAdditive Fertigung ist schnell, flexibel und wirtschaftlichwww.plastverarbeiter.de/80645
8Produktion in Deutschland Kunststoffindustrie verzeich-net geringes Wachstumwww.plastverarbeiter.de/04964
2ÜbernahmeEvonik kauft Spezialadditiv-Sparte von Air Productswww.plastverarbeiter.de/83654
7Digitale Marktübersichten33 Anbieter von Temperier-geräten in der Übersichtwww.plastverarbeiter.de/91279
4SpritzgießmaschineLeichtbau in Großserie für die Automobilindustriewww.plastverarbeiter.de/27713
9Additive Fertigung Füllhalter mit 3D-Druck selbst gestaltenwww.plastverarbeiter.de/24083
5Wäge- und Dosiertechnik Brabender Technologie verlegt Firmensitzwww.plastverarbeiter.de/81101
10SpritzgießenHochfeste Faserverbund-Sandwichbauteilewww.plastverarbeiter.de/88204
Hier präsentiert der Plastverarbeiter jeden Monat die von den Besuchern des Online-Portals am häufigsten gelesenen Meldungen und Fachartikel.Klicken Sie doch mal rein: www.plastverarbeiter.de
Bildquelle: EHB, Schilling
Bildquelle: Krauss Maffei/TU Dresden
Bildquelle: GWK
PV_2016_06__06_News S2.indd 6 15.06.2016 09:01:20

1 LANXESS Lightweight design
LIGHTWEIGHT ENERGIZED BY
Leichtbau ist ein wichtiger und Erfolg versprechender Weg zu Lösungen für eine Grüne Mobilität. Technische Kunststoffe und Composites besitzen dabei zentrale Bedeutung, denn sie werden bei geringem Gewicht vielen Anforderungen an Stabilität, Haltbarkeit, Sicherheit und Ästhetik gerecht. Mit unseren Hightech-Produkten Durethan®, Pocan® und dem thermoplastischen Faserverbundwerkstoff Tepex® erschließen wir unseren Kunden beim Leichtbau immer neue Möglichkeiten. Neben Hightech-Werkstoffen ver-fügt LANXESS auch über umfangreiche Erfahrung sowie modernste Konstruktions- und Simulationstechniken für die Entwicklung anspruchsvoller Leichtbauanwendungen. Sprechen Sie mit unseren Experten. www.leichtbau.lanxess.de
LA
NX
ES
S D
EU
TS
CH
LA
ND
GM
BH
I B
U H
IGH
PE
RF
OR
MA
NC
E M
AT
ER
IAL
S |
50
56
9 K
ÖL
N |
DE
UT
SC
HL
AN
D |
LX
S-H
PM
-06
6D
E
PV_2016_06__07_Anzeigenseite 1.indd 7 10.06.2016 08:44:00

www.plastverarbeiter.de
MARKT8
06 · 2016 · Plastverarbeiter
Sinischa Horvat wurde am 3. Juni 2016 zum Vorsitzen-den des Betriebsrats der BASF SE, Lud-wigshafen, gewählt. Er folgt Robert Oswald
(60) nach, der während der Vertrauens-leute-Vollversammlung der BASF am 11. Mai bekannt gegeben hatte, dass er sein Amt niederlegt, um einen geordne-ten Übergang und einen Generations-wechsel im Betriebsrat zu ermöglichen.
Markus Neuhaus ist ab sofort Ver-triebsleiter für die Schmelzezuführungs-systeme von Nordson Polymer Processing Systems (PPS), Müns-
ter, für Nord- und Ostdeutschland. Be-gonnen hat er seine Karriere als Anlagen-bediener.
Achim Ebel, der frühere Gesellschafter und Geschäftsführer von B+B Anlagenbau, Willich, ist als Be-reichsleiter Waschan-
lagen bei Herbold Meckesheim, Meckes-heim, eingetreten.
PersonalienEuromold 2016 zieht nach München um
Werkzeugbau Düsseldorf ist passé: Die Euro-mold findet in diesem Jahr vom 25. bis 27. Oktober 2016 auf dem Messegelände in München statt – zusammen mit der Airtec 2016, einer Luft- und Raumfahrt-Messe. Nach einem kurzen Gastspiel in Nordrhein-Westfalen zieht die Messe nun auf das Messegelände nach München. Mit der Entschei-dung für diesen Schritt folgt die Euromold vor al-lem dem in den vergangenen Monaten mehr und mehr aus der Branche geäußerten Wunsch nach einem Umzug in die bayerische Landeshauptstadt.Die Synergie der beiden Messen ist dann auch ein Hauptgrund für die Entscheidung, mit der Euro-mold 2016 nach München zu gehen. Als Branchen-
treffpunkt für den 3D-Druck – also für die Welt der additiven Fertigungsverfahren – bietet sich die Nähe zur Luft- und Raumfahrt geradezu an. Wie Peter Sander, Manager Emerging Technologies bei Airbus kürzlich in der Presse zitiert wurde, werde man ab 2018 bei jedem A350-900 eine Tonne Gewicht pro Flugzeug durch den Einsatz von 3D-Druck einsparen.� n�
Infos + Kontaktwww.plastverarbeiter.de/72740
Borealis will MTM Plastics und MTM Compact kaufen
Borealis steigt ins Recycling-Geschäft ein.
Halle auf Düsseldorfer Messegelände abgebrannt
Recycling Borealis, Wien, Österreich, gab den Abschluss eines Vertrags zur vollständigen Über-nahme der deutschen Kunststoffrecycling-Unter-nehmen MTM Plastics und MTM Compact bekannt. Diese Transaktion bedarf der Genehmigung durch die Wettbewerbsbehörden. Das in Niedergebra, Deutschland, ansässige Unternehmen MTM Plas-tics gilt als Technologieführer im Bereich des Re-cyclings gemischter Post-Consumer-Kunststoffab-fälle und ist einer der größten europäischen Her-steller von Post-Consumer-Polyolefin-Rezyklaten. „Kunststoffe sind einfach zu wertvoll, um auf De-ponien entsorgt zu werden. Kunststoffrecycling
schafft einen Kreislauf an Geschäftschancen in einem wachsenden Markt und im Rahmen einer
Kunststoffmesse K Laut Medienberichten brannte die ehemalige Halle 18 auf dem Düssel-dorfer Messegelände am Dienstag, den 7. Juni 2016, vollständig aus. Wie die Rheinische Post berichtet, stand die Halle lichterloh in Flammen. Die Halle war früher ein Lager der Messegesell-schaft. Bis zu dem Brand kamen auf den 6.000 m² knapp 300 Flüchtlinge unter. Von ihnen erlitten 21 eine Rauchgasvergiftung. Die brennende Halle ist vom Messegeschehen weit genug entfernt. Darum wird der Brand voraussichtlch auch keine Auswir-kungen auf die Mitte Oktober stattfindende K 2016 haben. Die Ursache für das Feuer war zum Redaktionsschluss noch unklar, es besteht Ver-dacht auf schwere Brandstiftung.� n
Infos + Kontaktwww.plastverarbeiter.de/31070
Die Halle 18 des Düsseldorfer Messegelände brannte am 7. Juni vollständig aus.
Bild
quel
le: C
hris
sgre
y –
Foto
lia.c
om
breiteren Nachhaltigkeitsagenda“, erklärt Alfred Stern, Borealis Executive Vice President Polyolefins und Innovation & Technology. „Es gibt zahlreiche Bereiche, in denen das mechanische Recycling von Post-Consumer-Abfällen sowohl wirtschaftlich als auch ökologisch sinnvoll ist.“� n�
Infos + Kontaktwww.plastverarbeiter.de/19262
Bild
quel
le: m
tm p
last
ics,
mtm
com
pact
PV_2016_06__08_News S3.indd 8 14.06.2016 13:56:34

Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Evonik beendet PMMA-Produktion in GramatneusiedlKunststoff-Rohstoffhersteller Evonik Industries, Essen, beabsich-tigt, das Werk des Tochterunterneh-mens Evonik Para-Chemie in Gra-matneusiedl, Österreich, zum 31. Dezember 2017 zu schließen. Dort sind derzeit gut 150 Mitarbeiter be-schäftigt. Das Werk gehört zum Seg-ment Evonik Performance Materials und produziert dort PMMA. Hinter-grund der Entscheidung ist der inten-sive Wettbewerb auf dem Markt für PMMA. Dieser sei mit einem hohen Preisdruck verbunden und lasse ei-nen nachhaltig wirtschaftlichen Be-trieb des Werks Gramatneusiedl nicht mehr zu, meldet Evonik. Das Unter-nehmen habe aber nach eigenen An-gaben Alternativen zur Stilllegung des Betriebs ausgiebig geprüft. „Die Schließung zum Jahresende 2017 ist unsere einzige verbleibende Möglich-keit. Unseren Kunden sichern wir weiterhin eine sorgfältige Ausfüh-rung der Aufträge zu“, erklärt Martin Krämer, Leiter des Geschäftsgebiets Acrylic Products, zu dem Evonik Para-Chemie gehört. Alle mitarbeiterbezo-genen Maßnahmen will das Unter-nehmen mit den Arbeitnehmervertre-tern partnerschaftlich aushandeln.�n
Infos + Kontaktwww.plastverarbeiter.de/31519
Deutsche Robotik- und Automationsbranche wächst um 7 Prozent
Robotik Die deutsche Robotik- und Automationsbranche hat 2015 ein Rekord-Umsatzvolumen von 12,2 Mrd. EUR erwirtschaftet. „Die Robotik und Automation zeigt sich erneut in ausgezeichneter Verfas-sung“, sagt Dr. Norbert Stein, Vor-standsvorsitzender von VDMA Robo-tik + Automation, Frankfurt, anläss-lich des Pressegesprächs beim VDMA in Frankfurt am 1. Juni 2016. „Der
große weltweite Bedarf an Robotik, Industrieller Bildverarbeitung und Integrated Assembly Solutions lässt unsere Branche optimistisch in die Zukunft blicken.“ Für 2016 erwartet er ein Wachstum von 2 Prozent auf dann 12,5 Mrd. EUR.Die Weichen für den Kollegen Roboter werden in der Mehrzahl der deut-schen Betriebe bereits gestellt: 52 Prozent haben entweder schon mit
Industrie-Robotern automatisiert oder analysieren derzeit konkret die Einsatzmöglichkeiten von Roboter-technik für das eigene Unternehmen. 27 Prozent sind grundsätzlich inter-essiert. Dies sind die Ergebnisse ei-ner aktuellen Befragung von Unter-nehmensentscheidern durch die Fachmesse Automatica.„Der Siegeszug von Industrie-Robo-tern in kleinen und mittelgroßen Un-
ternehmen wird durch die günstige-ren Preise der neuen Generation von Leichtbaurobotern und die flexible Bedienbarkeit vorangetrieben“, sagt Falk Senger, Messegeschäftsführer und Auftraggeber des Automatica-Trend-Index 2016.� n
Infos + Kontaktwww.plastverarbeiter.de/22951
www.plastverarbeiter.de
MARKT 9
Der Milacron eSTORE ist ab sofort online. Der neue eSTORE bietet mit DME-Formkomponenten, Industriebedarf, Mold-Masters Heißkanalsystemen und Ersatzteilen sowie Ersatzteilen für Milacron Spritzgießmaschinen alles aus einer Hand – rund um die Uhr.Sind Sie bereit für die neue Generation eSTORE?Kontaktieren Sie uns und erfahren Sie mehr unter estore.milacron.com.
PV_2016_06__09_News S4.indd 9 10.06.2016 14:37:43

www.plastverarbeiter.de
MARKT10
06 · 2016 · Plastverarbeiter
Kistler kauft Messsystem-HerstellerQualitätssicherung Kistler, Winterthur, Schweiz, übernimmt die Schatz AG, Remscheid, sowie deren amerikanische Verkaufs- und Service-gesellschaft Schatz USA, Inc., Holly, USA. Von der Akquisition erhofft sich Kistler neue Anwendungs-möglichkeiten im Bereich der Qualitätssicherung in der industriellen Produktion. Die Übernahme ist, wie Rolf Sonderegger, CEO von Kistler, ausführt, „ein logischer Schritt in der Umsetzung der über-geordneten Wachstumsstrategie. Wir wollen mit unserer Messtechnologie weitere dedizierte An-wendungen abdecken und vermehrt ganze Syste-me sowie gezielte Serviceleistungen anbieten.“ Die Schatz-Gruppe produziert unter anderem Labor-systeme zur Analyse von Schraubverbindungen, Kalibriereinrichtungen und Prüfsysteme für Dreh-momentwerkzeuge sowie portable Messsysteme zur Stichprobenprüfung.� n
Infos + Kontaktwww.plastverarbeiter.de/53094
Engel weiter auf Wachstumskurs
Positive Geschäftsentwicklung Im Ge-schäftsjahr 2015/16 konnte Engel Austria, Schwertberg, Österreich, seinen Umsatz erneut steigern. Weltweit erwirtschaftete die Unterneh-mensgruppe 1,25 Mrd. EUR. Knapp 100 Mio. EUR werden im Geschäftsjahr 2016/17 in den weiteren Ausbau der Standorte und Kapazitäten investiert.Zum Erfolg der Unternehmensgruppe tragen alle Regionen und Geschäftsfelder bei. „Wir konnten im Geschäftsjahr 2015/16 unsere gute Marktposition in Europa festigen und haben unsere Marktanteile in Asien und Amerika ausgebaut“, berichtet Dr.
Christoph Steger, Vertriebsgeschäftsführer der En-gel Holding. Ungeachtet des sich insgesamt leicht abschwächenden Wachstums und des Rückgangs in wenigen einzelnen Ländermärkten rechnet man für das Geschäftsjahr 2016/17 mit einem sich weiterhin auf hohem Niveau bewegenden Auf-tragseingang.Insgesamt knapp 100 Mio. EUR investiert das Un-ternehmen im Geschäftsjahr 2016/17 in seine Standorte. Davon verbleibt der größte Teil in Öster-reich. Seit dem Sommer vergangenen Jahres wird das Stammwerk in Schwertberg deutlich erweitert.
Noch während der Bauphase wurde der Umfang aufgestockt. Statt zwei erhält der Neubau jetzt drei Obergeschosse. Das neue Gebäude schließt sich an das 2009 errichtete Technologiezentrum an und wird mehr als 10.000 m2 Nutzfläche bieten. Davon entfallen über 6.000 m2 auf Büroräume für die Vertriebs- und Serviceteams.Weitere Baumaßnahmen für Schwertberg sind be-reits in Planung. Dabei liegt der Fokus auf dem Ausbau der Montagekapazität. Unter anderem wird die 2013 errichtete Halle Nord erweitert. „Vor allem für das mittlere Schließkraftsegment schaffen wir mehr Platz“, so Dr. Stefan Engleder, Geschäftsfüh-rer Technik und Produktion. „Ein weiterer Schwer-punkt der geplanten Investition ist das Kunden-technikum.� n
Infos + Kontaktwww.plastverarbeiter.de/87586
Bild
quel
le: E
ngel Die Engel Geschäftsleitung (von links):
Dr. Peter Neumann (CEO), Dr. Christoph Steger (CSO), Dr. Stefan Engleder (CTO) und Klaus Siegmund (CFO)
Besucherrekord bei regionaler Werkzeubau-Messe
Mit knapp 2.000 Gästen kamen 20 Prozent mehr Besucher als im Vorjahr. Damit sieht der Veranstalter das Messekonzept bestätigt, sich auf das Einzugsgebiet Bayern und Baden-Würt-temberg zu konzentrieren.
Bild
quel
le: H
anse
r
WFB in Augsburg Am 7. und 8. Juni fand in Augsburg zum fünften Mal die WFB, Fachmesse für Werkzeug- und Formenbau, statt. Knapp 2.000 Be-sucher kamen auf das Messegelände in Augsburg, wo sich rund 130 Aussteller präsentierten.Die Aussteller deckten alle Bereiche der Prozess-kette des Werkzeug- und Formenbaus ab. Dazu gehörten Normalien, Werkzeugmaschinen, Auto-
matisierung, Erodieren, Präzisionswerkzeuge und Software. Am zweiten Messetag war klar, dass die Veranstaltung auf einen neuen Besucherrekord zusteuerte: Mit knapp 2.000 Gästen kamen 20 Prozent mehr Besucher als im Vorjahr. Damit sieht der Veranstalter das Messekonzept bestätigt, sich auf das Einzugsgebiet Bayern und Baden-Württemberg zu konzentrieren. Neben der im Ver-gleich zum Vorjahr gestiegenen Besucherzahl sieht sich Petra Ziegler, Verlagsleiterin Tagungen und Messen, Carl Hanser Verlag, auch durch die Zufriedenheit der Aussteller bestätigt. Andreas Sutter, Marketingleiter von Meusburger, zum Bei-spiel sagt: „Wir sind mit den zwei Tagen bisher sehr zufrieden, wir haben gute Gespräche gehabt am Stand. Aufgrund der Regionalität sind die Be-sucher wesentlich entspannter als auf Großmes-sen. Sie hetzen nicht so durch, sondern haben Zeit für Gespräche.“� n
Infos + Kontaktwww.plastverarbeiter.de/71660.
PV_2016_06__10_News S1.indd 10 13.06.2016 14:53:47

MARKT 11
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Freudenberg eröffnet Werk in der Türkei
Dichtungen Die Freudenberg-Geschäftsgruppe Freudenberg Sealing Technologies hat im türki-schen Bursa rund 10 Mio. EUR investiert und ein neues Werk eingeweiht, denn die türkische Automo-bilindustrie ist ein wichtiger Markt für die Gruppe. „Dieser Schritt ermöglicht uns eine noch engere Partnerschaft mit zahlreichen vor Ort produzieren-den Automobilherstellern und weiteren Industrie-unternehmen. Zudem positionieren wir uns nach-haltig in einem strategisch vielsprechenden Markt“, sagt Dr. Mohsen Sohi, Sprecher des Vor-stands der Freudenberg-Gruppe. Der Standort be-findet sich im Industriezentrum Hoyab auf einem Gelände von etwa 14.000 m2. Von dort aus werden Industrien, wie Automobil, Landwirtschaft, Energie und Maschinenbau, beliefert. „Mit dieser Investi-tion haben wir in Bursa eines der modernsten Werke unseres weltweiten Produktionsnetzwerks geschaf-fen und unsere Kapazitäten vor Ort fast verdop-pelt“, so Claus Möhlenkamp, Vorsitzender der Ge-schäftsleitung von Freudenberg Sealing Technolo-gies. Das Werk entspricht modernen Sicherheits- und Umweltschutzbestimmungen. Zudem ist es mit
einem Erdbebenschutz ausgestattet. Die türkische Automobilindustrie ist ein wichtiger Markt für die Unternehmens-Gruppe. Laut Behördenangaben stiegen die Produktion im Jahr 2015 um 16 Prozent und der Export um 12 Prozent im Vergleich zum Vorjahr. In Bursa werden zwei Drittel der rund 800.000 jährlich in der Türkei gefertigten Automo-bile produziert. Weiteres Wachstum sieht das Un-ternehmen in Zielmärkten wie der Energie-erzeugung, dem Bergbau, der Metallverarbeitung, dem Maschinenbau und der Bauindustrie.� n
Infos + Kontaktwww.plastverarbeiter.de/49483
Klöckner Pentaplast erwei-tert ProduktionskapazitätKunststofffolien Ab Frühjahr 2017 soll eine neue Laminieranlage in Betrieb sein und am Stand-ort Montabaur des Folienherstellers Klöckner Penta-plast, Heiligenroth, laminierte Aclar-Pharmafolien herstellen. Die neue Anlage soll bis Ende 2017 für die gesamte KP-Pentapharm-Aclar-Produktreihe betriebsbereit sein. Durch diese Investition macht das Unternehmen an seinem Schweizer Standort in Bern Kapazitäten frei, um dort mehr PVdC-be-schichtete Hochbarriere-Pharmafolien zu produzie-ren. Bei Bedarf kann der Standort Bern aber auch zusätzlich für die Aclar-Laminierung genutzt wer-den. „Dieser Kapazitätsausbau ist Teil der langfris-tigen Strategie. Wir nutzen unsere globale Präsenz, um die gesamte Wertschöpfungskette zu optimie-ren und noch schneller auf die derzeitigen und künftigen Anforderungen unserer Pharmakunden einzugehen“, erklärt Markus Pischulti, Business Director, Pharmaceutical Films Emea.� n
Infos + Kontaktwww.plastverarbeiter.de/59241
Freudenberg eröffnet Werk in der Türkei
Bild
quel
le: S
alim
Ser
dar B
ali
Vera
nsta
lter:
Mac
k Br
ooks
Exh
ibiti
ons L
tdInternationale Fachmesse für Polyurethan-Verarbeitung
10% FRÜHBUCHERRABATT! Buchen Sie jetzt Ihren Stand!
• Roh- und Hilfsstoffe• Materialien/Werkstoffe• PU-Produkte & -Systeme• Maschinen & Anlagen,
Geräte & Zubehör• Dienstleistungen
www.pse-europe.de
• Fokus auf innovative PU-Anwendungen• Live-Präsentationen von Maschinen und Lösungen • Forenreihen für Networking und Know-how-Austausch
Buchen Sie jetzt Ihren Stand!10% FRÜHBUCHERRABATT! Buchen Sie jetzt Ihren Stand!
MOC München27. – 29. Juni 2017
Die Plattform zur gezielten Neukunden gewinnung und Markterschlieβung in der PU-Industrie
PV_2016_06__11_News S5.indd 11 10.06.2016 14:40:40

www.plastverarbeiter.de
MARKT12
06 · 2016 · Plastverarbeiter
Stärkstes Wachstum seit zwei JahrenIm ersten Quartal 2016 wuchs die Pro-duktion der Kunststoffverarbeitung re-al um 3,5 Prozent. Das ist das stärkste Wachstum seit zwei Jahren. Der Jah-resauftakt ist also gelungen. Allerdings wurde dieses Plus fast ausschließlich im Februar erzielt. Im Januar lag das Wachstum bei 0,8 Prozent, im Februar bei 7,4 Prozent und im März waren es -0,9 Prozent. Im Vorjahr war die März-Produktion um 5,8 Prozent gestiegen, der Basiseffekt macht sich also be-merkbar. Der Start ist verheißungsvoll, aber es gibt Unsicherheiten. n
Halbzeuge deutlich unter dem Vorjahr Halbzeuge waren 2015 eine Konjunk-turstütze in der Kunststoffverarbei-tung und erreichten bei Wachstums-raten von jeweils drei Prozent ein Re-kordniveau. Im ersten Quartal 2016 beträgt das Wachstum nur noch 1,1 Prozent, die Wachstumsrate liegt damit bei weniger als einem Drittel des Vorjahres. Schon im Januar und Febru-ar wuchs die Produktion nur um zwei Prozent, aber im März ging sie um ein Prozent zurück. Vielleicht ist es nur ei-ne vorübergehende Schwäche bedingt durch den frühen Ostertermin. n
Erfreulicher JahresauftaktIm April hatten wir 2015 anhand der Daten für Januar und Februar einen Blitzstart der Kunststoff-verarbeitung ins neue Jahr konstatiert. Nun liegen auch die Daten für den März vor. Die Frage war: Würde sich der starke Jahresbeginn fortsetzen? Die Antwort ist wie so oft: Jein.
Trendbarometer
AutorWinfried Pfenning ist freier Mitarbeiter des Plastverarbeiter.
Trendbarometerwww.plastverarbeiter.de/[email protected]
Quelle: Destatis
Quelle: Destatis
Die Automobilindustrie macht sich mit intelligenter Technik auf den Weg in die Zukunft. Und ENGEL begleitet Ihr Unternehmen gerne dabei: mit Kompetenz, Erfahrung und visionären Lösungen zum Thema Spritzguss. Denn egal ob Ihre Kunststoff-Komponenten besonders sicher, funktionell, leicht oder schön sein sollen, wir vonENGEL arbeiten mit Ihnen Hand in Hand, damit Sie Ihre Innovationennoch schneller serienreif auf den Markt bringen können. Zum Beispiel mit unserem Technologiezentrum für Leichtbau-Composites: Hier optimiert ENGEL neue thermoplastische und reaktive Verfahren für Ihre zukunftsweisenden Leichtbau-Komponenten.
Kompetenz serienmäßigENGEL automotive
www.engelglobal.com
4851.20 ENG ANZ PV automotive A4 de 160610.indd 1 10.06.2016 13:00:46PV_2016_06__12-13_Markt_Daten.indd 12 10.06.2016 14:43:01

Die Automobilindustrie macht sich mit intelligenter Technik auf den Weg in die Zukunft. Und ENGEL begleitet Ihr Unternehmen gerne dabei: mit Kompetenz, Erfahrung und visionären Lösungen zum Thema Spritzguss. Denn egal ob Ihre Kunststoff-Komponenten besonders sicher, funktionell, leicht oder schön sein sollen, wir vonENGEL arbeiten mit Ihnen Hand in Hand, damit Sie Ihre Innovationennoch schneller serienreif auf den Markt bringen können. Zum Beispiel mit unserem Technologiezentrum für Leichtbau-Composites: Hier optimiert ENGEL neue thermoplastische und reaktive Verfahren für Ihre zukunftsweisenden Leichtbau-Komponenten.
Kompetenz serienmäßigENGEL automotive
www.engelglobal.com
4851.20 ENG ANZ PV automotive A4 de 160610.indd 1 10.06.2016 13:00:46PV_2016_06__12-13_Markt_Daten.indd 13 10.06.2016 14:43:01
06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
TITELSTORY14
Kunststoffe in der Elektrotechnik
Kunststoff macht Kabel zum Tausendsassa
Kabel übertragen Energie, elektrische Signale und Daten. Das alles in jeder denkbaren Umgebung: Ob in Fabrik-hallen, im Freien bei klirrender Kälte oder sengender Hitze. Entsprechend vielfältig sind die Materialkombinationen, die zum Einsatz kommen. Zu den Compounds aus Basismaterialien, wie PVC, PUR, TPE oder HFFR, und unzähligen Additiven kommen ver-
schiedene Armierungen, die zwischen den Adern und dem Kunststoffmantel für die Abschirmung zuständig sind. Kurz: Kunststoff ermöglicht es, dass Kabel ihren Einsatzzweck erfüllen. Wie individuell die Anforderungen an Kabel sein können, zeigt ein Praxisbeispiel in einer Käserei: Standardkunststoffe würden nach und nach von den umherfliegenden Bakterien
zersetzt, die essentiell sind für das Reifen des Käses. Ein weiteres Praxisbeispiel dreht sich neben dem Kabel auch um die Anschlusstechnik: Individuelle Solarmodule sollten ohne klobige Anschlussboxen auskommen, dennoch müssen Kabel und Modul stabil und absolut wasserdicht ver-bunden werden. Hier war das Umspritzen der Kontaktstelle die Lösung.
Die Bandbreite an Einsatzszenarien spiegelt die Anforderun-gen wider, die Kabel erfüllen müssen: vom Kraftwerk pro-duzierte Energie weiterleiten, Steuersignale in einem Pkw-Motor übertragen oder Daten in einem Firmennetzwerk verteilen. Damit sie diese Aufgaben zuverlässig erfüllen, müssen sie Hitze, Kälte, Torsion und mechanischer Bean-spruchung widerstehen – häufig in Kombinationen. Entspre-chend breit ist die Werkstoff-Palette, die die Adern schützt. Es kommen unter anderem PVC, PUR, TPE, HFFR zum Ein-satz. Dass sich mit dieser Vielfalt die Kabelvarianten schnell potenzieren, ist klar. So hat der Kabelhersteller Lapp, Stutt-gart, mehr als 40.000 verschiedene Artikel auf Lager. Son-deranfertigungen nicht eingerechnet. Zum Portfolio gehö-ren neben Kabeln auch Industriesteckverbinder und Ver-schraubungstechnik, sozusagen die Fortführung der Kabel-technik also.
Um die Kabel zu fertigen, kommen flexible Extruder mit Lasermessung zum Einsatz, mit denen sich die Kabeldicke und -länge exakt einstellen lässt. Eine Anlage von Extrudex, Mühlacker, beispielsweise schafft eine Genauigkeit von ei-nem zehntausendstel Millimeter. Zudem lässt sich die An-lage schnell umrüsten, etwa von einem einadrigen Erdungs-kabel mit 7 mm Durchmesser und zwei grünen Streifen auf gelbem Grund auf mehradrige oder dickere Varianten mit individuellen Farbcodierungen. Das Maximum ist bei dieser Anlage eine Dicke von 55 mm.
Der Kabel-ExtrusionsprozessUm ein Kabel mit Kunststoff zu ummanteln, gelangt es zu-nächst vom Abwickler über den Tänzer in die Schubraupe
des Extruders. Diese transportiert es in das Talkumiergerät, wo es für das spätere Ummanteln vorbereitet wird, oder durch das Längsbandiergerät, wo es eine zusätzliche Armie-rung erhält. Diese ist häufig aus Metall und schirmt das Kabel beispielsweise vor Temperatureinflüssen oder elektri-schen Störungen ab. Darauf folgt das Ummanteln der Adern im Extruderkopf. Bis zu 1.000 kg Kunststoff verarbeitet der Hauptextruder dabei pro Stunde. Jedes einzelne Gramm des Basisgranulats und des Masterbatches wiegt, mischt und dosiert der gravimetrische Dosier Graviblend Plus von Mo-tan-Colortronic, Stuttgart. Das sorgt einerseits für stabile Manteldicken und spart andererseits Material, da nur so viel verbraucht wird wie nötig. Anschließend läuft das Kabel mit einer Temperatur von 160 bis 230 °C in ein Wasserbad, um vor dem Aufwickeln abzukühlen. Das ist wichtig, damit die Adern im Inneren nicht an der Ummantelung festbacken oder der Mantel beim Aufwickeln eingedrückt wird, da der Kunststoff noch zu warm und damit formbar ist. Empfind-liche Materialien wie TPE werden dabei schrittweise gekühlt. Vor dem Aufwickeln folgt das Trocknen und gegebenenfalls Bedrucken des fertigen Kabels.
Besondere Einsatzzwecke: Auf das Mantelmaterial kommt es anEin in mehrfacher Hinsicht besonderes Einsatzszenario für Kabel ist eine Käserei: Nimmt man die falschen Kabel, kön-nen die Bakterien, die den Käse reifen lassen, den Kunststoff des Kabelmantels angreifen – auch ohne direkten Kontakt, einfach durch Übertragung der Bakterien durch die Luft. Innerhalb weniger Monate wird der Kunststoff dann brüchig
PV_2016_06__14-18_Titelstory Elektrotechnik (Lapp).indd 14 13.06.2016 12:07:37
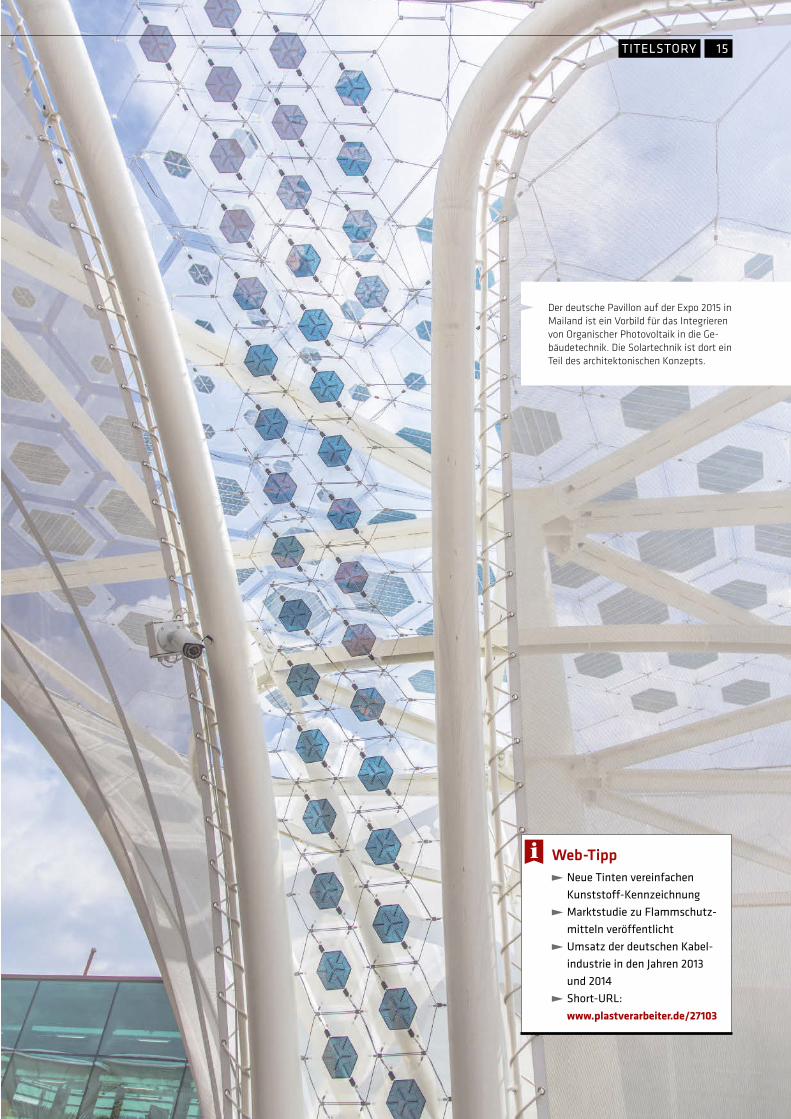
Der deutsche Pavillon auf der Expo 2015 in Mailand ist ein Vorbild für das Integrieren von Organischer Photovoltaik in die Ge-bäudetechnik. Die Solartechnik ist dort ein Teil des architektonischen Konzepts.
TITELSTORY 15
Web-Tipp Neue Tinten vereinfachen Kunststoff-Kennzeichnung
Marktstudie zu Flammschutz-mitteln veröffentlicht
Umsatz der deutschen Kabel-industrie in den Jahren 2013 und 2014
Short-URL: www.plastverarbeiter.de/27103
PV_2016_06__14-18_Titelstory Elektrotechnik (Lapp).indd 15 13.06.2016 12:07:41
06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
und bröselt ab, Kurzschlüsse drohen, eine gefährliche Situation für Mitarbeiter und Kunden.
Mit solchen Herausforderungen ist Lapp Engineering, Cham, Schweiz, des Öfteren konfrontiert. Mehrere Materialwissenschaftler entwickeln dort Rezepturen, überwiegend Kunststoffe und Metalllegierungen für das Produktportfolio der LappGruppe. Parallel sorgt ein Patentanwalt dafür, dass nicht nur die Kabel allen Angriffen ihres Alltags widerstehen, sondern auch das geistige Eigentum wasserdicht geschützt ist. Aber auch andere Firmen können die Dienste des Forschungsunternehmens in Anspruch nehmen. So ließ zum Beispiel ein Kunde ein Compound für PhotovoltaikApplikationen in der Sahara entwickeln, das die enormen Temperaturschwankungen in der Wüste aushält.
Allen diesen Kunden, auch der Käserei, konnte geholfen werden: Die Experten von Lapp Engineering entwickelten ein Kunststoffcompound unter anderem für Kabelapplikationen, die robuster gegen Abrieb, hohe oder tiefe Grenztemperaturen, Hydrolyse, oder Bakterienbefall sind. Zudem können diese auch andere besondere Eigenschaften besitzen, die die auf dem Markt befindlichen Standardkabel nicht mitbringen. Anfragen aus der Lebensmittelindustrie sind dabei relativ häufig, weil dort die Belastung des Materials durch die häufige Reinigung mit Dampfstrahlern und aggressiven Putzmitteln besonders hoch ist.
Die Kunst der Entwickler besteht dabei darin, eine gewünschte Eigenschaft, wie die Resistenz gegen Bakterien, zu
verbessern, ohne dass die anderen Eigenschaften, etwa die Abriebfestigkeit, zu sehr darunter leiden. Die Mixtur eines neuen Kunststoffcompounds erfordert immer kluges Abwägen der Vor und Nachteile – und Geduld. Das Dosieren und Mischen der Zutaten in einem Kneter und die Weiterverarbeitung der Materialien bis hin zur Fertigstellung des Kabels durch Extrusion lassen sich auch mit den schnellsten Computern nicht hundertprozentig simulieren. Hier sind neben der Erfahrung viele Versuche im Labor und im Technikum nötig, bei denen die Mischungsverhältnisse beziehungsweise die Anteile einzelner Zutaten systematisch variiert und angepasst werden.
Normen als EntwicklungstreiberMitunter kommen neue Anforderungen auch von den Standardisierungsbehörden. Während in Europa halogenhaltige Bestandteile im Kabelmaterial oder im Kabel, zum Beispiel bei bestimmten Brandschutzanforderungen, nicht zulässig sind, ist das in den USA erlaubt und üblich. In Kanada wiederum verlangt eine Norm einen zehnfachen Isolationswiderstand bei Kabeln für Photovoltaikleitungen. Viele dieser Anforderungen in der Industrie lassen sich mit Standardkabeln erfüllen. So kommen für Anwendungen im Lebensmittelbereich häufig Mantelmaterialien aus Polyurethan (PUR) zum Einsatz. Dieses Material ist sehr abriebfest. Dadurch ist zum Beispiel auch ein Verlegen auf dem Boden möglich – für manche gängigen Materialien wäre das ein Problem. Aus Tests ist allerdings bekannt, dass PUR zu Hydrolyse neigt, also Wasser aufnimmt, was langfristig zu Kurzschlüssen führen kann. Kabel mit einem PURMantel eignen sich deshalb nur für trockene Räume und sollten keinesfalls in Wasserlachen liegen, außer man schützt sie durch Schutzschläuche, wie Silvyn FG NM von Lapp. Für die Lebensmittelindustrie ist das eine gewisse Einschränkung, die der Anwender kennen muss.
Alternative zu PUR für die Lebensmittelindustrie: TPEZwar gibt es auch bei PURKabeln Stellschrauben bei der Materialzusammensetzung, ein vollständig wasserresistenter Mantel ist damit aber nicht möglich. Also haben sich die Materialforscher eine Alternative einfallen lassen: SpezialTPE. Dieser Kunststoff besteht aus einer thermoplastischen Phase, zum Beispiel Polypropylen (PP), sowie einem Elastomer, zum Beispiel EthylenPropylenDienKautschuk (EPDM). Damit erfüllt er die Anforderungen in der Lebensmittelindustrie schon recht gut und ist das ideale Ausgangsmaterial für die weitere Materialoptimierung. Dafür variieren die Wissenschaftler im Technikum in Cham das Mischungsverhältnis der Polymere, außerdem setzen sie Additive zu, die in die Compoundmatrix eingebaut werden. Dazu gehören Verarbeitungshilfen, die eine glatte Oberfläche erzeugen, eine Hilfe für die Lebensmittelindustrie, wo saubere Oberflächen besonders wichtig sind.
Nicht jedes Kabel ist für die anspruchsvollen Bedingungen in der Lebensmittel- und Getränkeindustrie geeignet – das kann gefährlich für die Mitarbeiter werden.
TITELSTORY16
PV_2016_06__14-18_Titelstory Elektrotechnik (Lapp).indd 16 13.06.2016 12:07:45

TITELSTORY 17
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Bei der Optimierung ist fundiertes Polymer-Know-how nötig, denn manche Additive wie Farb- und Füllstoffe oder Flammschutz führen beim Einsatz in der Lebensmittel-verarbeitung eher zu schlechteren Ergebnissen, etwa bezüg-lich der Resistenz gegen bestimmte Stoffe. Trifft man das optimale Mischungsverhältnis der Polymere und additiviert diese mit den geeigneten Zusatzstoffen, lassen sich die Ei-genschaften von TPE auf den Einsatz in der Lebensmittel-industrie hin gezielt verbessern. Das so erzeugte Spezial-TPE übertrifft PUR oder nicht-optimiertes TPE in vielen Aspek-ten, insbesondere ist es resistent gegen Bioöle, Fette, Lebens-mittelsäuren und Wasser. Dennoch: Ein Kunststoff, der in allen Eigenschaften PUR übertrifft oder zumindest mit ihm gleichzieht, ist auch mit Spezial-TPE nicht zu erreichen. So bleibt das Spezial-TPE von Lapp Engineering bei der Abrieb-festigkeit etwas hinter PUR zurück. Dennoch sind Ölflex Robust 200 oder Unitronic Robust, die ersten Kabel aus op-timiertem Spezial-TPE im Portfolio des Herstellers, wider-standsfähig genug, um auch auf dem Boden verlegt werden zu können.
Kabel mit solchen Eigenschaften sollen das Planen und Bauen von Produktionsanlagen vereinfachen, die unmittel-bar mit Lebensmitteln in Berührung kommen. Auf spezielle Maßnahmen zum Schutz gegen Hochdruck- oder Dampf-reiniger lässt sich dann weitestgehend verzichten. Diese Produkte mit für die Lebensmittelindustrie optimiertem Design und Spezial-Materialien punkten auch bei der Hygi-ene: Sie widerstehen dem Einfluss von Keimen. Gute Nach-richten also für alle Käsereien: Die Bakterien lassen den Käse reifen, nicht das Kabel und die Verbindungstechnik.
Kabelanschlussboxen: Designfreiheit durch UmspritzenEine ebenfalls sehr besondere Anwendung von Kabeln ist die organische Photovoltaik (OPV). Diese bietet Architekten kreative Möglichkeiten, Solarmodule in Gebäude zu integ-rieren. Architekten wünschen sich daher Solarmodule, die sich frei gestalten lassen. Das Problem dabei verursachen allerdings nicht die Kabel selbst, sondern die oft klobigen Anschlussboxen, also die Schnittstellen zwischen Kabel und Solarmodul. Sie stören das Design. Lapp entwickelte daher ein Verfahren, mit dem sich die Kabelanschlusspunkte mit Kunststoff umspritzen lassen – in freiem Design und den-noch wasserdicht. Das Ergebnis war auf der Weltausstellung 2015 in Mailand zu sehen: die sogenannten Ideen-Keimlin-ge, die wie Bäume aus dem deutschen Pavillon wuchsen. Die Blätter der futuristischen Bäume waren Dutzende sechs-eckige, halbtransparente Solarmodule in verschiedenen Grö-ßen. Sie spendeten Schatten und versorgten den Pavillon gleichzeitig mit elektrischer Energie. Der Entwurf des Mün-chener Design- und Architekturunternehmens Schmidhuber lebt von seiner Leichtigkeit und Transparenz. Belectric OPV, Nürnberg, Spezialist für organische Photovoltaik, lieferte die passenden Module. Für den Anschlusspunkt, wo das Kabel
an der Folie des Solarmoduls sitzt, suchte das Unternehmen Unterstützung – und fand sie bei Lapp. Der Wunsch der Designer und von Belectric: Die Anschlusspunkte sollten nicht so klobig sein wie üblich, sondern sich in Form und Farbe möglichst frei gestalten lassen. Und natürlich sollte der elektrische Anschluss so geschützt sein, dass ihm Wind und Wetter nichts anhaben können.
Absolut wasserdicht durch Kunststoffumspritzung„Die Organische Photovoltaik hat großes Potenzial bei Ge-bäuden“, prophezeit Hermann Issa, Direktor für Business Development bei Belectric OPV. Um dieses Potenzial zu er-schließen, bedürfe es allerdings neuer Konzepte zur Integ-ration in bestehende Gebäude, fordert Issa. Der deutsche Pavillon auf der Expo in Mailand ist dafür Vorbild. Die So-lartechnik ist dort kein notwendiges Übel, sondern Teil des architektonischen Konzepts. „Lapp hat das als Chance er-kannt“, lobt Issa.
Gleich zwei Anforderungen hatten die Solar-Blätter zu erfüllen: Die Anschlusspunkte sollten einerseits filigran und unauffällig sein, damit der Eindruck des Kabels als Blattstiel möglichst wenig gestört wird. Andererseits muss der An-schlusspunkt absolut dicht sein, damit auch auf Dauer keine Feuchtigkeit eindringt. Direkter Regen ist dabei nicht das Hauptproblem, kritisch ist vielmehr der Kapillareffekt, der Nässe in enge Spalten zieht. Dort richtet die Feuchte lang-fristig Schäden durch Korrosion an – der häufigste Grund für Modulausfälle. Zwischen Solarfolie und Kunststoffab-deckung darf deshalb auch nicht die geringste Lücke sein.
Spritzen statt klebenÜblicherweise wird die Kunststoffabdichtung des Anschluss-punktes separat gefertigt und dann auf das Solarmodul ge-
Vom Kraftwerk produzierte Energie weiterleiten, Steuersignale in einem Pkw-Motor übertragen oder Daten in einem Firmennetzwerk verteilen: Damit Kabel ihre Aufgaben zuverlässig erfüllen, müssen sie Hitze, Käl-te, Torsion und mechanischer Beanspruchung widerstehen – häufig in Kombinationen. Entsprechend breit ist die Werkstoff-Palette, die die Adern schützt.
Bild
quel
le: a
lle L
app
PV_2016_06__14-18_Titelstory Elektrotechnik (Lapp).indd 17 13.06.2016 12:07:48

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
TITELSTORY18
klebt. Doch dabei kann man nie sicher sein, dass sich nicht irgendwann doch ein Spalt bildet. Die Lösung von Lapp schließt das aus. Dort wird der heiße Kunststoff in flüssigem Zustand direkt auf den Anschlusspunkt gespritzt, wo er sich dauerhaft und ohne Lücken mit der Trägerfolie verbindet. Angenehmer Nebeneffekt: Der Kunststoff, der den Kontakt schützt, dient gleichzeitig als Zugentlastung für das Kabel.
Der Kontakt und der Schutz werden in mehreren Schrit-ten aufgebracht:
Das Kabel wird auf die Leiterbahn gelötet und durch ein kleines Loch in der Trägerfolie geführt.
Ein Werkzeug in der gewünschten Form umschließt den Kontakt, der heiße Kunststoff wird eingespritzt.
Nach einer Abkühlphase wird das Werkzeug geöffnet – fertig.
Klingt einfach, ist aber im Detail kompliziert und erfor-dert viel Know-how bei Materialien und Spritzgussprozess. Beispielsweise muss die Solarfolie an der Stelle, wo sie mit dem heißen Kunststoff verbunden wird, vorbehandelt wer-den. Wie das geschieht, ist entscheidend für den Prozess – „und deshalb halten wir das geheim“, so Stefan Koch, Pro-duktmanager bei Lapp.
Elektronenstrahl-vernetztes ThermoplastDie Lösung von Lapp integriert das Anbringen des An-schlusspunktes in den Fertigungsprozess des Solarmoduls, und dies kann direkt beim Hersteller der Solarmodule erfol-gen. Weil keine separaten Anschlussdosen oder -elemente bestellt, produziert und gelagert werden müssen, entfallen mehrere Produktionsschritte sowie die Zwischenlagerung der Komponenten. Das verschlankt den Herstellungsprozess.
Der Qualitätsanspruch der beiden Unternehmen endet nicht hinter dem Kontakt. Wenn Lapp mit von der Partie
ist, ist das Kabel immer Teil einer optimalen Lösung. Das Kabel muss sich ebenso wie die Solarfolie mit dem flüssigen Kunststoff verbinden und selbst natürlich dicht sein – und zwar länger als 20 Jahre, denn so lange halten gute Solar-module. Kabel mit PVC-Mantel sind dafür nicht geeignet, sie würden im UV-Licht der Sonne irgendwann brüchig wer-den. Bei der Lösung für Belectric setzt Lapp beim Kabelman-tel deshalb auf ein Thermoplast. Beim Erhitzen wird der Kunststoff weich, beim Erkalten verhaken sich die langen Molekülketten, was die Widerstandsfähigkeit erhöht. Für eine optimale Beständigkeit gegen Regen, ultraviolettes Licht und Hitze nutzt das Unternehmen hier ein Elektro-nenstrahl-vernetztes Thermoplast. „Die Bestrahlung macht gewissermaßen einen Knoten in die Molekülketten“, erläu-tert Koch, „einen Knoten, der nicht mehr aufgeht.“
Bloß keine StandardkabelFür die Solar-Blätter verwendet Lapp keine Standard-Photo-voltaikkabel. Die sind für große Module gedacht und wären mit Querschnitten von bis zu 6 mm² überdimensioniert. Um dem Eindruck eines Blattes mit Stiel nahe zu kommen, wähl-ten die Ingenieure einen Querschnitt von 0,75 mm2, der Mantel ist silbergrau und fügt sich optisch in das Draht-geflecht, das die OPV-Module hält, ein. Die Anschlusspunk-te sind 20 mm breit, 15 mm lang und 5 mm hoch und damit sehr dezent, aber nicht unsichtbar. Müssen sie auch nicht sein, „denn der Anschlusspunkt ist nun ein Design-element, dessen Farbe und Form der Architekt weitgehend frei bestimmen kann“, so Issa.
Die Ideen-Bäume für den deutschen Pavillon in Mailand waren das erste Projekt, bei dem das Lapp-Verfahren zum Einsatz kam – aber nicht das letzte. In der äthiopischen Hauptstadt Addis Abeba hat Belectric OPV gemeinsam mit Lapp sein bisher größtes Projekt realisiert: ein 25 mal 20 m großes Sonnensegel, das sich über den Innenraum des neu-en Gebäudes der Afrikanischen Union spannt. 445 blau-transparente organische Solarmodule sind in ein Stahlseil-tragwerk eingehängt und bilden die Form des afrikanischen Kontinents.� n
Additive im TPE-Mantel des Kabels sorgen für eine glatte Oberfläche, die sich besser reinigen lässt. Ein Vorteil vor allem für die Lebensmittel-industrie, wo saubere Oberflächen besonders wichtig sind.
Kontakt Lapp, Stuttgart Tel.: 0711 7838-01
AutorManfred Hauckist Managing Director bei Lapp Engineering in Cham, Schweiz.Bernd Müllerist freier Journalist.David Löhist Redakteur des [email protected]
PV_2016_06__14-18_Titelstory Elektrotechnik (Lapp).indd 18 13.06.2016 12:07:51

36 Millionen Kilometer pro Jahr: Keine Kunst für unsere Robot-
Systeme. Als Spezialist für produktionseffiziente Turnkey-Lösungen
bieten wir Ihnen eben entscheidende Zukunftsperspektiven. Legen
wir den Weg zu Ihrer schlüsselfertigen Anlage gemeinsam zurück!
www.arburg.com
DIe KunST Der ProDuKTIonSeffIZIenZ
Turnkey_Plastverarbeiter_210x297_Juni_DE.indd 1 26.04.16 09:12PV_2016_06__19_Anzeigenseite 11.indd 19 10.06.2016 09:08:25
www.plastverarbeiter.de
PRODUKTION / AUTOMATION20
06 · 2016 · Plastverarbeiter
Mit der Kampagne „Freiheit muss man erleben“ hat Arburg auf der K 2013 eine neue Ära der Kunststoffverarbeitung angekündigt. Der Freeformer, der auf der AKF-Technologie
(Arburg Kunststoff-Freiformen) basiert, bietet weit mehr als einfache 3D-Drucker. Mit ihm lassen sich funktionsfähige Kunststoffteile additiv aus qualifizierten Standardgranulaten fertigen. Der PLASTVERARBEITER sprach mit Dr. Eberhard Duffner, der bei Arburg als Be-reichsleiter Entwicklung und auch den Bereich AKF verantwortet, über die Weiterentwicklung der Prozessstabilität sowie die Steigerung von Reproduzierbarkeit und Bauteilqualität.
Unser Ziel ist es, eine gute Bauteilqualität nicht nur mit den freigegebenen ABS zu erreichen, sondern auch mit anderen Varianten und mit weiteren Materialien.
Noch viel Spielraum
Auf der letzten K wurde der Freeformer der Öffentlichkeit vorge-stellt. Wie ist drei Jahre danach der aktuelle Stand?Dr. Eberhard Duffner Ja, auf der K 2013 hatten wir erstmals den Freeformer dem Markt vorgestellt. Die weltweite Markt-einführung erfolgte schrittweise erst in Deutschland, dann in Europa und schließlich in Übersee. Aber bis heute sind wir mit der Kommunikation in den Markt immer noch vor-sichtig. Nicht weil wir an den Freeformer nicht glauben, sondern weil es sich um ein völlig neues System und Ver-fahren der additiven Fertigung handelt und wir im Laufe der Weiterentwicklung immer wieder ganz neue Erfahrun-gen machen. Obwohl wir Experten in der Kunststoffverar-beitung sind, sind viele Randbedingungen zu erfüllen, um mit der additiven Fertigung von Kunststoffteilen wirtschaft-lich in Serie zu gehen.
Beim Arburg Kunststoff-Freiformen (AKF) werden, anders als bei herkömmlichen Verfahren der additiven Fertigung, Standardgranulate wie beim Spritzgießen aufgeschmolzen und das Bauteil aus kleinsten Tropfen Schicht für Schicht aufgebaut. Das Endprodukt ist vergleichbar mit dem des FDM-Verfahrens (Fused Deposition Modeling). Wir errei-chen mit dem gleichen Material die gleiche Qualität. Aber
unser Ziel ist es, dies nicht nur mit freigegebenem ABS zu erreichen, sondern mit einer Vielfalt an Materialien, wie sie auch im Spritzgießen eingesetzt werden..
Arburg ist auch angetreten, jedes Material verarbeiten zu können.Dr. Eberhard Duffner Das haben wir ein wenig eingeschränkt. Wir können jedes Material plastifizieren, aber ob wir mit jedem Material auch gute Teile bauen können, ist noch ein-mal etwas anderes. Bei der Klasse der amorphen Materialien wie ABS, PC, sind wir bereits gut unterwegs.
Im Gegensatz zu anderen Systemen können wir auch thermoplastische Elastomere (TPE) verarbeiten – auch für Zwei-Komponenten-Bauteile zum Beispiel in Kombination mit ABS oder biobasiertem amorphen PA. Jedoch muss man vor-sichtig sein. Da TPE eine Mischung aus einem Thermo-plast und aus einem silikonartigen Material ist, gibt es un-ter Umständen Abrasionsprobleme, je nachdem welche Restanteile an Silizium vorhanden sind. Dementsprechend ist das Thema Verschleiß bei unseren Düsen schon eine gewisse Herausforderung, das System hinsichtlich Wirt-schaftlichkeit auf Lebensdauer und Qualität weiterzuentwi-ckeln. Aber ich denke, das ist ganz normal in einer Serien-
Dr. Eberhard DuffnerEntwicklungsleiter bei Arburg in Loßburg.
PV_2016_06__20-22_Arburg-Duffner.indd 20 14.06.2016 12:40:49

www.plastverarbeiter.de
PRODUKTION / AUTOMATION 21
Anlaufphase. Erst in der Praxis wird man mit gewissen Dingen konfrontiert, die so nicht im Labor auftreten.
Eine weitere Herausforderung ist die Bauzeit. Ein Bauteil, das aus etwa einem Liter Material besteht, wird mit circa 100 Mio. Tropfen gefertigt. Bei mittlerem Düsendurchmes-ser haben wir eine Tropfengröße von cirka 0,27 mm. Das kann dann auch schon einmal 250 Stunden dauern. Hierbei treffen wir auf eine weitere Thematik: die Prozessstabilität. Der Freeformer muss 250 Stunden am Stück, also 100 Mio. Zyklen, ohne Unterbrechung funktionieren. Wenn ich es einmal mit dem Spritzgießprozess in Vergleich setze, müss-te eine Spritzgießmaschine 100 Mio. Zyklen ohne Störung und ohne Werkzeugsicherung fertigen. Eine solche Anwen-dung kenne ich eigentlich nicht. Beim Freeformer erfordert dies eine nahezu hundertprozentige Feinoptimierung. Da-rin sehe ich momentan unsere Hauptaufgabe. Also, das System im breiten Markteinsatz und mit den verfügbaren Materialklassen so zuverlässig zu machen, dass man sowohl von der Lebensdauer der System-Komponenten als auch von der Prozessführung her solch lange Produktionszeiten stabil und reproduzierbar fahren kann.
Wie viele Entwickler arbeiten daran?Dr. Eberhard Duffner Im letzten Jahr haben wir die Weichen neu gestellt und nochmals verstärkt in die Entwicklung in-vestiert. Zum einen in die Prozessentwicklung, zum anderen in die Manpower im Bereich Grundlagenverständnis. Wenn wir die technischen Applikationsexperten dazu nehmen, kommen wir auf über ein Dutzend Ingenieure im AKF-Be-reich. Und natürlich nutzen wir darüber hinaus auch vor-handene Manpower aus dem Entwicklungs- und Softwarebe-reich der Spritzgießmaschinen. Die Weiterentwicklung des Freeformer erfordert eine gewisse Kontinuität und bringt auch immer wieder neue Lernphasen.
Vielleicht noch ein Wort zu den Materialien. Alle unsere Kunden möchten natürlich am liebsten Hightech-Materia-lien verarbeiten. Vom hochkristallinen PA, PP nenne ich jetzt mal nicht, von PE bis hin zu PEEK. Dies ist aber von der Prozessführung her anspruchsvoll, beispielsweise was die Schrumpfungskurve und den Verzug betrifft. Von der Materialseite ist dies sicher die größte Herausforderung. Ich kann bis heute, bei den angeführten Materialien, von der
06 · 2016 · Plastverarbeiter
Bild
quel
le: A
rbur
g
Beim AKF-Verfahren werden Standardgranulate wie beim Spritzgießen aufgeschmolzen und das Bauteil Schicht für Schicht aufgebaut.
PV_2016_06__20-22_Arburg-Duffner.indd 21 14.06.2016 12:40:55

www.plastverarbeiter.de
PRODUKTION / AUTOMATION22
Baustrategie her, kein gutes Teil verzugsfrei bauen. So ist das vorausberechnende Slicing (digitale Zerlegung des Bau-teils) schwer zu optimieren, wenn es aufgrund einer steilen pvT-Kurve zur starken Schrumpfungen und Nachkristalli-sation kommt. Wir haben da ein paar Ideen, an denen wir auch mit einigen Wissenschaftskooperationen arbeiten. Solche Problemstellungen werden unsere Aktivitäten in der nahen Zukunft noch einige Zeit bestimmen.
War es ein Fehler, so früh auf den Markt zu gehen und damit eine Erwartungshaltung zu kreieren?Dr. Eberhard Duffner Nein, ganz im Gegenteil. Wir haben zehn Jahre gearbeitet, ohne dass jemand etwas im Markt bemerkt hat. Nach dieser Phase war es wichtig, sich einem fremden Urteil zu stellen und Impulse von Kunden und aus der praktischen Anwendung zu bekommen. Aus unserer Sicht war es ganz klar der richtige Zeitpunkt. Wir hatten mit dem Freeformer einen Rei-fegrad erreicht, mit dem wir stabile Geometrien bauen konnten und auch gute Bauteile bekamen. Wenn Sie dann aber von 5 auf 50 Anlagen gehen, müs-sen Sie sich auch 50 neuen Herausfor-derungen stellen. So ist es bei einem Serienanlauf immer. Daher sind wir aus meiner Sicht keinesfalls zu früh auf den Markt gegangen.
Sie haben jetzt Beta-Kunden, mit denen Sie zusammenarbeiten. Haben Sie diese nach den Branchen ausgewählt?Dr. Eberhard Duffner Die Kunden sind schon gezielt ausge-wählt worden. Ein Kriterium war etwa die Erfahrung im 3D-Druck und in der Verarbeitung von Kunststoff.
Gerade die Medizintechnik profitiert vom 3D-Druck oder den additiven Technologien am meisten.Dr. Eberhard Duffner Für Einzelteile ist das ein riesengroßer
Markt – ich denke da beispielsweise an individuell angepass-te Implantate.
Abschließend noch mal zum globalen Begriff 3D-Druck. Die Maschi-nentechnik ist ja sehr weit ausgereift, das einzige Problem scheint bei den Materialien zu liegen?Dr. Eberhard Duffner Also bei der Maschinentechnik kann man immer etwas tun. Ich bin jetzt 30 Jahre hier, Arburg baut seit 1956 Spritzgießmaschinen, und wir haben immer noch 100 Entwickler, die an der Weiterentwicklung der Spritzgießmaschine arbeiten. Natürlich haben wir viele gute Ideen zu unserem Freeformer. Das AKF ist in Bezug auf die Teileeigenschaften der Produkte ähnlich dem FDM-
Verfahren. Wir haben aber den Vor-teil, dass Bindenähte und somit Zug- dehnung und Reißfestigkeit eher eine geometrische Isotropie aufweisen. So können wir mit einer geeigneten Baustrategie gute mechanische Eigen-schaften in allen Raumrichtungen er-zielen. Hier gilt es, ausgehend von der Prozessführung und untermauert durch kunststofftechnische Simulati-onsansätze, die Qualitätsmerkmale des einzelnen Bauteils vorherzusagen und dann auch beim individuellen Bauen des Einzelteils garantiert zu er-
reichen. Je nach gewünschten Eigenschaften kann man damit Bauzeit reduzieren und somit letztendlich die Wirtschaftlichkeit des Verfahrens erhöhen. Mit unseren kunststofftechnischen Erfahrungen und dem wissenschaft-lichen Background sehe ich hier, ohne zu viel zu verraten, eine unserer größten Chancen zu einem anerkannten addi-tiven Fertigungsverfahren zu kommen. Ich kann nicht Hell-sehen, aber ein Gefühl gibt es schon, dass wir das, was unsere Kunden fordern – nämlich aus Hightech-Materialien gute Teile zu produzieren – in absehbarer Zeit erreichen werden. n
Die Hauptaufgabe wird sein, das System im breiten Markteinsatz und mit den verfügbaren Material-klassen so zuverlässig zu machen, dass man sowohl von der Lebens-dauer der System-Komponenten als auch von der Prozessführung her solch lange Produktionszeiten stabil und reproduzierbar fahren kann.
06 · 2016 · Plastverarbeiter
PV_2016_06__20-22_Arburg-Duffner.indd 22 14.06.2016 12:40:59

Forschung für die Automobilindustrie soll Großserienreife vorantreiben
Spritzgießmaschine Sachsen investiert im Rahmen des Bundesexzellenzclusters Merge „Technologiefusion für multifunktionale Leichtbaustrukturen“ der TU Chemnitz in zukünftige Leichtbautechnologien. Herzstück des neuen Leichtbauzentrums ist eine Spritzgießmaschine MXW 2500 von Krauss Maffei, München, die aufgrund vieler technischer Optionen eine hohe Flexibilität für Forschung und seriennahe Prototypenherstellung in Originalgröße ermöglicht. Mit ihr soll vor allem für die Automobilindustrie geforscht werden. Es geht darum, Teile eines Fahrzeugs in Leichtbauweise, energieschonend und in Serie herzu
stellen. Diese PrototypenBauteile können in Originalgröße produziert werden. Das ist besonders wichtig für die Auftraggeber aus der Industrie, die die Eigenschaften der Teile im Maßstab 1:1 prüfen können. Die Spritzgießmaschine ist eine kompakte, leistungsstarke Produktionsanlage, die kurze Maschinenzeiten und Zyklen sowie einen hohen Formteilausstoß aufweist. Die Baureihe ist modular aufgebaut und bietet viele Kombinationslösungen.� n
Infos + Kontaktwww.plastverarbeiter.de/27713
Tinten vereinfachen Kunststoff- Kennzeichnung
Kennzeichnen Paul Leibinger, Tuttlingen, hat für seine InkjetDrucker Tinten auf den Markt gebracht, die sich für die Kennzeichnung von KunststoffMaterialien mit besonderen Anforderungen eignen. Unter anderem können damit Produkte aus PE, PP, OPP und PA berührungslos während der laufenden Produktion beispielsweise mit einer LOTNummer codiert werden. Die Kennzeichnung auf Rohren, Joghurtbechern oder Schlauchbeuteln aus den genannten Materialien mit herkömmlichen Tinten lässt sich beispielsweise bei normaler Beanspruchung leicht abreiben oder ist nur bedingt kratzfest. Der Aufdruck mit der neuen
Hafttinte dagegen zeigt eine sehr hohe Haftung und Abriebfestigkeit. Zudem hat das Unternehmen jetzt eine hitzehärtende, weißpigmentierte Tinte für dunkle Oberflächen aus PA im Programm. Rohre aus PA werden sofort nach dem Extrudieren aufgebracht und beim Durchlauf des anschließenden Flammtunnels automatisch getrocknet sowie ausgehärtet. Dadurch haftet sie besonders gut. Die silbergraue Tinte kann sowohl für helle als auch für dunkle Oberflächen verwendet werden.� n
Infos + Kontaktwww.plastverarbeiter.de/85381
PRODUKTION / AUTOMATION 23
Franke Kompetenz Leichtbaulager
Franke ist Spezialist für besondere Lösungen im
Bereich Wälzlager und Linearsysteme. Das Fran-
ke-Prinzip der Drahtwälzlager und Aluminium Linear-
systeme eröffnet unzählige Möglichkeiten der Anpas-
sung an die vorherrschenden Umgebungsbedingun-
gen und Belastungsverhältnisse. Überzeugen Sie
sich an unserem Messestand, wir freuen uns auf
Ihren Besuch.
www.franke-innovativ.de
www.speziallager.com
www.karbonlager.de
www.leichtbaulager.de
NEU: Leichtbaulager aus 3D-Druck
www.franke-gmbh.de
Light Bearings for InnovationHalle B6, Stand 415
Bild
quel
le: L
eibi
nger
Bild
quel
le: K
raus
s M
affe
i/TU
Dre
sden
PV_2016_06__23_Produkte_PT 1.indd 23 14.06.2016 13:57:27

Energiesparen mit dynamischem Speicher
Robotik Die Ergebnisse der neuen Studie der Ostfalia Hochschule für angewandte Wissenschaften, Wol-fenbüttel, belegen, dass der Einsatz des DES Dynamischen Energiespei-chers von Michael Koch, Ubstadt-Weiher, an einem 6-Achs-Handling-roboter bis zu 21 Prozent Energie spart. Ziel der Untersuchung war es, das Einsparpotenzials durch die Nut-zung eines dynamischen Zwischen-speichers abzuschätzen. Eingesetzt wurde ein Energiespeicher mit einer
Speicherkapazität von 20,4 mF. Die Testmessungen wurden an einem Handlingroboter mit einer dazu pas-senden Steuerung durchgeführt, bei einem Werkzeuggewicht von 140 kg. Insbesondere wurden reale Geo-schweiß-, Klebe- und Handlingpro-gramme aus dem Karosseriebau der Automobilbranche durchgeführt. Die Messungen mit einem Messkoffer-system wurden insgesamt an 20 Pro-grammen, jeweils mit und ohne DES, gemessen und verglichen. Das Er-gebnis war eindeutig: Die Energieein-sparungen mit dem Einsatz des dy-namischen Energiespeichers lagen durchschnittlich bei 15,12 Prozent, mindestens bei 7 Prozent und höchs-tens bei 21 Prozent.� n
Infos + Kontaktwww.plastverarbeiter.de/77108
Für die Sichtprü-fung empfindlicher TeileVakuumsauger Für ein Unterneh-men wurde für die Sichtprüfung von Kunststoffkappen eine geräusch-arme und zuverlässige Handling-lösung benötigt. Ein manueller Um-gang kam wegen der anschließen-den Qualitätsprüfung nicht infrage. Die hierfür von Fipa, Ismanning, entwickelte Handlinglösung besteht aus einem Handgreifer mit Ejektor zur Vakuumerzeugung für den Vario-flex-Vakuumsauger. Die Vakuum-sauger aus dem Verbundmaterial Varioflex sind sehr abdruckarm und anpassungsfähig.� n�
�
Infos + Kontaktwww.plastverarbeiter.de/08582
Schneidmühlen nicht nur für PET
Recycling Die von Herbold Me-ckesheim, Meckesheim, entwickelte Schneidmühlen-Baureihe SB mit Zwangsbeschickung eignen sich für das Zerkleinern von PET-Flaschen und für das Nachzerkleinern vor-geshredderter Materialien. Eine SML 60/100 SB mit einem 600 × 1.000 mm-Rotor und 75 kw Antrieb erreicht etwa beim Nachzerkleinern von Fäs-sern und Hohlkörpern einen Durch-satz von 3,4 t/h im Dauerbetrieb.� n
Infos + Kontaktwww.plastverarbeiter.de/81366
Bildquelle: Michael Koch
Für das Quasi-Simultanschweißen von KunststoffenLaserschweißanlage OR Laser, Dieburg, hat mit Orlas TT ein Table-Top-Plastic-Welding-System entwi-ckelt, das sich für die Forschung und Entwicklung sowie die Produktion von Kleinserien im Bereich des Qua-si-Simultanschweißens von Kunst-stoffen eignet. Die Anlage mit einer Größe von 700 mm x 515 mm x 420 mm wiegt 25 Kg und findet so-mit auch in kleinen Labors einen Platz. Für hohe Flexibilität beim Be-arbeiten verschiedener Bauteilgeo-metrien sorgt die Anpressvorrich-tung der Anlage. Sie benötigt keine maßgeschneiderte Form, da das Bauteil mit einer Glasplatte fixiert wird. Die Anpressvorrichtung funkti-oniert mit einem Servoantrieb und somit ohne Druckluft. Das System verfügt über ein Bearbeitungsfeld mit einer Größe von 110 x 110 mm
mit dynamischem Scannersystem und einer Strahlaufweitung für eine variable Spotgröße von 0,8 bis 1,2 mm. Es arbeitet mit einem dio-dengepumpten Faserlaser der Diode-line-Serie mit einer Leistung von 200 W im für das Kunststoffschwei-ßen relevanten CW-Modus und eig-net sich zum Quasi-Simultanschwei-ßen und zum Konturschweißen.� n
Infos + Kontaktwww.plastverarbeiter.de/22413
Bildquelle: OR-Laser
Schweißt transparente Fügepartner zusammen
Bild
quel
le: L
PKF
Bildquelle: Herbold Meckesheim
Laserschweißanlage Mit der Neuauflage der Laserschweißanlage Powerweld 2600 legt LPKF, Fürth, eine Serie auf, die deutlich stärker standardisiert ist als vorherige Ma-schinengenerationen. Sie folgt neu-en Design-Vorgaben, die eine effizi-
entere Herstellung und eine einfa-chere Wartung ermöglichen. Das System lässt sich mit unterschiedli-chen Laserquellen ausstatten: Faser laser sorWgen zum Beispiel für sehr feine Schweißnähte. Eine adap-tierte Clearjoining-Ausstattung er-möglicht das Schweißen größerer transparenter Fügepartner.� n
Infos + Kontaktwww.plastverarbeiter.de/56425
06 · 2016 · Plastverarbeiter
www.illig.de
PRODUKTION / AUTOMATION24
www.plastverarbeiter.de
PV_2016_06__24_Produkte_PT 4.indd 24 14.06.2016 13:58:51

PRODUKTION / AUTOMATION 25
Roboter für den Mittelstand
Scara-Roboter Mit dem Scara-Ro-boter IXP folgt IAI, Schwalbach, dem Bedarf der kleineren- und mittelgro-ßen Unternehmen nach einem kos-tengünstigen Einstieg in die automa-tisierte Fertigung. Häufig müssen diese eine manuell betriebene Ferti-gung automatisieren. Die notwendige Investition in das komplette Roboter-system, bestehend aus Roboterarm, Verkabelung sowie Steuerung und Software, werden laut Unternehmen
lediglich im vierstelligen Euro-Be-reich liegen. Den durch Schrittmoto-ren angetriebene Scara-Roboter gibt es zunächst mit zwei verschiedenen Armlängen. Der kurze Arm hat eine Reichweite von 350 mm während der längere Arm über eine Reichweite von 450 mm verfügt. Beide Roboter kön-nen optional mit fest montierten elektrischen IAI-Greifern ausgestat-tet werden. Diese Greifer werden dann einfach über die Robotersteue-rung als externe Achse mit angesteu-ert. Auch das niedrige Eigengewicht der Roboterarme mit 13 beziehungs-weise 14 kg kommt den Anforderun-gen einer nachträglichen Installation sehr entgegen. Beide Robotermodelle können Nutzlasten bis 3 kg bewegen.
Infos + Kontaktwww.plastverarbeiter.de/50550
Neues Design mit montage- und wartungsfreundlichen Detaillösungen
Roboterzelle Beim neuem Robo-terzellendesign der Sumo-Systeme von EGS, Donauesching, wurde auf montage- und wartungsfreundliche Detaillösungen geachtet. Beispiel hierfür ist der Sumo Optiplex: ein System zum automatisierten Entgra-ten von Bauteilen. Die Werkstücke werden von einem Roboter an ver-schiedenen Werkzeugen bearbeitet. Erforderliche Werkstückorientierun-gen oder Umorientierungen vor oder zwischen den einzelnen Bearbeitun-gen übernimmt der Roboter in Ver-bindung mit entsprechender Senso-
rik. Das System ist entweder für den Stand-Alone-Betrieb oder im An-schluss an eine Bearbeitungsma-schine konzipiert. Drei Werkzeugplät-ze, die entsprechend den Anforderun-gen mit unterschiedlichen Werkzeu-gen bestückt werden können, werden in der programmierten Reihenfolge vom Roboter angefahren. Der Sumo Flexiplex hingegen ist ein Automa- tionssystem mit Roboter zum Beschi-cken von Maschinen und Prozessen mit Werkstücken, ohne dabei auf Werkstückträger angewiesen zu sein. Ein Variantenwechsel mit minimalem Werkzeugeinsatz ist in wenigen Mi-nuten erledigt. So ist das System prädestiniert für kleine bis mittlere Losgrößen.� n
Infos + Kontaktwww.plastverarbeiter.de/46718
www.plastverarbeiter.de
Robotik-Performance neu defi niert.Stäubli Roboter der TX2 Serie überzeugen mit neuen, wegweisenden Funktionen. TX2 Roboter garantieren maximale Produktivität sowie ein Höchstmaß an Sicherheit für Mitarbeiter und Produktionsequipment.
Die Zukunft heißt Mensch und Maschine.
Stäubli Tec-Systems GmbHTheodor-Schmidt-Str. 19, D-95448 Bayreuth/Germany, Tel. +49 (0) 921 883 0Staubli ist eine Marke von Stäubli International AG und ist in der Schweiz und anderen Ländern registriert. © Stäubli, 2016
www.staubli.com/robotik
Höchstleistung, die Ihre Erwartungen übertri� t
Bildquelle: IAI
Bildquelle: EGS
PV_2016_06__25_Produkte_PT 3.indd 25 15.06.2016 10:18:43

www.plastverarbeiter.de
PRODUKTION / AUTOMATION26
06 · 2016 · Plastverarbeiter
30 Anbieter von Robotern, 29 Anbieter von GreifernKomplexe Automations-Aufgaben erfordern eine effiziente Robotersteuerung. Die Hersteller arbeiten daher stetig daran, diese so intuitiv wie möglich zu gestalten. Zudem integrieren sie die Funktionen in die Maschinensteuerung, sodass die gesamte Anlage von einem Bedienpanel aus kontrolliert wird. Alle Anbieter in diesem Beitrag sind Teil der digitalen Marktübersichten auf Plastverarbeiter.de.
Zunehmend anspruchsvollere Aufgaben, die Roboter „durch die Integration von Funktionen in das Werkzeug und von nachgelagerten Bearbeitungsschritten in automatisierte Fertigungszellen“ erfüllen, wie dies Arburg, Loßburg, anspricht, erfordern eine moderne Steuerung, die „den Bediener möglichst komfortabel und zugleich
effizient unterstützt. Anders lassen sich die komplizierten Prozesse nur unzureichend beherrschen“, erläutert Arburg und ergänzt, dass „eine konsequent auf den gesamten Spritzgießablauf ausgelegte Benutzeroberfläche die Prozessdatenspeicherung, statistische Auswertung und die Einbindung von RobotSystemen und weiteren Peri
Nur eine kleine Auswahl von 61 Robotern und Handhabungsgeräten, die in der digitalen Marktübersicht vorhanden sind.Bi
ldqu
elle
: Arb
urg,
Eng
el
Marktübersichtwww.marktuebersichten.plastverarbeiter.dechristin.dacostaguerreiro@huethig.de
pheriegeräten ermöglicht, die sich so zentral programmieren und überwachen lassen. Dies bedeutet für den Bediener“ den Umgang mit „nur einem Datensatz, kein Umdenken beim Programmieren und perfekte Synchronisation von Roboter und Maschine.“ Diesen Trend, „die Steuerungen von Maschine und Roboter zu integrieren“,
PV_2016_06__26-30_Beitrag_MARKTÜBERSICHT_Robotik.indd 26 10.06.2016 14:52:46

PRODUKTION / AUTOMATION 27
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
spricht auch Engel, Schwertberg, Ös-terreich, an und führt weiter aus, dass dieser Trend „durch die Integration von intelligenten Peripheriegeräten ergänzt wird.“ Dabei „werden die de-zentralen Steuerungen teilweise kom-plett in die Maschinen- und Roboter-steuerung überführt. Teilweise existie-ren diese weiter, können aber trotzdem von der übergeordneten Steuerung bedient und kontrolliert werden. Dies bringt den Vorteil der vereinfachten Bedienung, Inbetriebnahme und Dia-gnose, einer höheren Sicherheit beim Teilewechsel und vereinfacht unter dem Schlagwort „single point of ac-cess“ eine Vernetzung im Sinne von Industrie 4.0. „Durch Einsatz von In-dustrie 4.0-Technologien lassen sich“, wie Arburg hierzu mitteilt, „in auto-matisierten Anlagen die einzelnen Prozess-Schritte in einer durchgängi-gen Daten- und Informationskette ver-binden und die einzelnen Teile rück-verfolgen. Kundenwünsche werden dabei zunehmend in den Produktions-prozess eingebunden.“
Auch laut Krauss Maffei, München, liegt bei den Steuerungen der „Fokus auf Bedienerfreundlichkeit.“ Realisiert wird dies durch „übergeordnete Steu-erung mit erweiterter Analysefunk-tion.“ Damit „können Peripherie-Sta-tionen über Touch-Oberflächen ange-wählt und Fehler identifiziert werden.“ Wittmann Robot Systeme, Nürnberg, sieht den derzeitigen Schwerpunkt in der Steigerung „der Netzwerkfähigkeit der Geräte.“ Ziel ist es, „durch erwei-terte Integration einen einfacheren Startvorgang von Gesamtzellen“ zu ermöglichen. „Dies beginnt zum Bei-spiel bei der Greifer-Erkennung und setzt sich mit dem Abgleich der Pro-gramme mit der Spritzgießmaschine fort. Dem Bediener stehen so alle Mög-lichkeiten offen, die Prozessdaten ent-weder am Gerät, der Spritzgießmaschi-ne oder dem PC auszuwerten.“
Servoelektrik ist Antriebstechnik der WahlTrends bei der Antriebstechnik sind in diesem Jahr ohne Hinweise geblieben.
Allenfalls zur Energieeffizienz weist Krauss Maffei darauf hin, dass sich die Antriebstechnik „weg von Pneumatik und hin zu Elektrik“ entwickelt, wobei vor allem Servoantriebe zum Einsatz kommen. Die Steuerung dieser Antrie-be ermöglicht heute „selbst optimie-rende Verfahrwege von Robotern“, wie Krauss Maffei ergänzt. Allgemein ha-ben sich danach wohl lagegeregelte Antriebe für die anspruchsvolle Hand-habung von Produkten durchgesetzt und auch Geräte mit lagegeregelten translatorischen Achsen werden heute als Linear-Roboter bezeichnet. „Um diese schnell, präzise und energieeffi-zient zu betreiben“, teilt Engel mit, „muss das bewegte Eigengewicht redu-ziert werden. Eine noch so ausgeklü-gelte Mechanik stößt bald an ihre Grenzen und das Handling beginnt bei höherer Dynamik zu schwingen. Wie auch in vielen anderen Maschinen-bau-Bereichen kompensiert zuneh-mend intelligente Sensorik in Kombi-nation mit Steuerungs- und Rege-lungsalgorithmen die Grenzen der Mechanik und erhöht gleichzeitig die Positioniergeschwindigkeit und -ge-nauigkeit.“
Minimaler Raumbedarf durch Linearroboter„Größe und Leistungsfähigkeit von Robotern werden zunehmend auf die Bedürfnisse der Kunststoffverarbei-tung abgestimmt“, stellt Arburg fest. „Kleinere Roboter ermöglichen einen platzsparenden und damit noch flexi-bleren Einsatz zu einem deutlich bes-seren Preis-Leistungs-Verhältnis.“ In diese Richtung argumentieren auch Krauss Maffei mit dem Verweis auf platzoptimierte Fertigungszellen und Engel mit dem Hinweis, dass „Produk-tionsflächen teuer sind. Damit dürfen Automatisierungszellen nur so groß wie unbedingt erforderlich dimensio-niert werden. Bei Linear-Robotern lässt sich der erreichbare Raum durch die Achs-Hübe einfach einschränken. Bei Knickarmrobotern wird meist nicht der gesamte kugelförmige Arbeitsraum benötigt. Der Arbeitsraum wird durch
Ihre Suchparameter
PV_2016_06__26-30_Beitrag_MARKTÜBERSICHT_Robotik.indd 27 10.06.2016 14:52:49

www.plastverarbeiter.de
PRODUKTION / AUTOMATION28
06 · 2016 · Plastverarbeiter
30 Anbieter mit 61 Robotern Anbieter Ort
ABB Automation GmbH Robotic D-61169 Friedberg
Amboss + Langbein GmbH & Co. KG D-42781 Haan
Arburg GmbH + Co. KG D-72290 Loßburg
Dürrschmidt GmbH Handhabungs- systeme
D-89284 Pfaffenhofen
Dupslaff GmbH D-58566 Kierspe
Engel Austria GmbH A-4311 Schwertberg
Fanuc Deutschland GmbH D-73765 Neuhausen a.d.F.
Bernd Fiedler Kunststofftechnik & Apparatebau
D-89176 Asselfingen
FPT Robotik GmbH & Co. KG D-88279 Amtzell
Geiger Handling GmbH & Co. KG D-72175 Dornhan
Geku Automatisierungssysteme GmbH
D-31603 Diepenau
Getecha GmbH D-63741 Aschaffenburg
GFK Thomas Jakob und Robert Krä-mer GbR
D-91338 Igensdorf
Hahn Automation Components GmbH D-64354 Reinheim
Hekuma GmbH D-85386 Eching
Hirata Engineering Europe GmbH D-55124 Mainz
Ilsemann Automation GmbH D-28279 Bremen
Krauss Maffei Automation GmbH D-85445 Oberding-Schwaig
Heinz Mayer GmbH Maschinenbau D-73271 Holzmaden
Mitsubishi Electric Europe B.V. D-40880 Ratingen
Parker Hannifin GmbH Electromecha-nical Automation
D-77656 Offenburg
Reis GmbH & Co. KG Maschinenfabrik(Kuka Industries)
D-63785 Obernburg
Sepro Robotique GmbH D-63128 Dietzenbach
Stäubli Tec-Systems GmbH Robotics D- 95448 Bayreuth
Peter Suhling Automation GmbH D-28816 Stuhr-Brinkum
Unirobot Maschinen + Service GmbH D-41366 Schwalmtal- Waldniel
Vorwig GmbH Roboter D-28307 Bremen
Wemo Automation GmbH D-64354 Reinheim
Wittmann Robot Systeme GMBH D-90475 Nürnberg
Yaskawa Europe GmbH Robotics Division
D-85391 Allershausen
intelligente und personensichere virtuelle Sperrbereiche der Robotersicherheitssteuerung abgegrenzt und ermöglicht somit mit einem einfachen Schutzzaun eine Reduktion des Footprints der Zelle.“
Schlüsselfertige LösungenTurn-Key-Anlagen, „bei deren Auslegung die gesamte Wert-schöpfungskette einbezogen wird“, wie Arburg darlegt, wer-den zunehmend als „auf den Einzelfall zugeschnittene Sys-teme gefordert.“ Die Nachfrage nach derartigen kompletten Systemen, die Spritzgießmaschine, Robotik, Bearbeitung, Qualitätskontrolle, Verpackung und so weiter umfassen, „steigt enorm an“, wie Engel beobachtet, weil „Kunststoff-verarbeiter mit einem kleinen Maschinenpark oft kein ei-genes Projektier ungsteam für die Automatisation haben und große schnell wachsende Firmen oft nicht ausreichend Per-sonal finden, um ihre Automatisierungspro-jekte weltweit selbst umsetzen zu können. Der Trend, das gleiche Teil oder eine Produkt-familie an mehreren Standorten mit glei-chen Produktionszellen weltweit herzustellen, nimmt weiter zu“, er-gänzt Engel. „Der Kunde erwartet daher vom Maschinen- und Automations-Hersteller immer mehr globale Präsenz bei Vertrieb, Wartung und Service.“ Einen weiteren Trend erkennt Krauss Maffei darin, dass Zellen mit integrierten Industrierobotern mobil ausgeführt werden.
Dürrschmidt, Pfaffenhofen, berichtet von einer derzeiti-gen auffallend hohen Nachfrage nach multifunktionalen Stapellösungen, die zwei kombinierte Förderbänder mit jeweils eigener Stapelachse aufweisen und Trays, Zwischen-lagen, Boxen und Kartons puffern und stapeln.
Sicherer und beschleunigter Prozess durch Sensorik„Neue Sicherheitskonzepte machen“ nach Arburg „ein Hand in Hand Arbeiten von Mensch und Robot-System möglich. Die Roboterhand lässt sich so beispielsweise ma-nuell mit Einlegeteilen bestücken. Aufwändige Bereitstel-lungssysteme können entfallen und die Investitionskosten einer Automation deutlich senken. Darüber hinaus wird die Bereitstellung von Einlegeteilen nicht nur einfacher be-herrschbar, sondern auch weitaus flexibler und schneller bei Produktwechsel. Dadurch wird die Automation auch kleinerer Losgrößen wirtschaftlich interessant.“
Engel verweist darauf, dass „externe Gewichts- und/oder Temperaturmessungen Zykluszeiten kosten und meist eine
Bild
quel
le: W
ittm
ann
Rob
ot S
yste
me
PV_2016_06__26-30_Beitrag_MARKTÜBERSICHT_Robotik.indd 28 10.06.2016 14:52:51

www.plastverarbeiter.de
PRODUKTION / AUTOMATION 29
Marktübersichten auf www.PLASTVERARBEITER.de
„Auf direktem Weg zum Ziel“ ist der Leitgedanke der digita-len Marktübersichten. Zwei Schaltflächen – eine auf der rech-ten Seite gleich neben der Topartikel-Box und eine links ne-ben den Hauptkategorien – weisen die Besucher von Plastver-arbeiter.de zur Übersicht an Geräten und Maschinen bezie-hungsweise von deren Herstellern, zugeschnitten auf die Bedürfnisse der Kunststoffverarbeiter. Von dort aus wählt der User die gewünschte Gerätekategorie Roboter und Handha-bungsgeräte aus. Dann erhält er eine Liste aller in der Markt-übersicht enthaltenen Geäte, sortiert nach Typenbezeichnung und Alphabet. Die Navigationsleiste auf der linken Seite er-möglicht es, diese Liste nach den eigenen Wünschen zu bear-beiten. So lässt sich der Einsatzzweck auswählen, etwa Form-teil- oder Angussentnahme, oder anhand des Robotertyps wie Linear- oder Sechs-Achs-Roboter. Ebenso wichtig sind Leis-tungsdaten wie Tragfähigkeit oder max. Geschwindigkeit un-ter Last oder auch max. Positionier- und Wiederholgenauig-keit. Auf jede Auswahl reagiert die Liste in Echtzeit, unpas-sende Robotertypen fallen sofort heraus. Sind alle Kriterien angegeben, lässt sich das infrage kommende Produkt mit ei-nem Klick in die Vorauswahl Vergleichen aufnehmen. Ein wei-terer Klick auf Produkte vergleichen oberhalb der Übersicht, führt zu einem Detailvergleich der angekreuzten Geräte. Darin lassen sich alle verfügbaren Details zu jeder Maschine mit an-deren vergleichen. Der Link Details, zu finden unter dem Pro-duktnamen, führt zu den Kontaktdaten des Herstellers, um sich mit diesem in Verbindung setzen zu können.
erneute Aufnahme des Spritzteils durch den Roboter erfor-dern. Direkt in den Roboter oder Greifer integrierte Mess-systeme erreichen in vielen Fällen die geforderte Genauig-keit und erhöhen die Produktivität.“
Dazu schreibt ASS Maschinenbau, Overath, dass „der Bedarf an Greifern mit integrierten Funktionen weiterhin ungebremst ist. Verstärkt werden Funktionen wie Anguss-trennung, Einlegen von Buchsen, Lagekontrolle oder visu-elle Prüfungen direkt im Greifer integriert.“ Wittmann spricht die immer höher steigenden Genauigkeitsanforde-rungen an die Greifer durch immer komplexere und hoch-wertigere Endprodukte an. Um diese Anforderungen erfül-len zu können, „erhalten Werkzeuge häufiger Absteckposi-tionen“, um so im Bereich von hundertstel Millimetern einlegen zu können. Ebenfalls stark nachgefragt werden laut ASS „Laser-Sinter-Lösungen, die integrierte Funktionen, wie Luftkanäle oder Bewegungen erlauben. Ein Grund für diesen Entwicklungstrend ist die steigende Komplexität der zu greifenden Produkte bei gleichzeitiger Reduzierung von Zykluszeiten sowie Gewichts- und Komplexitätsreduktion der Greifer. Hier gilt zwischen Laser-Sinter-Anwendungen und 3D-Druck zu differenzieren. Im Laser-Sinter-Verfahren hergestellte Bauteile haben in der Regel eine höhere Festig-keit als Bauteile aus dem 3D-Drucker.“
Greiferbau mit CAD Grip1.0
AGS Automation Greifsysteme Schwope GmbH Braunsberger Feld 15 D - 51429 Bergisch Gladbach, Tel: +49 2204 / 96810 – 0 www.ags-automation.de
Mit diesem speziell für die Greiferkonstruktion entwickelten CAD – Programm können sie Ihre Greifer auf Basis des be-währten AGS – PreciGrip Baukasten konstruieren.
Ihre Vorteile sind:
• Schnelle Zeichnungserstellung durch Fangpunkte
• Export von Stückliste / Daten zu Inventor, Catia, Solid Edge, Solid Works, ProEngineer etc.
• Das Programm schlägt passende Bauteile vor – keine Verwechselung möglich
• Keine Installation notwendig, AGS liefert das Programm als Datenstick voll funktionsfähig
• Konstruieren direkt am Formteil
• Dokumentation der Konstruktion
Sie finden die Komponenten und Preise unter www.ags-shop.de
AGS_Anzeige_102x146mm.indd 1 09.06.2016 10:41:25
PV_2016_06__26-30_Beitrag_MARKTÜBERSICHT_Robotik.indd 29 10.06.2016 14:52:52

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTION / AUTOMATION30
29 Greifer-Anbieter Anbieter Ort
ABB Automation GmbH Robotic D-61169 Friedberg
AGS Automation Greifsystem Schwope GmbH
D-51429 Bergisch Gladbach
ASS Maschinenbau GmbH D-51491 Overath
Bernd Fiedler e.K. Kunststofftechnik D-89176 Asselfingen
Bilsing Automation GmbH D-57439 Attendorn
Dupslaff GmbH D-58566 Kierspe
Dürrschmidt GmbH D-89284 Pfaffenhofen
Fipa GmbH D-85737 Ismaning
Geiger Handling GmbH & Co. KG D-72175 Dornhan
Geku Automatisierungssysteme GmbH
D-31603 Diepenau
Getecha GmbH D-63741 Aschaffenburg
Guédon Pneumatik & Automation GmbH & Co. KG
D-90429 Nürnberg
Heinz Mayer GmbH D-73271 Holzmaden
Hekuma GmbH D-85386 Eching
Ilsemann Automation D-28279 Bremen
Klöckner Desma Schuhmaschinen GmbH
D-28832 Achim
KraussMaffei Automation GmbH D-Oberding-Schwaig
KraussMaffei Technologies GmbH D-80997 München
Reis GmbH & Co.KG D-63785 Obernburg
S-Serv Automation D-73660 Urbach
SAS Automation Roboter-greifsysteme GmbH
D-76185 Karlsruhe
Schunk GmbH & Co. KG D-74348 Lauffen/Neckar
Sepro Robotique GmbH D-63128 Dietzenbach
Peter Suhling Automation GmbH D-28816 Stuhr-Brinkum
Unirobot Maschinen + Service GmbH D-41366 Schwalmtal- Waldniel
Vorwig GmbH Roboter, Automatisie-rungstechnik
D-28307 Bremen
Waldorf Technik GmbH & Co. KG D-78234 Engen
Wemo Automation GmbH D-64354 Reinheim
Wittmann Robot Systeme GMBH D-90475 Nürnberg
Leichtbauweise für Greifer„Zur Reduzierung der Greifer-Gewichte werden verstärkt Lasersinter-Teile aus PA eingesetzt“, teilt Wittmann mit. Dies betrifft nicht nur den Zangenbereich, sondern gilt bis hin zu den „kompletten Greifern inklusive den Anschraub-flächen an die Roboterachse.“ ASS schreibt, dass „im Be-reich der Leichtbautechnik weiterhin ein steigender Bedarf an Greifer-Komponenten und Handhabungslösungen für biegeschlaffe Materialien vorhanden ist“ und hier „insbe-sondere für Faserverbundkunststoffe (FVK) und Carbonfaser verstärkte Kunststoffteile (CFK)“ vor allem für die Automo-bilindustrie.
„Ein übergreifender Trend ist der Einsatz von abdruck-armen und von Lack-benetzungsstörenden Substanzen (LABS) freien Beschichtungen für Greifer-Komponenten zur Handhabung von sensiblen oder hochglänzenden Bautei-len“, berichtet ASS weiter und verweist darauf, dass „die Anforderungen der Anwender hinsichtlich optimierter Standzeiten und dem flexiblen Einsatz von Greifern steigen. So müssen diese immer öfter Handhabungslösungen für mehrere Anwendungen enthalten.“ Diese Forderung erfüllt eine Entwicklung des Leibniz-Instituts für Neue Materialien in Saarbrücken auf besondere Weise. Auf der Gecko-Tech-nologie beruhende sogenannte Gecomer-Strukturen ermög-lichen den Aufbau einer Haftkraft von bis zu 20 kg pro 25 cm2 zwischen der Greifer- und der Formteilfläche. Allein durch flächiges Berühren lassen sich so mit dem Greifer unterschiedliche Teile anheben und ablegen, wobei das An- und Abschalten der Haftung durch mechanische Manipu-lation der Gecko-Strukturen der Greifer fläche bewirkt wird. Werner Hoffmanns
Bild
quel
le: K
raus
s M
affe
i
PV_2016_06__26-30_Beitrag_MARKTÜBERSICHT_Robotik.indd 30 10.06.2016 14:52:54

Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Gute Mischwirkung, kurze Verweilzeiten, hohe Oberflächenerneuerung
Extruder NOX, koreanischer Her-steller von LVT Vinylbodenplatten, hat ein neues Werk in Betrieb genommen, das mit mehreren Kalandern und kompletten Produktionsstraßen aus-gerüstet ist. Ein Planetwalzenextru-der PWE 250 von Battenfeld-Cincin-nati Germany, Bad Oeynhausen, kommt dabei für die Herstellung von Deckfolie und Dekorfolie zum Einsatz. Der Extruder stellt mit Ausstoß- leistungen zwischen 1.600 und
2.200 kg/h transparente oder ge-deckte PVC-Folien mit Dicken von 120-300 µm her. Die transparenten Folien werden als oberste Schicht gegen Kratzer eingesetzt. Die gedeck-ten, meist weißen Folien hingegen werden mit dem Dekor bedruckt. Da-nach werden alle Schichten zusam-men auf ein mit Kreide hochgefülltes Basismaterial auflaminiert und ge-prägt. Das Extruder-System hebt sich besonders durch die gute Mischwir-kung, kurze Verweilzeiten und hohe Oberflächen-erneuerung hervor. Der Hersteller stellt als einziger alle Ma-schinenteile im Schleifverfahren her und erzielt damit präzise Geometrien sowie hochfeste und verschleißresis-tente Komponenten.� n
Infos + Kontaktwww.plastverarbeiter.de/73297
Vorspanneinrichtung erhöht Betriebs- sicherheit bei Zweischneckenextrudern
Extrusion Spielraum zur Optimie-rung besteht oftmals bei den unauf-fälligen Arbeitsgängen: Um die si-chere Übertragung des Drehmomen-tes gewährleisten zu können, bedarf es nicht nur spezieller, hochbelast-barer Schneckenschaftwerkstoffe und einer optimalen Verzahnungs-geometrie, sondern auch einer siche-ren Verspannung der Schnecken im Schaft. Seit neuestem erleichtert ei-ne neue hydraulische Vorrichtung die Schneckenvorspannung bei Zwei-schneckenextrudern von Krauss Maffei Berstorff, Hannover, und
stellt eine reproduzierbare Montage und Vorspannung sicher. Die neue Vorspanneinrichtung bringt eine im-mer wieder reproduzierbare, defi-nierte Zugbelastung, aber keine Torsionsbelastung mehr auf die Schne-ckenschäfte. Sie ist einfach zu bedie-nen: Der Maschinenführer wählt aus der Maschinendokumentation den richtigen Druck aus und spannt die Schnecke außerhalb des Extruders in die Vorspannvorrichtung ein. Mit ei-ner Hochleistungs-Hydraulikpumpe wird das System Schneckendorn-Schneckenteil-Schneckenkuppe auf Knopfdruck sicher im elastischen Bereich verspannt. So lässt es sich dann einfach im Verfahrensteil montieren.� n
Infos + Kontaktwww.plastverarbeiter.de/62382
Plattenherstellung mit Recycling-Material
Extrusion Weinreich, Lüdenscheid, setzt zukünf-tig auf wirtschaftliche und nachhaltige Produktion von Platten mithilfe recycelter Materialien. Aus Kunststoffabfällen werden neue Rohstoffe gewon-nen. Als Endprodukt entstehen 20 bis 30 mm dicke Platten, die in ihrer Größe und Farbigkeit sowie in ihren Strukturen variabel sind. Als sichtbare Ober-fläche mit dekorativem Kunststoff finden sie ihren Einsatz beispielsweise als Bauzaun oder Verklei-dungselement für Sitzbänke oder Fensterfronten in den unterschiedlichsten Bereichen. Die Platten selbst bestehen aus drei Schichten: den Rändern oben und unten, die aus wertigem Granulat gefer-tigt sind und einer Füllmitte, die sich aus recycel-tem Schrott zusammensetzt. Über ein Werkzeug, das je nach Plattenform und -größe variabel ist, werden die drei Schichten in einem thermischen
Prozess entweder manuell oder mithilfe eines Robo-ters aufgetragen. Das Werkzeug selbst besteht aus zwei beheizbaren Platten, die zunächst offen sind. Auf jede Plattenhälfte wird dann im ersten Schritt wertiges Granulat bei 60 °C aufgebracht, bis auf 180 °C angeheizt und angebacken, damit das Ma-
terial haftet. Im nächsten Schritt wird dann das recycelte Material gleichmäßig auf eine Rand-schichthälfte aufgetragen, anschließend ver-schmelzen die Materialschichten durch Schließen des Werkzeugs für 10 Minuten bei einer Temperatur von etwa 220 °C. Abschließend wird die Platte wieder auf 60 °C runtergekühlt, um bruchfest zu werden. Erst dann kann sie dem Werkzeug problem-los ohne Schäden entnommen werden. Abhängig vom Materialeinsatz dauert der gesamte Prozess zwischen 28 und 38 Minuten. Das Unternehmen liefert für diesen Prozess eine stimmige Anlage, die durch ihren modularen Aufbau jedem Anwenderan-spruch gerecht wird.� n
Infos + Kontaktwww.plastverarbeiter.de/63459
Bildquelle: Krauss Maffei Berstorff
Bildquelle: NOX
Bildquelle: Weinreich
Die Champions League der Filterbranche – SF-Filter.
30’000 Filtertypen ab Lager für den Mobil- und Industriebereich.
24hSuperschnell-
Lieferung
helle
r > la
ufer
SF Filter GmbHD-78056 VS-SchwenningenTel. +49 7720 80 91-0www.sf-filter.com
PRODUKTION / AUTOMATION 31
PV_2016_06__31_Produkte_PT 2.indd 31 13.06.2016 09:31:07

www.plastverarbeiter.de
PRODUKTION / AUTOMATION32
06 · 2016 · Plastverarbeiter
Granulate energieeffizient behandeln
Trocknungszeit gewinnenUm Formteile hoher Qualität herstel-len zu können muss Kunststoff-Gra-nulat fast bei allen Anwendungen vor der Weiterverarbeitung getrocknet werden, um Feuchtigkeits-Schlieren,
Blasenbildung oder Festigkeitsverlus-te der Formteile zu vermeiden. Eine neue Trocknerbaureihe arbeitet be-sonders energieeffizient und unter-stützt zudem in der Nachverfolgung
des Prozesses. Die Basis dafür bilden eine neue Prozessluftführung sowie eine intelligente Steuerung der Anla-gen, die den Strombedarf dokumen-tiert und kontrollierbar macht.
Ein dauerhaft kontinuierlicher Trock-nungsprozess mit konstanten Trock-nungsergebnissen ist bei den her-kömmlichen Trocknerbauformen nur mit erhöhtem Energieaufwand, bei-spielweise durch längere Trocknungs- oder Regenerationszeiten, zu erzielen.
Eine Alternative dazu bietet die neue Edry-Trocknergeneration von Si-mar. Der Trockner arbeitet mit einer neuen Prozessluftführung. Die Zufüh-rung von feuchtebeladener Umge-bungsluft wird durch ein Eco-Valve, geregelt reduziert oder vollständig ver-hindert. Das Reduzieren der Umge-bungsluftzufuhr verlängert die Adsorp-tionsdauer des Molekularsiebes bis zum Sättigungszeitpunkt und emtspre-chend zum Regenerationsstart. Da je-
der Regenerationszyklus einen hohen Energieaufwand benötigt, senken die verlängerten Regenerationspausen den Gesamt-Energiebedarf des Trockners deutlich. Des Weiteren lassen sich
durch eine veränderte Molekularstruk-tur des Molekularsiebes wesentlich bes-sere Massentransfer-Eigenschaften und eine erhöhte Wasseraufnahme-Kapazi-tät erzielen. So muss das Trockenmittel im 24-Stundenbetrieb nur noch maxi-mal zwei- bis dreimal regeneriert wer-
Bild
quel
le: a
lle S
imar
den muss, und dies ohne nachteiligen Einfluss auf den Taupunkt der Prozess-luft. Dieser liegt bei allen Edry-Trock-nern weitestgehend in einem Bereich zwischen -50 bis -80 °C und somit deutlich besser als bei herkömmlichen Trocknerbauformen. Der verbleibende geringe Restanteil äußerer Umgebungs-luft-Einflüsse wird durch eine intelli-gente Steuerungstechnik eliminiert. Diese regelt den Regenerationsverlauf, so dass im Gegensatz zu herkömmli-chen Trocknerbauformen mit einem gleichbleibend hohen Wirkungsgrad getrocknet werden kann, unabhängig von klimatischen Schwankungen.
Die Technik senkt den Energiever-brauch des Trockners um bis zu 30 Pro-zent. Über die Anzeige und Protokol-
Web-Tipp Link zum VDMA Forum Energie Short-URL:
www.plastverarbeiter.de/33975
1
PV_2016_06__32-33_Simar.indd 32 10.06.2016 09:30:41
www.plastverarbeiter.de
PRODUKTION / AUTOMATION 33
lierung des Stromverbrauches in der visualisierten Steuerung ist dies kontrollierbar. Neben den Energieverbrauchswerten können über die serienmäßige USB-Schnittstelle alle rele-vanten Prozessdaten, wie zum Beispiel Taupunktverlauf, Durchsatzmengen oder Störmeldungen, abgegriffen und zur Prozessnachverfolgung herangezogen werden. Eine zusätz-liche Ethernet-Schnittstelle bietet die Möglichkeit zur Fern-kontrolle oder für Fernzugriffe.
Der Energieaufwand für die Trocknung von Kunststoff-granulat ist von vielen Faktoren abhängig. Allgemein kalku-liert man derzeit einen Energieaufwand von circa 100 W je kg Kunststoffgranulat bei Trockenlufttrocknern, die mit modernster Technik und optimiertem Energieaufwand be-trieben werden. Bei älteren Modellen oder bei Trocknern, die über keine herkömmliche Energiesparfunktion verfügen, erhöht sich der Energieaufwand noch um min. 25 bis 50 Prozent. Durch den Einsatz eines neuen Trockners sinkt der Energieaufwand auf weniger als 60 W je kg Kunststoffgra-nulat, wordurch sich Betriebs- und Produktionskosten spa-ren lassen. Die höhere Investition für den Trockner gegen-über herkömmlichen Trocknern sind überschaubar und amortisieren sich aufgrund der Energieeinsparung oftmals schon in weniger als einem halben Jahr. Die Baureihe der-mölglicht eine detaillierte Prozessnachverfolgung und der kostenoptimierten Produktion, sondern auch in Bereichen des Umweltmanagements.� n
Komplettlösung für maximale Effizienz
www.staubli.com
Mit dem modularen Stäubli Multikupplungssystem lassen sich sämtliche Kreisläufe gleichzeitig verbinden und trennen:
Pneumatik Flüssigkeiten Gase Hydraulik Elektrik
schnell. sicher. effizient.
Fakuma 2015 Halle A1 Stand 1217
AutorHarald Weinertist technischer Leiter bei Simar, Vaihimngen.
Kontakt Simar, Vaihingen/Enz [email protected]
Bild 1: Um extreme Umge-bungsbedingungen, wie hohe Luftfeuchtigkeit aus der Umgebung, zu vermei-den, arbeitet der Trockner mit einer neuen Prozessluft-führung.
Bild 2: Das Molekularsiebbett wird mit hoch erhitzter Luft (zwischen 200 und 300 °C) durchströmt, um es zu rege-nerieren. Mit einer verlänger-ten Adsorptionsdauer verrin-gert sich die Zahl der not-wendigen Regenerationszyk-len und damit der Energieeinsatz dafür.2
PV_2016_06__32-33_Simar.indd 33 10.06.2016 09:30:44

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
Ein Ansaugrohr eines Bugatti aus Composite Präzisionsarbeit: Ein 5-Achs-CNC-Fräser im Einsatz
5-Achs-CNC-Technologie für Faserverbund-Komponenten
Beschnitt-Technik für höchste Ansprüche
Hochleistungs-Bauteile aus Aramid-, Carbon- und Glasfaser-Verbundstof-fen kommen nicht nur im Motorsport zum Einsatz. Auch in exklusiven
Sportwagenmodellen und Prototypen führender Hersteller werden diese verbaut. Vor allem ein präziser Bau-teilbeschnitt ist dann gefragt. Hier
kommen Beschnittmaschinen mit 5-Achs-CNC-Technologie und großem Arbeitsbereich zum Tragen.
Bild
quel
le: a
lle M
aka
Syst
ems
PRODUKTION / AUTOMATION34
Wenn irgendwo in Europa Boliden über die Rennpisten röhren ist die Wahrscheinlichkeit hoch, dass Know-how von Capricorn Composite, Meuspath, mitfährt. Das Unterneh-men bedient seit einem Jahrzehnt mit seinen Produkten erfolgreich die Spit-ze des internationalen Motorsports. Entwickelt und gefertigt werden die Composite-Bauteile im Werk Nürburg-ring in Meuspath. Seit Ende 2005 hat dort das Unternehmen seinen Sitz. Capricorn Composite ist aber nicht nur der Experte für Entwicklung und Fertigung von Faserverbund-Kompo-nenten, man stellt zudem mit hoch-wertiger Prepreg-Autoklav-Technik Serien- und Prototypen-Bauteile für
Automobilindustrie, Motorsport, Me-dizintechnik sowie Luftfahrt her und versteht sich als Full-Service-Anbieter. Zu den anspruchsvollen Projekten ge-hört auch die Produktion struktureller Bauteile für Autos, die beim 24-Stun-den-Rennen von Le Mans teilnehmen. Zudem baut man komplexe Außen-hüllen-Elemente für Rallye-Fahrzeuge.
Vom Engineering bis zur Logistik wer-den hier alle Fertigungsstufen eines Bauteiles abgebildet. Die Bauteile zeichnen sich durch optimale Funkti-onsintegration, hohe Leistungsfähig-keit, gleichbleibende Eigenschaften sowie effiziente Systemkosten aus. Na-türlich ist auch die Composite-Ferti-gung auf dem neuesten Stand der Technik
Präziser Bauteilebeschnitt wichtigDie Haupttätigkeit des Unternehmens liegt auf Hochleistungs-Bauteilen aus Aramid-, Carbon- und Glasfaser-Ver-bundstoffen für exklusive Sportwagen-modelle und Prototypen führender
Web-Tipp Link zum Compositeteile- Hersteller für Sportwagen
Link zum Maschinenhersteller Short-URL:
www.plastverarbeiter.de/81201
PV_2016_06__34-35_Maka.indd 34 13.06.2016 14:47:57

PRODUKTION / AUTOMATION 35
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
internationaler Hersteller. Jedes Jahr sind es rund 2.500 Einheiten pro Projekt allein für die Serienfertigung. Der Prozess fängt bei der CAD-Konzeption an und führt vom Werkzeugbau über die Konfektionierung der Teile zunächst bis zum Härten und Fügen. Anschließend erfolgt die End-bearbeitung in Form von Bauteilbeschnitt. Beschichtung und Qualitätssicherung im staubfreien Messraum sind die letzten beiden Schritte im Prozess.
Vor allem im präzisen Bauteilbeschnitt setzt Capricorn 5-Achs-CNC-Technik von Maka Systems, Nersingen, ein. Die insgesamt 5 Maschinen wurden 2012 zeitgleich mit dem Aufbau der neuen, grundlegend modernisierten Ferti-gung angeschafft. Die Erwartungen konzentrierten sich vor allem auf hohe Bearbeitungsqualität und Flexibilität. Inzwi-schen liegen Langzeiterfahrungen mit der 5-Achs-CNC-Technologie vor. Als vorteilhaft hat sich das einheitliche Steuerungskonzept aller Maschinen erwiesen. „Ich brauche mir keine Gedanken zu machen, auf welche Maschine ich mit dem Bauteil gehe“, so Wolfgang Lorse, Teamleiter CNC-Bearbeitung. Er kann frei wählen zwischen den zwei Ma-schinen vom Typ MK 7 S, der MM 7 T und den zwei BC 570. Die nötigen Voraussetzungen schafft der enorme Ar-beitsbereich, den alle 5 Maschinen gemeinsam haben. „Bei den BC-Maschinen habe ich 6 m x 3 m x 2,5 m und kann einen riesigen Formenbau betreiben“, schwärmt Wolfgang Lorse. Ein wichtiges Kriterium, gilt es doch zum Beispiel komplette Fronthauben, Dachhäute und Heckklappen von Autos zu bearbeiten. Auf der MM 7 T wiederum werden Carbon-Bauteile wie Spoiler und Heckdiffusor im Serienbau gefertigt. Die Lösung muss in der Lage sein, große Dimen-sionen mit kurzen Durchlaufzeiten zu kombinieren. „Unter dieser Zielsetzung sind 2 m x 2 m x 2 m ebenfalls großartig“, so Wolfgang Lorse. Auf einem solchen Arbeitsraum sei es möglich, 2 bis 3 Vorrichtungen auf dem Tisch zu halten und dadurch eine hohe Produktivität zu erzielen. Zu schät-zen weiß der Teamleiter CNC-Bearbeitung weiterhin die
integrierte Vakuumpumpe bei allen Maschinen, die es er-möglicht, ohne großen Aufwand selbst gebaute Vorrich-tungen einzusetzen. Die hohe Präzision der Maschinen rundet sein durchweg positives Bild von der 5-Achs-CNC-Technologie ab.
Derzeit sitzt ein Projektteam aus Technikern des Nersing-er CNC-Spezialisten und Verantwortlichen von Capricorn zusammen, um die Fertigung weiter zu optimieren. „Eine Begegnung, die technisch auf Augenhöhe ist“, beschreibt Wolfgang Lorse den Austausch der hochkarätigen Spezia-listen. Rundum zufrieden ist er auch mit dem Service. Er-satzteil-Lieferungen über Nacht haben ihm schon mehr-mals aus schwierigen Situationen herausgeholfen. „Bei den Beschnittmaschinen ist Maka für uns erste Wahl“, bilanziert Wolfgang Lorse. � n
www.hennecke.com
>> METERING MACHINES
>> SANDWICH PANEL LINES
>> MOULDED FOAM LINES
>> SLABSTOCK LINES
>> COMPOSITES & ADVANCED APPLICATIONS
>> TECHNICAL INSULATION LINES
>> 360˚ SERVICE
EXPERIENCE COMPOSITES / Augsburg 21.09. - 23.09.2016, Halle H1, Stand 617
WELCOME TO FASCINATION PUR
Kontakt Maka Systems, Nersingen, [email protected]
AutorInes Günther ist bei Maka Systems in Nersingen tätig. [email protected]
Höchste Konzentration: Qualitätsprüfung im staubfreien Messraum
PV_2016_06__34-35_Maka.indd 35 13.06.2016 14:48:03

WERKZEUGE UND FORMEN36
Im Gegensatz zum Werkzeug mit nur einer Trennebene liegen beim Etagenwerkzeug zwei oder mehrere Trennebenen parallel hintereinander. Die Kavitäten können dabei verschiedene Kombinationen von Formteilen enthalten.
Heißkanalsysteme in Etagenwerkzeugen
Plädoyer für Etagenwerkzeuge
Der Gedanke, bei gleicher Maschinen-größe und Stellfläche die Produktion verdoppeln zu können, sollte das Herz eines jeden Spritzgießers höher schlagen lassen. Die Werkzeug- Zuhaltekraft effektiver zu nutzen ist ein weiterer Vorteil von Etagenwerk-zeugen. Beides kann zu beachtlichen Kostensenkungen führen. Eventuell ein solches Werkzeug zu bauen, muss allerdings bereits zu Beginn der Pro-
jektplanung erwägt werden. Um die Fragen zu beantworten, ob sich die Spritzgießteile dazu tatsächlich eig-nen und was bei der Werkzeugausle-gung beachtet werden sollte, erfordert es, die jeweilige Anwendung syste-matisch zu beurteilen. Auch die Werkzeugtechnik spielt eine wesent-liche Rolle dabei, ob sich ein Etagen-werkzeug wirtschaftlich lohnt. So ist das Herzstück eines jeden Etagen-
werkzeuges der Heißkanal, durch den die Schmelze in den Werkzeugmittel-block übertragen wird. Die kontrollier-te Schmelzeleitung ist ein wichtiger Bestandteil der Prozesskontrolle. Nur ein optimierter Heißkanal erbringt die Dauerleistung für das Etagenwerk-zeug und hält die Prozesssicherheit sowie die Verfügbarkeit hoch.
Web-Tipp 24 Heißkanal-Anbieter Spritzprägen im Etagenwerk-zeug
Etagenwerkzeuge verdoppeln Ausstoß
Short-URL: www.plastverarbeiter.de/74427
06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
Bild
quel
le: a
lle M
HS
PV_2016_06__36-40_Moldrunner.indd 36 13.06.2016 09:50:30
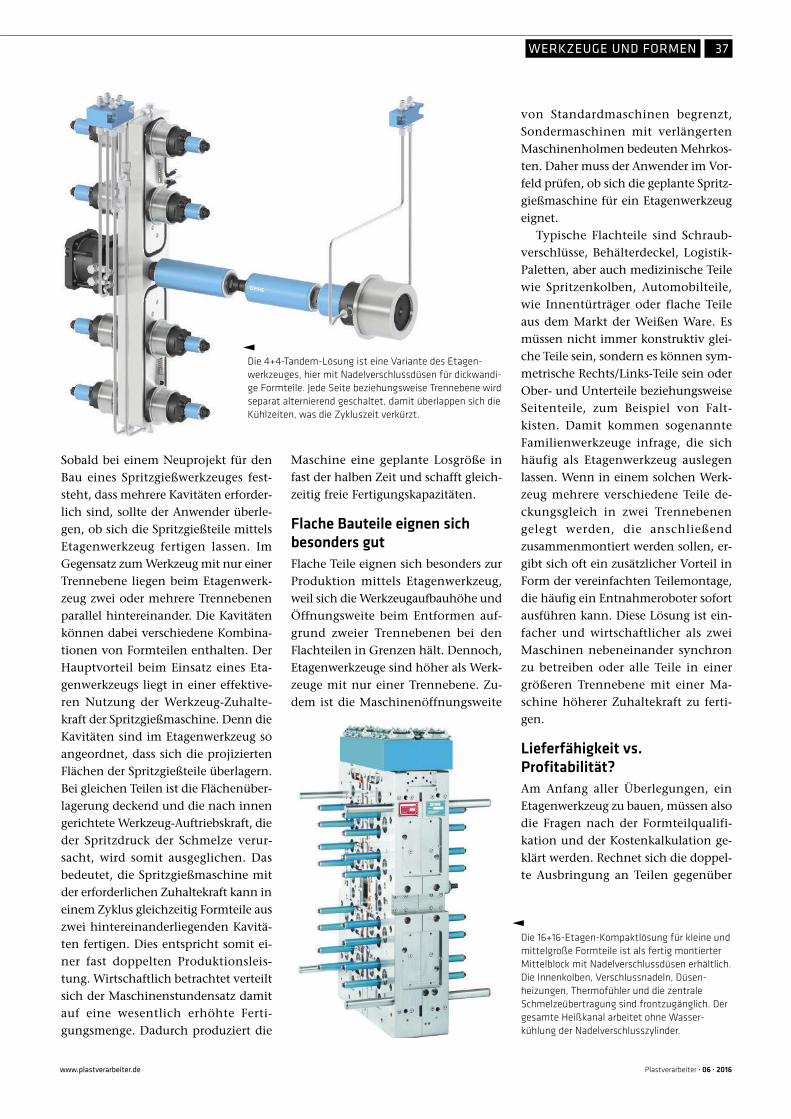
WERKZEUGE UND FORMEN 37
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Sobald bei einem Neuprojekt für den Bau eines Spritzgießwerkzeuges fest-steht, dass mehrere Kavitäten erforder-lich sind, sollte der Anwender überle-gen, ob sich die Spritzgießteile mittels Etagenwerkzeug fertigen lassen. Im Gegensatz zum Werkzeug mit nur einer Trennebene liegen beim Etagenwerk-zeug zwei oder mehrere Trennebenen parallel hintereinander. Die Kavitäten können dabei verschiedene Kombina-tionen von Formteilen enthalten. Der Hauptvorteil beim Einsatz eines Eta-genwerkzeugs liegt in einer effektive-ren Nutzung der Werkzeug-Zuhalte-kraft der Spritzgießmaschine. Denn die Kavitäten sind im Etagenwerkzeug so angeordnet, dass sich die projizierten Flächen der Spritzgießteile überlagern. Bei gleichen Teilen ist die Flächenüber-lagerung deckend und die nach innen gerichtete Werkzeug-Auftriebskraft, die der Spritzdruck der Schmelze verur-sacht, wird somit ausgeglichen. Das bedeutet, die Spritzgießmaschine mit der erforderlichen Zuhaltekraft kann in einem Zyklus gleichzeitig Formteile aus zwei hintereinanderliegenden Kavitä-ten fertigen. Dies entspricht somit ei-ner fast doppelten Produktionsleis-tung. Wirtschaftlich betrachtet verteilt sich der Maschinenstundensatz damit auf eine wesentlich erhöhte Ferti-gungsmenge. Dadurch produziert die
Maschine eine geplante Losgröße in fast der halben Zeit und schafft gleich-zeitig freie Fertigungskapazitäten.
Flache Bauteile eignen sich besonders gutFlache Teile eignen sich besonders zur Produktion mittels Etagenwerkzeug, weil sich die Werkzeugaufbauhöhe und Öffnungsweite beim Entformen auf-grund zweier Trennebenen bei den Flachteilen in Grenzen hält. Dennoch, Etagenwerkzeuge sind höher als Werk-zeuge mit nur einer Trennebene. Zu-dem ist die Maschinenöffnungsweite
von Standardmaschinen begrenzt, Sondermaschinen mit verlängerten Maschinenholmen bedeuten Mehrkos-ten. Daher muss der Anwender im Vor-feld prüfen, ob sich die geplante Spritz-gießmaschine für ein Etagenwerkzeug eignet.
Typische Flachteile sind Schraub-verschlüsse, Behälterdeckel, Logistik-Paletten, aber auch medizinische Teile wie Spritzenkolben, Automobilteile, wie Innentürträger oder flache Teile aus dem Markt der Weißen Ware. Es müssen nicht immer konstruktiv glei-che Teile sein, sondern es können sym-metrische Rechts/Links-Teile sein oder Ober- und Unterteile beziehungsweise Seitenteile, zum Beispiel von Falt-kisten. Damit kommen sogenannte Familienwerkzeuge infrage, die sich häufig als Etagenwerkzeug auslegen lassen. Wenn in einem solchen Werk-zeug mehrere verschiedene Teile de-ckungsgleich in zwei Trennebenen gelegt werden, die anschließend zusammenmontiert werden sollen, er-gibt sich oft ein zusätzlicher Vorteil in Form der vereinfachten Teilemontage, die häufig ein Entnahmeroboter sofort ausführen kann. Diese Lösung ist ein-facher und wirtschaftlicher als zwei Maschinen nebeneinander synchron zu betreiben oder alle Teile in einer größeren Trennebene mit einer Ma-schine höherer Zuhaltekraft zu ferti-gen.
Lieferfähigkeit vs. Profitabilität?Am Anfang aller Überlegungen, ein Etagenwerkzeug zu bauen, müssen also die Fragen nach der Formteilqualifi-kation und der Kostenkalkulation ge-klärt werden. Rechnet sich die doppel-te Ausbringung an Teilen gegenüber
Die 16+16-Etagen-Kompaktlösung für kleine und mittelgroße Formteile ist als fertig montierter Mittelblock mit Nadelverschlussdüsen erhältlich. Die Innenkolben, Verschlussnadeln, Düsen-heizungen, Thermofühler und die zentrale Schmelzeübertragung sind frontzugänglich. Der gesamte Heißkanal arbeitet ohne Wasser-kühlung der Nadelverschlusszylinder.
Die 4+4-Tandem-Lösung ist eine Variante des Etagen-werkzeuges, hier mit Nadelverschlussdüsen für dickwandi-ge Formteile. Jede Seite beziehungsweise Trennebene wird separat alternierend geschaltet, damit überlappen sich die Kühlzeiten, was die Zykluszeit verkürzt.
PV_2016_06__36-40_Moldrunner.indd 37 13.06.2016 09:50:36

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
WERKZEUGE UND FORMEN38
den Mehrkosten des Etagenwerkzeu-ges? Grundsätzlich kosten Werkzeug-kerne und -kavitäten das Gleiche, un-abhängig davon, ob sie sich in einer oder in zwei beziehungsweise mehre-ren Trennebenen befinden. Die Mate-rialkosten bleiben ebenfalls die glei-chen. Die Mehrkosten liegen zum ei-nen in der Bewegungsmechanik des sogenannten Mittelblockes, der zwi-schen den beiden Trennebenen liegt. Zum anderen ist der Heißkanal für die Schmelzeübertragung und Schmelze-verteilung im Etagenwerkzeug etwas aufwendiger als in einem Werkzeug mit nur einer Trennebene. Denn dort befindet sich der Heißkanal lediglich in der stationären Werkzeugseite. Die längere Amortisationszeit des Etagen-werkzeuges steht demnach dem ver-besserten Maschinenstundensatz ge-genüber, der sich durch den Betrieb eines Etagenwerkzeuges errechnet. Der kalkulatorische Vergleich ergibt durch Realangebote inklusive der Werkzeug-kosten ein sehr genaues Resultat. Den-noch zeigt die Praxis, dass andere Ar-gumente diesen Realvergleich oft be-reits im Ansatz ersticken. Offensicht-lich ist die technische Vielfalt und Zuverlässigkeit von Etagenwerkzeugen nicht ausreichend bekannt und poten-zielle Etagen-Projekte schöpfen die mögliche Leistungssteigerung einer gegebenen Spritzgießmaschine nicht aus. Das hat zur Folge, dass entweder größere Werkzeuge mit nur einer Trenn ebene die Teile aufnehmen müs-sen und darum größere Spritzgieß-maschinen zum Einsatz kommen. Oder die Kavitäten werden auf zwei Maschinen verteilt, nach dem Motto, wenn eine Maschine steht, dann fährt wenigstens die andere noch die halbe Produktion. Dahinter steckt der Sinn der Lieferfähigkeit, aber nicht der Pro-fitabilität.
Robuster mechanischer Werkzeugaufbau essentiellNeben den rein kalkulatorischen Wer-ten spielen zudem andere Entschei-dungsfaktoren mit. Das Auslegen eines Etagenwerkzeuges erfordert es zum
Beispiel, die Betriebszuverlässigkeit des Heißkanalsystems zu beurteilen. Die Schmelzeleitung von der Maschinen-düse in die feste Seite des Etagenwerk-zeuges und durch Übertragungsdüsen in den Heißkanalverteiler des beweg-lichen Mittelblockes bedarf solider Kenntnisse und Erfahrungen in der Konstruktion, dem Bau, der Integra-tion und dem Betrieb sowie der War-tung von Etagen-Heißkanalwerkzeu-gen. Daher sollten Anwender und Werkzeugbauer die wichtigsten Aspek-te des Etagen-Heißkanals bei der Ent-scheidung beurteilen: Generell erwar-tet der Anwender wie von allen Heiß-kanälen auch vom Etagenheißkanal eine gute Verschleißfestigkeit beim Verarbeiten von abrasiven Füll- und Verstärkungssstoffen, eine Korrosions-beständigkeit und Leckagefreiheit beim Schmelzedruck bis zu 2.000 bar über viele Millionen Spritzzyklen. Die Werkzeugsteifigkeit und die Plattenver-formung müssen beim Etagenmittel-block jedoch besonders beachtet wer-den. Das Werkzeug mit nur einer Tren-nebene kann die Maschinenaufspann-platten zum Teil als quasistarren Rücken nutzen, was das Werkzeug zu-sätzlich stabilisiert. Dies ist im Werk-zeugmittelblock des Etagenwerkzeuges so nicht möglich. Denn dort können sich die Platten durch den Spritzdruck auch nach innen verformen, wenn der Heißkanalverteiler zu viel Plattenaus-sparung beansprucht, denn durch den Einbauraum des Verteilers entsteht ein Hohlraum im Mittelblock. Wichtig ist
daher eine möglichst kompakte Heiß-kanal-Konstruktion, die viele strategi-sche Plattenabstützungen im Mittel-block zulässt, um diese Platten-Biege-kräfte abzufangen. Als Faustregel gilt, das je Quadratzentimeter der projizier-ten Formteilfläche etwa 0,3 Tonnen Druckkraft die Mittelblock-Platten be-lastet. Bei großflächigen Formteilen summiert sich diese Kraft schnell zu einer enormen dynamischen Biege- und Wechseldruck-Beanspruchung, die auf die Lebensdauer des Werkzeuges bezogen nicht zu unterschätzen ist. Entsprechend ist ein schlanker Heiß-kanal mit wenig Plattenausfräsung von Vorteil. Auch aufwendige Aussparun-gen für Zylinderkühlung und Luftver-rohrung sollten Werkzeugbauer ver-meiden. Eine kompakte Düsenanord-nung mit einer sogenannten Rücken-an-Rücken-Lösung für Etagen werkzeuge bieten beispielsweise die Rheo-Pro-IVG-Nadelverschlussdüsen mit einem internen Nadelkolben von MHS Heiß-kanaltechnik, Würzburg, denn damit entfällt die Kühlung komplett. Auch die Druckluft, um die Verschluss nadeln zu betätigen, gelangt durch den Vertei-ler in die Düsen.
Schmelzeübertragung: zwei Mög-lichkeiten mit Vor- und NachteilenDie fließtechnische Auslegung des Eta-gen-Heißkanalsystems berücksichtigt einige Besonderheiten, denn das Über-tragen der Schmelze durch die erste Werkzeug-Trennebene kann auf unter-schiedliche Weise erfolgen. Es besteht die Wahl zwischen einem durchgehen-den zentralen Schmelzeleitrohr, das
2+2-Etagen-Nadelverschluss mit Schmelze übertragung durch einen zent-ralen Einzelnadelverschluss in der Sende-düse mit 22 mm Kanaldurchmesser: Die zentrale Verschlussnadel in der Empfän-gerdüse mit 8 mm Durchmesser wird mit einem kühlungsfreien Nadelverschluss-zylinder im Werkzeugmittelblock geschaltet.
PV_2016_06__36-40_Moldrunner.indd 38 13.06.2016 09:50:38

WERKZEUGE UND FORMEN 39
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
auch Schmelzeschnorchel genannt wird, oder einer sogenannten Düse-gegen-Düse-Übertragung, bei der sich die Sendedüse mit einer Empfänger-düse in der Trennebene schlüssig trifft, wenn das Werkzeug schließt. Diese beiden Nadelverschluss-Übertragungs-düsen pressen dann mit Ihren Stirnflä-chen mittels der Werkzeugschließkraft gegeneinander, wodurch die erforder-liche Abdichtung entsteht, um die Schmelze verlustfrei zu übertragen.
Beide Lösungen haben ihre Berech-tigung, die Wahl muss anwendungs-spezifisch abgewägt und getroffen wer-den. Grundsätzlich verursacht der Schmelzeweg durch die Nadelver-schluss-Übertragungsdüsen, bedingt durch den Ringfließspalt der Ver-schlussnadeln, einen höheren Druck-abfall und eine höhere Scherbelastun-gung der Schmelze, als dies beim Schmelzeschnorchel mit einer inneren Vollbohrung der Fall ist. Der Schmelze-schnorchel dagegen hat den Nachteil, dass er beim offenen Werkzeug in der Trennöffnung als potenzielles Hinder-nis steht und oft dem Entnahme-Ro-boter im Weg ist. Die Verfügbarkeit genügend großer Nadelverschluss-Übertragungsdüsen mit einem Ka-naldurchmesser von bis zu 30 mm und einem Durchmesser der Verschluss-nadel bis 10 mm ist wichtig. Reicht bei Großteilen wie Paletten auch diese Dü-sengröße nicht aus, kommen gleichzei-tig mehrere Übertragungsdüsen zum Einsatz. Ein mehrfaches Aufteilen des Schmelzestroms kann bereits in der stationären Werkzeugseite erfolgen, was eine gewisse Fließbalancierung er-möglicht, noch bevor die Schmelze in den Mittelblockverteiler gelangt. Dies vereinfacht meist die Konstruktion des Mittelblockverteilers und reduziert den Druckverlust wie auch die Scher-Bean-spruchung der Schmelze.
Die Berechnung der Fließquer-schnitte in den Heißkanalbohrungen ermöglicht das optimale Verteilen des Fülldruckes zu jeder Heißkanaldüse. Ein individuelles Schalten der Nadel-verschlussdüsen mit einem Sequenz- oder Kaskadenprogramm sorgt für die
richtige Fließfrontausbreitung in jeder Kavität während der Füllphase. Das verbessert zudem die Entlüftung und verhindert das etwaige Bilden von Bin-denähten.
Auch die Nachdruckverteilung muss der Werkzeugbauer beachten. Denn der Nachdruck beeinflusst die Schwin-dung des Formteils maßgeblich. Das bedeutet, dass er ebenfalls balanciert sein muss. Dabei sollte der Druckgradi-ent zwischen den Anschnitten mög-lichst gering sein, damit sich wenige Spannungen in den Formteilen einfrie-ren, die einen Teileverzug verursachen.
Wärmeausdehnung beachtenDas gleichmäßige und präzise Behei-zen der Düsen und der Verteiler zwecks eines möglichst schonenden Schmel-zetransports sollte selbstverständlich sein. Auch die Wärmeausdehnung des Werkzeuges und des Heißkanalaufbaus müssen genau ermittelt werden. Dies trifft besonders auf den Übergabe-bereich der Schmelze-Übergabedüsen in der Trennebene zu. Denn das Ein-bauen des Heißkanals in die Werkzeug-platten erfolgt bei Raumtemperatur. Wenn das Werkzeug zur Produktion auf die Werkzeugtemperatur und der Heißkanal auf die Verarbeitungstempe-ratur des Kunststoffes gebracht wird, muss sich die daraus resultierende Wär-meausdehnung frei entfalten können und der Werkzeugaufbau darf keinen
Biegestress der Platten erfahren, denn das würde die Parallelität der Werk-zeugplatten beeinflussen. Daraus könnten Verschleiß- und Entlüftungs-probleme im Werkzeug entstehen. Dementsprechend sind die berechne-ten Wärmedehnspalte beim Einbau und die vorgegeben Temperaturpara-meter bei der Produktion genau einzu-halten. Besonderes Augenmerk ist auf die Position, die Zentrierung und die Längendehnung der Übergabedüsen zu legen, denn diese scheitert gewöhnlich bei einem Dehnungs-Überstand. Eine Dichtvorspannung vom 0,1 mm ent-steht bei Vollbelastung durch die jewei-ligen Werkzeug-Zuhaltekraft. Die Tem-peratur der Übergabedüsen muss daher genau und konstant gehalten werden.
Wartungsarme Nadelverschluss-technik erhöht VerfügbarkeitDer Heißkanal im Werkzeugmittel-block ist in der Regel schwer zugäng-lich, weil letzterer mit den mechani-schen Bewegungselementen versehen ist, zum Beispiel Zahnstangen, dem Harmonischen Arm, Gewindespindeln und Hydraulikzylindern. Zudem befin-den sich dort Anschlüsse der Werk-zeugkühlung, Stecker des Temperatur-reglers und die Druckluftanschlüsse zur Nadelverschluss-Aktivierung. Dem-nach ist ein möglichst wartungsfreier und zuverlässiger Nadelverschluss-Heißkanal im Mittelblock des Etagen-
12+12-Etagenheißkanal für Großbehälter: Ein Schuss-gewicht von 28 kg in einer Spritzgießmaschine mit 32.000 kN Schließkraft wird mit diesem 8-Zonen-Sequenz-Nadel verschluss und vierfacher Schmelzeübertragung bewäl-tigt. Mit kühlungsfreien Nadel-verschlusszylindern entfällt die ansonsten aufwendige Verroh-rung der Zylinder im Werkzeug-mittelblock. Aufgrund der schlanken Bauweise bleibt die Plattensteifigkeit der Werk-zeugstruktur auch bei groß-flächigen Formteilen erhalten.
PV_2016_06__36-40_Moldrunner.indd 39 13.06.2016 09:50:41

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
WERKZEUGE UND FORMEN40
MAIU-017873 MEDIA 2016 Plastverarb 86x62 A
Maier-Unitas GmbH – MaschinenfabrikTel. +49 (0) 70 24 - 97 02 - 0Fax +49 (0) 70 24 - 97 02 - 10Mail mail@maier - unitas.de
www.maier - unitas.de
Will & Hahnenstein GmbH
Material Edelstahl, Stahl, lackiert oder verzinkt, Aluminium
EX-Schutz
Zubehör WHG-Auffangwannen, Rollenbahnen, Wetterschutz, Beschickungsgeräte
Für stehende undliegende Fässer
L Talbahnstr. 1, D-57562 Herdorf
0 Tel. +49 (0) 2744 9317-0 - Fax +49 (0) 2744 9317-17
1 E-Mail: [email protected]
E www.will-hahnenstein.de
Spezialisten in Sachen Beheizung !
Beschickungsgeräte
Seit 1919
FASSHEIZER
WÄRMEKAMMER
SCHUMA Maschinenbau GmbH | Fon +49 (0) 73 33 / 96 09 - 0 | www.schuma.com
Ob Fördern, Separieren, Stapeln oder Verteilen –in SCHUMA fi nden Sie den richtigen Partner.
Kontakt MHS Heißkanaltechnik, Würzburg Tel.: 0931 46538-716 [email protected]
AutorHarald Schmidtist Geschäftsführer und Inhaber von Mold Hotrunner Solutions in Georgetown, Kanada, mit der deutschen Niederlassung MHS Heisskanaltechnik in Würzburg.
werkzeugs unabdinglich. Zweckmäßigerweise sind Heißkanaldüsen, Heizungen, Thermofühler und NadelverschlussKomponenten dennoch soweit zugänglich, ohne für deren Wartung die Mittelblockplatten öffnen zu müssen. So wie bei den RheoProIVGDüsen.
Nadelverschlussdüsen sind für ein Etagenwerkzeug offenen sowie HotTipDüsen vorzuziehen. Denn der Nadelverschluss verhindert ein Nachlaufen der Schmelze aus der Anschnittöffnung, eliminiert ein Abfrieren oder Fadenziehen der Anschnitte. Außerdem ist das Prozessfenster beim Nadelverschluss wesentlich breiter, was sich bereits beim Werkzeuganfahren bemerkbar macht.
Das große Aber stellt sich bei der Frage der Nadelverschlusswartung ein, denn traditionelle Nadelverschlusszylinder beinhalten Flourelastomer
Dichtungen, die geschmiert und gekühlt werden müssen, weil sie in einem sehr heißen Temperaturumfeld Dauerleistung bringen. Unter Umständen bestehen Heißkanaltemperaturen bis zu 300 °C, die in extremen Fällen auch 400 °C erreichen können. Die Kosten der Verschleißteile, wie ORinge und Dichtungen sowie die Wartungskosten der Nadelverschlusszylinder sind gering im Vergleich zu den Arbeitskosten, die beim wartungsbedingten Ausbau des Etagenwerkzeuges anfallen. Stillstandskosten der Maschine sind ebenfalls teuer. Deshalb leisten Nadelverschlussdüsen, bei der die Dichtungen, die Schmierung und auch die Wasserkühlung vollständig eliminiert wurden, einen wesentlichen Beitrag zu den Dauerlaufeigenschaften, der die Entscheidungsbasis für oder gegen eine Etagenlösung ändert. Der relativ wartungsfreie und leicht zu
gängliche NadelverschlussHeißkanal schafft bessere Voraussetzungen, um sich für Etagenwerkzeuge zu entscheiden. Unter der Bezeichnung IVGDüsen und BlackBoxZylinder finden sich robuste Heißkanalkomponenten mit einer großen Bandbreite von Anwendungen in allen Marktbereichen, die in jedem Temperaturumfeld ohne Kühlung arbeiten.� n
PV_2016_06__36-40_Moldrunner.indd 40 13.06.2016 09:50:45

Systeme für mehr Effizienz in Werkzeugbau und Spritzguss
Werkzeugtechnik Auf der wfb 2016 präsentierte i-mold, Michel-stadt, sein Portfolio an System- lösungen für den Bau von Spritzgieß-Werkzeugen. Dazu gehören Tunnel-Anguss-Einsätze, Heißkanal-Syste-me sowie die Servomold-Antriebslö-sungen zur servoelektrischen Aus-führung von Rotations- und
Linearbewegungen: Im Bereich der keramisch isolierten Heißkanal- komponente des schwedischen Her-stellers Heatlock, die von der Düse über den Verteiler bis zur heißen Hälfte des Werkzeugs reichen, unter-streicht das Unternehmen die Vortei-le des Zusammenspiels aus deut-schem Projektmanagement, kosten-
günstiger Bauteilfertigung in China und globalem Support mit lokalen Kräften. Bei den Servomold-System-lösungen werden über die Standard-Bauformen hinaus kundenspezifisch maßgeschneiderte Lösungen für präzise, wiederholgenaue Bewegun-gen auf engstem Raum, auch unter Reinraumbedingungen angeboten. Dabei reicht das Produktportfolio von Ausschraubeinheiten für einzelne Gewinde in technischen Kunststoff-teilen über Linearantriebe für Schie-ber und Kernzüge in unterschiedli-chen Größen bis zu Systemen für Werkzeuge mit sehr hoher Kavitäten-zahl. Stets unterstützt das typische weiche Anfahr- und Abbremsverhal-ten bei zugleich hohen Bewegungs-geschwindigkeiten kurze Zykluszei-ten in der Produktion von Kunststoff-teilen. Zu den aktuellen Entwicklun-gen gehören einbaufertige Gewinde-
Ausschraubeinheiten des Typs SAM für Multikavitätenwerkzeuge mit bis zu 72 besonders dicht gepackten Formnestern bei Gewindelängen bis zu 100 mm. Die neuen Tunnelan-guss-Einsätze des Typs TG können aufgrund ihres eng gebogenen An-gießkanals besonders Platz sparend eingesetzt werden. Sie eignen sich auch für Formteile mit umlaufendem Rand oder oberhalb der Trennebene liegender Innenkontur, während die Typen S1 und S2 für das unterflurige und die konturierbaren Einsätze SGC und TGC für das seitliche und unter-flurige Anspritzen mit großen Kon-tursprüngen vorgesehen sind.� n�
Infos + Kontaktwww.plastverarbeiter.de/55153
Black Forest Originals
zahoransky.com
Passion and Perfection in Molds, Machinery and Automation.
Black Forest Quality by ZAHORANSKY
19. – 26. Oktober, Halle 2, Stand A02
Werkzeughalterprogramm für HSK T und PSC
Schnellwechselsystem Swiss Tools Systems, Bürglen, Schweiz, hat sein Werkzeug-Komplettprogramm für die Dreh- und Frässpindel erwei-tert. So hat das Unternehmen ein Werkzeughalter programm entwickelt, das auf einer Revolverscheibe bis zu 24 eingemessene Werkzeuge aufneh-men und vorhalten kann. Quick-Change ist ein cleveres Schnellwech-
selsystem für Drehrevolverscheiben auf CNC-Drehzentren, das hohe Ein-zugskräfte bei klein sten Bauräumen realisiert. Nebenzeiten sinken, Ma-schinenlaufzeiten und Produktivität steigen, ohne dass der Anwender sich eine neue Systemschnittstelle an-schaffen muss. Die Werkzeug-Grund-halter gibt es in gerader und abge-winkelter Form, jeweils in einfacher oder doppelter Ausführung. Die las-sen sich schnell und einfach auf der Revolverscheibe montieren. Auf die Grundhalter werden die kleinen aber starken Spanneinsätze mit der ei-gens entwickelten Spann technik auf-gebracht. Sie sind DIN/ISO normiert für die Schnittstellen HSK T in den Größen 40, 63 und 100 sowie PSC in 40, 50 und 63 erhältlich.� n
Infos + Kontaktwww.plastverarbeiter.de/67955
Plastverarbeiter · 06 · 2016
WERKZEUGE UND FORMEN 41
Bild
quel
le: S
wis
s To
ol S
yste
ms
www.plastverarbeiter.de
Bild
quel
le: i
-mol
d
Spart Platz, Zeit und Kosten.
PV_2016_06__43_Produkte_WF 1.indd 41 10.06.2016 09:41:24

WERKZEUGE UND FORMEN42
Marc Singer prüft Qualität und Beschaffen-heit des Endproduktes. Die übersichtliche Touch-Screen-Steuerung bietet aus seiner Sicht eine einfache und bedienerfreundli-che Handhabung und Programmierung der Temperiergeräte.
Optimal konfiguriertes Temperiersystem
Speziell auf die Belange abgestimmt
Aktuelle Marktentwicklungen zeigen einen Trend hin zu kundenspezifi-schen Wasser-Temperiergeräten und -systemen. Ein optimal vorkonfigu-
riertes Temperiersystem, speziell ab-gestimmt auf die Belange der Spritz-gießbetriebe in robuster und langlebi-ger Ausführung zu kostengünstigen
Konditionen ist deshalb auch für eine Vielzahl kleiner und mittlerer Spritz-gießbetriebe interessant.
Si-Tech Singer, Dornstetten, ist ein spritzgießverabeitendes Familienun-ternehmen, welches sich in den Berei-chen Präzisions-Spritzguss, Tampon-druck und Siebdruck spezialisiert hat. Das Unternehmen hat seit 2015 Tem-
periergeräte aus der Spritzgieß-Serie von Single Temperiertechnik, Hoch-dorf, im Einsatz. Die zunehmende Fo-kussierung auf eine energieeffiziente Produktionsumgebung hat das Schwarzwälder Unternehmen auf das
vorkonfigurierte Gerätepaket aufmerk-sam gemacht. „Das Spritzgießpaket ermöglicht uns, unseren Maschinen-bestand gezielt kostengünstig und energieeffizient auf dem neuesten Stand zu halten“, sagt Wolfgang Sin-
PV_2016_06__42-43_Single.indd 42 14.06.2016 13:02:18

WERKZEUGE UND FORMEN 43
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Diese Temperiergeräte aus dem Spritzgießpaket der ersten Generation sind zuverlässig im Einsatz bei Si-Tech Singer.
ger, Inhaber der SI-Tech Singer, ange-sprochen auf seine Motivation. „Die übersichtliche Touch-Screen-Steue-rung bietet zudem eine einfache und bedienerfreundliche Handhabung und Programmierung der Geräte“, pflichtet Marc Singer, Sohn des Firmeninhabers bei. Ausschlaggebend war für das Un-ternehmen aus Dornstetten vor allem aber die Robustheit der Temperiergerä-te. Über die mitgelieferte TTY-Schnitt-stelle können die Geräte über eine übergeordnete Maschinensteuerung angesteuert werden. Alle Prozesspara-meter sind somit transparent für das Bedienpersonal ersichtlich und si-chern gleichfalls eine hohe und gleich-bleibende Prozessqualität mithilfe konstanter Temperaturen und Leis-tungen. Somit erfüllt die Ausstattung der Geräte nahezu alle Anforderungen seitens der Produktionsumgebung, die mit dem Spritzgießpaket gezielt ver-einheitlicht wurde, um eine über-schaubare Ersatzteil- und Wartungssi-tuation zu schaffen. Die modular ein-setzbaren Geräte bieten mit 9 kW die passende Heizleistung für kurze Auf-heizzeiten und schnelles Wiederanfah-ren nach Werkzeugwechseln. Die ein-gesetzte Pumpentechnik sichert auch in kleinen Temperierkanälen mög-lichst hohe Durchflüsse und damit stabile Prozessbedingungen.
Ein Paket geschnürt Mit dem Spritzgießpaket hat Single Temperiertechnik, das Portfolio um ein kundenspezifisches Gerät für Spritzgieß-Anwendungen erweitert. Der Paketpreis gegenüber der Bestel-lung der Einzelkomponenten trägt ge-zielt zur Optimierung der Kostensitu-ation in den Spritzgießbetrieben bei. Die kompakten Geräte warten zudem mit geringen Life-Cycle-Kosten auf.
Je nach Aufgabengebiet können die kompakten Geräte an kleinen und mittleren Spritzgießmaschinen für sta-bile, reproduzierbare Prozesse sorgen oder zur Mehrkreistemperierung ein-gesetzt werden. „Unseren Kunden er-möglichen wir damit gezielt Vorteile im Hinblick auf Kosten- und Energie-
effizienz“, so Markus Kumpf, aus dem technischen Vertriebsteam für Baden-Württemberg. „Vor allem in Kombina-tion mit neuen, vollelektrischen Spritzgießmaschinen kann die Ener-gieeffizienz der Produktion deutlich gesteigert werden.“ Harald Ortegel, verantwortlich für Marketing in der Single Gruppe ergänzt: „Mit unserer
Expertise schaffen wir die Grundlage für stabile Prozessbedingungen in der Produktionsumgebung unserer Kun-den. Dies erreichen wir durch die kom-pakte Systemauslegung und die Fokus-sierung auf bewährte Bauteile.“
Aufgrund der fest definierten Kon-figuration können die Geräte in ent-sprechender Stückzahl als Lagerware vorgehalten werden. Bestellungen können somit innerhalb weniger Tage bearbeitet und ausgeliefert werden. Kunden genießen dadurch kurzfristige Verfügbarkeiten und größtmögliche Flexibiltät in Bezug auf die universell
einsetzbaren Geräte im Hinblick auf Anwendungen und Werkzeugdimensi-onen in einem breiten Spektrum. Die Geräte aus dem Spritzgießpaket zeich-nen sich durch ihre robuste Technik aus. Zum Einsatz kommen ausschließ-lich Komponenten die auf die Produk-tionsanforderungen beim Spritzgießen zugeschnitten sind. Diese ermöglichen jederzeit stabile Prozessbedingungen und eine exakte Temperaturgenauig-keit bis zu ±1 K nach dem Einschwin-gen der Temperatur. Dafür sorgen hochwertige PID-Regler und eine kon-stante Förderleistung durch Pumpen mit bis zu 54 Litern Durchfluss bei 6 bar Druck. Komplettiert wird das An-gebot durch den bedienungsfreundli-chen Touch-Screen-Regler SBC-T mit TTY-Schnittstelle, der ebenso Bestand-teil in den Seriengeräten der Kompakt-Baureihen ist. � n
Bild
quel
le: a
lle S
ingl
e
AutorBabak Farrokhzad ist Director Sales & Marketing bei Single Temperiertechnik in Hochdorf. [email protected]
Kontakt Single Temperiertechnik, Hochdorf, [email protected]
Web-Tipp Link zum Anwender Link zum Spritzgieß-Paket Short-URL:
www.plastverarbeiter.de/91811
PV_2016_06__42-43_Single.indd 43 14.06.2016 13:02:21

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
ROHSTOFFE44
Durch den Verguss mit Silikongelen werden empfindliche elektronische Schaltungen wirksam und langzeitstabil ge-gen Korrosion und Alterung geschützt. Das Gel minimiert außerdem thermomechanische Spannungen und erhöht die dielektrische Isolationsfestigkeit der Leistungsbauteile.
Vergussmaterialien für Leistungselektronik
Silikongele schützen Elektronik-Komponenten
In der Leistungselektronik müssen immer größere elektrische Ströme und Spannungen gesteuert werden. Durch den Verguss mit Silikongel las-sen sich solche Komponenten über
viele Jahre zuverlässig schützen. Die Silikonwerkstoffe sind je nach System hitzestabil oder für Anwendungen bei besonders tiefen Temperaturen ge-eignet. Modulare Systeme erlauben
das flexible Einstellen verschiedener Verarbeitungs- und Vernetzungsei-genschaften. Mit den Vergussmassen lassen sich zudem kürzere Taktzeiten in der Verarbeitung erreichen.
Leistungselektronik wird in einer Viel-zahl von Anwendungsfeldern einge-setzt: in der Automobilelektronik, in der Elektrifizierung von Antrieben, aber auch im Bereich von industriellen Anwendungen, bei Traktionsantrieben
und der Nutzung erneuerbarer Energi-en. Die sensiblen Elektronikbauteile und Module müssen während ihrer gesamten Lebensdauer effizient elekt-risch isoliert und vor vielfaltigen Um-gebungseinflüssen geschützt werden.
Zu diesem Zweck werden Leistung-Halbleitermodule, sogenannte Power-Module, mit Vergussmassen vergossen. Silikone werden in diesen Anwendun-gen bereits seit Jahrzehnten erfolgreich eingesetzt. Durch den Verguss mit Sili-
Bild
quel
le: a
lle W
acke
r Che
mie
PV_2016_06__44-47_Wacker.indd 44 13.06.2016 08:43:27

ROHSTOFFE 45
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
kongelen werden empfindliche elekt-ronische Schaltungen wirksam und langzeitstabil gegen Korrosion und Al-terung geschützt, mögliche thermome-chanische Spannungen minimiert und die dielektrische Isolationsfestigkeit der Leistungsbauteile erhöht.
Dielektrische EigenschaftenIm Vergleich zu organischen Verguss-massen besitzt Silikonkautschuk einen äußerst niedrigen Ionengehalt (< 2 ppm), eine niedrige Wasseraufnah-me (< 0,1 %) und eine Durchschlags-festigkeit von mehr als 20 kV/mm (Vo-lumendurchgangswiderstande von > 1014 Ωcm). Die dielektrischen Eigen-schaften von Silikon sind über einen breiten Temperatur- und Frequenzbe-reich (10 bis 106 Hz) konstant. Ver-gussmassen wie beispielweise Wacker Silgel und Semicosil eignen sich gut für den Einsatz als dielektrischer Isolator.
In Leistungshalbleitern und -modu-len werden eine Reihe verschiedener Materialien kombiniert, die unter-schiedliche Wärmeausdehnungskoeffi-zienten besitzen. Temperaturunter-schiede während des Betriebs und zur Umgebung bewirken, insbesondere an empfindlichen Bauteilen wie Bond-drähten oder Halbleiterelementen, thermische Spannungen. Das Mini-mieren solcher Spannungen und Kräf-te ist deshalb von großer Bedeutung, um die Ausfallsicherheit, Robustheit und Lebensdauer des Systems zu erhö-hen. Obwohl die Temperaturausdeh-nung typischer Silikonvergussmassen mit rund 300 x 10-6 m/mK fünf bis sieben Mal höher ist als bei organi-schen Vergussmassen, sind die thermi-schen Spannungen – aufgrund des um Dimensionen geringeren Elastizitäts-moduls von Silikonvergussmassen – si-gnifikant kleiner.
Kleiner E-Modul Die E-Module und damit auch die am Bauteil auftretenden Kräfte und Span-nungen sind mit den Silkonwerkstof-fen im Vergleich zu typischen organi-schen Vergussmassen um den Faktor 105 bis 106 geringer. Der sehr geringe
E-Modul in der Größenordnung von typischerweise kleiner 100 kPa (für Shore 00 Materialien) oder kleiner 10 kPa (weiche Silikongele), minimiert Spannungen, die in Folge von Tempe-raturwechseln, aber auch Vibrationen in den vergossenen Strukturen poten-
ziell auftreten können – und das kon-stant über einen sehr breiten Tempe-raturbereich (-50 bis 180 °C).
Auch dies hebt die Silkonmassen von typischen organischen Verguss-massen ab. Ihr E-Modul ist nicht nur um Größenordnungen höher. Bei or-ganischen Vergussmassen liegen die Phasenübergange üblicherweise im Anwendungstemperaturbereich, was wiederum den Modul unterhalb der Übergangstemperatur sprunghaft an-steigen lasst. Zu den Anwendungen im Automobil- und Transportbereich ge-hören Steuergeräte für die Automobil-elektronik, beispielsweise für die Mo-tor-, Getriebe-, Lenkungssteuerung, aber auch innovative Fahrassistenz- und Bremssysteme oder komplette Leistungshalbleitermodule für Elektro-motoren.
Tieftemperaturflexible SilikoneBipolartransistoren mit isolierter Gate-Elektrode – sogenannte IGBT – werden beispielsweise in Traktionsanwendun-gen oder in elektrischen Antrieben zum Schalten höher Ströme eingesetzt. Solche Komponenten müssen auch in kalten Regionen wie Kanada oder Sibi-rien, wo die Temperaturen auf -60 °C fallen können, zuverlässig funktionie-ren. Um die Zuverlässigkeitsanforde-rungen an die Leistungselektronik auch beim Kaltstart oder bei raschen Lastwechseln zu gewährleisten, müs-sen die spannungsdampfenden Eigen-schaften des Silikons auch unter sol-
chen Bedingungen voll erhalten blei-ben. Standardsilikone aus der Semico-sil- und Silgel-Reihe können bis –50 °C eingesetzt werden. Bei Temperaturen unter -50 °C steigt der Elastizitatsmo-dul allerdings deutlich an. In solchen Fällen kommt es zu einer partiellen Kristallisation der Polydimethylsilo-xanketten, welche das chemische Rückgrat des Silikons bilden. Dieser Effekt ist reversibel. Bei steigenden Temperaturen lösen sich die Kristalle auf und das Silikon erhält wieder seine ursprünglichen Eigenschaften. Die Si-likonindustrie hat jedoch auch für ex-trem niedrige Temperaturen Lösungen entwickelt. Semicosil 920 LT und Semi-cosil 900 LT behalten ihr Elastizitats-modul auch noch bis -110 °C bei, -110 °C ist die Glasübergangstempera-tur von Polydimethylsiloxan. Diese Temperatur bildet somit eine physika-lische Grenze. Bei noch tieferen Tem-peraturen verlieren Silikone endgültig
Unique Partnership of organizers:
www.experience-composites.com
In Paris: Guillaume Vouioux T + 33 (1)5836-1507 [email protected]
In Augsburg: Philip Häußler T +49 (0)[email protected]
Meet them on Experience Composites
And more...More info on EXPERIENCE COMPOSITES:
A UNIQUE TRADE SHOW EVENT21 to 23 September 2016
MESSE AUGSBURG - GERMANY
Web-Tipp Link zum 3. Fachsymposium Polymerverguss
Short-URL: www.plastverarbeiter.de/83776
PV_2016_06__44-47_Wacker.indd 45 13.06.2016 08:43:29

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
ROHSTOFFE46
ihre Elastizität. Während es sich bei der Tieftemperaturstabilität eher um Spezi-alfälle handelt, sieht sich die Leistungs-elektronik und damit auch das Ver-gussmaterial zunehmend mit Heraus-forderungen konfrontiert, die das Ma-nagement von steigenden Betriebs- temperaturen betreffen.
Betriebstemperaturen in Moto-ren und Antrieben steigenDafür gibt es viele Gründe. Einer ist beispielsweise die fortschreitende Mi-niaturisierung und die immer höhere Leistungsdichte von Bauteilen. Sie führt dazu, dass die elektrischen Ver-lustleistungen der Komponenten auf immer kleineren Flächen abgeführt werden müssen. In vielen Fällen wer-den an der Grenzfläche oder im Be-reich der einzusetzenden Vergussmas-sen Spitzen- und Durchschnittstempe-raturen von bis zu 175 °C und mehr erreicht. Andererseits müssen in Hyb-rid- und Elektrofahrzeugen, in Wind-turbinen und Traktionsmotoren immer größere elektrische Ströme und Span-nungen gesteuert werden.
Auch neue Halbleitermaterialien wie Siliciumcarbid (SiC) oder Gallium-nitrid (GaN) führen zu höheren Anfor-derungen. Solche Materialien weisen höhere Bandabstände auf und ermög-lichen damit den Betrieb von Halblei-ter-Bauelementen bei reduzierten Ver-lustleistungen. Außerdem ist es mög-lich, die Komponenten bei deutlich höheren Sperrschicht-Temperaturen
von 200 °C und mehr zu betreiben. Die um Faktor zehn höhere thermische Leitfähigkeit von SiC ermöglicht höhe-re Leistungsdichten und eine verbes-serte Stromtragfähigkeit. Der Übergang von Silicium hin zu Siliciumcarbid oder Galliumnitrid zur Steuerung von hohen Strömen und Spannungen ist daher für viele zukünftige Anwendun-gen interessant. Gleichzeitig steigen die Anforderungen an die Zuverlässig-keit der Bauteile, genauer: an die ther-mische Stabilität der eingesetzten Ma-terialien für die Aufbau- und Verbin-dungstechnik und der sie schützenden Vergussmassen, bei Temperaturen von weit über 200°C.
Hitzestabile SilikongeleUm den technologischen Fortschritt der Leistungsbauteile begleiten zu kön-nen, ist es notwendig, Silikongele an-zubieten, die unter Beibehaltung des bisherigen Eigenschaftsprofils eine deutlich höhere Hitze- bzw. Oxidati-onsbeständigkeit aufweisen. Eine Messgröße zur Beurteilung dieser Hit-zebeständigkeit ist auch in diesem Fall der Elastizitatsmodul. Dass Silikone thermisch stabil sind, ist bekannt. Während herkömmliche, ungefüllte Silikongele bei Temperaturen oberhalb von 190 °C im Lauf der Zeit versprö-den, weisen spezielle Silikonverguss-massen wie beispielsweise das Semico-sil 915 HAT eine deutlich erhöhte Oxi-dationsbeständigkeit auf. Sein E-Modul verändert sich auch nach 2.000 Stun-
den bei Temperaturen von 210 °C prak-tisch nicht.Der zunehmende Einsatz von Silikonvergussmassen in moder-nen Fertigungsstraßen mit immer kür-zeren Taktzeiten stellt zudem hohe Anforderungen an Aushärtegeschwin-digkeit, Prozesseigenschaften und Fle-xibilität des Systems sowie an seine Robustheit. Modulare Vergusssysteme, die flexibel an die jeweiligen Prozesse angepasst werden können, sind des-halb zunehmend gefragt.
Modulare SystemeDer besondere Vorteil eines modula-ren Systems für Vergussmaterialien besteht darin, dass, je nach Prozessan-forderung, verschiedene Katalysatoren zur Abmischung des Basis-Silikons zur Verfügung stehen. Mit zahlreichen Va-riationsmöglichkeiten lassen sich auf einfache Weise unterschiedlichste Ver-arbeitungs- und Vernetzungszeiten einstellen, von relativ langsam aushär-tenden thermischen Systemen bis hin zu einer extrem schnellen, mit UV-Licht initiierten Aushärtung. Ein an die gleiche Charge gebundener Einsatz der beiden Komponenten ist nicht mehr notwendig. Der Anwender ge-winnt somit ein Höchstmaß an Flexi-bilität. Gleichzeitig besitzt das System eine erhöhte Robustheit und Verarbei-tungstoleranz. Kleinere Abweichungen vom Mischverhältnis 10:1 sind unpro-blematisch.
Die Massenproduktion von Halblei-terbaumodulen erfordert eine Reihe
Der Elastizitätsmodul des Silikons bleibt bei Temperaturen zwischen -50 °C und +150°C nahezu unverändert.
Hochtemperaturfeste Silikongele weisen auch bei Temperaturen von 210 °C auch nach 2.000 Stunden noch eine gute Mechanik auf.
Silgel 612Silgel 612 HT
Competition GelSemicosil 915 HT
PV_2016_06__44-47_Wacker.indd 46 13.06.2016 08:43:33

ROHSTOFFE 47
Kontakt Wacker Chemie, München
AutorenDr. Philipp Müller und Dr. Markus Jandkesind Anwendungstechniker im Geschaftsbereich Wacker Silicones der Wacker Chemie, München.
PTS-THERMOFLEX®PTS-THERMOFLEX-HPTS-THERMOFLEX-HHPTS-THERMOFLEX®-XPTS-UNIFLEX-Ewww.pts-marketing.de
TPS-S SEBS/SEPS
HIGH PERFORMANCE
HIGH HEAT
TPE-V EPDM/PP
TPE-E POLYESTER
PTS-CREAMID®V-PTS-CREAMIDPTS-CREALENPTS-CREABLENDwww.pts-marketing.de
PA6/PA6.6
PA strahlenvernetzbar
PP-COMPOUNDS
PC/ABS, PC/PBT,
PA/ABS
PTS_Anzeige.indd 1 10.05.2016 10:25:15
von sequenziellen Einzelprozessen, deren Taktzeiten möglichst aufeinan-der abgestimmt und minimiert wer-den müssen.
UV-Vernetzung sorgt für kurze Taktzeiten in der ProduktionZweikomponentige, UV-aktive Syste-me mit Elastosil CAT UV erlauben ei-nerseits eine lange Verarbeitungszeit; andererseits helfen sie Spülverluste zu vermeiden, wie sie bei längeren Pro-duktionsunterbrechungen auftreten können. Kombinationen mit Verguss-polymeren werden bereits erfolgreich eingesetzt, um Taktzeiten von etwa 30 Minuten auf unter 10 Sekunden zu verkürzen. Durch ein viskoseres, thi-xothropes Silikongel kann in Kombi-nation mit dem UV-aktiven System auf dem Substrat ein Kantenschutz gene-
riert werden, der gleichzeitig als Damm dient, um ein Bauteil mit einem nie-derviskosen Silikon zu vergießen. Nach der Belichtung mit ultraviolet-tem Licht kann die Komponente be-reits nach wenigen Sekunden für den folgenden Verarbeitungsschritt ge-dreht werden. [1]
Elektronikkomponenten, die extre-men Temperaturen ausgesetzt sind oder eine hohe Leistungsdichte besit-zen, lassen sich mit Silikonen zuverläs-sig über viele Jahre schützen. Modula-re Vergusssysteme aus Silikon bieten zudem ein Höchstmaß an Flexibilität. Hersteller von Leistungselektronik-Bauteilen können die Verarbeitungs- und Vernetzungszeiten gezielt an ihre Erfordernisse und Prozesse anpassen und damit Verarbeitungs-, Produktivi-täts- und Kostenvorteile erzielen.� n
Literatur [1] Thomas Stockmeier, “From Packaging to ‘Un’-Packaging – Trends in Power Semi-conductor Modules” in: Proceedings of the 20th International Symposium on Po-wer Semiconductor Devices and IC‘s 2008 (ISPSD ‚08), pp. 12-19
PP-Leichtgewicht reduziert Teile bei Mercedes Benz
Polypropylen Mercedes-Benz hatte schon über einen langen Zeitraum mit Interesse die Entwick-lung des hochkristallinen Polypropylens mit Glas-faser von Polykemi, Hattingen, verfolgt. Das ins Auge gefasste Projekt war, ein PBT mit Glasfasern – welches derzeit für die Innenrahmen von Son-nenblenden eingesetzt wird – zu ersetzen. Das Material verfügt über Eigenschaften, die von ei-nem Compound auf Polypropylenbasis nicht unbe-dingt zu erwarten sind. Diese Vorteile unterstütz-ten die Entwicklungsarbeit des Automobilherstel-lers, sodass das Projekt erfolgreich umgesetzt werden konnte und das Hochleistungs-Polypropy-len mit 40 Prozent Glasfaseranteil nun zum Ein-satz kommt. Das Polyfill PP HC ist wesentlich
leichter, was Mercedes-Benz sehr entgegen-kommt, da jedes Gramm Einsparung, das Gewicht des PKWs und damit den CO2-Ausstoß reduziert. Die technischen Eigenschaften des Materials äh-neln glasfaserverstärkten PBT und PA6 und daher ist es in vielen Anwendungen auch möglich, diese Qualitäten zu ersetzen. Der Zulieferer hat eine offizielle Zulassung des Automobilherstellers nach der Spezifikation DBL 5404 und ist mit dem Produkt mit verschiedenen Glasfaseranteilen von 10-40 Prozent in der BQF-Liste vertreten. Diese Typen werden als geprüfte Interieurwerkstoffe aus lokalisierter Herstellung für Europaanwendungen geführt und können ab sofort zum Einsatz kom-men. Eine Zulassung in Asien und den USA wird
zurzeit umgesetzt. Glasfaserverstärkte Hochleis-tungs-Polypropylene sind seit einigen Jahren auf dem Markt, kommen aber noch nicht in dem Maße bei volumenstarken Applikationen zum Einsatz, wie die traditionellen glasfaserverstärkten Poly-propylene. Die praktischen Beispiele in der letzten Zeit ließen die Automobilindustrie aufhorchen. Die modernen Polypropylen-Materialien sind eine star-ke Option in den Bereichen, in denen die techni-schen Vorgaben und Eigenschaften bisher PA6- oder PBT-Lösungen favorisierten.� n
Infos + Kontaktwww.plastverarbeiter.de/96619
Bildquelle: Polykemi/Mercedes Benz
Sonnenblende aus Leichtbau-Material
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
PV_2016_06__44-47_Wacker.indd 47 13.06.2016 08:43:36

ROHSTOFFE48
Tests belegen eine erhöhte Lebensdauer auch bei anspruchsvollen Umgebungsbedingen.
Lösung mit hoher Leistungsfähigkeit in jeder Umgebung
EMI-Abschirmdichtungen für alle Anforderungen
Die üblichen Anwendungskriterien für industrielle EMI-Abschirmdichtungen sind vielfältig, konnten bislang aber nur selten, wenn überhaupt, mit einer
einzigen Lösung abgedeckt werden. Die jüngste Generation fortschrittli-cher nickelbeschichteter und alumini-umgefüllter (Ni/Al) EMI-Abschirm-
dichtungen auf Silikon-Elastomerba-sis ist für die wichtigsten Einsatzan-forderungen des Marktes geeignet.
Die Betrachtung der Marktanforderun-gen für EMI-Abschirmdichtungen führt vor allem zu dieser wichtigen Schlussfolgerung: An Dichtungen, die nicht nur einige, sondern alle der in-dustrieüblichen Anwendungskriterien erfüllen können, besteht ein riesiger Bedarf. So muss sich in modernen An-wendungen eine hohe EMI-Abschirm-
leistung mit einer Fülle zusätzlicher Kriterien wie zum Beispiel stabile Funktion in unkontrollierten Umge-bungen (in Innen- und Außenberei-chen), Lebensdauererwartung in Jah-ren, Verträglichkeit mit Aluminiumge-häusen sowie engen Flanschtoleran-zen (kein Bauraum für doppelte Abdichtungen) paaren.
Bislang konnte diese Reihe von An-forderungen jedoch nur von wenigen EMI-Abschirmdichtungen, wenn über-haupt, erfüllt werden. Aus diesem Grund wurde bei Parker Chomerics die Entwicklung der jüngsten Generation nickelbeschichteter und aluminiumge-füllter (Ni/Al) EMI-Abschirmdichtun-gen auf Silikon-Elastomerbasis in An-
PV_2016_06__48-49_Parker Prädifa.indd 48 10.06.2016 09:58:42

ROHSTOFFE 49
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
griff genommen. Hierbei wird eine Nickelbeschichtung auf knollenförmi-ge Aluminumpartikel aufgebracht und in Silikon-, Fluorsilikon- und EPDM-Polymeren dispergiert.
Versuche bestätigen hohe LeistungsfähigkeitVersuche bestätigen die hohe Leis-tungsfähigkeit dieser Dichtungen. So weisen Ni/Al-Dichtungen in Tests auf mit Cr3+ und Cr6+ der Klasse 1A und Klasse 3 behandeltem Aluminium eine um ca. 50 Prozent geringere galvani-sche Korrosion im Vergleich zu Ag/Al-Alternativen bei Lagerung über 500 und 1.000 Stunden in SO2-freiem Salz-nebel auf. Darüber hinaus zeigen die Dichtungen eine um 20 dB höhere Abschirmwirkung (shielding effective-ness – SE) im Bereich von 30 MHz bis 18 GHz sowie stabilere SE-Werte in erweiterten (1.000 h) Temperatur- und Feuchtigkeitstests. Der SE-Wert be-zeichnet das Verhältnis der RF (Radio-frequenz) Energie an einer Seite der Abschirmung zur RF-Energie an der anderen Seite der Abschirmung, aus-gedrückt in Dezibel.
Auch der Erhalt der hohen mecha-nischen Leistungsfähigkeit der Ni/Al-Dichtungen wurde durch entspre-chende Lebensdauerprüfungen bestä-tigt. Dabei erhält das Elastomer nicht nur seine Umgebungs- und physikali-
sche Dichtwirkung, sondern das Fluor-silikon weist zudem auch eine ausge-zeichnete Beständigkeit gegenüber Medienquellung auf. Daraus ergeben sich umfangreiche Vorteile für den Endanwender. So werden Ausfallzeiten und Wartungs- bzw. Reparaturkosten durch reduzierte Erfordernisse hin-sichtlich Inspektionen sowie den Er-
satz von Dichtungen oder Flanschre-paraturen in vielen Fällen um bis zu 50 Prozent gesenkt. Darüber hinaus unterstützen Ni/Al-Dichtungen den Feldeinsatz von Geräten in unkontrol-lierten Umgebungen, ohne dass hierzu Sekundärgehäuse erforderlich sind. Neben den daraus resultierenden ge-ringeren Montagekosten – in der Regel im Bereich von 20 bis 30 Prozent – er-gibt sich als weiterer Vorteil eine hö-here Einsatzflexibilität (in mobilen Geräten, auf Fahrzeugen, in der Luft oder stationär).
Bei nicht-maritimen oder Luft-und Raumfahrt-Anwendungen ermög- lichen Ni/Al-Dichtungen den Verzicht auf doppelte Abdichtungen, metall- beschichtete Flansche, spezielle Flan-schlackierungen sowie den Einsatz von Cr der Klasse 1A zur Verbesserung der Gehäusebeständigkeit – die alle-samt zu bedeutenden Kostensenkun-gen beim Endanwender führen. Ferner ermöglicht der Einsatz schmaler Dich-tungen mit hohem SE-Wert auch Kon-struktionen mit reduziertem Bauraum – ein wichtiger Vorteil angesichts des anhaltenden Trends zu immer kleine-ren und schnelleren Elektronikgerä-ten.
Im Einsatz in maritimen sowie in Luft- und Raumfahrtumgebungen sind Ni/Al-Dichtungen an sich weniger ak-tiv. Hieraus resultiert eine längere Lebensdauer und höhere Sicherheit im
Hinblick auf nachlassende Abschirm-wirkung und Flanschkorrosion, und zwar unabhängig von den jeweiligen konstruktiven Gegebenheiten. So wer-den durch entsprechend verringerte oder komplett entfallende Reparatur-kosten die Gesamtbetriebskosten für den Anwender auf ein Minimum reduziert. Mit der Ni/Al-Dichtung sind alle wichtigen Marktanforderun-gen an EMI-Abschirmdichtungslösung abdeckt.� n
PTS-THERMOFLEX®PTS-THERMOFLEX-HPTS-THERMOFLEX-HHPTS-THERMOFLEX®-XPTS-UNIFLEX-Ewww.pts-marketing.de
TPS-S SEBS/SEPS
HIGH PERFORMANCE
HIGH HEAT
TPE-V EPDM/PP
TPE-E POLYESTER
PTS-CREAMID®V-PTS-CREAMIDPTS-CREALENPTS-CREABLENDwww.pts-marketing.de
PA6/PA6.6
PA strahlenvernetzbar
PP-COMPOUNDS
PC/ABS, PC/PBT,
PA/ABS
PTS_Anzeige.indd 2 10.05.2016 10:25:15
Web-Tipp Elektromagnetische Abschir-mung – Effiziente Funktionsin-tegration durch Spritzgießen
Short-URL: www.plastverarbeiter.de/22583
Kontakt Parker Hannifin, Bietigheim-Bissingen [email protected]
AutorTim Kearvellist in der Anwendungstechnik der Parker Engineered Materials Group, Chomerics Division, Bietigheim-Bissingen, tätig.
Beispiele für nickelbeschichtete und aluminiumgefüllte (Ni/Al) EMI-Abschirmdichtungen auf Silikon-Elastomerbasis.
Bild
quel
le: a
lle P
arke
r
PV_2016_06__48-49_Parker Prädifa.indd 49 10.06.2016 09:58:48

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
ROHSTOFFE50
LED-kompatible Produkte für Lighting-Module
Klebstoffe Delo, Windach, hat ei-ne Vielzahl von Klebstoffen für den Einsatz im LED-Umfeld getestet und freigegeben. Zehn Produkte erhalten grünes Licht für den direkten LED-Kontakt, vier weitere für den indirek-ten. Sie ermöglichen dauerhaft eine hohe Intensität von LED-Modulen und Light Engines. Ihre chemische Verträglichkeit haben die vierzehn Klebstoffe im Standardtest nachge-wiesen. Dabei wurden die Module für sechs Wochen mit 700 mA bestromt, wodurch sie sich auf bis zu 70 °C
aufheizten. Bei der anschließenden Intensitätsmessung kam es bei den Produkten für einen direkten LED-Kontakt zu keinem Helligkeitsabfall, bei denen für einen indirekten Kon-takt nur zu einem geringen. Die ausgasungsarmen und vergilbungs-resistenten Klebstoffe stellen somit eine langanhaltende, hohe optische Qualität des LED-Modul sicher. Bei seinen LED-kompatiblen Produkten setzt das Unternehmen vor allem auf lichthärtende Epoxidharze und Acrylate. Gegenüber Silikonen bieten sie eine höhere Festigkeit und dich-ten besser ab. Aufgrund ihrer Tempe-raturfestigkeit und Flexibilität halten sie extremer Hitze und Kälte sowie Vibrationen stand.� n
Infos + Kontaktwww.plastverarbeiter.de/51118
App für die PolyolefinbrancheSoftware Sabic, Sittard, Niederlan-de, hat eine App namens Sabic Poly-olefin Product Finder für Mobiltelefo-ne auf den Markt gebracht. Der Nut-zer kann damit detaillierte Informati-onen über die Polyethylen- und Polypropylen-Typen der verschiede-nen Branchen suchen, wie beispiels-weise Bauwesen, Konsumgüter, flexi-ble und feste Verpackungen, Gesund-heitswesen, Mobilität und Transport-wesen sowie Folien und Fasern. Die Software ermöglicht, sich mit Kunden zu vernetzen und über ihre Website hinaus, jede gewünschte Produktlö-sung zu finden. Die intuitiv zu bedie-nende App ermöglicht dem Nutzer die Suche via Marktsegment, Endanwen-dung oder technischen Daten.� n
Infos + Kontaktwww.plastverarbeiter.de/55687
Für biologisch ab-baubare ProdukteBiokunststoffe Das ganze Jahr über werden pro Minute 1 Million Kunststoffbeutel benutzt. Viele davon landen in der freien Natur und blei-ben dort. Werden sie mit erneuerba-rem Capa von Perstorp Malmö, Schweden, für Biokunststoffe herge-stellt, können sie sich künftig biolo-gisch abbauen. Das Konzept basiert auf der Capa-Lactid-Technologie, die einen hohen erneuerbaren Material-anteil gestattet. Das Konzept lässt viel Spielraum zur Formulierung elas-tischer oder starrer, transparenter oder kristalliner, zäher oder steifer Polymere mit gezielter Schmelztem-peratur und Polarität.� n
Infos + Kontaktwww.plastverarbeiter.de/15226
Sorgt für Spannungsfestigkeit und dauerhaft dielektrische Eigenschaften
Polyamid Solvay, Alpharetta, USA, hat seine Amodel Polyphthalamide der Serie AE-8900 für Kfz-Elektronikanwendungen um fünf neue verstärkte Typen mit Glasfaseranteilen von 30 bis 60 Prozent erweitert. Die neuen PPA-Produkte bieten hohe Spannungsfestigkeit und dauerhafte dielektrische
Eigenschaften auch bei erhöh-ten Temperaturen. Mit erhöh-ter Beständigkeit gegen Kfz-Betriebsflüssigkeiten, verbes-serten thermischen Eigen-schaften, höherer mecha- nischer Festigkeit und gerin-gerer Feuchtigkeits aufnahme übersteigen die Werkstoffe die die Grenzen der Serien Amodel AE-1100 und AE-4100. Die Se-rie umfasst die Typen AE-8930, AE-8935, AE-8940, AE-8950 und AE-8960 mit 30, 35, 40, 50 beziehungsweise 60 Pro-
zent Glasfaserverstärkung. Mit Kriechstromfestig-keitswerten über 600 Volt liegen sie an der Spitze aller kommerziell verfügbaren PPA. Das sorgt für hohe Beständigkeit isolierender Anwendungen ge-gen elektrischen Spannungsdurchschlag und schützt somit vor möglichen Kurzschlüssen oder
Überschneidungen zwischen empfindlichen elektri-schen Kontakten. Die Variante AE-8935 zeigt insbe-sondere bei Thermoschockprüfungen unter allen kommerziellen PPA-Typen die beste Spannungsriss-beständigkeit. Diese Type sowie die Version AE-8940 erfüllen wesentliche Konstruktions-anforderungen an Kfz-Technologien für Elektromo-toren, Brennstoffzellenfahrzeuge und Leistungs-elektronik. Beide Materialien verfügen vor allem über einen hohen CTI, stabile Feuchtebeständigkeit und zuverlässige Leistungsfähigkeit bei Tempera-turen von -40 bis +150 °C. Zusammen mit der jüngsten Integration der Ryton-Polyphenylensulfide positioniert sich das Unternehmen als Komplett-anbieter hochleistungsfähiger Polymerlösungen für den rasch wachsenden Markt der Kfz-Elektronik. �n
Infos + Kontaktwww.plastverarbeiter.de/76280
Bild
quel
le: S
olva
y
Die neuen Glasfaser-verstärkten Typen bieten auch bei erhöhten Temperaturen hohe Spannungsfestigkeit und dauerhafte dielekt-rische Eigenschaften.
Bildquelle: Petinovs/fotolia.com
PV_2016_06__50_Produkte_RZ 3.indd 50 10.06.2016 10:02:47

Polyamid mit kupferfreiem Hitzestabilisator
Polyamid Vydyne R515J und R535J von Ascend Performance Materials sind neue, mit 15 und 35 Gewichts-prozent Glasfaser-verstärkte PA66-Typen im Portfolio von Ultrapoly-mers, Augsburg. Sie sind leicht flie-
ßend und verringern Ablagerungen im Werkzeug sowie Korrosion an me-tallischen Werkstoffen, insbesondere in feuchter Umgebung. Damit eignen sich beide Typen für das kosteneffizi-ente Spritzgießen von Teilen mit kom-
plexen Geometrien und geringen Wanddicken und speziell für den Ein-satz in der Elektro- und Elektronik-industrie. Die Schlüssel zu diesen gegenüber herkömmlichen PA66-Ty-pen signifikanten Fortschritten sind die Verwendung eines kupferfreien Hitzestabilisators und die hohe Rein-heit der Werkstoffe. Der Stabilisator bewirkt die besseren dielektrischen Eigenschaften, die geringere Leitfä-higkeit sowie die höhere Durch-schlagfestigkeit ohne dabei das Alte-rungsverhalten und die mechani-schen Eigenschaften negativ zu be-einflussen. Beide Typen sind jeweils naturfarben und in Schwarz verfüg-bar. Die naturfarbenen Ausführungen benötigen zum Einfärben bis zu 25 Prozent weniger Masterbatch. Bauteile aus den schwarzen Typen sind lasermarkierbar. Belagbildung in Spritzgießwerkzeugen ist ein kost-
entreibendes Problem in der Produk-tion. Bei den für PA66 typischen Ver-arbeitungstemperaturen von etwa 280 bis 320 °C entweichen kontinu-ierlich flüchtige Bestandteile aus der Schmelze. Diese kondensieren auf der vergleichsweise kalten Werk-zeugoberfläche und bauen dabei Ab-lagerungen auf, sodass die Entlüf-tungen mit der Zeit verstopfen. Damit die im Werkzeug eingeschlossene Luft entweichen kann und um Bren-ner zu vermeiden, muss das Werk-zeug zur Reinigung ausgebaut wer-den. Das neue, bei den PA-66-Typen eingesetzte Verfahren entfernt diese Verunreinigungen effizient und mini-miert so deren produktivitätshem-mende Folgen.� n
Infos + Kontaktwww.plastverarbeiter.de/56843
Materialien für die Elektro- und Elektronikindustrie
Bild
quel
le: U
ltrap
olym
ers
PBT, PCT Glasfasergehalte der ha-logenfrei flammgeschützten PBT-Compounds Pocan BFN von Lanxess, Köln, reichen bis 30 Prozent. Damit soll sichergestellt werden, dass sie nicht nur in ökologischer Hinsicht, sondern auch von ihrem technischen Leistungsprofil her eine Alternative zu PBT-Compounds mit halogenhalti-gem Flammschutzpaket sind. Sie weisen zum Beispiel eine bessere Wärmestabilität sowie höhere Kriech-strom- und Durchschlagfestigkeiten auf. Ihre mechanischen Eigenschaf-ten lassen sich über den Glasfaser-gehalt annähernd dem Niveau ihrer Pendants mit halogenhaltigem Flammschutz angleichen. Weiterhin demonstrierte das Unternehmen an einem Fleischwolf die Chancen, die hochverstärkte Polyamide in der Kon-struktion sehr steifer und fester Bau-teile für hochbeanspruchte Anwen-
dungen eröffnen. Trotz ihres hohen Verstärkungsgrades sind die Materi-alien so fließfähig wie Standard-Po-lyamide mit deutlich niedrigerem Füllstoffgehalt, weshalb sie ebenfalls für dünnwandige Konstruktionen ein-gesetzt werden können. Außerdem stand die breit gefächerte Palette an neuen Werkstoffen für LEDs und an-dere Lichttechniken im Fokus. Eine Innovation für LED-Chips sind Com-pounds auf Basis von Polycyclohexy-lendimethylenterephthalat (PCT). Diese altern kaum unter Wärmebel-astung, sodass ihr hohes Reflexions-vermögen im Gegensatz zu Hochtem-peratur-Polyamiden nicht nachlässt. Ebenfalls neu ist ein Polyamid 6, das nicht nur eine hohe Lichtreflexion und Wärmeleitfähigkeit zeigt, sondern auch sehr flammwidrig ist. Für den Einsatz von Elektronik im Automobil wurde ein hydrolyse stabilisierter PBT-
Typ für sicherheitsrelevante Bauteile, die in feucht-heißem Klima nicht versagen dürfen. Die Glasfasergehal-te reichen von 15 bis 45 Prozent. Auch eine unverstärkte Variante ist im Angebot. Zu den Produktneuheiten zählt das hydrolysestabile und flammwidrige Pocan BF 4232 HR. Es erfüllt die Flammschutzprüfung UL
94 der US-amerikanischen Prüfge-sellschaft Underwriters Laboratories (UL) in allen zu prüfenden Farben mit der besten Einstufung V-0 bereits ab 0,4 mm Probenkörperdicke.� n
Infos + Kontaktwww.plastverarbeiter.de/57371
Plastverarbeiter · 06 · 2016
ROHSTOFFE 51
www.plastverarbeiter.de
Die neuen kupferfreien hitzestabilisierten PA66-GF-Typen sind für Anwendungen in Elektrik und Elektronik optimiert.
PV_2016_06__51_Produkte_RZ 1.indd 51 13.06.2016 10:00:12

06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
Kontrolle des Ansintergrades mit einer hoch auflösenden, traversierenden Kamera
Inline-Prüfung von Carbonfaser-Gelegen
100-Prozent-Kontrolle statt visuelles Prüfen
Inline-Messsysteme prüfen die Quali-tät von Kohlefasergelegen an den Produktionslinien im Werk Wackersdorf von SGL Automotive Carbon Fibers (SGL ACF), ein Joint Venture von BMW und der SGL Group, die BMW exklusiv mit Carbonfaser-Materialien versorgt. Die automatische Kontrolle ist so um
fassend, dass keine visuelle Inspek-tion mehr stattfindet. Mit den Anlagen stellt das Unternehmen sicher, dass alle Gelegerollen, die das Werk verlassen, die Spezifikation des Auftraggebers erfüllen. Detektiert das Mess system während der Produktion einen Fehler, wird die Produktion ge
stoppt. Bereiche, die Fehler enthalten, werden zusätzlich auf der Bahn mit Etiketten markiert. So kann BMW auch die Rollen verwenden, bei denen Teilbereiche nicht der geforderten Spezifikation entsprechen.
Web-Tipp Automatisierte Produktionsanlage mit fünfstufiger Qualitätsprüfung im Reinraum
Automatisiertes Prüfsystem für Folien
Mehrere mechatronische Testreihen parallel fahren
ShortURL: www.plastverarbeiter.de/60590
QUALITÄTSSICHERUNG / MESSTECHNIK52
PV_2016_06__52-53_Pixargus.indd 52 13.06.2016 10:02:46

QUALITÄTSSICHERUNG / MESSTECHNIK 53
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
Der Auslauf einer Wirkanlage mit fünf MessstationenOptische Kontrolle des Geleges auf Wirkfehler mit acht Kameras
Bei einer Breite der Gelegebahn von etwa 3,5 m und einer Produktionsgeschwindigkeit von bis zu 600 m/min ist eine zuverlässige und lückenlose visuelle Inspektion des Geleges durch den Menschen nicht möglich. Aus diesem Grund nutzt SGL ACF bei der Produktion von bi und multiaxialen Carbonfasergelegen die WebcontrolCarbonFiberSysteme von Pixargus, Würselen. Aus diesem Material entstehen die Karosserie und Chassiselemente für den BMW i3 und BMW i8. Diese Elektro und Hybridfahrzeuge basieren auf einem Leichtbaukonzept für Serien fahrzeuge mit einem hohen CFKAnteil.
Während der Produktion der Kohlefasergelege prüfen die Messsysteme hinter den Wirkeinheiten und den Binderautomaten die Qualität der Gelege vom Pulverauftrag bis zum Aufwickeln der Rollen. Alle Messungen – mit Ausnahme derjenigen des Flächengewichtes – und die Inspektion erfolgen optisch. Eines der wichtigsten Elemente des Systems ist dabei das WebControlCarbonfiberSystem, das die Oberflächenstruktur des Bahnwarengeleges inspiziert.
Im Jahre 2012 hatte SGL ACF die erste Produktionslinie mit einem System von Pixargus ausgestattet, das die Qualität des Pulverauftrages, des Gewebes, des Ansintergrades und des Aufwickelns mit unterschiedlichen Sensoren prüft. Diese Lösung hat sich
so gut bewährt, dass das System unverändert auch an den anderen Produktionsanlagen im Wackersdorfer Werk zum Standard wurde. Heute ist es ein fester Bestandteil jeder neuen Anlage, erst kürzlich wurde die zwölfte Anlage installiert.
Die Systeme haben die visuelle Inspektion sowie die stichprobenartigen Messungen am Ende der einzelnen Rollen abgelöst und ermöglichten stattdessen eine 100ProzentKontrolle. Seitdem findet daher keine visuelle Inspektion mehr statt: Die Anlagen werden nur noch von jeweils einem Mitarbeiter überwacht. Das System entscheidet dabei eigenständig über die Freigabe jeder einzelnen Rolle, ohne dass ein Mensch eingreift. Die automatische Inspektion hat sich als so zuverlässig erwiesen, dass die Produktion nur gestartet wird, wenn das System eingeschaltet ist.
Detektiert das System einen relevanten Fehler, wird die Produktion automatisch gestoppt, Ampeln zeigen die Art des Fehlers an. Darüber hinaus kann der Bediener die Fehlerbilder am Bildschirm ansehen. Bereiche, die Fehler enthalten, werden zusätzlich auf der Bahn mit Etiketten markiert.
Als Generalunternehmer für die vollständige Endkontrolle bietet Pixargus auch Software für die Datenauswertung an: Das Unternehmen verknüpft die Messergebnisse der unterschiedlichen Sensoren, die von ver
s ch i edenen S t e l l en in den Produktionsanlagen stammen, auf einer digitalen Landkarte zu einer Gesamtschau. So sieht der Anwender die Resultate im Zusammenhang. Zudem wird jede Rolle mit einem Protokoll ausgeliefert, das die Qualität dokumentiert und einen Statistikreport enthält. Außerdem übermittelt das System die digitale Landkarte online an die sogenannten StackingAnlagen bei BMW, dort werden fehlerhafte Bereiche ausgeschleust. Auf diese Weise nutzt der Autohersteller auch diejenigen Rollen optimal, bei denen Teilbereiche nicht der geforderten Spezifikation entsprechen. Das aussortierte Material kommt zurück zu SGL ACF, wo es die VliesKomplexAnlage wiederverwendet. Auf diese Weise entsteht ein geschlossener Materialkreislauf.� n
AutorStephan Hennickenist Produktmanager für Vision Systems bei Pixargus in Würselen.Dirk Broichhausenist Vice President Sales & Marketing bei Pixargus in Würselen.
Kontakt Pixargus, Würselen Tel.: 02405 47908-0 [email protected]
Bild
quel
le: a
lle P
ixar
gus
PV_2016_06__52-53_Pixargus.indd 53 13.06.2016 10:02:57

www.plastverarbeiter.de
Automatisiertes Prüfsystem für Folien
Prüfmaschine Bei der Entwick-lung neuer Polymere, beispielsweise für Folien, ist eine kontinuierliche Materialprüfung zwingend notwen-dig. Um dies effizient und sicher durchführen zu können, hat Zwick, Ulm, ein Roboter-Prüfsystem für au-tomatisierte Zugversuche entwickelt. Dieses besteht aus der Material-Prüfmaschine Allroundline und dem Probenzuführsystem Robotest F. Es ist für automatisierte Zugversuche an Folienstreifen nach ASTM D 882, ISO527-3 und anderen Normen kon-
zipiert. Die Prüfmaschine ist für Kräfte bis 5 KN ausgelegt und mit einem 200-N-Kraftaufnehmer sowie symmetrisch schließenden, pneuma-tisch betätigten Probenhaltern aus-gestattet. Das Probenmagazin be-steht aus einer umlaufenden Kette mit 200 Plätzen. Jede Probe wird durch zwei Spangen gehalten. Der Abstand der Spangen lässt sich ver-stellen, ebenso die Anschläge für verschieden breite Proben. Somit ist das System für viele nicht formstabi-le Proben geeignet. Mit der Magazin-kapazität kann die Anlage etwa eine 8-Stunden-Schicht lang unbeauf-sichtigt prüfen.� n�
�
Infos + Kontaktwww.plastverarbeiter.de/93912
Ein Blick auf ultra-dünne SchichtenLasermessgerät Mit einigen tech-nischen Tricks gelang es der TU Wien in Österreich, ein Gerät zu entwi-ckeln, das in Beschichtungsanlagen für energietechnische, elektronische oder pharmazeutische Produkte eingebaut werden kann und im lau-fenden Betrieb eine Qualitätskont-rolle ermöglicht. „Das Grundprinzip des Inline-Ellipsometers ist ein-fach“, sagt Ferdinand Bammer vom Institut für Fertigungstechnik und Hochleistungs lasertechnik. „Man beleuchtet die Oberfläche mit einem Laserstrahl und misst, wie das La-serlicht durch die dünne Schicht verändert wird.“ Dabei geht es nicht nur um die Intensität des Laser-strahls. Eine entscheidende Rolle spielt seine Polarisation.� n
Infos + Kontaktwww.plastverarbeiter.de/91537
Messen von großen Werkstücken
Optisches Messgerät Das voll-ständige Erfassen des Werkstücks in einem Bild ermöglicht eine einfache Bedienung und kurze Messzeiten. Für kleinere Werkstücke nutzt das Mess-gerät analog zum klassischen Profil-projektor das Sehfeld des Objektivs als Messbereich. Dieses Prinzip ist für verschiedene Messbereiche durch die klassischen Quickinspect-Geräte von Werth, Gießen, realisiert. Bei größeren Messbereichen ist mit die-sem Konzept die Auflösung und so-mit auch die Genauigkeit beim Mes-sen aufgrund der Anzahl und Größe
der Pixel begrenzt. Für höhere Anfor-derungen an Messbereich, Auflösung und Messunsicherheiten wird die gleiche einfache Bedienung durch Messung im Bild mit dem neuen Quickinspect MT realisiert. Hierzu rastert das Gerät auf Knopfdruck die Werkstücke in Sekundenschnelle ab und erzeugt hochaufgelöste Bilder mit nahezu beliebig vielen Pixeln und hoher Genauigkeit. Auch besonders kleine oder hochgenaue Merkmale an größeren Objekten können sehr gut dargestellt und gemessen werden. Im Automatikmodus wird das Mess-objekt nach dem Rastern vollauto-matisch erkannt und das passende CNC-Messprogramm gestartet.� n
Infos + Kontaktwww.plastverarbeiter.de/92141
Bildquelle: Werth
Bildquelle: Zwick
Telefonische Auskunft auch sonntags von 17 - 18 h
Belgien • England Frankreich Österreich Polen Rumänien • Schweiz • Skandinavien • Spanien • Ukraine • Ungarn
• • Lusemburg • Niederlande • •
Colmantstraße 36 D-53115 Bonn Telefon +49(0)228 608 999-0 @psp.de • • • bewerbung
Porges, Siklossy & Partner GmbHPersonalberatung PSPP
SP
Mit dieser Anzeige vertreten wir ein inhabergeführtes, mittelständisches Unternehmen in Baden, das sich zu einem der führenden Anbieter komplexer Systemlösungen auf der Basis von anspruchsvollen Kunststoffspritzgussteilen für verschiedenste High-Tech-Anwendungen entwickelt hat. Das Unternehmen beschäftigt an mehreren Standorten über 700 Mitarbeiter und verfügt über eine enorme Fertigungstiefe. Zur Verstärkung der aktiven Vertriebsarbeit suchen wir eine technisch versierte Persönlichkeit (m/w) als
VertriebsingenieurHigh-Tech-Kunststoffverarbeitung
Direkt der Geschäftsleitung unterstellt wird die Aufgabe als Vertriebsingenieur die Akquisition interessanter Projekte bei neuen und bestehenden Kunden sein. Dabei wird er eng mit den technischen Abteilungen des Hauses zusammenarbeiten. Er muss deswegen über eine fundierte technische Ausbildung (Dipl.-Ing. Kunststofftechnik oder Maschi-nenbau) sowie mindestens fünfjährige Berufserfahrungen im Vertrieb anspruchsvoller technischer Baugruppen auf der Basis von Spritzgussteilen und deren Weiterverarbeitung verfügen. Aufgrund der Internationalität müssen wir englische Sprachkenntnisse ebenfalls voraussetzen.
Diese Aufgabe erfordert den technisch versierten, akquisitionsstarken Kandidaten, der ein hohes Maß an Initiative entwickelt und in der Lage ist, Projekte mit OEMs und großen Zulieferern umzusetzen. Die Tätigkeit kann sowohl vom attraktiven Standort in Baden als auch von einem Home Office in zentraler Lage Deutschlands ausgehend wahrgenommen werden, wobei letzteres die häufige Anwesenheit am Hauptsitz des Unternehmens voraussetzt.
Bitte richten Sie Ihre Bewerbung für die Position Vertriebsingenieur, deren vertrauliche Behandlung zugesichert wird (Beachtung von Sperrvermerken ist selbstverständlich), mit tabellarischem Lebenslauf, Handschriftenprobe, Zeugniskopien, Angaben über Einkommensvorstellung und frühestmöglichen Eintrittstermin unter Kennziffer 68131G an die
www.psp.de
08.30 - 17.30
06 · 2016 · Plastverarbeiter
QUALITÄTSSICHERUNG / MESSTECHNIK54
STELLENANZEIGE
PV_2016_06__54_Produkte_QM 1.indd 54 15.06.2016 11:27:32

Lichtkabinen für farbige Oberflächen
Farbabmusterung Die Lichtkabinen der Serie Color Viewing Light von Just Normlicht, Weilheim a.d. Teck, liefern kontrollierte Lichtbedingungen und ermöglichen dadurch eine zuverlässige, visu-elle Farbprüfung von Materialien wie Papier, Kunststoff, Lacke oder Textilien. Während sich die Kabine der Größe S für kleine Abmusterungsgegen-stände eignet, ist bei der Größe XL mit Maßen über 1,5 m die farbliche Beurteilung von großen und sperrigen Gegenständen möglich.� n
Infos + Kontaktwww.plastverarbeiter.de/38386
Nimmt bis zu fünf Farben gleichzeitig aufFarbmessgerät Das Farbmessgerät RAL Color-catch Nano von RAL Farben, Sankt Augustin, ist das erste Colorimeter überhaupt, das bis zu fünf Farben gleichzeitig aufnimmt, unabhängig von Größe und Beschaffenheit der Oberfläche und des Materials. Dabei werden die einzelnen Bilder sechsfach vergrößert, während Schatteneffekte oder Schmutzpartikel eliminiert werden, was eine präzise Farbmessung ermöglicht. Über die Verbin-dung mit der RAL-App Icolours wird die nächst-gelegene RAL-Farbe oder eine Farbe aus einer an-deren, vorab ausgewählten Farbkollektion ange-zeigt. Der ausgewählte Farbton lässt sich dann auf ein fotografiertes Objekt übertragen und per Mail verschicken. Wie die App, die jetzt auch als Soft-ware für das Farbmessgerät dient, wurde das Ge-rät in Kooperation mit dem Schweizer Unterneh-men Colorix entwickelt und ist kompatibel mit Apple- und Android-Geräten.� n
Infos + Kontaktwww.plastverarbeiter.de/80346
Kompaktsystem für die Oberflächenanalyse
Oberflächenanalyse Das Weitfeld-Konfokal-mikroskop Smartproof 5 von Zeiss, Jena, wurde für eine breite Palette von industriellen Anwendungen in Qualitätssicherungs- und Qualitätskontroll-abteilungen, Produktionsumgebungen und For-schungs- und Entwicklungslabore entwickelt. Das Mikroskopsystem erstellt 3D-Rekonstruktionen und Rauheitsmessungen von Probenoberflächen. An-wender profitieren von wiederholbaren Ergebnis-sen und hohem Probendurchsatz. Durch das ro-
buste Design kann das Mi-kroskop ohne zusätzliche Anti-Vibrationsausrüstung installiert werden. Optik, Elektronik und Kamera sind eingebettet. Die wenigen Kabel sowie die Form ver-mitteln dem Anwender ei-nen aufgeräumten Ein-druck. Bei der Software profitiert der Anwender von einfach zu bedienenden Workflow-Routinen. Erlern-
bare Inspektionsaufgaben und die übersichtliche grafische Benutzeroberfläche erleichtern wieder-kehrende Aufgaben. Unabhängig vom Anwender erfasst das System Daten und liefert nachvollzieh-bare Ergebnisse.� n
Infos + Kontaktwww.plastverarbeiter.de/87473
QUALITÄTSSICHERUNG / MESSTECHNIK 55
www.plastverarbeiter.de
SENSOREN
www.micro-epsilon.de/color
Tel. +49 7161 9887 2300
Farbsensoren für die sichere und schnelle Farbüberwachung mit hoher Genauigkeit
Alle Oberflächen: transparent, glänzend, matt und strukturiert
Messung aus großem Abstandoder direkt am Objekt möglich
Einfache Bedienung über Teach-In
Kompaktsensoren und Lichtleiter-Ausführungen mit verschiedenen Optiken
FARB-ZUR
ERKENNUNG
Bild
quel
le: Z
eiss
Bildquelle: Just Normlicht
PV_2016_06__61_Produkte_QM 2.indd 55 13.06.2016 10:30:15

Ist eine Linse zu dick, ist das Tragen nicht angenehm. Ist die Linse zu dünn, könnte sie reißen oder sich bei der Hand-habung in Falten legen oder sich umstülpen. Eine standar-disierte Konstruktionsplattform hilft, die Mitte zu treffen.
CAD-Software für die Konstruktion von Kontaktlinsen
Entwicklungszeit halbiert durch 3D-Visualisierung
Der Hersteller von Kontaktlinsen und medizinischen Produkten Bausch & Lomb stand vor der Aufgabe, Design und Herstellung der wachsenden Zahl von Kontaktlinsen-Konfigurationen zu automatisieren. Gleichzeitig wollte das Unternehmen die Entwicklung
dünnerer und komfortablerer Kon-taktlinsen antreiben und die Genauig-keit der Optiken sowie des Werkzeug-designs verbessern. Dazu implemen-tierte der Hersteller eine 3D-Konst-ruktionsplattform mit Oberflä chen- bearbeitungs-, Analyse- und Simula-
tionstools. Damit reduzierte er seine Entwicklungszeit um 60 Prozent und die Prototypenzahl um 50 Prozent. Weitere Einsparungen erzielte das Unternehmen, indem es auch bei den Werkzeugen für die Kontaktlinsen mit Konfigurationen arbeitet.
06 · 2016 · Plastverarbeiter www.plastverarbeiter.de
„Weil wir mit hochentwickelter Optik zu tun haben, müssen unsere Design-tools mit komplexen, mathematisch präzisen Oberflächen und Geometrien umgehen können“, sagt Robert Stupplebeen, Ingenieur Biomechanik bei Bausch & Lomb, Rochester, USA. „Wir müssen die Krümmung der Lin-senoberflächen visualisieren, die Lin-sendicke modulieren und bei jeder Linse zahlreiche kundenspezifische Designvariationen berücksichtigen.“ Daher habe der Vorstand des Unter-
nehmens entschieden, die zuvor von den Technikern verwendeten 2D- und 3D-CAD-Tools durch eine standardi-sierte 3D-Plattform auszutauschen. Die Unigraphics- und Auto-CAD- Design-Software-Anwendungen wur-den durch eine einzige 3D-Plattform ersetzt, die die Anforderungen des Unternehmens an die Modellierung, Oberflächenbearbeitung und Analyse erfüllt. Der Vorstand wollte dadurch die Ingenieure in die Lage versetzen, die Linsenleistungen und den Trage-
komfort zu erhöhen – bei gleichzeiti-ger Automatisierung der Entwick-lungsprozesse und Kontrolle der Kos-ten. Der Kontaktlinsenhersteller benö-tigte außerdem einen benutzer- freundlicheren Ansatz für das Arbeiten mit komplexen Oberflächen.
Das Unternehmen entschied sich für 30 Lizenzen der Solidworks-Premi-um-Software von Dassault Systèmes, Stuttgart. Die Wahl fiel auf diese Lö-sung, weil sie bedienerfreundlich ist, eine fortgeschrittene Oberflächenbear-
Bild
quel
le: B
ausc
h &
Lom
b
PRODUKTENTWICKLUNG56
PV_2016_06__56-57_Dassault Systemes.indd 56 13.06.2016 10:18:30
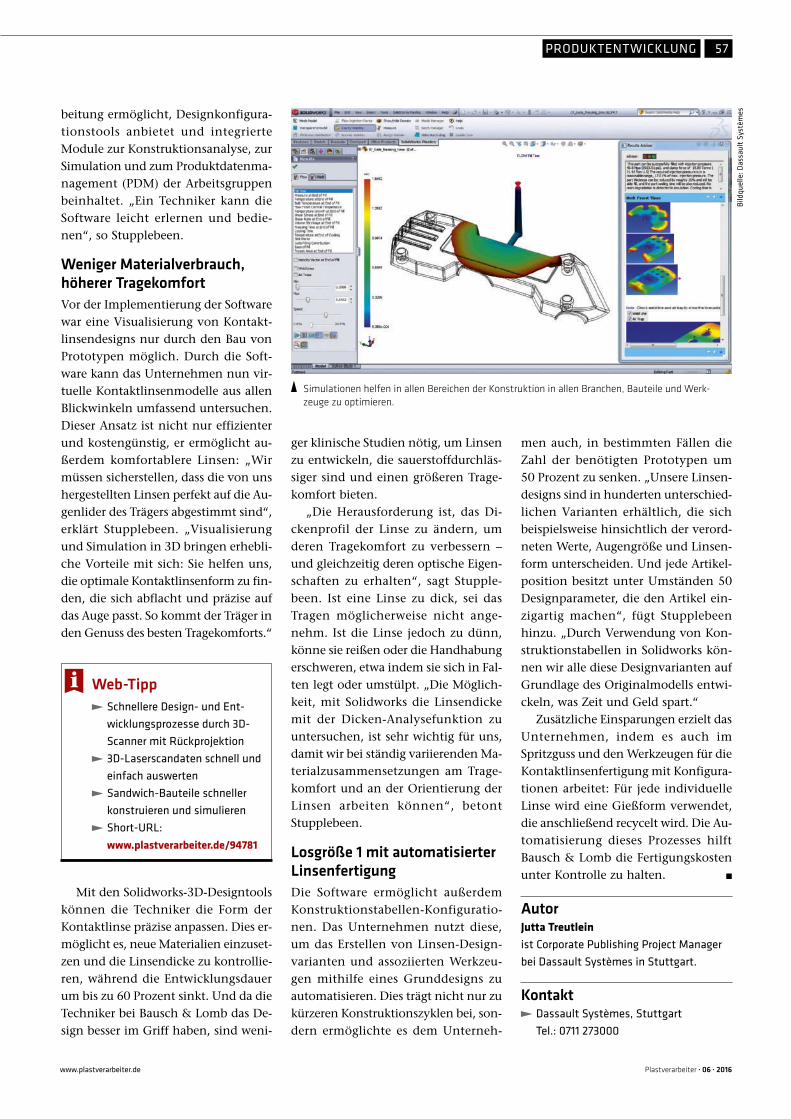
PRODUKTENTWICKLUNG 57
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
beitung ermöglicht, Designkonfigurationstools anbietet und integrierte Module zur Konstruktionsanalyse, zur Simulation und zum Produktdatenmanagement (PDM) der Arbeitsgruppen beinhaltet. „Ein Techniker kann die Software leicht erlernen und bedienen“, so Stupplebeen.
Weniger Materialverbrauch, höherer TragekomfortVor der Implementierung der Software war eine Visualisierung von Kontaktlinsendesigns nur durch den Bau von Prototypen möglich. Durch die Software kann das Unternehmen nun virtuelle Kontaktlinsenmodelle aus allen Blickwinkeln umfassend untersuchen. Dieser Ansatz ist nicht nur effizienter und kostengünstig, er ermöglicht außerdem komfortablere Linsen: „Wir müssen sicherstellen, dass die von uns hergestellten Linsen perfekt auf die Augenlider des Trägers abgestimmt sind“, erklärt Stupplebeen. „Visualisierung und Simulation in 3D bringen erhebliche Vorteile mit sich: Sie helfen uns, die optimale Kontaktlinsenform zu finden, die sich abflacht und präzise auf das Auge passt. So kommt der Träger in den Genuss des besten Tragekomforts.“
Mit den Solidworks3DDesigntools können die Techniker die Form der Kontaktlinse präzise anpassen. Dies ermöglicht es, neue Materialien einzusetzen und die Linsendicke zu kontrollieren, während die Entwicklungsdauer um bis zu 60 Prozent sinkt. Und da die Techniker bei Bausch & Lomb das Design besser im Griff haben, sind weni
ger klinische Studien nötig, um Linsen zu entwickeln, die sauerstoffdurchlässiger sind und einen größeren Tragekomfort bieten.
„Die Herausforderung ist, das Dickenprofil der Linse zu ändern, um deren Tragekomfort zu verbessern – und gleichzeitig deren optische Eigenschaften zu erhalten“, sagt Stupplebeen. Ist eine Linse zu dick, sei das Tragen möglicherweise nicht angenehm. Ist die Linse jedoch zu dünn, könne sie reißen oder die Handhabung erschweren, etwa indem sie sich in Falten legt oder umstülpt. „Die Möglichkeit, mit Solidworks die Linsendicke mit der DickenAnalysefunktion zu untersuchen, ist sehr wichtig für uns, damit wir bei ständig variierenden Materialzusammensetzungen am Tragekomfort und an der Orientierung der Linsen arbeiten können“, betont Stupplebeen.
Losgröße 1 mit automatisierter LinsenfertigungDie Software ermöglicht außerdem KonstruktionstabellenKonfigurationen. Das Unternehmen nutzt diese, um das Erstellen von LinsenDesignvarianten und assoziierten Werkzeugen mithilfe eines Grunddesigns zu automatisieren. Dies trägt nicht nur zu kürzeren Konstruktionszyklen bei, sondern ermöglichte es dem Unterneh
men auch, in bestimmten Fällen die Zahl der benötigten Prototypen um 50 Prozent zu senken. „Unsere Linsendesigns sind in hunderten unterschiedlichen Varianten erhältlich, die sich beispielsweise hinsichtlich der verordneten Werte, Augengröße und Linsenform unterscheiden. Und jede Artikelposition besitzt unter Umständen 50 Designparameter, die den Artikel einzigartig machen“, fügt Stupplebeen hinzu. „Durch Verwendung von Konstruktionstabellen in Solidworks können wir alle diese Designvarianten auf Grundlage des Originalmodells entwickeln, was Zeit und Geld spart.“
Zusätzliche Einsparungen erzielt das Unternehmen, indem es auch im Spritzguss und den Werkzeugen für die Kontaktlinsenfertigung mit Konfigurationen arbeitet: Für jede individuelle Linse wird eine Gießform verwendet, die anschließend recycelt wird. Die Automatisierung dieses Prozesses hilft Bausch & Lomb die Fertigungskosten unter Kontrolle zu halten.� n
Web-Tipp Schnellere Design- und Ent-wicklungsprozesse durch 3D-Scanner mit Rückprojektion
3D-Laserscandaten schnell und einfach auswerten
Sandwich-Bauteile schneller konstruieren und simulieren
Short-URL: www.plastverarbeiter.de/94781
Kontakt Dassault Systèmes, Stuttgart Tel.: 0711 273000
AutorJutta Treutleinist Corporate Publishing Project Manager bei Dassault Systèmes in Stuttgart.
Simulationen helfen in allen Bereichen der Konstruktion in allen Branchen, Bauteile und Werk-zeuge zu optimieren.
Bild
quel
le: D
assa
ult S
ystè
mes
PV_2016_06__56-57_Dassault Systemes.indd 57 13.06.2016 10:18:34

www.plastverarbeiter.de
WEGWEISER58
06 · 2016 · Plastverarbeiter
Inserenten
Unternehmen
AGS, Bergisch Gladbach 29
ALBIS, Hamburg 2. US
ARBURG, Loßburg 19
B & R, Bad Homburg 5
ENGEL AUSTRIA, A-Schwertberg 13
EWIKON, Frankenberg 3
Franke, Aalen 23
Hennecke, St. Augustin 35
ILLIG, Heilbronn 24
JEC, F-Paris 45
LANXESS Deutschland, Krefeld 7
Mack Brooks, GB-St Albans, Herts 11
MAIER-UNITAS, Köngen 40
Micro-Epsilon, Ortenburg 55
MOLD-MASTERS EUROPA,
Baden-Baden 9
PSP, Bonn 54
PTS, Adelshofen 47, 49
SCHUMA, Laichingen 40
SF-Filter, VS-Schwenningen 31
SIMAR, Vaihingen 51
Stäubli Tec-Systems Connectors,
Bayreuth 33
Stäubli Tec-Systems Robotics,
Bayreuth 25
WEMO, Reinheim 29
Will & Hahnenstein, Herdorf 40
Wittmann Battenfeld,
A-Kottingbrunn 4. US
Zahoransky,
Freiburg / Hochdorf 41
Allied Vision, Stadtroda 60
Arburg, Loßburg 20, 26
ASS Maschinenbau, Overath 26
B+B Anlagenbau, Willich 8
BASF, Ludwigshafen 8
Battenfeld-Cincinnati Germany,
Bad Oeynhausen 31
Bausch & Lomb, Rochester, USA 56
Belectric OPV, Nürnberg 12
Borealis, Wien, Österreich 8
Carl Hanser Verlag, München 10
Dassault Systèmes, Stuttgart 56
Delo, Windach 50
Dürrschmidt, Pfaffenhofen 26
EGS, Donaueschingen 25
Engel, Schwertberg, Österreich 10, 26
Evonik Industries, Essen 9
Extrudex, Mühlacker 12
Fipa, Ismanning 24
Freudenberg Sealing Technologies,
Weinheim 11
Herbold Meckesheim, Meckesheim 8, 24
IAI, Schwalbach 25
I-Mold, Michelstadt 41
Innoform Coaching, Hasbergen 66
Just Normlicht, Weilheim a.d. Teck 61
Kistler, Winterthur, Schweiz 10
Klöckner Pentaplast, Heiligenroth 11
Krauss Maffei, München 23, 26
Krauss Maffei Berstorff, Hannover 31
Kunststoff-Institut Südwest,
Villingen-Schwenningen 66
Kunststoffland NRW e. V., Düsseldorf 66
Lanxess, Köln 51
Lapp, Stuttgart 14
Lapp Engineering, Cham, Schweiz 12
LPKF, Fürth 24
Maka Systems, Nersingen 38
MHS Heißkanaltechnik, Würzburg 36
Michael Koch, Ubstadt-Weiher 24
Mold Hotrunner Solutions,
Georgetown, Kanada 36
Motan-Colortronic, Stuttgart 12
Nordson Polymer Processing Systems
(PPS), Münster 8
OR Laser, Dieburg 24
Parker Hannifin,
Bietigheim-Bissingen 48
Paul Leibinger, Tuttlingen 23
Perstorp Malmö, Schweden 50
Pixargus, Würselen 52
Polykemi, Hattingen 47
RAL Farben, Sankt Augustin 61
Sabic, Sittard, Niederlande 50
Schatz USA, Holly, USA 10
Simar, Vaihingen/Enz 32
Single Temperiertechnik,
Hochdorf 44
Solvay, Alpharetta, USA 50
Swiss Tools Systems, Bürglen,
Schweiz 41
TU Wien, Wien, Österreich 60
Ultrapolymers, Augsburg 51
VDI Wissensforum, Düsseldorf 66
VDMA Robotik + Automation,
Frankfurt 9
VDWF – Verband Deutscher Werkzeug-
und Formenbauer, Schwendi 66
Wacker Chemie, München 44
Weinreich, Lüdenscheid 31
Werth, Gießen 60
Wittmann Robot Systeme,
Nürnberg 26
Zeiss, Jena 61
Zwick, Ulm 60
PV_2016_06__58_Wegweiser Inserenten.indd 58 14.06.2016 08:25:05

MARKT & KONTAKT 59
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
MARKT & KONTAKT 59
Markt und Kontakt
Roh- und HilfsstoffeKunststoffverarbeitung, DienstleistungKunststoff- und KautschukprodukteMaschinen, Werkzeuge, ZubehörMess- und Prüftechnik, QualitätssicherungBetriebstechnikRecyclingPPS/SoftwareDienstleistung/Institute
1 1
ROH- UND HILFSSTOFFE
COMPOUNDS
COMPTEK GmbH Compounds & FarbbatchHeinrich-Hertz-Str. 15, D-65582 DiezTel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50www.comptek.de, [email protected]
ELASTOMERE, THERMOPLASTISCHE
Müller Kunststoffe GmbH D-96215 Lichtenfels • Max-Planck-Straße 3Tel.: 0 95 71/94 894-0, Fax: 0 95 71/94 894-90Mail: [email protected]
Nordmann, Rassmann GmbHKajen 2, 20459 HamburgTel. 0 40/36 87-0, Fax 0 40/36 87-2 49Internet: http://www.nrc.de
FARBEN FÜR KUNST-STOFFE
G. E. HABICH’S SÖHNE GmbH & Co. KGFarbenfabriken34359 ReinhardshagenTel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38e-mail: [email protected]
NOVOSYSTEMSFarben und Additive GmbHWinsener Landstrasse 124D-21217 SeevetalTel. 0 41 05/14 58-0, Fax 0 41 05/14 [email protected] / www.novosystems.de
FARBKONZENTRATE (BATCHES)
COLORANT GmbHFluorkunststoff-TechnologieJustus-Staudt-Straße 1D-65555 Limburg-OffheimTel. 0 64 31/98 99-0, Telefax 0 64 31/98 99-30
Markt und Kontakt
Roh- und HilfsstoffeKunststoffverarbeitung, DienstleistungKunststoff- und KautschukprodukteMaschinen, Werkzeuge, ZubehörMess- und Prüftechnik, QualitätssicherungBetriebstechnikRecyclingPPS/SoftwareDienstleistung/Institute
Color Service GmbH & Co. KGOffenbacher Landstr. 107–10963512 HainburgTel. 0 61 82/95 40, Fax 0 61 82/9 54-1 11e-Mail: [email protected]
COMPTEK GmbH Compounds & FarbbatchHeinrich-Hertz-Str. 15, D-65582 DiezTel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50www.comptek.de, [email protected]
DEIFEL GmbH & Co. KG, 97408 SchweinfurtPostf. 40 66, T. 0 97 21/17 74-0, Fax /17 74-44http://www.deifel-masterbatch.deeMail: [email protected]
G. E. HABICH’S SÖHNE GmbH & Co. KGFarbenfabriken34359 ReinhardshagenTel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38e-mail: [email protected]
FARB- UND ADDITIVKONZENTRATE
Macomass Verkaufs AG63739 AschaffenburgTel. 0 60 21/35 06-0, Fax 35 06-33E-Mail: [email protected]
FARBPASTEN UNDFLÜSSIGFARBEN
Arichemie GmbHPostfach 120, 65814 EppsteinTel. 0 61 98/59 12-0, www.arichemie.com
G. E. HABICH’S SÖHNE GmbH & Co. KGFarbenfabriken34359 ReinhardshagenTel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38e-mail: [email protected]
NOVOSYSTEMSFarben und Additive GmbHWinsener Landstrasse 124D-21217 SeevetalTel. 0 41 05/14 58-0, Fax 0 41 05/14 [email protected] / www.novosystems.de
FLAMMHEMMENDEMITTEL
MARTINSWERK GmbH50127 BergheimTelefon (0 22 71) 9 02-0
MASTERBATCHES
COMPTEK GmbH Compounds & FarbbatchHeinrich-Hertz-Str. 15, D-65582 DiezTel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50www.comptek.de, [email protected]
POLYAMIDE
EMS-Chemie (Deutschland) GmbH,64823 Groß-UmstadtTel. 0 60 78/7 83-0, Fax 0 60 78/7 83-4 16+1 90welcome@de. emsgrivory.com
Nordmann, Rassmann GmbHKajen 2, 20459 HamburgTel. 0 40/36 87-0, Fax 0 40/36 87-2 49Internet: http://www.nrc.de
PRÜFTINTEN FÜROBERFLÄCHENSPANNUNG
arcotest GmbHPostfach 1142Rotweg 2571297 MönsheimTel. 0 70 44/90 22 70, Fax 0 70 44/90 22 69e-mail: [email protected]
PVC-GRANULATE
Müller Kunststoffe GmbHD-96215 Lichtenfels • Max-Planck-Straße 3Tel.: 0 95 71/94 894-0, Fax: 0 95 71/94 894-90Mail: [email protected]
REINIGUNGSGRANULAT
Nordmann, Rassmann GmbHKajen 2, 20459 HamburgTel. 0 40/36 87-0, Fax 0 40/36 87-2 49Internet: http://www.nrc.de
TRENNMITTEL
E. und P. Würtz GmbH & Co. KG55411 Bingen, IndustriegebietTel.: (0 67 21) 96 90-0Fax: (0 67 21) 96 90 40www.wuertz.com
KUNSTSTOFF-VERARBEITUNG,DIENSTLEISTUNG
ANWENDUNGSTECHNIK
Friedhelm BegemannIngenieurbüro für Anwendungs-technik KunststoffspritzgussMobil: +49 175 7248137Internet: www.fbegemann.de
Chem-Trend (Deutschland) GmbHGanghoferstr. 47 I 82216 MaisachT. +49 8142 417 0 I [email protected]
Chem-Trend (Deutschland) GmbHGanghoferstr. 47 I 82216 MaisachT. +49 8142 417 0 I [email protected]
PV16_04_BZQV_NEU.indd 1 09.03.2016 11:05:23PV_2016_06__59-64_Markt-und-Kontakt.indd 59 14.06.2016 13:36:59
www.plastverarbeiter.de
MARKT & KONTAKT60
06 · 2016 · Plastverarbeiter
2
COMPOUNDIEREN
COMPTEK GmbH Compounds & FarbbatchHeinrich-Hertz-Str. 15, D-65582 DiezTel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50www.comptek.de, [email protected]
PolyComp GmbHRobert-Koch-Str. 25, D-22851 NorderstedtTel.: 0 40-5 29 53-0, Fax 0 40-5 29 53-2 22e-mail: [email protected]
CORONA-ANLAGEN
Media Service Grulms67071 LudwigshafenTel. 0621/637690-0, Fax 0621/637690-1www.grulms.de, [email protected]
GALVANISIERUNG
Franz Kistenberger GmbH & Co. KGKunststoff-GalvanisierungAm weiten Weg 11, 97762 HammelburgTel. 0 97 32/27 57, Fax /64 19
GRAVUREN
Hohenloher FormstrukturMax-Eyth-Str. 2, 74629 PfedelbachTel. 0 79 41/91 73-0, Fax 0 79 41/91 73-20
LOHNSCHÄUMEN
Richter Kunststoffverarbeitung e. K.Wolfsbuch 13, 97993 CreglingenTel.: 07939/9906132, E-Mail: [email protected]: www.richter-kunststoff.de
LOHNVERMAHLUNGEN
JRS Prozesstechnik GmbH & Co. KGWerk CalenbergD-30982 Pattensen, Calenberger Mühle 1Tel.: +49-(0)50 69-94 07-0, Fax: 94 07-29
SPRITZGUSSTEILE
Werner Herr GmbH, 79285 EbringenEig. Werkzeugbau Tel. 0 76 64/9 71 30
TECHNISCHE SPRITZGUSSTEILE
Kunststofftechnik KuryTel.: 07682/909053, Fax: 07682/909054E-Mail: [email protected]
Erwin Schiff GmbH, 77963 SchwanauTel. 0 78 24/26 23, Fax: 0 78 24/21 92E-Mail: [email protected]
TIEFZIEHEN UNDVAKUUMFORMUNGKlaus Kunststofftechnik GmbH87700 Memmingen, Tel. 0 83 31/8 20 80
VORBEHANDLUNGS-ANLAGENARCOTEC GmbHCorona-, Plasma-, Flamm-AnlagenRotweg 24, D-71297 MönsheimTel. 0 70 44/92 12-0, Fax 0 70 44/92 12 -12www.arcotec.com, e-mail: [email protected]
KUNSTSTOFF- UND KAUTSCHUKPRODUKTE
BEUTEL- UND SACK-VERSCHLÜSSE
Württembergische Allplastik GmbHJohannes-Kepler-Str. 12D-71083 HerrenbergTelefon 0 70 32/9 36 80Telefax 0 70 32/93 68 98E-Mail: [email protected]: www.blitzbinder.de
DICHTUNGEN
Sonderhoff Services GmbH.Mathias-Brüggen Str. 126-128, 50289 KölnTel.: +49 221 956526-0, Fax: +49 221 956526-39e-mail: [email protected]
EXTRUSIONSPROFILE
moreplast GmbH67681 SembachTel. 06303/922-10, Fax: [email protected], www.moreplast.de
POLYETHYLENSCHÄUME
www.isowa.de
PROFILE
HakaGerodur AGCH-9201 GOSSAU SGTel. +41/(0)71 3 88 94 94, Fax 71 3 88 94 80www.hakagerodur.ch
PUR-FORMTEILE
Friedmann-Formteile77656 OffenburgTel. 07 81/9 69 34-0, Fax: -99E-Mail: [email protected]: www.friedmann-formteile.dePUR-IHS-KOMPAKT, RIM, RRIM, HS-RIM
SAUGNÄPFE
VAKUPLASTIC Kunststoff GmbH & Co. KGRudower Straße 68bD-12529 SchönefeldTel.: 0 33 79/20 31 31, Fax 0 33 79/20 31 39
SCHLÄUCHE
Novoplast Schlauchtechnik GmbH, 38820Halberstadt, Tel. 0 39 41/6 86 90, Fax 68 69 40
Pioflex Kunststoff in Form GmbH79211 Denzlingen, Tel. 0 76 66/9 31 50www.pioflex.de, [email protected]
SPRITZGUSSTEILE
Driess KunststofferzeugnisseErfweiler Straße 266994 Dahn-ReichenbachTel. 0 63 91/50 67, Fax 0 63 91/17 70e-mail: [email protected] Werkzeugbau
Eugen Helm GmbH, 98693 ManebachTel. 03677/202782, Fax 03677/61974Teile bis 350 g, Eigener Werkzeugbau
Reiher GmbH, 38116 BraunschweigSaarbrückener Straße 254, Tel. 05 31/5 20 81, Fax 05 31/50 79 [email protected]
TECHNISCHE SPRITZGUSSTEILE
Borscheid+Wenig GmbH86420 Diedorf, Tel. 0 82 38/30 03-0www.borscheid-wenig.com
Eugen Helm GmbH, 98693 ManebachTel. 0 36 77 / 20 27 82, Fax 0 36 77 / 6 19 74Teile bis 350 g, Eigener Werkzeugbau
Klaus Kunststofftechnik GmbH87700 Memmingen, Tel. 0 83 31/8 20 80
Wenesit AGPostf. 14 04 07, 42825 RemscheidTel. 0 21 91/86 69+86 60, Fax 8 35 79
TIEFZIEHTEILE
Klaus Kunststofftechnik GmbH87700 Memmingen, Tel. 0 83 31/8 20 80
ZELLKAUTSCHUK
www.isowa.de
• Spezialist in der Produktion von Kunststoffteilen
• Herstellung von Produkten aus den Materialien: PA, PA66, POM, PS, ABS, PE, PP u.a.
Plastbud Sp. z o.o., 68-205 Zary, Polenul. Szklarska 16, • Tel. +48 728 833 008Mobil +48 660 441 056 • Fax +48 68 374 05 09Internet: www.plastbudzary.pl
www.isowa.de
PV16_04_BZQV_NEU.indd 2 09.03.2016 11:05:23PV_2016_06__59-64_Markt-und-Kontakt.indd 60 14.06.2016 13:37:00

MARKT & KONTAKT 61
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
3
MASCHINEN, WERKZEUGE, ZUBEHÖR
ABSAUG- UND FILTERTECHNIK
Höcker Polytechnik GmbH Borgloher Straße 1, D-49176 Hilter Tel. 0 54 09/4 05-0, Fax 4 05-5 55 [email protected]; www.polytechnik.de
SCHUKO Heinz Schulte-Südhoff GmbH&Co. KG Mackstr. 18, 88348 Bad Saulgau Tel. 0 75 81/48 71-0, Fax -81 www.schuko.com, [email protected]
AUSWERFERKUPPLUNG
G. Hütter-Kunststofftechnik Postfach 2129, D-88111 Lindau Tel. 0 83 82/2 36 61, Fax /2 30 34 [email protected]
AUSWERFERSTIFTE
Gerhard Stoll GmbH & Co. KG, 75172 Pforzheim Tel. 0 72 31/16 80-0, Fax 0 72 31/16 80-80 www.stoll-pforzheim.de
BEISTELLEXTRUDER
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
DIE OBERFLÄCHE ZUR OPTIMALEN ENTFORMUNG
Topocrom GmbH Hardtring 29, D-78333 Stockach Telefon 0049 7771 93 630 www.topocrom.com, [email protected]
DOSIERANLAGEN
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
DOSIERPUMPEN FÜR FLÜSSIGFARBEN
NOVOSYSTEMS Farben und Additive GmbH Winsener Landstrasse 124 D-21217 Seevetal Tel. 0 41 05/14 58-0, Fax 0 41 05/14 58-22 [email protected] / www.novosystems.de
EINFÄRB- UND MISCHGERÄTE
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
ELEKTRISCHE HEIZEINRICHTUNGEN
ERGE-Elektrowärmetechnik Franz Messer GmbH, 91218 Schnaittach Postf. 40, Tel. 0 91 53/9 21-0 Fax 0 91 53/9 21-1 17 od. 1 24 www.erge-elektrowaermetechnik.de
Schniewindt GmbH & Co. KG D-58805 Neuenrade, Postfach 1360 Tel.: 0 23 92-6 92-0, Fax: 0 23 92/6 92-11 Email: [email protected] Internet: http://www.schniewindt.de
WEMA GmbH Kalver Str. 28, 58515 Lüdenscheid Tel. 02351 / 9395-0, Fax 02351 / 9395-33 www.wema.de; [email protected]
ELEKTRISCHE HEIZPATRONEN
ERGE Elektrowärmetechnik Franz Messer GmbH, 91218 Schnaittach Postf. 40, Tel. 0 91 53/9 21-0 Fax 0 91 53/9 21-1 17 od. 1 24 www.erge-elektrowaermetechnik.de
ELEKTROMAGNETISCHE SCHWEISSMASCHINEN
KVT Bielefeld GmbH www.kvt-bielefeld.de
EXTRUDERENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
EXTRUDERFOLGE- EINRICHTUNGEN
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
FLACHFOLIENANLAGEN
ENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
FOLIENSCHWEISS-MASCHINEN
Heinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
FÖRDERANLAGEN
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
GEWINDEBUCHSEN / EINSÄTZE / INSERTS
Gerhard Stoll GmbH & Co. KG, 75172 Pforzheim Tel.: 0 72 31/16 80-0, Fax 0 72 31/16 80-80 www.stoll-pforzheim.de
GEBRAUCHTMASCHINEN
Heinz Schirmacher GmbH Internet: http://www.schirmacher-hf.de
GRANULIERANLAGEN
Maag Automatik GmbH Ostring 19 DE-63762 Grossostheim Tel. +49 6026 503 0 [email protected]; www.maag.com
HARTMETALLWERK-ZEUGE ZUM FRÄSEN VON KUNSTSTOFFEN
Rudolf Wendling Raffineriestraße 113 93333 Neustadt / Do Tel. 0 94 45 / 99 13 92, Fax 0 94 45 / 99 13 94 www.rudolfwendling.de [email protected]
HEIZ- UND ABKANTMASCHINEN
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
HEIZELEMENT- SCHWEISSMASCHINEN
bielomatik Leuze GmbH + Co. KG Tel. 0 70 25/12-0, Fax 12-213 E-Mail: [email protected] Internet: http://www.bielomatik.com
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
KVT Bielefeld GmbH www.kvt-bielefeld.de
Eugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
SONOTRONIC Nagel GmbHBecker-Göring-Str. 17-25 ▪ 76307 KarlsbadTel.: +49 72 48 91 66-0 ▪ Fax: -144 ▪ www.sonotronic.de
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
HEIZPLATTEN UND KÜHLPLATTEN FÜR MASCHINEN UND ANLAGENELKOM Heizplatten- und Kühlplattentechnik Oberbecksener Str.80, 32547 Bad Oeynhausen Tel.: +49 (0) 5731 7782-0, FAX: -12 www.elkom.de / [email protected]
HF-GENERATORENHeinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
HF-SCHWEISSMASCHINENKIEFEL GmbH 83395 Freilassing, Industriestr. 17–19 Tel. 0 86 54/78-0, www.kiefel.deHeinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
IMPULSSCHWEISS- GERÄTEHeinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
INFRAROTSCHWEISS- MASCHINEN
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
Eugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
IONISATIONSSYSTEMEHAUG GmbH & Co KG, Pf. 20 03 33, 70752 L.-Echterdingen, Tel. 07 11/94 98-0, Fax 07 11/94 98-2 98
KALANDER, KALANDERNACHFOLGERENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
PV16_06_BZQV_NEU.indd 3 02.06.2016 13:01:35PV_2016_06__59-64_Markt-und-Kontakt.indd 61 14.06.2016 13:37:01

www.plastverarbeiter.de
MARKT & KONTAKT62
06 · 2016 · Plastverarbeiter
4
KÄLTETECHNIK
L&R Kältetechnik GmbH & Co KGHachener Str. 90a • 59846 SundernTel.: 02935 / 96614-0 • Fax: [email protected] • www.lr-kaelte.de
C
M
Y
CM
MY
CY
CMY
K
Bezugsquelle_LR_2012.pdf 1 20.09.2012 13:33:05
KÜHLGERÄTE UND -ANLAGEN
KELVIPLAST GmbH & Co. KG Sandweg 14, 63589 Linsengericht (Gro) Tel. 0 60 51/96 65-0, Fax 96 65-65 [email protected], www.kelviplast.de
KKT chillers Industriestraße 3, 95359 Kasendorf Tel. +49(0) 9228 9977 0, Fax 149 [email protected] www.kkt-chillers.com
ONI-Wärmetrafo GmbH Niederhabbach 17 D-51789 Lindlar Tel. 0 22 66/47 48-0, Fax 0 22 66/39 27 [email protected], www.oni.de
RIEDEL Kältetechnik, KKW GmbH 95326 Kulmbach, Am Goldenen Feld 18 Tel. 0 92 21/70 95 55, Fax 0 92 21/70 95 49 [email protected], www.riedel-kkw.de
Weinreich GmbH, 58479 Lüdenscheid Tel. 0 23 51-92 92 92, FAX 92 92 50 E-mail: [email protected] Internet: www.weinreich.de
KÜHLWASSER-BATTERIEN0-500 + 0-2000 l/h/je Kreis. A. Liedgens & Sohn GmbH 57635 Weyerbusch Tel. 0 26 86/2 15
KUNSTSTOFF- SCHWEISS GERÄTEEugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
LABOREXTRUDERENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/8 91 22-0, Fax: /8 91 22-99
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
LABOR-PRESSEN
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
SERVITEC GmbH, 14641 Wustermark www.servitecberlin.de
Wickert Maschinenbau GmbH Wollmersheimer Höhe 2, 76829 Landau Tel.: 0 63 41/93 43-0, Fax: 0 63 41/93 43-30 Internet: www.wickert-presstech.de E-Mail: [email protected]
LABORWALZWERKE
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
SERVITEC GmbH, 14641 Wustermark www.servitecberlin.de
LASERSCHWEISS- ANLAGEN
bielomatik Leuze GmbH + Co. KG Tel. 0 70 25/12-0, Fax 12-213 E-Mail: [email protected] Internet: http://www.bielomatik.com
LPKF WeldingQuipment GmbH Alfred-Nobel-Str. 55-57, 90765 Fürth Tel.: 0911-669859-0 http://www.lpkf-laserwelding.com
LASERSCHWEISS- MASCHINEN
KVT Bielefeld GmbH www.kvt-bielefeld.de
NORMALIEN FÜR FORMENBAU
HASCO Hasenclever GmbH+CoKG Römerweg 4 · 58513 Lüdenscheid Tel.: 0 23 51/9 57-0, Fax: 0 23 51/9 57-2 37 www.hasco.com · [email protected]
Meusburger Georg GmbH & Co KG Kesselstr. 42, 6960 Wolfurt, Austria Tel.: 0043 (0) 55 74/67 06-0, Fax: -11 www.meusburger.com, [email protected]
STRACK NORMA GMBH Königsberger Str. 11 58511 Lüdenscheid Tel. (0 23 51) 87 01-0, Fax (0 23 51) 87 01-100
PLASMAVORBEHANDLUNG
Diener electronic GmbH & Co. KG Nagolder Str. 61, 72224 Ebhausen Tel.: 0 74 58 / 99 931-0, Fax:0 74 58 / 99 931-50 [email protected], www.plasma.de
PRESSEN, HYDRAULISCHE
Wickert Maschinenbau GmbH Wollmersheimer Höhe 2, 76829 Landau Tel.: 0 63 41/93 43-0, Fax: 0 63 41/93 43-30 Internet: www.wickert-presstech.de E-Mail: [email protected]
QUERSCHNEIDE- MASCHINEN
Emmendinger Maschinenbau GmbH D-79312 Emmendingen, Am Elzdamm 32 Tel.: 0 76 41/92 42-0, Fax: 0 76 41/92 42-70 e-mail: [email protected]
REIBSCHWEISS- VORRICHTUNGENKVT Bielefeld GmbH www.kvt-bielefeld.de
SÄGEANLAGEN
Eugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
SCHLAUCHKUPPLUNGEN + ROHRBOGEN
DRUCKFLEX-KUCHENBROD GMBH 63834 Sulzbach, Karolinenstr. 3 Tel. 0 60 28/97 47-0, Fax 0 60 28/97 47 47 [email protected]
SCHMELZEPUMPEN
eprotec extrusion technology AG pumpwerkstr. 23, CH-8105 regensdorf fon: +41/43 388 90 90, fax: +41/43 388 90 99 www.eprotec.ch, [email protected]
SCHNECKEN U. ZYLINDER
Arenz GmbH Plastifizier- und Verschleißtechnik Neuherstellung und Regenerierung Heidestr. 5, 53340 Meckenheim Tel.: (0 22 25) 9 99-0, Fax: 9 99-2 50 www.arenz-gmbh.de
Bernex Bimetall AGIndustriestrasse 211, CH-4600 OltenTel. +41 (0) 62 287 87 87, Fax. +41 (0) 62 287 87 90e-mail: [email protected]: www.bernexgroup.com
Bernex:Layout 1 01.03.2010 9:05 Uhr Seite 1
Boyke Wear Technology GmbH Gerberstraße 11a, D-51789 Lindlar Tel.: 02266/4 63 47-0, Fax: 02266/4 63 47-29 www.bwt-gmbh.com, [email protected]
SCHNEIDMÜHLEN
AMIS Maschinen-Vertriebs GmbH Im Rohrbusch 15 · 74939 Zuzenhausen Tel.: 06226/7890-0, Fax: 06226/7890-222 www.amis-gmbh.de
Dreher Maschinenbau GmbH & Co. KG Zieglerstraße 17 · 52078 Aachen Tel.: +49 241-515 63-0, Fax: +49 241-52 60 06 [email protected] Internet: www.dreher-aachen.de
Am Gemeindegraben 13, 63741 Aschaffenburg Tel. +49-6021-8400-0, Fax +49-6021-8400-35 [email protected], www.getecha.de
Hellweg Maschinenbau Vennstr. 10, 52159 Roetgen Tel.: 0 24 71/42 54, Fax: 0 24 71/16 30 www.hellweg-maschinenbau.de
Rapid Granulier-Systeme GmbH & Co. KG Bruchweg 3, 63801 Kleinostheim Tel. 0 60 27/46 65-0, Fax 46 65 17 E-mail: [email protected] Internet: www.rapidgranulator.de
TRIA GmbH Siemensring 25, 47877 Willich Tel. 0 21 54 / 94 39-0, Fax 0 21 54 / 94 39 19 [email protected], www.triaplastics.de
Wanner-Technik GmbH Alte Heerstr. 5, 97877 Wertheim Tel.: 0 93 42/3 08 80, Fax: 0 93 42/3 08 83 www.wanner-technik.de
ZERMA GmbH Im Rohrbusch 15, 74939 Zuzenhausen Tel.: 06226/7890-0, Fax: 06226/7890-222 www.zerma.de
PV_2016_06__59-64_Markt-und-Kontakt.indd 62 14.06.2016 13:37:02

MARKT & KONTAKT 63
Plastverarbeiter · 06 · 2016www.plastverarbeiter.de
5
SONOTRODEN
SPRITZGIESS-WERKZEUGE
TAMPONDRUCK-MASCHINEN
Media Service Grulms67071 LudwigshafenTel. 06 21/63 76 90-0, Fax 06 21/63 76 90-1www.grulms.de, [email protected]
TEMPERIERGERÄTE
HTT GmbH, D-32051 HerfordTel. 0 52 21/3 85-0, www.htt.de
KELVIPLAST GmbH & Co. KGSandweg 14, 63589 Linsengericht (Gro)Tel. 0 60 51/96 65-0, Fax 96 [email protected], www.kelviplast.de
ONI-Wärmetrafo GmbHNiederhabbach 17D-51789 LindlarTel. 0 22 66/47 48-0, Fax 0 22 66/39 [email protected], www.oni.de
Weinreich GmbH, 58479 LüdenscheidTel. 0 23 51-92 92 92, FAX 92 92 50E-mail: [email protected]: www.weinreich.de
THERMOFORM-MASCHINEN
FRIMO Freilassing GmbH Liegnitzer Straße 5 D-83395 Freilassing Tel.: +49 (0) 8654 4985-0 [email protected]
GN THERMOFORMING EQUIPMENTChester, Nova Scotia, CanadaTel.: ++1/9 02-2 75-35 71 Fax: ++1/9 02-2 75-31 00E-Mail: [email protected] – www.gncanada.comGN Europe: Jihlava, Czech RepublicTel.: 4 20-56-7 31-30 78 Fax: 4 20-56-7 31-30 79E-Mail: [email protected]: Mr. Marek Nikiforov
ILLIG Maschinenbau GmbH & Co. KG74081 Heilbronn, Tel. 0 71 31/5 05-0,FAX 0 71 31/5 05-3 03, email: [email protected]://www.illig.de
KIEFEL GmbH83395 Freilassing, Industriestr.17-19Tel. 08654/78-0, www.kiefel.de
TROCKENSCHRÄNKEHORO Dr. Hofmann GmbH(Ultra-) Trocken-/Wärmeschränkeund Sonderbautenwww.horo.eu
TROCKNER
TROCKNUNGSANLAGENProTec Polymer Processing GmbHStubenwald-Allee 9, 64625 BensheimTel. +49 6251 [email protected]
ULTRASCHALL-SCHWEISSMASCHINEN
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
Herrmann Ultraschalltechnik
GmbH & Co. KG · 76307 Karlsbad
Tel: +49 7248 79-0 · [email protected]
KVT Bielefeld GmbHwww.kvt-bielefeld.de
Weber Ultrasonics Weld & Cut GmbHIm Hinteracker 9, D-76307 KarlsbadTel./Fax: +49 7248 935647 -0 /-99www.wuwc.de, [email protected]
VEREDELUNG
LKS Kronenberger GmbHMetallveredelungFriedrich-Ebert-Str. 1-563500 SeligenstadtTel.: 0 61 82/8 01-0Fax: 0 61 82/8 01-300Hartchrom, Präz.-Rundschleifen Spiegelhochglanz, Reparatur u. Aufarbeitung
VERSCHLUSSDÜSEN
VIBRATIONS-SCHWEISSMASCHINEN
bielomatik Leuze GmbH + Co.Tel. 0 70 25/12-0, Fax 12-213E-Mail: [email protected]: http://www.bielomatik.com
KVT Bielefeld GmbHwww.kvt-bielefeld.de
WÄRMEBEHANDLUNG
HORO Dr. Hofmann GmbHsiehe Trockenschränke
WÄRMESCHUTZPLATTEN
Brandenburger-Isoliertechnik GmbH & Co KGPostfach 11 64+11 65, D-76801 Landau/PfalzTel. 0 63 41/51 04-0, Fax 0 63 41/51 04-155E-mail: [email protected]: www.brandenburger.de
DOTHERM Isolierwerkstoffe GmbH & Co. KGHeßlingsweg 65-67, 44309 DortmundTel.: 02 31-92 50 00-0, Fax: 02 31-92 50 00-80E-Mail: [email protected], Web: www.dotherm.de
ISOCOS GmbH + Co. KGGroße Ahlmühle 31, 76865 RohrbachTel.: 0 63 49-9 39 41-0, Fax: 0 63 49-9 39 [email protected], www.isocos.com
TMW-GmbH, IsoliertechnikPostfach 11 2776873 Offenbach/QueichTel. 0 63 48/82 55
WALZEN: HERSTEL-LUNG UND REPARATUR
LEONHARD BREITENBACH GMBHWalzenweg 60, D-57072 SiegenTel. 02 71/37 58-0, Fax 02 71/37 58-2 90E-mail: [email protected]: www.breitenbach.de
DRINK & SCHLÖSSERS WALZENTECHNIK47839 Krefeld-Hüls, Mühlenweg 21-37Tel. 0 21 51/7 46 69-0, Fax 0 21 51/7 46 69-10Internet: http://www.ds-walzen.dee-mail: [email protected]
ENTEX Rust & Mitschke GmbHHeinrichstr. 67, 44805 BochumTel.: 02 34/8 91 22-0, Fax: /8 91 22-99
HÄHL GmbHEutinger Str. 29, 75249 Kieselbronn,Tel. +49-7231-9523-0, Fax +49-7231-9523-190e-mail: [email protected]: http://www.haehl.com
WASSERSTRAHL-SCHNEIDEN
ZAHNRADPUMPEN
eprotec extrusion technology AGpumpwerkstr. 23, CH-8105 regensdorffon: +41/43 388 90 90, fax: +41/43 388 90 99www.eprotec.ch, [email protected]
SONOTRONIC Nagel GmbH
Tel.: +49 72 48
TELSONIC AGIndustriestrasse 6b9552 Bronschhofen Schweiz
Tel. +41 71 913 98 88, Fax: [email protected] www.telsonic.com
TELSONIC AGIndustriestrasse 6b9552 Bronschhofen Schweiz
Tel. +41 71 913 98 88, Fax: [email protected] www.telsonic.com
Konrad HäuplerWerkzeug- und Formenbau GmbH & Co. KGLübener Straße 24 • 90471 NünbergTel.: ++49 (0) 911 80 30 97FAX: ++49 (0) 911 8 93 87 03www.haeupler.de • [email protected]
ULTRASONIC TECHNOLOGY GROUP
Ihr Spezialist und Partner für innovative und leistungs- starke Lösungen.
Ultraschall-SondermaschinenUltraschall-SystemeUltraschall-Komponenten
MS Spaichingen GmbH Karlstr. 8-20, 78549 Spaichingen
www.ms-spaichingen.de
Fördern – Trocknen – Dosieren
www.simar-int.com
www.isowa.de
PV16_04_BZQV_NEU.indd 5 14.04.2016 10:22:49PV_2016_06__59-64_Markt-und-Kontakt.indd 63 14.06.2016 13:37:03
www.plastverarbeiter.de
MARKT & KONTAKT64
06 · 2016 · Plastverarbeiter
6
ZERKLEINERUNGS-MASCHINEN
TRIA GmbH Siemensring 25, 47877 Willich Tel. 0 21 54 / 94 39-0, Fax 0 21 54 / 94 39 19 [email protected], www.triaplastics.de
MESS- UND PRÜFTECHNIK, QUALITÄTSSICHERUNG
ERSTBEMUSTERUNGSoftware und Dienstleistung: Camesma GmbH, 74074 Heilbronn Tel. 0 71 31/5 82 01-14, Fax -15
INDUSTRIEFOR-SCHUNG, MATERIALPRÜFUNGSKZ Süddt. Kunststoff-Zentrum Frankf. Str. 15–17, 97082 Würzburg Tel. 09 31/4 10 40, Fax 09 31/41 04-1 77
PRÜFMASCHINEN UND -GERÄTEE. Karg, 82152 Krailling Tel. 0 89/7 55 20 13, FAX 0 89/75 21 33
RESTFEUCHTE-MESS-GERÄTE FÜR KUNST-STOFFGRANULATEwww.aboni.de; [email protected] Tel. 0700/22664-366, Fax 0700/22664-329
Brabender Messtechnik GmbH & Co. KG Tel.: 02 03/9 98 19-0, Fax 02 03/9 98 19-22
SCHMELZINDEX-PRÜFGERÄTEE. Karg, 82152 Krailling Tel. 0 89/7 55 20 13, FAX 0 89/75 21 33
VISKOSITÄTSMESSGERÄTELAUDA Dr. R. Wobser GmbH Postfach 1251, 97922 Lauda-Königshofen Tel. 0 93 43 / 5 03-1 28, Fax -222 ww.lauda.de, [email protected]
ZERSTÖRUNGSFREIE WERKSTOFFPRÜFUNGHelling GmbH Spökerdamm 2, 25436 Heidgraben Tel. 04122/922-0, Fax 04122/922-201 [email protected], www.hellinggmbh.de
RECYCLING
PMMA-RECYCLING Kunststoff- und Farben-Gesellschaft mbH An der Flurscheide 7 ; 64584 Biebesheim Tel.06258/80060 www.kfg-biebesheim.de
RECYCLINGANLAGENSikoplast Maschinenbau Heinrich Koch GmbH Aulgasse 176, 53721 Siegburg Tel. 0 22 41/17 45-0, [email protected]
ZERKLEINERUNGS- ANLAGENSCHUKO Heinz Schulte-Südhoff GmbH&Co. KG Mackstr. 18, 88348 Bad Saulgau Tel. 0 75 81/48 71-0, Fax -81 www.schuko.com, [email protected]
Weima Maschinenbau GmbH Bustadt 6-10 D-74360 Ilsfeld Tel. 0 70 62/95 70-0, Fax 0 70 62/95 70-90 [email protected] www.weima.com
PPS/SOFTWARE
BDE-SYSTEM, LEITSTANDProSeS BDE GmbH, 75179 Pforzheim Telefon: 0 72 31/1 47 37-31, Fax: -49 www.proses.de BDE/MDE/Leitstand/MES/CAQ
PPS-/ERP-SYSTEMESage bäurer GmbH Josefstraße 10, D-78166 Donaueschingen Tel. +49 771 89652-0, Fax +49 771 89652-4200 [email protected], www.sage.de/mittelstand Sage WINCARAT. Die ERP-Lösung für die Kunststoffindustrie.
SOFTAG AG Kapf 638, CH-9405 Wienacht Tel. +41 (0) 71 898 80 30, www.softag.ch PPS-Lösungen SOFTadmin: für den Werkzeug- und Formenbau für die Kunststoff verarbeitende Industrie
DIENSTLEISTUNGEN, INSTITUTE
ENERGIEBERATUNG/ -OPTIMIERUNGONI-Wärmetrafo GmbH Niederhabbach 17 D-51789 Lindlar Tel. 0 22 66/47 48-0, Fax 0 22 66/39 27 [email protected], www.oni.de
ENTGRATUNGENActive GmbH, 64711 Erbach www.active-entgratung.de Tel. 0 60 62 / 91 27 30 Fax 0 60 62 / 91 34 10
NORDRHEIN-WESTFALENKunststoff-Institut K.I.M.W. GmbH Karolinenstr. 8, 58507 Lüdenscheid Tel. 0 23 51/1 06 41 91, Fax 0 23 51/1 06 41 90
PRÜFUNG VON WERK- STOFFEN UND BAUTEILENEDAG Polymerservice Tel. +49 661 6000 802 [email protected] www.edag.com Akkreditiert nach ISO 17025
ZERTIFIZIERUNGENSKZ-Cert GmbH Zertifizierungen Frankfurter Str. 15; 97082 Würzburg Tel.: 09 31/41 04-3 10; Fax -3 20 Internet: www.skz.de
Hüthig GmbHIm Weiher 10D-69121 Heidelberg
Tel. +49 (0) 6221 489-0Fax +49 (0) 6221 489-279www.huethig.de
E i n s c h n E c k E n E x t r u d E rWir machen komplexe Sachverhalte regelmäßig transparent. Zuverlässig und mit höchster redaktio-neller Qualität. Deshalb sind die Fachzeitschriften und Online-Portale von Hüthig in vielen Bereichen von Wirtschaft und Industrie absolut unverzichtbar für Fach- und Führungskräfte.
hue_image_woerter_blau_178x62mm.indd 1 17.12.2013 18:04:34
PV_2016_06__59-64_Markt-und-Kontakt.indd 64 14.06.2016 13:37:05
Wie kommen Ihre Produkte und Dienstleistungen jeden Monat ins Bezugsquellenverzeichnis und zusätzlich ins Internet?
Hauptgruppe ankreuzen
Untergruppe, Stichwort angeben (mehrere Einträge möglich)
Tragen Sie Ihren Text ein. Denken Sie bitte auch an Ihre Online-Anschrift:
q Roh- und Hilfsstoffeo Kunststoffverarbeitung,
Dienstleistungo Kunststoff- und
Kautschukprodukte
o Maschinen, Werkzeuge, Zubehör
o Mess- und Prüftechnik,Qualitätssicherung
o Betriebstechnik
o Recyclingo PPS/Softwareo Dienstleistungen, Institute
(je Zeile ca. 30 Buchstaben inkl. Zwischenräume. Preis pro mm Höhe s/w € 3,00, 4-c € 4,50, Mindesthöhe: 10 mm, 4 Zeilen + MwSt). Der Auftrag erstreckt sich auf mind. 12 aufeinanderfolgende Eintragungen, danach läuft er bis auf Widerruf. Kündigungen mit 6-wöchiger Frist möglich.
MArkT & kOnTAkT kUnSTSTOffMArkT
Ort/Datum Firmenstempel/Unterschrift
1. Zeile
2. Zeile
3. Zeile
4. Zeile
5. Zeile
Ihre freiwilligen Angaben werden zusammen mit den für die Vertragsabwicklung erforderlichen Daten von uns und den Unternehmen der Süddeutscher Verlag Mediengruppe, unseren Dienstleister sowie anderen ausgewählten Unternehmen verarbeitet und genutzt, um Sie über Produkte und Dienstleistungen zu informieren. Wenn Sie dies nicht mehr wünschen, schreiben Sie bitte an: Hüthig GmbH, PLASTVErArBEITEr, D-69121 Heidelberg, Im Weiher 10, fax 06221/489-481, E-Mail: [email protected]
...und ab ins fax oder in die Post:
PLASTVErArBEITEr, AnzeigenabteilungPostfach 10 28 69, D-69018 Heidelberg
fax-nummer+49 (0) 6221 489-481
rückfragen:Tel. +49 (0) 6221 489-301
Kombinieren Sie Print und Online! Als Bezugsquellen-inserent erhalten Sie auf Wunsch einen zusätzlichen kostengünstigen „Plus-Eintrag” unter www.plastverarbeiter.de! Was heißt „Plus-Eintrag”? In der hinterlegten Datenbank unseres Online-Portals können Sie Ihre Firmenadresse plus Tel.- und Fax-Nr. plus Link zu Ihrer Homepage plus Logo und plus Freitext zum Produktprogramm hinterlegen. Preis: Als Bezugs-quellen-Inserent zahlen Sie nur 50 € pro Jahr.
o Ja, wir möchten auch den Plus-Eintrag
PV_MuK_210x297.indd 1 25.10.2012 11:51:49PV_2016_06__65_Einkaufsführer Anzeige.indd 65 14.06.2016 13:53:03

www.plastverarbeiter.de
SERVICE66
06 · 2016 · Plastverarbeiter
05.07. – 06.07.2016 Bremen
Konferenz: 6. VDI-Leichtbaukongress 2016
VDI Wissensforum, Düsseldorf Tel. 0211 6214-201, [email protected]
05.07. – 06.07.2016 Würzburg
Seminar: Folienkaschierung und Verarbeitung
Innoform Coaching, Hasbergen, Tel. 05405 80767-0, [email protected]
07.07. – 07.07.2016 Iserlohn
Tagung: Ressource Kunststoff - Zukunftschancen für NRW
Kunststoffland NRW e. V., Düsseldorf, Tel. 0211 210940-0, [email protected]
13.07. – 13.07.2016 Villingen-Schwenningen
Seminar: Grundlagen der Kunststofftechnik
Kunststoff-Institut Südwest, Villingen-Schwenningen, Tel. 07721 99780-0, [email protected]
12.07. – 13.07.2016 Schwendi
Workshop: Marketing und Vertrieb im Werkzeug- und Formenbau
VDWF – Verband Deutscher Werkzeug- und Formenbauer, Schwendi, Tel. 07353 984 2299, [email protected]
VeranstaltungenTermine unter www.plastverarbeiter.de
REDAKTIONDipl.-Ing. Harald Wollstadt (Chefredakteur) (hw), v.i.S.d.P., Tel.: 06221 489-347, Fax: 06221 489-481, E-Mail: [email protected]. Etwina Gandert (eg), Tel.: DW -246, E-Mail: [email protected] Löh, M.A. (dl), Tel.: DW -377, E-Mail: [email protected] da Costa Guerreiro (Assistenz), Tel.: DW -349 E-Mail: [email protected]ändige freie Mitarbeiter:Prof. Dr.-Ing. Werner Hoffmanns, Brunnenstr. 82, 40764 Langenfeld, Tel.: 02173 148-271, Fax: 02173 148-272, E-Mail: [email protected]. Winfried Pfenning, Wingertstr. 51, 68199 Mannheim, Tel.: 0621 8280-593, Fax: 0621 8280-594, E-Mail: [email protected]. Oliver Lange, Hammer Dorfstr. 61, 40221 Düsseldorf, Tel.: 0211 1583651, E-Mail: [email protected]
www.plastverarbeiter.de 67. Jahrgang, ISSN 0032–1338
Amtsgericht Mannheim HRB 703044
IHRE KONTAKTE: Abonnement- und Leserservice: Telefon: 08191 125-777, Fax: -799 Redaktion: Telefon: 06221 489-349, Fax: -481 Anzeigen: Telefon: 06221 489-301, Fax: -481 E-Mail: [email protected]
Impressum
DATENSCHUTZ Ihre Angaben werden von uns für die Vertragsabwicklung und für interne Marktforschung gespeichert, verarbeitet und genutzt und um von uns und per Post von unseren Kooperationspartnern über Produkte und Dienstleistungen informiert zu werden. Wenn Sie dies nicht mehr wünschen können Sie dem jederzeit mit Wirkung für die Zukunft unter [email protected] widersprechen.
Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern (IVW), Printed in Germany
Abonnement- und Leserservice:Hüthig GmbH, Leserservice, 86894 Landsberg Tel.: 08191 125-777, Fax: -799 E-Mail: [email protected] Ausgaben jährlich VERLAGHüthig GmbH, Im Weiher 10, 69121 Heidelberg, www.huethig.deGeschäftsführung:Fabian MüllerVerlagsleitung:Rainer SimonProduktmanager Online:Philip Fischer Leitung Herstellung:Horst AlthammerArt Director:Jürgen ClausLayout:Brigitte WaldnerDruck:westermann druck GmbH, Georg-Westermann-Allee 66, 38104 Braunschweig
sowie Datenträger jedweder Art, wie z. B. die Darstellung im Rahmen von Internet- und Online-Dienstleistungen, CD-ROM, CD und DVD und der Datenbanknutzung und das Recht, die vorgenannten Nutzungsrechte auf Dritte zu übertragen, d.h. Nachdruckrechte einzuräumen. Die Wiedergabe von Gebrauchsna-men, Handelsnamen, Warenbezeichnungen und dergleichen in dieser Zeitschrift berechtigt auch ohne besondere Kennzeichnung nicht zur Annahme, dass solche Namen im Sinne des Warenzeichen- und Markenschutzgesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Mit Namen oder Zeichen des Verfassers gekennzeichnete Beiträge stellen nicht unbedingt die Meinung der Redaktion dar. Es gelten die allgemeinen Geschäftsbedingungen für Autorenbeiträge.
AUSLANDSVERTRETUNGENBelgien, Frankreich: Agence Eychenne, Carolyn Eychenne, 27 chemin des Sablons de la Montagne, F-78160 Marly-le-Roi Tel.: +33 139 581401, Fax: +33 971705241, E-Mail: [email protected]änemark, Finnland, Niederlande, Norwegen, Schweden, Österreich, Spanien, Portugal, Tschechien, Slowakei, Ungarn, USA, Kanada:Publimedia GmbH, Peter Wokurka, Leondingerstr. 27, A-4020 Linz, Tel.: +43 70 668876, Fax: +43 70 612783, E-Mail: [email protected]ßbritannien: Richard H. Thompson Ltd., 38 Addison Avenue, GB-London W11 4QP, Tel.: +44 20 76021065, Fax: +44 20 76022198, E-Mail: [email protected], Schweiz, Liechtenstein: interpress, Katja Hammelbeck, Bahnhofstr. 31, CH-8280 Kreuzlingen, Tel.: +41 71 55202-12, Fax: +41 71 55202-10, E-Mail: [email protected]
ANZEIGENAnzeigenleitung:Ludger Aulich, Tel.: 06221 489-230, Fax: 06221 489-481, E-Mail: [email protected]:Klaus-Dieter Block, Tel.: DW -301, E-Mail: [email protected]:Christel Edinger, Tel.: DW -228, E-Mail: [email protected]:Ulrike Ruf, Tel.: DW -379, E-Mail: [email protected]:Christin Hartung, E-Mail: [email protected] gilt Anzeigenpreisliste Nr. 54 vom 01.10.2015
© CopyrightHüthig GmbH 2016, Heidelberg. Eine Haftung für die Richtigkeit der Veröffentlichung kann trotz sorgfältiger Prüfung durch die Redaktion, vom Verleger und Herausgeber nicht übernommen werden. Die Zeitschriften, alle in ihr enthaltenen Beiträge und Abbildungen, sind urheberrechtlich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Bearbeitung in elektronischen Systemen. Mit der Annahme des Manuskripts und seiner Veröffentlichung in dieser Zeitschrift geht das umfassende, ausschließliche, räumlich, zeitlich und inhaltlich unbeschränkte Nutzungsrecht auf den Verlag über. Dies umfasst insbesondere das Printmediarecht zur Veröffentlichung in Printmedien aller Art sowie entsprechender Vervielfältigung und Verbreitung, das Recht zur Bearbeitung, Umgestaltung und Übersetzung, das Recht zur Nutzung für eigene Werbezwecke, das Recht zur elektronischen/digitalen Verwertung, z.B. Einspeicherung und Bearbeitung in elektronischen Systemen, zur Veröffentlichung in Datennetzen
VERTRIEBVertriebsleitung: Hermann WeixlerAbonnement:http://www.plastverarbeiter.de/kontakt/abo Bezugspreis Jahresabonnement: Inland € 186,00 (zzgl. € 15,00 Versand & MwSt. = € 215,51) Ausland € 186,00 (zzgl. € 30,00 Versand & MwSt. = € 231,56)Einzelverkaufspreis € 19,50 (inkl. MwSt. & zzgl. VersandDer Studentenrabatt beträgt 35 %. Kündigungsfrist: jederzeit mit einer Frist von 4 Wochen zum Monatsende
PV_2016_06__66_ Veranstaltungen_Impressum.indd 66 14.06.2016 13:54:40

Hüthig GmbH Im Weiher 10 D-69121 Heidelberg
Tel. +49 (0) 6221 489-230Fax +49 (0) 6221 489-481www.huethig.de
Impulsgeber für Messe-Besucher und inhaltliche Fokussierung auf das Branchenereignis K 2016. Der PLAST MESSEGUIDE erscheint mit Blick auf das internationale Messepublikum in zwei Ausgaben: Deutsch und Englisch.
Weitere Informationen/Anzeigenplatzierungen:[email protected]
Mit großem Mit großem Mit großem Vertriebsradius:Vertriebsradius:Vertriebsradius:Messe, Hotels,Messe, Hotels,Messe, Hotels,
Verarbeiter-Verarbeiter-Verarbeiter-betriebebetriebebetriebebetriebebetriebebetriebe
PV_K_guide_210x297.indd 3 24.11.2015 08:56:39PV_2016_06__67_US 3.indd 3 13.06.2016 13:23:04

WITTMANN Robot Systeme GmbHAm Tower 2 | 90475 Nürnberg | Tel.: +49 9128 7099 0 | Fax: +49 9128 7099 500 | [email protected]
robust
schnell
Am Tower 2 | 90475 Nürnberg | Tel.: +49 9128 7099 0 | Fax: +49 9128 7099 500 | [email protected] Robot Systeme GmbH
Am Tower 2 | 90475 Nürnberg | Tel.: +49 9128 7099 0 | Fax: +49 9128 7099 500 | [email protected]
robust
robust
schnell
schnell
schnell
bewähr
tbew
ährt
robust
Robot W833 proRobot W833 pro
WITTMANN Robot Systeme GmbHAm Tower 2 | 90475 Nürnberg | Tel.: +49 9128 7099 0 | Fax: +49 9128 7099 500 | [email protected]
Robot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 proRobot W833 pro1976 – 2016
Jahre
PV_2016_06__XX_US 4.indd 4 02.06.2016 09:46:43